インコネル は、スペシャル・メタルズ・コーポレーションの登録商標であり、極限温度(最高1175°C)や、ステンレス鋼、 アルミニウム合金、および標準的なニッケル合金が機能しなくなるような過酷な化学環境下において、構造的完全性と耐食性を維持するよう設計されたオーステナイト系ニッケル・クロム超合金のファミリーを指します。その中でも、インコネル625(UNS N06625)とインコネル718 (UNS N07718)が世界で最も広く指定されている2つのグレードであり、ジェットエンジンの部品、海底用フレキシブルライザー、ロケットモーターのケーシング、原子炉内部構造物、および従来の工業用金属が数ヶ月で破壊されてしまうような条件下で稼働する化学処理設備などに使用されています。 MWalloysでは、完全なトレーサビリティ文書を備えた認定材料を必要とする航空宇宙業界の主要請負業者、海洋エネルギー事業者、および化学プラント製造業者に対し、インコネルを棒材、板材、シート、パイプ、チューブ、継手、線材、ストリップの形態で供給しています。.
インコネルとは何ですか?また、その商標権は誰が保有しているのですか?
インコネルは、米国ウェストバージニア州ハンティントンに本社を置くPCCエアフォイルズLLC(プレシジョン・キャストパーツ社)の完全子会社であるスペシャル・メタルズ・コーポレーションが所有する登録商標です。 「インコネル」という名称は、「インターナショナル・ニッケル・カンパニー」(この合金を開発した前身組織)と、20世紀半ばにニッケル合金の商標名に使用されていた接尾辞「el」を組み合わせた造語です。.

工学の実務において、「インコネル」は、実際の製造元にかかわらず、高ニッケル・クロム超合金を広く指す半汎用的な用語として定着しています。 正しい技術的アプローチとしては、調達時の代替品混入ミスを防ぐため、インコネルのグレード指定とUNS(統一番号体系)番号の両方を明記する必要があります。UNS番号「N06625」が記載されていない「インコネル625」の仕様書では、その商品名の下で同等ではない材料が供給される余地が残されてしまいます。.
インコネル相当の合金を製造しているのはどのメーカーですか?
スペシャル・メタルズ・コーポレーションが「インコネル」の商標権を保有している一方、UNS規格で定義された組成の製品は、世界中の複数の認定メーカーによって、それぞれ異なるブランド名で製造されています:
| メーカー | 国名 | 同等の指定 | プライマリー・グレード |
|---|---|---|---|
| 特殊金属株式会社 | アメリカ | インコネル(オリジナル) | 600、601、625、690、718、X-750 |
| ヘインズ・インターナショナル | アメリカ | いろいろ | 625LCF、718相当 |
| VDM Metals(ティッセンクルップ) | ドイツ | ニクロファー | 6020(≈625)、5219(≈718) |
| サンドビック | スウェーデン | サニクロ | 各種ニッケル合金の代替材料 |
| カーペンター・テクノロジー | アメリカ | カスタム 625、718 | 625, 718 |
| 日本焼酎工業 | 日本 | NAS合金 | NAS 625、NAS 718に相当するもの |
| 撫順特殊鋼 | 中国 | GHシリーズ | GH4169 (≈718)、GH3625 (≈625) |
| VSMPO-AVISMA | ロシア | EPシリーズ | 各種ニッケル合金の代替材料 |
MWalloysでは、欧米のオリジナルメーカーおよび認定された同等メーカーの両方から調達を行い、完全な化学分析(すべての製品に対するPMI)および該当するASTMまたはAMS規格に基づく機械的特性の検証を通じて、規格への適合性を確認しています。.
なぜ「インコネル」が半汎用的な工学用語になったのか
「インコネル」を幅広いカテゴリーの総称に変えたのと同じ現象が、ハステロイ、モネル、ワスパロイにも起こりました。これらの合金は、非常に広く採用され、対象用途において際立って優れた性能を発揮したため、エンジニアたちはブランド名をカテゴリー名として使い始めたのです。これは、調達上の重大なリスクをもたらします。 「インコネル625または同等品」と記述する際に、「同等品」の定義を明記しないエンジニアは、名目上はグレード指定に合致するものの、航空宇宙や原子力用途で要求される真空再溶解による品質管理を経ずに製造された材料を受け取ってしまう可能性があります。.

インコネル合金ファミリーの歴史的変遷とはどのようなものか?
インコネル系合金は、第二次世界大戦中および戦後のジェットエンジン開発の需要に後押しされた応用金属学の研究から生まれた。オーステナイト系ステンレス鋼が耐えられる温度をはるかに上回るタービン運転温度において、構造的完全性を維持できる材料への需要が、ニッケル・クロム系合金の体系的な開発を推進した。.
インコネルの開発における主な節目
| 年 | 開発 | 意義 |
|---|---|---|
| 1941 | インコネル600の登場 | 高温用途向けの初の商用ニクロム合金 |
| 1950年代 | インコネルXの開発 | 初の年齢硬化型インコネル;高温下での強度向上 |
| 1960年代 | インコネル718の開発 | 画期的な時効硬化型合金;航空宇宙分野で主流のグレード |
| 1960年代 | インコネル625の開発 | 固溶強化;優れた溶接性および耐食性 |
| 1970年代 | インコネル690の開発 | 硝酸中での腐食が極めて少ない;原子力用蒸気発生器グレード |
| 1970年代 | 改良型インコネルX-750 | 高温環境用ばねおよび締結部品用グレード |
| 1980年代 | インコネル601は広く採用されている | 高温酸化用アルミニウム含有グレード |
| 1990年代 | インコネル725の開発 | 時効硬化型耐食性バリエーション;石油・ガス分野向け |
| 2000年代 | インコネル 740 / 740H | 超超臨界発電所向けの超高強度 |
| 2010年代 | 積層造形用グレード | 3Dプリンティング用インコネル625および718粉末が確立された |
1960年代におけるインコネル718の開発は、材料工学の歴史において最も重要な出来事の一つである。718が登場する以前、析出硬化型ニッケル超合金は溶接中に急速なひずみ老化亀裂が生じるという問題を抱えており、そのため複雑な造形構造物の製造は現実的ではなかった。 インコネル718では、ニオブを主要な析出硬化剤として採用し(ガンマ・ダブルプライム析出物を形成し、ガンマ・プライム析出物ではなく)、これにより時効反応速度が大幅に低減された。その結果、ひずみ時効割れが解消され、現代のジェットエンジンに不可欠な、大規模かつ複雑な溶接超合金構造物の実現が可能となった。.
利用可能なインコネルのグレードにはどのようなものがあり、それぞれのUNS番号は何ですか?
インコネル系には、ほとんどの技術者が日常業務で扱うものよりもはるかに多くのグレードが存在します。以下の表は、市販されている全グレードの一覧です。.
インコネル各グレードの完全な参照表
| グレード | UNS番号 | 強化メカニズム | 主な特徴 | 主な用途 |
|---|---|---|---|---|
| インコネル600 | N06600 | 固体溶液 | 高温酸化+腐食 | 熱処理装置、原子力用 |
| インコネル601 | N06601 | 固体溶液 | 優れた耐酸化性(Al) | 工業用炉、燃焼 |
| インコネル617 | N06617 | 固体溶液 | 最高強度の固溶体ニッケル合金 | ガスタービン燃焼器、HDGT |
| インコネル625 | N06625 | 固溶体 (Nb, Mo) | 腐食 + 疲労 + 溶接性 | 海底、化学、航空宇宙 |
| インコネル 625LCF | N06625 | 固体溶液 | 低サイクル疲労に最適化 | ベローズ、伸縮継手 |
| インコネル690 | N06690 | 固体溶液 | 硝酸 + 核性SCC耐性 | PWR用蒸気発生器 |
| インコネル693 | N06693 | 固溶体 + ガンマ・プライム | 金属粉への耐性 | 合成ガス、水素製造プラント |
| インコネル706 | N09706 | 沈降(γ'') | 718よりも加工しやすい | ガスタービンのケーシング、リング |
| インコネル718 | N07718 | 沈降(γ'' + γ') | 700°Cまで耐えられる最高強度のニッケル合金 | 航空宇宙、石油・ガス用ファスナー |
| インコネル 718SPF | N07718 | 降水量 | スーパープラスチック成形用グレード | 複雑な航空宇宙用形状 |
| インコネル725 | N07725 | 降水量 | 718 化学的腐食+腐食の促進 | 酸性サービス用石油・ガス |
| インコネル740 | N07740 | 沈殿物(γ') | 超高温USC発電 | 蒸気タービン、発電所 |
| インコネル740H | N07740 | 沈殿物(γ') | 750°C以上の環境での使用向けに改良された740 | 超超臨界ボイラー |
| インコネル X-750 | N07750 | 沈殿物(γ') | 耐熱スプリングおよび締結部品 | ジェットエンジンのばね、締結部品 |
| インコネル751 | N07751 | 沈殿物(γ') | 排気バルブ用 X-750 バリエーション | 排気弁の材質 |
2026年に最も多く指定されるインコネルグレードはどれか?
2026年半ばにおける、航空宇宙、石油・ガス、製薬、および産業市場におけるMWalloysの供給動向に基づき:
| 順位 | グレード | おおよその市場シェア | 一次産業の主要な推進要因 |
|---|---|---|---|
| 1 | インコネル718 | インコネルの体積:約50% | 航空宇宙(ジェットエンジン、宇宙)、石油・ガス |
| 2 | インコネル625 | インコネルの体積:約35% | 海底用、化学用、航空宇宙用のベローズ |
| 3 | インコネル600 | インコネルの体積が約5% | 熱処理、原子力、化学 |
| 4 | インコネル X-750 | インコネルの体積が約3% | ばね、締結部品、航空宇宙 |
| 5 | インコネル690 | インコネルの体積が約3% | 原子力、硝酸 |
| 6 | その他 | ~4% | 特殊用途 |
この分布は、過去10年間にわたるインコネル市場の構造的変化を反映している。深海での石油・ガス生産の拡大に伴い、フレキシブルライザーのアーマー、アンビリカル、海底設備などに625が大量に使用された結果、インコネル625のシェアは大幅に拡大した。 インコネル718は、民間航空の継続的な成長と、ますます拡大する宇宙ロケットの生産に牽引され、依然として支配的な地位を維持しています。.
インコネル625とインコネル718の化学組成はどのようなものですか?
各インコネルグレードの化学組成は、その機械的特性および耐食性能の基礎となっています。625と718の組成を比較することで、両者がニッケル・クロム基材を共有しているにもかかわらず、なぜこれほど異なる挙動を示すのかが説明できます。.
インコネル625の化学成分(ASTM B443、UNS N06625)
| エレメント | 最小(%) | 最大(%) | 機能的役割 |
|---|---|---|---|
| ニッケル(Ni) | 58.0 | バランス(約62%) | 基材マトリックス;SCC耐性;耐食性 |
| クロム(Cr) | 20.0 | 23.0 | パッシブ膜;酸化性酸に対する耐性;高温酸化 |
| モリブデン (Mo) | 8.0 | 10.0 | ピッチングおよび隙間腐食に対する耐性;耐酸性低下 |
| ニオブ+タンタル(Nb+Ta) | 3.15 | 4.15 | 固溶強化;溶接部の安定化(NbC 対 CrC) |
| 鉄(Fe) | - | 5.0 | 制御残留量 |
| コバルト | - | 1.0 | 制御残留量 |
| カーボン(C) | - | 0.10 | 制御済み;炭化物の生成 |
| アルミニウム(Al) | - | 0.40 | 微量の脱酸剤 |
| チタン(Ti) | - | 0.40 | 軽度の強化剤 |
| ケイ素 (Si) | - | 0.50 | 脱酸 |
| マンガン (Mn) | - | 0.50 | 脱酸 |
| リン (P) | - | 0.015 | 不純物 |
| 硫黄 (S) | - | 0.015 | 不純物;高温延性 |
インコネル718の化学成分(AMS 5596 / ASTM B670、UNS N07718)
| エレメント | 最小(%) | 最大(%) | 機能的役割 |
|---|---|---|---|
| ニッケル+コバルト(Ni+Co) | 50.0 | 55.0 | 基底行列 |
| ニッケル(Ni) | - | - | ~53%(公称値) |
| クロム(Cr) | 17.0 | 21.0 | 耐酸化性と耐食性 |
| 鉄(Fe) | バランス | (~18%) | コスト調整係数;標準的なニッケル合金よりも低い |
| ニオブ+タンタル(Nb+Ta) | 4.75 | 5.50 | 一次強化相(γ'' Ni₃Nb相) |
| モリブデン (Mo) | 2.80 | 3.30 | 固溶体強化 |
| チタン(Ti) | 0.65 | 1.15 | 二次γ'強化 |
| アルミニウム(Al) | 0.20 | 0.80 | γ'相の形成 |
| カーボン(C) | - | 0.08 | 粒界炭化物 |
| ケイ素 (Si) | - | 0.35 | 脱酸 |
| マンガン (Mn) | - | 0.35 | 脱酸 |
| コバルト | - | 1.0 | 制御残留量 |
| ホウ素(B) | - | 0.006 | 粒界強化 |
| 銅(Cu) | - | 0.30 | 制御残留量 |
ニッケル含有量が似ているにもかかわらず、なぜ625と718の特性がこれほど異なるのか
構成表を比較すると、設計思想における根本的な違いが明らかになります:
インコネル625 ニオブとモリブデンを固溶体として用いて強度を確保しており、析出硬化は生じない。 この手法により、焼きなまし状態では718よりも強度は低くなりますが、優れた耐食性(9%モリブデンが強力な耐ピッチング性を発揮)、溶接性(時効硬化が不要で、ひずみ時効割れのリスクがない)、および幅広い化学的耐性を実現しています。 22%クロムと9%モリブデンを組み合わせた625は、PREN(耐孔食等価数)が約52であり、他のどのオーステナイト系ステンレス鋼よりもはるかに優れています。.
インコネル718 この合金は、二重析出硬化によって卓越した強度を実現しています。γ-ダブルプライム(Ni₃Nb)粒子は形成に時間がかかるため、溶接時のひずみ老化割れを引き起こさず、主たる強度向上をもたらします。一方、γ-プライム(Ni₃(Al,Ti))粒子はさらなる強化効果をもたらします。 625と比較して鉄含有量が高い(約18%)ことは、718が耐食性よりも機械的性能を優先した構造用合金として設計されていることを反映している。鉄含有量が高いことでコストと密度が低減される一方、クロムとモリブデンにより、ほとんどの航空宇宙および石油・ガス分野の使用条件において十分な耐食性が確保されている。.
インコネル625および718は、さまざまな条件下でどのような機械的特性を発揮するのでしょうか?
625と718の機械的特性は著しく異なるため、インコネル(Inconel)という同一の名称を共有しているにもかかわらず、その用途はほぼ完全に異なっている。.
インコネル625の常温における機械的特性
| プロパティ | 焼鈍処理済み(グレード1、ASTM B443) | 1/4ハード | 1/2ハード | フルハード |
|---|---|---|---|---|
| 引張強さ (MPa) | 830分(通常は900~1000) | 1050 – 1200 | 1200 – 1380 | 1500 – 1700 |
| 降伏強度(MPa、0.2%) | 415分(通常は500~650分) | 750 – 900 | 950 – 1100 | 1300 – 1480 |
| エロンゲーション(%) | 30分(通常は40~50分) | 18 – 25 | 10 – 18 | 2 – 6 |
| 硬度(HRB) | 90~100 HRB | 25~32 HRC | 35~40 HRC | 42~46 HRC |
| シャルピー衝撃試験(J、RT) | > 100 | 60 – 80 | 35 - 55 | 15 – 30 |
熱処理条件別インコネル718の室温における機械的特性
| プロパティ | 焼鈍(溶体化処理) | AMS 5663(熟成品) | AMS 5664(熟成、代替) | 高強度・熟成 |
|---|---|---|---|---|
| 引張強さ (MPa) | 1000 – 1100 | 1380分 | 1310分 | 1450 – 1520 |
| 降伏強度(MPa、0.2%) | 550 - 700 | 1170分 | 1100分 | 1250 – 1330 |
| エロンゲーション(%) | 25 - 35 | 12分 | 12分 | 10 – 15 |
| 面積の縮小(%) | 45 – 60 | 15分 | 15分 | 12 - 18 |
| 硬度(HRC) | 28 – 35 | 36 – 44 | 35 – 42 | 40 – 46 |
| シャルピーVノッチ(J、RT) | 80 – 120 | 40 – 80 | 45 - 85 | 30 - 60 |
625の焼鈍材と718のピーク時時効材との対比は際立っている。 時効処理を施したインコネル718は1380~1520 MPaの引張強度を達成するのに対し、830~1000 MPaで焼鈍処理されたインコネル625はそれより低い値にとどまります。 この強度の優位性により、718は航空宇宙分野の構造用途(タービンディスク、締結部品、シャフトなど)で主流となっている一方、625は耐食性や溶接性が主な要件となる用途で主流となっています。.
高温下における強度比較:625 対 718
| 温度 (°C) | 625 引張強度(MPa) | 625 降伏強度(MPa) | 718 引張強度(MPa、時効処理後) | 718 降伏強度(MPa、時効処理後) |
|---|---|---|---|---|
| 20 | 900 – 1000 | 500 - 650 | 1380 – 1520 | 1170 – 1330 |
| 200 | 840 – 940 | 430 – 580 | 1280 – 1400 | 1090 – 1220 |
| 400 | 790 – 890 | 380 - 520 | 1200 – 1320 | 1020 – 1140 |
| 550 | 740 – 830 | 340 – 480 | 1140 – 1240 | 970 – 1080 |
| 650 | 700 – 790 | 300 – 440 | 1060 – 1170 | 900 – 1020 |
| 700 | 660 – 750 | 270 – 400 | 950 – 1100 | 800 – 950 |
| 760 | 580 – 670 | 240 – 360 | 750 – 900 | 620 – 780 |
| 815 | 470 – 570 | 200 – 310 | 480 – 620 | 380 - 520 |
| 870 | 350 – 450 | 170 – 270 | 290 – 420 | 220 – 340 |
625と718の強度が同程度になる交差点は、760 ~815°C付近で発生し、これは718のガンマダブルプライム析出物の溶解を反映している(718の強度優位性をもたらすこの相は、長期使用において約650°C以上で溶解する)。 650°C以上の連続使用では、718の強度上の優位性は徐々に低下し、760°C以上では、ニオブおよびモリブデンによる625の固溶体強度が競合レベルに達します。.
インコネル625および718の物理的特性
| 物理的性質 | インコネル625 | インコネル718 | エンジニアリング用途 |
|---|---|---|---|
| 密度 (g/cm³) | 8.44 | 8.19 | 重量の計算:625より718軽い |
| 弾性係数(GPa、20°C) | 208 | 211 | たわみ、剛性の計算 |
| 剛性係数(GPa) | 79 | 80 | ねじりばねの設計 |
| 熱膨張係数(µm/m・°C、20~100°C) | 12.8 | 13.0 | 熱サイクル、クリアランス設計 |
| 熱伝導率(W/m・K、20°C) | 9.8 | 11.4 | 熱伝達計算 |
| 電気抵抗率(µΩ・m) | 1.29 | 1.25 | 抵抗溶接、放電加工(EDM)のパラメータ |
| 溶融範囲 (°C) | 1290 – 1350 | 1260 – 1336 | 溶接・鋳造に関する参考資料 |
| 透磁率 | < 1.002 | 1.001 – 1.010 | 非磁性用途 |
| 比熱(J/kg·K) | 410 | 435 | 熱分析 |
一部のインコネル718材料に見られるわずかな磁気応答(透磁率最大1.010)は、鉄含有量が高いこと(約18%)および特定の熱処理条件下でのデルタ相(Ni₃Nb)の存在を反映しています。 実用的な意味での強磁性体ではありませんが、高感度計測機器の近くでの用途に718を指定するエンジニアは、具体的な熱処理条件における透磁率を確認する必要があります。.
インコネル718は、どのように熱処理されることで最大強度が得られるのでしょうか?
熱処理こそが、インコネル718の潜在能力を、焼鈍状態におけるその中程度の性能から引き出す鍵となります。この合金を扱うエンジニアや冶金学者にとって、熱処理の全工程を理解することは不可欠です。.
インコネル718の完全な熱処理手順
第1段階:溶液焼鈍(均質化)
時効処理を行う前に、718は、すべての析出相を溶解させ、均一な単相オーステナイトマトリックスを形成するために、溶体化焼鈍を行う必要があります。溶体化焼鈍には、より微細な結晶粒サイズを望むか、あるいはより粗い結晶粒サイズを望むかによって選択される、2つの一般的な条件があります:
| 溶液アニール方式 | 温度 | 時間 | 粒度測定結果 | アプリケーションの設定 |
|---|---|---|---|---|
| 標準焼鈍 | 980°C | 25mmごとに1時間+最低1時間 | 細粒(ASTM 8~12) | 疲労に敏感な回転部品 |
| スーパーソルバスアニール | 1065°C (1950°F) | 25mmごとに1時間+最低1時間 | 粗粒(ASTM 4~7) | クリープ耐性が重要な静的部品 |
溶体焼鈍からの冷却:急速焼入れ(水焼入れまたは急速空気冷却)。650~850°Cの範囲で徐冷すると、デルタ相の析出が生じ、溶体中のニオブが減少するため、その後の時効応答が低下する。.
第2段階:析出熟成(AMS 5663 標準デュアルエイジング)
標準的な2段階熟成処理により、718の強度を決定づけるガンマ-ダブルプライムおよびガンマ-プライムの析出物が生成される:
| ステップ | 温度 | 時間 | 冷却 | 目的 |
|---|---|---|---|---|
| 初老 | 720°C (1325°F) | 8時間 | 炉を55°C/時間の速度で620°Cまで冷却する | γ''沈殿物の核形成と成長 |
| セカンドエイジ | 620°C (1150°F) | 8時間 | エア・クール | γ'' + γ' による完全析出 |
2段階の熟成が効果的な理由:
720°Cでの第1段階では、結晶粒構造全体に微細なガンマ-ダブルプライム粒子が核生成される。620°Cまでの冷却速度を制御することで、これらの粒子の粗大化を防ぎつつ、ガンマ-プライムの形成も促す。 620°Cでの第2の保持工程により、析出が完了し、粒子分布が安定化する。この2段階のアプローチにより、単一の時効処理よりも均一で微細な析出物の分布が得られる。.
熱処理が718の物性に及ぼす影響
| 熱処理条件 | 引張強さ (MPa) | 降伏強さ (MPa) | エロンゲーション(%) | 硬度(HRC) | 主要用途 |
|---|---|---|---|---|---|
| 焼鈍(溶体化処理)済み | 1000 – 1100 | 550 - 700 | 25 - 35 | 28 – 35 | 成形、溶接状態 |
| 単一熱処理(720°C/8時間 + AC) | 1280 – 1380 | 1050 – 1150 | 15 – 22 | 34 – 40 | 中程度の強度を要する用途 |
| デュアルエイジド(AMS 5663) | 1380分 | 1170分 | 12分 | 36 – 44 | 航空宇宙分野の標準仕様 |
| 高強度・熟成 | 1450 – 1520 | 1250 – 1330 | 10 – 15 | 42 – 46 | 最大荷重が求められる用途 |
| 過熱処理(750°C以上、24時間) | 1050 – 1150 | 800 – 900 | 20 – 28 | 28 - 34 | 推奨されません。性能が低下します。 |
デルタ相と718の微細組織におけるその役割
デルタ相(斜方晶系 Ni₃Nb)は、インコネル718を650~980°Cの温度に曝露した際に形成される準安定相である。この相と合金の性能との関係は、微妙なニュアンスがある:
- 粒界において: デルタ相の微細な粒界が存在し、高温使用時の結晶粒成長を抑制するとともに、粒界の靭性を向上させる。.
- 過剰な量: デルタ相が過剰になると、固溶体およびガンマ-ダブルプライム強化相からニオブが排出され、引張強度およびクリープ強度が低下する。.
- 処理インジケーターとして: 使用後の破面や境界面に見られるデルタ相は、使用中に溶体化焼鈍温度を超える熱的過負荷がかかったことを示す指標である。.
標準的な熱処理は、デルタ相を建設的に活用するように設計されています。すなわち、微量の粒界デルタ相は許容され、有益である一方、ニオブの大部分はガンマ-ダブルプライム強化相として保持されます。.
インコネルは、さまざまな環境下でどのような耐食性および耐酸化性を発揮するのでしょうか?
インコネル合金の耐食性はグレードによって大きく異なり、特定の使用条件に合わせて選定する必要があります。すべてのインコネルグレードの耐食性が同等であると想定するのは、危険なほど単純化しすぎた見方です。.
インコネル625の耐食性
インコネル625は、インコネルシリーズの中で最高の耐食性を発揮します。これは、特に高クロム(22%)、高モリブデン(9%)、およびニオブが組み合わさっているためであり、これらによって以下の特性がもたらされます:
| 腐食の種類 | 625 パフォーマンス | 競合する316Lステンレス鋼 | 備考 |
|---|---|---|---|
| 海水によるピッチング | 「優秀」(実質的に免疫がある) | 劣悪(すぐに穴が開く) | PREN 約52 対 316L 約24 |
| 海水の隙間 | 非常に良い | 極めて悪い | 塩化物濃度の閾値を超過した事例はない |
| 塩化物 SCC | 「優秀」(ほとんどの条件下で耐性あり) | 不良(SCCが60°Cを超える) | >40% Niは耐性を提供する |
| HNO₃中における一般腐食 | グッド | グッド | いずれもHNO₃の酸化には適している |
| HCl中における一般腐食 | 中程度(SSより良い) | 貧しい | Moは塩酸に対する耐性を発揮する |
| H₂SO₄中における一般腐食 | 中程度 | 10%を超えると不調 | 高濃度ではSSよりも優れている。. |
| 高速海水(侵食・腐食) | 「優秀」(15 m/s 以上) | 不良(3 m/sを超えるフィルム損傷) | 625パッシブフィルムはより頑丈 |
| H₂S(サワーサービス) | 素晴らしい | 限定 | NACE MR0175に準拠 |
| 有機酸 | 素晴らしい | グッド | どちらも穏やかな環境に適しています |
耐酸化性および耐高温腐食性
水による腐食メカニズムが乾燥酸化および硫化に取って代わられる高温環境下では:
| 温度 (°C) | 625 耐酸化性 | 718 耐酸化性 | 600 耐酸化性 | 備考 |
|---|---|---|---|---|
| < 500 | 素晴らしい | 素晴らしい | 素晴らしい | 全学年対象 |
| 500 - 700 | 非常に良い | 非常に良い | 非常に良い | 短調の形成 |
| 700 - 900 | 良好(Cr₂O₃スケール) | グッド | 非常に良い | 625 やや優れた Cr₂O₃ |
| 900 - 1100 | 中程度(スケールが厚くなる) | 推奨しない | グッド | 最高625、約980°Cの持続 |
| > 1100 | 限定 | 不向き | 中程度 | 合金601が望ましい |
酸化性雰囲気下で900°Cを超える環境での長期使用においては、アルミニウムを添加したグレード(1.35%のAlを含むインコネル601、または2.3%のAlを含むアロイ602CA)は、より保護効果の高いアルミナ (Al₂O₃)スケールを形成し、これは極高温においてクロミア(Cr₂O₃)スケールよりも著しく成長速度が遅い。.
インコネル718の耐食性
インコネル718は、主に構造用高強度合金として設計されており、その耐食性は625と比較すると中程度である:
| 環境 | 718 パフォーマンス | 備考 |
|---|---|---|
| 海水(常温) | 良好(通常、ピットは生じない) | PREN ~28;625ほど堅牢ではない |
| 海水(水温上昇、隙間) | 中程度のリスク | 過酷な海洋環境向けには「625」を指定してください |
| 弱酸 | 十分 | 濃酸の使用には適していません |
| H₂Sを含む酸性環境 | 良好(NACE MR0175に準拠) | 硬度は管理しなければならない |
| 酸化雰囲気(700°C未満) | グッド | タービンに隣接する部品には適している |
| 還元雰囲気 | 十分 | Mo含有量は一定の保護効果をもたらす |
718(2.8~3.3%)は、625(8~10%)に比べてモリブデン含有量が低いため、塩化物環境下での耐ピッチング性が著しく低下します。 高い機械的強度と海水耐食性を兼ね備える用途では、718の耐食性が限界となる海底用ファスナーやコネクターに対して、インコネル725(718よりもモリブデン含有量が高い時効硬化型合金)が指定されることが多い。.
インコネルにはどのような製品形態や標準寸法がありますか?
インコネル625および718は、事実上すべての標準的な加工品形態で市販されています。在庫からの供給と工場発注による納期については、これら2つのグレード間で大きな違いがあります。.
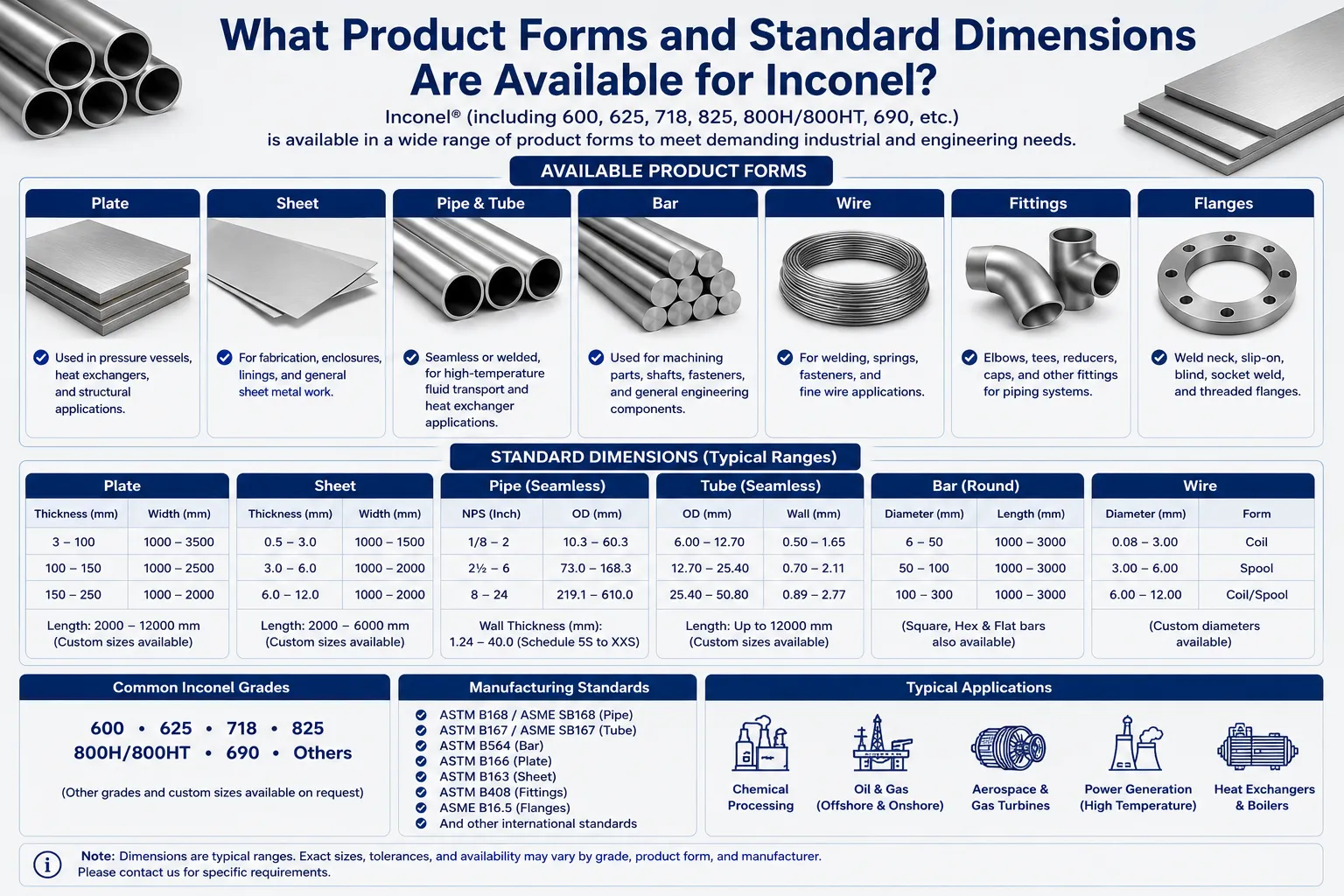
利用可能な製品形態および適用規格
| 製品形態 | インコネル625規格 | インコネル718規格 | 典型的なサイズ範囲 |
|---|---|---|---|
| プレートとシート | ASTM B443 / ASME SB443 | ASTM B670 | 厚さ0.5~100mm |
| 棒鋼(熱間圧延) | ASTM B446 / ASME SB446 | AMS 5662、5664 | 6 – 直径300mm |
| シームレス管 | ASM B444 / ASME SB444 | - | 6 – 外径300mm |
| 溶接パイプ | ASTM B705 / ASME SB705 | - | 6 – 外径 600mm |
| ワイヤー | ASTM B446 | AMS 5832 | 0.05~12mm |
| ストリップおよび細幅コイル | ASTM B443 | ASTM B670 | 厚さ0.05~6.35mm |
| 鍛造品 | AMS 5666 (625) | AMS 5662、5663 (718) | カスタム形状 |
| フランジ | ASTM B564 | ASTM B564 | ASME B16.5に準拠 |
| 付属品 | ASTM B366 | - | ASME B16.9に準拠 |
| 溶接用ワイヤ(GTAW) | AWS ERNiCrMo-3 | AWS ERNiFeCr-2 | 0.8~3.2mm |
| パウダー(AM) | いろいろ | AMS 7001 | 15~53 µm (SLM) |
MWalloysでの在庫状況
| 製品形態 | グレード | 標準在庫サイズ | 一般的なリードタイム |
|---|---|---|---|
| プレート | 625 | 3~75mm、幅各種 | 1~5営業日 |
| プレート | 718 | 6~50mm、各種幅 | 3~7営業日 |
| バー | 625 | 6 – 直径200mm | 3~7営業日 |
| バー | 718 | 6 – 直径150mm | 3~7営業日 |
| シームレスパイプ | 625 | 1/4インチ~8インチ NPS | 3~10営業日 |
| シート | 625 | 0.5~3mm | 1~5営業日 |
| 溶接用ワイヤ | 625 (ERNiCrMo-3) | 1.6mm、2.4mmのストレートタイプ | 1~3営業日 |
| スリットコイル | 625 | 3mmからのカスタム幅 | 3~10営業日 |
| 鍛造品 | 718 | 特注(工場発注) | 10~20週間 |
非標準寸法、厚さ75mmを超える非常に重い鋼板、または特注の金型を必要とする鍛造品は、受注生産となります。納期は、インコネル718の場合10~20週間、インコネル625の場合8~16週間です。 大型の特注鍛造品や非標準寸法を必要とするプロジェクトの設計段階からMWalloysに参画してもらうことで、仕様面での妥協を余儀なくされるような納期短縮を回避できます。.
インコネルの適切な加工、溶接、機械加工の方法とは?
インコネル合金の加工には、その特有の特性(高い加工硬化率、低い熱伝導率、そして718の場合、溶接順序や熱処理順序が不適切だとひずみ老化割れが生じるリスク)に合わせた技術が必要となります。.
インコネル625および718の溶接
インコネル625の溶接:
625は、現在利用可能なニッケル超合金の中で最も溶接性に優れたもののひとつです。そのニオブ含有量により感作が防止され(CrCよりもNbCが優先的に生成されるため)、多くのNi-Cr合金を悩ませている熱影響部における粒界腐食のリスクが排除されます。 ほとんどの腐食環境下での用途において、溶接後の熱処理は不要です。.
| パラメータ | インコネル625の溶接 | 備考 |
|---|---|---|
| 主溶加材 | ERNiCrMo-3 (AWS A5.14) | 配合 |
| 代替充填材 | ERNiCrMo-10(C22ワイヤ) | より強力な酸化作用をお求めの方へ |
| シールドガス(GTAW) | 100% Ar または Ar + 5% He | ガスの供給は行われていない |
| バックパージ | 100% Ar | ルートパスの品質確保に不可欠 |
| プリヒート | 不要(25mm未満) | 避けるべきこと:不必要な加熱 |
| インターパス温度 | < 150°C | 臨界限界 |
| 溶接後の熱処理 | 不要(腐食環境) | クリープ用途にのみPWHTを適用する |
| 溶接後の処理 | 酸洗い/電気化学洗浄 | 熱による着色の除去が義務付けられている |
インコネル718の溶接:
718は析出硬化特性を持つため、625よりも溶接が複雑です。基本的なルールは、溶体化焼鈍状態のままで溶接を行い、その後、組立品全体を時効処理することです。.
| パラメータ | インコネル718の溶接 | 備考 |
|---|---|---|
| 主溶加材 | ERNiFeCr-2 (AWS A5.14) | 718の組成との一致 |
| 代替充填材 | ERNiCrMo-3(625ワイヤ) | 718フィラーが入手できない場合 |
| シールドガス | 100% Ar | ガスが流れていない |
| ベースメタルの状態 | 溶接前に焼鈍処理を施した | 経年化した材料は、ひずみ・経年亀裂のリスクがある |
| プリヒート | 通常は不要です | 厚肉部についてはご相談ください |
| インターパス温度 | < 150°C | クリティカル |
| 溶接後の溶体化焼鈍 | 980°C/1時間 + 水冷 | HAZを均質化する |
| 溶接後の老化 | AMS 5663に基づく二重年代 | 溶接部を通じて完全な強度を発揮する |
718におけるひずみ・経年による割れリスク:
インコネル718の開発により、従来の析出硬化型合金(インコネルX-750やワスパロイなど)に見られたひずみ老化割れの問題が具体的に解決されました。 ガンマ-ダブルプライムの析出速度はガンマ-プライムに比べて遅いため、溶接開始前に母材が溶体化焼鈍状態にあることを条件として、718は溶接後に析出老化処理を行っても溶接部に亀裂が生じることなく処理できます。再溶体化焼鈍を行わずに溶接・老化処理済みの718材料を使用すると、亀裂が発生するリスクがあります。.
インコネル625および718の機械加工
どちらの合金も、オーステナイト系ステンレス鋼に比べて加工が著しく困難であり、パラメータの慎重な選定が必要となります:
| 加工パラメーター | インコネル625 (アニール処理) | インコネル718(時効処理済み) | 主な考慮事項 |
|---|---|---|---|
| 切削速度(旋削) | 20~40 m/min | 10~20 m/min | 718ははるかに激しく老朽化した |
| 送り速度(旋削) | 0.15~0.30 mm/回転 | 0.10~0.20 mm/回転 | 一貫した給餌が不可欠 |
| 切削深さ(荒加工) | 2~4mm | 1~2mm | 傷口はこすらないようにしてください |
| 工具の材質 | 超硬合金(PVDコーティング済みのものが望ましい) | 超硬合金(TiAlNまたはAlTiN被覆) | HSSは実用的ではない |
| 冷却水 | 硫黄を含まないフラッドクーラント | 硫黄を含まないフラッドクーラント | 硫黄は腐食の原因となる |
| ワークハーデニングの傾向 | 高い | 非常に高い | 切断中は絶対に給餌を止めないでください |
| EDMの適性 | グッド | 非常に良い | ハード718に代わる人気の選択肢 |
| 実現可能な表面仕上げ | Ra 0.8~1.6 µm | Ra 0.4~0.8 µm(超硬合金) | どちらも仕上がりが良い |
| 加工性評価とB1112の比較 | ~20% | ~10% | どちらも鋼よりもはるかに硬い |
放電加工(EDM)は、航空宇宙産業における複雑なインコネル718製部品の加工に広く利用されています。これは、従来の機械加工で問題となる加工硬化や工具摩耗を引き起こす切削力が発生することなく、放電によって材料を除去できるためです。 EDMは、複雑なタービンディスクの形状、入り組んだ冷却穴、および工具のアクセスが制限されるボルトサークルパターンにおいて、特に効果的です。.
インコネル板の冷間成形および熱間成形
冷間成形:
どちらの鋼種も焼なまし状態で冷間成形が可能ですが、その急速な加工硬化により、同等の炭素鋼の成形作業に比べて、はるかに大きな成形力が必要となります。焼なまし鋼板の最小曲げ半径:
| 厚さ | インコネル625の最小曲げ半径 | インコネル718の最小曲げ半径 |
|---|---|---|
| < 3mm | 1.5 × 厚さ | 2.0 × 厚さ |
| 3~6mm | 2.0 × 厚さ | 2.5 × 厚さ |
| 6~12mm | 2.5 × 厚さ | 3.0 × 厚さ |
| 12~25mm | 3.0 × 厚さ | 3.5 × 厚さ |
熱間成形:
900~1200°Cでの熱間成形により、成形荷重を大幅に低減できます。熱間成形作業を行った後は、時効処理(718の場合)または腐食環境下での使用(625の場合)の前に、完全溶体化焼鈍を行う必要があります。 感作温度範囲(600~900°C)での熱間成形は避ける必要があります。.
インコネル合金を規定する業界標準や仕様にはどのようなものがありますか?
インコネルを正しく指定するには、製品の形状、用途分野、および要求される品質レベルに応じて、適切な規格を選定する必要があります。.
一次基準参照表
| スタンダード | 本文 | スコープ | カバレッジ |
|---|---|---|---|
| ASTM B443 | ASTM | 625 板、シート、ストリップ | UNS N06625 |
| ASTM B444 | ASTM | 625 シームレスパイプおよびチューブ | UNS N06625 |
| ASTM B446 | ASTM | 625 bar、棒、線材 | UNS N06625 |
| ASTM B670 | ASTM | 718 板、シート、ストリップ | UNS N07718 |
| ASTM B637 | ASTM | 718バー、鍛造品 | UNS N07718 |
| ASTM B564 | ASTM | ニッケル合金鍛造品(全グレード) | 625、718、その他 |
| AMS 5596 | SAE | 625 シート、ストリップ、プレート(航空宇宙用) | AMSによる規制の強化 |
| AMS 5666 | SAE | 625 bar、棒材、線材(航空宇宙用) | AMSによる規制の強化 |
| AMS 5662 | SAE | 718 バー、ロッド、鍛造品(溶体) | 航空宇宙用バー |
| AMS 5663 | SAE | 718 バー、ロッド、鍛造品(時効処理済み) | 航空宇宙用エージング処理済みバー |
| AMS 5664 | SAE | 718 バー、ロッド、鍛造品(代替時効処理) | 航空宇宙分野における代替条件 |
| AMS 5832 | SAE | 718 溶接ワイヤ | 航空宇宙用充填材 |
| AMS 7001 | SAE | 718粉末(積層造形用) | SLM/LPBF用粉末 |
| ASME SB443 | アメリカ機械学会 | 625プレート(コード容器) | B443と同じ |
| ASME SB444 | アメリカ機械学会 | 625パイプ(コード容器) | B444と同じ |
| NACE MR0175 | AMPP | 不親切な対応(CRAの全等級) | 625、718(条件付き) |
| AWS A5.14 | AWS | 溶接ワイヤ:ERNiCrMo-3 (625)、ERNiFeCr-2 (718) | 溶接用充填材 |
圧力容器用途におけるインコネル625のASME許容応力
| 温度 (°C) | 625 許容応力(MPa) | 注 |
|---|---|---|
| 40 | 138 | 周囲温度の基準値 |
| 100 | 131 | わずかに減少した |
| 200 | 124 | 引張支配型 |
| 300 | 118 | 引張支配型 |
| 400 | 113 | 利回り制御型 |
| 500 | 108 | 利回り制御型 |
| 538 | 100 | クリープに関する検討が始まる |
インコネル718は、溶接後の熱処理(時効処理)が必要であること、および熱処理工程を通じて規格への適合性を管理することが複雑なため、ASME規格に基づく圧力容器の製造ではあまり使用されません。 規格に準拠した圧力容器に718が使用される場合、通常は、溶接性のより高い材料で設計された容器に組み込まれる鍛造品や機械加工部品の形態をとります。.
インコネルは、ハステロイ、モネル、ステンレス鋼、チタンと比べてどうでしょうか?
包括的な多合金比較表
| プロパティ | インコネル625 | インコネル718(エージング) | ハステロイ C276 | ハステロイ C22 | モネル400 | 316L SS | Tiグレード5 |
|---|---|---|---|---|---|---|---|
| Ni含有量 (%) | ~62 | ~53 | ~57 | ~56 | ~67 | ~11 | 0 |
| Cr (%) | 22 | 19 | 15.5 | 21 | 0 | 17 | 0 |
| モリブデン (%) | 9 | 3 | 16 | 13.5 | 0 | 2.2 | 0 |
| PREN | ~52 | ~28 | ~72 | ~71 | 該当なし | ~24 | 該当なし |
| 引張強さ(MPa) | 830 – 1000 | 1380 – 1520 | 790 | 690 | 480 | 485 | 900 |
| 降伏強さ(MPa) | 415 – 650 | 1170 – 1330 | 355 | 310 | 170 – 345 | 170 | 830 |
| 海水によるピッチング | 素晴らしい | グッド | 素晴らしい | 素晴らしい | 素晴らしい | 貧しい | 傑出している |
| 耐酸化性 | グッド | 中程度 | 中程度 | 素晴らしい | 貧しい | 限定 | グッド |
| 耐酸性の低下 | 中程度 | 中程度 | 素晴らしい | グッド | グッド | 限定 | 限定 |
| HF耐性 | 貧しい | 貧しい | 貧しい | 貧しい | 素晴らしい | 貧しい | なし |
| 最大使用温度(強度、°C) | 815 | 700 | 500 | 500 | 450 | 870 | 300 |
| 溶接性 | 素晴らしい | 良好(手順上重要) | 素晴らしい | 素晴らしい | グッド | 非常に良い | 難しい |
| 相対密度 | 1.0 (8.44 g/cc) | 0.97 | 1.05 | 1.03 | 1.05 | 0.95 | 0.52 |
| 316Lとのコスト比較 | 約9倍 | ~12× | 約8倍 | 約10倍 | ~5倍 | 1× | 約14倍× |
| 主戦力 | 腐食+疲労 | 最大強度 | 還元酸 | 混合/酸化性 | HF + 海水 | 価格と在庫状況 | 重量+海水 |
アプリケーションに基づく選定決定フレームワーク
次のような場合には、インコネル625を選択してください:
- 海水環境での使用には、耐食性と耐疲労性の両方が求められます(フレキシブルライザー、ベローズなど)。
- 炭素鋼の腐食防止には、溶接によるオーバーレイクラッディングが必要です。.
- 腐食環境下における高サイクル疲労が、設計上の主要な要因となっている。.
- 化学プロセス用機器には、適度な耐熱性と幅広い耐酸性との両立が求められます。.
- 海底用機器には、二相ステンレス鋼のような強度上の制限がない、NACE MR0175への準拠が求められます。.
次のような場合には、インコネル718を選択してください:
- 650°Cまでの温度範囲で最大の強度を発揮することが、最も重要な要件です。.
- 航空宇宙用構造部品(タービンディスク、締結部品、シャフト類)が、その用途を決定づける。.
- 石油・ガス用の高強度ファスナー、ハンガーバー、あるいは坑口部品には、625焼なまし材が提供できる強度レベルを超える強度が必要とされます。.
- 高強度の複雑な形状の積層造形が、その製造方法である。.
以下の場合には、ハステロイ C276 または C22 を選択してください:
- 主な懸念事項は、機械的性能ではなく、化学的腐食である。.
- 還元性酸(C276)または酸化性/混合酸(C22)が使用環境の主流を占めています。.
- 本製品は、高温条件下でASME規格の許容応力を必要とする圧力容器用途向けです。.
次のような場合はチタンをお選びください:
- 軽量化が最優先事項であり、海水や酸化環境下での耐食性が求められます。.
- HF酸は含まれておらず、塗布温度は300°C未満です。.
2026年におけるインコネル合金の最新の用途や新たな活用法にはどのようなものがあるか?
インコネル合金ファミリーは、さまざまな産業における技術の進歩を原動力として、新たな応用分野へと拡大し続けています。.
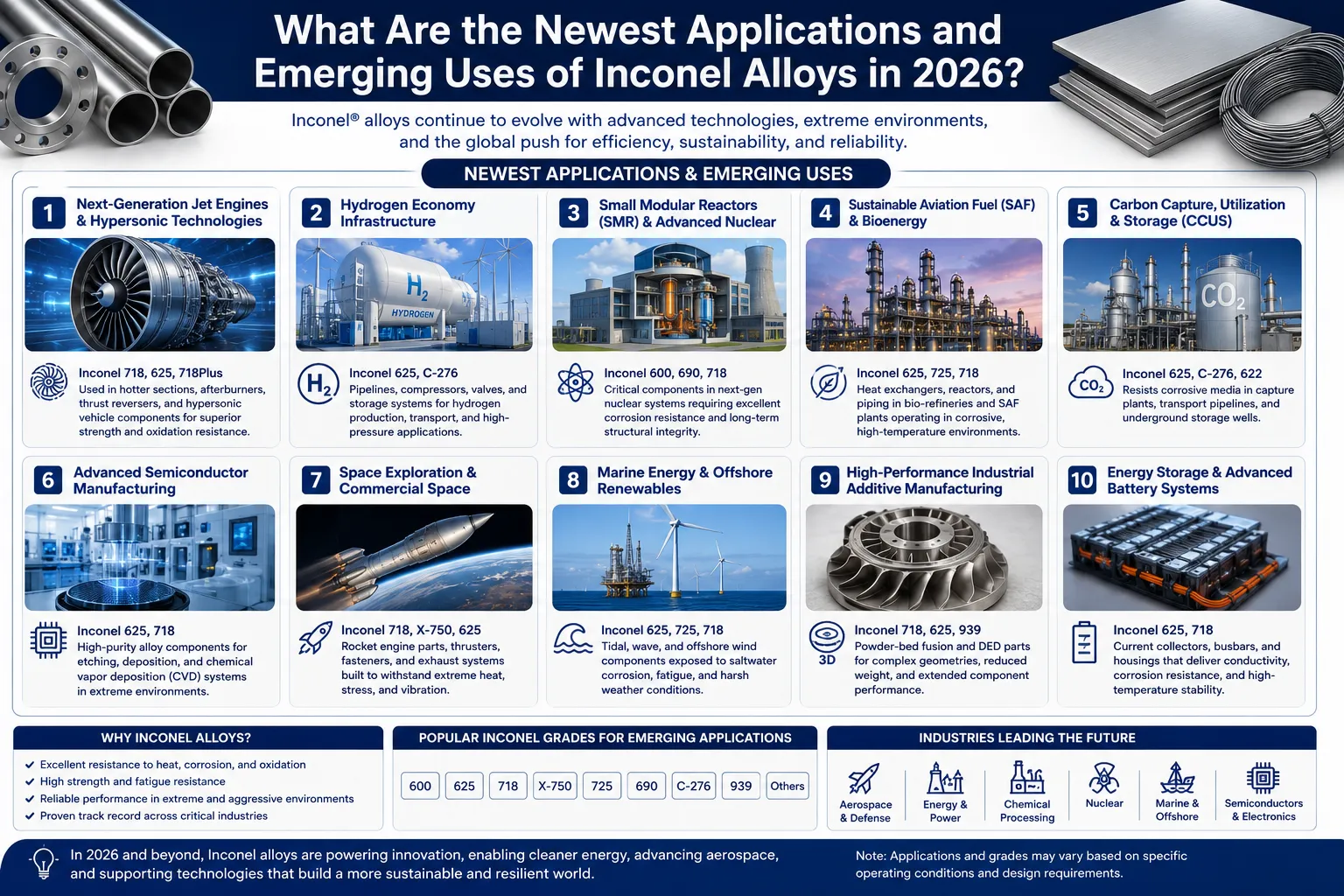
インコネル625および718の積層造形
2024年から2026年にかけて、インコネル625および718製部品に対する選択的レーザー溶融(SLM)および指向性エネルギー堆積(DED)の採用が劇的に加速した:
| AMアプリケーション | グレード | 従来型に対する利点 | 主な課題 |
|---|---|---|---|
| ガスタービン用燃料ノズル | 718 | 機械加工が不可能な複雑な内部冷却路 | 後工程での熱処理が必要 |
| ロケットエンジンのインジェクター | 625 | ニアネットシェイプの複雑な形状 | 気孔率の制御、残留応力 |
| 海底用クランプ本体 | 625 | 鍛造に比べリードタイムが短縮 | 非破壊検査の資格認定 |
| 熱交換器コア | 625 | 従来の手法では実現不可能な超コンパクト設計 | 内部流路の表面粗さ |
| 修理・改修 | 718 | 摩耗した部品の現場修理 | 非貴金属との適合性 |
AMS 7001(2019年発行、2022年改訂)は、積層造形用のインコネル718粉末を標準化した規格であり、粒子径分布、化学組成、および流動性の要件を規定しています。 積層造形されたインコネル718部品は、完全な機械的特性を発現させるために、標準的な二重時効熱処理(720°C/8時間 + 620°C/8時間)が必要であり、さらに重要部品については応力除去およびHIP(高温等方圧プレス)処理が求められます。.
エネルギー転換の応用例
世界的なエネルギー転換により、再生可能エネルギーやクリーンエネルギー分野において、インコネルに対する新たな需要が生まれています:
| 申し込み | グレード | 必要条件 | 成長の原動力 |
|---|---|---|---|
| 電解セルの構成要素 | 625 | 苛性アルカリおよびH₂に対する耐性 | グリーン水素の生産拡大 |
| CO₂回収装置 | 625、C22 | アミン+酸のサイクル | CCUSの拡大 |
| 小型モジュール型原子炉 | 690, 625 | 放射線+水による腐食 | SMR建設プログラム |
| 集光型太陽熱発電 | 617, 625 | 溶融塩+高温 | CSPの拡張 |
| 燃料電池用インターコネクト | 625 | 酸化性雰囲気 + 温度 | SOFCの開発 |
よくある質問:エンジニアや調達担当者がインコネルについて尋ねる質問
1:インコネルはどのような材料でできており、その特徴は何ですか?
インコネルは、主成分としてニッケル(50~72%)を含み、クロム(17~23%)と、 特定のグレードに応じてモリブデン、ニオブ、鉄、チタン、アルミニウムがさまざまな割合で配合されており、この高いニッケル含有量が、炭素鋼やステンレス鋼が構造上の有用性を失うような高温下においても、卓越した耐食性と機械的特性の維持の両方を可能にする根本的な基盤となっています。. インコネルの「特殊性」は、他の材料ではめったに共存しない2つの際立った性能特性に由来しています。すなわち、室温および中温域では、ニッケルとクロムの組み合わせにより、最も過酷な環境下においてもステンレス鋼を上回る、不動態皮膜に基づく耐食性が得られます。高温域(400~1000°C)では、 同じニッケルマトリックスが結晶構造の安定性を維持し(相変態を起こさずにオーステナイト状態を保つ)、ニオブ、チタン、アルミニウムなどの合金元素を用いて析出強化相を形成することで、合金の降伏強度をステンレス鋼が維持できるレベルをはるかに上回る水準に保つことができます。 インコネルの価値は、単一のメカニズムだけでは説明できません。従来のプロセスを適応させるだけで溶接、成形、機械加工が可能なこの材料に、これらの特性が組み合わさっているからこそ、インコネルは商業的に不可欠な存在となっているのです。.
2:インコネル625にはどのような用途がありますか?
インコネル625(UNS N06625)は、主に海底石油・ガス設備(フレキシブルライザー、アンビリカル、海底バルブ)、 航空宇宙用のベローズや排気システム、化学処理用反応器や熱交換器、船舶用金具、および炭素鋼製容器の溶接オーバーレイクラッディングとして広く採用されています。これは、優れた海水耐食性、高サイクル疲労強度、卓越した溶接性、およびNACE MR0175のサワーサービス規格への準拠といった特長を兼ね備えているためです。. 海底用フレキシブルライザーの運用において、625ストリップアーマーワイヤーは、海水中で20~25年の設計寿命にわたって数百万回の曲げサイクルにさらされますが、この組み合わせにより、事実上他のあらゆる金属材料が競争相手から排除されます。 航空宇宙分野では、ベローズや伸縮継手に加工された625のシートおよびストリップが、エンジン排気ガス、熱サイクル、および振動による疲労サイクルの複合的な環境に耐えています。 溶接オーバーレイクラッディングとして、ERNiCrMo-3(625 組成)の溶加材が炭素鋼製圧力容器の内面に堆積され、固体合金製の容器構造に伴う重量やコストの負担なしに、腐食防止機能を提供します。 クラッド層の高クロムとモリブデンの組み合わせにより、純合金に匹敵する耐食性が得られる一方、炭素鋼が構造的強度を提供し、全625製容器に比べてコストを大幅に抑えることができます。.
3:インコネル625とインコネル718の違いは何ですか?
インコネル625とインコネル718は、根本的に異なる技術的用途に用いられます。625は、耐食性、溶接性、および疲労性能(焼なまし状態での降伏強度415~650 MPa)に最適化された固溶強化合金であるのに対し、 一方、718は、650°Cまでの温度範囲で最大の機械的強度を発揮するように設計された析出硬化型合金(時効処理後の降伏強度:1170~1330 MPa)であり、耐食性は二次的な特性となっています。. 完全時効処理を施した718と焼鈍処理を施した625との強度差は約2~3倍であり、重量や応力レベルから高い強度が不可欠となる航空宇宙構造部品(タービンディスク、締結部品、回転軸)には718が選ばれます。 溶接性の違いも顕著です。625は溶接が可能で、溶接後の熱処理を必要とせずに溶接そのままの状態で耐食用途に使用できますが、718は完全な特性を発揮するために、正確な工程順序(溶体化焼鈍状態で溶接し、完成したアセンブリを時効処理する)が必要となります。 耐食性の違いについては、625が大幅に優れています。625のモリブデン含有量(9%)は、718の3%に比べてはるかに高いため、625ははるかに優れた耐孔食性(PREN 約52 対 約28)を示します。 このため、718が長期使用で隙間腐食を起こす可能性のある海水や塩化物含有量の多い化学環境においては、625が適切な選択となります。.
4:インコネルは磁性を帯びますか?
インコネル625は、あらゆる条件下で相対透磁率が1.002未満であり、実質的に非磁性であるため、コンパス、MWDツール、MRI装置の近くでの用途に適しています。 インコネル718も本質的に非磁性ですが、鉄含有量が高く、デルタ相の微細構造を持つため、透磁率がわずかに高くなる(最大で約1.010)場合があります。. これら2つの合金の非磁性という特性は、そのオーステナイト(面心立方)結晶構造に起因しています。ニッケル含有量が高いため、磁性を帯びたBCC(体心立方)構造を形成するマルテンサイト変態が妨げられ、強磁性ドメインの形成が阻害されるからです。 この点が、マルテンサイト変態により時効後に強い磁性を示す一部の析出硬化型ステンレス鋼(17-4 PHや15-5 PHなど)と、インコネル合金を区別する要因となっている。実際には、 透磁率が1.010に近づく718製部品であっても、ほとんどの工学用途では依然として非磁性として分類されますが、厳格な透磁率制限が求められる用途(MRI室の建設、船舶用コンパスの近接区域、高感度坑内測定機器など)では、最大透磁率を明記し、納入された材料の比熱および状態を確認する必要があります。 磁気に対する感度が最も高い用途においては、インコネル625の方が安全な選択肢となります。これは、鉄含有量が低く、デルタ相を含まないため、718よりも一貫して低い透磁率を確保できるからです。.
5:インコネルはどの程度の温度に耐えることができますか?
インコネル合金は、極低温(-269°C)から約1175°Cまでの温度範囲を網羅しており、具体的な上限温度はグレードによって異なります。 インコネル625は、約815°Cまでの構造用途に適しており、インコネル718は約650°Cまで析出硬化強度を維持します(この温度を超えると、ガンマダブルプライム析出物が溶解します)。 また、インコネル601は、約1175°Cまでの酸化性雰囲気下で連続使用に耐えることができます。. 実用上の温度限界は、要求される特性が機械的強度(これにより、718は650°Cまで、625は持続的な荷重負荷条件下で約700°Cまでが限界となる)か、それとも耐酸化性/耐食性(601のようなアルミナ形成能力を持つグレードでは、上限温度が大幅に引き上げられる)のいずれが要求されるかによって異なります。 最も過酷な高温構造用途(800°Cを超えるガスタービンの高温部部品)では、タービン材料の階層において一般的に「従来の多結晶超合金」に分類されるインコネル系合金ではなく、より高度な単結晶および方向性凝固超合金(Rene 80、CMSX-4、 MAR-M247)が使用される。これらは、タービン材料の階層において一般的に「従来の多結晶超合金」に分類されるインコネル系合金に代わるものである。温度範囲の下限では、 すべてのインコネルオーステナイト系合金は極低温でも優れた衝撃靭性を維持しており、625および718はいずれもロケットエンジンの極低温推進剤システム(それぞれ-183°Cおよび-253°Cでの液体酸素および液体水素の使用)に使用されている。.
6:インコネルの価格は1キログラムあたりいくらですか?
2026年半ばのインコネル625板の価格は、通常1キログラムあたり約$40~$60米ドルの範囲で推移しており、 一方、インコネル718は、その製造プロセスがより複雑であるため、625に比べて20~40%のプレミアムが付いていますが、製品形態、数量、市場状況によって価格には大きな変動があります。. 316Lステンレス鋼(板材の場合、1キログラムあたり約$5~$8)と比較すると、インコネル625は1キログラムあたりの価格が約7~10倍、718は約9~15倍高くなります。 しかし、1キログラムあたりのコスト比較では、インコネル合金の対象用途における真の経済的価値が大幅に過小評価されています。なぜなら、インコネルは、腐食性または高温の環境下で3~10倍長持ちするため、安価な材料を何度も交換する代わりに、1回の設置で済むからです。 棒材は、追加の加工工程が必要なため、通常、同等の板材よりも1キログラムあたり20~40%高くなります。溶接ワイヤ(625用ERNiCrMo-3)は、製品形態の中で1キログラムあたりの価格差が最も大きくなります。 718用の積層造形用粉末は、噴霧化、分級、および品質管理の要件により、同等の棒材に比べてさらに50~100%の割増価格が設定されています。特定の製品形態や数量に関する最新の価格については、MWalloysまでお問い合わせください。.
7:インコネルはステンレス鋼と溶接できますか?
はい、インコネルは、ERNiCrMo-3(625組成)またはERNiCr-3の溶加材を使用することで、オーステナイト系ステンレス鋼(304L、316L、 321、347)とインコネルをERNiCrMo-3(625組成)またはERNiCr-3の溶加材を用いて、問題なく溶接することができます。これらの溶加材は、組成的に適合した溶接金属を形成し、不適切な溶加材を使用した場合に生じる熱間割れや希釈の問題を引き起こすことなく、ニッケル合金と鉄系ステンレス鋼との間の金属組織的な差異を埋めることができます。. インコネルとステンレス鋼の異種金属溶接は、化学プラントの配管接続部、熱交換器の構造、および圧力容器のノズル接合部などでよく見られます。これらの箇所では、プロセス側ではインコネルを必要とする過酷な条件が存在する一方で、外部の構造要件については、より安価なステンレス鋼で満たすことができます。 溶加材としてERNiCrMo-3を選択することは重要です。この材料は、ステンレス鋼の母材からの鉄で希釈されても耐食性を維持できる十分な合金含有量を有しており、また、両方の母材と適合する溶接金属を形成するのに十分なクロム含有量を備えています。 これらの異種金属を接合するためにステンレス鋼の溶加材(ER316L など)を使用すると、鉄を多く含む溶接金属が生成され、熱間割れが生じやすくなり、いずれの母材よりも耐食性が著しく低下します。 718 とステンレス鋼の接合には、ERNiFeCr-2(718 組成)または ERNiCrMo-3 のいずれも使用可能ですが、溶接部が 718 母材と同等の時効応答を達成する必要があるかどうかによって、どちらを選択するかが決まります。.
8:航空宇宙分野において、インコネル718はどのような用途に使われていますか?
インコネル718は、世界的に見て航空宇宙分野で最も多く使用されている超合金であり、超合金総生産量の約34%を占めています。主な用途としては、ガスタービンエンジンのディスク、コンプレッサーステージ、 タービンブレード(低温段)、燃焼室部品、締結部品、構造用リング、シャフト部品などが挙げられ、さらに近年ではロケットエンジンの燃焼室やターボポンプ部品への採用も増加している。. 718が航空宇宙構造用途で主流となっている具体的な特性は、以下の通りである。すなわち、鍛造品として入手可能なニッケル超合金の中で最高の降伏強度(1170~1330 MPa)を有し、650°Cまで十分な強度保持性を示し(ほとんどの圧縮機および低タービン部品の温度範囲をカバー)、優れた耐疲労性(1回の飛行につき数千回の応力サイクルにさらされる回転部品にとって極めて重要)、良好な溶接性(ガンマ-ダブルプライム析出メカニズムによりひずみ老化亀裂が排除される)、そして60年以上にわたる生産で蓄積された製造データベースにより、航空宇宙認証当局はその長期的な挙動に対して高い信頼を寄せている。 現代のターボファンエンジンでは、718 製の部品には、ファンディスク、低圧圧縮機ディスク、高圧圧縮機ディスク、タービンリアフレーム、燃焼ライナー取り付け金具、およびエンジン全体に散在する数百個の構造用ファスナーが含まれます。 宇宙打ち上げ分野では、SpaceX、Rocket Lab、および主要な各国の宇宙機関が、ロケットエンジンのターボポンプ部品や構造用ハードウェアに718を採用している。.
9:インコネルは錆びたり腐食したりしますか?
インコネル合金は、鉄を基にした腐食経路を含まないため、従来の酸化鉄による錆びは生じませんが、濃フッ化水素酸、 極めて高温の還元性硫黄雰囲気、および合金の不動態皮膜の安定性を超える酸化性媒体と塩化物含有媒体の特定の組み合わせなど、特定の過酷な環境下では、腐食(金属の損失)が生じることがあります。. インコネル合金の耐食性は、ステンレス鋼と同じ不動態皮膜のメカニズムによって機能します。すなわち、合金中のクロムが酸素や水分と反応して、自己修復性を持つ酸化クロム(Cr₂O₃)の保護層を形成するのです。 20~23%のクロムと9%のモリブデン(625)の組み合わせ、あるいは17 ~21%のクロムと3%のモリブデンの組み合わせ(718の場合)は、ほとんどの工学環境において、ステンレス鋼よりもはるかに安定した不動態皮膜を形成します。 実際、自然海水中のインコネル625は、数十年にわたる使用期間を通じて、実質的に測定可能な腐食を示しません。化学プラントでの使用においては、316Lステンレス鋼が年間1 mmの速度で腐食するか、または孔食によって急速に破損するような環境においても、年間0.025 mm未満の腐食速度が一般的に報告されています。 インコネルが著しく腐食する環境としては、フッ化水素酸(すべてのクロム不動態化合金を侵食する)、合金の許容腐食速度の閾値を超える極めて高濃度の還元性酸、および極端な温度下の一部の溶融塩環境などが挙げられます。.
10:インコネルを購入する際、どのような証明書を要求すべきですか?
ほとんどの産業用途において、インコネルは、少なくともEN 10204タイプ3.1の材料試験証明書が付属したものを購入すべきであり、その証明書には、特定の生産ロットにおける化学分析結果および機械的特性が記載されている必要がある。 航空宇宙用途では、認定された航空宇宙品質担当者の立会いを含むタイプ3.2認証による、AMS規格への完全な準拠が求められます。また、原子力用途では、溶解から完成品に至るまでの完全なトレーサビリティが確保されたNQA-1品質保証文書が必要です。. タイプ3.1証明書には、UNS N06625またはN07718の組成限界への適合を確認する完全な化学分析結果、当該熱処理およびロットからの機械的試験結果、完全なトレーサビリティを確保するための熱処理番号、適用される材料規格 (625の場合はASTM B443/B446/B444、航空宇宙用718の場合はAMS 5662/5663/5664)、およびヒート番号を確認できる材料の物理的マーキング。 ASME 規格の圧力容器用途については、ASTM B シリーズのみではなく、ASME SB シリーズ規格(625 の場合は SB443、SB444、SB446)を参照する必要があります。 石油・ガスのサワーサービス用途については、硬度検証を伴う NACE MR0175 / ISO 15156 準拠証明書が必要です。海洋海底設備については、DNVGL-ST-F101 または同等のパイプライン規格への認証が適用される場合があります。 MWalloysでは、タイプ3.1を標準として提供し、タイプ3.2については事前の通知により対応しています。また、指定された認証レベルにかかわらず、すべての製品にPMI(XRF)分析結果を標準的に付帯しています。.
結論:適切なインコネルグレードを選定するには、その特性と要件を照らし合わせて検討する必要がある
インコネルは、他の市販の金属群では解決できない問題――極限温度下での構造用途、海水や腐食性の強い化学物質に対する長期的な耐食性、そして動的な海洋構造物における高い疲労強度と耐食性の両立――に対して、エンジニアリング業界が提示した解決策です。 625の耐食性に重点を置いた汎用性から、718の比類なき構造強度に至るまで、この材料群の幅広いラインナップにより、ほぼあらゆる過酷な用途に対応できるよう設計されたインコネルグレードが存在します。.
この技術レビューから導き出された最も重要な原則は以下の通りです:
- インコネル625とインコネル718は、その用途が根本的に異なります。前者は耐食性と耐疲労性を重視し、後者は最大の構造強度を重視しています。.
- インコネルのグレード表記に加えて、必ずUNS番号(N06625またはN07718)を明記してください。.
- インコネル718は、完全な特性を発揮させるために、溶接後に時効処理を行う必要があります。溶接は、溶体化焼鈍状態でのみ行ってください。.
- 腐食環境下で使用される625については、溶接後の熱変色の除去が必須である。.
- すべての機械加工工程において、硫黄を含まない切削液を使用し、鉄以外の素材専用の工具を使用してください。.
- 航空宇宙用途にはAMS規格を、産業用途にはASTM Bシリーズを、圧力容器にはASME SBシリーズを指定すること。.
- 過酷な使用条件下において、インコネルがステンレス鋼に比べて持つライフサイクルコスト上の優位性は、常に十分に大きいため、材料費の高さを正当化するに足るものである。.
MWalloys社製のインコネル625、718、および全グレード
MWalloys社は、インコネル合金シリーズ全製品を、プレート、シート、棒材、パイプ、チューブ、継手、フランジ、ワイヤー、および精密スリットコイルの形態で供給しており、インコネル625および718の最も一般的な寸法については、在庫品を即納可能です。.
当社のインコネル供給体制は以下の通りです:
- インコネル625および718は、ほとんどの標準的な製品形状で在庫があります。.
- ウォータージェット、バンドソー、または精密フライス加工による、指定寸法への板・シートの切断。.
- AMS 5596、AMS 5662、AMS 5663、AMS 5664の認証を取得した航空宇宙用材料。.
- ASME SB443、SB444、SB446に準拠した圧力容器用材料。.
- EN 10204 タイプ3.1規格;第三者立会いによるタイプ3.2も対応可能です。.
- すべての製品について、PMI(XRF)による検証を標準的な手順として実施しています。.
- 石油・ガス業界におけるサワーサービスに関するNACE MR0175準拠文書。.
- ベローズ、航空宇宙用ストリップ、および精密成形用途向けの精密スリットコイル。.
- 材質選定、熱処理、および加工手順に関する技術相談。.
MWalloysへのお問い合わせ インコネル材のご要件についてご相談ください。弊社ウェブサイトから技術的なお問い合わせをお送りいただくか、スーパー合金エンジニアリングチームに直接ご連絡いただければ、用途に応じたご提案や、在庫品サイズに関する即日見積もりをご提供いたします。.
信頼性の高い情報源
- 特殊金属株式会社 – インコネル合金625 技術資料(SMC-063);インコネル合金718 技術資料(SMC-045);インコネル合金600 技術資料。.
- ASTMインターナショナル – ASTM B443:ニッケル・クロム・モリブデン・コロンビウム合金板、シートおよびストリップに関する標準仕様。.
- ASTMインターナショナル – ASTM B670:高温用途向けの析出硬化型ニッケル合金棒材、鍛造品および鍛造用素材に関する標準仕様。.
- ASTMインターナショナル – ASTM B444:ニッケル・クロム・モリブデン・コロンビウム合金製シームレスパイプおよびチューブの標準仕様。.
- SAEインターナショナル – AMS 5596:ニッケル合金、シート、ストリップ、およびプレート(インコネル625)。SAE International、ペンシルベニア州ウォーレンデール。.
- SAEインターナショナル – AMS 5662:ニッケル合金、棒材、ロッド、およびリング、52.5Ni-19Cr-3.0Mo-5.1Cb(インコネル718、溶体化焼鈍済み)。SAE International。.
- SAEインターナショナル – AMS 5663:ニッケル合金、棒材、ロッド、およびリング、52.5Ni-19Cr-3.0Mo-5.1Cb(インコネル718、時効処理済み)。SAE International。.
- ASMEボイラー・圧力容器規格、第II編、B部 – 非鉄材料の仕様(SB-443、SB-444、SB-446)。米国機械学会。.
- ASMEボイラー・圧力容器規格、第II部、D編 – 物性(N06625の許容応力)。米国機械学会。.
- AWS A5.14 / ASME SFA-5.14 – ニッケルおよびニッケル合金製裸溶接電極・棒の規格(ERNiCrMo-3、ERNiFeCr-2)。米国溶接協会。.
- M.J. ドナチー、S.J. ドナチー. – 『超合金:技術ガイド』第2版。ASM International、オハイオ州マテリアルズ・パーク。ISBN 978-0-87170-749-9。.
- リード、R.C. – 『超合金:基礎と応用』。ケンブリッジ大学出版局。ISBN 978-0-521-07289-3。.
- NACE International(AMPP) – NACE MR0175 / ISO 15156:石油・天然ガス産業 ― H₂S含有環境で使用される材料。第1部、第2部、および第3部。.
- ASMインターナショナル – 『ASMハンドブック』第1巻:物性および選定:鉄、鋼、および高性能合金。ASM International。ISBN 978-0-87170-377-4。.
- Loria, E.A.(編) – 超合金718、625、706およびその各種派生材。国際シンポジウム論文集。TMS Publications。(複数版、1991年~2005年)。.
- EN 10204:2004 – 金属製品:検査書類の種類。欧州標準化委員会(CEN)、ブリュッセル。.
- SAEインターナショナル – AMS 7001:ニッケル合金、積層造形用粉末、52.5Ni-19Cr-3.0Mo-5.1Cb(インコネル718)。SAE International。.
