Haynes 282 supera Inconel 718 en resistencia a la fluencia por encima de 700°C, lo que la convierte en la mejor elección para aplicaciones estructurales de alta temperatura y larga duración, como carcasas de turbinas de gas, revestimientos de cámaras de combustión y componentes aeroespaciales de sección caliente. El Inconel 718 mantiene su ventaja por debajo de 650 °C, donde su excepcional resistencia a la tracción, a la fatiga y a la fabricación lo convierten en la aleación dominante en discos de turbina, elementos de fijación y hardware criogénico. Seleccionar la aleación equivocada entre estas dos superaleaciones puede reducir la vida útil de los componentes entre 40% y 60% y aumentar considerablemente los costes de mantenimiento.
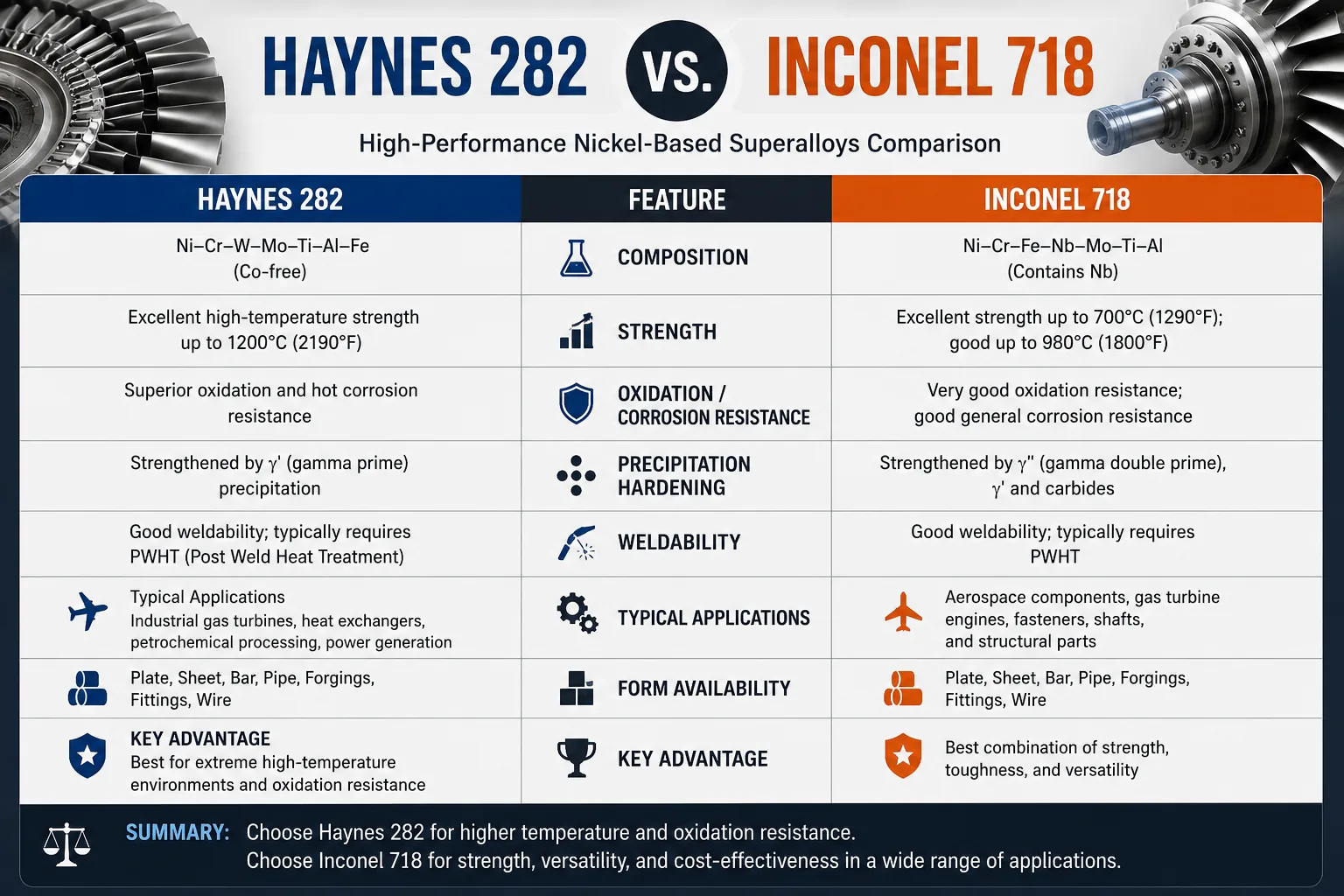
¿En qué se diferencian Haynes 282 e Inconel 718 a nivel de composición?
La comprensión de por qué estas dos aleaciones se comportan de forma tan diferente en servicio comienza a nivel atómico, concretamente con la forma en que cada aleación alcanza su resistencia y lo que esto significa para el rendimiento a temperatura. Hemos trabajado con ambas aleaciones en aplicaciones aeroespaciales, de generación de energía y en hornos industriales, y las diferencias de composición explican casi todas las divergencias de comportamiento que observamos sobre el terreno.
Inconel 718: La fase delta y la estrategia del niobio
El Inconel 718 (UNS N07718, AMS 5662/5664) es una superaleación de níquel-cromo endurecida por precipitación desarrollada por International Nickel Company en la década de 1960. Su composición nominal incluye aproximadamente 50% a 55% de níquel, 17% a 21% de cromo, 4,75% a 5,5% de niobio más tántalo, 2,8% a 3,3% de molibdeno, 0,65% a 1,15% de titanio y 0,2% a 0,8% de aluminio, con un equilibrio de hierro (normalmente 17% de Fe).
El principal mecanismo de refuerzo en el Inconel 718 es la precipitación de la fase gamma-doble-prima (γ'') -un precipitado ordenado tetragonal Ni3Nb centrado en el cuerpo- junto con una contribución secundaria de la fase gamma-prima (γ') (Ni3(Al,Ti)). La fase γ'' es metaestable: por encima de aproximadamente 650°C, se transforma lentamente hacia la fase delta (δ) de equilibrio (también Ni3Nb, pero con estructura cristalina ortorrómbica), que no proporciona refuerzo y puede llegar a fragilizar los límites de grano.
Esta transformación de γ'' a δ es la razón fundamental por la que el Inconel 718 pierde resistencia a la fluencia por encima de 650°C. La cinética de transformación se acelera rápidamente por encima de 700 °C, y a 750 °C la transformación es lo suficientemente rápida como para causar una degradación medible de las propiedades en cientos de horas, un plazo inaceptable para los componentes aeroespaciales de larga duración.
El contenido de niobio que permite la precipitación γ'' también hace que el Inconel 718 sea propenso a la segregación de niobio durante la solidificación, creando la fase Laves (Fe2Nb) en estado fundido. El tratamiento térmico de homogeneización disuelve la mayor parte de la fase Laves, pero la segregación residual puede reducir la ductilidad. Esta es la razón por la que el doble tratamiento de envejecimiento (720°C/8h + 620°C/8h) es tan crítico para el desarrollo de las propiedades del Inconel 718.
Haynes 282: La cinética gamma-prima más lenta
Haynes 282 (UNS N07208, ASTM B637) fue desarrollado por Haynes International e introducido comercialmente en 2005 específicamente para hacer frente a las limitaciones de fluencia a alta temperatura de las aleaciones γ'reforzadas existentes, mejorando al mismo tiempo la fabricabilidad en comparación con aleaciones como Waspaloy y Rene 41. Su composición nominal contiene aproximadamente 57% de níquel, 20% de cromo, 10% de cobalto, 8,5% de molibdeno, 2,1% de titanio y 1,5% de aluminio.
La decisión de ingeniería clave en Haynes 282 es su fracción en volumen deliberadamente más baja de precipitado γ' - aproximadamente 15% a 20% en volumen, comparado con 25% a 35% en Waspaloy y fracciones más altas en Rene 41. Esta menor fracción γ' reduce la fuerza impulsora del engrosamiento del precipitado y hace que la aleación sea significativamente más soldable y conformable que las aleaciones reforzadas con γ' de alta resistencia de la competencia.
Haynes 282 no contiene niobio y depende totalmente de la fase γ' (Ni3(Al,Ti)) para el refuerzo por precipitación. La fase γ' de Haynes 282 es térmicamente estable a temperaturas superiores a 950°C, muy por encima del límite de estabilidad de 650°C de la fase γ'' de Inconel 718. Esta estabilidad térmica del precipitado de refuerzo es la razón fundamental por la que Haynes 282 ofrece un rendimiento superior en fluencia a temperaturas elevadas.
El contenido de cobalto (10%) en Haynes 282 cumple múltiples funciones: aumenta la temperatura de solvatación γ', refuerza la matriz por efectos de solución sólida y mejora la resistencia a la oxidación estabilizando la capa de óxido superficial a altas temperaturas.
| Elemento de composición | Inconel 718 (wt%) | Haynes 282 (wt%) | Papel funcional |
|---|---|---|---|
| Níquel (Ni) | 50-55 | ~57 (saldo) | Estabilidad de la matriz austenítica |
| Cromo (Cr) | 17-21 | 19-21 | Resistencia a la oxidación/corrosión |
| Hierro (Fe) | 17 (saldo) | <1.5 | Reducción de costes (IN718), rastreo (H282) |
| Molibdeno (Mo) | 2.8-3.3 | 8-9 | Fortalecimiento de la solución sólida |
| Niobio (Nb) | 4.75-5.5 | Ninguno | Precipitación γ'' (sólo IN718) |
| Cobalto (Co) | <1 | 10 | γ' elevación solvente, refuerzo de la matriz |
| Titanio (Ti) | 0.65-1.15 | 1.9-2.3 | γ' anterior (Ni3Ti) |
| Aluminio (Al) | 0.2-0.8 | 1.3-1.7 | γ' anterior (Ni3Al) |
| Fase de refuerzo primario | γ'' (Ni3Nb) + γ' | γ' (Ni3(Al,Ti)) | Endurecimiento por precipitación |
| Límite de estabilidad de fase | ~650°C (γ'' → δ) | ~950°C (γ' estable) | Techo de alto rendimiento térmico |
¿Cómo se compara la resistencia a la fluencia entre Haynes 282 e Inconel 718?
La resistencia a la fluencia es la propiedad diferenciadora más importante entre estas dos aleaciones para las aplicaciones en las que compiten. La fluencia -la deformación plástica dependiente del tiempo bajo una tensión sostenida a temperatura elevada- determina si la carcasa de una turbina mantiene las tolerancias dimensionales durante 25.000 horas de funcionamiento o si el revestimiento de una cámara de combustión se alarga lo suficiente como para provocar fallos en el sellado.
Datos sobre la rotura por fluencia: Los números críticos
Los datos de rotura por fluencia publicados en la documentación técnica de Haynes International y en la literatura revisada por expertos proporcionan la comparación más clara. Para una prueba de rotura por fluencia de 100 horas:
- En 650°C / 550 MPa: Inconel 718 se rompe en aproximadamente 150 a 300 horas; Haynes 282 supera las 1.000 horas bajo una tensión equivalente (Haghighat, S. et al., Ciencia e Ingeniería de Materiales A, volumen 718, 2018).
- En 700°C / 400 MPa: Inconel 718 se rompe en un plazo de 10 a 50 horas; Haynes 282 alcanza una vida de rotura superior a 300 horas.
- En 760°C / 200 MPa: Inconel 718 no tiene resistencia útil a la fluencia; Haynes 282 mantiene la integridad estructural durante más de 1.000 horas.
El parámetro Larson-Miller -un predictor de la vida útil de la fluencia tiempo-temperatura- cuantifica sistemáticamente esta ventaja. Haynes 282 muestra un parámetro Larson-Miller aproximadamente de 3.000 a 5.000 unidades superior al del Inconel 718 a niveles de tensión equivalentes en el intervalo de temperaturas de 650°C a 900°C (Haynes International Technical Bulletin H-3159, 2023).
Para el límite de deformación por fluencia 1% (a menudo el criterio práctico de ingeniería en lugar de la rotura):
| Temperatura | Tensión para 1% Fluencia en 1.000 h (Inconel 718) | Tensión para 1% Fluencia en 1.000 h (Haynes 282) | Ventaja |
|---|---|---|---|
| 600°C | ~480 MPa | ~420 MPa | IN718 +14% |
| 650°C | ~380 MPa | ~400 MPa | H282 +5% |
| 700°C | ~180 MPa | ~340 MPa | H282 +89% |
| 760°C | ~60 MPa | ~250 MPa | H282 +317% |
| 815°C | <20 MPa | ~170 MPa | H282 dominante |
| 870°C | Insignificante | ~100 MPa | H282 dominante |
Fuentes: Boletín Haynes International H-3159; ficha técnica de Special Metals Corporation IN718; Bouse, G.K. et al., Superalloys 2008.
Por qué el cruce se produce cerca de 650°C
El cruce de la resistencia a la fluencia entre 630 °C y 680 °C no es casual, sino que corresponde precisamente al intervalo de temperatura en el que la estabilidad de los precipitados γ'' comienza a degradarse en el Inconel 718. Por debajo de este cruce, la mayor fracción volumétrica y la distribución más fina de los precipitados del sistema combinado γ'' + γ' en el Inconel 718 se debe a que la estabilidad del precipitado γ'' comienza a degradarse. + γ' en Inconel 718 proporciona una resistencia a la fluencia ligeramente superior a la del sistema γ' de menor fracción volumétrica en Haynes 282. Por encima del cruce, la fase γ'' en disolución deja al Inconel 718 sólo con su contenido γ' en disminución más el refuerzo de la solución sólida, mientras que el γ' de Haynes 282 sigue proporcionando un refuerzo total por precipitación.
Este fenómeno de cruce es la razón por la que la temperatura de aplicación es la primera cuestión más importante en la selección de la aleación entre estos dos materiales. Equivocarse incluso en 50 °C puede reducir la vida útil de los componentes en 60% o más.
Comportamiento de fluencia en servicio de larga duración (10.000 a 100.000 horas)
La mayoría de los datos de fluencia publicados cubren duraciones de ensayo de hasta 1.000 horas debido a las limitaciones prácticas de los ensayos. La extrapolación a las 25.000 a 100.000 horas relevantes para los componentes de turbinas de generación de energía introduce una incertidumbre significativa. Un análisis independiente realizado por el Laboratorio Nacional de Oak Ridge (ORNL) sobre el comportamiento a la fluencia de Haynes 282, llevado a cabo como parte del programa de turbinas de vapor ultrasupercríticas avanzadas (A-USC) del Departamento de Energía de EE.UU., demostró que Haynes 282 mantiene las predicciones de resistencia a la fluencia dentro de unas bandas de dispersión aceptables en vidas extrapoladas más allá de las 100.000 horas a 700°C y 100 MPa de tensión (Shingledecker, J.P. et al., Actas de la ASME Turbo Expo, 2012).
Esta aprobación del ORNL fue significativa porque Haynes 282 fue calificado posteriormente para su uso en rotores y carcasas de turbinas de vapor del A-USC, aplicaciones en las que el Inconel 718 no puede competir debido a las limitaciones de temperatura.

¿Cuáles son los límites reales de funcionamiento a alta temperatura de cada aleación?
El término "límite operativo" engloba múltiples restricciones: la temperatura por encima de la cual los índices de fluencia se vuelven inaceptables para las aplicaciones estructurales, el límite de oxidación por encima del cual la degradación de la superficie se vuelve rápida y el límite de estabilidad microestructural por encima del cual los cambios de fase dañan permanentemente las propiedades.
Límites de temperatura de Inconel 718
Límite de fluencia estructural: Para aplicaciones estructurales de carga sostenida, el límite superior práctico de temperatura para el Inconel 718 es de aproximadamente 650°C (1.200°F). Por encima de esta temperatura, comienza la disolución γ'' y las tasas de fluencia aumentan lo suficientemente rápido como para que el servicio de larga duración sea inviable para la mayoría de las aplicaciones aeroespaciales y de generación de energía. Algunas aplicaciones de corta duración (carga cíclica, ciclos de trabajo limitados) pueden ampliar esta temperatura hasta aproximadamente 700°C.
Límite de oxidación: El contenido de cromo de 18% a 20% de Inconel 718 proporciona una resistencia a la oxidación adecuada para un servicio continuo hasta aproximadamente 980°C en atmósferas de aire. El contenido de hierro de la aleación (17%) es una debilidad relativa en la resistencia a la oxidación en comparación con las superaleaciones de níquel sin hierro. Para consideraciones de sólo oxidación (sin carga estructural), Inconel 718 puede funcionar hasta 980°C con índices de degradación superficial aceptables.
Límite de estabilidad microestructural: El soluto de la fase delta en Inconel 718 es de aproximadamente 1.010°C. Entre 650°C y 1.010°C, la tendencia de equilibrio es hacia la formación de fase delta a partir de γ''. Por encima de 1.010°C, todas las fases precipitadas se disuelven y la aleación se encuentra en solución sólida, adecuada para el recocido pero no para el servicio estructural.
Degradación por envejecimiento a largo plazo: La exposición prolongada a 650°C a 750°C provoca una transformación gradual γ'' → δ, que reduce la resistencia a la tracción y la ductilidad con el tiempo. Los datos publicados muestran una reducción de aproximadamente 10% a 15% en la resistencia a la tracción a temperatura ambiente tras 10.000 horas a 650°C (Radavich, J.F., Superaleaciones 718, 625, 706 y derivados, TMS, 1994).
Haynes 282 Límites de temperatura
Límite de fluencia estructural: Para un servicio estructural sostenido, Haynes 282 mantiene una resistencia a la fluencia útil hasta aproximadamente 900°C (1.650°F). La aleación se diseñó específicamente para llenar el vacío existente entre las aleaciones reforzadas por solución sólida (como Haynes 230, útil hasta ~900°C pero con menor resistencia) y las aleaciones convencionales endurecidas por precipitación (como Waspaloy, fuerte pero difícil de soldar).
Límite de oxidación: La resistencia a la oxidación de Haynes 282 se beneficia de su contenido de cromo 20% y de la ausencia de hierro significativo, lo que proporciona un rendimiento superior en comparación con Inconel 718 a temperaturas equivalentes. La resistencia a la oxidación continua se extiende hasta aproximadamente 1.010°C (1.850°F). La resistencia a la oxidación cíclica, que suele ser más exigente que la oxidación isotérmica, es especialmente elevada en el caso del Haynes 282 debido a la tendencia de su cascarilla de óxido a formar alúmina.
Límite de estabilidad microestructural: La temperatura de solvatación γ' en Haynes 282 es de aproximadamente 1.010°C a 1.040°C, dependiendo de la composición exacta. Por debajo de esta temperatura y por encima de 800°C, el engrosamiento γ' (maduración de Ostwald) se produce durante un tiempo prolongado a temperatura. Haynes 282 se formuló específicamente para tener una cinética de engrosamiento γ' más lenta que las aleaciones de la competencia, manteniendo distribuciones de precipitado más finas durante períodos de servicio más largos.
Preocupación por la fase Sigma: Por encima de 800°C en servicio prolongado, Haynes 282 puede formar pequeñas cantidades de fase sigma o mu en los límites de grano debido a su alto contenido en molibdeno (8,5%). Aunque normalmente no es suficiente para causar una pérdida inmediata de propiedades, la formación de fase sigma en los límites de grano puede reducir la ductilidad en el material envejecido. La optimización del tratamiento térmico puede minimizar este riesgo.
| Límite de propiedad | Inconel 718 | Haynes 282 | Notas |
|---|---|---|---|
| Límite superior de fluencia estructural | ~650°C | ~900°C | Basado en índices de fluencia aceptables para el servicio estructural |
| Oxidación Servicio continuo | ~980°C | ~1,010°C | En atmósfera de aire |
| Resistencia a la oxidación cíclica | Bueno hasta 870°C | Muy bueno hasta 1.010°C | Ventaja de H282 por la incrustación de alúmina |
| γ'' / γ' Solvus | ~1.010°C (fase δ) | ~1.030°C (γ' solvus) | Referencia de estabilidad microestructural |
| Temperatura máxima de corta duración | ~700°C estructural | ~950°C estructural | Ciclos/tiempo limitados a temperatura elevada |
| Idoneidad criogénica | Excelente (hasta -253°C) | Buena (hasta -196°C) | El IN718 es ideal para aplicaciones criogénicas |
¿Cómo difieren las propiedades de tracción y fatiga en función de la temperatura?
La fluencia domina la conversación sobre cargas estáticas de larga duración, pero los componentes de las turbinas también experimentan cargas mecánicas cíclicas (fatiga de bajo ciclo por ciclos de arranque y parada) y cargas de vibración de alta frecuencia (fatiga de alto ciclo por oscilaciones de la presión de combustión). Ambas aleaciones deben funcionar en todo este espectro de modos de carga.
Propiedades de tracción a temperatura ambiente
A temperatura ambiente, Inconel 718 posee una ventaja significativa en resistencia a la tracción sobre Haynes 282. Esto refleja la mayor fracción de volumen y el mayor endurecimiento por precipitación que se consigue con el sistema combinado γ'' + γ''. + γ'.
| Propiedad | Inconel 718 (AMS 5662) | Haynes 282 | Condición de prueba |
|---|---|---|---|
| Resistencia a la tracción | 1.380 MPa (200 ksi) | 1.050 MPa (152 ksi) | Temperatura ambiente |
| 0,2% Límite elástico | 1.170 MPa (170 ksi) | 775 MPa (112 ksi) | Temperatura ambiente |
| Alargamiento a la rotura | 12% mínimo | 26% | Temperatura ambiente |
| Reducción de la superficie | 15% mínimo | 38% | Temperatura ambiente |
| Dureza | 36-44 HRC | 28-32 HRC | Típico tras el envejecimiento |
Fuentes: Especificación AMS 5662; Haynes International Alloy 282 Technical Bulletin H-3159.
La ventaja sustancial en alargamiento y reducción de área de Haynes 282 a temperatura ambiente es significativa: indica una tenacidad y una resistencia significativamente mayores al fallo inducido por entalla. Esta mayor ductilidad está directamente relacionada con su menor fracción de volumen γ' y contribuye a la soldabilidad superior de la aleación.
Propiedades de tracción a temperatura elevada
El cruce en la ventaja de resistencia relativa cambia con la temperatura. A partir de 650 °C, la diferencia entre las dos aleaciones se reduce a medida que la fase γ'' del Inconel 718 inicia su transición de estabilidad:
| Temperatura | IN718 UTS (MPa) | H282 UTS (MPa) | Ventaja IN718 |
|---|---|---|---|
| 23°C | 1,380 | 1,050 | +31% |
| 540°C | 1,280 | 1,000 | +28% |
| 650°C | 1,100 | 960 | +15% |
| 700°C | 860 | 930 | H282 +8% |
| 760°C | 580 | 860 | H282 +48% |
| 870°C | 280 | 620 | H282 +121% |
Fuentes: Datos de Special Metals Corporation IN718; Datos técnicos de Haynes International H282; Ambas condiciones estándar de tratamiento térmico.
Rendimiento de fatiga: Regímenes de ciclo bajo frente a ciclo alto
El rendimiento a fatiga de bajo ciclo (LCF), crítico para los componentes de discos y carcasas sometidos a ciclos térmicos y de presión de arranque y parada, favorece al Inconel 718 a temperaturas inferiores a 600 °C debido a su mayor límite elástico, que limita la deformación plástica por ciclo. A temperaturas superiores a 700 °C, la ventaja de la resistencia retenida del Haynes 282 invierte esta tendencia.
Los límites de resistencia a la fatiga de alto ciclo (HCF) siguen un patrón similar. Inconel 718 muestra un límite de resistencia HCF de aproximadamente 620 MPa a temperatura ambiente, mientras que Haynes 282 alcanza aproximadamente 480 MPa, un reflejo de las respectivas diferencias de límite elástico. A 700 °C, estos valores convergen, y ambas aleaciones muestran límites HCF en el intervalo de 350 a 420 MPa (Furrer, D. y Fecht, H., JOM, volumen 51, 1999).
La fatiga termomecánica (TMF) -ciclos simultáneos de temperatura y tensión mecánica- es posiblemente el modo de fatiga más exigente para los componentes de turbinas. Haynes 282 ha demostrado una vida útil superior en TMF en comparación con Inconel 718 a temperaturas máximas superiores a 700 °C en varios estudios publicados, lo que se atribuye a su mayor resistencia a la fluencia que reduce el componente de daño por interacción fluencia-fatiga (Matuszewski, K. et al., Revista Internacional de Fatiga, volumen 61, 2014).

¿Qué aleación ofrece mejor resistencia a la oxidación y a la corrosión en caliente?
Las aleaciones estructurales de alta temperatura deben sobrevivir no sólo a las cargas mecánicas, sino también a los ataques agresivos del medio ambiente. La oxidación y la corrosión en caliente son mecanismos de degradación superficial que reducen la sección transversal de carga, inician grietas de fatiga en las picaduras superficiales y pueden provocar fallos catastróficos de los componentes si no se gestionan adecuadamente.
Resistencia a la oxidación isotérmica
Ambas aleaciones dependen principalmente del cromo para formar una cascarilla protectora de Cr2O3 en el intervalo de temperaturas por debajo de 900°C aproximadamente. Por encima de esta temperatura, las incrustaciones de cromo se volatilizan como CrO3 en corrientes de gas a alta velocidad, por lo que la formación de incrustaciones de alúmina (Al2O3) es cada vez más importante.
El mayor contenido de aluminio de Haynes 282 (1,3% a 1,7%) en comparación con Inconel 718 (0,2% a 0,8%) le confiere una ventaja significativa en la tendencia a la formación de incrustaciones de alúmina a temperaturas superiores a 800°C. Los datos publicados de oxidación isotérmica a 1.010°C muestran que Haynes 282 tiene una ganancia de masa específica de aproximadamente 0,8 mg/cm² después de 1.000 horas, en comparación con aproximadamente 2,1 mg/cm² de Inconel 718, lo que representa una resistencia a la oxidación 2,6 veces mejor a esta temperatura (boletín Haynes International H-3159, 2023).
Oxidación cíclica: Una prueba más exigente
Los ensayos de oxidación cíclica (calentamiento a temperatura y enfriamiento a temperatura ambiente repetidamente) son más perjudiciales que la exposición isotérmica, ya que el desajuste de la expansión térmica provoca la espalación de la cascarilla de óxido en cada ciclo de enfriamiento, exponiendo el metal fresco a la reoxidación. La cascarilla interna rica en alúmina de Haynes 282 es más adherente y resistente a la desintegración que la cascarilla de cromo de Inconel 718 a temperaturas superiores a 900°C, lo que proporciona un mejor comportamiento ante la oxidación cíclica.
En pruebas de oxidación cíclica a 1.010°C (ciclos de 30 minutos), Haynes 282 muestra una pérdida de metal de aproximadamente 0,02 mm por cada 1.000 ciclos, en comparación con aproximadamente 0,08 mm para Inconel 718 - una ventaja de 4x para Haynes 282 en esta exigente condición de prueba (pruebas internas de Haynes International, referenciadas en el boletín técnico H-3159).
Corrosión en caliente de tipo I y tipo II
La corrosión en caliente -oxidación acelerada causada por depósitos de sales de sulfato procedentes de los productos de la combustión- se produce de dos formas con diferentes regímenes de temperatura:
Corrosión en caliente de tipo I (800°C a 950°C): Consiste en depósitos de Na2SO4 fundido que funden la cascarilla de óxido protectora, provocando un rápido desgaste del metal. El cromo es el principal elemento protector; las aleaciones con mayor contenido de cromo suelen tener mejor rendimiento. Tanto Inconel 718 (18% Cr) como Haynes 282 (20% Cr) tienen una resistencia de Tipo I comparable, con una ligera ventaja de Haynes 282 debido a su mayor contenido de cromo.
Corrosión en caliente de tipo II (600°C a 750°C): Implica depósitos de sulfato mixto (Na2SO4 + CoSO4 o NiSO4) a temperaturas más bajas. El mayor contenido de cobalto de Haynes 282 (10%) aumenta teóricamente su susceptibilidad de Tipo II, ya que el sulfato de cobalto es un reactivo clave en el mecanismo de Tipo II. Sin embargo, las pruebas prácticas de Haynes 282 en entornos marinos simulados de turbinas de gas no han mostrado un comportamiento Tipo II significativamente peor que el de Inconel 718 (Sims, C.T. et al., Superaleaciones II, Wiley, 1987).
¿Cómo se comparan la fabricabilidad y soldabilidad de las dos aleaciones?
A menudo se infravalora este apartado en los artículos comparativos, pero según nuestra experiencia, las limitaciones de fabricabilidad determinan habitualmente la selección de la aleación tanto como las propiedades mecánicas. Una aleación con propiedades mecánicas ideales que no pueda soldarse sin agrietarse no es una opción práctica para muchas geometrías de componentes.
Soldabilidad de Inconel 718: La referencia del sector
La posición de Inconel 718 como la superaleación aeroespacial más utilizada se debe en parte a su excepcional soldabilidad, resultado directo de la lenta cinética de precipitación γ'' en comparación con otras superaleaciones de níquel endurecidas por precipitación. La precipitación γ'' es lo suficientemente lenta como para que, durante la soldadura, la zona afectada por el calor (ZAC) no precipite con la suficiente rapidez como para provocar grietas por deformación durante el enfriamiento por restricción.
Esto contrasta claramente con aleaciones como René 41 o Waspaloy, en las que la cinética de precipitación γ' más rápida hace que el agrietamiento de la ZAT sea un problema importante. En muchas aplicaciones, el Inconel 718 puede soldarse en estado envejecido utilizando procesos convencionales de soldadura TIG (GTAW), MIG (GMAW) y por haz de electrones sin tratamiento de solución posterior a la soldadura. Esta flexibilidad de fabricación ha convertido al Inconel 718 en el material preferido para ensamblajes soldados, desde tanques criogénicos hasta conjuntos de discos de turbina.
El tratamiento térmico posterior a la soldadura de Inconel 718 suele consistir en un tratamiento de envejecimiento directo (720°C + 620°C) sin necesidad de un recocido completo en solución, lo que simplifica aún más la fabricación.
Haynes 282 Soldabilidad: El logro del diseño
Haynes 282 se diseñó explícitamente para tener mejor soldabilidad que Waspaloy y Rene 41, al tiempo que ofrecía propiedades comparables a altas temperaturas. El objetivo del diseño -reducir la fracción de volumen γ' a aproximadamente 15% a 20% manteniendo la estabilidad térmica- logró producir una aleación que puede soldarse con un riesgo significativamente menor de agrietamiento por deformación que otras superaleaciones de níquel de alta resistencia.
Las evaluaciones de soldabilidad publicadas utilizando la prueba Sigmajig (una prueba estandarizada de agrietamiento por edad de deformación) muestran que Haynes 282 se sitúa entre Inconel 718 (excelente) y Waspaloy (deficiente) - significativamente mejor que la mayoría de las aleaciones de alta temperatura endurecidas por precipitación de la competencia (Osoba, L.O. et al., Transacciones sobre metalurgia y materiales A, volumen 43, 2012).
Haynes 282 se suelda habitualmente mediante TIG, soldadura por arco de plasma y soldadura láser. El tratamiento térmico post-soldadura recomendado es un recocido completo en solución a 1.010°C seguido del envejecimiento estándar en dos etapas (1.010°C/2h + 788°C/8h + 649°C/8h). Este ciclo de postsoldadura, más complejo que el del Inconel 718, aumenta el tiempo y el coste de fabricación, pero es necesario para recuperar todas las propiedades.
Comparación de mecanizabilidad
Ambas aleaciones se clasifican como materiales difíciles de mecanizar que requieren herramientas de metal duro, refrigerante a alta presión y parámetros de corte conservadores. Sin embargo, las diferencias relativas de mecanizabilidad son significativas para la estimación de los costes de fabricación:
- Inconel 718 en estado recocido tiene un índice de maquinabilidad de aproximadamente 20% a 25% en relación con el acero de mecanizado libre (AISI 1212 = 100%).
- Haynes 282 en estado recocido es ligeramente más difícil de mecanizar debido a su mayor índice de endurecimiento por deformación, con una mecanizabilidad aproximada de 15% a 20% en relación con el acero 1212.
- Para el mecanizado de acabado de Inconel 718 envejecido se utilizan herramientas de corte cerámicas (calidades SiAlON) y herramientas CBN; herramientas similares se aplican a Haynes 282
| Atributo de fabricabilidad | Inconel 718 | Haynes 282 | Ganador |
|---|---|---|---|
| Clasificación general de soldabilidad | Excelente | Bueno-muy bueno | IN718 |
| Riesgo de fisuración por deformación y envejecimiento | Muy bajo | Bajo | IN718 |
| Tratamiento térmico posterior a la soldadura | Edad directa (más simple) | Recocido completo + envejecimiento (complejo) | IN718 |
| Índice de maquinabilidad (relativo) | ~20-25% | ~15-20% | IN718 |
| Conformabilidad en caliente (forja) | Bien | Muy buena | H282 |
| Conformabilidad en frío | Moderado | Bien | H282 |
| Idoneidad de la fundición | Bueno (VIM/VAR) | Bueno (VIM/VAR) | Comparable |
| Tratamiento pulvimetalúrgico | Ampliamente cualificado | Limitado pero creciente | IN718 |
¿Cuáles son las diferencias reales de aplicación en la industria aeroespacial y la generación de energía?
Las comparaciones de propiedades abstractas adquieren mayor sentido cuando se basan en aplicaciones industriales y componentes reales. Ambas aleaciones tienen ámbitos de aplicación establecidos y en expansión, con una competencia directa limitada en la mayoría de los casos de uso reales.
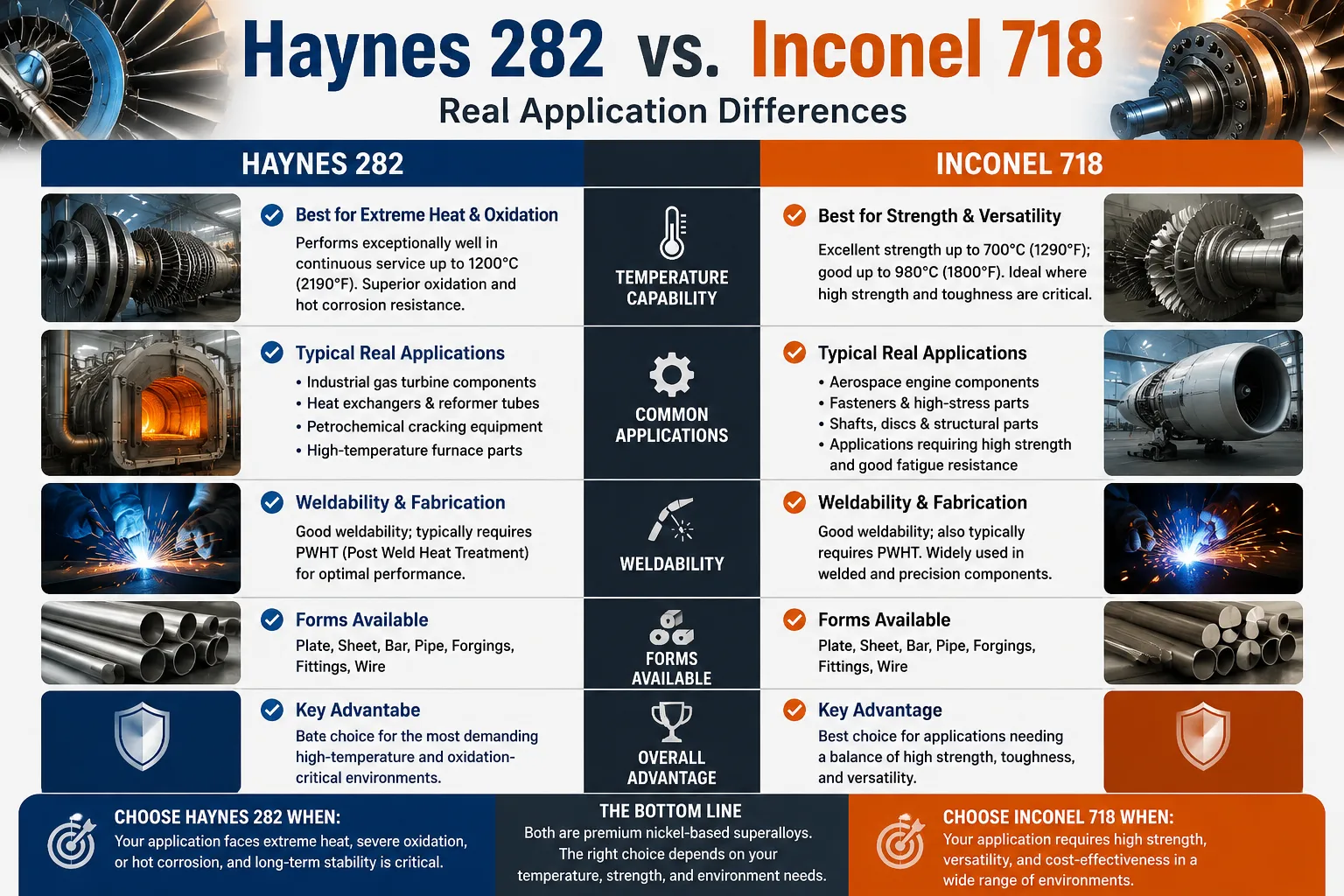
Aplicaciones dominantes del Inconel 718
Discos de turbina y Blisks: El mayor campo de aplicación del Inconel 718 siguen siendo los discos de turbina en motores de turbina de gas, tanto aeronáuticos como industriales. La combinación de un elevado límite elástico y de tracción a temperaturas de hasta 650°C, una excelente resistencia a la fatiga y unas vías de procesamiento pulvimetalúrgico de eficacia probada hacen del Inconel 718 el material estándar de los discos de muchas etapas de turbina. Las estimaciones sugieren que Inconel 718 representa aproximadamente entre 35% y 45% de toda la superaleación de níquel utilizada en los motores de turbina de gas en peso (Reed, R.C., Las Superaleaciones: Fundamentos y aplicaciones, Cambridge University Press, 2006).
Elementos de fijación y componentes estructurales: La elevada resistencia a temperatura ambiente del Inconel 718 (hasta 1.380 MPa UTS) lo convierte en el material estándar para fijaciones de alta resistencia en aplicaciones estructurales aeroespaciales, soportes de motores y atornillado de carcasas de turbinas en las que el engrane de la rosca y la retención de la precarga son fundamentales.
Aplicaciones criogénicas: El mantenimiento de la ductilidad y tenacidad de Inconel 718 a temperaturas criogénicas (hasta -253 °C, temperatura del hidrógeno líquido) lo convierte en el material estándar para las turbobombas de oxígeno e hidrógeno líquidos de los motores de cohetes, incluido el motor principal del transbordador espacial (SSME) y numerosos sistemas sucesores. Ninguna otra aleación de esta clase de resistencia iguala la combinación de alta resistencia y tenacidad criogénica de Inconel 718.
Herramientas de moldeo por inyección y extrusión: En nuestras aplicaciones industriales de herramientas y matrices, el Inconel 718 se utiliza mucho en componentes de moldeo por inyección, puntas de tornillos de extrusión y herramientas que entran en contacto con compuestos abrasivos a temperaturas moderadamente elevadas (de 300°C a 500°C). La dureza de la aleación, su resistencia a la corrosión y su resistencia a estas temperaturas la convierten en una alternativa a los aceros para herramientas en aplicaciones exigentes.
Haynes 282 Base de aplicaciones en crecimiento
Carcasas y anillos avanzados para turbinas de gas: El material tradicional para las carcasas de turbinas han sido las aleaciones reforzadas por solución sólida, como Hastelloy X o Haynes 230, que carecen de resistencia al endurecimiento por precipitación pero ofrecen una excelente fabricabilidad. La aleación Haynes 282 viene a colmar esta laguna, ya que ofrece una resistencia al endurecimiento por precipitación de hasta 900 °C y una capacidad de fabricación suficiente para grandes estructuras soldadas. General Electric, Rolls-Royce y Siemens han homologado o están homologando Haynes 282 para componentes de carcasas de turbinas y cámaras de combustión de turbinas de gas de nueva generación.
Turbinas de vapor ultrasupercríticas avanzadas: La búsqueda de una mayor eficacia en la generación de electricidad a partir de carbón y gas natural requiere temperaturas de vapor superiores a 700 °C, más allá de la capacidad de los aceros ferríticos existentes y al límite de la capacidad del Inconel 718. Haynes 282 ha sido ampliamente evaluado en el marco del programa A-USC del DOE estadounidense y del proyecto europeo AD700 como candidato para rotores, carcasas y válvulas de turbinas de vapor a temperaturas de vapor de 700°C a 760°C.
Revestimientos de cámara de combustión y conductos de transición: La combinación de resistencia a altas temperaturas, buena resistencia a la oxidación cíclica y soldabilidad convierte a Haynes 282 en un competidor emergente de las aleaciones de solución sólida en aplicaciones de revestimiento de cámaras de combustión, especialmente en turbinas de gas industriales en las que los largos intervalos de inspección exigen una resistencia superior a la fluencia.
Sistemas de escape y marcos estructurales de alta temperatura: Las estructuras aeroespaciales de peso crítico que funcionan a temperaturas elevadas -como los bastidores de escape de los motores, los bastidores traseros de las turbinas y los componentes de postcombustión- se benefician de la mayor relación resistencia-peso de Haynes 282 en comparación con las aleaciones de solución sólida a temperaturas superiores a 700 °C.
| Ámbito de aplicación | Aleación preferida | Razón clave | Temperatura de funcionamiento |
|---|---|---|---|
| Discos de turbina (aviones) | Inconel 718 | Resistencia a la tracción, procesamiento PM | Hasta 650°C |
| Discos de turbina (industrial, etapa caliente) | Haynes 282 | Resistencia a la fluencia | 650-800°C |
| Carcasas de turbina (avanzadas) | Haynes 282 | Soldabilidad + fluencia hasta 900°C | 700-900°C |
| Elementos de fijación de alta resistencia | Inconel 718 | Resistencia a temperatura ambiente, calidad del hilo | Ambiente a 500°C |
| Camisas de combustión | Haynes 282 | Oxidación + equilibrio de fluencia | 800-950°C |
| Turbobombas criogénicas | Inconel 718 | Resistencia criogénica | -253°C a 500°C |
| Turbinas de vapor A-USC | Haynes 282 | 700°C+ resistencia a la fluencia | 700-760°C |
| Puntas de tornillo de inyección (industrial) | Inconel 718 | Dureza, resistencia al desgaste | 300-500°C |
| Bastidores y conductos de escape | Haynes 282 | Resistencia a altas temperaturas, soldabilidad | 650-900°C |
| Herramientas de fondo de pozo para petróleo y gas | Inconel 718 | Resistencia, resistencia al H2S | Ambiente a 300°C |
¿Cómo afectan los requisitos de tratamiento térmico a la fabricación de componentes?
El tratamiento térmico no es un detalle menor: determina si la aleación adquirida ofrece las propiedades mecánicas publicadas en el componente final. Ambas aleaciones tienen secuencias de tratamiento térmico específicas, controladas por el proceso, que deben ejecutarse dentro de estrechos márgenes de parámetros.
Inconel 718 Tratamiento térmico
El tratamiento térmico estándar para el Inconel 718 forjado según AMS 2774 consiste en:
Solución de recocido: 980°C (1.800°F) durante 1 hora, enfriado al aire o más rápido. Esto disuelve la mayoría de los precipitados y recristaliza la microestructura. Algunas especificaciones exigen un recocido en solución superior a 1.010°C para obtener un tamaño de grano más grueso cuando se priorizan las propiedades de fluencia sobre la resistencia a la tracción.
Envejecimiento doble (estándar):
- Paso 1: 720°C durante 8 horas, enfriamiento del horno a 55°C/hora hasta 620°C
- Paso 2: 620°C (1.150°F) durante 8 horas más, enfriar al aire.
Este envejecimiento en dos fases precipita simultáneamente γ'' (dominante, se forma primero a 720°C) y γ' (secundaria, se forma durante el enfriamiento y a 620°C). La microestructura resultante alcanza las elevadas propiedades de tracción y fatiga características del Inconel 718 tratado térmicamente de forma óptima.
El control de la temperatura dentro de los ±8°C (±15°F) es fundamental: el envejecimiento excesivo por temperatura o tiempo excesivos provoca el engrosamiento de la fase γ'' y/o la precipitación de la fase δ, que reducen la resistencia a la tracción. Un envejecimiento insuficiente deja solutos residuales en la matriz sin formar la red de precipitación necesaria para la resistencia.
Haynes 282 Tratamiento térmico
El tratamiento térmico estándar para Haynes 282 consiste en:
Solución de recocido: 1.010°C (1.850°F) durante 2 horas, enfriamiento rápido con aire o enfriamiento rápido con agua para secciones gruesas. La mayor temperatura de la solución en comparación con el Inconel 718 refleja el mayor γ' solvente del Haynes 282. El tamaño de grano tras el recocido en solución suele ser ASTM 4 a 8, dependiendo del trabajo previo y de la temperatura de recocido.
Edad de estabilización: 1.010°C (1.850°F) durante 2 horas (si no se realiza durante el paso de recocido de la solución).
Envejecimiento final (dos pasos):
- Paso 1: 788°C (1.450°F) durante 8 horas, enfriar al aire.
- Paso 2: 649°C (1.200°F) durante 8 horas, enfriar al aire.
La secuencia de envejecimiento desarrolla el precipitado γ' con una distribución de tamaños óptima para las propiedades de tracción y fluencia. El paso de envejecimiento a 788 °C nuclea precipitados γ' finos; el paso a 649 °C completa la precipitación y proporciona el máximo endurecimiento.
El tratamiento térmico de Haynes 282 es algo más tolerante que el de las aleaciones reforzadas con γ' de la competencia, como Waspaloy, en parte porque la cinética γ' más lenta reduce la sensibilidad a las velocidades de enfriamiento exactas. Sin embargo, el envejecimiento en dos fases y el recocido en solución completa suponen un coste adicional en comparación con los ciclos de tratamiento térmico abreviados del Inconel 718, más habituales en los entornos de producción.
¿Cómo serán los costes y la cadena de suministro en 2026?
Las decisiones de selección de materiales no pueden disociarse de las realidades de aprovisionamiento. Ambas aleaciones están disponibles comercialmente a través de múltiples proveedores mundiales, pero las diferencias significativas en precios, plazos de entrega y madurez de la cadena de suministro afectan a la decisión práctica de selección.
Materias primas y precios de fábrica
Inconel 718 es una de las superaleaciones de níquel más maduras y producidas en todo el mundo. Los volúmenes anuales de producción de Special Metals (ATI), Haynes International, VDM Metals, Carpenter Technology y numerosos productores internacionales ascienden a decenas de miles de toneladas métricas al año. Esta escala sustenta un mercado competitivo y líquido.
Precios de fábrica aproximados del Inconel 718 forjado en 2025-2026:
- Material en barra: de $45 a $70 por kilogramo, según el tamaño y las especificaciones.
- Hoja/placa: $50 a $80 por kilogramo
- Piezas forjadas: $80 a $150 por kilogramo según la complejidad.
Los volúmenes de producción de Haynes 282 son sustancialmente inferiores: Haynes International es el principal productor, con una producción secundaria limitada de fábricas europeas y asiáticas. Este menor volumen se traduce en un precio base más elevado:
- Barra: de $120 a $180 por kilogramo.
- Hoja/placa: $130 a $200 por kilogramo.
- Piezas forjadas: De $200 a $350 por kilogramo en función de los requisitos de cualificación.
El sobrecoste de Haynes 282 (aproximadamente de 2 a 3 veces el coste de la materia prima de Inconel 718) es una consideración real para la adquisición. Sin embargo, para las aplicaciones en las que realmente se necesita la capacidad de Haynes 282 a temperaturas más elevadas, la alternativa de utilizar Inconel 718 más allá de su límite de estabilidad introduce costes mucho mayores debido al fallo prematuro de los componentes.
Plazos de entrega y disponibilidad
Los artículos en stock de Inconel 718 (tamaños estándar de barras, chapas) suelen estar disponibles en los principales distribuidores con plazos de entrega de 2 a 6 semanas. Las piezas forjadas a medida requieren de 16 a 26 semanas de los principales productores en condiciones normales de demanda. El material calificado AMS para aplicaciones aeroespaciales suele requerir un plazo adicional de 4 a 8 semanas para el proceso de certificación.
Haynes 282 tiene plazos de entrega más largos debido a los menores niveles de existencias en la mayoría de los distribuidores: De 8 a 16 semanas para formas estándar, de 26 a 52 semanas para piezas forjadas a medida o grandes piezas de fundición. Los equipos de compras que especifican Haynes 282 deben tener en cuenta estos plazos de entrega en los calendarios de los proyectos.
Certificaciones de calidad exigidas
Inconel 718: AMS 5662 (barras/forjas), AMS 5663 (barras/forjas, tratadas térmicamente), AMS 5664 (chapas/tiras/placas), AMS 5832 (alambre de soldadura). Para aplicaciones aeroespaciales, el tratamiento térmico y los ensayos de materiales acreditados por NADCAP son requisitos estándar.
Haynes 282: AMS 5951 (barras/forjas/anillos), ASTM B637 (barras y forjas en general). Las especificaciones propias de los OEM de motores de aviación son cada vez más comunes a medida que se amplían los programas de cualificación de los MRO de las aerolíneas. Los compradores deben confirmar la especificación aplicable con su equipo de ingeniería antes de realizar el pedido.
¿Cómo deben elegir los ingenieros y los equipos de compras entre estas dos aleaciones?
Reuniendo todos los factores técnicos y comerciales tratados en este artículo, ofrecemos un marco de decisión estructurado que refleja el proceso que aplica nuestro equipo cuando asesora a los clientes sobre la selección de superaleaciones.
La puerta de decisión principal: Temperatura de funcionamiento
Esta es la primera pregunta innegociable. Si la temperatura máxima de funcionamiento del componente es inferior a 600°C sin carga estática sostenida a la temperatura, el Inconel 718 es casi con toda seguridad la mejor opción por su mayor resistencia a temperatura ambiente, menor coste y mayor facilidad de fabricación. Si la temperatura de funcionamiento supera los 700°C con cualquier carga mecánica sostenida (presión, peso, precarga), Haynes 282 se convierte en la opción técnicamente superior en todas las categorías de propiedades relevantes.
El intervalo de 600 °C a 700 °C requiere un análisis más detallado basado en el nivel de tensión específico, la vida útil requerida y el ciclo de trabajo. Ambas aleaciones compiten en este rango, y los cálculos de la vida de fluencia utilizando los parámetros de Larson-Miller con el nivel de tensión de funcionamiento específico deben guiar la decisión.
Factores de decisión secundarios
Complejidad de fabricación: Los ensamblajes soldados, especialmente las grandes estructuras, favorecen la mejor conformabilidad en caliente y aceptable soldabilidad del Haynes 282. Los componentes mecanizados complejos de gran volumen se benefician de la mejor mecanizabilidad y el tratamiento térmico más sencillo del Inconel 718.
Prioridad de vida útil: Para componentes de más de 25.000 horas (turbinas terrestres, equipos de generación de energía), la ventaja de la fluencia de Haynes 282 aumenta significativamente con el tiempo y justifica un mayor coste inicial del material. En el caso de componentes de vida útil más corta o con ciclos de sustitución planificados, la ventaja económica disminuye.
Requisitos criogénicos: Inconel 718 es la elección clara para componentes que deben funcionar a temperaturas bajo cero, ya que conserva la tenacidad a temperaturas criogénicas mucho mejor que la mayoría de las superaleaciones de la competencia.
Tolerancia al riesgo en la cadena de suministro: Los programas que requieren grandes volúmenes o plazos de entrega ajustados pueden preferir la cadena de suministro más líquida de Inconel 718. Los programas estratégicos con largos plazos de desarrollo pueden absorber los plazos de entrega más largos de Haynes 282.
Resumen de la matriz de decisiones
| Criterio de decisión | Puntos a Inconel 718 | Señala Haynes 282 |
|---|---|---|
| Temperatura de funcionamiento | Por debajo de 650°C | Por encima de 700°C |
| Modo de carga principal | Tracción, fatiga, impacto | Creep, estrés sostenido |
| Entorno de servicio | Criogénico, temperatura moderada | Alta oxidación, corrosión en caliente |
| Método de fabricación | Mecanizado complejo, ensamblajes soldados (delgados) | Grandes estructuras soldadas, piezas forjadas |
| Limitación presupuestaria | Para tener en cuenta los costes | Rendimiento crítico |
| Requisitos de vida útil | Corto a medio (<10.000 h) | Larga duración (>25.000 h) |
| Requisitos de la cadena de suministro | Plazo de entrega estándar | Se acepta un plazo de entrega más largo |
| Reglamentación/certificación | Totalmente cualificado (aeroespacial) | Cualificación en curso/ampliación |
Preguntas frecuentes: Haynes 282 vs. Inconel 718
1. ¿A qué temperatura supera Haynes 282 a Inconel 718 en resistencia a la fluencia?
Haynes 282 supera a Inconel 718 en resistencia a la fluencia a temperaturas superiores a aproximadamente 650°C a 680°C. Por debajo de esta temperatura de cruce, la mayor fracción de volumen de precipitado γ'' + γ' del Inconel 718 proporciona una resistencia a la fluencia ligeramente superior. Por encima de 700°C, los precipitados γ' térmicamente estables de Haynes 282 proporcionan un rendimiento espectacularmente superior: a 760°C y 200 MPa de tensión, Haynes 282 alcanza unas vidas de ruptura por fluencia más de 300% superiores a las de Inconel 718. Este cruce está directamente ligado a la inestabilidad de la fase γ'' en Inconel 718 por encima de 650°C. Los ingenieros deberían utilizar este umbral de temperatura como principal punto de decisión a la hora de seleccionar entre estas dos aleaciones para aplicaciones críticas de fluencia. Fuente: Haynes International Technical Bulletin H-3159; Haghighat et al., Materials Science and Engineering A, 2018.
2. ¿Puede utilizarse Inconel 718 por encima de 700°C en cualquier aplicación?
El Inconel 718 puede utilizarse por encima de 700°C en aplicaciones con tiempos de exposición muy cortos, tensión sostenida baja o carga principalmente cíclica (no sostenida). En la práctica, algunos componentes de escapes aeroespaciales experimentan picos de temperatura de corta duración por encima de 700°C sin que se produzcan fallos inmediatos. Sin embargo, para cualquier componente que requiera estabilidad dimensional, soporte de carga sostenida o largos intervalos de servicio por encima de 700°C, no se recomienda Inconel 718. La exposición prolongada a temperaturas de 700°C a 800°C provoca una transformación irreversible de fase γ'' a δ, reduciendo permanentemente la resistencia a la tracción de 10% a 25% y la ductilidad de 15% a 30% en estudios de envejecimiento documentados. El uso de Inconel 718 por encima de su límite de temperatura de diseño es una causa común de fallo prematuro de componentes en aplicaciones industriales. Fuente: Radavich, Superalloys 718 TMS proceedings, 1994.
3. ¿Está Haynes 282 homologado para aplicaciones aeroespaciales de turbinas de gas?
Haynes 282 ha recibido la aprobación de la especificación AMS 5951 y está cualificado o en fase de cualificación activa en varios de los principales fabricantes de equipos originales de motores aeroespaciales, como GE Aviation, Rolls-Royce y Pratt and Whitney, para aplicaciones de componentes específicos. Sus principales aplicaciones aeroespaciales incluyen carcasas de turbinas, componentes de cámaras de combustión y anillos estructurales de sección caliente en turbinas de gas de nueva generación. La aleación también ha sido cualificada por el Código ASME de Calderas y Recipientes a Presión para aplicaciones de recipientes a presión de temperatura elevada (caso 2625 del Código). La cualificación aeroespacial más amplia, en particular para aplicaciones de discos giratorios, es un proceso en curso. Antes de especificar Haynes 282, los compradores deben confirmar el estado actual de cualificación del OEM para su aplicación específica. Fuente: Código ASME BPVC, caso 2625; datos de cualificación de Haynes International.
4. ¿Cuál es la comparación entre la densidad y la relación resistencia/peso de las dos aleaciones?
Inconel 718 tiene una densidad aproximada de 8,19 g/cm³. Haynes 282 tiene una densidad aproximada de 8,27 g/cm³, ligeramente superior. A temperatura ambiente, la resistencia específica a la rotura por tracción de Inconel 718 (1.380 MPa / 8,19 g/cm³ = 168 MPa por g/cm³) supera a la de Haynes 282 (1.050 MPa / 8,27 g/cm³ = 127 MPa por g/cm³). Sin embargo, a 760 °C, la comparación se invierte significativamente: Haynes 282 alcanza aproximadamente 860 MPa UTS frente a los 580 MPa de Inconel 718, lo que da unas resistencias específicas a la tracción de 104 y 71 MPa por g/cm³, respectivamente: una ventaja de 46% para Haynes 282 sobre una base normalizada por peso a esta temperatura. Para las estructuras de peso crítico a alta temperatura, esta relación resistencia/densidad a temperatura elevada es la cifra de mérito relevante. Fuente: Haynes International H-3159; datos técnicos de Special Metals IN718.
5. ¿Cómo se compara el coste de Haynes 282 con el de Inconel 718 sobre la base del ciclo de vida total del componente?
Como materia prima, Haynes 282 cuesta aproximadamente entre 2 y 3 veces más que Inconel 718 por kilogramo en las condiciones de mercado de 2025 a 2026. Sin embargo, el análisis del coste del ciclo de vida para aplicaciones de alta temperatura suele invertir esta prima. Una aplicación de componentes a 750 °C que requiera una vida útil de 25.000 horas puede necesitar la sustitución de Inconel 718 cada 8.000 a 10.000 horas debido al cambio dimensional inducido por la fluencia, lo que requiere de 2 a 3 sustituciones frente a 1 componente Haynes 282 durante el mismo periodo. Sumando la mano de obra de sustitución, el tiempo de inactividad y los costes de reinstalación, el coste total del ciclo de vida de Inconel 718 puede superar al de Haynes 282 en 1,5 a 2,5 veces en condiciones de servicio exigentes. Este cálculo del ciclo de vida es el marco económico correcto para las decisiones de selección de aleaciones premium. Fuente: Shingledecker et al., actas de ASME Turbo Expo, 2012; análisis de aplicación de MWalloys.
6. ¿Qué aleación es más resistente a la fragilización por hidrógeno?
Inconel 718 se ha sometido a pruebas más exhaustivas y se ha cualificado para entornos que contienen hidrógeno, especialmente en aplicaciones aeroespaciales de propulsión por hidrógeno y de petróleo y gas. La aleación cumple los requisitos NACE MR0175/ISO 15156 para el servicio ácido (que contiene H2S) en condiciones de tratamiento térmico adecuadas. La susceptibilidad a la fragilización por hidrógeno del Inconel 718 es baja debido a su estructura cristalina FCC y a su alto contenido en níquel. Haynes 282 también tiene una estructura FCC y un alto contenido de níquel, y se espera que tenga una resistencia inherente similar a la fragilización por hidrógeno, pero los datos de cualificación publicados en entornos ricos en hidrógeno son sustancialmente menos extensos que para Inconel 718. Para aplicaciones de servicio de hidrógeno, el Inconel 718 es la opción mejor documentada y cualificada según la bibliografía disponible. Fuente: NACE MR0175/ISO 15156; Reed, Superalloys, Cambridge, 2006.
7. ¿Qué metal de aportación debe utilizarse para cada aleación?
Para Inconel 718, el relleno de soldadura estándar es ERNiFeCr-2 (composición coincidente, AMS 5832) para soldadura TIG y MIG de uniones similares. Para uniones de metales distintos a otras superaleaciones de níquel, se suele utilizar la aportación Inconel 625 (ERNiCrMo-3) como opción conservadora. Para la aleación Haynes 282, Haynes International recomienda el uso de relleno de composición coincidente (alambre de soldadura de aleación 282) cuando se requiera una coincidencia completa de propiedades tras el tratamiento térmico posterior a la soldadura, especialmente para aplicaciones de fluencia a temperatura elevada. Para uniones no críticas o cuando no es posible un recargue completo después de la soldadura, la aportación Inconel 625 proporciona una resistencia aceptable a la corrosión y a la oxidación sin el riesgo de agrietamiento que podría introducir una aportación de igual composición con un tratamiento postsoldadura inadecuado. Fuente: Osoba et al., Metallurgical and Materials Transactions A, 2012; Haynes International welding guidelines.
8. ¿Cómo se comparan Haynes 282 e Inconel 718 con Waspaloy en aplicaciones de alta temperatura?
Waspaloy (UNS N07001) es una aleación competidora con mayor fracción de volumen γ' (aproximadamente 25% a 30%) que Haynes 282, lo que proporciona una mayor resistencia a temperatura ambiente y a la fluencia a temperaturas equivalentes. Sin embargo, Waspaloy es significativamente más difícil de soldar (alto riesgo de agrietamiento por edad de deformación) y mecanizar que Inconel 718 y Haynes 282. Haynes 282 se desarrolló específicamente para igualar el rendimiento de fluencia a alta temperatura de Waspaloy, ofreciendo al mismo tiempo una fabricabilidad sustancialmente mejor. Las comparaciones publicadas muestran que Haynes 282 alcanza vidas de rotura por fluencia entre 10% y 15% de Waspaloy a 760°C y tensión equivalente, mientras que es aproximadamente 40% a 60% más fácil de soldar según los resultados de las pruebas Sigmajig. Para aplicaciones en las que se requiere tanto un rendimiento a alta temperatura como una fabricación soldada compleja, Haynes 282 representa el equilibrio superior entre la excelente fabricabilidad de Inconel 718 y la resistencia a alta temperatura de Waspaloy. Fuente: Osoba et al., 2012; Sims et al., Superalloys II, Wiley, 1987.
9. ¿Existen modos de fallo conocidos específicos de Haynes 282 que los ingenieros deban vigilar?
Tres modos de fallo específicos merecen atención para Haynes 282 en servicio. En primer lugar, la precipitación de las fases sigma y mu en los límites de grano durante el servicio prolongado por encima de 800°C (asociada al alto contenido de molibdeno en 8,5%) puede reducir la ductilidad de los límites de grano en el material envejecido; esto se controla mediante un tratamiento térmico optimizado e inspecciones periódicas en componentes de larga duración. En segundo lugar, los daños superficiales inducidos por el mecanizado (por parámetros de corte inadecuados o herramientas sin filo) pueden introducir tensiones residuales de compresión o daños microestructurales que reducen la vida a fatiga; es esencial disponer de protocolos de mecanizado adecuados con herramientas afiladas de carburo o cerámica. En tercer lugar, un tratamiento térmico post-soldadura inadecuado -en particular, saltarse el paso de recocido completo tras la soldadura para ahorrar tiempo- provoca una recuperación incompleta de las propiedades en la ZAT, creando una zona de fluencia y resistencia a la tracción reducidas que puede iniciar un fallo prematuro. Estos modos de fallo son conocidos y manejables con los controles técnicos adecuados. Fuente: Matuszewski et al., International Journal of Fatigue, 2014; notas de aplicación de Haynes International.
10. ¿Cuál es la temperatura máxima de servicio continuo para Inconel 718 y Haynes 282 bajo carga mecánica nula?
En condiciones de carga mecánica nula (exposición térmica pura, sin tensión estructural), los límites de temperatura se rigen por la resistencia a la oxidación y la estabilidad microestructural más que por la fluencia. El Inconel 718 mantiene índices de oxidación superficial aceptables para una exposición continua hasta aproximadamente 980°C (1.800°F) en aire, aunque la degradación microestructural (crecimiento de la fase δ en los límites del grano) se produce continuamente por encima de 700°C y debe tenerse en cuenta para exposiciones de larga duración. Haynes 282 mantiene unos índices de oxidación aceptables en exposiciones continuas hasta aproximadamente 1.010°C (1.850°F), con una estabilidad microestructural superior a la de Inconel 718 en todo el rango de 700°C a 1.000°C debido a la mayor estabilidad térmica de su fase γ' precipitada. En el caso de los componentes sometidos a esfuerzos importantes, ambas aleaciones deben evaluarse en sus límites de temperatura estructural (650 °C para el IN718, 900 °C para el H282), no en sus límites de oxidación sin carga. Fuente: Boletín técnico H-3159 de Haynes International; ficha técnica IN718 de Special Metals Corporation.
Resumen: Puntos clave de la ingeniería
La elección entre Haynes 282 e Inconel 718 no es una cuestión de superioridad general, sino una decisión de ingeniería de precisión regida por la temperatura con importantes consecuencias en cuanto a costes y rendimiento.
Inconel 718 sigue siendo la superaleación dominante en el rango de temperaturas de 23 °C a 650 °C, y ofrece una resistencia a la tracción, una resistencia a la fatiga, una capacidad criogénica, una facilidad de fabricación y una cadena de suministro inigualables. Sus más de 60 años de historia de producción, su amplia base de datos de cualificaciones y sus precios competitivos la convierten en la elección racional por defecto para cualquier aplicación que opere dentro de su capacidad de temperatura.
Haynes 282 ocupa un espacio de rendimiento único y cada vez más importante de 650°C a 900°C, donde ninguna otra superaleación de níquel endurecido por precipitación fácilmente soldable puede igualar su combinación de resistencia a la fluencia, protección contra la oxidación y fabricabilidad. A medida que las turbinas de gas avanzadas, las centrales eléctricas de vapor A-USC y los sistemas de propulsión aeroespacial de nueva generación aumenten las temperaturas de funcionamiento, el campo de aplicación de Haynes 282 se ampliará en consecuencia.
En MWalloys, suministramos ambas aleaciones con certificaciones completas de materiales, soporte de ingeniería de aplicación y documentación de trazabilidad. Nuestra recomendación siempre se basa en los requisitos específicos de temperatura, tensión, entorno y fabricación de su componente, porque la aleación correcta seleccionada correctamente superará sistemáticamente a una aleación de primera calidad mal aplicada a la condición de servicio incorrecta.
Referencias:
- Haynes Internacional. Boletín técnico H-3159 de la aleación 282. 2023.
- Corporación de Metales Especiales. Datos técnicos de la aleación Inconel 718. 2023.
- Reed, R.C. Las Superaleaciones: Fundamentos y aplicaciones. Cambridge University Press, 2006.
- Sims, C.T., Stoloff, N.S., Hagel, W.C. Superaleaciones II. Wiley, 1987.
- Haghighat, S. et al. Ciencia e Ingeniería de Materiales A, Volumen 718. Elsevier, 2018.
- Osoba, L.O. et al. Transacciones sobre metalurgia y materiales A, Volumen 43. TMS, 2012.
- Matuszewski, K. et al. Revista Internacional de Fatiga, Volumen 61. Elsevier, 2014.
- Shingledecker, J.P. et al. Actas de la ASME Turbo Expo. ASME, 2012.
- Radavich, J.F. Superaleaciones 718, 625, 706 y derivados. TMS, 1994.
- Furrer, D. y Fecht, H. JOM, Volumen 51. TMS, 1999.
- Código ASME de calderas y recipientes a presión, caso de código 2625.
- Especificaciones AMS 5662, 5663, 5664, 5832, 5951. SAE Internacional.
- NACE MR0175 / ISO 15156. NACE Internacional.
- Oficina de Ciencia de Materiales, Laboratorio Nacional Oak Ridge. Informes del Programa de Investigación A-USC. 2010-2015.
