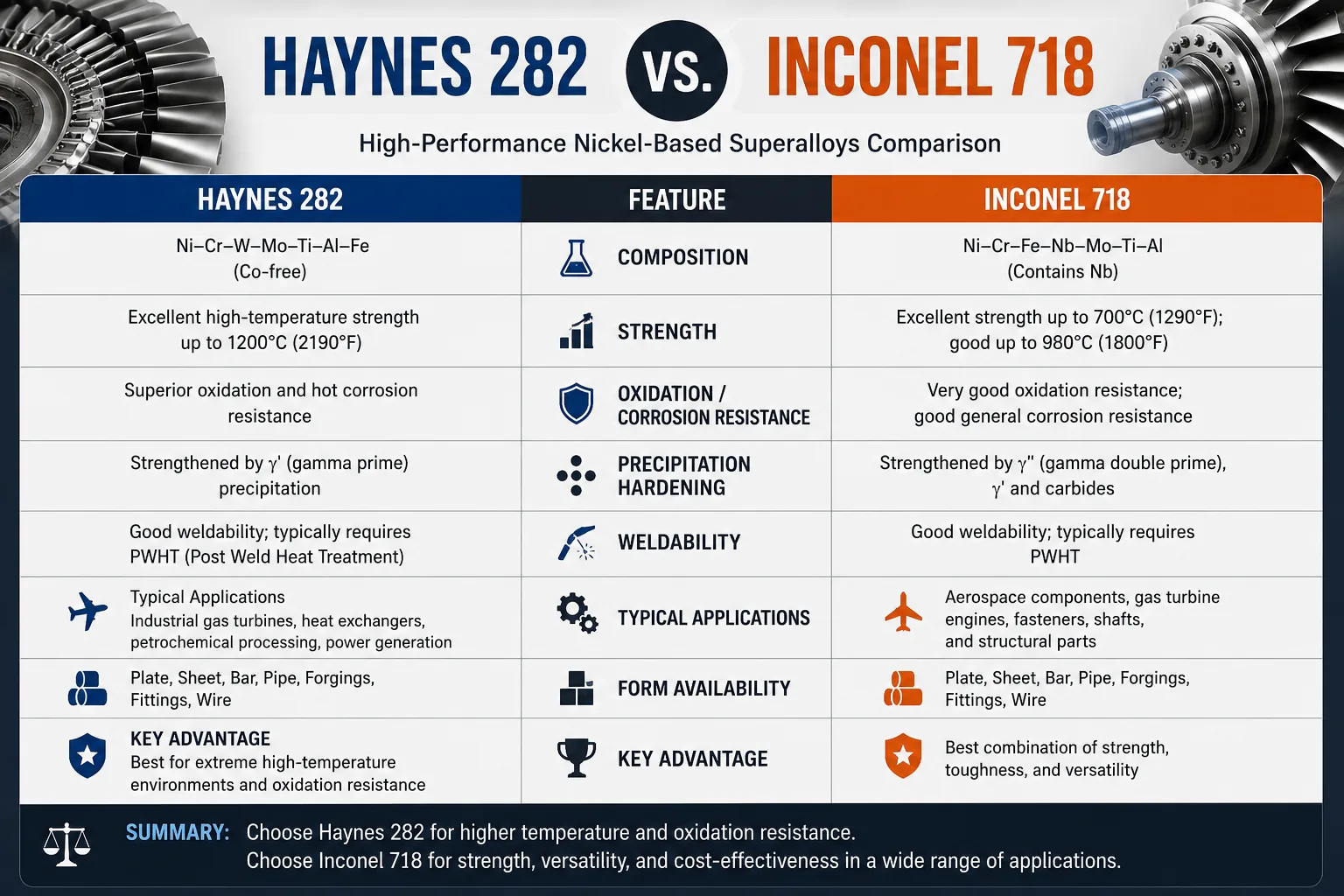
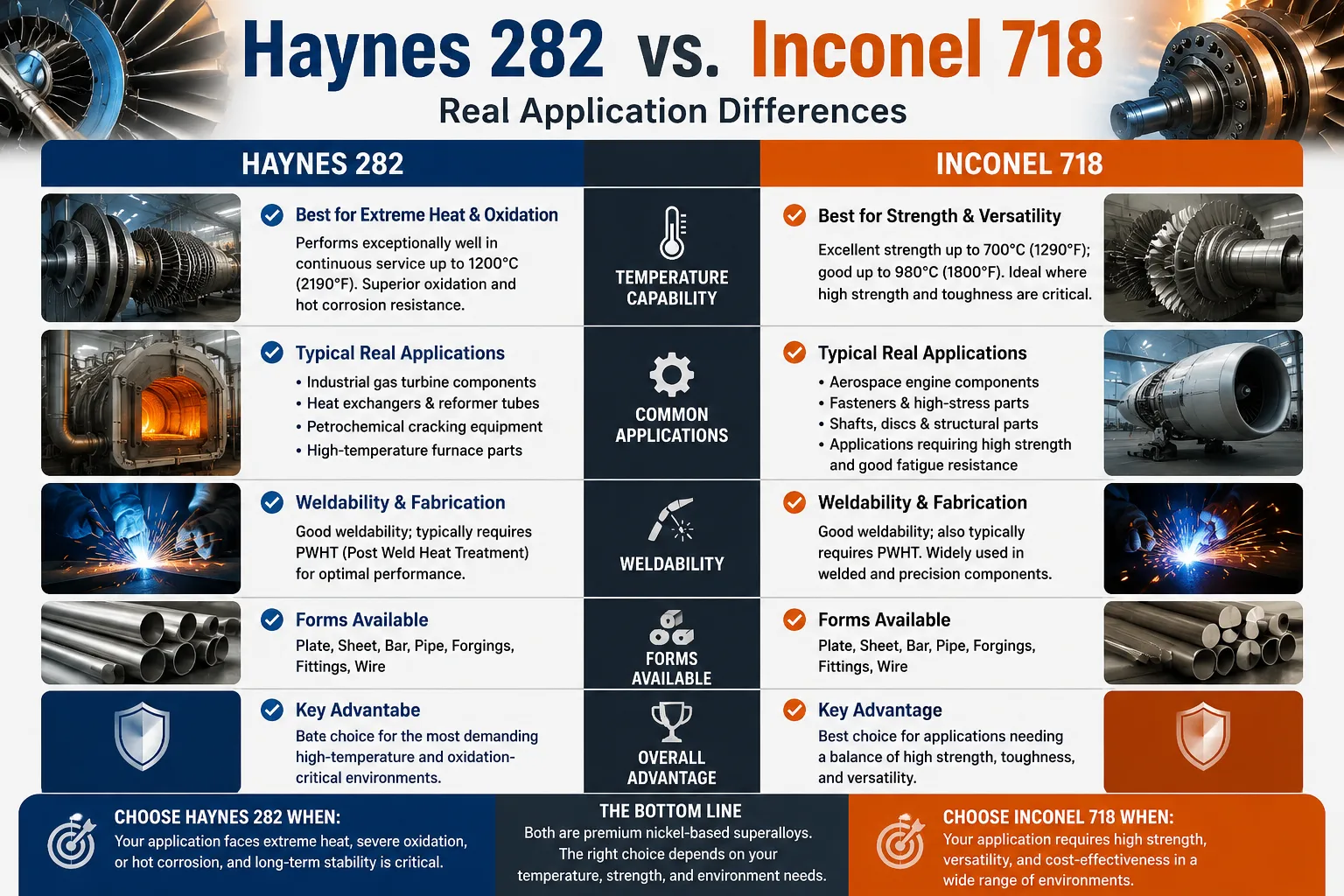
Haynes 282 supera Inconel 718 La resistenza allo scorrimento al di sopra dei 700°C lo rende la scelta migliore per le applicazioni strutturali ad alta temperatura di lunga durata, come gli involucri delle turbine a gas, i rivestimenti dei combustori e i componenti aerospaziali a sezione calda. L'Inconel 718 mantiene il suo vantaggio al di sotto dei 650°C, dove la sua eccezionale resistenza alla trazione, alla fatica e alla fabbricazione ne fanno la lega dominante nei dischi delle turbine, nei dispositivi di fissaggio e nell'hardware criogenico. La scelta della lega sbagliata tra queste due superleghe può ridurre la durata dei componenti da 40% a 60% e aumentare significativamente i costi di manutenzione.
Cosa differenzia Haynes 282 e Inconel 718 a livello compositivo?
La comprensione del motivo per cui queste due leghe si comportano in modo così diverso in servizio inizia a livello atomico, in particolare per quanto riguarda il modo in cui ciascuna lega raggiunge la propria resistenza e cosa significa per le prestazioni in temperatura. Abbiamo lavorato con entrambe le leghe in applicazioni aerospaziali, di generazione di energia e di forni industriali e le differenze di composizione spiegano quasi tutte le divergenze di comportamento che osserviamo sul campo.
Inconel 718: la fase Delta e la strategia del niobio
L'Inconel 718 (UNS N07718, AMS 5662/5664) è una superlega di nichel-cromo indurente per precipitazione, sviluppata negli anni '60 dalla International Nickel Company. La sua composizione nominale comprende circa 50% - 55% di nichel, 17% - 21% di cromo, 4,75% - 5,5% di niobio più tantalio, 2,8% - 3,3% di molibdeno, 0,65% - 1,15% di titanio e 0,2% - 0,8% di alluminio, con un saldo di ferro (in genere 17% di Fe).
Il meccanismo di rafforzamento primario nell'Inconel 718 è la precipitazione della fase gamma-doppia-prima (γ'') - un precipitato ordinato tetragonale Ni3Nb a corpo centrato - insieme a un contributo secondario della fase gamma-prima (γ'') (Ni3(Al,Ti)). La fase γ'' è metastabile: al di sopra di circa 650°C, si trasforma lentamente verso la fase delta (δ) di equilibrio (anch'essa Ni3Nb, ma con struttura cristallina ortorombica), che non fornisce alcun rafforzamento e può anzi infragilire i bordi dei grani.
Questa trasformazione da γ'' a δ è il motivo fondamentale per cui l'Inconel 718 perde la resistenza al creep oltre i 650°C. La cinetica di trasformazione accelera rapidamente al di sopra dei 700°C e a 750°C la trasformazione è abbastanza veloce da causare un degrado misurabile delle proprietà entro centinaia di ore, un lasso di tempo inaccettabile per i componenti aerospaziali di lunga durata.
Il contenuto di niobio che consente la precipitazione γ'' rende l'Inconel 718 anche incline alla segregazione del niobio durante la solidificazione, creando la fase di Laves (Fe2Nb) nella condizione as-cast. Il trattamento termico di omogeneizzazione dissolve la maggior parte della fase Laves, ma la segregazione residua può ridurre la duttilità. Ecco perché il doppio trattamento di invecchiamento (720°C/8h + 620°C/8h) è così critico per lo sviluppo delle proprietà dell'Inconel 718.
Haynes 282: La cinetica Gamma-Prime più lenta
La Haynes 282 (UNS N07208, ASTM B637) è stata sviluppata da Haynes International e introdotta in commercio nel 2005 proprio per risolvere i limiti di creep ad alta temperatura delle leghe γ'-rinforzate esistenti, migliorando al contempo la fabbricabilità rispetto a leghe come Waspaloy e Rene 41. La sua composizione nominale contiene circa 57% di nichel, 20% di cromo, 10% di cobalto, 8,5% di molibdeno, 2,1% di titanio e 1,5% di alluminio.
La decisione ingegneristica chiave della Haynes 282 è la frazione volutamente più bassa di precipitato γ' - circa 15% - 20% in volume, rispetto alle 25% - 35% della Waspaloy e alle frazioni più alte della Rene 41. Questa frazione γ' più bassa riduce la forza motrice per la formazione di precipitati e rende la lega significativamente più saldabile e formabile rispetto alle leghe γ ad alta resistenza concorrenti. Questa frazione γ' più bassa riduce la forza motrice per la formazione di precipitati e rende la lega significativamente più saldabile e formabile rispetto alle leghe rinforzate con γ'ad alta resistenza della concorrenza.
In particolare, Haynes 282 non contiene niobio e si basa interamente sulla fase γ' (Ni3(Al,Ti)) per il rafforzamento per precipitazione. La fase γ' dell'Haynes 282 è termicamente stabile fino a temperature superiori a 950°C, ben oltre il limite di stabilità di 650°C della fase γ'' dell'Inconel 718. Questa stabilità termica del precipitato di rinforzo è il motivo fondamentale per cui Haynes 282 offre prestazioni di creep superiori a temperature elevate.
Il contenuto di cobalto (10%) nell'Haynes 282 svolge molteplici funzioni: aumenta la temperatura di solvenza γ', rafforza la matrice per effetto della soluzione solida e migliora la resistenza all'ossidazione stabilizzando lo strato di ossido superficiale alle alte temperature.
| Elemento compositivo | Inconel 718 (wt%) | Haynes 282 (wt%) | Ruolo funzionale |
|---|---|---|---|
| Nichel (Ni) | 50-55 | ~57 (equilibrio) | Stabilità della matrice austenitica |
| Cromo (Cr) | 17-21 | 19-21 | Resistenza all'ossidazione/corrosione |
| Ferro (Fe) | 17 (saldo) | <1.5 | Riduzione dei costi (IN718), traccia (H282) |
| Molibdeno (Mo) | 2.8-3.3 | 8-9 | Rafforzamento della soluzione solida |
| Niobio (Nb) | 4.75-5.5 | Nessuno | Precipitazione 'γ' (solo IN718) |
| Cobalto (Co) | <1 | 10 | γ' elevazione del solvus, rafforzamento della matrice |
| Titanio (Ti) | 0.65-1.15 | 1.9-2.3 | γ' ex (Ni3Ti) |
| Alluminio (Al) | 0.2-0.8 | 1.3-1.7 | γ' ex (Ni3Al) |
| Fase di rafforzamento primario | γ'' (Ni3Nb) + γ' | γ' (Ni3(Al,Ti)) | Indurimento per precipitazione |
| Limite di stabilità di fase | ~650°C (γ'' → δ) | ~950°C (γ' stabile) | Soffitto con prestazioni ad alta temperatura |
Come si confronta la resistenza allo scorrimento tra Haynes 282 e Inconel 718?
La resistenza al creep è la proprietà più importante che differenzia queste due leghe per le applicazioni in cui sono in competizione. Il creep - la deformazione plastica in funzione del tempo sottoposta a sollecitazioni prolungate a temperature elevate - determina se un involucro di turbina mantiene le tolleranze dimensionali per 25.000 ore di funzionamento o se un rivestimento del combustore si allunga a tal punto da causare guasti alle guarnizioni.
Dati sulla rottura per scorrimento: I numeri critici
I dati pubblicati sulla rottura per scorrimento, tratti dalla documentazione tecnica di Haynes International e dalla letteratura scientifica, forniscono il confronto più chiaro. Per un test di rottura per scorrimento di 100 ore:
- A 650°C / 550 MPa: L'Inconel 718 si rompe in circa 150-300 ore; l'Haynes 282 supera le 1.000 ore sotto sforzo equivalente (Haghighat, S. et al.), Scienza e ingegneria dei materiali A, volume 718, 2018).
- A 700°C / 400 MPa: L'Inconel 718 si rompe entro 10-50 ore; l'Haynes 282 raggiunge una durata di rottura superiore a 300 ore.
- A 760°C / 200 MPa: L'Inconel 718 non ha sostanzialmente alcuna resistenza utile allo scorrimento; l'Haynes 282 mantiene l'integrità strutturale per oltre 1.000 ore.
Il parametro di Larson-Miller, un indicatore della vita di scorrimento nel tempo e alla temperatura, quantifica questo vantaggio in modo sistematico. Haynes 282 mostra un parametro Larson-Miller superiore di circa 3.000-5.000 unità rispetto all'Inconel 718 a livelli di sollecitazione equivalenti nella finestra di temperatura compresa tra 650°C e 900°C (Haynes International Technical Bulletin H-3159, 2023).
Per il limite di deformazione da scorrimento 1% (spesso il criterio ingegneristico pratico piuttosto che la rottura):
| Temperatura | Sollecitazione per 1% Creep in 1.000 ore (Inconel 718) | Sollecitazione per 1% Creep in 1.000 ore (Haynes 282) | Vantaggio |
|---|---|---|---|
| 600°C | ~480 MPa | ~420 MPa | IN718 +14% |
| 650°C | ~380 MPa | ~400 MPa | H282 +5% |
| 700°C | ~180 MPa | ~340 MPa | H282 +89% |
| 760°C | ~60 MPa | ~250 MPa | H282 +317% |
| 815°C | <20 MPa | ~170 MPa | H282 dominante |
| 870°C | Trascurabile | ~100 MPa | H282 dominante |
Fonti: Bollettino Haynes International H-3159; scheda tecnica Special Metals Corporation IN718; Bouse, G.K. et al., Superalloys 2008.
Perché il crossover si verifica in prossimità di 650°C
L'incrocio della resistenza al creep tra 630°C e 680°C non è casuale: corrisponde esattamente all'intervallo di temperatura in cui la stabilità dei precipitati γ'' inizia a degradarsi nell'Inconel 718. Al di sotto di questo incrocio, la frazione di volume più elevata e la distribuzione più fine dei precipitati della combinazione γ'' + γ'' nell'Inconel 718 offre una resistenza al creep leggermente migliore rispetto al sistema γ' a più bassa frazione volumetrica nell'Haynes 282. Al di sopra del crossover, la fase γ'' in dissoluzione lascia all'Inconel 718 solo il suo contenuto di γ' in diminuzione e il rafforzamento in soluzione solida, mentre il γ' dell'Haynes 282 continua a fornire un rafforzamento completo per precipitazione.
Questo fenomeno di incrocio è il motivo per cui la temperatura di applicazione è la prima domanda più importante nella scelta della lega tra questi due materiali. Sbagliare anche solo di 50°C può portare a una riduzione della vita del componente di 60% o più.
Comportamento allo scorrimento in servizio di lunga durata (da 10.000 a 100.000 ore)
La maggior parte dei dati pubblicati sul creep riguarda durate di prova fino a 1.000 ore, a causa dei vincoli pratici delle prove. L'estrapolazione alle 25.000 - 100.000 ore rilevanti per i componenti delle turbine per la generazione di energia introduce un'incertezza significativa. L'analisi indipendente del comportamento al creep dell'Haynes 282 condotta dall'Oak Ridge National Laboratory (ORNL) nell'ambito del programma per turbine a vapore Advanced Ultra-Supercritical (A-USC) del Dipartimento dell'Energia degli Stati Uniti ha dimostrato che l'Haynes 282 mantiene le previsioni di resistenza al creep entro bande di dispersione accettabili a vite estrapolate oltre le 100.000 ore a 700°C e 100 MPa di sollecitazione (Shingledecker, J.P. et al.), Atti dell'ASME Turbo Expo, 2012).
L'approvazione dell'ORNL è stata significativa perché l'Haynes 282 è stato successivamente qualificato per l'uso nei rotori e negli involucri delle turbine a vapore dell'A-USC, applicazioni in cui l'Inconel 718 non può competere a causa dei limiti di temperatura.

Quali sono i limiti operativi effettivi per le alte temperature di ciascuna lega?
Il termine "limite operativo" comprende molteplici vincoli: la temperatura al di sopra della quale i tassi di scorrimento diventano inaccettabili per le applicazioni strutturali, il limite di ossidazione al di sopra del quale la degradazione superficiale diventa rapida e il limite di stabilità microstrutturale al di sopra del quale i cambiamenti di fase danneggiano permanentemente le proprietà.
Limiti di temperatura di Inconel 718
Limite di scorrimento strutturale: Per le applicazioni strutturali a carico prolungato, il limite superiore pratico di temperatura per l'Inconel 718 è di circa 650°C (1.200°F). Al di sopra di questa temperatura, inizia la dissoluzione γ'' e i tassi di scorrimento aumentano abbastanza rapidamente da rendere impraticabile un servizio di lunga durata per la maggior parte delle applicazioni aerospaziali e di generazione di energia. Alcune applicazioni di breve durata (carico ciclico, cicli di lavoro limitati) possono estendere questa temperatura fino a circa 700°C.
Limite di ossidazione: Il contenuto di cromo dell'Inconel 718, compreso tra 18% e 20%, garantisce una resistenza all'ossidazione adeguata per un servizio continuo fino a circa 980°C in atmosfera atmosferica. Il contenuto di ferro della lega (17%) rappresenta una debolezza relativa nella resistenza all'ossidazione rispetto alle superleghe di nichel prive di ferro. Per considerazioni di sola ossidazione (nessun carico strutturale), l'Inconel 718 può funzionare fino a 980°C con tassi di degradazione superficiale accettabili.
Limite di stabilità microstrutturale: La solvenza della fase delta nell'Inconel 718 è di circa 1.010°C. Tra 650°C e 1.010°C, l'equilibrio tende alla formazione della fase delta da γ''. Al di sopra dei 1.010°C, tutte le fasi precipitate si dissolvono e la lega è in soluzione solida, adatta alla ricottura ma non al servizio strutturale.
Degrado da invecchiamento a lungo termine: L'esposizione prolungata a 650°C e 750°C causa la graduale trasformazione γ'' → δ, che riduce la resistenza alla trazione e la duttilità nel tempo. I dati pubblicati mostrano una riduzione da 10% a 15% della resistenza alla trazione a temperatura ambiente dopo 10.000 ore a 650°C (Radavich, J.F., Superleghe 718, 625, 706 e derivati, TMS, 1994).
Haynes 282 Limiti di temperatura
Limite di scorrimento strutturale: Per un servizio strutturale prolungato, la Haynes 282 mantiene una resistenza al creep utile fino a circa 900°C (1.650°F). La lega è stata specificamente progettata per colmare il divario tra le leghe rinforzate in soluzione solida (come la Haynes 230, utile fino a ~900°C ma con una resistenza inferiore) e le leghe convenzionali indurite per precipitazione (come la Waspaloy, forte ma difficile da saldare).
Limite di ossidazione: La resistenza all'ossidazione dell'Haynes 282 trae vantaggio dal suo contenuto di cromo 20% e dall'assenza di ferro significativo, fornendo prestazioni superiori rispetto all'Inconel 718 a temperature equivalenti. La resistenza all'ossidazione continua si estende fino a circa 1.010°C (1.850°F). La resistenza all'ossidazione ciclica, spesso più impegnativa dell'ossidazione isoterma, è particolarmente forte per l'Haynes 282 grazie alla tendenza alla formazione di allumina delle sue scaglie di ossido.
Limite di stabilità microstrutturale: La temperatura di solvenza γ' in Haynes 282 è di circa 1.010°C - 1.040°C, a seconda della composizione esatta. Al di sotto di questa temperatura e al di sopra degli 800°C, la coartazione γ' (maturazione di Ostwald) si verifica per un tempo prolungato. Haynes 282 è stato specificamente formulato per avere una cinetica di coartazione γ' più lenta rispetto alle leghe concorrenti, mantenendo distribuzioni di precipitati più fini per periodi di servizio più lunghi.
Preoccupazione per la fase Sigma: Al di sopra degli 800°C in condizioni di servizio prolungato, l'Haynes 282 può formare piccole quantità di fase sigma o mu ai confini dei grani a causa dell'elevato contenuto di molibdeno (8,5%). Sebbene in genere non sia sufficiente a causare un'immediata perdita di proprietà, la formazione di fase sigma ai confini dei grani può ridurre la duttilità del materiale invecchiato. L'ottimizzazione del trattamento termico può minimizzare questo rischio.
| Limite della proprietà | Inconel 718 | Haynes 282 | Note |
|---|---|---|---|
| Limite superiore di scorrimento strutturale | ~650°C | ~900°C | Basato su tassi di scorrimento accettabili per il servizio strutturale. |
| Ossidazione Servizio continuo | ~980°C | ~1,010°C | In aria atmosfera |
| Resistenza all'ossidazione ciclica | Buono fino a 870°C | Molto buono fino a 1.010°C | H282 vantaggio dovuto alle incrostazioni di allumina |
| γ'' / γ' Solvus | ~1.010°C (fase δ) | ~1.030°C (γ' solvus) | Stabilità microstrutturale di riferimento |
| Temperatura massima di breve durata | ~700°C strutturale | ~950°C strutturale | Cicli/tempo limitati a temperatura elevata |
| Idoneità criogenica | Eccellente (fino a -253°C) | Buono (fino a -196°C) | IN718 favorito per applicazioni criogeniche |
In che modo le proprietà di trazione e fatica differiscono tra gli intervalli di temperatura?
Il creep domina la conversazione per i carichi statici di lunga durata, ma i componenti delle turbine subiscono anche carichi meccanici ciclici (fatica a basso ciclo da cicli start-stop) e carichi vibrazionali ad alta frequenza (fatica ad alto ciclo da oscillazioni della pressione di combustione). Entrambe le leghe devono funzionare in questo spettro completo di modalità di carico.
Proprietà di trazione a temperatura ambiente
A temperatura ambiente, l'Inconel 718 presenta un vantaggio significativo in termini di resistenza alla trazione rispetto all'Haynes 282. Ciò riflette la maggiore frazione di volume e il più forte indurimento per precipitazione ottenibile con il sistema combinato γ'' + γ''.
| Proprietà | Inconel 718 (AMS 5662) | Haynes 282 | Condizione di prova |
|---|---|---|---|
| Resistenza alla trazione finale | 1.380 MPa (200 ksi) | 1.050 MPa (152 ksi) | Temperatura ambiente |
| 0,2% Resistenza allo snervamento | 1.170 MPa (170 ksi) | 775 MPa (112 ksi) | Temperatura ambiente |
| Allungamento a rottura | 12% minimo | 26% | Temperatura ambiente |
| Riduzione dell'area | 15% minimo | 38% | Temperatura ambiente |
| Durezza | 36-44 HRC | 28-32 HRC | Tipico dopo l'invecchiamento |
Fonti: Specifiche AMS 5662; Bollettino tecnico Haynes International Alloy 282 H-3159.
Il vantaggio sostanziale dell'allungamento e della riduzione dell'area della Haynes 282 a temperatura ambiente è significativo: indica una tenacità e una resistenza significativamente maggiori alla rottura indotta da intaglio. Questa maggiore duttilità è direttamente legata alla minore frazione di volume γ' e contribuisce alla superiore saldabilità della lega.
Proprietà di trazione a temperature elevate
Il vantaggio in termini di resistenza relativa si sposta con la temperatura. A 650°C e oltre, il divario tra le due leghe si riduce perché la fase γ'' dell'Inconel 718 inizia la sua transizione di stabilità:
| Temperatura | IN718 UTS (MPa) | H282 UTS (MPa) | Vantaggio IN718 |
|---|---|---|---|
| 23°C | 1,380 | 1,050 | +31% |
| 540°C | 1,280 | 1,000 | +28% |
| 650°C | 1,100 | 960 | +15% |
| 700°C | 860 | 930 | H282 +8% |
| 760°C | 580 | 860 | H282 +48% |
| 870°C | 280 | 620 | H282 +121% |
Fonti: Dati Special Metals Corporation IN718; dati tecnici Haynes International H282; entrambe le condizioni di trattamento termico standard.
Prestazioni di fatica: Regimi a basso ciclo rispetto a quelli ad alto ciclo
Le prestazioni di fatica a basso ciclo (LCF) - critiche per i componenti di dischi e involucri sottoposti a cicli termici e di pressione start-stop - favoriscono l'Inconel 718 a temperature inferiori a 600°C grazie alla sua maggiore resistenza allo snervamento, che limita la deformazione plastica per ciclo. A temperature superiori a 700°C, il vantaggio della resistenza conservata dell'Haynes 282 inverte questa tendenza.
I limiti di resistenza alla fatica ad alto ciclo (HCF) seguono uno schema simile. L'Inconel 718 mostra un limite di resistenza HCF di circa 620 MPa a temperatura ambiente, mentre l'Haynes 282 raggiunge circa 480 MPa - un riflesso delle rispettive differenze di snervamento. A 700°C, questi valori convergono, con entrambe le leghe che mostrano limiti HCF compresi tra 350 e 420 MPa (Furrer, D. e Fecht, H.), JOM, volume 51, 1999).
La fatica termo-meccanica (TMF) - cicli simultanei di temperatura e deformazione meccanica - è probabilmente la modalità di fatica più impegnativa per i componenti delle turbine. L'Haynes 282 ha dimostrato una durata superiore alla TMF rispetto all'Inconel 718 a temperature di picco superiori a 700°C in diversi studi pubblicati, attribuiti alla sua maggiore resistenza al creep che riduce la componente di danno da interazione creep-fatica (Matuszewski, K. et al., Rivista internazionale di fatica, volume 61, 2014).

Quale lega offre una migliore resistenza all'ossidazione e alla corrosione a caldo?
Le leghe strutturali per alte temperature devono sopravvivere non solo ai carichi meccanici, ma anche agli attacchi ambientali aggressivi. L'ossidazione e la corrosione a caldo sono meccanismi di degrado superficiale che riducono la sezione trasversale portante, innescano cricche da fatica in corrispondenza delle fosse superficiali e, se non gestiti correttamente, possono causare guasti catastrofici ai componenti.
Resistenza all'ossidazione isotermica
Entrambe le leghe si basano principalmente sul cromo per formare una scaglia protettiva Cr2O3 nell'intervallo di temperatura inferiore a circa 900°C. Al di sopra di questa temperatura, le incrostazioni di cromo volatilizzano come CrO3 nei flussi di gas ad alta velocità, rendendo sempre più importante la formazione di incrostazioni di allumina (Al2O3).
Il maggior contenuto di alluminio dell'Haynes 282 (da 1,3% a 1,7%) rispetto all'Inconel 718 (da 0,2% a 0,8%) gli conferisce un vantaggio significativo nella tendenza alla formazione di scaglie di allumina a temperature superiori a 800°C. I dati pubblicati sull'ossidazione isotermica a 1.010°C mostrano che l'Haynes 282 ha un guadagno di massa specifica di circa 0,8 mg/cm² dopo 1.000 ore, rispetto ai circa 2,1 mg/cm² dell'Inconel 718, il che rappresenta una resistenza all'ossidazione 2,6 volte migliore a questa temperatura (bollettino Haynes International H-3159, 2023).
Ossidazione ciclica: Un test più impegnativo
I test di ossidazione ciclica (riscaldamento a temperatura, poi raffreddamento a temperatura ambiente ripetuto) sono più dannosi dell'esposizione isoterma, perché la mancata corrispondenza dell'espansione termica provoca la spallazione delle scaglie di ossido a ogni ciclo di raffreddamento, esponendo il metallo fresco alla riossidazione. Le incrostazioni interne di Haynes 282, ricche di allumina, sono più aderenti e resistenti alla spallazione rispetto alle incrostazioni di cromo dell'Inconel 718 a temperature superiori a 900°C, garantendo migliori prestazioni di ossidazione ciclica.
Ai test di ossidazione ciclica a 1.010°C (cicli di 30 minuti), Haynes 282 mostra una perdita di metallo di circa 0,02 mm per 1.000 cicli, rispetto ai circa 0,08 mm dell'Inconel 718: un vantaggio di 4 volte per Haynes 282 in questa impegnativa condizione di prova (test interni di Haynes International, con riferimento al bollettino tecnico H-3159).
Corrosione a caldo di tipo I e II
La corrosione a caldo - ossidazione accelerata causata dai depositi di sali di solfato dei prodotti di combustione - si presenta in due forme con regimi di temperatura diversi:
Corrosione a caldo di tipo I (da 800°C a 950°C): Si tratta di depositi di Na2SO4 fusi che fondono la scaglia di ossido protettivo, causando un rapido spreco di metallo. Il cromo è l'elemento protettivo principale; le leghe con un contenuto di cromo più elevato hanno generalmente prestazioni migliori. Sia l'Inconel 718 (18% Cr) che l'Haynes 282 (20% Cr) hanno una resistenza di tipo I paragonabile, con l'Haynes 282 leggermente in vantaggio grazie al suo maggiore contenuto di cromo.
Corrosione a caldo di tipo II (da 600°C a 750°C): Coinvolge depositi di solfato misto (Na2SO4 + CoSO4 o NiSO4) a temperature più basse. Il maggior contenuto di cobalto dell'Haynes 282 (10%) aumenta teoricamente la sua suscettibilità al tipo II, poiché il solfato di cobalto è un reagente chiave nel meccanismo del tipo II. Tuttavia, i test pratici condotti su Haynes 282 in ambienti marini simulati di turbine a gas non hanno mostrato prestazioni di tipo II significativamente peggiori rispetto all'Inconel 718 (Sims, C.T. et al.), Superleghe II, Wiley, 1987).
Come si confrontano la lavorabilità e la saldabilità delle due leghe?
Questa sezione è spesso sottovalutata negli articoli di comparazione, ma nella nostra esperienza i vincoli di fabbricabilità determinano di norma la scelta della lega tanto quanto le proprietà meccaniche. Una lega con proprietà meccaniche ideali che non può essere saldata senza incrinarsi non è una scelta pratica per molte geometrie di componenti.
Saldabilità dell'Inconel 718: Il punto di riferimento del settore
La posizione dell'Inconel 718 come superlega aerospaziale più diffusa è in parte attribuibile alla sua eccezionale saldabilità, risultato diretto della lenta cinetica di precipitazione γ'' rispetto ad altre superleghe di nichel indurite per precipitazione. La precipitazione γ'' è abbastanza lenta che, durante la saldatura, la zona termicamente alterata (ZTA) non precipita abbastanza rapidamente da causare cricche da deformazione durante il raffreddamento per costrizione.
Ciò contrasta nettamente con leghe come il Rene 41 o il Waspaloy, dove le cinetiche di precipitazione γ' più rapide rendono la cricca in ZTA un problema significativo. In molte applicazioni, l'Inconel 718 può essere saldato allo stato invecchiato con processi di saldatura TIG (GTAW), MIG (GMAW) e a fascio elettronico convenzionali, senza trattamento con soluzione post-saldatura. Questa flessibilità di produzione ha reso l'Inconel 718 il materiale preferito per gli assemblaggi saldati, dai serbatoi criogenici ai dischi delle turbine.
Il trattamento termico post-saldatura dell'Inconel 718 prevede in genere un trattamento di invecchiamento diretto (720°C + 620°C) senza richiedere una ricottura completa in soluzione, semplificando ulteriormente la produzione.
Haynes 282 Saldabilità: Il risultato della progettazione
La Haynes 282 è stata esplicitamente progettata per avere una migliore saldabilità rispetto alla Waspaloy e alla Rene 41, pur offrendo proprietà ad alta temperatura comparabili. L'obiettivo di progetto - ridurre la frazione di volume di γ' a circa 15% - 20% mantenendo la stabilità termica - è riuscito a produrre una lega che può essere saldata con un rischio significativamente inferiore di cricche da deformazione rispetto ad altre superleghe di nichel ad alta resistenza.
Le valutazioni di saldabilità pubblicate utilizzando il test Sigmajig (un test standardizzato di criccatura per invecchiamento da deformazione) mostrano che la Haynes 282 si colloca tra l'Inconel 718 (eccellente) e la Waspaloy (scarsa) - significativamente meglio della maggior parte delle leghe concorrenti indurite per precipitazione ad alta temperatura (Osoba, L.O. et al.), Transazioni di metallurgia e materiali A, volume 43, 2012).
L'Haynes 282 viene saldato abitualmente mediante TIG, saldatura ad arco al plasma e saldatura laser. Il trattamento termico post-saldatura consigliato è una ricottura completa a 1.010°C seguita dall'invecchiamento standard in due fasi (1.010°C/2h + 788°C/8h + 649°C/8h). Questo ciclo post-saldatura, più complesso rispetto a quello dell'Inconel 718, comporta un aumento dei tempi e dei costi di produzione, ma è necessario per il ripristino completo delle proprietà.
Confronto della lavorabilità
Entrambe le leghe sono classificate come materiali difficili da lavorare che richiedono utensili in metallo duro, refrigerante ad alta pressione e parametri di taglio conservativi. Tuttavia, le differenze relative di lavorabilità sono significative per la stima dei costi di produzione:
- L'Inconel 718 allo stato ricotto ha un indice di lavorabilità di circa 20% - 25% rispetto all'acciaio per la lavorazione libera (AISI 1212 = 100%).
- L'Haynes 282 allo stato ricotto è leggermente più difficile da lavorare a causa del suo maggiore tasso di incrudimento, con una lavorabilità approssimativamente compresa tra 15% e 20% rispetto all'acciaio 1212.
- Per la lavorazione di finitura dell'Inconel 718 invecchiato si utilizzano utensili in ceramica (gradi SiAlON) e CBN; utensili simili si applicano all'Haynes 282.
| Attributo di fabbricabilità | Inconel 718 | Haynes 282 | Vincitore |
|---|---|---|---|
| Valutazione complessiva della saldabilità | Eccellente | Buono-Molto buono | IN718 |
| Rischio di fessurazione da deformazione e invecchiamento | Molto basso | Basso | IN718 |
| Trattamento termico post-saldatura | Età diretta (più semplice) | Ricottura completa + invecchiamento (complesso) | IN718 |
| Indice di lavorabilità (relativo) | ~20-25% | ~15-20% | IN718 |
| Formabilità a caldo (forgiatura) | Buono | Molto buono | H282 |
| Formabilità a freddo | Moderato | Buono | H282 |
| Idoneità alla fusione | Buono (VIM/VAR) | Buono (VIM/VAR) | Comparabile |
| Lavorazione della metallurgia delle polveri | Ampiamente qualificato | Limitata ma in crescita | IN718 |
Quali sono le reali differenze applicative nel settore aerospaziale e in quello della generazione di energia?
I confronti tra le proprietà astratte diventano più significativi quando si basano sulle applicazioni reali dei componenti e dell'industria. Entrambe le leghe hanno domini di applicazione consolidati e in espansione, con una concorrenza diretta limitata nella maggior parte dei casi d'uso reali.
Applicazioni dominanti di Inconel 718
Dischi e blischi della turbina: Il più grande campo di applicazione dell'Inconel 718 rimane quello dei dischi per turbine nei motori a gas, sia aerei che industriali. La combinazione di un'elevata resistenza alla trazione e allo snervamento a temperature fino a 650°C, di un'eccellente resistenza alla fatica e di collaudati processi di lavorazione con la metallurgia delle polveri rende l'Inconel 718 il materiale standard per i dischi di molti stadi delle turbine. Secondo le stime, l'Inconel 718 rappresenta circa 35% - 45% di tutte le superleghe di nichel utilizzate nei motori delle turbine a gas (Reed, R.C., Le Superleghe: Fondamenti e applicazioni, Cambridge University Press, 2006).
Elementi di fissaggio e componenti strutturali: L'elevata resistenza a temperatura ambiente dell'Inconel 718 (fino a 1.380 MPa UTS) lo rende il materiale standard per i dispositivi di fissaggio ad alta resistenza nelle applicazioni strutturali aerospaziali, nei supporti motore e nella bullonatura dei corpi turbina, dove l'impegno della filettatura e il mantenimento del precarico sono fondamentali.
Applicazioni criogeniche: Il mantenimento della duttilità e della tenacità dell'Inconel 718 a temperature criogeniche (fino a -253°C, temperatura dell'idrogeno liquido) lo rende il materiale standard per le turbopompe a ossigeno e idrogeno liquido nei motori a razzo, compreso il motore principale dello Space Shuttle (SSME) e numerosi sistemi successivi. Nessun'altra lega in questa classe di resistenza è all'altezza della combinazione di elevata resistenza e tenacità criogenica dell'Inconel 718.
Stampaggio a iniezione ed estrusione: Nelle nostre applicazioni industriali di utensili e stampi, l'Inconel 718 trova un impiego significativo nei componenti per lo stampaggio a iniezione, nelle punte delle viti di estrusione e negli utensili che entrano in contatto con composti abrasivi a temperature moderate ed elevate (da 300°C a 500°C). La durezza, la resistenza alla corrosione e la forza della lega a queste temperature la rendono un passo avanti rispetto agli acciai per utensili nelle applicazioni più impegnative.
Haynes 282 Base di applicazioni in crescita
Involucri e anelli avanzati per turbine a gas: Il materiale tradizionale per gli involucri delle turbine è costituito da leghe solide rinforzate in soluzione come l'Hastelloy X o l'Haynes 230, che mancano di resistenza all'indurimento per precipitazione ma offrono un'eccellente fabbricabilità. L'Haynes 282 colma questa lacuna, offrendo una resistenza all'indurimento per precipitazione fino a 900°C e una fabbricabilità sufficiente per strutture saldate di grandi dimensioni. General Electric, Rolls-Royce e Siemens hanno qualificato o stanno attivamente qualificando Haynes 282 per l'involucro delle turbine e i componenti dei combustori nelle turbine a gas di prossima generazione.
Turbine a vapore ultra-supercritiche avanzate: La spinta verso una maggiore efficienza nella produzione di energia elettrica da carbone e gas naturale richiede temperature del vapore superiori a 700°C - al di là delle capacità degli acciai ferritici esistenti e al limite delle capacità dell'Inconel 718. L'Haynes 282 è stato ampiamente valutato nell'ambito del programma A-USC del DOE statunitense e del progetto europeo AD700 come candidato per i rotori, gli involucri e le valvole delle turbine a vapore a temperature di vapore comprese tra 700°C e 760°C.
Rivestimenti del combustore e condotti di transizione: La combinazione di resistenza alle alte temperature, buona resistenza all'ossidazione ciclica e saldabilità rende Haynes 282 un concorrente emergente delle leghe a soluzione solida nelle applicazioni di rivestimento dei combustori, in particolare nelle turbine a gas industriali, dove i lunghi intervalli di ispezione richiedono una resistenza superiore al creep.
Sistemi di scarico e telai strutturali ad alta temperatura: Le strutture aerospaziali di peso critico che operano a temperature elevate, come i telai di scarico dei motori, i telai posteriori delle turbine e i componenti dei postcombustori, beneficiano del rapporto resistenza/peso più elevato di Haynes 282 rispetto alle leghe a soluzione solida a temperature superiori a 700°C.
| Dominio di applicazione | Lega preferita | Motivo principale | Intervallo di temperatura di esercizio |
|---|---|---|---|
| Dischi di turbina (aerei) | Inconel 718 | Resistenza alla trazione, lavorazione PM | Fino a 650°C |
| Dischi per turbine (industriali, stadio caldo) | Haynes 282 | Resistenza allo scorrimento | 650-800°C |
| Involucri per turbine (avanzati) | Haynes 282 | Saldabilità + creep a 900°C | 700-900°C |
| Elementi di fissaggio ad alta resistenza | Inconel 718 | Resistenza a temperatura ambiente, qualità del filo | Da ambiente a 500°C |
| Rivestimenti del combustore | Haynes 282 | Equilibrio tra ossidazione e scorrimento | 800-950°C |
| Turbopompe criogeniche | Inconel 718 | Tenacità criogenica | Da -253°C a 500°C |
| Turbine a vapore A-USC | Haynes 282 | 700°C+ resistenza allo scorrimento | 700-760°C |
| Punte per viti di iniezione (industriali) | Inconel 718 | Durezza, resistenza all'usura | 300-500°C |
| Telai e condotti di scarico | Haynes 282 | Resistenza alle alte temperature, saldabilità | 650-900°C |
| Strumenti per l'estrazione di petrolio e gas | Inconel 718 | Resistenza, resistenza all'H2S | Da ambiente a 300°C |
In che modo i requisiti del trattamento termico influiscono sulla produzione dei componenti?
Il trattamento termico non è un dettaglio secondario: determina se la lega acquistata fornisce le proprietà meccaniche pubblicate nel componente finale. Entrambe le leghe hanno sequenze di trattamento termico specifiche e controllate dal processo, che devono essere eseguite entro strette finestre di parametri.
Trattamento termico di Inconel 718
Il trattamento termico standard per l'Inconel 718 battuto secondo AMS 2774 consiste in:
Ricottura della soluzione: 980°C (1.800°F) per 1 ora, raffreddato ad aria o più velocemente. In questo modo si dissolve la maggior parte dei precipitati e si ricristallizza la microstruttura. Alcune specifiche prevedono una ricottura in soluzione più alta, a 1.010°C, per ottenere una granulometria più grossolana quando le proprietà di scorrimento sono prioritarie rispetto alla resistenza alla trazione.
Doppio invecchiamento (standard):
- Fase 1: 720°C (1.325°F) per 8 ore, raffreddamento del forno a 55°C/ora fino a 620°C.
- Fase 2: 620°C (1.150°F) per altre 8 ore, raffreddamento all'aria.
Questo invecchiamento in due fasi fa precipitare simultaneamente γ'' (dominante, si forma per primo a 720°C) e γ'' (secondario, si forma durante il raffreddamento e a 620°C). La microstruttura risultante raggiunge le elevate proprietà di trazione e fatica caratteristiche dell'Inconel 718 trattato termicamente in modo ottimale.
Il controllo della temperatura entro ±8°C (±15°F) è fondamentale: l'invecchiamento eccessivo per temperatura o tempo provoca il coartazione di γ'' e/o la precipitazione della fase δ, che riducono la resistenza alla trazione. Un invecchiamento insufficiente lascia soluti residui nella matrice senza formare la rete di precipitazione necessaria per la resistenza.
Haynes 282 Trattamento termico
Il trattamento termico standard per Haynes 282 consiste in:
Ricottura della soluzione: 1.010°C (1.850°F) per 2 ore, raffreddamento rapido ad aria o tempra ad acqua per sezioni spesse. La temperatura di soluzione più elevata rispetto all'Inconel 718 riflette il maggiore solvus γ' dell'Haynes 282. La dimensione dei grani dopo la ricottura in soluzione è tipicamente ASTM 4-8, a seconda della lavorazione precedente e della temperatura di ricottura.
Età di stabilizzazione: 1.010°C (1.850°F) per 2 ore (se non viene eseguita la fase di ricottura della soluzione).
Invecchiamento finale (a due fasi):
- Fase 1: 788°C (1.450°F) per 8 ore, raffreddamento all'aria.
- Fase 2: 649°C (1.200°F) per 8 ore, raffreddamento all'aria.
La sequenza di invecchiamento sviluppa il precipitato γ' con una distribuzione dimensionale ottimale per le proprietà di trazione e di scorrimento. La fase di invecchiamento a 788°C nucleizza i precipitati γ' fini; la fase a 649°C completa la precipitazione e fornisce la massima tempra.
Il trattamento termico dell'Haynes 282 è in qualche modo più indulgente rispetto alle leghe concorrenti rinforzate con γ, come il Waspaloy, in parte perché la cinetica γ più lenta riduce la sensibilità alle esatte velocità di raffreddamento. Tuttavia, il requisito dell'invecchiamento in due fasi e della ricottura completa in soluzione comporta un costo aggiuntivo rispetto ai cicli di trattamento termico dell'Inconel 718, più comunemente abbreviati negli ambienti di produzione.
Come sarà il confronto tra costi e catena di fornitura nel 2026?
Le decisioni sulla scelta dei materiali non possono prescindere dalle realtà di approvvigionamento. Entrambe le leghe sono disponibili in commercio presso diversi fornitori globali, ma le differenze significative in termini di prezzi, tempi di consegna e maturità della catena di fornitura influiscono sulla decisione pratica di selezione.
Prezzi delle materie prime e dei mulini
L'Inconel 718 è una delle superleghe di nichel più mature e prodotte a livello globale. I volumi di produzione annuali di Special Metals (ATI), Haynes International, VDM Metals, Carpenter Technology e di numerosi produttori internazionali ammontano a decine di migliaia di tonnellate all'anno. Questa scala sostiene un mercato competitivo e liquido.
Prezzi approssimativi della cartiera per l'Inconel 718 battuto nel 2025-2026:
- Bar stock: da $45 a $70 al chilogrammo, a seconda delle dimensioni e delle specifiche.
- Foglio/piastra: da $50 a $80 per chilogrammo
- Forgiati: Da $80 a $150 al chilogrammo, a seconda della complessità.
I volumi di produzione di Haynes 282 sono sostanzialmente inferiori - Haynes International è il produttore primario, con una limitata produzione secondaria da parte di stabilimenti europei e asiatici. Questo volume inferiore si traduce in un prezzo di base più elevato:
- Bar stock: da $120 a $180 al chilogrammo.
- Foglio/piastra: Da $130 a $200 per chilogrammo.
- Forgiati: Da $200 a $350 al chilogrammo, a seconda dei requisiti di qualificazione.
Il sovrapprezzo dell'Haynes 282 (circa da 2 a 3 volte il costo della materia prima rispetto all'Inconel 718) è una considerazione reale per l'approvvigionamento. Tuttavia, per le applicazioni in cui la capacità di Haynes 282 di raggiungere temperature più elevate è veramente necessaria, l'alternativa di utilizzare Inconel 718 oltre il suo limite di stabilità introduce costi molto più elevati a causa di guasti prematuri dei componenti.
Tempi di consegna e disponibilità
Gli articoli in stock di Inconel 718 (barre di dimensioni standard, lamiere) sono in genere disponibili presso i principali distributori con tempi di consegna da 2 a 6 settimane. I forgiati personalizzati richiedono da 16 a 26 settimane dai principali produttori in condizioni di domanda normale. Il materiale qualificato AMS per le applicazioni aerospaziali richiede in genere da 4 a 8 settimane di tempo aggiuntivo per l'elaborazione della certificazione.
Haynes 282 ha tempi di consegna più lunghi a causa dei livelli di scorte più bassi presso la maggior parte dei distributori: Da 8 a 16 settimane per le forme standard, da 26 a 52 settimane per i forgiati personalizzati o le fusioni di grandi dimensioni. I team di approvvigionamento che specificano Haynes 282 devono tenere conto di questi tempi di consegna nei programmi di progetto.
Certificazioni di qualità richieste
Inconel 718: AMS 5662 (barre/fornelli), AMS 5663 (barre/fornelli, trattati termicamente), AMS 5664 (lamiere/nastri/piastre), AMS 5832 (fili per saldatura). Per le applicazioni aerospaziali, il trattamento termico e i test sui materiali accreditati NADCAP sono requisiti standard.
Haynes 282: AMS 5951 (barre/forgiati/anelli), ASTM B637 (barre e forgiati in generale). Le specifiche proprietarie dei produttori di motori aeronautici sono sempre più diffuse con l'espandersi dei programmi di qualificazione delle MRO delle compagnie aeree. Gli acquirenti devono confermare le specifiche applicabili con il proprio team di ingegneri prima di ordinare.
Come devono scegliere gli ingegneri e i team di approvvigionamento tra queste due leghe?
Riunendo tutti i fattori tecnici e commerciali trattati in questo articolo, offriamo un quadro decisionale strutturato che rispecchia il processo che il nostro team applica quando consiglia i clienti sulla selezione delle superleghe.
La porta decisionale primaria: Temperatura di esercizio
Questa è la prima domanda irrinunciabile. Se la temperatura massima di esercizio del componente è inferiore a 600°C senza carichi statici sostenuti alla temperatura, l'Inconel 718 è quasi certamente la scelta migliore in base alla sua maggiore resistenza a temperatura ambiente, al costo inferiore e alla superiore fabbricabilità. Se la temperatura di esercizio supera i 700°C con qualsiasi carico meccanico sostenuto (pressione, peso, precarico), l'Haynes 282 diventa la scelta tecnicamente superiore in ogni categoria di proprietà rilevante.
La finestra da 600°C a 700°C richiede un'analisi più dettagliata basata sul livello di stress specifico, sulla durata di servizio richiesta e sul ciclo di lavoro. Entrambe le leghe sono in competizione in questo intervallo e la decisione deve essere guidata dai calcoli della vita di scorrimento, utilizzando i parametri di Larson-Miller e lo specifico livello di stress operativo.
Fattori decisionali secondari
Complessità di fabbricazione: Gli assemblaggi saldati, in particolare le strutture di grandi dimensioni, favoriscono la migliore formabilità a caldo e la saldabilità accettabile dell'Haynes 282. I componenti complessi lavorati in grandi volumi favoriscono la migliore lavorabilità dell'Inconel 718 e un trattamento termico più semplice.
Priorità alla vita di servizio: Per i componenti da oltre 25.000 ore (turbine terrestri, apparecchiature per la generazione di energia), il vantaggio di Haynes 282 in termini di scorrimento aumenta significativamente nel tempo e giustifica un costo iniziale del materiale più elevato. Per i componenti di durata inferiore o con cicli di sostituzione programmati, il vantaggio economico si riduce.
Requisiti criogenici: L'Inconel 718 è la scelta ideale per i componenti che devono funzionare a temperature inferiori allo zero, in quanto mantiene la tenacità a temperature criogeniche molto meglio della maggior parte delle superleghe concorrenti.
Tolleranza al rischio della catena di approvvigionamento: I programmi che richiedono grandi volumi o tempi di consegna stretti possono preferire la catena di fornitura più liquida dell'Inconel 718. I programmi strategici con lunghe tempistiche di sviluppo possono assorbire i tempi di consegna più lunghi di Haynes 282.
Sintesi della matrice decisionale
| Criterio decisionale | Punti a Inconel 718 | Indica Haynes 282 |
|---|---|---|
| Temperatura di esercizio | Sotto i 650°C | Oltre i 700°C |
| Modalità di caricamento primaria | Trazione, fatica, impatto | Creep, stress prolungato |
| Ambiente di servizio | Criogenico, a temperatura moderata | Elevata ossidazione, corrosione a caldo |
| Metodo di fabbricazione | Lavorazioni complesse, assemblaggi saldati (sottili) | Grandi strutture saldate, forgiati |
| Vincolo di bilancio | Sensibile ai costi | Prestazioni critiche |
| Requisiti di vita utile | Da breve a medio (<10.000 ore) | Lunga durata (>25.000 ore) |
| Requisiti della catena di approvvigionamento | Tempi di consegna standard | Tempi di consegna prolungati accettabili |
| Regolamentazione/certificazione | Completamente qualificato (aerospaziale) | Qualifica in corso/ in espansione |
Domande frequenti: Haynes 282 vs Inconel 718
1. A quale temperatura l'Haynes 282 supera l'Inconel 718 nella resistenza allo scorrimento?
L'Haynes 282 supera l'Inconel 718 per quanto riguarda la resistenza allo scorrimento a temperature superiori a circa 650°C e 680°C. Al di sotto di questa temperatura di incrocio, la maggiore frazione di volume dei precipitati γ'' + γ'' dell'Inconel 718 offre una resistenza allo scorrimento leggermente migliore. + γ'' di precipitati fornisce una resistenza al creep leggermente migliore. Al di sopra dei 700°C, i precipitati γ' termicamente stabili dell'Haynes 282 forniscono prestazioni nettamente superiori: a 760°C e 200 MPa di sollecitazione, l'Haynes 282 raggiunge vite di rottura per creep superiori di oltre 300% rispetto all'Inconel 718. Questo incrocio è direttamente legato all'instabilità di fase γ'' nell'Inconel 718 al di sopra dei 650°C. Gli ingegneri dovrebbero utilizzare questa soglia di temperatura come punto di decisione principale nella scelta tra queste due leghe per le applicazioni critiche per il creep. Fonte: Haynes International Technical Bulletin H-3159; Haghighat et al., Materials Science and Engineering A, 2018.
2. L'Inconel 718 può essere utilizzato a temperature superiori a 700°C in qualsiasi applicazione?
L'Inconel 718 può essere utilizzato a temperature superiori a 700°C in applicazioni con tempi di esposizione molto brevi, basse sollecitazioni sostenute o principalmente con carichi ciclici (non sostenuti). In pratica, alcuni componenti di scarico aerospaziali subiscono picchi di temperatura di breve durata oltre i 700°C senza subire guasti immediati. Tuttavia, per qualsiasi componente che richieda stabilità dimensionale, resistenza al carico prolungata o lunghi intervalli di servizio al di sopra dei 700°C, l'Inconel 718 non è raccomandato. L'esposizione prolungata a 700°C e 800°C causa la trasformazione irreversibile della fase da γ'' a δ, riducendo in modo permanente la resistenza alla trazione da 10% a 25% e la duttilità da 15% a 30% in studi di invecchiamento documentati. L'utilizzo dell'Inconel 718 al di sopra della sua temperatura limite di progetto è una causa comune di guasti prematuri dei componenti nelle applicazioni industriali. Fonte: Radavich, Atti del TMS sulle Superleghe 718, 1994.
3. Haynes 282 è approvato per applicazioni aerospaziali con turbine a gas?
Haynes 282 ha ricevuto l'approvazione delle specifiche AMS 5951 ed è qualificato o in fase di qualificazione attiva presso diversi importanti OEM di motori aerospaziali, tra cui GE Aviation, Rolls-Royce e Pratt and Whitney per applicazioni specifiche di componenti. Le sue applicazioni aerospaziali principali comprendono gli involucri delle turbine, i componenti dei combustori e gli anelli strutturali a sezione calda nelle turbine a gas di prossima generazione. La lega è stata anche qualificata dall'ASME Boiler and Pressure Vessel Code per applicazioni in recipienti a pressione a temperatura elevata (Code Case 2625). La qualificazione del settore aerospaziale in senso lato, in particolare per le applicazioni con dischi rotanti, è un processo in corso. Gli acquirenti dovrebbero verificare l'attuale stato di qualificazione degli OEM per la loro specifica applicazione di componenti prima di specificare Haynes 282. Fonte: Codice ASME BPVC Caso 2625; dati di qualificazione Haynes International.
4. Qual è il confronto tra la densità e il rapporto forza-peso delle due leghe?
L'Inconel 718 ha una densità di circa 8,19 g/cm³. Haynes 282 ha una densità di circa 8,27 g/cm³ - marginalmente più pesante. A temperatura ambiente, il carico di rottura specifico dell'Inconel 718 (1.380 MPa / 8,19 g/cm³ = 168 MPa per g/cm³) supera quello dell'Haynes 282 (1.050 MPa / 8,27 g/cm³ = 127 MPa per g/cm³). Tuttavia, a 760°C, il confronto si inverte in modo significativo: L'Haynes 282 raggiunge circa 860 MPa UTS contro i 580 MPa dell'Inconel 718, con resistenze specifiche alla trazione rispettivamente di 104 e 71 MPa per g/cm³ - un vantaggio di 46% per l'Haynes 282 su base normalizzata al peso a questa temperatura. Per le strutture ad alta temperatura critiche dal punto di vista del peso, questo rapporto resistenza/densità a temperature elevate è la cifra di merito più importante. Fonte: Haynes International H-3159; dati tecnici Special Metals IN718.
5. Come si colloca il costo dell'Haynes 282 rispetto all'Inconel 718 in base al ciclo di vita totale del componente?
In termini di materie prime, l'Haynes 282 costa circa da 2 a 3 volte di più dell'Inconel 718 per chilogrammo nelle condizioni di mercato del 2025-2026. Tuttavia, l'analisi dei costi del ciclo di vita per le applicazioni ad alta temperatura di solito inverte questo premio. Un'applicazione a 750°C che richiede una vita utile di 25.000 ore può richiedere la sostituzione dell'Inconel 718 ogni 8.000-10.000 ore a causa della variazione dimensionale indotta dallo scorrimento, richiedendo da 2 a 3 sostituzioni rispetto a 1 componente Haynes 282 nello stesso periodo. Se si aggiungono i costi della manodopera di sostituzione, dei tempi di inattività e della reinstallazione, il costo totale del ciclo di vita dell'Inconel 718 può superare quello dell'Haynes 282 di 1,5-2,5 volte in condizioni di servizio gravose. Questo calcolo del ciclo di vita è il quadro economico corretto per le decisioni di selezione delle leghe premium. Fonte: Shingledecker et al., atti ASME Turbo Expo, 2012; analisi applicativa MWalloys.
6. Quale lega ha una migliore resistenza all'infragilimento da idrogeno?
L'Inconel 718 è stato testato e qualificato in modo più approfondito per gli ambienti contenenti idrogeno, in particolare per la propulsione aerospaziale a idrogeno e per le applicazioni nel settore petrolifero e del gas. La lega soddisfa i requisiti NACE MR0175/ISO 15156 per il servizio sour (contenente H2S) in condizioni di trattamento termico adeguate. La suscettibilità all'infragilimento da idrogeno dell'Inconel 718 è bassa grazie alla sua struttura cristallina FCC e all'elevato contenuto di nichel. Anche l'Haynes 282 ha una struttura FCC e un elevato contenuto di nichel e si prevede che abbia una resistenza intrinseca simile all'infragilimento da idrogeno, ma i dati di qualificazione pubblicati in ambienti ricchi di idrogeno sono sostanzialmente meno ampi di quelli relativi all'Inconel 718. Per le applicazioni con idrogeno, l'Inconel 718 è la scelta più documentata e qualificata sulla base della letteratura disponibile. Fonte: NACE MR0175/ISO 15156; Reed, Superalloys, Cambridge, 2006.
7. Quale metallo d'apporto per la saldatura deve essere utilizzato per ciascuna lega?
Per l'Inconel 718, l'apporto di saldatura standard è ERNiFeCr-2 (composizione corrispondente, AMS 5832) per la saldatura TIG e MIG di giunti simili. Per giunzioni di metallo dissimile ad altre superleghe di nichel, si usa comunemente l'apporto di Inconel 625 (ERNiCrMo-3) come tampone conservativo. Per l'Haynes 282, Haynes International raccomanda l'uso di un riempitivo di composizione corrispondente (filo di saldatura Alloy 282) quando è richiesta la piena corrispondenza delle proprietà dopo il trattamento termico post-saldatura, in particolare per le applicazioni di creep a temperature elevate. Per giunti non critici o quando non è possibile una riannessione completa dopo la saldatura, l'apporto di Inconel 625 offre una resistenza alla corrosione e all'ossidazione accettabile, senza il rischio di cricche che potrebbe essere introdotto da un apporto corrispondente con un trattamento post-saldatura improprio. Fonte: Osoba et al., Metallurgical and Materials Transactions A, 2012; linee guida di saldatura Haynes International.
8. Come si comportano Haynes 282 e Inconel 718 rispetto al Waspaloy nelle applicazioni ad alta temperatura?
La Waspaloy (UNS N07001) è una lega concorrente con una frazione di volume γ' più elevata (da 25% a 30% circa) rispetto alla Haynes 282, che offre una maggiore resistenza a temperatura ambiente e allo scorrimento a temperature equivalenti. Tuttavia, il Waspaloy è significativamente più difficile da saldare (alto rischio di cricche da deformazione) e da lavorare rispetto all'Inconel 718 e all'Haynes 282. L'Haynes 282 è stato specificamente sviluppato per eguagliare le prestazioni del Waspaloy alle alte temperature di creep, offrendo al contempo una fabbricabilità sostanzialmente migliore. I confronti pubblicati mostrano che Haynes 282 raggiunge vite di rottura per creep comprese tra 10% e 15% rispetto a Waspaloy a 760°C e sollecitazioni equivalenti, pur essendo più facile da saldare da 40% a 60% in base ai risultati dei test Sigmajig. Per le applicazioni in cui sono richieste sia prestazioni ad alta temperatura sia una complessa fabbricazione di saldature, Haynes 282 rappresenta l'equilibrio superiore tra l'eccellente fabbricabilità dell'Inconel 718 e la resistenza alle alte temperature del Waspaloy. Fonte: Osoba et al., 2012; Sims et al., Superalloys II, Wiley, 1987.
9. Esistono modalità di guasto note specifiche per Haynes 282 che gli ingegneri dovrebbero tenere sotto controllo?
Tre modalità di rottura specifiche meritano attenzione per l'Haynes 282 in servizio. In primo luogo, la precipitazione delle fasi sigma e mu ai bordi dei grani durante il servizio prolungato al di sopra degli 800°C (associata all'elevato contenuto di molibdeno a 8,5%) può ridurre la duttilità dei bordi dei grani nel materiale invecchiato; questo fenomeno viene gestito attraverso un trattamento termico ottimizzato e un'ispezione periodica nei componenti di lunga durata. In secondo luogo, i danni superficiali indotti dalla lavorazione (a causa di parametri di taglio inadeguati o di utensili opachi) possono introdurre tensioni residue di compressione o danni microstrutturali che riducono la durata a fatica; sono essenziali protocolli di lavorazione adeguati con utensili affilati in metallo duro o ceramica. In terzo luogo, un trattamento termico post-saldatura non corretto - in particolare saltare la fase di ricottura completa dopo la saldatura per risparmiare tempo - comporta un recupero incompleto delle proprietà nella ZTA, creando una zona di riduzione della resistenza allo scorrimento e alla trazione che può innescare un cedimento prematuro. Queste modalità di guasto sono note e gestibili con adeguati controlli tecnici. Fonte: Matuszewski et al., International Journal of Fatigue, 2014; note applicative di Haynes International.
10. Qual è la temperatura massima di servizio continuo per Inconel 718 e Haynes 282 in condizioni di carico meccanico nullo?
In condizioni di carico meccanico nullo (pura esposizione termica, nessuna sollecitazione strutturale), i limiti di temperatura sono governati dalla resistenza all'ossidazione e dalla stabilità microstrutturale piuttosto che dal creep. L'Inconel 718 mantiene tassi di ossidazione superficiale accettabili per esposizioni continue fino a circa 980°C (1.800°F) in aria, anche se la degradazione microstrutturale (crescita della fase δ ai confini dei grani) si verifica continuamente al di sopra dei 700°C e deve essere presa in considerazione per esposizioni di lunga durata. L'Haynes 282 mantiene tassi di ossidazione accettabili per esposizioni continue fino a circa 1.010°C (1.850°F), con una stabilità microstrutturale superiore all'Inconel 718 in tutta la gamma da 700°C a 1.000°C, grazie alla maggiore stabilità termica della fase γ' precipitata. Per i componenti sottoposti a sollecitazioni significative, entrambe le leghe devono essere valutate ai limiti di temperatura strutturale (650°C per l'IN718, 900°C per l'H282), non ai limiti di ossidazione a carico zero. Fonte: Bollettino tecnico Haynes International H-3159; scheda tecnica Special Metals Corporation IN718.
Sintesi: Principali risultati dell'ingegneria
La scelta tra Haynes 282 e Inconel 718 non è una questione generica di superiorità, ma una decisione ingegneristica di precisione, regolata dalla temperatura, con conseguenze significative in termini di costi e prestazioni.
L'Inconel 718 rimane la superlega dominante per l'intervallo di prestazioni da 23°C a 650°C, offrendo una resistenza alla trazione, alla fatica, alla criogenia, alla fabbricabilità e alla profondità della catena di fornitura senza pari. La sua storia produttiva di oltre 60 anni, l'ampio database di qualifiche e i prezzi competitivi ne fanno la scelta razionale e predefinita per qualsiasi applicazione che operi entro la sua capacità di temperatura.
Haynes 282 occupa uno spazio unico e sempre più importante per le prestazioni da 650°C a 900°C, dove nessun'altra superlega di nichel indurita per precipitazione facilmente saldabile può eguagliare la sua combinazione di resistenza allo scorrimento, protezione dall'ossidazione e fabbricabilità. Man mano che le turbine a gas avanzate, le centrali elettriche a vapore A-USC e i sistemi di propulsione aerospaziale di nuova generazione aumentano le temperature di esercizio, il campo di applicazione dell'Haynes 282 si espanderà di conseguenza.
MWalloys fornisce entrambe le leghe con certificazioni complete dei materiali, supporto tecnico applicativo e documentazione di tracciabilità. Le nostre raccomandazioni sono sempre basate sulla temperatura, le sollecitazioni, l'ambiente e i requisiti di fabbricazione specifici del vostro componente, perché la lega giusta selezionata correttamente supererà costantemente una lega di qualità superiore applicata erroneamente alle condizioni di servizio sbagliate.
Riferimenti:
- Haynes International. Bollettino tecnico della lega 282 H-3159. 2023.
- Special Metals Corporation. Dati tecnici della lega Inconel 718. 2023.
- Reed, R.C. Le Superleghe: Fondamenti e applicazioni. Cambridge University Press, 2006.
- Sims, C.T., Stoloff, N.S., Hagel, W.C. Superleghe II. Wiley, 1987.
- Haghighat, S. et al. Scienza e ingegneria dei materiali A, Volume 718. Elsevier, 2018.
- Osoba, L.O. e altri. Transazioni di metallurgia e materiali A, Volume 43. TMS, 2012.
- Matuszewski, K. et al. Rivista internazionale di fatica, Volume 61. Elsevier, 2014.
- Shingledecker, J.P. e altri. Atti dell'ASME Turbo Expo. ASME, 2012.
- Radavich, J.F. Superleghe 718, 625, 706 e derivati. TMS, 1994.
- Furrer, D. e Fecht, H. JOM, Volume 51. TMS, 1999.
- Codice ASME per caldaie e recipienti a pressione, Codice 2625.
- Specifiche AMS 5662, 5663, 5664, 5832, 5951. SAE International.
- NACE MR0175 / ISO 15156. NACE International.
- Bureau of Materials Science, Oak Ridge National Laboratory. Rapporti del programma di ricerca A-USC. 2010-2015.
