ヘインズ282が上回る インコネル718 インコネル718は、700℃以上でクリープ強度が向上するため、ガスタービンケーシング、燃焼器ライナー、航空宇宙用高温断面部品などの長時間使用される高温構造用途に最適です。インコネル718は、650℃以下ではその優位性を維持し、その卓越した引張強さ、耐疲労性、加工性により、タービンディスク、ファスナー、極低温用ハードウェアにおいて支配的な合金となっている。この2つの超合金の選択を誤ると、部品の寿命が40%から60%短くなり、メンテナンスコストが大幅に増加します。.
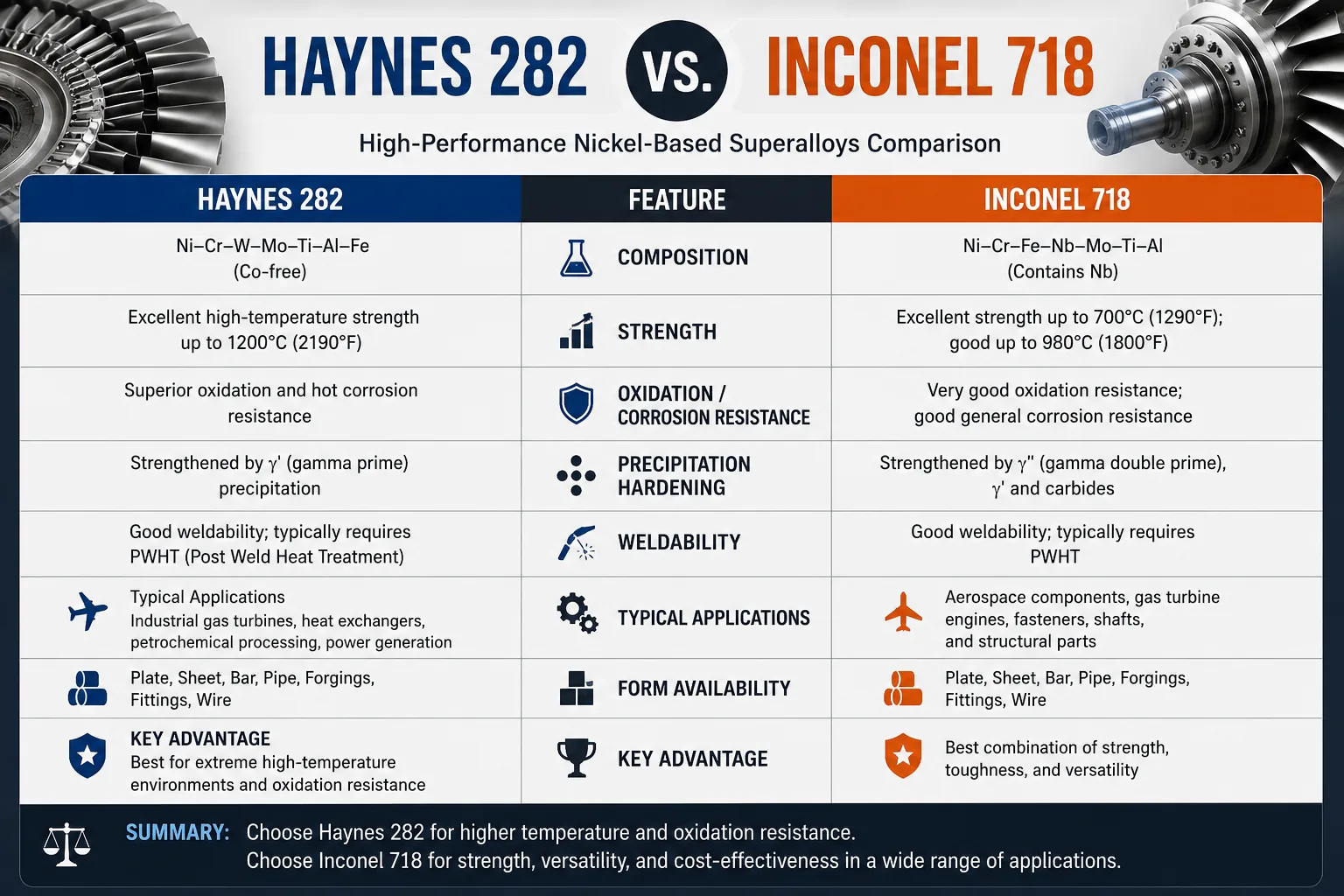
ヘインズ282とインコネル718は組成レベルで何が違うのか?
具体的には、それぞれの合金がどのようにして強度を得ているのか、また、それが温度における性能にとってどのような意味を持つのかについてです。私たちは、航空宇宙、発電、工業炉の用途で両合金を扱ってきましたが、組成の違いは、現場で観察されるほとんどすべての挙動の相違を説明します。.
インコネル718:デルタ相とニオブ戦略
インコネル718(UNS N07718, AMS 5662/5664)は、1960年代にインターナショナル・ニッケル社によって開発された析出硬化型のニッケルクロム超合金です。公称組成は、約50%~55%のニッケル、17%~21%のクロム、4.75%~5.5%のニオブ+タンタル、2.8%~3.3%のモリブデン、0.65%~1.15%のチタン、0.2%~0.8%のアルミニウムで、残部は鉄(通常17% Fe)です。.
インコネル718の主な強化メカニズムは、体心正方晶Ni3Nb規則析出物であるγ-ダブルプライム(γ'')相の析出と、γ-プライム(γ')相(Ni3(Al,Ti))による副次的な寄与である。γ''相は準安定相であり、約650℃を超えると平衡δ(デルタ)相(同じくNi3Nbだが斜方晶構造)へとゆっくりと変化する。.
このγ''からδへの変態が、インコネル718が650℃以上で耐クリープ性を失う根本的な理由である。変態の速度論は700℃を超えると急速に加速し、750℃では数百時間以内に測定可能な特性劣化を引き起こすのに十分な速度で変態します。.
γ''析出を可能にするニオブ含有量は、インコ ネル718が凝固中にニオブ偏析を起こしやすく、鋳造 状態でラーベス相 (Fe2Nb) を生成する。均質化熱処理は、ほとんどのラーベス相を溶解するが、残留偏析は延性を低下させる。これが、インコネル718の特性開発に二重時効処理(720℃/8h + 620℃/8h)が非常に重要な理由である。.
ヘインズ282より遅いガンマ・プライム・キネティクス
ヘインズ282 (UNS N07208, ASTM B637)はヘインズ・インターナショナ ル社によって開発され、2005年に市販されました。これは、既存の γ'強化合金の高温クリープ限界に対処する一方、ワスパロイや レネ41のような合金に比べて加工性を向上させるためで す。公称組成は、ニッケル約57%、クロム20%、コバルト10%、モリブデン8.5%、チタン2.1%、アルミニウム1.5%です。.
ヘインズ282の重要な技術的決定は、γ'析出物の体積分率を意図的に低くしていることである。体積比で約15%~20%であり、ワスパロイの25%~35%やレネ41のそれよりも高い分率である。この低いγ'分率は析出物粗大化の原動力を減少させ、この合金を競合する高強度γ'強化合金よりも著しく溶接性と成形性を向上させる。.
重要なことは、Haynes 282はニオブを含まず、析出強化はすべてγ' (Ni3(Al,Ti))に依存していることである。ヘインズ282のγ'相は、950℃を超える温度まで熱的に安定しており、インコネル718のγ''相の安定限界である650℃をはるかに超えています。この強化析出物の熱安定性が、ヘインズ282が高温で優れたクリープ性能を発揮する基本的な理由です。.
ヘインズ282のコバルト含有量(10%)は、γ'ソルバス温度の上昇、固溶効果によるマトリックスの強化、高温での表面酸化層の安定化による耐酸化性の向上など、複数の機能を果たす。.
| 構成要素 | インコネル718(wt%) | ヘインズ282(wt%) | 機能的役割 |
|---|---|---|---|
| ニッケル(Ni) | 50-55 | ~57(バランス) | オーステナイト系マトリックスの安定性 |
| クロム(Cr) | 17-21 | 19-21 | 耐酸化性/耐食性 |
| 鉄(Fe) | 17(バランス) | <1.5 | コスト削減(IN718)、トレース(H282) |
| モリブデン (Mo) | 2.8-3.3 | 8-9 | 固溶体強化 |
| ニオブ | 4.75-5.5 | なし | γ'' 降水量 (IN718のみ) |
| コバルト | <1 | 10 | γ'ソルバス昇降、マトリックス強化 |
| チタン(Ti) | 0.65-1.15 | 1.9-2.3 | γ'元(Ni3Ti) |
| アルミニウム(Al) | 0.2-0.8 | 1.3-1.7 | γ'元(Ni3Al) |
| 一次強化段階 | γ'' (Ni3Nb) + γ' | γ' (Ni3(Al,Ti)) | 析出硬化 |
| 位相安定限界 | ~650°C (γ'' → δ) | ~950°C (γ'安定) | 高温性能天井 |
ヘインズ282とインコネル718のクリープ強度の比較は?
耐クリープ性は、この2つの合金が競合する用途において、唯一最も重要な差別化特性です。クリープ(高温での持続的な応力下での時間依存性の塑性変形)は、タービンケーシングが25,000時間の運転にわたって寸法公差を維持するか、あるいは燃焼器ライナーがシール不良を引き起こすほど伸びるかを決定する。.
クリープ破断データ:重要な数字
ヘインズ・インターナショナルの技術文書や査読付き文献に掲載されているクリープ破断データは、最も明確な比較対象です。100時間のクリープ破断試験:
- で 650°C / 550MPa:インコネル 718 は約 150~300 時間で破断。ヘインズ 282 は同等の応力で 1,000 時間を超える、, 材料科学・工学A, 718巻、2018年)。.
- で 700°C / 400MPa:インコネル718は10~50時間で破断するが、ヘインズ282は300時間を超える破断寿命を達成。.
- で 760°C / 200MPa:インコネル718は基本的に有用な耐クリープ性を持たないが、ヘインズ282は1,000時間以上にわたって構造的完全性を維持する。.
時間-温度クリープ寿命予測因子であるラーソン-ミラー・パラメータは、この利点を体系的に定量化します。Haynes 282は、650℃から900℃の温度領域で同等の応力レベルにおいて、インコネル718よりも約3,000から5,000単位高いラーソン-ミラー・パラメーターを示しています(Haynes International Technical Bulletin H-3159、2023)。.
1%クリープひずみ限界(多くの場合、破断よりも実用的な工学的基準):
| 温度 | 1%の1000時間クリープ応力(インコネル718) | 1% 1,000時間でのクリープ応力(Haynes 282) | メリット |
|---|---|---|---|
| 600°C | ~480 MPa | ~420 MPa | IN718 +14% |
| 650°C | ~380 MPa | ~400 MPa | H282 +5% |
| 700°C | ~180 MPa | ~340 MPa | H282 +89% |
| 760°C | ~60 MPa | ~250 MPa | H282 +317% |
| 815°C | <20 MPa | ~170 MPa | H282支配的 |
| 870°C | ごくわずか | ~100 MPa | H282支配的 |
出典ヘインズ・インターナショナル H-3159 会報; スペシャル・メタルズ社 IN718 データシート; Bouse, G.K. 他, Superalloys 2008
650℃付近でクロスオーバーが起こる理由
630℃と680℃の間のクリープ強度のクロスオーバーは偶然ではなく、インコネル718でγ''析出物の安定性が劣化し始める温度範囲に正確に対応している。このクロスオーバーより下 では、インコネル718のγ''+γ''複合系の体積分率が高 く、析出物の分布が微細になる。+γ'系は、Haynes 282の低体積分率のγ'系 よりもわずかに優れた耐クリープ性を示す。クロスオーバー以上では、溶解するγ''相は、インコネル718には減少するγ'含有量と固溶強化しか残さず、ヘインズ282のγ'は完全な析出強化を提供し続ける。.
このクロスオーバー現象が、この2つの材料間の合金選択において、使用温度が最も重要な最初の問題である理由です。これを50℃でも間違えると、部品の寿命が60%以上短くなる可能性があります。.
長期使用(10,000~100,000時間)におけるクリープ挙動
公表されているクリープデータのほとんどは、実用的な試験の制約から試験時間が1,000時間までのものを対象としています。発電用タービン部品に関連する25,000~100,000時間への外挿は、重大な不確実性をもたらす。米国エネルギー省の先進超臨界 (A-USC) 蒸気タービンプログラムの一環として実施されたHaynes 282のクリープ挙動に関するオークリッジ国立研究所 (ORNL) による独自の解析では、Haynes 282は700℃、応力100 MPaで100,000時間を超える寿命を外挿した場合でも、クリープ強度の予測を許容可能なばらつき範囲内に維持することが実証された (Shingledecker, J.P. et al、, ASMEターボエキスポ予稿集, 2012).
ヘインズ282はその後、A-USC蒸気タービンのローターやケーシング(温度制限のためインコネル718では太刀打ちできない用途)に使用されることになったため、このORNLの承認は重要な意味を持つ。.

各合金の実際の高温使用限界は?
すなわち、クリープ速度が構造用途に許容できなくなる温度以上、表面劣化が急速に進行する酸化限界以上、相変化が永久的に特性を損傷する微細構造安定限界以上などである。.
インコネル718温度限界
構造的クリープ限界: インコネル718の実用的な上限温度は約650℃である。この温度を超えると、γ''溶解が始まり、クリープ速度が急速に増大するため、ほとんどの航空宇宙および発電用途では長時間の使用は現実的ではなくなります。一部の短時間使用(繰返し負荷、限定されたデューティサイクル)では、この温度を約700℃まで延長することができる。.
酸化限界: インコネル718の18%から20%のクロム含有量は、空気雰囲気中で約980℃までの連続使用に十分な耐酸化性を提供します。鉄含有量(17%)は、鉄を含まないニッケル超合金と比較すると、耐酸化性において相対的な弱点となります。酸化のみを考慮した場合(構造的負荷なし)、インコネル718は許容できる表面劣化率で980℃まで機能することができる。.
微細構造の安定限界: インコネル718のデルタ相ソルバスは約1,010℃である。650°Cから1,010°Cの間では、平衡傾向はγ''からのデルタ相生成に向かう。1,010℃以上では、すべての析出相が溶解し、合金は固溶体状態になります。.
長期間の経年劣化: 650℃から750℃で長時間暴露すると、徐々にγ''→δ変態が起こり、時間の経過とともに引張強さと延性が低下する。公表データでは、650℃で10,000時間放置した後の室温での引張強さが約10%から15%低下している(Radavich, J.F..、, 超合金718、625、706および誘導体, TMS、1994年)。.
ヘインズ 282 温度限界
構造的クリープ限界: 持続的な構造用として、Haynes 282は約900℃まで有用な耐クリープ性を維持する。この合金は、固溶強化合金(Haynes 230のような、~900℃まで有効だが強度は低い)と従来の析出硬化合金(Waspaloyのような、強度は高いが溶接が難しい)の間のギャップを埋めるために特別に設計された。.
酸化限界: ヘインズ282の耐酸化性は、20%クロムを含有し、鉄をほとんど含まないため、同等の温度でインコネル718と比較して優れた性能を発揮します。連続耐酸化性は、約1,010℃ (1,850°F)までです。ヘインズ282は、酸化スケールがアルミナを形成する傾向があるため、等温酸化よりも要求の高い繰返し酸化耐性が特に優れています。.
微細構造の安定限界: ヘインズ282のγ'ソルバス温度は、正確な組成にもよるが、およそ1,010℃~1,040℃である。この温度以下および800℃以上では、γ'粗大化(オストワルド熟成)が温度で長時間にわたって起こる。ヘインズ282は、競合合金よりもγ'粗大化速度が遅く、より長い使用期間にわたってより微細な析出物分布を維持するように特別に配合された。.
シグマ・フェーズの懸念 ヘインズ282は、モリブデン含有量が高い (8.5%)ため、長時間の使用で800℃を超 えると結晶粒界に少量のシグマ相またはミュー相を 形成することがある。通常、すぐに特性を損なうほどではありませんが、粒界にシグマ相が形成されると、時効材の延性が低下する可能性があります。熱処理を最適化することで、このリ スクを最小限に抑えることができる。.
| プロパティの制限 | インコネル718 | ヘインズ 282 | 備考 |
|---|---|---|---|
| 構造クリープ上限 | ~650°C | ~900°C | 構造用として許容されるクリープ率に基づく |
| 酸化連続サービス | ~980°C | ~1,010°C | 大気中 |
| サイクル耐酸化性 | 870℃まで良好 | 1,010℃まで非常に良好 | アルミナ・スケールによるH282の優位性 |
| γ''/ γ' ソルバス | ~1,010℃(δ相) | ~1,030℃(γ'ソルバス) | 微細構造安定性の基準 |
| 短時間最大温度 | ~700℃の構造 | ~950℃構造 | 高温でのサイクル/時間の制限 |
| 極低温適性 | 優秀(-253℃まで) | 良好(-196℃まで) | 極低温用途に有利なIN718 |
引張特性と疲労特性は温度範囲によってどのように異なるのか?
長時間の静的負荷についてはクリープが大半を占めますが、タービン部品には繰返し機械負荷(始動-停止サイクルによる低サイクル疲労)や高周波振動負荷(燃焼圧力の振動による高サイクル疲労)も発生します。どちらの合金も、このような負荷モードの全範囲にわたって性能を発揮しなければなりません。.
室温引張特性
室温では、インコネル718は、ヘインズ282よりも引張強さが大幅に優れている。これは、γ''+γ'結合系で達成可能な、より高い体積分率とより強力な析出硬化を反映している。+γ'系で達成できる。.
| プロパティ | インコネル718 (AMS 5662) | ヘインズ 282 | テスト条件 |
|---|---|---|---|
| 極限引張強さ | 1,380 MPa (200 ksi) | 1,050 MPa (152 ksi) | 室温 |
| 0.2% 降伏強さ | 1,170 MPa (170 ksi) | 775 MPa (112 ksi) | 室温 |
| 破断伸度 | 最小12% | 26% | 室温 |
| 面積の縮小 | 最低15% | 38% | 室温 |
| 硬度 | 36-44 HRC | 28-32 HRC | 典型的なエージング後 |
情報源AMS 5662 規格;Haynes International Alloy 282 Technical Bulletin H-3159.
室温でのHaynes 282の大幅な伸びと面積減少の優位性 は重要である。この高い延性は、より低いγ'体積分率に直接結びついており、この合金の優れた溶接性に寄与している。.
高温引張特性
相対的な強度の優位性の交差は、温度によって変化する。650℃以上では、インコネル718のγ''相が安定転移を始めるため、2つの合金の差は縮まる:
| 温度 | IN718 UTS (MPa) | H282 UTS (MPa) | IN718 アドバンテージ |
|---|---|---|---|
| 23°C | 1,380 | 1,050 | +31% |
| 540°C | 1,280 | 1,000 | +28% |
| 650°C | 1,100 | 960 | +15% |
| 700°C | 860 | 930 | H282 +8% |
| 760°C | 580 | 860 | H282 +48% |
| 870°C | 280 | 620 | H282 +121% |
出典スペシャル・メタルズ・コーポレーションIN718データ;ヘインズ・インターナショナルH282技術データ;いずれも標準熱処理条件
疲労パフォーマンス:低サイクルと高サイクルの比較
低サイクル疲労(LCF)性能は、熱サイクルや圧力サイクルの始動停止を経験するディスクやケーシング部品にとって重要であるが、600℃以下の温度では、1サイクル当たりの塑性ひずみを制限する高い降伏強度のため、インコネル718が有利である。700℃を超える温度では、ヘインズ282の保持強度の優位性がこの傾向を逆転させます。.
高サイクル疲労(HCF)耐久限界も同様のパターンに従う。インコネル718は、室温で約620 MPaのHCF 耐久限度を示し、ヘインズ282は約480 MPaを達成しますが、これはそれぞれの降伏強度の差を反映したものです。700℃では、これらの値は収束し、両合金は350から420MPaの範囲のHCF限界を示す(Furrer, D. and Fecht, H.、, JOM, 第51巻、1999年)。.
熱機械疲労(TMF)-温度と機械的ひずみの同時サイク ル-は、タービン部品にとって間違いなく最も過酷 な疲労モードである。Haynes282は、700℃を超えるピーク温度でインコ ネル718と比較して優れたTMF寿命を実証した研 究結果がいくつか発表されているが、これは耐クリープ 性が高く、クリープ疲労相互作用損傷成分が低減され ているためである(Matuszewski, K. et al、, 疲労の国際ジャーナル, 第61巻、2014年)。.

耐酸化性と耐熱腐食性に優れた合金は?
高温構造用合金は、機械的負荷だけでなく、激しい環境攻撃にも耐えなければなりません。酸化と高温腐食は、耐荷重断面を減少させ、表面ピットで疲労亀裂を発生させる表面劣化メカニズムであり、適切に管理されなければ部品の致命的な故障を引き起こす可能性があります。.
等温耐酸化性
どちらの合金も、約900℃以下の温度範囲では、主にクロムが保護的なCr2O3スケールを形成する。この温度以上では、クロミアスケールは高速ガス流中でCrO3として揮発するため、アルミナ(Al2O3)スケールの形成がますます重要になる。.
インコネル718(0.2%~0.8%)に比べ、ヘインズ282はアルミニウム含有量が高いため(1.3%~1.7%)、800℃を超える温度でのアルミナスケールの形成傾向において有意な優位性を示します。公表されている1,010℃での等温酸化データでは、1,000時間後のヘインズ282の比質量増加が約0.8mg/cm²であるのに対し、インコネル718は約2.1mg/cm²であり、この温度での耐酸化性が2.6倍優れています(ヘインズ・インターナショナルH-3159公報、2023年)。.
サイクル酸化:より厳しい試験
熱膨張のミスマッチが冷却サイクルごとに酸化スケールの剥落を引き起こし、新鮮な金属が再酸化にさらされるためです。ヘインズ282のアルミナリッチな内部スケールは、900℃を超える温度では、インコネル718のクロミアスケールよりも密着性が高く、耐スポレーション性に優れ、より優れた複合酸化性能を発揮します。.
1,010℃の繰り返し酸化試験(30分サイクル)では、インコネル718の約0.08mmに対し、ヘインズ282は1,000サイクルあたり約0.02mmの金属損失を示しており、この厳しい試験条件ではヘインズ282が4倍有利である(ヘインズ・インターナショナル社内試験、H-3159技術公報参照)。.
タイプIおよびタイプII熱間腐食
高温腐食(燃焼生成物による硫酸塩の沈着によって引き起こされる酸化の促進)は、温度レジームの異なる2つの形態で発生する:
タイプI熱間腐食(800℃~950℃): 溶融したNa2SO4が析出し、保護酸化物スケールをフラックスさせ、金属を急速に消耗させる。クロムは主要な保護元素であり、クロムの含有量が高い合金は一般的に性能が高い。インコネル718 (18% Cr)とヘインズ282 (20% Cr)の耐I型性は同等であるが、ヘインズ282の方がクロム含有量が高いため若干有利である。.
タイプII熱間腐食(600℃~750℃): 低温での混合硫酸塩析出(Na2SO4 + CoSO4 または NiSO4)を伴う。硫酸コバルトはタイプIIメカニズムにおける主要な反応物質であるため、理論的にはHaynes 282 (10%)のコバルト含有量が高いほどタイプII感受性が高くなる。しかし、船舶用ガスタービンを模擬した環境でのヘインズ282の実用試験では、インコネル718よりもタイプII性能が著しく悪いという結果は出ていない(Sims, C.T. et al、, 超合金 II, Wiley、1987年)。.
この2つの合金の加工性と溶接性はどう違うのか?
このセクションは、比較記事で過小評価されがちですが、私たちの経験では、加工性の制約は、機械的特性と同様に、日常的に合金の選択を決定します。割れずに溶接できない理想的な機械的特性を持つ合金は、多くの部品形状にとって実用的な選択ではありません。.
インコネル718の溶接性:業界のベンチマーク
インコネル718が航空宇宙用超合金として最 も広く使用されているのは、他の析出硬化型ニッ ケル超合金に比べてγ''析出速度が緩慢であ ることが直接の原因であるが、その卓越した溶接 性も一因である。γ''析出速度が遅いため、溶接中、熱影響部 (HAZ)が拘束冷却中にひずみ時効割れを起こすほど急速に析出することはない。.
これは、γ'析出速度が速いためHAZ割れが重大 な懸念となるレネ41 やワスパロイのような合 金とは対照的である。インコネル718は、通常のTIG (GTAW)、 MIG (GMAW)、および電子ビーム溶接法を用い て、多くの用途で溶接後の溶体化処理なしに時効 溶接が可能である。この製造上の柔軟性により、インコネル718は、極低温タンクからタービン・ディスク・アセンブリに至る溶接アセンブリに好まれる材料となっている。.
インコネル718の溶接後熱処理は、通常、完全な溶体化焼鈍を必要とせず、直接時効処理(720℃+620℃)を行うため、製造がさらに簡素化される。.
ヘインズ282溶接性:設計の成果
ヘインズ282は、同等の高温特性を有しながら、ワスパロイや レネ41よりも優れた溶接性を持つよう明確に設計され た。熱安定性を維持しながら、γ'体積分率を約 15% から 20% に低減するという設計目標は、他の高強度ニッケル超合金よりもひずみ時効割れのリスクを大幅に 低減して溶接できる合金を製造することに成功した。.
Sigmajig試験(標準化されたひずみ時効割れ試験)を用いた公表された溶接性評価では、ヘインズ282はインコネル718(優)とワスパロイ(劣)の中間に位置し、競合するほとんどの高温析出硬化型合金よりも著しく優れている(Osoba, L.O. et al、, 冶金・材料論文誌A, 第43巻、2012年)。.
ヘインズ282の溶接は、TIG、プラズマ・アーク 溶接、レーザー溶接が一般的である。推奨される溶接後熱処理は、1,010℃での完全溶体化処理と、それに続く標準的な2段階時効処理(1,010℃/2h + 788℃/8h + 649℃/8h)である。インコネル718よりも複雑なこの溶接後サイクルは、製造時間とコストを増加させるが、完全な特性回復には必要である。.
加工性の比較
どちらの合金も、超硬工具、高圧クーラント、保守的な切削パラメータを必要とする難削材に分類される。しかし、相対的な被削性の違いは、製造コストの見積もりには意味がある:
- 焼鈍状態のインコネル718の被削性指数は、快削鋼(AISI 1212 = 100%)に対して約20%から25%である。
- 焼きなまし状態のヘインズ282は加工硬化率が高いため加工がやや難しく、1212鋼に対して約15%から20%の被削性がある。
- 経年劣化したインコネル718の仕上げ加工には、セラミック切削工具(SiAlON材種)およびCBN工具が使用される。
| 加工性属性 | インコネル718 | ヘインズ 282 | 優勝 |
|---|---|---|---|
| 総合溶接性評価 | 素晴らしい | 良い-非常に良い | IN718 |
| ひずみ-経年ひび割れリスク | 非常に低い | 低い | IN718 |
| 溶接後の熱処理 | ダイレクトエイジ(よりシンプルに) | フルアニール+エージング(複合) | IN718 |
| 被削性指数(相対) | ~20-25% | ~15-20% | IN718 |
| 熱間成形性(鍛造) | グッド | 非常に良い | H282 |
| 冷間成形性 | 中程度 | グッド | H282 |
| キャスティングの適性 | グッド(VIM/VAR) | グッド(VIM/VAR) | 比較可能 |
| 粉末冶金加工 | 幅広い資格 | 限定的だが成長中 | IN718 |
航空宇宙と発電における実際のアプリケーションの違いとは?
抽象的な特性の比較は、実際の部品や産業用途に根拠を置くことで最も意味のあるものとなる。両合金は、確立され拡大しつつある応用領域を持っており、ほとんどの実際の使用例において直接の競合は限られています。.
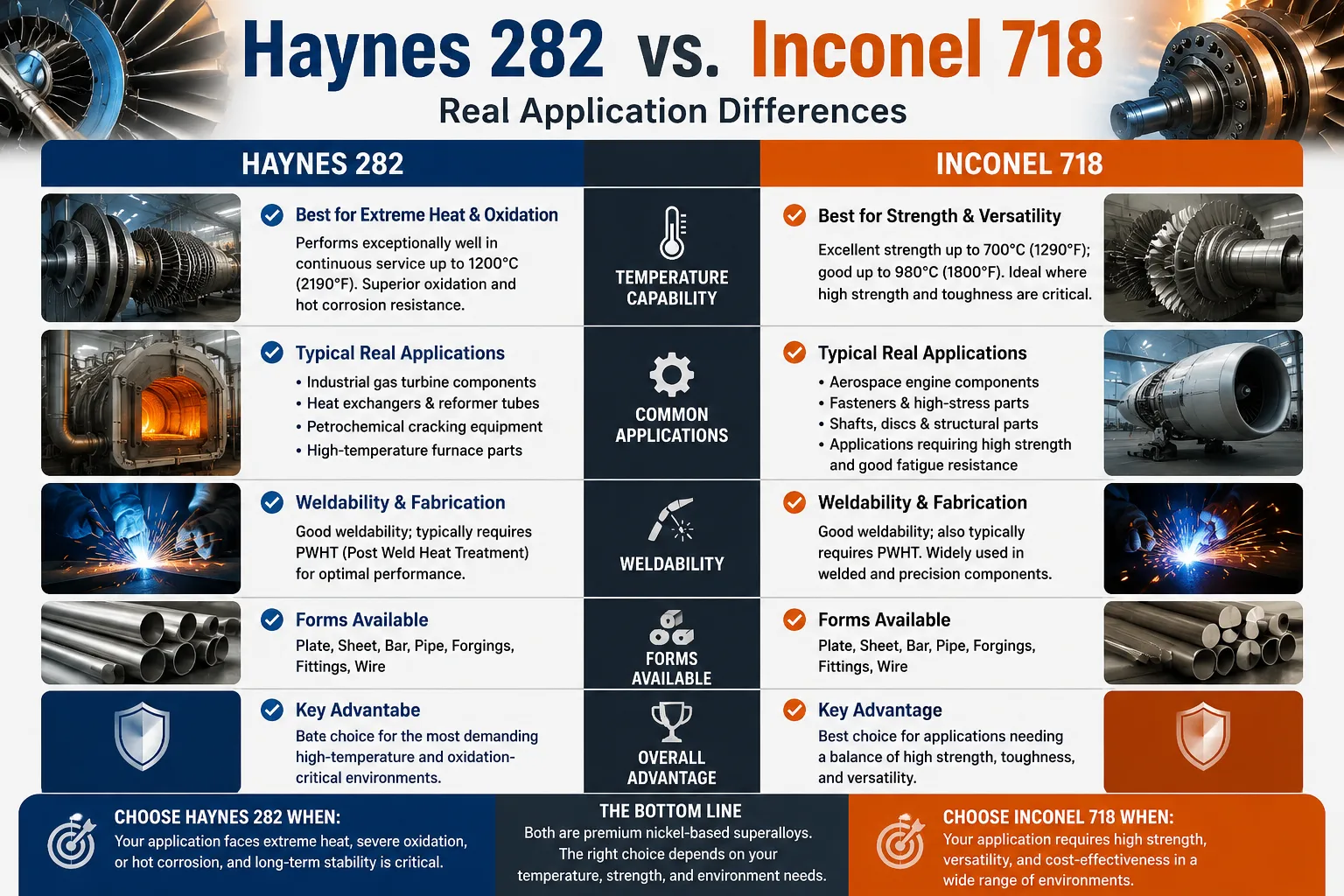
インコネル718の主な用途
タービンディスクとブリスク: インコネル718の唯一最大の用途領域は、航空機および産業用ガスタービン・エンジンのタービン・ディスクである。650℃までの高温での高い引張強さと降伏強さ、優れた耐疲労性、実績のある粉末冶金加工ルートの組み合わせにより、インコネル718は多くのタービンステージの標準ディスク材料となっている。推定によると、インコネル718は、ガスタービンエンジンにおけるニッケル超合金使用量の約35%~45%を重量で占めている(Reed, R.C.、, 超合金基礎と応用, ケンブリッジ大学出版局、2006年)。.
ファスナーと構造部品: インコネル718の高い室温強度(最大1,380 MPa UTS)は、ねじのかみ合いと予圧保持が重要な航空宇宙構造用途、エンジンマウント、タービンケースのボルト締めにおける高強度ファスナーの標準材料となっている。.
極低温アプリケーション: インコネル718は極低温(液体水素温度-253℃まで)でも延性と靭性を維持するため、スペースシャトルメインエンジン(SSME)や多くの後継システムを含むロケットエンジンの液体酸素および液体水素ターボポンプの標準材料となっています。この強度クラスで、インコネル718の高強度と極低温靭性の組み合わせに匹敵する合金は他にありません。.
射出成形と押出成形金型: インコネル718は、産業用工具および金型用途では、射出成形部品、押出成形スクリュー先端部、および中程度の高温(300℃~500℃)で研磨剤と接触する工具に多く使用されています。この合金の硬度、耐食性、およびこれらの温度における強度は、要求の厳しい用途において工具鋼よりも一段と優れています。.
ヘインズ 282 拡大するアプリケーションベース
先進のガスタービン・ケーシングとリング: 従来のタービンケーシングの材料は、ハステロイXやヘインズ230のような固溶強化型合金で、析出硬化強度は不足していますが、加工性に優れています。ヘインズ282は、900℃までの析出硬化強度と大型溶接構造物用の十分な加工性を提供することで、このギャップを埋めています。ゼネラル・エレクトリック社、ロールス・ロイス社、シーメンス社は、次世代ガスタービンのタービンケーシングおよび燃焼器部品としてヘインズ282を認定しているか、積極的に認定を進めています。.
先進超々臨界蒸気タービン: 石炭および天然ガス発電の高効率化を推進するためには、700℃を超える蒸気温度が必要であり、これは既存のフェライト鋼の能力を超え、インコネル718の能力の限界である。ヘインズ282は、700℃から760℃の蒸気温度における蒸気タービンのローター、ケーシング、バルブの候補として、米国DOEのA-USCプログラムと欧州のAD700プロジェクトで広範囲に評価されている。.
燃焼器ライナーとトランジションダクト: 高温強度、優れたサイクル耐酸化性、溶接性を併せ持つヘインズ282は、燃焼器ライナー用途、特に検査間隔が長く優れた耐クリープ性が要求される産業用ガスタービンにおいて、固溶体合金の新たな競争相手となっている。.
排気システムと高温構造フレーム: エンジン排気フレーム、タービン後部フレーム、アフターバーナー部品など、高温で作動する重量が重要な航空宇宙構造物は、700℃を超える温度で、固溶体合金に比べて高い強度重量比を持つヘインズ282の恩恵を受ける。.
| アプリケーション・ドメイン | 優先合金 | 主な理由 | 使用温度範囲 |
|---|---|---|---|
| タービンディスク(航空機) | インコネル718 | 引張強さ、PM加工 | 650℃まで |
| タービンディスク(産業用、ホットステージ) | ヘインズ 282 | 耐クリープ性 | 650-800°C |
| タービンケーシング(先進型) | ヘインズ 282 | 溶接性 + 900℃までのクリープ | 700-900°C |
| 高強度ファスナー | インコネル718 | 常温強度、糸質 | 常温~500 |
| 燃焼器ライナー | ヘインズ 282 | 酸化+クリープバランス | 800-950°C |
| 極低温ターボポンプ | インコネル718 | 極低温靭性 | -253°C~500°C |
| A-USC蒸気タービン | ヘインズ 282 | 700°C+ クリープ抵抗 | 700-760°C |
| 射出スクリューチップ(工業用) | インコネル718 | 硬度、耐摩耗性 | 300-500°C |
| 排気フレームとダクト | ヘインズ 282 | 高温強度、溶接性 | 650-900°C |
| 石油・ガス用ダウンホールツール | インコネル718 | 強度、耐H2S性 | 常温~300 |
熱処理要件は部品製造にどう影響するか?
熱処理は些細なことではなく、購入した合金が最終部品で公表された機械的特性を発揮するかどうかを決定します。どちらの合金も、特定のプロセス制御された熱処理シーケンスを持ち、厳しいパラメータウィンドウの中で実行されなければなりません。.
インコネル718熱処理
AMS 2774によるインコネル718展伸材の標準熱処理は以下の通りである:
溶液アニール: 980℃、1時間、空冷またはそれ以上。これにより、ほとんどの析出物が溶解し、微細構造が再結晶化する。引張強さよりもクリープ特性を優先する場合、より粗い結晶粒径を得るために1,010℃の高溶体化焼鈍を要求する仕様もある。.
ダブルエイジング(スタンダード):
- ステップ1:720℃で8時間、炉は55℃/時間で620℃まで冷却
- ステップ2:620℃(1,150°F)でさらに8時間、空冷。.
この2段階時効は、γ''(支配的、720℃で最初に形成)とγ'(二次的、冷却中および620℃で形成)を同時に析出させる。その結果、最適に熱処理されたインコネル718に特徴的な高い引張特性と疲労特性が得られる。.
過度の温度や時間によるエージングは、γ''相の粗大化やδ相の析出を引き起こし、いずれも引張強度を低下させる。エージングが不十分だと、強度に必要な析出ネットワークが形成されずに、マトリックス中に残留溶質が残る。.
ヘインズ 282 熱処理
ヘインズ282の標準的な熱処理は以下の通り:
溶液アニール: 1,010°C (1,850°F) で2時間、急冷した後、空冷または水冷する。インコネル718より高い溶体化温度は、ヘインズ282の高いγ'ソルバスを反映している。溶体化焼鈍後の結晶粒径は、事前の加工および焼鈍温度にもよるが、通常ASTM4~8である。.
安定化年齢: 1,010℃、2時間(溶液アニール工程で行わなかった場合)。.
最終エージング(2段階):
- ステップ1:788℃(1,450°F)で8時間、空冷。.
- ステップ2:649℃で8時間、空冷。.
時効処理によって、引張特性とクリープ特性の両方に最適な粒度分布を持つγ'析出物が形成される。788℃の時効ステップで微細なγ'析出物が核生成し、649℃のステップで析出が完了し、最大硬化が得られる。.
Haynes282の熱処理は、Waspaloyのような競合するγ'強化合金よりも幾分寛容であるが、その理由の一つは、より遅いγ'速度論が正確な冷却速度に対する感受性を低下させるからである。しかし、2段階の時効処理と完全な固溶化 熱処理が必要なため、生産環境では、インコ ネル718の熱処理サイクルの短縮が一般的であ るのに比べ、コストが増加する。.
2026年、コストとサプライチェーンの比較はどうなる?
材料選択の決定は、調達の現実から切り離すことはできない。どちらの合金も複数のグローバルサプライヤーから商業的に入手可能であるが、価格、リードタイム、サプライチェーンの成熟度における意味のある違いが、現実的な選択決定に影響する。.
原材料と工場価格
インコネル718は、世界的に最も成熟し、生産量の多いニッケル超合金の一つである。スペシャル・メタルズ(ATI)、ヘインズ・インターナショナル、VDMメタルズ、カーペンター・テクノロジー、そして数多くの国際的な製造業者における年間生産量は、数万トンに上ります。この規模が、競争力のある流動的な市場を支えている。.
2025年から2026年における鍛造インコネル718のおおよその工場価格:
- 棒材:サイズと仕様により、1キログラム当たり$45~$70。.
- シート/プレート1キログラムあたり$50~$80
- 鍛造品:複雑さにより1キログラム当たり$80~$150。.
ヘインズ282の生産量は大幅に少ない-ヘインズ・インターナショナルが一次生産を行っており、ヨーロッパやアジアの工場からの二次生産は限られている。ヘインズ・インターナショナルは一次生産者であり、ヨーロッパやアジアの工場からの二次生産は限られている:
- 棒材:1キログラム当たり$120~$180。.
- シート/プレート$130~$200/kg。.
- 鍛造品:資格要件により、キログラム当たり$200~$350。.
ヘインズ282のコストプレミアム(インコネル718の約2倍から3倍の原材料費)は、現実的な調達上の考慮事項である。しかし、ヘインズ282の高温特性が真に必要とされる用途では、インコネル718の安定限界を超えて使用する代替案は、部品の早期故障によってはるかに大きなコストをもたらす。.
リードタイムと在庫状況
インコネル718の在庫品(標準棒サイズ、薄板)は通常、大手流通業者から2~6週間のリードタイムで入手可能である。カスタム鍛造品は、通常の需要条件下では、大手製造業者から16~26週間を要する。航空宇宙用途のAMS認定材は、通常4~8週間の追加リードタイムが必要です。.
ヘインズ282は、ほとんどの代理店の在庫レベルが低いため、基本リードタイムが長くなっています:標準的な形状では8~16週間、特注鍛造品や大型鋳造品では26~52週間である。ヘインズ282を指定する調達チームは、これらのリードタイムをプロジェクトのスケジュールに組み込む必要があります。.
必要な品質認証
インコネル718 AMS 5662 (棒/鍛造品)、AMS 5663 (棒/鍛造品、熱処理)、AMS 5664 (板/条/板)、AMS 5832 (溶接ワイヤ)。航空宇宙用途では、NADCAP認定の熱処理および材料試験が標準要件です。.
ヘインズ282 AMS 5951(棒鋼/鍛造品/リング)、ASTM B637(棒鋼および鍛造品全般)。航空エンジンOEM独自の仕様は、航空会社のMRO資格認定プログラムの拡大に伴い、ますます一般的になっています。購入者は、注文する前に自社のエンジニアリング・チームに該当する仕様を確認する必要があります。.
エンジニアと調達チームはこの2つの合金のどちらを選ぶべきか?
この記事で取り上げたすべての技術的・商業的要因をまとめ、私たちのチームが顧客に超合金の選択についてアドバイスする際に適用するプロセスを反映した、構造化された意思決定の枠組みを提供します。.
プライマリ・デシジョン・ゲート動作温度
これは譲れない最初の質問です。部品の最高使用温度が600℃未満で、その温度で持続的な静的負荷がない場合、インコネル718の方が高い室温強度、低コスト、優れた加工性に基づいて、ほぼ間違いなく良い選択となります。動作温度が700℃を超え、持続的な機械的負荷(圧力、重量、予荷重)がかかる場合は、関連するすべての特性項目でヘインズ282が技術的に優れた選択肢となる。.
600℃から700℃の範囲では、特定の応力レベル、要求される耐用年数、デューティサイクルに基づくより詳細な分析が必要である。両合金ともこの範囲では競合しており、特定の使用応力レベルとラーソンミラーパラメータを使用したクリープ寿命計算が決定を後押しするはずです。.
二次的決定要因
製造の複雑さ: 溶接部品、特に大型構造物には、熱間成形性に優れ、溶接性も良好なヘインズ282が適している。大量生産される複雑な機械加工部品には、機械加工性に優れ、熱処理が簡単なインコネル718が適している。.
耐用年数の優先順位: 25,000時間を超える部品(陸上タービン、発電設備)では、Haynes 282のクリープ優位性は、時間の経過とともに大きく向上し、より高い初期材料費を正当化します。寿命の短い部品や計画的な交換サイクルの部品では、経済的な利点は縮小します。.
極低温条件: インコネル718は、ほとんどの競合する超合金よりも極低温まではるかに優れた靭性を保持するため、氷点下で機能しなければならない部品には明確な選択肢です。.
サプライチェーンのリスク許容度: 大量生産またはタイトな納期を必要とするプログラムでは、インコネル718のより流動的なサプライチェーンが好まれるかもしれない。長い開発スケジュールを持つ戦略的プログラムは、ヘインズ282の長いリードタイムを吸収することができます。.
意思決定マトリックスの概要
| 決定基準 | インコネル718のポイント | ヘインズ282のポイント |
|---|---|---|
| 動作温度 | 650℃以下 | 700℃以上 |
| プライマリー・ローディング・モード | 引張、疲労、衝撃 | クリープ、持続的ストレス |
| サービス環境 | 低温、中温 | 高酸化、高温腐食 |
| 製造方法 | 複雑な機械加工、溶接アセンブリ(薄型) | 大型溶接構造物、鍛造品 |
| 予算制約 | コスト重視 | パフォーマンス・クリティカル |
| 耐用年数要件 | 短~中(10,000時間未満) | 長寿命(25,000時間以上) |
| サプライチェーン要件 | 標準リードタイム | リードタイム延長可 |
| 規制/認証 | 有資格者(航空宇宙) | 資格取得中/拡大中 |
よくある質問ヘインズ282対インコネル718
1.ヘインズ282は、何℃でインコネル718よりクリープ強度が上回るか。
ヘインズ282は、約650℃から680℃以上の温度で、クリープ強度でインコネル718を上回る。このクロスオーバー温度以下では、インコ ネル718の方が高いγ'+ γ'析出物の体積分率が高いため、耐クリープ性がわずかに優れている。700℃以上では、ヘインズ282の熱的に安定なγ'析出物が劇的に優れた性能を発揮する。760℃、200MPa応力において、ヘインズ282はインコネル718よりも300%以上長いクリープ破断寿命を達成する。このクロスオーバーは、インコネル718の650℃以上でのγ''相の不安定性に直接結びついている。技術者は、クリープが重要な用途でこれら2つの合金を選択する際、この温度しきい値を主要な決定ポイントとして使用する必要があります。出典Haynes International Technical Bulletin H-3159; Haghighatら, Materials Science and Engineering A, 2018.
2.インコネル718はどのような用途でも700℃以上で使用できますか?
インコネル718は、暴露時間が非常に短く、持続応力が低い、または主に繰り返し(持続的ではない)負荷がかかる用途では、700℃を超えて使用することができます。実際には、一部の航空宇宙用排気部品は、700℃を超える短時間の温度スパイクが発生しても、直ちに破損することはありません。しかし、寸法安定性、持続的な耐荷重性、700℃を超える長い使用間隔を必要とする部品には、インコネル718は推奨されない。700°Cから800°Cでの長時間の使用は、不可逆的なγ''相からδ相への変態を引き起こし、引張強さを10%から25%、延性を15%から30%永久に低下させる。インコネル718を設計限界温度を超えて使用することは、工業用途で部品の早期破損を引き起こす一般的な原因である。出典Radavich, Superalloys 718 TMS proceedings, 1994.
3.Haynes 282は航空宇宙ガスタービン用途に承認されていますか?
ヘインズ282は、AMS5951規格の承認を受け、GEアビエーション、ロールス・ロイス、プラット・アンド・ホイットニーを含むいくつかの主要航空宇宙エンジンOEMにおいて、特定の部品用途で認定を受けているか、または現在認定中である。この合金の主な航空宇宙用途には、タービンケーシング、燃焼器部品、次世代ガスタービンの高温部構造リングなどがある。また、この合金はASMEボイラー・圧力容器規格の高温圧力容器用途(Code Case 2625)にも認定されている。広範な航空宇宙分野での認定、特に回転ディスク用途での認定は現在進行中である。購入者は、Haynes 282を指定する前に、特定の部品用途に対す る現在のOEM認定状況を確認する必要がある。出典ASME BPVC Code Case 2625; ヘインズ・インターナショナルの認定データ。.
4.2つの合金の密度と強度重量比の比較は?
インコネル718の密度は約8.19g/cm³である。ヘインズ282の密度は約8.27 g/cm³で、わずかに重い。室温では、インコネル718の比最終引張強さ(1,380 MPa / 8.19 g/cm³ = 168 MPa per g/cm³)は、ヘインズ282の比最終引張強さ(1,050 MPa / 8.27 g/cm³ = 127 MPa per g/cm³)を上回る。しかし、760℃になると、比較は大きく逆転する:ヘインズ282は、インコネル718の580MPaに対し、約860MPaのUTSを達成し、比引張強さはそれぞれ104MPaと71MPa/g/cm³となり、この温度での重量規格化ベースではヘインズ282が46%有利となる。重量が重要な高温構造では、この高温強度/密度比が重要なメリットとなる。出典ヘインズ・インターナショナルH-3159;特殊金属IN718技術データ。.
5.ヘインズ282のコストはインコネル718と比較してどうですか。
原材料ベースでは、2025年から2026年の市況において、ヘインズ282はインコネル718よりキログラム当たり約2倍から3倍高い。しかし、高温用途のライフサイクルコスト分析では、通常この割高感が逆転する。25,000時間の耐用年数を必要とする750℃の部品用途では、クリープによる寸法変化により、8,000~10,000時間ごとにインコネル718の交換が必要になる場合があり、同じ期間にヘインズ282の部品1個に対して2~3個の交換が必要になる。インコネル718の総ライフサイクルコストは、交換の労力、ダウンタイム、再設置コストを加えると、過酷なサービス条件下ではヘインズ282を1.5倍から2.5倍上回ることがあります。このライフサイクル計算は、プレミアム合金の選択を決定するための正しい経済的枠組みです。出典Shingledecker他、ASME Turbo Expo proceedings, 2012; MWalloysアプリケーション分析。.
6.水素脆化に対してより優れた耐性を持つ合金はどれか。
インコネル718は、水素含有環境、特に航空宇宙用水素推進や石油・ガス用途において、より広範な試験と認定を受けています。この合金は、適切な熱処理条件下でサワー(H2S含有)サービスに対するNACE MR0175/ISO 15156の要件を満たしています。インコネル718の水素脆化感受性は、FCC結晶構造と高ニッケル含有量により低い。ヘインズ282もFCC構造と高ニッケル含有 量を有し、水素脆化に対する本質的な耐性は同 様であると予想されるが、水素リッチ環境における 公表されている認定データは、インコネル718の場合 よりも大幅に少ない。水素を使用する用途では、入手可能な文献に基 づくと、インコネル718の方がより十分に文書化さ れ、認定されている。出典NACE MR0175/ISO 15156; Reed, Superalloys, Cambridge, 2006.
7.それぞれの合金にどのような溶接溶加材を使うべきか?
インコネル718の場合、同材継手のTIGおよび MIG溶接では、標準溶接フィラーはERNiFeCr-2 (適合組成、AMS 5832)である。他のニッケル超合金との異種金属継手には、イン コネル625フィラー(ERNiCrMo-3)が保守的なバッ ファーの選択として一般的に使用されている。ヘインズ282の場合、ヘインズ・インターナショナ ル社は、特に高温クリープ用途など、溶接後 の熱処理後に完全な特性一致が必要な場合は、 合金組成フィラー(Alloy 282溶接ワイヤ ー)の使用を推奨している。重要でない継手や、溶接後に完全な溶体化再 焼鈍が不可能な場合は、インコネル625フィ ラーを使用することで、不適切な溶接後処 理を施した適合フィラーがもたらす可能性のある 割れのリスクなしに、許容可能な耐食性と耐酸化 性が得られる。出典Osoba et al., Metallurgical and Materials Transactions A, 2012; Haynes International welding guidelines.
8.高温用途でのヘインズ282とインコネル718のワスパロイとの比較は?
ワスパロイ(UNS N07001)は、ヘインズ282 よりもγ'体積分率が高く(約25%~30%)、同等の温度でより高い室温強度とクリープ強度を持つ競合合金である。しかし、ワスパロイは、インコネル 718とヘインズ 282の両方に比べ、溶接(ひずみ時効割れのリスクが高い)や機械加工が著しく困難である。ヘインズ282は、ワスパロイの高温クリープ 性能に匹敵するよう特別に開発され、同時に加工 性も大幅に改善された。公表された比較によると、ヘインズ282は、760°C、同等の応力で、ワスパロイの10%から15%以内のクリープ破断寿命を達成する一方、Sigmajig試験結果によると、約40%から60%の溶接しやすさを実現しています。高温性能と複雑な溶接加工の両方が要求される用途では、Haynes 282はインコネル718の優れた加工性とワスパロイの高温強度の優れたバランスを表しています。出典Osoba et al., 2012; Sims et al., Superalloys II, Wiley, 1987.
9.エンジニアが注意すべき、ヘインズ282特有の既知の故障モードはありますか?
使用中のHaynes 282については、3つの特定 の破壊モードに注意が必要である。第一に、800℃を超える長時間の使用中に粒界にシグマ相とミュー相が析出すること(8.5%の高モリブデン含有量に関連)は、時効材の粒界延性を低下させる可能性がある。これは、最適化された熱処理と長寿命部品の定期検査によって管理される。第二に、機械加工に起因する表面損傷(不適切 な切削パラメータや鈍い工具による)は、疲労 寿命を低下させる圧縮残留応力や微細構造の損傷を 引き起こす可能性がある。第三に、不適切な溶接後熱処理、特に時間 節約のために溶接後の完全溶体化焼鈍工程を 省略すると、HAZの特性回復が不完全になり、 早期破壊を引き起こすクリープ強度と引張強 度が低下する領域が生じる。これらの破壊モードは既知であり、適切な 技術的管理によって対処可能である。出典Matuszewski et al., International Journal of Fatigue, 2014; Haynes International アプリケーションノート.
10.インコネル718とヘインズ282の機械的負荷がゼロの状態での最高連続使用温度は?
機械的負荷がゼロの状態(純粋な熱暴露、構造応力なし)では、温度限界はクリープよりもむしろ耐酸化性と組織安定性に支配される。インコネル718は、大気中で約980℃までの連続暴露で許容可能な表面酸化率を維持するが、700℃以上では組織劣化(粒界におけるδ相の成長)が連続的に起こるため、長時間の暴露を考慮する必要がある。ヘインズ282は、約1,010℃までの連続暴露で許容可能な酸化速度を維持し、γ'析出相の熱安定性が高いため、700℃から1,000℃の範囲でインコネル718より優れた組織安定性を示す。大きな応力を受ける部品については、両合金ともゼロ負荷酸化限界ではなく、構造限界温度(IN718は650℃、H282は900℃)で評価する必要がある。出典ヘインズ・インターナショナル H-3159 技術情報;スペシャル・メタルズ・コーポレーション IN718 技術データシート。.
要約:エンジニアリングの要点
ヘインズ282とインコネル718の選択は、一般的な優劣を問うものではなく、コストと性能に重大な影響を及ぼす、精密な温度に支配された技術的な決定である。.
インコネル718は、23℃から650℃の性能範囲において支配的な超合金であり続け、比類のない引張強さ、耐疲労性、極低温能力、加工性、サプライチェーンの深さを提供します。インコネル718は、60年以上にわたる製造の歴史、広範な認定データベース、そして競争力のある価格設定により、その温度範囲内で使用されるあらゆる用途において、合理的な既定の選択肢となっています。.
ヘインズ282は、耐クリープ性、耐酸化性、加工性 を兼ね備えた、溶接が容易な析出硬化型ニッケル超 合金としては他に類を見ない、650℃から900℃の 範囲で、ユニークかつ重要性を増している 性能領域を占めています。先進ガスタービン、A-USC蒸気発電所、次世 代航空宇宙推進システムの作動温度が上昇す るにつれて、ヘインズ282の応用領域もそれに応じて拡 大していくだろう。.
MWalloys社では、どちらの合金も完全な材料証明書、アプリケーションエンジニアリングサポート、トレーサビリティ文書と共に供給しております。なぜなら、正しく選択された合金は、間違った使用条件に適用された高級合金を常に凌駕するからです。.
参考文献
- ヘインズ・インターナショナルAlloy 282 テクニカル・ブリテン H-3159.2023.
- 特殊金属株式会社インコネル合金718テクニカル・データ.2023.
- リード、R.C. 超合金基礎と応用. .Cambridge University Press, 2006.
- シムズ、C.T.、ストロフ、N.S.、ヘーゲル、W.C. 超合金 II. .Wiley, 1987.
- Haghighat, S. et al. 材料科学・工学A, 第718巻Elsevier, 2018.
- Osoba, L.O. et al. 冶金・材料論文誌A, 第43巻TMS, 2012.
- Matuszewski, K. et al. 疲労の国際ジャーナル, 第61巻Elsevier, 2014.
- Shingledecker, J.P. et al. ASMEターボエキスポ予稿集. .ASME, 2012.
- ラダビッチ、J.F. 超合金718、625、706および誘導体. .TMS, 1994.
- フラー、D.、フェヒト、H. JOM, 第51巻TMS, 1999.
- ASMEボイラー圧力容器コード、コードケース2625。.
- AMS 5662, 5663, 5664, 5832, 5951 仕様。SAEインターナショナル.
- NACE MR0175 / ISO 15156。NACEインターナショナル.
- オークリッジ国立研究所材料科学局。A-USC 研究プログラム報告書。2010-2015.
