뛰어난 성능의 헤인즈 282 인코넬 718 의 크리프 강도는 700°C 이상으로 가스 터빈 케이스, 연소기 라이너 및 항공 우주 고온 섹션 구성품과 같은 장시간 고온 구조물 응용 분야에 탁월한 선택입니다. 인코넬 718은 탁월한 인장 강도, 피로 저항성 및 가공성 덕분에 터빈 디스크, 패스너 및 극저온 하드웨어의 주요 합금으로 사용되는 650°C 이하에서 그 장점을 유지합니다. 이 두 초합금 중 잘못된 합금을 선택하면 부품 수명이 40%에서 60%까지 줄어들고 유지보수 비용이 크게 증가할 수 있습니다.
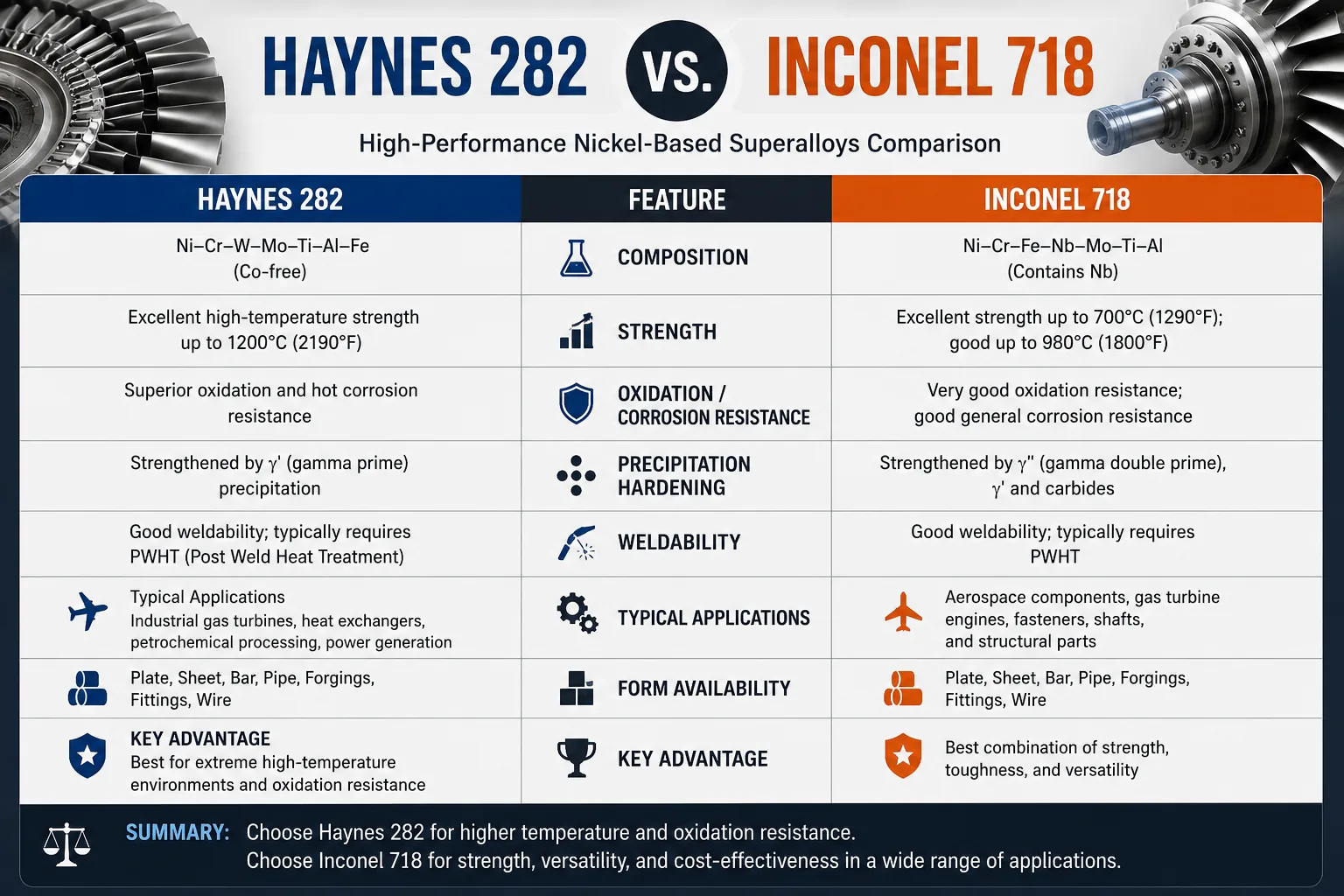
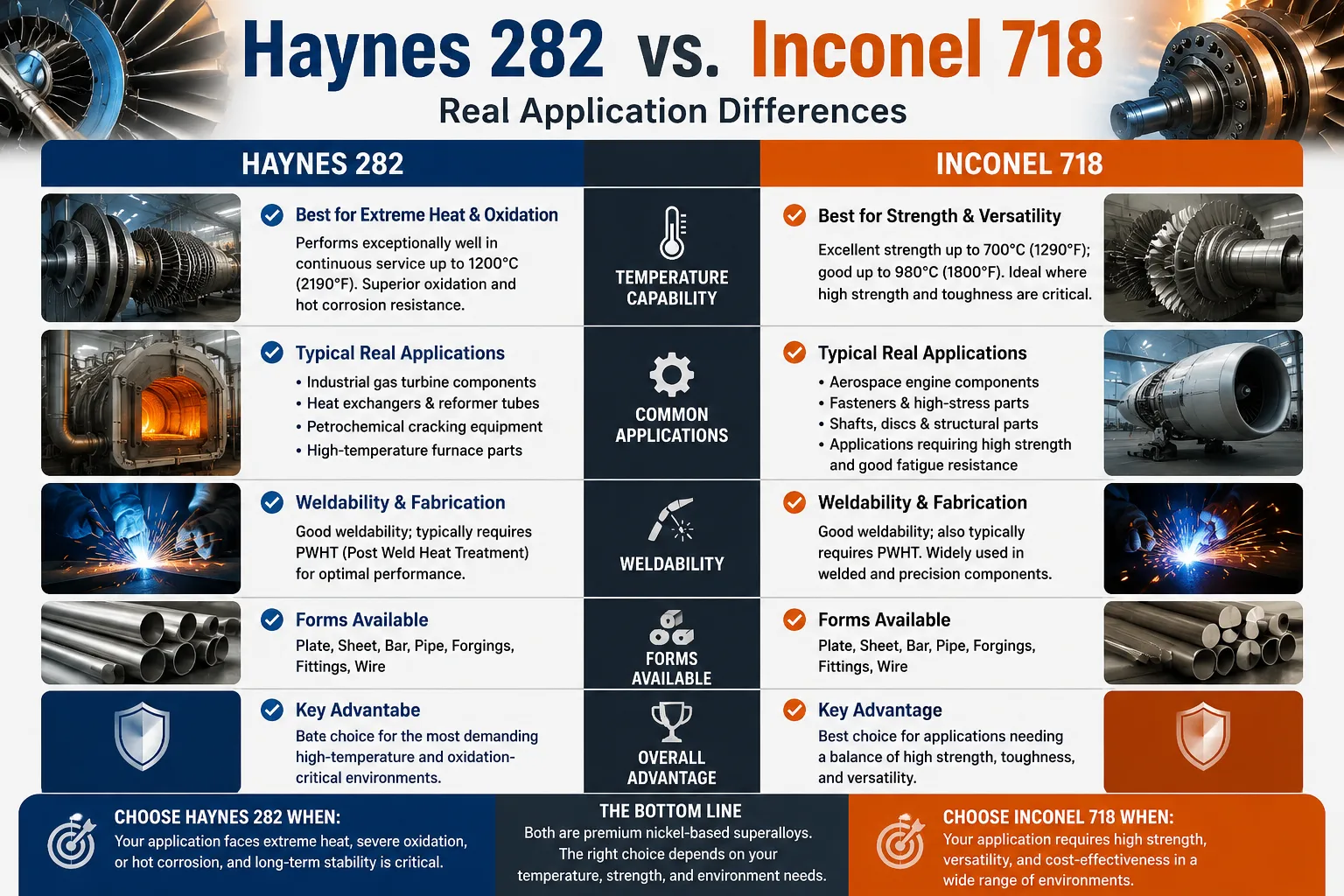
구성 수준에서 헤인즈 282와 인코넬 718의 차이점은 무엇인가요?
이 두 합금이 사용 환경에서 다르게 행동하는 이유를 이해하는 것은 원자 수준에서, 특히 각 합금이 강도를 달성하는 방법과 온도에서 성능에 미치는 영향에서 시작됩니다. 당사는 항공우주, 발전 및 산업용 용광로 응용 분야에서 두 합금을 모두 사용해 왔으며, 조성상의 차이로 인해 현장에서 관찰되는 거의 모든 행동 차이를 설명할 수 있습니다.
인코넬 718: 델타 상 및 니오븀 전략
인코넬 718(UNS N07718, AMS 5662/5664)은 1960년대에 국제 니켈 회사에서 개발한 침전 경화 니켈-크롬 초합금입니다. 공칭 조성은 약 50% ~ 55% 니켈, 17% ~ 21% 크롬, 4.75% ~ 5.5% 니오븀과 탄탈, 2.8% ~ 3.3% 몰리브덴, 0.65% ~ 1.15% 티타늄, 철 균형(일반적으로 17% Fe)을 포함한 0.2% ~ 0.8% 알루미늄으로 이루어져 있습니다.
인코넬 718의 주요 강화 메커니즘은 감마-복소(γ'') 상(몸체 중심의 정방정계 Ni3Nb 정렬 침전물)의 침전과 감마-소(γ') 상(Ni3(Al,Ti))의 이차적 기여에 의한 침전입니다. γ'' 상은 약 650°C 이상에서 평형 델타(δ) 상(역시 Ni3Nb이지만 사방정계 결정 구조)으로 천천히 변하며, 이는 강화되지 않고 실제로 입자 경계를 약화시킬 수 있는 준안정성 상(metastable)입니다.
이러한 γ''에서 δ로의 변환은 인코넬 718이 650°C 이상에서 크리프 저항을 잃는 근본적인 이유입니다. 변형 동역학은 700°C 이상에서 빠르게 가속화되며, 750°C에서는 수백 시간 내에 측정 가능한 특성 저하를 일으킬 정도로 변형이 빨라 수명이 긴 항공우주 부품에는 허용할 수 없는 시간입니다.
γ'' 침전을 가능하게 하는 니오븀 함량으로 인해 인코넬 718은 응고 중에 니오븀 분리가 발생하기 쉬워 주조 상태의 Laves 상(Fe2Nb)을 생성합니다. 균질화 열처리는 대부분의 Laves 상을 용해하지만 잔류 분리는 연성을 감소시킬 수 있습니다. 이것이 바로 이중 에이징 처리(720°C/8시간 + 620°C/8시간)가 인코넬 718 물성 개발에 매우 중요한 이유입니다.
헤인즈 282: 느린 감마-프라임 동역학
Haynes 282(UNS N07208, ASTM B637)는 기존 γ'-강화 합금의 고온 크리프 한계를 해결하면서 Waspaloy 및 Rene 41과 같은 합금에 비해 가공성을 개선하기 위해 Haynes International에서 개발하여 2005년에 상업적으로 출시되었습니다. 공칭 성분은 약 57% 니켈, 20% 크롬, 10% 코발트, 8.5% 몰리브덴, 2.1% 티타늄, 1.5% 알루미늄으로 구성되어 있습니다.
Haynes 282의 핵심 엔지니어링 결정은 γ' 침전물의 부피 분율이 의도적으로 낮다는 점입니다. Waspaloy의 25%~35% 및 Rene 41의 높은 분율에 비해 약 15%~20%로 부피 기준으로 볼 때 γ' 침전물의 부피 분율이 낮습니다. 이 낮은 γ' 분율은 침전물 거칠어짐의 추진력을 감소시키고 경쟁사의 고강도 γ'강화 합금보다 용접성과 성형성을 훨씬 더 향상시킵니다.
중요한 것은, 헤인즈 282는 니오븀을 함유하지 않고 전적으로 γ'(Ni3(Al,Ti))에 의존하여 침전물을 강화한다는 점입니다. 헤인즈 282의 γ' 상은 950°C 이상의 온도에서 열적으로 안정적이며, 이는 인코넬 718의 γ' 상이 갖는 650°C 안정성 한계를 훨씬 뛰어넘는 온도입니다. 이러한 강화 침전물의 열 안정성은 Haynes 282가 고온에서 우수한 크리프 성능을 제공하는 근본적인 이유입니다.
헤인즈 282의 코발트 함량(10%)은 γ' 솔버스 온도를 높이고, 고용체 효과로 매트릭스를 강화하며, 고온에서 표면 산화물 층을 안정화하여 내산화성을 향상하는 등 다양한 기능을 합니다.
| 구성 요소 | 인코넬 718(wt%) | 헤인즈 282 (wt%) | 기능적 역할 |
|---|---|---|---|
| 니켈(Ni) | 50-55 | ~57(잔액) | 오스테나이트 매트릭스 안정성 |
| 크롬(Cr) | 17-21 | 19-21 | 내산화/내식성 |
| 철(Fe) | 17 (잔액) | <1.5 | 비용 절감(IN718), 추적(H282) |
| 몰리브덴(Mo) | 2.8-3.3 | 8-9 | 견고한 솔루션 강화 |
| 니오븀(Nb) | 4.75-5.5 | 없음 | γ'' 강수량(IN718만 해당) |
| 코발트 (Co) | <1 | 10 | γ' 솔버스 상승, 매트릭스 강화 |
| 티타늄(Ti) | 0.65-1.15 | 1.9-2.3 | γ' 이전(Ni3Ti) |
| 알루미늄(Al) | 0.2-0.8 | 1.3-1.7 | γ' 이전(Ni3Al) |
| 기본 강화 단계 | γ''(Ni3Nb) + γ' | γ'(Ni3(Al,Ti)) | 강수량 경화 |
| 위상 안정성 제한 | ~650°C(γ'' → δ) | ~950°C(γ' 안정) | 높은 온도 성능 한도 |
헤인즈 282와 인코넬 718의 크리프 강도는 어떻게 비교됩니까?
크리프 저항은 이 두 합금이 경쟁하는 응용 분야에서 가장 중요한 차별화 특성입니다. 고온에서 지속적인 응력 하에서 시간에 따른 소성 변형인 크리프는 터빈 케이싱이 25,000시간 이상 작동해도 치수 공차를 유지할 수 있는지 또는 연소기 라이너가 밀봉 고장을 일으킬 만큼 충분히 늘어나는지 여부를 결정합니다.
크리프 파열 데이터: 중요한 수치
Haynes International의 기술 문서 및 동료 검토 문헌에 게시된 크리프 파열 데이터는 가장 명확한 비교를 제공합니다. 100시간 크리프 파열 테스트의 경우:
- 에서 650°C / 550 MPa: 인코넬 718은 약 150~300시간 내에 파열, 헤인즈 282는 동등한 스트레스에서 1,000시간을 초과합니다(Haghighat, S. et al., 재료 과학 및 공학 A, 718권, 2018).
- 에서 700°C / 400 MPa: 인코넬 718은 10~50시간 이내에 파열, 헤인즈 282는 300시간 이상의 파열 수명을 달성합니다.
- 에서 760°C / 200 MPa: 인코넬 718은 본질적으로 유용한 크리프 저항이 없으며, 헤인즈 282는 1,000시간 이상 구조적 무결성을 유지합니다.
시간-온도 크리프 수명 예측 지표인 라슨-밀러 파라미터는 이러한 이점을 체계적으로 정량화합니다. Haynes 282는 650°C~900°C 온도 범위에서 동등한 응력 수준에서 인코넬 718보다 약 3,000~5,000 단위 더 높은 라슨-밀러 파라미터를 보여줍니다(Haynes 국제 기술 게시판 H-3159, 2023).
1% 크리프 변형률 한계(파열이 아닌 실제 엔지니어링 기준인 경우가 많음)의 경우:
| 온도 | 1,000시간 동안의 1% 크리프에 대한 스트레스(인코넬 718) | 1,000시간 동안 1% 크리프에 대한 스트레스(Haynes 282) | 이점 |
|---|---|---|---|
| 600°C | ~480 MPa | ~420 MPa | IN718 +14% |
| 650°C | ~380 MPa | ~400 MPa | H282 +5% |
| 700°C | ~180 MPa | ~340 MPa | H282 +89% |
| 760°C | ~60 MPa | ~250 MPa | H282 +317% |
| 815°C | <20 MPa | ~170 MPa | H282 우성 |
| 870°C | 무시할 수 있음 | ~100 MPa | H282 우성 |
출처: 헤인즈 인터내셔널 H-3159 게시판; 특수 금속 공사 IN718 데이터 시트; Bouse, G.K. 외, 초합금 2008
650°C 근처에서 크로스오버가 발생하는 이유
630°C와 680°C 사이의 크리프 강도 크로스오버는 우연이 아니며, 인코넬 718에서 γ'' 침전물 안정성이 저하되기 시작하는 온도 범위와 정확히 일치합니다. 이 크로스오버 아래에서는 결합된 γ'' + γ'' 시스템의 부피 비율이 높고 침전물 분포가 더 미세합니다. + γ' 시스템의 더 높은 부피 분율과 미세한 침전물 분포는 Haynes 282의 낮은 부피 분율 γ' 시스템보다 약간 더 나은 크리프 저항성을 제공합니다. 크로스오버 위에서는 용해 γ'' 상이 인코넬 718에서 감소하는 γ' 함량과 고체 용액 강화만 남기고, 헤인즈 282의 γ' 는 계속해서 완전한 침전 강화를 제공합니다.
이러한 크로스오버 현상은 두 소재 간의 합금 선택에서 적용 온도가 가장 중요한 첫 번째 질문인 이유입니다. 이 온도가 50°C라도 잘못되면 부품 수명이 60% 이상 단축될 수 있습니다.
장기 서비스(10,000~100,000시간)에서의 크리프 동작
공개된 대부분의 크리프 데이터는 실제 테스트 제약으로 인해 최대 1,000시간의 테스트 기간을 다룹니다. 발전 터빈 부품과 관련된 25,000~100,000시간으로 추정하면 상당한 불확실성이 발생합니다. 미국 에너지부의 고급 초초임계(A-USC) 증기 터빈 프로그램의 일환으로 수행된 오크리지 국립 연구소(ORNL)의 독립적인 분석에 따르면 Haynes 282는 700°C 및 100MPa 스트레스에서 100,000시간 이상의 추정 수명에서 허용 가능한 산란 대역 내에서 크리프 강도 예측을 유지하는 것으로 입증되었습니다(Shingledecker, J.P. et al.), ASME 터보 엑스포의 진행 상황, 2012).
이 ORNL의 승인은 Haynes 282가 온도 제한으로 인해 인코넬 718이 경쟁할 수 없는 A-USC 증기 터빈 로터 및 케이싱에 사용할 수 있는 자격을 획득했다는 점에서 의미가 큽니다.

각 합금의 실제 고온 작동 한계는 어떻게 되나요?
"작동 한계'라는 용어는 구조적 응용 분야에서 크리프 속도가 허용되지 않는 온도, 표면 열화가 빠르게 진행되는 산화 한계, 상 변화가 영구적으로 특성을 손상시키는 미세 구조 안정성 한계 등 여러 제약 조건을 포괄합니다.
인코넬 718 온도 제한
구조적 크립 제한: 지속 하중 구조용 애플리케이션의 경우, 인코넬 718의 실질적인 온도 상한은 약 650°C(1,200°F)입니다. 이 온도 이상에서는 용해가 시작되고 크리프 속도가 급격히 증가하여 대부분의 항공우주 및 발전 애플리케이션에서 장시간 사용이 불가능해집니다. 일부 단기간 애플리케이션(주기적 부하, 제한된 듀티 사이클)의 경우 약 700°C까지 확장할 수 있습니다.
산화 제한: 인코넬 718의 18% ~ 20% 크롬 함량은 대기 중 약 980°C까지 연속 사용에 적합한 내산화성을 제공합니다. 합금의 철 함량(17%)은 철이 없는 니켈 초합금에 비해 산화 저항성이 상대적으로 약합니다. 산화만을 고려할 경우(구조적 하중이 없는 경우), 인코넬 718은 허용 가능한 표면 열화율로 최대 980°C까지 작동할 수 있습니다.
미세 구조 안정성 제한: 인코넬 718의 델타 상 용액은 약 1,010°C입니다. 650°C에서 1,010°C 사이에서 평형 경향은 γ''에서 델타 상이 형성되는 방향입니다. 1,010°C 이상에서는 모든 침전상이 용해되고 합금은 고용체 상태가 되어 어닐링에는 적합하지만 구조용으로는 적합하지 않습니다.
장기적인 노화 성능 저하: 650°C~750°C에서 장시간 노출되면 점진적인 γ'' → δ 변형이 발생하여 시간이 지남에 따라 인장 강도와 연성이 감소합니다. 공개된 데이터에 따르면 650°C에서 10,000시간 후 실온 인장 강도는 약 10%에서 15% 감소합니다(Radavich, J.F., 초합금 718, 625, 706 및 파생 상품, TMS, 1994).
헤인즈 282 온도 제한
구조적 크립 제한: 지속적인 구조물 서비스를 위해 Haynes 282는 약 900°C(1,650°F)까지 유용한 크리프 저항성을 유지합니다. 이 합금은 특히 고용체 강화 합금(Haynes 230과 같이 최대 900°C까지 유용하지만 강도가 낮은)과 기존의 침전 경화 합금(Waspaloy와 같이 강하지만 용접이 어려운) 사이의 간극을 메우기 위해 설계되었습니다.
산화 제한: 헤인즈 282의 내산화성은 20% 크롬 함량과 상당한 양의 철을 함유하지 않아 동등한 온도에서 인코넬 718에 비해 우수한 성능을 제공합니다. 연속 산화 저항성은 약 1,010°C(1,850°F)까지 확장됩니다. 등온 산화보다 더 까다로운 주기적 산화 저항성은 산화물 스케일의 알루미나 형성 경향으로 인해 Haynes 282에서 특히 강합니다.
미세 구조 안정성 제한: 헤인즈 282의 γ' 솔버스 온도는 정확한 성분에 따라 약 1,010°C~1,040°C입니다. 이 온도 이하 및 800°C 이상에서는 γ' 조대화(오스트발트 숙성)가 온도에서 장시간에 걸쳐 발생합니다. Haynes 282는 경쟁 합금보다 γ' 조대화 동역학이 느리도록 특별히 제조되어 더 긴 사용 기간 동안 더 미세한 침전물 분포를 유지합니다.
시그마 위상 우려: 800°C 이상에서 장시간 사용 시 Haynes 282는 높은 몰리브덴 함량(8.5%)으로 인해 입자 경계에서 소량의 시그마 또는 뮤 상이 형성될 수 있습니다. 일반적으로 즉각적인 물성 손실을 초래할 만큼 충분하지는 않지만, 입자 경계에서 시그마 상이 형성되면 노화된 소재의 연성이 감소할 수 있습니다. 열처리 최적화를 통해 이러한 위험을 최소화할 수 있습니다.
| 속성 한도 | 인코넬 718 | 헤인즈 282 | 참고 |
|---|---|---|---|
| 구조적 크립 상한 | ~650°C | ~900°C | 구조적 서비스에 대한 허용 가능한 크리프율 기준 |
| 산화 연속 서비스 | ~980°C | ~1,010°C | 대기 중 |
| 주기적 산화 저항 | 870°C까지 양호 | 매우 좋음 ~ 1,010°C | 알루미나 스케일로 인한 H282의 이점 |
| γ'' / γ' Solvus | ~1,010°C(δ 상) | ~1,030°C(γ' 솔버스) | 미세 구조 안정성 참조 |
| 최대 단기간 온도 | ~700°C 구조 | ~950°C 구조 | 고온에서 제한된 주기/시간 |
| 극저온 적합성 | 우수(최대 -253°C) | 양호(-196°C까지) | 극저온 앱에 선호되는 IN718 |
온도 범위에 따라 인장 및 피로 특성은 어떻게 다를까요?
장시간의 정적 하중은 크리프가 지배적이지만 터빈 부품은 주기적인 기계적 하중(시동-정지 주기로 인한 저주기 피로)과 고주파 진동 하중(연소 압력 진동으로 인한 고주기 피로)도 경험합니다. 두 합금 모두 이 모든 하중 모드에서 성능을 발휘해야 합니다.
실온 인장 특성
상온에서 인코넬 718은 헤인즈 282보다 인장 강도에서 상당한 우위를 점합니다. 이는 결합된 γ'' + γ'' 시스템으로 달성할 수 있는 더 높은 부피 비율과 더 강력한 침전 경화를 반영합니다. + γ'' 시스템을 결합한 결과입니다.
| 속성 | 인코넬 718(AMS 5662) | 헤인즈 282 | 테스트 조건 |
|---|---|---|---|
| 궁극의 인장 강도 | 1,380MPa(200ksi) | 1,050MPa(152기압) | 실내 온도 |
| 0.2% 항복 강도 | 1,170MPa(170ksi) | 775MPa(112기압) | 실내 온도 |
| 휴식 시 연신율 | 최소 12% | 26% | 실내 온도 |
| 면적 감소 | 최소 15% | 38% | 실내 온도 |
| 경도 | 36-44 HRC | 28-32 HRC | 노화 후 일반적 |
출처: AMS 5662 사양; 헤인즈 국제 합금 282 기술 게시판 H-3159.
상온에서 Haynes 282의 상당한 연신율과 면적 감소 이점은 의미 있는 것으로, 이는 노치로 인한 파손에 대한 인성과 저항성이 훨씬 더 크다는 것을 나타냅니다. 이러한 높은 연성은 낮은 γ' 부피 비율과 직접적으로 연관되어 있으며 합금의 우수한 용접성에 기여합니다.
높은 온도 인장 특성
상대적 강도 우위의 크로스오버는 온도에 따라 변화합니다. 650°C 이상에서는 인코넬 718의 γ'' 상이 안정성 전이를 시작하면서 두 합금 사이의 간격이 좁아집니다:
| 온도 | IN718 UTS(MPa) | H282 UTS(MPa) | IN718 장점 |
|---|---|---|---|
| 23°C | 1,380 | 1,050 | +31% |
| 540°C | 1,280 | 1,000 | +28% |
| 650°C | 1,100 | 960 | +15% |
| 700°C | 860 | 930 | H282 +8% |
| 760°C | 580 | 860 | H282 +48% |
| 870°C | 280 | 620 | H282 +121% |
출처: 특수 금속 공사 IN718 데이터; 헤인즈 인터내셔널 H282 기술 데이터; 두 표준 열처리 조건 모두
피로 성능: 낮은 사이클 대 높은 사이클 체제
시작-정지 열 및 압력 사이클을 겪는 디스크 및 케이싱 부품에 중요한 저주기 피로(LCF) 성능은 600°C 이하의 온도에서 항복 강도가 높아 사이클당 소성 변형을 제한하는 인코넬 718을 선호합니다. 700°C 이상의 온도에서는 Haynes 282의 유지 강도 우위가 이러한 추세를 역전시킵니다.
고주기 피로(HCF) 내구성 한계도 비슷한 패턴을 따릅니다. 인코넬 718은 실온에서 약 620MPa의 HCF 내구성 한계를 보이는 반면, 헤인즈 282는 약 480MPa를 나타내며 이는 각각의 항복 강도 차이를 반영한 것입니다. 700°C에서 이 값은 수렴하여 두 합금 모두 350 ~ 420 MPa 범위에서 HCF 한계를 나타냅니다(Furrer, D. 및 Fecht, H., JOM, 51권, 1999).
온도와 기계적 변형이 동시에 순환하는 열-기계적 피로(TMF)는 터빈 부품에 가장 까다로운 피로 모드입니다. Haynes 282는 여러 발표된 연구에서 700°C 이상의 최고 온도에서 인코넬 718에 비해 우수한 TMF 수명을 입증했으며, 이는 크리프 피로 상호 작용 손상 요소를 감소시키는 높은 크리프 저항에 기인합니다(Matuszewski, K. et al., 국제 피로 저널, 61권, 2014).

어떤 합금이 더 나은 산화 및 고온 내식성을 제공하나요?
고온 구조용 합금은 기계적 하중뿐만 아니라 공격적인 환경 공격에도 견뎌야 합니다. 산화와 고온 부식은 내하중 단면을 감소시키고 표면 피트에 피로 균열을 유발하며 제대로 관리하지 않으면 치명적인 부품 고장을 일으킬 수 있는 표면 열화 메커니즘입니다.
등온 산화 저항
두 합금 모두 약 900°C 이하의 온도 범위에서 보호용 Cr2O3 스케일을 형성하기 위해 주로 크롬에 의존합니다. 이 온도 이상에서는 크로미아 스케일이 고속 가스 흐름에서 CrO3로 휘발하기 때문에 알루미나(Al2O3) 스케일 형성이 점점 더 중요해집니다.
헤인즈 282의 알루미늄 함량(1.3%~1.7%)이 인코넬 718(0.2%~0.8%)에 비해 높기 때문에 800°C 이상의 온도에서 알루미나 스케일 형성 경향에서 의미 있는 이점을 제공합니다. 1,010°C에서 발표된 등온 산화 데이터에 따르면 1,000시간 후 Haynes 282의 비질량 증가량은 약 0.8 mg/cm²인데 비해 Inconel 718은 약 2.1mg/cm²로, 이 온도에서 2.6배 더 우수한 내산화성을 나타냅니다(Haynes International H-3159 게시판, 2023).
순환 산화: 더욱 까다로운 테스트
순환 산화 테스트(온도로 가열한 다음 실온으로 냉각하는 과정을 반복)는 열팽창 불일치로 인해 각 냉각 사이클에서 산화물 스케일이 분리되어 새로운 금속이 재산화되기 때문에 등온 노출보다 더 손상될 수 있습니다. Haynes 282의 알루미나가 풍부한 내부 스케일은 900°C 이상의 온도에서 인코넬 718의 크로미아 스케일보다 더 밀착력이 높고 스팔레이션에 강하여 더 나은 주기적 산화 성능을 제공합니다.
1,010°C 주기적 산화 테스트(30분 주기)에서 Haynes 282는 1,000주기당 약 0.02mm의 금속 손실을 보인 반면, 인코넬 718은 약 0.08mm로 이 까다로운 테스트 조건에서 Haynes 282가 4배 더 유리합니다(Haynes International 내부 테스트, H-3159 기술 게시판에 참조).
유형 I 및 유형 II 고온 부식
고온 부식(연소 생성물의 황산염 침전물에 의한 가속 산화)은 온도 영역이 다른 두 가지 형태로 발생합니다:
유형 I 고온 부식(800°C~950°C): 용융된 Na2SO4 침전물이 보호용 산화물 스케일을 유동시켜 금속 낭비를 빠르게 유발합니다. 크롬은 주요 보호 원소이며 크롬 함량이 높은 합금이 일반적으로 더 나은 성능을 발휘합니다. 인코넬 718(18% Cr)과 헤인즈 282(20% Cr)는 모두 비슷한 타입 I 저항성을 가지고 있지만, 크롬 함량이 높은 헤인즈 282가 약간 우위에 있습니다.
유형 II 고온 부식(600°C~750°C): 저온에서 혼합 황산염 침전물(Na2SO4 + CoSO4 또는 NiSO4)을 포함합니다. 황산코발트는 유형 II 메커니즘의 핵심 반응물이기 때문에 이론적으로 헤인즈 282(10%)의 코발트 함량이 높을수록 유형 II 감수성이 증가합니다. 그러나 시뮬레이션된 해양 가스 터빈 환경에서 Haynes 282를 실제로 테스트한 결과, 인코넬 718보다 유형 II 성능이 크게 나빠지지 않았습니다(Sims, CT. et al, 초합금 II, Wiley, 1987).
두 합금의 가공성과 용접성은 어떻게 비교될까요?
이 부분은 비교 기사에서 종종 과소평가되지만, 당사의 경험에 따르면 기계적 특성만큼이나 가공성 제약이 합금 선택을 결정하는 경우가 많습니다. 균열 없이 용접할 수 없는 이상적인 기계적 특성을 가진 합금은 많은 부품 형상에서는 실용적인 선택이 아닙니다.
인코넬 718 용접성: 업계 벤치마크
인코넬 718이 가장 널리 사용되는 항공우주용 초합금으로 자리매김한 것은 다른 강수량 경화 니켈 초합금에 비해 γ'' 침전 동역학이 느리기 때문에 용접성이 뛰어나기 때문이기도 합니다. γ'' 침전은 충분히 느리기 때문에 용접 중에 열 영향 영역(HAZ)이 구속 냉각 중에 변형 연령 균열을 일으킬 만큼 빠르게 침전되지 않습니다.
이는 γ' 침전 동역학이 더 빠르기 때문에 HAZ 균열이 크게 우려되는 Rene 41 또는 Waspaloy와 같은 합금과는 크게 대조됩니다. 인코넬 718은 많은 응용 분야에서 용접 후 용액 처리 없이 기존의 TIG(GTAW), MIG(GMAW) 및 전자빔 용접 공정을 사용하여 노화 상태에서도 용접할 수 있습니다. 이러한 제조 유연성 덕분에 극저온 탱크부터 터빈 디스크 어셈블리에 이르기까지 용접 어셈블리에 선호되는 소재로 인코넬 718이 사용되고 있습니다.
인코넬 718의 용접 후 열처리는 일반적으로 전체 용액 어닐링 없이 직접 노화 처리(720°C + 620°C)를 수행하므로 제조가 더욱 간소화됩니다.
헤인즈 282 용접성: 디자인 성과
헤인즈 282는 와스팔로이 및 르네 41보다 용접성이 우수하면서도 비슷한 고온 특성을 제공하도록 명시적으로 설계되었습니다. 열 안정성을 유지하면서 γ의 체적 분율을 약 15%에서 20%로 낮추는 설계 목표를 달성하여 다른 고강도 니켈 초합금보다 변형 노화 균열의 위험이 현저히 낮은 용접이 가능한 합금을 생산하는 데 성공했습니다.
시그마직 테스트(표준화된 변형-노화 균열 시험)를 사용하여 발표된 용접성 평가에 따르면 Haynes 282는 Inconel 718(우수)과 Waspaloy(불량) 사이에 위치하여 대부분의 경쟁 고온 강수 경화 합금보다 훨씬 우수합니다(Osoba, L.O. et al.), 야금 및 자재 거래 A, 43권, 2012).
헤인즈 282는 TIG, 플라즈마 아크 용접 및 레이저 용접으로 일상적으로 용접됩니다. 권장되는 용접 후 열처리는 1,010°C에서 전체 용액 어닐링 후 표준 2단계 에이징(1,010°C/2시간 + 788°C/8시간 + 649°C/8시간)입니다. 인코넬 718에 비해 더 복잡한 이 용접 후 사이클은 제조 시간과 비용이 추가되지만 완전한 물성 복원을 위해 필요합니다.
기계 가공성 비교
두 합금 모두 초경 공구, 고압 절삭유 및 보수적인 절삭 파라미터가 필요한 가공하기 어려운 재료로 분류됩니다. 그러나 상대적인 가공성 차이는 제조 비용 예측에 의미가 있습니다:
- 어닐링 상태의 인코넬 718의 가공성 지수는 자유 가공 강(AISI 1212 = 100%) 대비 약 20%~25%입니다.
- 어닐링 상태의 헤인즈 282는 1212강에 비해 가공성이 약 15% ~ 20%로 가공 경화율이 높아 가공이 약간 더 어렵습니다.
- 노후화된 인코넬 718의 마감 가공에는 세라믹 절삭 공구(SiAlON 재종)와 CBN 공구가 사용되며, 유사한 공구가 Haynes 282에도 적용됩니다.
| 제작 가능성 속성 | 인코넬 718 | 헤인즈 282 | 우승자 |
|---|---|---|---|
| 전반적인 용접성 등급 | 우수 | 좋음-매우 좋음 | IN718 |
| 변형 연령 균열 위험 | 매우 낮음 | 낮음 | IN718 |
| 용접 후 열처리 | 직접 연령(더 간단) | 풀 어닐 + 에이징(복합) | IN718 |
| 기계 가공성 지수(상대적) | ~20-25% | ~15-20% | IN718 |
| 열간 성형성(단조) | Good | 매우 좋음 | H282 |
| 저온 성형성 | 보통 | Good | H282 |
| 캐스팅 적합성 | 양호(VIM/VAR) | 양호(VIM/VAR) | 비교 가능 |
| 분말 야금 가공 | 광범위한 자격을 갖춘 | 제한적이지만 성장하고 있습니다. | IN718 |
항공 우주와 발전의 실제 애플리케이션 차이점은 무엇인가요?
추상적인 특성 비교는 실제 부품 및 산업 응용 분야에 근거할 때 가장 의미가 있습니다. 두 합금 모두 대부분의 실제 사용 사례에서 직접적인 경쟁이 제한적인 애플리케이션 도메인을 확립하고 확장하고 있습니다.
인코넬 718 주요 애플리케이션
터빈 디스크 및 블리스크: 인코넬 718의 가장 큰 단일 응용 분야는 항공기와 산업용 모두에서 가스터빈 엔진의 터빈 디스크입니다. 최대 650°C의 온도에서 높은 인장 및 항복 강도, 우수한 피로 저항성, 입증된 분말 야금 가공 경로의 조합으로 인해 인코넬 718은 많은 터빈 단계의 표준 디스크 재료로 사용되고 있습니다. 추정치에 따르면 가스터빈 엔진에 사용되는 모든 니켈 초합금 중 무게 기준으로 인코넬 718이 약 35% ~ 45%를 차지합니다(Reed, R.C., 초합금: 초합금: 기초 및 응용, 캠브리지 대학 출판부, 2006).
패스너 및 구조 부품: 인코넬 718의 높은 상온 강도(최대 1,380MPa UTS)는 나사산 체결 및 예압 유지가 중요한 항공우주 구조물, 엔진 마운트 및 터빈 케이스 볼트 체결에 사용되는 고강도 패스너의 표준 소재입니다.
극저온 애플리케이션: 극저온(액체 수소 온도 -253°C까지)에서도 연성과 인성을 유지하는 인코넬 718은 우주왕복선 메인 엔진(SSME)과 수많은 후속 시스템을 포함한 로켓 엔진의 액체 산소 및 액체 수소 터보 펌프의 표준 소재로 사용됩니다. 이 강도 등급의 다른 어떤 합금도 인코넬 718의 고강도 및 극저온 인성 조합을 따라잡을 수 없습니다.
사출 성형 및 압출 툴링: 산업용 공구 및 금형 분야에서 인코넬 718은 사출 성형 부품, 압출 나사 팁 및 중간 정도의 고온(300°C~500°C)에서 연마성 화합물과 접촉하는 툴링에 많이 사용되고 있습니다. 이러한 온도에서 합금의 경도, 내식성 및 강도는 까다로운 응용 분야에서 공구강보다 한 단계 업그레이드되었습니다.
헤인즈 282 애플리케이션 기반 확대
고급 가스터빈 케이스 및 링: 터빈 케이싱의 전통적인 소재는 침전 경화 강도는 부족하지만 우수한 가공성을 제공하는 하스텔로이 X 또는 헤인즈 230과 같은 고용체 강화 합금을 사용해 왔습니다. Haynes 282는 대형 용접 구조물에 충분한 가공성과 함께 900°C까지 강수 경화 강도를 제공함으로써 그 차이를 메웁니다. 제너럴 일렉트릭, 롤스로이스, 지멘스는 차세대 가스 터빈의 터빈 케이싱 및 연소기 부품에 Haynes 282를 인증했거나 현재 인증 작업을 진행 중입니다.
고급 초초임계 증기 터빈: 석탄 및 천연가스 발전의 효율을 높이려면 기존 페라이트 강의 성능을 뛰어넘는 700°C 이상의 증기 온도가 필요하며, 이는 인코넬 718의 성능 한계에 해당합니다. Haynes 282는 700°C~760°C 증기 온도에서 증기 터빈 로터, 케이싱 및 밸브의 후보로서 미국 DOE A-USC 프로그램과 유럽 AD700 프로젝트에서 광범위하게 평가되었습니다.
연소기 라이너 및 전환 덕트: 고온 강도, 우수한 주기적 산화 저항성 및 용접성의 조합으로 인해 Haynes 282는 연소기 라이너 응용 분야, 특히 긴 검사 간격으로 우수한 내크리프성이 요구되는 산업용 가스 터빈에서 고용체 합금의 새로운 경쟁자로 부상하고 있습니다.
배기 시스템 및 고온 구조 프레임: 엔진 배기 프레임, 터빈 후방 프레임, 애프터버너 부품 등 고온에서 작동하는 무게가 중요한 항공우주 구조물은 700°C 이상의 온도에서 고체 용액 합금에 비해 중량 대비 강도가 높은 Haynes 282의 이점을 누릴 수 있습니다.
| 애플리케이션 도메인 | 선호 합금 | 주요 이유 | 작동 온도 범위 |
|---|---|---|---|
| 터빈 디스크(항공기) | 인코넬 718 | 인장 강도, PM 처리 | 최대 650°C |
| 터빈 디스크(산업용, 핫 스테이지) | 헤인즈 282 | 크리프 저항 | 650-800°C |
| 터빈 케이스(고급) | 헤인즈 282 | 용접성 + 최대 900°C의 크리프 | 700-900°C |
| 고강도 패스너 | 인코넬 718 | 실온 강도, 스레드 품질 | 상온 ~ 500°C |
| 연소기 라이너 | 헤인즈 282 | 산화 + 크리프 균형 | 800-950°C |
| 극저온 터보 펌프 | 인코넬 718 | 극저온 인성 | -253°C ~ 500°C |
| A-USC 증기 터빈 | 헤인즈 282 | 700°C+ 크리프 저항 | 700-760°C |
| 사출 나사 팁(산업용) | 인코넬 718 | 경도, 내마모성 | 300-500°C |
| 배기 프레임 및 덕트 | 헤인즈 282 | 고온 강도, 용접성 | 650-900°C |
| 석유 및 가스 다운홀 도구 | 인코넬 718 | 강도, H2S 저항 | 주변 온도 300°C |
열처리 요건은 부품 제조에 어떤 영향을 미치나요?
열처리는 사소한 세부 사항이 아니라 구매한 합금이 최종 부품에서 공시된 기계적 특성을 제공하는지 여부를 결정합니다. 두 합금 모두 엄격한 파라미터 범위 내에서 실행되어야 하는 특정 공정 제어 열처리 시퀀스가 있습니다.
인코넬 718 열처리
AMS 2774에 따른 단조 인코넬 718의 표준 열처리는 다음과 같이 구성됩니다:
솔루션 열처리: 980°C(1,800°F)에서 1시간 동안 공랭 또는 더 빠르게 냉각합니다. 이렇게 하면 대부분의 침전물이 용해되고 미세 구조가 재결정화됩니다. 일부 사양에서는 인장 강도보다 크리프 특성이 우선시되는 경우 더 거친 입자 크기를 위해 1,010°C에서 더 높은 용액 어닐링을 요구하기도 합니다.
더블 에이징(표준):
- 1단계: 720°C(1,325°F)에서 8시간, 용광로에서 시간당 55°C로 620°C까지 냉각합니다.
- 2단계: 620°C(1,150°F)에서 8시간 추가한 후 자연 식힙니다.
이 2단계 노화는 γ''(주성분, 720°C에서 먼저 형성)와 γ''(보조성분, 냉각 중 및 620°C에서 형성)를 동시에 침전시킵니다. 이렇게 생성된 미세 구조는 최적의 열처리된 인코넬 718의 특징인 높은 인장 및 피로 특성을 달성합니다.
과도한 온도 또는 시간에 의한 과숙성은 γ'' 조대화 및/또는 δ 상 침전을 유발하여 인장 강도를 떨어뜨리므로 ±8°C(±15°F) 이내의 온도 제어가 중요합니다. 언더에이징은 강도에 필요한 침전 네트워크를 형성하지 않고 매트릭스에 잔류 용질을 남깁니다.
헤인즈 282 열처리
헤인즈 282의 표준 열처리는 다음과 같이 구성됩니다:
솔루션 열처리: 1,010°C(1,850°F)에서 2시간, 두꺼운 섹션의 경우 급속 공랭 또는 물 담금질. 인코넬 718에 비해 용액 온도가 높은 것은 Haynes 282의 높은 γ' 솔버스를 반영합니다. 용액 어닐링 후 입자 크기는 일반적으로 사전 작업 및 어닐링 온도에 따라 ASTM 4~8입니다.
안정화 연령: 1,010°C(1,850°F)에서 2시간 동안(용액 어닐링 단계에서 수행하지 않은 경우).
최종 에이징(2단계):
- 1단계: 788°C(1,450°F)에서 8시간 동안 자연 냉각합니다.
- 2단계: 649°C(1,200°F)에서 8시간 동안 자연 냉각합니다.
에이징 시퀀스는 인장 및 크리프 특성 모두에 대해 최적의 크기 분포를 가진 γ' 침전물을 개발합니다. 788°C 에이징 단계에서는 미세한 γ' 침전물을 생성하고, 649°C 단계에서는 침전물을 완성하고 최대 경화를 제공합니다.
헤인즈 282의 열처리는 부분적으로 느린 γ' 동역학으로 인해 정확한 냉각 속도에 대한 민감도가 감소하기 때문에 Waspaloy와 같은 경쟁 γ'강화 합금보다 다소 관대합니다. 그러나 2단계 에이징 및 전체 용액 어닐링 요건은 생산 환경에서 일반적으로 단축된 열처리 주기를 사용하는 인코넬 718에 비해 비용이 추가됩니다.
2026년의 비용 및 공급망 비교는 어떤 모습일까요?
재료 선택 결정은 조달 현실과 분리할 수 없습니다. 두 합금 모두 여러 글로벌 공급업체에서 상업적으로 이용 가능하지만 가격, 리드 타임, 공급망 성숙도 등에서 의미 있는 차이가 있어 실제 선택 결정에 영향을 미칩니다.
원자재 및 밀 가격
인코넬 718은 전 세계에서 가장 성숙하고 생산량이 많은 니켈 초합금 중 하나입니다. 특수 금속(ATI), 헤인즈 인터내셔널, VDM 메탈, 카펜터 테크놀로지 및 수많은 국제 생산업체의 연간 생산량은 연간 수만 톤에 달합니다. 이러한 규모는 경쟁이 치열한 유동적인 시장을 뒷받침합니다.
2025~2026년 가공된 인코넬 718의 대략적인 밀링 가격입니다:
- 바 스톡: 크기와 사양에 따라 킬로그램당 $45 ~ $70.
- 시트/플레이트: 킬로그램당 $50 ~ $80
- 단조품: 복잡도에 따라 킬로그램당 $80 ~ $150.
Haynes 282의 생산량은 상당히 적습니다. Haynes International이 1차 생산자이며 유럽 및 아시아 공장에서 2차 생산이 제한되어 있습니다. 이 낮은 생산량은 더 높은 기본 가격으로 이어집니다:
- 바 스톡: 킬로그램당 $120 ~ $180.
- 시트/플레이트: 킬로그램당 $130 ~ $200.
- 단조품: 자격 요건에 따라 킬로그램당 $200 ~ $350.
헤인즈 282의 비용 프리미엄(인코넬 718의 약 2배에서 3배에 달하는 원자재 비용)은 실제 조달 시 고려해야 할 사항입니다. 그러나 Haynes 282의 고온 성능이 진정으로 필요한 애플리케이션의 경우 안정성 한계를 초과하여 Inconel 718을 사용하는 대안은 조기 부품 고장으로 인해 훨씬 더 큰 비용을 초래합니다.
리드 타임 및 가용성
인코넬 718 재고 품목(표준 바 사이즈, 시트)은 일반적으로 주요 유통업체에서 2~6주의 리드 타임으로 구매할 수 있습니다. 맞춤형 단조품은 일반적인 수요 조건에서 주요 생산업체로부터 16~26주가 소요됩니다. 항공우주 애플리케이션용 AMS 인증 소재는 일반적으로 인증 처리를 위해 4~8주의 추가 리드 타임이 필요합니다.
Haynes 282는 대부분의 유통업체의 재고 수준이 낮기 때문에 기본 리드 타임이 더 깁니다: 표준 형태의 경우 8~16주, 맞춤형 단조 또는 대형 주조의 경우 26~52주입니다. Haynes 282를 지정하는 조달 팀은 이러한 리드 타임을 프로젝트 일정에 반영해야 합니다.
필요한 품질 인증
인코넬 718: AMS 5662(봉강/단조품), AMS 5663(봉강/단조품, 열처리), AMS 5664(시트/스트립/판재), AMS 5832(용접 와이어). 항공우주 분야의 경우, NADCAP 인증 열처리 및 재료 테스트가 표준 요건입니다.
헤인즈 282: AMS 5951(바/단조품/링), ASTM B637(바 및 단조품 일반). 항공사의 MRO 인증 프로그램이 확대됨에 따라 항공 엔진 OEM 전용 사양이 점점 더 보편화되고 있습니다. 구매자는 주문 전에 엔지니어링 팀에 해당 사양을 확인해야 합니다.
엔지니어와 조달 팀은 이 두 가지 합금 중 어떤 것을 선택해야 할까요?
이 글에서 다룬 모든 기술적 및 상업적 요소를 종합하여, 저희 팀이 고객에게 초합금 선택에 대해 조언할 때 적용하는 프로세스를 반영하는 구조화된 의사 결정 프레임워크를 제공합니다.
기본 결정 게이트입니다: 작동 온도
이것은 타협할 수 없는 첫 번째 질문입니다. 부품의 최대 작동 온도가 600°C 미만이고 온도에서 지속적인 정하중이 없는 경우, 높은 상온 강도, 낮은 비용 및 우수한 가공성을 고려할 때 인코넬 718이 거의 확실하게 더 나은 선택입니다. 지속적인 기계적 부하(압력, 무게, 예압)가 있는 상태에서 작동 온도가 700°C를 초과하는 경우, 모든 관련 특성 범주에서 기술적으로 우수한 선택이 되는 것은 Haynes 282입니다.
600°C~700°C 범위는 특정 응력 수준, 필요한 서비스 수명 및 듀티 사이클에 따라 더 자세한 분석이 필요합니다. 두 합금 모두 이 범위에서 경쟁하며, 특정 작동 응력 수준과 함께 Larson-Miller 파라미터를 사용하여 크리프 수명을 계산하면 결정을 내릴 수 있습니다.
보조 결정 요인
제작 복잡성: 용접 어셈블리, 특히 대형 구조물은 열간 성형성이 우수하고 용접성이 허용되는 Haynes 282를 선호합니다. 대량으로 가공되는 복잡한 부품은 가공성이 우수하고 열처리가 간단한 인코넬 718을 선호합니다.
서비스 수명 우선 순위: 25,000시간 이상의 구성품(육상 터빈, 발전 장비)의 경우, Haynes 282의 크리프 이점은 시간이 지남에 따라 크게 증가하며 초기 재료 비용이 높아지는 것을 정당화합니다. 수명이 더 짧거나 교체 주기가 계획된 구성품의 경우 경제적 이점이 줄어듭니다.
극저온 요구 사항: 인코넬 718은 대부분의 경쟁 초합금보다 극저온에 대한 인성을 훨씬 더 잘 유지하므로 영하의 온도에서 작동해야 하는 부품에 가장 적합한 선택입니다.
공급망 위험 허용 범위: 대량 생산이 필요하거나 납기 일정이 촉박한 프로그램은 유동적인 공급망을 갖춘 인코넬 718을 선호할 수 있습니다. 개발 일정이 긴 전략적 프로그램은 헤인즈 282의 긴 리드 타임을 흡수할 수 있습니다.
의사 결정 매트릭스 요약
| 결정 기준 | 인코넬 718을 가리킴 | 헤인즈 포인트 282 |
|---|---|---|
| 작동 온도 | 650°C 이하 | 700°C 이상 |
| 기본 로딩 모드 | 인장, 피로, 충격 | 크리프, 지속적인 스트레스 |
| 서비스 환경 | 극저온, 적정 온도 | 높은 산화, 고온 부식 |
| 제작 방법 | 복잡한 가공, 용접 어셈블리(얇은) | 대형 용접 구조물, 단조품 |
| 예산 제약 | 비용에 민감한 | 성능 크리티컬 |
| 서비스 수명 요구 사항 | 단기~중간(10,000시간 미만) | 장기 사용(25,000시간 이상) |
| 공급망 요구 사항 | 표준 리드 타임 | 리드 타임 연장 허용 |
| 규제/인증 | 완전 인증(항공 우주) | 인증 진행 중/확대 중 |
자주 묻는 질문 헤인즈 282 대 인코넬 718
1. Haynes 282는 어떤 온도에서 인코넬 718보다 크리프 강도가 우수합니까?
헤인즈 282는 약 650°C~680°C 이상의 온도에서 크리프 강도가 인코넬 718을 능가합니다. 이 크로스오버 온도 이하에서는 인코넬 718의 높은 γ'' + γ' 침전물 부피 비율이 높을수록 크리프 저항성이 약간 더 우수합니다. 700°C 이상에서는 열적으로 안정적인 γ' 침전물이 극적으로 우수한 성능을 제공합니다: 760°C 및 200MPa 응력에서 Haynes 282는 Inconel 718보다 300% 이상 긴 크리프 파열 수명을 달성합니다. 이 크로스오버는 650°C 이상에서 인코넬 718의 γ'' 상 불안정성과 직접적으로 관련이 있습니다. 엔지니어는 크리프 크리티컬 애플리케이션을 위해 이 두 합금 중에서 선택할 때 이 온도 임계값을 주요 결정 기준으로 사용해야 합니다. 출처: Haynes 국제 기술 게시판 H-3159; Haghighat 외, 재료 과학 및 엔지니어링 A, 2018.
2. 인코넬 718은 700°C 이상에서 어떤 용도로도 사용할 수 있나요?
인코넬 718은 노출 시간이 매우 짧고 지속 응력이 낮거나 주로 주기적(지속적이지 않은) 하중을 받는 애플리케이션에서 700°C 이상에서 사용할 수 있습니다. 실제로 일부 항공우주 배기 부품은 700°C 이상의 단기간 온도 급상승에도 즉각적인 고장 없이 사용할 수 있습니다. 그러나 치수 안정성, 지속적인 하중 지지 또는 700°C 이상의 긴 서비스 간격이 필요한 부품의 경우 인코넬 718은 권장되지 않습니다. 700°C~800°C에서 장시간 노출되면 비가역적인 γ''에서 δ 상 변환이 발생하여 문서화된 노화 연구에서 인장 강도가 10%에서 25%로, 연성이 15%에서 30%로 영구적으로 감소합니다. 설계 온도 한도를 초과하여 인코넬 718을 사용하는 것은 산업용 애플리케이션에서 부품 조기 고장의 일반적인 원인입니다. 출처: Radavich, 초합금 718 TMS 절차, 1994.
3. Haynes 282는 항공 우주 가스터빈 애플리케이션용으로 승인되었나요?
헤인즈 282는 AMS 5951 사양 승인을 받았으며 특정 부품 응용 분야에 대해 GE Aviation, 롤스로이스, 프랫 앤 휘트니를 비롯한 여러 주요 항공우주 엔진 OEM에서 자격을 획득했거나 현재 자격을 획득 중입니다. 주요 항공우주 분야에는 터빈 케이스, 연소기 부품, 차세대 가스 터빈의 핫 섹션 구조 링 등이 있습니다. 이 합금은 또한 고온 압력 용기 애플리케이션(코드 케이스 2625)에 대한 ASME 보일러 및 압력 용기 코드의 인증을 받았습니다. 특히 회전 디스크 애플리케이션에 대한 광범위한 항공 우주 인증은 현재 진행 중인 프로세스입니다. 구매자는 Haynes 282를 지정하기 전에 특정 부품 애플리케이션에 대한 현재 OEM 인증 상태를 확인해야 합니다. 출처: ASME BPVC 코드 사례 2625; 헤인즈 인터내셔널 자격 데이터.
4. 두 합금의 밀도 및 중량 대비 강도 비율 비교는 어떻게 되나요?
인코넬 718의 밀도는 약 8.19g/cm³입니다. 헤인즈 282의 밀도는 약 8.27g/cm³로 이보다 약간 더 무겁습니다. 실온에서 인코넬 718의 특정 최종 인장 강도(1,380 MPa / 8.19 g/cm³ = g/cm³당 168 MPa)는 헤인즈 282(1,050 MPa / 8.27 g/cm³ = g/cm³당 127 MPa)를 초과합니다. 그러나 760°C에서는 비교 결과가 크게 뒤바뀝니다: 인코넬 718의 경우 580 MPa에 비해 헤인즈 282는 약 860 MPa UTS를 달성하여 각각 104 및 71 MPa의 비인장 강도를 제공하며, 이 온도에서 중량 정규화 기준으로는 헤인즈 282가 46%의 이점을 제공합니다. 무게가 중요한 고온 구조물의 경우, 이러한 고온 강도 대 밀도 비율은 관련 수치가 중요합니다. 출처: Haynes International H-3159; 특수 금속 IN718 기술 데이터.
5. 총 부품 수명 주기 기준으로 Haynes 282의 비용은 Inconel 718과 어떻게 비교되나요?
2025~2026년 시장 상황에서 원재료 기준으로 볼 때, 헤인즈 282는 인코넬 718보다 킬로그램당 약 2배에서 3배 더 비쌉니다. 그러나 고온 애플리케이션에 대한 수명 주기 비용 분석은 일반적으로 이러한 프리미엄을 역전시킵니다. 750°C에서 25,000시간의 서비스 수명을 요구하는 부품 애플리케이션의 경우 크리프에 의한 치수 변화로 인해 8,000~10,000시간마다 인코넬 718을 교체해야 할 수 있으며, 같은 기간 동안 Haynes 282 부품 1개에 비해 2~3개의 교체가 필요합니다. 교체 인건비, 가동 중단 시간, 재설치 비용을 더하면 까다로운 서비스 조건에서 인코넬 718의 총 수명 주기 비용은 헤인즈 282의 1.5배에서 2.5배까지 초과할 수 있습니다. 이 수명 주기 계산은 프리미엄 합금 선택 결정을 위한 올바른 경제적 프레임워크입니다. 출처: Shingledecker 외, ASME 터보 엑스포 진행 자료, 2012; MWalloys 애플리케이션 분석.
6. 어떤 합금이 수소 취성에 대한 내성이 더 우수합니까?
인코넬 718은 특히 항공우주 수소 추진 및 석유 및 가스 응용 분야에서 수소 함유 환경에 대해 보다 광범위한 테스트와 인증을 거쳤습니다. 이 합금은 적절한 열처리 조건에서 사워(H2S 함유) 서비스에 대한 NACE MR0175/ISO 15156 요구 사항을 충족합니다. 인코넬 718은 FCC 결정 구조와 높은 니켈 함량으로 인해 수소 취화 감수성이 낮습니다. 헤인즈 282도 FCC 구조와 높은 니켈 함량을 가지고 있으며 수소 취성에 대한 내재적 저항성이 비슷할 것으로 예상되지만 수소가 풍부한 환경에서 공개된 자격 데이터는 인코넬 718에 비해 훨씬 적습니다. 수소 서비스 애플리케이션의 경우, 이용 가능한 문헌에 근거하여 인코넬 718이 더 완벽하게 문서화되고 검증된 선택입니다. 출처: NACE MR0175/ISO 15156; Reed, 초합금, 캠브리지, 2006.
7. 각 합금에 어떤 용접 용가재를 사용해야 하나요?
인코넬 718의 경우, 표준 용접 필러는 유사 조인트의 TIG 및 MIG 용접을 위한 ERNiFeCr-2(일치하는 조성, AMS 5832)입니다. 다른 니켈 초합금과 이종 금속 접합부의 경우 일반적으로 보수적인 버퍼 선택으로 인코넬 625 필러(ERNiCrMo-3)가 사용됩니다. Haynes 282의 경우, 특히 고온 크리프 적용 분야에서 용접 후 열처리 후 완전한 물성 정합이 필요한 경우, Haynes International은 일치하는 조성 필러(합금 282 용접 와이어)를 사용할 것을 권장합니다. 임계 접합부가 아니거나 용접 후 전체 용액 재어닐이 불가능한 경우, Inconel 625 필러는 부적절한 용접 후 처리로 인해 발생할 수 있는 균열 위험 없이 허용 가능한 내식성 및 내산화성을 제공합니다. 출처: Osoba 외, 금속 및 재료 거래 A, 2012; Haynes International 용접 가이드라인.
8. 고온 응용 분야에서 헤인즈 282와 인코넬 718은 와스팔로이와 어떻게 비교됩니까?
와스팔로이(UNS N07001)는 경쟁 합금으로 헤인즈 282보다 γ' 부피 비율(약 25% ~ 30%)이 높아 동일한 온도에서 더 높은 상온 및 크리프 강도를 제공합니다. 그러나 와스팔로이는 인코넬 718과 헤인즈 282보다 용접(변형-노화 균열 위험이 높음)과 기계 가공이 훨씬 더 어렵습니다. 헤인즈 282는 와스팔로이의 고온 크리프 성능에 맞춰 특별히 개발되었지만 훨씬 더 우수한 가공성을 제공합니다. 공개된 비교 결과에 따르면 Haynes 282는 760°C 및 동등한 응력에서 10%~15% 이내의 크리프 파열 수명을 달성한 반면, 시그마직 테스트 결과에 따르면 용접은 약 40%~60% 더 용이합니다. 고온 성능과 복잡한 용접 제작이 모두 필요한 응용 분야의 경우, Haynes 282는 인코넬 718의 우수한 가공성과 와스팔로이의 고온 강도 사이의 우수한 균형을 나타냅니다. 출처: Osoba 외., 2012; Sims 외., 초합금 II, Wiley, 1987.
9. 엔지니어가 주의해야 할 Haynes 282와 관련된 알려진 고장 모드가 있나요?
서비스 중인 Haynes 282의 경우 세 가지 특정 고장 모드에 주목할 필요가 있습니다. 첫째, 800°C 이상에서 장시간 사용 시 입자 경계의 시그마 및 뮤상 침전(8.5%의 높은 몰리브덴 함량과 관련)은 노화된 소재에서 입자 경계 연성을 감소시킬 수 있으며, 이는 최적화된 열처리와 수명 긴 부품의 주기적 검사를 통해 관리할 수 있습니다. 둘째, 가공으로 인한 표면 손상(부적절한 절삭 파라미터 또는 무딘 툴링으로 인한)은 압축 잔류 응력 또는 미세 구조적 손상을 유발하여 피로 수명을 감소시킬 수 있으므로 날카로운 카바이드 또는 세라믹 툴링을 사용한 적절한 가공 프로토콜이 필수적입니다. 셋째, 부적절한 용접 후 열처리(특히 시간을 절약하기 위해 용접 후 전체 용액 어닐 단계를 생략하는 경우)는 HAZ에서 불완전한 특성 회복을 초래하여 크리프 및 인장 강도가 감소하는 영역을 만들어 조기 고장을 유발할 수 있습니다. 이러한 고장 모드는 알려져 있으며 적절한 엔지니어링 제어를 통해 관리할 수 있습니다. 출처: Matuszewski 외, 국제 피로 저널, 2014; Haynes International 애플리케이션 노트.
10. 기계적 부하가 0인 상태에서 인코넬 718 및 헤인즈 282의 최대 연속 사용 온도는 얼마입니까?
기계적 부하가 전혀 없는 상태(순수한 열 노출, 구조적 응력 없음)에서 온도 한계는 크리프가 아닌 내산화성 및 미세 구조적 안정성에 의해 결정됩니다. 인코넬 718은 공기 중 약 980°C(1,800°F)까지 연속 노출 시 허용 가능한 표면 산화 속도를 유지하지만, 700°C 이상에서는 미세 구조적 열화(입자 경계에서의 δ 상 성장)가 지속적으로 발생하므로 장시간 노출 시 이를 고려해야 합니다. Haynes 282는 약 1,010°C(1,850°F)까지 연속 노출 시 허용 가능한 산화 속도를 유지하며, γ' 침전상의 높은 열 안정성으로 인해 700°C~1,000°C 범위에서 인코넬 718보다 우수한 미세 구조적 안정성을 제공합니다. 상당한 응력을 받는 부품의 경우 두 합금 모두 무부하 산화 한계가 아닌 구조적 온도 한계(IN718의 경우 650°C, H282의 경우 900°C)에서 평가해야 합니다. 출처: Haynes International H-3159 기술 게시판; Special Metals Corporation IN718 기술 데이터 시트.
요약: 엔지니어링 주요 사항
헤인즈 282와 인코넬 718 사이의 선택은 일반적인 우월성 문제가 아니라 비용과 성능에 중대한 영향을 미치는 정밀 온도 관리 엔지니어링 결정입니다.
인코넬 718은 23°C~650°C 성능 범위에서 여전히 지배적인 초합금으로, 탁월한 인장 강도, 피로 저항성, 극저온 기능, 가공성 및 공급망 깊이를 제공합니다. 60년 이상의 생산 역사, 광범위한 자격 데이터베이스, 경쟁력 있는 가격으로 인해 온도 범위 내에서 작동하는 모든 애플리케이션에 합리적인 기본 선택이 될 수 있습니다.
Haynes 282는 650°C에서 900°C에 이르는 고유하고 점점 더 중요해지는 성능 공간을 차지하며, 다른 어떤 용접 가능한 강수량 경화 니켈 초합금도 크리프 저항, 산화 방지 및 가공성의 조합을 따라잡을 수 없습니다. 첨단 가스 터빈, A-USC 증기 발전소 및 차세대 항공 우주 추진 시스템의 작동 온도가 높아짐에 따라 Haynes 282의 적용 영역도 그에 따라 확장될 것입니다.
MWalloys는 두 합금에 대해 완전한 재료 인증, 응용 엔지니어링 지원 및 추적성 문서를 제공합니다. 올바른 합금을 올바르게 선택하면 잘못된 서비스 조건에 잘못 적용된 프리미엄 합금보다 지속적으로 우수한 성능을 발휘하기 때문에 당사의 추천은 항상 부품의 특정 온도, 응력, 환경 및 제조 요구 사항에 근거합니다.
참조:
- 헤인즈 인터내셔널. 합금 282 기술 게시판 H-3159. 2023.
- 특수 금속 공사. 인코넬 합금 718 기술 데이터. 2023.
- Reed, R.C. 초합금: 초합금: 기초 및 응용. 캠브리지 대학 출판부, 2006.
- 심스, C.T., 스톨로프, N.S., 헤이글, W.C. 초합금 II. Wiley, 1987.
- Haghighat, S. et al. 재료 과학 및 공학 A, 718권. 엘스비어, 2018.
- 오소바, L.O. et al. 야금 및 자재 거래 A, 43권. TMS, 2012.
- Matuszewski, K. et al. 국제 피로 저널, 61권. 엘스비어, 2014.
- Shingledecker, J.P. et al. ASME 터보 엑스포의 진행 상황. ASME, 2012.
- Radavich, J.F. 초합금 718, 625, 706 및 파생 상품. TMS, 1994.
- Furrer, D. 및 Fecht, H. JOM, 51권. TMS, 1999.
- ASME 보일러 및 압력 용기 코드, 코드 사례 2625.
- AMS 5662, 5663, 5664, 5832, 5951 사양. SAE International.
- NACE MR0175 / ISO 15156. NACE 인터내셔널.
- 재료 과학국, 오크리지 국립 연구소. A-USC 연구 프로그램 보고서. 2010-2015.
