Inconel es una marca registrada de Special Metals Corporation que designa una familia de superaleaciones austeníticas de níquel-cromo diseñadas para mantener la integridad estructural y la resistencia a la corrosión a temperaturas extremas (hasta 1175 °C) y en entornos químicos agresivos en los que los aceros inoxidables, las aleaciones de aluminio y los grados estándar de níquel fallan, siendo el Inconel 625 (UNS N06625) y el Inconel 718 (UNS N07718) son los dos grados más especificados a nivel mundial, utilizados en componentes de motores a reacción, tuberías flexibles submarinas, carcasas de motores de cohetes, componentes internos de reactores nucleares y equipos de procesamiento químico que operan en condiciones que destruyen los metales de ingeniería convencionales en cuestión de meses. En MWalloys, suministramos Inconel en forma de barras, placas, chapas, tubos, accesorios, alambre y flejes a contratistas principales del sector aeroespacial, operadores de energía en alta mar y fabricantes de plantas químicas que requieren material certificado con documentación de trazabilidad completa.
¿Qué es el Inconel y quién es el titular de los derechos de marca?
Inconel es una marca registrada propiedad de Special Metals Corporation, una filial al 100 % de PCC Airfoils LLC (Precision Castparts Corp.), con sede en Huntington, Virginia Occidental (EE. UU.). El nombre "Inconel" se acuñó a partir de la combinación de "International Nickel Company" (la organización predecesora que desarrolló las aleaciones) y el sufijo "el", utilizado para los nombres comerciales de las aleaciones de níquel a mediados del siglo XX.

En la práctica de la ingeniería, "Inconel" se ha convertido en un término semigénico que muchos ingenieros utilizan de forma amplia para describir cualquier superaleación de cromo con alto contenido en níquel, independientemente del fabricante real. El enfoque técnico correcto exige especificar tanto la designación del grado de Inconel como el número UNS (Sistema de Numeración Unificado) para evitar errores de sustitución durante el proceso de adquisición. Una especificación de Inconel 625 que no incluya el número UNS N06625 deja margen para que se suministre un material no equivalente bajo ese nombre comercial.
¿Quién fabrica aleaciones equivalentes al Inconel?
Aunque Special Metals Corporation es titular de la marca registrada «Inconel», las composiciones definidas según el sistema UNS son fabricadas por numerosas acerías homologadas de todo el mundo bajo diferentes marcas comerciales:
| Fabricante | País | Designación equivalente | Primaria |
|---|---|---|---|
| Corporación de Metales Especiales | EE.UU. | Inconel (original) | 600, 601, 625, 690, 718, X-750 |
| Haynes Internacional | EE.UU. | Varios | 625 LCF, equivalentes a 718 |
| VDM Metals (Thyssenkrupp) | Alemania | Nicrofer | 6020 (≈625), 5219 (≈718) |
| Sandvik | Suecia | Sanicro | Diversos equivalentes de aleaciones de níquel |
| Tecnología de la carpintería | EE.UU. | Personalizado 625, 718 | 625, 718 |
| Nippon Yakin Kogyo | Japón | Aleaciones NAS | Equivalentes a NAS 625 y NAS 718 |
| Acero Especial de Fushun | China | Serie GH | GH4169 (≈718), GH3625 (≈625) |
| VSMPO-AVISMA | Rusia | Serie EP | Diversos equivalentes de aleaciones de níquel |
En MWalloys, nos abastecemos tanto de fundiciones originales occidentales como de productores equivalentes homologados, y verificamos el cumplimiento mediante un análisis químico completo (PMI en cada pieza) y la comprobación de las propiedades mecánicas según las especificaciones ASTM o AMS aplicables.
Por qué "Inconel" se convirtió en un término de ingeniería semigénico
El mismo fenómeno que convirtió a "Inconel" en un término genérico para designar una amplia categoría se produjo con Hastelloy, Monel y Waspaloy: estas aleaciones se adoptaron de forma tan generalizada y resultaban tan claramente superiores en sus aplicaciones específicas que los ingenieros comenzaron a utilizar el nombre de la marca como nombre de la categoría. Esto genera riesgos reales en la adquisición. Un ingeniero que escriba "Inconel 625 o equivalente" sin definir qué significa "equivalente" puede recibir un material que, aunque coincida nominalmente con la designación del grado, se haya fabricado sin los controles de calidad de refundición al vacío que exigen las aplicaciones aeroespaciales y nucleares.

¿Cuál es la evolución histórica de la familia de aleaciones Inconel?
La familia Inconel surgió de la investigación metalúrgica aplicada impulsada por las exigencias del desarrollo de los motores a reacción durante y después de la Segunda Guerra Mundial. La necesidad de contar con materiales que mantuvieran la integridad estructural a temperaturas de funcionamiento de las turbinas muy superiores a las que podían soportar los aceros inoxidables austeníticos impulsó el desarrollo sistemático de composiciones de níquel y cromo.
Hitos clave en el desarrollo del Inconel
| Año | Desarrollo | Importancia |
|---|---|---|
| 1941 | Presentación del Inconel 600 | Primera aleación de Ni-Cr comercial para uso a altas temperaturas |
| Años 50 | Desarrollo del Inconel X | Primer Inconel endurecible por envejecimiento; mayor resistencia a altas temperaturas |
| década de los 60 | Desarrollo del Inconel 718 | Aleación revolucionaria endurecible por envejecimiento; de calidad aeroespacial predominante |
| década de los 60 | Desarrollo del Inconel 625 | Reforzado mediante solución sólida; soldabilidad y resistencia a la corrosión excepcionales |
| años 70 | Desarrollo del Inconel 690 | Corrosión ultrabaja en ácido nítrico; calidad para generadores de vapor nucleares |
| años 70 | Inconel X-750 refinado | Calidad para resortes y elementos de fijación destinados a un uso a altas temperaturas |
| Años 80 | El Inconel 601 se utiliza ampliamente | Grado con contenido en aluminio para la oxidación a alta temperatura |
| los años 90 | Desarrollo del Inconel 725 | Variante resistente a la corrosión y endurecible por envejecimiento; especializada en el sector del petróleo y el gas |
| los años 2000 | Inconel 740 / 740H | Resistencia ultraalta para centrales eléctricas ultrasupercríticas |
| década de 2010 | Calidades para la fabricación aditiva | Se han establecido los polvos de Inconel 625 y 718 para la impresión 3D |
El desarrollo del Inconel 718 en la década de 1960 representa uno de los acontecimientos más trascendentales en la historia de la ingeniería de materiales. Antes del 718, las superaleaciones de níquel endurecibles por precipitación sufrían un rápido agrietamiento por deformación y envejecimiento durante la soldadura, lo que hacía inviables las estructuras fabricadas complejas. El uso del niobio como principal endurecedor por precipitación en el Inconel 718 (que forma precipitados gamma-doble-prime en lugar de gamma-prime) redujo sustancialmente la velocidad de la reacción de envejecimiento, eliminando las grietas por deformación y envejecimiento y permitiendo la creación de las grandes y complejas estructuras soldadas de superaleaciones de las que dependen los motores a reacción modernos.
¿Cuáles son todos los grados de Inconel disponibles y cuáles son sus números UNS?
La familia de aleaciones Inconel abarca un número de grados considerablemente mayor que el que la mayoría de los ingenieros suelen encontrar en su trabajo diario. La siguiente tabla ofrece una referencia completa de los grados comerciales.
Tabla completa de referencia de grados de Inconel
| Grado | Número UNS | Mecanismo de refuerzo | Característica principal | Aplicación clave |
|---|---|---|---|---|
| Inconel 600 | N06600 | Solución sólida | Oxidación a alta temperatura + corrosión | Equipos de tratamiento térmico, nucleares |
| Inconel 601 | N06601 | Solución sólida | Excelente resistencia a la oxidación (Al) | Hornos industriales, combustión |
| Inconel 617 | N06617 | Solución sólida | Aleación de níquel en solución sólida de máxima resistencia | Cámaras de combustión de turbinas de gas, HDGT |
| Inconel 625 | N06625 | Solución sólida (Nb, Mo) | Corrosión + fatiga + soldabilidad | Subsubmarino, químico, aeroespacial |
| Inconel 625LCF | N06625 | Solución sólida | Optimizado para fatiga de bajo número de ciclos | Fuelle, juntas de dilatación |
| Inconel 690 | N06690 | Solución sólida | Ácido nítrico + resistencia al SCC nuclear | Generadores de vapor para reactores PWR |
| Inconel 693 | N06693 | Solución sólida + gamma prime | Resistencia al polvo metálico | Plantas de gas de síntesis y de hidrógeno |
| Inconel 706 | N09706 | Precipitación (γ'') | Más fácil de mecanizar que el 718 | Carcasas y anillos de turbinas de gas |
| Inconel 718 | N07718 | Precipitación (γ'' + γ') | Aleación de níquel de máxima resistencia hasta 700 °C | Sujetadores para los sectores aeroespacial y del petróleo y el gas |
| Inconel 718SPF | N07718 | Precipitación | Grado para conformado superplástico | Formas aeroespaciales complejas |
| Inconel 725 | N07725 | Precipitación | 718: química + corrosión intensificada | Servicio en yacimientos de petróleo y gas con formaciones ácidas |
| Inconel 740 | N07740 | Precipitación (γ') | Energía USC a temperatura ultraalta | Turbina de vapor, central eléctrica |
| Inconel 740H | N07740 | Precipitación (γ') | 740 mejorado para un servicio a 750 °C o más | Calderas ultrasupercríticas |
| Inconel X-750 | N07750 | Precipitación (γ') | Resortes y elementos de fijación para altas temperaturas | Resortes y elementos de fijación para motores a reacción |
| Inconel 751 | N07751 | Precipitación (γ') | Variante X-750 para válvulas de escape | Material de la válvula de escape |
¿Qué grados de Inconel son los más solicitados en 2026?
Teniendo en cuenta las tendencias de suministro de MWalloys en los mercados aeroespacial, del petróleo y el gas, farmacéutico e industrial a mediados de 2026:
| Rango | Grado | Cuota de mercado aproximada | Motor principal del sector |
|---|---|---|---|
| 1 | Inconel 718 | ~50% de volumen de Inconel | Aeroespacial (motores a reacción, espacio), petróleo y gas |
| 2 | Inconel 625 | ~35% de volumen de Inconel | Fuelle submarino, químico y aeroespacial |
| 3 | Inconel 600 | ~5% de volumen de Inconel | Tratamiento térmico, energía nuclear, química |
| 4 | Inconel X-750 | ~3% de volumen de Inconel | Resortes, elementos de fijación, sector aeroespacial |
| 5 | Inconel 690 | ~3% de volumen de Inconel | Energía nuclear, ácido nítrico |
| 6 | Otros | ~4% | Aplicaciones especializadas |
Esta distribución refleja un cambio estructural en el mercado del Inconel durante la última década: la cuota de mercado del Inconel 625 ha crecido sustancialmente debido a la expansión de la producción de petróleo y gas en aguas profundas, que utiliza cantidades ingentes de 625 en blindajes flexibles para tubos ascendentes, umbilicales y equipos submarinos. El Inconel 718 mantiene su posición dominante impulsado por el crecimiento continuo de la aviación comercial y, cada vez más, por la producción de vehículos de lanzamiento espacial.
¿Cuál es la composición química del Inconel 625 y del Inconel 718?
La composición química de cada tipo de Inconel es la base de sus prestaciones mecánicas y de resistencia a la corrosión. La comparación de las composiciones de los tipos 625 y 718 explica por qué se comportan de forma tan diferente a pesar de compartir una base de níquel-cromo.
Composición química del Inconel 625 (ASTM B443, UNS N06625)
| Elemento | Mínimo (%) | Máx (%) | Papel funcional |
|---|---|---|---|
| Níquel (Ni) | 58.0 | Saldo (~62%) | Matriz base; inmunidad al SCC; estabilidad frente a la corrosión |
| Cromo (Cr) | 20.0 | 23.0 | Película pasiva; resistencia a los ácidos oxidantes; oxidación a altas temperaturas |
| Molibdeno (Mo) | 8.0 | 10.0 | Resistencia a la corrosión por picaduras y en hendiduras; resistencia a la reducción ácida |
| Niobio + Tántalo (Nb + Ta) | 3.15 | 4.15 | Fortalecimiento por solución sólida; estabilización de la soldadura (NbC frente a CrC) |
| Hierro (Fe) | - | 5.0 | Residuo controlado |
| Cobalto (Co) | - | 1.0 | Residuo controlado |
| Carbono (C) | - | 0.10 | Controlada; formación de carburo |
| Aluminio (Al) | - | 0.40 | Desoxidante menor |
| Titanio (Ti) | - | 0.40 | Refuerzo menor |
| Silicio (Si) | - | 0.50 | Desoxidación |
| Manganeso (Mn) | - | 0.50 | Desoxidación |
| Fósforo (P) | - | 0.015 | Impureza |
| Azufre (S) | - | 0.015 | Impureza; ductilidad en caliente |
Composición química del Inconel 718 (AMS 5596 / ASTM B670, UNS N07718)
| Elemento | Mínimo (%) | Máx (%) | Papel funcional |
|---|---|---|---|
| Níquel + cobalto (Ni + Co) | 50.0 | 55.0 | Matriz base |
| Níquel (Ni) | - | - | ~53% nominal |
| Cromo (Cr) | 17.0 | 21.0 | Resistencia a la oxidación y la corrosión |
| Hierro (Fe) | Saldo | (~18%) | Modificador de coste; inferior al de las aleaciones de níquel estándar |
| Niobio + Tántalo (Nb + Ta) | 4.75 | 5.50 | Fortalecedor primario (fase γ'' Ni₃Nb) |
| Molibdeno (Mo) | 2.80 | 3.30 | Fortalecimiento de la solución sólida |
| Titanio (Ti) | 0.65 | 1.15 | Fortalecimiento secundario γ' |
| Aluminio (Al) | 0.20 | 0.80 | Formación de la fase γ' |
| Carbono (C) | - | 0.08 | Carburos en los límites de grano |
| Silicio (Si) | - | 0.35 | Desoxidación |
| Manganeso (Mn) | - | 0.35 | Desoxidación |
| Cobalto (Co) | - | 1.0 | Residuo controlado |
| Boro (B) | - | 0.006 | Fortalecimiento del límite de grano |
| Cobre (Cu) | - | 0.30 | Residuo controlado |
¿Por qué los aceros 625 y 718 tienen propiedades tan diferentes a pesar de tener un contenido de níquel similar?
La comparación de las tablas de composición pone de manifiesto la diferencia fundamental en la filosofía de diseño:
Inconel 625 utiliza niobio y molibdeno en solución sólida para conseguir resistencia, sin endurecimiento por precipitación. Este enfoque produce una resistencia inferior a la del 718 en estado recocido, pero ofrece una resistencia a la corrosión superior (el 9% Mo proporciona una gran resistencia a la corrosión por picaduras), soldabilidad (no requiere endurecimiento por envejecimiento, ni presenta riesgo de fisuración por deformación y envejecimiento) y una amplia resistencia química. La combinación del cromo del 22% con el molibdeno del 9% confiere al 625 un PREN (índice equivalente de resistencia a la corrosión por picaduras) de aproximadamente 52, lo que supera con creces al de cualquier acero inoxidable austenítico.
Inconel 718 Alcanza su excepcional resistencia gracias a un doble endurecimiento por precipitación: las partículas gamma-doble-prime (Ni₃Nb), que se forman lentamente y, por lo tanto, no provocan grietas por envejecimiento bajo deformación durante la soldadura, aportan el incremento principal de resistencia, mientras que las partículas gamma-prime (Ni₃(Al,Ti)) proporcionan un refuerzo adicional. El elevado contenido en hierro (aproximadamente 18%) en comparación con el 625 refleja el diseño del 718 como aleación estructural en la que la resistencia a la corrosión es secundaria respecto al rendimiento mecánico: el alto contenido en hierro reduce el coste y la densidad, mientras que el cromo y el molibdeno proporcionan una resistencia a la corrosión adecuada para la mayoría de las condiciones de servicio en los sectores aeroespacial y del petróleo y el gas.
¿Qué propiedades mecánicas presentan el Inconel 625 y el 718 en distintas condiciones?
Las propiedades mecánicas de los grados 625 y 718 difieren de tal manera que se utilizan en categorías de aplicación casi totalmente distintas, a pesar de que ambos pertenecen a la familia Inconel.
Propiedades mecánicas del Inconel 625 a temperatura ambiente
| Propiedad | Recocido (Grado 1, ASTM B443) | 1/4 Duro | 1/2 Duro | Full Hard |
|---|---|---|---|---|
| Resistencia a la tracción (MPa) | 830 min (normalmente entre 900 y 1000) | 1050 – 1200 | 1200 – 1380 | 1500 – 1700 |
| Límite elástico (MPa, 0,2%) | 415 min (normalmente entre 500 y 650) | 750 – 900 | 950 – 1100 | 1300 – 1480 |
| Alargamiento (%) | 30 min (normalmente entre 40 y 50) | 18 – 25 | 10 – 18 | 2 – 6 |
| Dureza (HRB) | 90 – 100 HRB | 25 – 32 HRC | 35 – 40 HRC | 42 – 46 HRC |
| Resistencia al impacto según Charpy (J, RT) | > 100 | 60 – 80 | 35 - 55 | 15 – 30 |
Propiedades mecánicas del Inconel 718 a temperatura ambiente según el estado de tratamiento térmico
| Propiedad | Recocido (tratado en solución) | AMS 5663 (Envejecido) | AMS 5664 (Envejecido, alternativo) | Envejecido de alta intensidad |
|---|---|---|---|---|
| Resistencia a la tracción (MPa) | 1000 – 1100 | 1380 min | 1310 min | 1450 – 1520 |
| Límite elástico (MPa, 0,2%) | 550 - 700 | 1170 min | 1100 min | 1250 – 1330 |
| Alargamiento (%) | 25 - 35 | 12 min | 12 min | 10 – 15 |
| Reducción de superficie (%) | 45 – 60 | 15 minutos | 15 minutos | 12 - 18 |
| Dureza (HRC) | 28 – 35 | 36 – 44 | 35 – 42 | 40 – 46 |
| Charpy con muesca en V (J, RT) | 80 – 120 | 40 – 80 | 45 - 85 | 30 - 60 |
El contraste entre el Inconel 625 recocido y el Inconel 718 envejecido al máximo es sorprendente: El Inconel 718 en estado de envejecimiento alcanza resistencias a la tracción de entre 1380 y 1520 MPa, frente a los 830-1000 MPa del Inconel 625 recocido. Esta ventaja en cuanto a resistencia es la razón por la que el 718 predomina en aplicaciones estructurales aeroespaciales (discos de turbina, elementos de fijación, ejes), mientras que el 625 predomina en aplicaciones en las que la resistencia a la corrosión y la soldabilidad son los factores principales.
Comparación de la resistencia a altas temperaturas: 625 frente a 718
| Temperatura (°C) | 625 Resistencia a la tracción (MPa) | 625 Límite elástico (MPa) | 718 Resistencia a la tracción (MPa, tras envejecimiento) | 718 Límite elástico (MPa, tras envejecimiento) |
|---|---|---|---|---|
| 20 | 900 – 1000 | 500 - 650 | 1380 – 1520 | 1170 – 1330 |
| 200 | 840 – 940 | 430 – 580 | 1280 – 1400 | 1090 – 1220 |
| 400 | 790 – 890 | 380 - 520 | 1200 – 1320 | 1020 – 1140 |
| 550 | 740 – 830 | 340 – 480 | 1140 – 1240 | 970 – 1080 |
| 650 | 700 – 790 | 300 – 440 | 1060 – 1170 | 900 – 1020 |
| 700 | 660 – 750 | 270 – 400 | 950 – 1100 | 800 – 950 |
| 760 | 580 – 670 | 240 – 360 | 750 – 900 | 620 – 780 |
| 815 | 470 – 570 | 200 – 310 | 480 – 620 | 380 - 520 |
| 870 | 350 – 450 | 170 – 270 | 290 – 420 | 220 – 340 |
El punto de cruce en el que los aceros 625 y 718 alcanzan resistencias similares se produce en torno a los 760 – 815 °C, lo que refleja la disolución de los precipitados gamma-doble-prime del 718 (la fase responsable de la ventaja en resistencia del 718 se disuelve por encima de aproximadamente 650 °C en servicio prolongado). Por encima de los 650 °C en servicio prolongado, la ventaja en resistencia del 718 disminuye progresivamente, y por encima de los 760 °C, la resistencia de la solución sólida del 625, debida al niobio y al molibdeno, se vuelve competitiva.
Propiedades físicas del Inconel 625 y del 718
| Propiedad física | Inconel 625 | Inconel 718 | Aplicación de ingeniería |
|---|---|---|---|
| Densidad (g/cm³) | 8.44 | 8.19 | Cálculos de peso; 718 más ligero que 625 |
| Módulo de elasticidad (GPa, 20 °C) | 208 | 211 | Cálculos de deflexión y rigidez |
| Módulo de rigidez (GPa) | 79 | 80 | Diseño de muelles de torsión |
| Coeficiente de expansión térmica (µm/m·°C, 20 – 100 °C) | 12.8 | 13.0 | Ciclos térmicos, diseño de holguras |
| Conductividad térmica (W/m·K, 20 °C) | 9.8 | 11.4 | Cálculos de transferencia de calor |
| Resistividad eléctrica (µΩ·m) | 1.29 | 1.25 | Soldadura por resistencia, parámetros de electroerosión |
| Intervalo de fusión (°C) | 1290 – 1350 | 1260 – 1336 | Referencia sobre soldadura y fundición |
| Permeabilidad magnética | < 1,002 | 1.001 – 1.010 | Aplicaciones no magnéticas |
| Calor específico (J/kg·K) | 410 | 435 | Análisis térmico |
La ligera respuesta magnética de algunos materiales de Inconel 718 (permeabilidad de hasta 1,010) se debe a su mayor contenido en hierro (aproximadamente 18%) y a la presencia de la fase delta (Ni₃Nb) en determinadas condiciones de tratamiento térmico. Aunque no es ferromagnético en el sentido práctico del término, los ingenieros que especifiquen el 718 para aplicaciones cercanas a instrumentos sensibles deben verificar la permeabilidad en función del calor específico y las condiciones concretas.
¿Cómo se somete a tratamiento térmico el Inconel 718 para alcanzar su máxima resistencia?
El tratamiento térmico es lo que permite que el Inconel 718 alcance todo su potencial, más allá de sus propiedades moderadas en estado recocido. Comprender la secuencia completa del tratamiento térmico es fundamental para cualquier ingeniero o metalúrgico que trabaje con esta aleación.
Secuencia completa de tratamiento térmico del Inconel 718
Etapa 1: Recocido en solución (homogeneización)
Antes del envejecimiento, el 718 debe someterse a un recocido en solución para disolver todas las fases de precipitado y establecer una matriz austenítica uniforme y monofásica. Existen dos condiciones habituales de recocido en solución, que se eligen en función de si se desea un tamaño de grano más fino o más grueso:
| Tipo de recocido en solución | Temperatura | Tiempo | Resultado del tamaño de grano | Preferencias de la aplicación |
|---|---|---|---|---|
| Recocido estándar | 980°C (1800°F) | 1 h por cada 25 mm + 1 h como mínimo | Grano fino (ASTM 8 – 12) | Piezas giratorias críticas en cuanto a fatiga |
| Recocido con Supersolvus | 1065 °C (1950 °F) | 1 h por cada 25 mm + 1 h como mínimo | Grano grueso (ASTM 4 – 7) | Piezas estáticas críticas en cuanto a la fluencia |
Enfriamiento tras el recocido en solución: enfriamiento rápido (en agua o al aire). El enfriamiento lento en el intervalo de 650 a 850 °C provoca la precipitación de la fase delta, lo que elimina el niobio de la solución y reduce la respuesta posterior al envejecimiento.
Fase 2: Envejecimiento por precipitación (envejecimiento doble según la norma AMS 5663)
El tratamiento de maduración estándar en dos etapas da lugar a los precipitados gamma-doble-prime y gamma-prime, responsables de la resistencia del 718:
| Paso | Temperatura | Tiempo | Refrigeración | Propósito |
|---|---|---|---|---|
| Primera edad | 720 °C (1325 °F) | 8 horas | Enfriar el horno hasta 620 °C a una velocidad de 55 °C por hora | Nucleación y crecimiento de precipitados γ'' |
| Segunda edad | 620 °C (1150 °F) | 8 horas | Aire frío | Precipitación completa de γ'' + γ' |
Por qué funciona el envejecimiento en dos fases:
La primera etapa, a 720 °C, provoca la nucleación de finas partículas de gamma-doble-prime en toda la estructura del grano. La velocidad de enfriamiento controlada hasta los 620 °C evita el engrosamiento de estas partículas, al tiempo que permite la formación de gamma-prime. La segunda fase de mantenimiento a 620 °C completa la precipitación y estabiliza la distribución de las partículas. Este enfoque en dos etapas produce una distribución de precipitados más uniforme y fina que un único tratamiento de envejecimiento.
Efecto del tratamiento térmico sobre las propiedades del 718
| Condición del tratamiento térmico | Resistencia a la tracción (MPa) | Límite elástico (MPa) | Alargamiento (%) | Dureza (HRC) | Uso principal |
|---|---|---|---|---|---|
| Recocido (tratado en solución) | 1000 – 1100 | 550 - 700 | 25 - 35 | 28 – 35 | Estado de conformado y soldadura |
| Envejecimiento único (720 °C/8 h + AC) | 1280 – 1380 | 1050 – 1150 | 15 – 22 | 34 – 40 | Aplicaciones de resistencia moderada |
| Doble envejecimiento (AMS 5663) | 1380 min | 1170 min | 12 min | 36 – 44 | Especificaciones aeroespaciales estándar |
| Envejecido de alta resistencia | 1450 – 1520 | 1250 – 1330 | 10 – 15 | 42 – 46 | Aplicaciones con carga máxima |
| Sobrecocido (> 750 °C, 24 h) | 1050 – 1150 | 800 – 900 | 20 – 28 | 28 - 34 | NO recomendado; propiedades deterioradas |
La fase delta y su papel en la microestructura del 718
La fase delta (Ni₃Nb ortorrómbico) es una fase metaestable que se forma en el Inconel 718 durante la exposición a temperaturas comprendidas entre 650 y 980 °C. Su relación con el comportamiento de la aleación presenta algunos matices:
- En los límites de grano: Pequeñas cantidades de límites de grano en fase delta, que impiden el crecimiento de los granos durante el funcionamiento a altas temperaturas y mejoran la tenacidad de los límites de grano.
- En exceso: El exceso de fase delta agota el niobio de la solución sólida y de la fase de refuerzo gamma-doble-prime, lo que reduce la resistencia a la tracción y a la fluencia.
- Como indicador de procesamiento: La presencia de la fase delta en las superficies de fractura o en los límites tras el servicio es un indicador de una sobreexposición térmica por encima de la temperatura de recocido de solución durante el servicio.
El tratamiento térmico estándar está diseñado para aprovechar la fase delta de forma constructiva: una pequeña cantidad de fase delta en los límites de grano es aceptable y beneficiosa, mientras que la mayor parte del niobio se conserva en la fase de refuerzo gamma-doble-prime.
¿Qué resistencia a la corrosión y a la oxidación ofrece el Inconel en distintos entornos?
La resistencia a la corrosión de las aleaciones de Inconel varía considerablemente según el tipo y debe adaptarse a las condiciones específicas de uso. Dar por sentado que todos los tipos de Inconel tienen la misma resistencia a la corrosión es una simplificación excesiva y peligrosa.
Resistencia a la corrosión del Inconel 625
El Inconel 625 ofrece la mejor resistencia a la corrosión de toda la familia Inconel, concretamente gracias a su combinación de alto contenido en cromo (22%), alto contenido en molibdeno (9%) y niobio, que en conjunto proporcionan:
| Tipo de corrosión | 625 Rendimiento | Acero inoxidable 316L de alta resistencia | Notas |
|---|---|---|---|
| Corrosión por picaduras provocada por el agua de mar | Excelente (prácticamente inmune) | De mala calidad (se agrieta con facilidad) | PREN ~52 frente a 316L ~24 |
| Grieta de agua de mar | Muy buena | Muy malo | No se ha superado ningún límite de cloruro |
| Cloruro SCC | Excelente (inmune en la mayoría de las condiciones) | Deficiente (SCC superior a 60 °C) | >El 40% Ni ofrece inmunidad |
| Corrosión general en HNO₃ | Bien | Bien | Ambos son adecuados para la oxidación con HNO₃ |
| Corrosión general en HCl | Moderado (mejor que SS) | Pobre | El Mo aporta resistencia al HCl |
| Corrosión general en H₂SO₄ | Moderado | Deficiente por encima de 10% | Mejor que el SS a concentraciones más altas. |
| Agua de mar a alta velocidad (erosión-corrosión) | Excelente (> 15 m/s) | Deficiente (daños en la película por encima de los 3 m/s) | La película pasiva 625 es más resistente |
| H₂S (servicio con gases ácidos) | Excelente | Limitado | Conforme a la clasificación NACE MR0175 |
| Ácidos orgánicos | Excelente | Bien | Ambos son adecuados para condiciones templadas |
Resistencia a la oxidación y a la corrosión a altas temperaturas
A temperaturas elevadas, en las que los mecanismos de corrosión acuosa dan paso a la oxidación en seco y a la sulfuración:
| Temperatura (°C) | 625 Resistencia a la oxidación | 718 Resistencia a la oxidación | 600 Resistencia a la oxidación | Notas |
|---|---|---|---|---|
| < 500 | Excelente | Excelente | Excelente | Apto para todos los cursos |
| 500 - 700 | Muy buena | Muy buena | Muy buena | Formación de la escala menor |
| 700 - 900 | Bueno (escala de Cr₂O₃) | Bien | Muy buena | 625, ligeramente mejor que el Cr₂O₃ |
| 900 - 1100 | Moderado (la escala se vuelve más densa) | No recomendado | Bien | 625 máx. ~980 °C de forma continuada |
| > 1100 | Limitado | No apto | Moderado | Se prefiere la aleación 601 |
Para un servicio prolongado a temperaturas superiores a 900 °C en atmósferas oxidantes, los grados con adiciones de aluminio (Inconel 601 con 1,35% de Al, o la aleación 602CA con 2,3% de Al) forman capas de alúmina (Al₂O₃) que crecen de forma significativamente más lenta que las capas de crómia (Cr₂O₃) a temperaturas muy elevadas.
Resistencia a la corrosión del Inconel 718
El Inconel 718 se diseñó principalmente como una aleación estructural de alta resistencia, y su resistencia a la corrosión es moderada en comparación con la del 625:
| Medio ambiente | 718 Rendimiento | Notas |
|---|---|---|
| Agua de mar (ambiente) | Buen estado (por lo general, sin picaduras) | PREN ~28; menos robusto que el 625 |
| Agua de mar (temperatura elevada, grieta) | Riesgo moderado | Especificar 625 para aplicaciones marítimas exigentes |
| Ácidos suaves | Adecuado | No se recomienda su uso con ácidos concentrados |
| Servicio en condiciones ácidas con H₂S | Bueno (conforme a la NACE MR0175) | Es necesario controlar la dureza |
| Atmósfera oxidante (< 700 °C) | Bien | Adecuado para componentes adyacentes a la turbina |
| Atmósfera reductora | Adecuado | Un mayor contenido de Mo ofrece cierta protección |
El menor contenido de molibdeno del 718 (2,8 – 3,31 TP3T) en comparación con el 625 (8 – 101 TP3T) reduce significativamente su resistencia a la corrosión por picaduras en entornos con cloruro. Para aplicaciones que combinan una alta resistencia mecánica con resistencia a la corrosión por agua de mar, el Inconel 725 (una aleación endurecible por envejecimiento con un contenido de Mo superior al del 718) suele especificarse para elementos de fijación y conectores submarinos en los que la resistencia a la corrosión del 718 es límite.
¿Qué formas de producto y dimensiones estándar hay disponibles para el Inconel?
Los grados Inconel 625 y 718 se comercializan en prácticamente todas las formas estándar de productos forjados. La disponibilidad en stock, frente a los plazos de entrega de los pedidos a fábrica, difiere significativamente entre ambos grados.
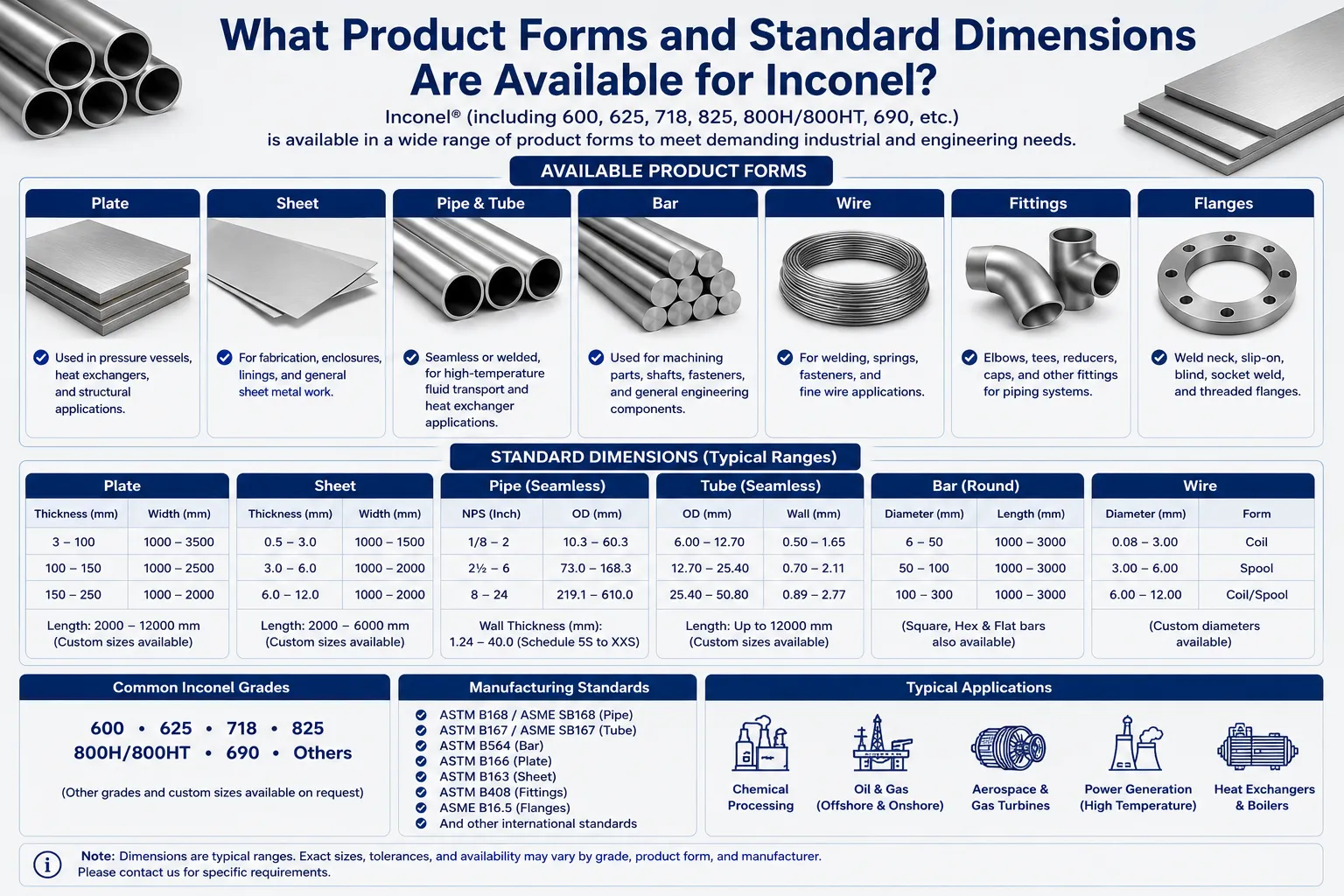
Formatos de los productos disponibles y normas aplicables
| Forma del producto | Norma Inconel 625 | Norma Inconel 718 | Tamaños típicos |
|---|---|---|---|
| Chapa y hoja | ASTM B443 / ASME SB443 | ASTM B670 | 0,5 – 100 mm de espesor |
| Barra (laminada en caliente) | ASTM B446 / ASME SB446 | AMS 5662, 5664 | 6 – 300 mm de diámetro |
| Tubos sin soldadura | ASTM B444 / ASME SB444 | - | 6 – 300 mm de diámetro exterior |
| Tubo soldado | ASTM B705 / ASME SB705 | - | 6 – 600 mm de diámetro exterior |
| Alambre | ASTM B446 | AMS 5832 | 0,05 – 12 mm |
| Tira y bobina estrecha | ASTM B443 | ASTM B670 | 0,05 – 6,35 mm de grosor |
| Piezas forjadas | AMS 5666 (625) | AMS 5662, 5663 (718) | Formas personalizadas |
| Bridas | ASTM B564 | ASTM B564 | Según la norma ASME B16.5 |
| Accesorios | ASTM B366 | - | Según la norma ASME B16.9 |
| Alambre de soldadura (GTAW) | AWS ERNiCrMo-3 | AWS ERNiFeCr-2 | 0,8 – 3,2 mm |
| Polvo (AM) | Varios | AMS 7001 | 15 – 53 µm (SLM) |
Disponibilidad de existencias en MWalloys
| Forma del producto | Grado | Tallas estándar en stock | Plazo de entrega |
|---|---|---|---|
| Placa | 625 | 3 – 75 mm, varios anchos | De 1 a 5 días laborables |
| Placa | 718 | 6 – 50 mm, varios anchos | De 3 a 7 días laborables |
| Bar | 625 | 6 – 200 mm de diámetro | De 3 a 7 días laborables |
| Bar | 718 | 6 – 150 mm de diámetro | De 3 a 7 días laborables |
| Tubos sin soldadura | 625 | 1/4" – 8" NPS | De 3 a 10 días laborables |
| Hoja | 625 | 0,5 – 3 mm | De 1 a 5 días laborables |
| Alambre para soldadura | 625 (ERNiCrMo-3) | Troncos rectos de 1,6 mm y 2,4 mm | De 1 a 3 días laborables |
| Bobina ranurada | 625 | Anchos personalizados a partir de 3 mm | De 3 a 10 días laborables |
| Piezas forjadas | 718 | A medida (pedido de fábrica) | 10 – 20 semanas |
Las dimensiones no estándar, las chapas muy pesadas de más de 75 mm o las piezas forjadas que requieran utillaje a medida se fabrican bajo pedido, con plazos de entrega de entre 10 y 20 semanas para el Inconel 718 y de entre 8 y 16 semanas para el Inconel 625. Contar con MWalloys durante la fase de diseño de proyectos que requieran piezas forjadas grandes a medida o dimensiones no estándar evita la compresión de plazos que obliga a hacer concesiones en las especificaciones.
¿Cómo se fabrica, se suelda y se mecaniza correctamente el Inconel?
La fabricación de aleaciones de Inconel requiere técnicas adaptadas a sus características específicas: elevada tasa de endurecimiento por deformación, baja conductividad térmica y, en el caso de la aleación 718, el riesgo de agrietamiento por envejecimiento bajo tensión si la secuencia de soldadura y el orden de los tratamientos térmicos no son los correctos.
Soldadura de Inconel 625 y 718
Soldadura de Inconel 625:
La 625 es una de las superaleaciones de níquel más soldables que existen. Su contenido en niobio evita la sensibilización (el NbC se forma preferentemente en lugar del CrC), lo que elimina el riesgo de corrosión intergranular en las zonas afectadas por el calor que afecta a muchas aleaciones de Ni-Cr. No se requiere ningún tratamiento térmico posterior a la soldadura para la mayoría de las aplicaciones en entornos corrosivos.
| Parámetro | Soldadura de Inconel 625 | Notas |
|---|---|---|
| Metal de aportación principal | ERNiCrMo-3 (AWS A5.14) | Composición a juego |
| Relleno alternativo | ERNiCrMo-10 (alambre C22) | Para un servicio más oxidante |
| Gas de protección (GTAW) | 100% Ar o Ar + 5% He | No se añaden gases de forma activa |
| Purga posterior | 100% Ar | Fundamental para la calidad de la pasada de raíz |
| Precaliente | No es necesario (< 25 mm) | Evita: el calentamiento innecesario |
| Temperatura de paso | < 150 °C | Límite crítico |
| Tratamiento térmico posterior a la soldadura | No es necesario (servicio de corrosión) | Tanque de tratamiento térmico posterior a la soldadura (PWHT) únicamente para servicio de fluencia |
| Tratamiento posterior a la soldadura | Decapado / limpieza electroquímica | Se suprime la obligación de utilizar cristales tintados |
Soldadura de Inconel 718:
La soldadura del 718 es más compleja que la del 625 debido a sus características de endurecimiento por precipitación. La regla fundamental es: soldar en estado de recocido de solución y, a continuación, someter a envejecimiento el conjunto completo.
| Parámetro | Soldadura de Inconel 718 | Notas |
|---|---|---|
| Metal de aportación principal | ERNiFeCr-2 (AWS A5.14) | Composición del 718 |
| Relleno alternativo | ERNiCrMo-3 (alambre 625) | Cuando no se disponga del relleno 718 |
| Gas de protección | 100% Ar | No hay gas activo |
| Estado del metal base | Recocido de solución antes de la soldadura | Los materiales envejecidos presentan riesgo de agrietamiento por deformación y envejecimiento |
| Precaliente | Normalmente no es necesario | Consulte para perfiles pesados |
| Temperatura de paso | < 150 °C | Crítica |
| Recocido de solución posterior a la soldadura | 980 °C/1 h + enfriamiento rápido en agua | Homogeneiza la zona afectada por el calor (HAZ) |
| Envejecimiento posterior a la soldadura | Edad dual según la norma AMS 5663 | Desarrolla toda su resistencia a través de la soldadura |
Riesgo de fisuración en función de la deformación y la edad en el 718:
El desarrollo del Inconel 718 resolvió específicamente el problema de las grietas por envejecimiento bajo deformación que presentaban las aleaciones endurecidas por precipitación anteriores (como el Inconel X-750 y el Waspaloy). La cinética de precipitación más lenta del gamma-doble-prime en comparación con el gamma-prime significa que el 718 puede soldarse y, posteriormente, someterse a envejecimiento sin que se produzcan grietas en la soldadura, siempre que el metal base se encuentre en estado de recocido de solución antes de comenzar la soldadura. Soldar material de 718 sometido a envejecimiento sin realizar un nuevo recocido de solución conlleva el riesgo de que se produzcan grietas.
Mecanizado de Inconel 625 y 718
Ambas aleaciones son considerablemente más difíciles de mecanizar que los aceros inoxidables austeníticos, por lo que requieren una selección cuidadosa de los parámetros:
| Parámetros de mecanizado | Inconel 625 (Recocido) | Inconel 718 (envejecido) | Aspectos clave a tener en cuenta |
|---|---|---|---|
| Velocidad de corte (torneado) | 20 – 40 m/min | 10 – 20 m/min | El 718 ha envejecido mucho peor |
| Velocidad de avance (torneado) | 0,15 – 0,30 mm/rev. | 0,10 – 0,20 mm/rev. | Es fundamental una alimentación constante |
| Profundidad de corte (desbaste) | 2 – 4 mm | 1 – 2 mm | Evita frotarte las heridas |
| Material de la herramienta | Carburo (preferiblemente con recubrimiento PVD) | Carburo (recubierto de TiAlN o AlTiN) | El HSS no es práctico |
| Refrigerante | Líquido refrigerante para inundación sin azufre | Líquido refrigerante para inundación sin azufre | El azufre provoca corrosión |
| Tendencia al endurecimiento por deformación | Alta | Muy alta | No dejes de alimentar nunca durante el corte |
| Idoneidad de la EDM | Bien | Muy buena | Una alternativa muy popular al 718 duro |
| Acabado superficial que se puede conseguir | Ra 0,8 – 1,6 µm | Ra 0,4 – 0,8 µm (carburo) | Ambos consiguen un buen acabado |
| Índice de maquinabilidad frente a B1112 | ~20% | ~10% | Ambos son considerablemente más duros que el acero |
El mecanizado por descarga eléctrica (EDM) se utiliza ampliamente para componentes complejos de Inconel 718 en la industria aeroespacial, ya que elimina material mediante descargas eléctricas sin las fuerzas de corte que provocan el endurecimiento por deformación y los problemas de desgaste de las herramientas en el mecanizado convencional. El EDM resulta especialmente eficaz para las formas complejas de los discos de turbina, los orificios de refrigeración intrincados y los patrones de círculos de pernos, donde el acceso de la herramienta es limitado.
Conformado en frío y en caliente de chapas de Inconel
Conformado en frío:
Ambos tipos de acero pueden conformarse en frío en estado recocido, pero su rápido endurecimiento por deformación requiere fuerzas de conformado considerablemente mayores que las necesarias para operaciones equivalentes con acero al carbono. Radios mínimos de curvatura para chapas recocidas:
| Espesor | Radio mínimo de curvatura del Inconel 625 | Radio mínimo de curvatura del Inconel 718 |
|---|---|---|
| < 3 mm | 1,5 × el espesor | 2,0 × el espesor |
| 3 – 6 mm | 2,0 × el espesor | 2,5 × el espesor |
| 6 – 12 mm | 2,5 × el espesor | 3,0 × el espesor |
| 12 – 25 mm | 3,0 × el espesor | 3,5 × el espesor |
Conformado en caliente:
El conformado en caliente a 900 – 1200 °C reduce considerablemente las fuerzas de conformado. Tras cualquier operación de conformado en caliente, debe realizarse un recocido de solución completa antes del envejecimiento (para el 718) o antes de su uso en entornos corrosivos (para el 625). Debe evitarse el conformado en caliente en el rango de sensibilización (600 – 900 °C).
¿Qué normas y especificaciones industriales rigen las aleaciones de Inconel?
Para especificar correctamente el Inconel, es necesario ajustar la norma aplicable a la forma del producto, al sector de aplicación y al nivel de calidad requerido.
Tabla de referencia de normas primarias
| Estándar | Cuerpo | Alcance | Cobertura |
|---|---|---|---|
| ASTM B443 | ASTM | 625: placa, lámina, tira | UNS N06625 |
| ASTM B444 | ASTM | 625 tubos sin costura | UNS N06625 |
| ASTM B446 | ASTM | 625 bar, barra, alambre | UNS N06625 |
| ASTM B670 | ASTM | 718: placa, chapa, banda | UNS N07718 |
| ASTM B637 | ASTM | 718 bar, piezas forjadas | UNS N07718 |
| ASTM B564 | ASTM | Piezas forjadas de aleación de níquel (todos los grados) | 625, 718, otros |
| AMS 5596 | SAE | 625: chapa, tira, placa (aeroespacial) | Controles más estrictos de la AMS |
| AMS 5666 | SAE | 625 bar, barra, alambre (aeroespacial) | Controles más estrictos de la AMS |
| AMS 5662 | SAE | 718: barras, varillas y piezas forjadas (solución) | Barra aeroespacial |
| AMS 5663 | SAE | 718: barras, varillas y piezas forjadas (envejecidas) | Barra de acero envejecido para la industria aeroespacial |
| AMS 5664 | SAE | 718: barras, varillas, piezas forjadas (envejecimiento alternativo) | Condición alternativa en el sector aeroespacial |
| AMS 5832 | SAE | Alambre de soldadura 718 | Masilla para el sector aeroespacial |
| AMS 7001 | SAE | Polvo 718 para la fabricación aditiva | Polvo para SLM/LPBF |
| ASME SB443 | ASME | Placa 625 (recipientes de código) | Igual que B443 |
| ASME SB444 | ASME | Tubo de 625 (recipientes a presión) | Igual que B444 |
| NACE MR0175 | AMPP | Servicio deficiente (todos los grados de la CRA) | 625, 718 con condiciones |
| AWS A5.14 | AWS | Alambre de soldadura: ERNiCrMo-3 (625), ERNiFeCr-2 (718) | Material de aportación para soldadura |
Tensiones admisibles según la ASME para el Inconel 625 en aplicaciones de recipientes a presión
| Temperatura (°C) | 625 Tensión admisible (MPa) | Nota |
|---|---|---|
| 40 | 138 | Valor de referencia de la temperatura ambiente |
| 100 | 131 | Ligeramente reducido |
| 200 | 124 | Regulado por tracción |
| 300 | 118 | Regulado por tracción |
| 400 | 113 | Con control de rendimiento |
| 500 | 108 | Con control de rendimiento |
| 538 | 100 | Comienzan las consideraciones sobre la fluencia |
El Inconel 718 se utiliza con menos frecuencia en la construcción de recipientes a presión según el Código ASME debido a que requiere un tratamiento térmico posterior a la soldadura (envejecimiento) y a la complejidad que supone garantizar el cumplimiento del Código a lo largo de la secuencia de tratamiento térmico. Cuando se utiliza el 718 en recipientes sujetos al Código, suele ser en forma de piezas forjadas o componentes mecanizados que se ensamblan en un recipiente diseñado con materiales más soldables.
¿En qué se diferencia el Inconel del Hastelloy, el Monel, el acero inoxidable y el titanio?
Tabla comparativa exhaustiva de múltiples aleaciones
| Propiedad | Inconel 625 | Inconel 718 (envejecido) | Hastelloy C276 | Hastelloy C22 | Monel 400 | ACERO INOXIDABLE 316L | Ti Grado 5 |
|---|---|---|---|---|---|---|---|
| Contenido de Ni (%) | ~62 | ~53 | ~57 | ~56 | ~67 | ~11 | 0 |
| Cr (%) | 22 | 19 | 15.5 | 21 | 0 | 17 | 0 |
| Mo (%) | 9 | 3 | 16 | 13.5 | 0 | 2.2 | 0 |
| PREN | ~52 | ~28 | ~72 | ~71 | N/A | ~24 | N/A |
| Resistencia a la tracción (MPa) | 830 – 1000 | 1380 – 1520 | 790 | 690 | 480 | 485 | 900 |
| Límite elástico (MPa) | 415 – 650 | 1170 – 1330 | 355 | 310 | 170 – 345 | 170 | 830 |
| Corrosión por picaduras provocada por el agua de mar | Excelente | Bien | Excelente | Excelente | Excelente | Pobre | Destacado |
| Resistencia a los ácidos oxidantes | Bien | Moderado | Moderado | Excelente | Pobre | Limitado | Bien |
| Reducir la resistencia a los ácidos | Moderado | Moderado | Excelente | Bien | Bien | Limitado | Limitado |
| Resistencia al ácido fluorhídrico | Pobre | Pobre | Pobre | Pobre | Excelente | Pobre | Ninguno |
| Temperatura máxima de servicio (resistencia, °C) | 815 | 700 | 500 | 500 | 450 | 870 | 300 |
| Soldabilidad | Excelente | Bueno (crítico para el procedimiento) | Excelente | Excelente | Bien | Muy buena | Difícil |
| Densidad relativa | 1,0 (8,44 g/cc) | 0.97 | 1.05 | 1.03 | 1.05 | 0.95 | 0.52 |
| Coste relativo frente al 316L | ~9× | ~12× | ~8× | ~10 veces | ~5× | 1× | ~14× |
| Fuerza primaria | Corrosión + fatiga | Resistencia máxima | Ácidos reductores | Mixto/oxidante | HF + agua de mar | Precio y disponibilidad | Peso + agua de mar |
Marco de decisión para la selección basada en las solicitudes
Elige Inconel 625 cuando:
- El uso en agua de mar exige tanto resistencia a la corrosión como a la fatiga (tubos ascendentes flexibles, fuelles).
- Es necesario aplicar un recubrimiento por soldadura de recubrimiento sobre el acero al carbono para protegerlo contra la corrosión.
- La fatiga de alto número de ciclos en un entorno corrosivo es el factor determinante del diseño.
- Los equipos para procesos químicos deben combinar la capacidad de funcionar a temperaturas moderadas con una amplia resistencia a los ácidos.
- Los equipos submarinos deben cumplir la norma NACE MR0175 sin las limitaciones de resistencia que presentan los aceros inoxidables dúplex.
Elige Inconel 718 cuando:
- El requisito principal es que presente la máxima resistencia a temperaturas de hasta 650 °C.
- Los componentes estructurales aeroespaciales (discos de turbina, elementos de fijación, ejes) definen la aplicación.
- Los elementos de fijación de alta resistencia para el sector del petróleo y el gas, las barras de suspensión o los componentes de las cabeceras de pozo requieren niveles de resistencia superiores a los que puede ofrecer el acero 625 recocido.
- El método de producción consiste en la fabricación aditiva de formas complejas de alta resistencia.
Elija Hastelloy C276 o C22 cuando:
- La principal preocupación es la corrosión química, más que el comportamiento mecánico.
- Los ácidos reductores (C276) o los ácidos oxidantes/mixtos (C22) predominan en el entorno de servicio.
- La aplicación consiste en el funcionamiento de un recipiente a presión que requiere tensiones admisibles según el Código ASME a temperaturas elevadas.
Elige el titanio cuando:
- La reducción de peso es fundamental y se requiere resistencia a la corrosión en agua de mar o en entornos oxidantes.
- No hay ácido HF y la temperatura de aplicación es inferior a 300 °C.
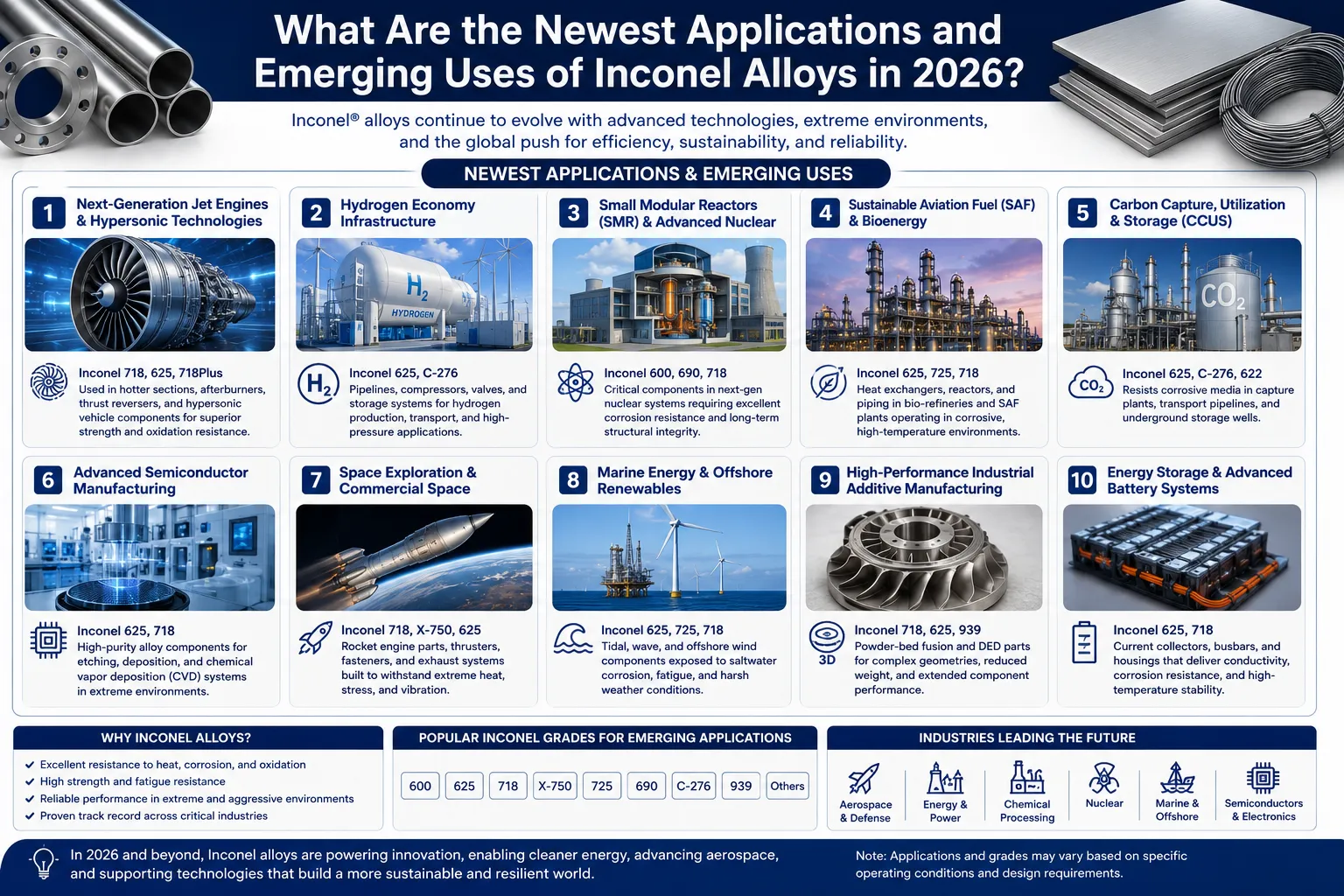
¿Cuáles son las aplicaciones más recientes y los usos emergentes de las aleaciones de Inconel en 2026?
La familia de aleaciones Inconel sigue ampliándose a nuevas áreas de aplicación, impulsada por los avances tecnológicos en diversos sectores.
Fabricación aditiva de Inconel 625 y 718
La adopción de la fusión selectiva por láser (SLM) y la deposición de energía dirigida (DED) para componentes de Inconel 625 y 718 se ha acelerado de forma espectacular entre 2024 y 2026:
| Solicitud de AM | Grado | Ventaja frente a los sistemas convencionales | Reto clave |
|---|---|---|---|
| Boquillas de combustible para turbinas de gas | 718 | Canales de refrigeración internos complejos imposibles de mecanizar | Se requiere un tratamiento térmico posterior al proceso |
| Inyectores para motores de cohete | 625 | Geometrías complejas con forma casi definitiva | Control de la porosidad, tensión residual |
| Cuerpos de abrazaderas submarinas | 625 | Plazo de entrega más corto en comparación con la forja | Cualificación en ensayos no destructivos |
| Núcleos de intercambiadores de calor | 625 | Diseños ultracompactos imposibles de conseguir con los métodos convencionales | Rugosidad superficial en los canales internos |
| Reparación y renovación | 718 | Reparación in situ de componentes desgastados | Propiedad propia de los metales comunes |
La norma AMS 7001 (publicada en 2019 y actualizada en 2022) normaliza el polvo de Inconel 718 para la fabricación aditiva, y abarca los requisitos relativos a la distribución granulométrica, la composición química y la fluidez. Los componentes de Inconel 718 fabricados mediante fabricación aditiva tal y como se obtienen requieren el tratamiento térmico estándar de doble envejecimiento (720 °C/8 h + 620 °C/8 h) para desarrollar todas sus propiedades mecánicas, además de un tratamiento de alivio de tensiones y HIP (prensado isostático en caliente) para los componentes críticos.
Aplicaciones para la transición energética
La transición energética mundial está generando una nueva demanda de Inconel en aplicaciones relacionadas con las energías renovables y limpias:
| Aplicación | Grado | Requisito | Motor de crecimiento |
|---|---|---|---|
| Componentes de una célula de electrólisis | 625 | Resistencia a los productos cáusticos y al H₂ | Ampliación de la producción de hidrógeno verde |
| Equipos de captura de CO₂ | 625, C22 | Ciclo de amina + ácido | Expansión de CCUS |
| Reactores nucleares modulares pequeños | 690, 625 | Radiación + corrosión por agua | Programas de construcción de SMR |
| Energía solar concentrada | 617, 625 | Sal fundida + alta temperatura | Ampliación de CSP |
| Conexiones de pilas de combustible | 625 | Atmósfera oxidante + temperatura | Desarrollo de pilas de combustible de óxido sólido (SOFC) |
Preguntas frecuentes: lo que los ingenieros y los profesionales de las compras preguntan sobre el Inconel
1: ¿De qué está compuesto el Inconel y qué lo hace especial?
El Inconel es una familia de superaleaciones de níquel-cromo que contiene entre un 50 y un 72% de níquel como elemento principal, combinado con cromo (entre un 17 y un 23%), y cantidades variables de molibdeno, niobio, hierro, titanio y aluminio, dependiendo del tipo específico. Su elevado contenido en níquel constituye la base fundamental tanto de su excepcional resistencia a la corrosión como de la conservación de sus propiedades mecánicas a temperaturas en las que los aceros al carbono y los aceros inoxidables pierden su utilidad estructural. El carácter "especial" del Inconel se debe a dos propiedades distintas que rara vez coexisten en otros materiales: a temperatura ambiente y a temperaturas moderadas, la combinación de níquel y cromo proporciona una resistencia a la corrosión basada en una película pasiva que es superior a la del acero inoxidable en la mayoría de los entornos agresivos. A temperaturas elevadas (400 – 1000 °C), la misma matriz de níquel mantiene la estabilidad de la estructura cristalina (permaneciendo austenítica sin transformación de fase), mientras que elementos de aleación como el niobio, el titanio y el aluminio pueden utilizarse para precipitar fases de refuerzo que mantienen el límite elástico de la aleación muy por encima de lo que pueden alcanzar los aceros inoxidables. No hay un único mecanismo que explique por sí solo el valor del Inconel: es la combinación de estas propiedades en un material que, además, puede soldarse, conformarse y mecanizarse utilizando procesos convencionales adaptados lo que hace que el Inconel sea comercialmente indispensable.
2: ¿Para qué se utiliza el Inconel 625?
El Inconel 625 (UNS N06625) se utiliza principalmente en equipos submarinos para la industria del petróleo y el gas (tubos ascendentes flexibles, umbilicales, válvulas submarinas), fuelles y sistemas de escape aeroespaciales, reactores de procesamiento químico e intercambiadores de calor, herrajes marinos y como recubrimiento de soldadura en recipientes de acero al carbono, gracias a su combinación de excelente resistencia a la corrosión por agua de mar, alta resistencia a la fatiga de ciclos repetidos, extraordinaria soldabilidad y cumplimiento de la norma NACE MR0175 para servicio en entornos ácidos. En el ámbito de los conductos flexibles submarinos, el alambre de armadura 625 en tiras soporta millones de ciclos de flexión a lo largo de una vida útil prevista de entre 20 y 25 años en agua de mar, una combinación que deja prácticamente fuera de competencia a cualquier otro material metálico. En el sector aeroespacial, las chapas y tiras de 625, transformadas en fuelles y juntas de dilatación, soportan el entorno combinado de los gases de escape de los motores, los ciclos térmicos y los ciclos de fatiga inducidos por las vibraciones. Como recubrimiento de soldadura, el material de aportación ERNiCrMo-3 (composición 625) se deposita sobre las superficies internas de los recipientes a presión de acero al carbono para proporcionar protección contra la corrosión sin el sobrecoste en peso y precio que supone la construcción de recipientes de aleación maciza. La combinación de alto contenido en cromo y molibdeno de la capa de recubrimiento proporciona una protección contra la corrosión que se aproxima al rendimiento de la aleación maciza, mientras que el acero al carbono aporta resistencia estructural a una fracción del coste de un recipiente fabricado íntegramente en 625.
3: ¿Cuál es la diferencia entre el Inconel 625 y el Inconel 718?
El Inconel 625 y el Inconel 718 tienen aplicaciones técnicas fundamentalmente diferentes: el 625 es una aleación endurecida por solución sólida, optimizada para la resistencia a la corrosión, la soldabilidad y el comportamiento frente a la fatiga (límite elástico de 415 a 650 MPa en estado recocido), mientras que el 718 es una aleación endurecible por precipitación diseñada para ofrecer la máxima resistencia mecánica a temperaturas de hasta 650 °C (límite de fluencia de 1170 a 1330 MPa en estado envejecido), siendo la resistencia a la corrosión una propiedad secundaria. La diferencia de resistencia entre el 718 totalmente envejecido y el 625 recocido es de aproximadamente dos a tres veces, lo que convierte al 718 en la opción ideal para componentes estructurales aeroespaciales (discos de turbina, elementos de fijación, ejes giratorios) en los que el peso y los niveles de tensión hacen imprescindible una mayor resistencia. La diferencia en cuanto a la soldabilidad también es significativa: el 625 puede soldarse y utilizarse tal y como queda tras la soldadura en aplicaciones sujetas a corrosión sin necesidad de un tratamiento térmico posterior a la soldadura, mientras que el 718 requiere una secuencia precisa (soldar en estado de recocido en solución y, a continuación, someter a envejecimiento el conjunto terminado) para alcanzar todas sus propiedades. La diferencia en la resistencia a la corrosión favorece sustancialmente al 625: su molibdeno 9% frente al 3% del 718 confiere al 625 una resistencia a la corrosión por picaduras mucho mayor (PREN ~52 frente a ~28), lo que convierte al 625 en la opción adecuada en entornos de agua de mar o químicos ricos en cloruro, donde el 718 puede sufrir corrosión interlaminar tras un servicio prolongado.
4: ¿Es magnético el Inconel?
El Inconel 625 es prácticamente no magnético, con una permeabilidad magnética relativa inferior a 1,002 en todas las condiciones, lo que lo hace adecuado para aplicaciones cerca de brújulas, herramientas de MWD y equipos de resonancia magnética; El Inconel 718 también es esencialmente no magnético, pero puede presentar una permeabilidad ligeramente superior (hasta aproximadamente 1,010) debido a su mayor contenido en hierro y a su microestructura de fase delta. El comportamiento no magnético de ambas aleaciones se debe a su estructura cristalina austenítica (cúbica de caras centradas), que no permite la formación de dominios ferromagnéticos, ya que el elevado contenido en níquel impide la transformación martensítica que daría lugar a una estructura BCC magnética. Esto distingue a las aleaciones Inconel de algunos aceros inoxidables endurecidos por precipitación (como el 17-4 PH o el 15-5 PH), que se vuelven fuertemente magnéticos tras el envejecimiento debido a la transformación martensítica. En la práctica, los componentes de 718 con valores de permeabilidad cercanos a 1,010 siguen clasificándose como no magnéticos para la mayoría de los fines de ingeniería; sin embargo, las aplicaciones que requieran límites estrictos de permeabilidad (construcción de salas de resonancia magnética, zonas de proximidad a brújulas navales, herramientas sensibles de medición de fondo de pozo) deben especificar una permeabilidad máxima y verificar el calor específico y el estado del material recibido. Para las aplicaciones más sensibles a los campos magnéticos, el Inconel 625 es la opción más segura, ya que su menor contenido en hierro y la ausencia de la fase delta garantizan una permeabilidad sistemáticamente inferior a la del 718.
5: ¿Qué temperatura puede soportar el Inconel?
Las aleaciones de Inconel abarcan, en conjunto, un rango de temperaturas que va desde condiciones criogénicas (-269 °C) hasta aproximadamente 1175 °C, dependiendo el límite superior específico de cada tipo: el Inconel 625 está homologado para uso estructural hasta aproximadamente 815 °C; el Inconel 718 mantiene su resistencia por endurecimiento por precipitación hasta aproximadamente 650 °C (por encima de la cual se disuelven los precipitados gamma-doble prima); y el Inconel 601 resiste de forma continua atmósferas oxidantes hasta aproximadamente 1175 °C. Los límites prácticos de temperatura dependen de si el requisito es la resistencia mecánica (lo que limita el 718 a 650 °C y el 625 a aproximadamente 700 °C para un servicio de soporte de carga prolongado) o la resistencia a la oxidación/resistencia a la corrosión (lo que amplía significativamente el límite superior para los grados con capacidad de formación de alúmina, como el 601). Para las aplicaciones estructurales a alta temperatura más exigentes (componentes de la sección caliente de turbinas de gas por encima de los 800 °C), se utilizan superaleaciones monocristalinas y de solidificación direccional más avanzadas (Rene 80, CMSX-4, MAR-M247) en lugar de los grados de Inconel, que suelen clasificarse como "superaleaciones policristalinas convencionales" en la jerarquía de materiales para turbinas. En el extremo inferior del rango de temperaturas, todas las aleaciones austeníticas de Inconel mantienen una excelente tenacidad al impacto a temperaturas criogénicas; tanto la 625 como la 718 se utilizan en sistemas de propulsión criogénicos para motores de cohetes (servicio con oxígeno líquido e hidrógeno líquido a -183 °C y -253 °C, respectivamente).
6: ¿Cuánto cuesta el Inconel por kilogramo?
Los precios de las chapas de Inconel 625 suelen oscilar entre aproximadamente $40 y $60 USD por kilogramo a mediados de 2026, mientras que el Inconel 718 alcanza un sobreprecio de entre 20 y 40% respecto al 625 debido a su proceso de producción más complejo, con variaciones significativas en función de la forma del producto, la cantidad y las condiciones del mercado. En comparación con el acero inoxidable 316L (aproximadamente de $5 a $8 por kilogramo en el caso de las chapas), el Inconel 625 cuesta aproximadamente entre 7 y 10 veces más por kilogramo, y el 718, entre 9 y 15 veces más. Sin embargo, la comparación de costes por kilogramo subestima considerablemente el verdadero valor económico de las aleaciones de Inconel en sus aplicaciones específicas, ya que sustituyen múltiples ciclos de recambio de materiales más baratos por una única instalación de Inconel que dura entre 3 y 10 veces más en entornos corrosivos o a altas temperaturas. El producto en barra suele ser entre un 20 y un 40% más caro por kilogramo que la chapa equivalente debido a los pasos de procesamiento adicionales. El alambre de soldadura (ERNiCrMo-3 para el 625) presenta el sobreprecio por kilogramo más elevado de entre todas las formas de producto. El polvo para fabricación aditiva del 718 tiene un sobreprecio adicional de entre 50 y 100% respecto al producto en barra equivalente, debido a los requisitos de atomización, clasificación y control de calidad. Póngase en contacto con MWalloys para conocer los precios actuales de formas y cantidades específicas de productos.
7: ¿Se puede soldar el Inconel con acero inoxidable?
Sí, el Inconel se puede soldar con éxito a aceros inoxidables austeníticos (304L, 316L, 321, 347) utilizando metales de aportación ERNiCrMo-3 (composición 625) o ERNiCr-3, que proporcionan un depósito de soldadura compatible en cuanto a composición y que salva la diferencia metalúrgica entre la aleación de níquel y el acero inoxidable a base de hierro, sin los problemas de agrietamiento en caliente o de dilución que se producen cuando se utilizan metales de aportación inadecuados. Las soldaduras entre metales diferentes, como el Inconel y el acero inoxidable, son habituales en las transiciones de tuberías de plantas químicas, en la construcción de intercambiadores de calor y en las uniones de las boquillas de los recipientes a presión, donde el lado del proceso presenta condiciones agresivas que requieren el uso de Inconel, mientras que los requisitos estructurales externos pueden satisfacerse con acero inoxidable, que resulta más económico. La elección del ERNiCrMo-3 como material de aportación es importante: tiene un contenido de aleación suficiente para seguir siendo resistente a la corrosión incluso cuando se diluye con el hierro del metal base de acero inoxidable, y su contenido en cromo es lo suficientemente alto como para producir un depósito de soldadura compatible con ambos metales base. El uso de material de aportación de acero inoxidable (ER316L o similar) para unir estos metales disimilares produce un metal de soldadura rico en hierro que puede ser susceptible a la fisuración en caliente y presenta una resistencia a la corrosión significativamente menor que la de cualquiera de los metales base. Para uniones entre el 718 y el acero inoxidable, tanto el ERNiFeCr-2 (composición del 718) como el ERNiCrMo-3 son aceptables, y la elección dependerá de si la zona de soldadura debe alcanzar una respuesta al envejecimiento comparable a la del metal base 718.
8: ¿Para qué se utiliza el Inconel 718 en el sector aeroespacial?
El Inconel 718 es la superaleación más utilizada en aplicaciones aeroespaciales a nivel mundial, y representa aproximadamente 34% del total de la producción de superaleaciones; entre sus principales aplicaciones se incluyen los discos de los motores de turbina de gas, las etapas del compresor, álabes de turbina (etapas de menor temperatura), componentes de la cámara de combustión, elementos de fijación, anillos estructurales, componentes de ejes y, cada vez más, cámaras de combustión de motores de cohete y componentes de turbobombas. Las propiedades específicas que hacen que la aleación 718 sea predominante en aplicaciones estructurales aeroespaciales son: el límite elástico más alto de todas las superaleaciones de níquel disponibles en forma forjada (1170 – 1330 MPa), una retención adecuada de la resistencia hasta los 650 °C (lo que cubre el rango de temperaturas de la mayoría de los componentes de compresores y turbinas de baja), una excelente resistencia a la fatiga (fundamental para los componentes giratorios sometidos a miles de ciclos de tensión por vuelo), una buena soldabilidad (el mecanismo de precipitación gamma-doble-prime elimina las grietas por envejecimiento bajo deformación) y una base de datos de fabricación acumulada a lo largo de 60 años de producción que proporciona a las autoridades de certificación aeroespaciales una gran confianza en su comportamiento a largo plazo. En los modernos motores turbofán, los componentes de 718 incluyen el disco del ventilador, los discos del compresor de baja presión, los discos del compresor de alta presión, los bastidores traseros de la turbina, los elementos de fijación del revestimiento de la cámara de combustión y cientos de elementos de fijación estructurales repartidos por todo el motor. En el sector de los lanzamientos espaciales, SpaceX, Rocket Lab y las principales agencias espaciales nacionales utilizan el 718 en los componentes de las turbobombas de los motores de cohete y en los elementos estructurales.
9: ¿Se oxida o se corroe el Inconel?
Las aleaciones de Inconel no se oxidan en el sentido convencional del óxido de hierro, ya que no presentan vías de corrosión basadas en el hierro; sin embargo, pueden sufrir corrosión (pérdida de metal) en entornos agresivos específicos, como el ácido fluorhídrico concentrado, atmósferas reductoras de azufre a temperaturas muy elevadas y ciertas combinaciones de medios oxidantes y que contienen cloruro que superan la estabilidad de la película pasiva de la aleación. La resistencia a la corrosión de las aleaciones de Inconel se debe al mismo mecanismo de película pasiva que el del acero inoxidable: el cromo presente en la aleación reacciona con el oxígeno o la humedad para formar una capa protectora de óxido de cromo (Cr₂O₃) con capacidad de autorreparación. La combinación de cromo 20–23% con molibdeno 9% (en el 625) o de cromo 17 – 21% de cromo con 3% de molibdeno (en el 718) produce una película pasiva significativamente más estable que la del acero inoxidable en la mayoría de los entornos de ingeniería. En la práctica, el Inconel 625 en agua de mar natural no presenta prácticamente ninguna corrosión medible tras décadas de servicio. En el ámbito de las plantas químicas, se registran habitualmente velocidades de corrosión inferiores a 0,025 mm/año en entornos que provocarían que el acero inoxidable 316L se corroa a 1 mm/año o falle rápidamente por corrosión por picaduras. Entre los entornos en los que el Inconel sí se corroe de forma significativa se incluyen: el ácido fluorhídrico (que ataca a todas las aleaciones pasivas al cromo), ácidos reductores de concentración muy elevada que superan el umbral de aceptación de la velocidad de corrosión de la aleación, y algunos entornos de sales fundidas a temperaturas extremas.
10: ¿Qué certificaciones debo exigir al comprar Inconel?
Para la mayoría de las aplicaciones industriales, el Inconel debe adquirirse, como mínimo, con un certificado de ensayo de materiales de tipo 3.1 según la norma EN 10204, en el que se documenten el análisis químico y las propiedades mecánicas del lote de producción específico; las aplicaciones aeroespaciales exigen el cumplimiento íntegro de las especificaciones AMS con certificación de tipo 3.2, incluida la presencia de un representante autorizado de calidad aeroespacial; y las aplicaciones nucleares requieren documentación de garantía de calidad NQA-1 con trazabilidad completa desde la fundición hasta el producto acabado. El certificado de tipo 3.1 debe incluir: un análisis químico completo que confirme el cumplimiento de los límites de composición de las normas UNS N06625 o N07718; los resultados de los ensayos mecánicos correspondientes al lote y al horneado específicos; el número de horneado para garantizar una trazabilidad completa; la norma de material aplicable (ASTM B443/B446/B444 para el 625; AMS 5662/5663/5664 para el 718 aeroespacial), y el marcado físico del material que confirme el número de colada. Para aplicaciones en recipientes a presión según el Código ASME, debe hacerse referencia a la norma de la serie ASME SB (SB443, SB444, SB446 para el 625) en lugar de únicamente a la serie ASTM B. Para aplicaciones en servicios ácidos del sector del petróleo y el gas, se requiere una declaración de conformidad con la norma NACE MR0175 / ISO 15156 con verificación de la dureza. Para equipos submarinos en alta mar, puede aplicarse la certificación según la norma DNVGL-ST-F101 o normas equivalentes para tuberías. MWalloys suministra el tipo 3.1 de serie y el tipo 3.2 previa solicitud, con identificación del material (PMI, XRF) en cada pieza como práctica habitual, independientemente del nivel de certificación especificado.
Conclusión: Para seleccionar el grado adecuado de Inconel es necesario que sus propiedades se ajusten a los requisitos.
Inconel representa la respuesta del mundo de la ingeniería a problemas que ninguna otra familia de metales disponible en el mercado puede resolver: uso estructural a temperaturas extremas, resistencia a la corrosión a largo plazo en agua de mar y productos químicos agresivos, y la combinación de una elevada resistencia a la fatiga con resistencia a la corrosión en estructuras marinas dinámicas. La amplitud de esta familia, que abarca desde la versatilidad del 625, centrada en la resistencia a la corrosión, hasta la inigualable resistencia estructural del 718, significa que existe un grado de Inconel diseñado para prácticamente cualquier aplicación exigente.
Los principios más importantes de este análisis técnico:
- El Inconel 625 y el Inconel 718 tienen fines fundamentalmente diferentes: resistencia a la corrosión y a la fatiga, frente a máxima resistencia estructural.
- Indica siempre el número UNS (N06625 o N07718), además de la designación del grado de Inconel.
- El Inconel 718 debe someterse a un proceso de envejecimiento después de la soldadura para desarrollar todas sus propiedades; la soldadura solo debe realizarse en el estado de recocido de solución.
- La eliminación del tono de calor tras la soldadura es obligatoria para el 625 en aplicaciones corrosivas.
- Utilice fluidos de corte sin azufre y herramientas específicas para materiales no ferrosos en todas las operaciones de mecanizado.
- Especificar las normas AMS para aplicaciones aeroespaciales; la serie B de la ASTM para aplicaciones industriales; y la serie SB de la ASME para recipientes a presión.
- La ventaja en cuanto al coste del ciclo de vida que ofrece el Inconel frente al acero inoxidable en condiciones de uso exigentes es, de forma sistemática, lo suficientemente grande como para justificar el sobrecoste del material.
Fuente: Inconel 625, 718 y todos los grados de MWalloys
MWalloys suministra toda la gama de aleaciones Inconel en forma de placas, chapas, barras, tubos, accesorios, bridas, alambre y bobinas cortadas a medida, con material en stock disponible para su entrega inmediata en las dimensiones más habituales de Inconel 625 y 718.
Nuestra oferta de productos de Inconel incluye:
- Inconel 625 y 718 disponibles en stock en la mayoría de los formatos estándar.
- Corte a medida de chapas y láminas mediante chorro de agua, sierra de cinta o fresado de precisión.
- Material aeroespacial certificado según las normas AMS 5596, AMS 5662, AMS 5663 y AMS 5664.
- Material para recipientes a presión certificado según las normas ASME SB443, SB444 y SB446.
- Norma EN 10204, tipo 3.1; tipo 3.2 con presencia de un tercero disponible.
- Verificación mediante PMI (XRF) de cada pieza como práctica habitual.
- Documentación de conformidad con la norma NACE MR0175 para servicios en entornos ácidos del sector del petróleo y el gas.
- Bobina cortada con precisión para fuelles, bandas aeroespaciales y aplicaciones de conformado de precisión.
- Asesoramiento técnico sobre la selección de calidades, el tratamiento térmico y los procedimientos de fabricación.
Póngase en contacto con MWalloys para comentar sus necesidades en cuanto al material Inconel. Envíe una consulta técnica a través de nuestra página web o hable directamente con nuestro equipo de ingeniería especializado en superaleaciones para obtener recomendaciones específicas para su aplicación y presupuestos en el mismo día para las dimensiones disponibles en stock.
Fuentes verificadas y fidedignas
- Corporación de Metales Especiales – Boletín técnico de la aleación Inconel 625 (SMC-063); Boletín técnico de la aleación Inconel 718 (SMC-045); Boletín técnico de la aleación Inconel 600.
- ASTM Internacional – ASTM B443: Especificación estándar para placas, chapas y tiras de aleación de níquel-cromo-molibdeno-columbio.
- ASTM Internacional – ASTM B670: Especificación estándar para barras, piezas forjadas y material para forja de aleaciones de níquel endurecibles por precipitación, destinadas a un servicio a altas temperaturas.
- ASTM Internacional – ASTM B444: Especificación estándar para tubos y tuberías sin costura de aleaciones de níquel-cromo-molibdeno-columbio.
- SAE Internacional – AMS 5596: Aleación de níquel, chapas, tiras y placas (Inconel 625). SAE International, Warrendale, Pensilvania.
- SAE Internacional – AMS 5662: Aleación de níquel, barras, varillas y anillos, 52,5Ni-19Cr-3,0Mo-5,1Cb (Inconel 718, recocido en solución). SAE International.
- SAE Internacional – AMS 5663: Aleación de níquel, barras, varillas y anillos, 52,5Ni-19Cr-3,0Mo-5,1Cb (Inconel 718, envejecido). SAE International.
- Código ASME de calderas y recipientes a presión, Sección II, Parte B – Especificaciones de materiales no ferrosos (SB-443, SB-444, SB-446). Sociedad Americana de Ingenieros Mecánicos.
- Código ASME de calderas y recipientes a presión, Sección II, Parte D – Propiedades (tensiones admisibles para N06625). Sociedad Americana de Ingenieros Mecánicos.
- AWS A5.14 / ASME SFA-5.14 – Especificación para electrodos y varillas de soldadura sin recubrimiento de níquel y aleaciones de níquel (ERNiCrMo-3, ERNiFeCr-2). Sociedad Americana de Soldadura.
- Donachie, M.J., Donachie, S.J. – Superaleaciones: una guía técnica, 2.ª edición. ASM International, Materials Park, Ohio. ISBN 978-0-87170-749-9.
- Reed, R.C. – «Las superaleaciones: fundamentos y aplicaciones». Cambridge University Press. ISBN 978-0-521-07289-3.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Industrias del petróleo y del gas natural – Materiales para su uso en entornos que contienen H₂S. Partes 1, 2 y 3.
- ASM Internacional – Manual de la ASM, volumen 1: Propiedades y selección: hierros, aceros y aleaciones de alto rendimiento. ASM International. ISBN 978-0-87170-377-4.
- Loria, E. A. (ed.) – Superaleaciones 718, 625, 706 y diversos derivados. Actas del Simposio Internacional. Publicaciones de la TMS. (Varias ediciones, 1991-2005).
- EN 10204:2004 – Productos metálicos: Tipos de documentos de inspección. Comité Europeo de Normalización, Bruselas.
- SAE Internacional – AMS 7001: Aleación de níquel, polvo para fabricación aditiva, 52,5Ni-19Cr-3,0Mo-5,1Cb (Inconel 718). SAE International.
