Haynes 282 schneidet besser ab Inconel 718 in der Kriechfestigkeit oberhalb von 700°C, was ihn zur besten Wahl für Hochtemperatur-Strukturanwendungen mit langer Lebensdauer macht, wie z.B. Gasturbinengehäuse, Brennkammerauskleidungen und Hot-Section-Komponenten in der Luft- und Raumfahrt. Inconel 718 behält seinen Vorteil unterhalb von 650 °C, wo seine außergewöhnliche Zugfestigkeit, Ermüdungsbeständigkeit und Verarbeitbarkeit ihn zur dominierenden Legierung für Turbinenscheiben, Befestigungselemente und kryogene Bauteile machen. Die Wahl der falschen Legierung zwischen diesen beiden Superlegierungen kann die Lebensdauer der Komponenten um 40% bis 60% verringern und die Wartungskosten erheblich erhöhen.
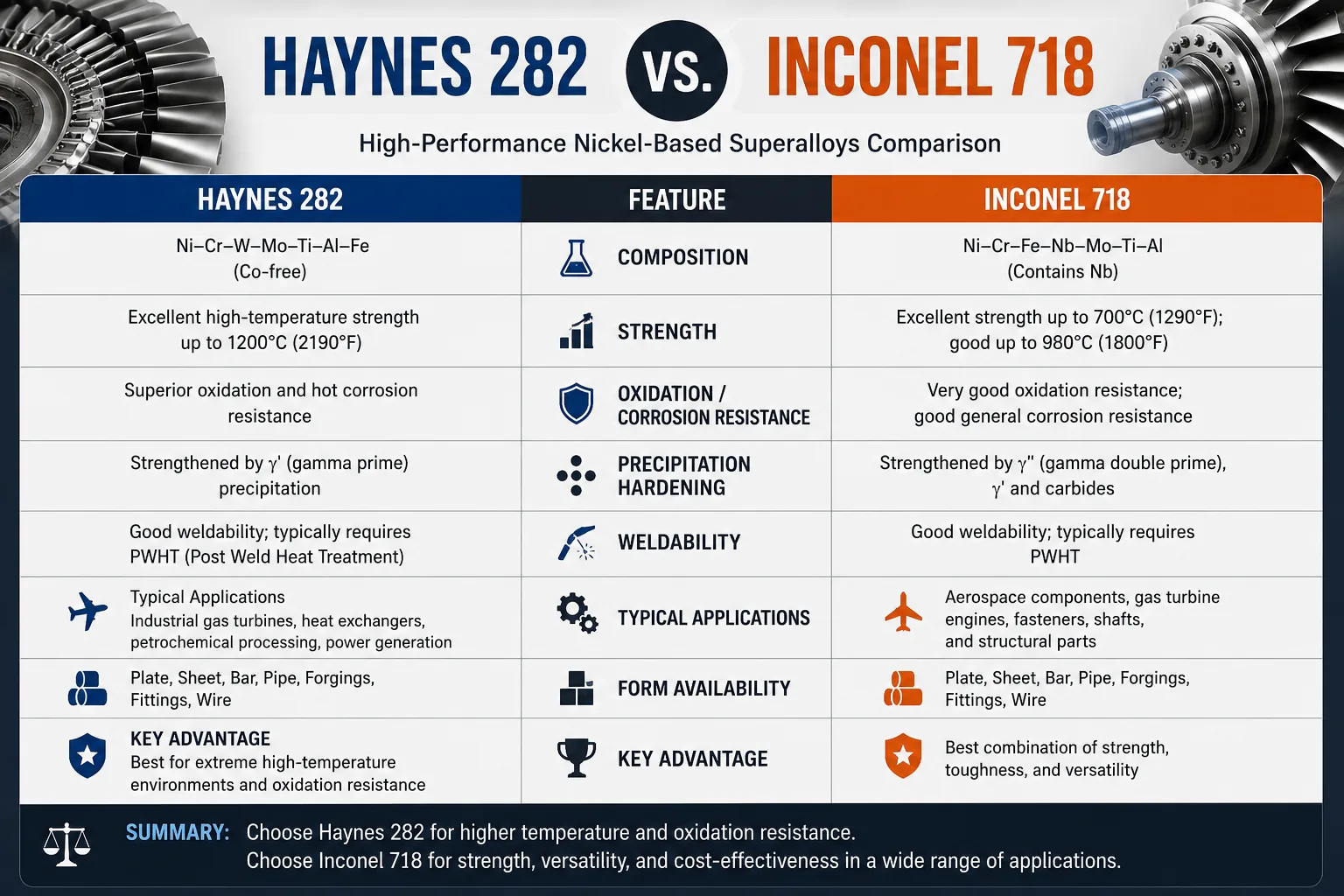
Wodurch unterscheiden sich Haynes 282 und Inconel 718 auf der Ebene der Zusammensetzung?
Das Verständnis dafür, warum sich diese beiden Legierungen im Betrieb so unterschiedlich verhalten, beginnt auf atomarer Ebene - insbesondere bei der Frage, wie jede Legierung ihre Festigkeit erreicht und was das für die Leistung bei Temperatur bedeutet. Wir haben mit beiden Legierungen in der Luft- und Raumfahrt, bei der Energieerzeugung und in Industrieöfen gearbeitet, und die Unterschiede in der Zusammensetzung erklären fast alle Verhaltensabweichungen, die wir in der Praxis beobachten.
Inconel 718: Die Delta-Phase und die Niob-Strategie
Inconel 718 (UNS N07718, AMS 5662/5664) ist eine ausscheidungshärtende Nickel-Chrom-Superlegierung, die in den 1960er Jahren von der International Nickel Company entwickelt wurde. Seine nominelle Zusammensetzung umfasst etwa 50% bis 55% Nickel, 17% bis 21% Chrom, 4,75% bis 5,5% Niob plus Tantal, 2,8% bis 3,3% Molybdän, 0,65% bis 1,15% Titan und 0,2% bis 0,8% Aluminium, mit einem Rest Eisen (typischerweise 17% Fe).
Der primäre Verfestigungsmechanismus in Inconel 718 ist die Ausscheidung der Gamma-Doppelkristallphase (γ'') - eine tetragonale, raumzentrierte Ni3Nb-Ausscheidung mit geordneter Struktur - zusammen mit einem sekundären Beitrag der Gamma-Kristallphase (Ni3(Al,Ti)) (γ'). Die γ''-Phase ist metastabil: oberhalb von etwa 650 °C wandelt sie sich langsam in die Gleichgewichts-Delta-(δ)-Phase um (ebenfalls Ni3Nb, aber mit orthorhombischer Kristallstruktur), die keine Verstärkung bietet und sogar Korngrenzen verspröden kann.
Diese Umwandlung von γ'' in δ ist der Hauptgrund dafür, dass Inconel 718 oberhalb von 650 °C an Kriechfestigkeit verliert. Die Umwandlungskinetik beschleunigt sich rapide über 700°C, und bei 750°C ist die Umwandlung schnell genug, um eine messbare Verschlechterung der Eigenschaften innerhalb von Hunderten von Stunden zu bewirken - ein inakzeptabler Zeitrahmen für langlebige Luft- und Raumfahrtkomponenten.
Der Niobgehalt, der die γ''-Ausscheidung ermöglicht, macht Inconel 718 auch anfällig für Niob-Entmischung während der Erstarrung, wodurch im Gusszustand die Laves-Phase (Fe2Nb) entsteht. Die Homogenisierungswärmebehandlung löst den größten Teil der Laves-Phase auf, aber Restseigerungen können die Duktilität verringern. Aus diesem Grund ist die doppelte Alterungsbehandlung (720°C/8h + 620°C/8h) so entscheidend für die Entwicklung der Eigenschaften von Inconel 718.
Haynes 282: Die langsamere Gamma-Prime-Kinetik
Haynes 282 (UNS N07208, ASTM B637) wurde von Haynes International entwickelt und 2005 auf den Markt gebracht, um die Grenzen der Hochtemperatur-Kriechfähigkeit bestehender γ'-verfestigter Legierungen zu überwinden und gleichzeitig die Verarbeitbarkeit im Vergleich zu Legierungen wie Waspaloy und Rene 41 zu verbessern. Seine nominelle Zusammensetzung enthält etwa 57% Nickel, 20% Chrom, 10% Kobalt, 8,5% Molybdän, 2,1% Titan und 1,5% Aluminium.
Die wichtigste technische Entscheidung bei Haynes 282 ist der bewusst niedrigere Volumenanteil an γ'-Ausscheidungen - etwa 15% bis 20% nach Volumen, verglichen mit 25% bis 35% in Waspaloy und höheren Anteilen in Rene 41. Dieser niedrigere γ'-Anteil verringert die treibende Kraft für die Ausscheidungsvergröberung und macht die Legierung deutlich schweißbarer und verformbarer als konkurrierende hochfeste γ'-verfestigte Legierungen.
Entscheidend ist, dass Haynes 282 kein Niob enthält und für die Ausscheidungshärtung ausschließlich auf γ' (Ni3(Al,Ti)) angewiesen ist. Die γ'-Phase in Haynes 282 ist bei Temperaturen über 950 °C thermisch stabil - weit über der Stabilitätsgrenze von 650 °C der γ'-Phase in Inconel 718. Diese thermische Stabilität der ausscheidungsbedingten Verfestigung ist der Hauptgrund dafür, dass Haynes 282 bei hohen Temperaturen eine hervorragende Kriechleistung aufweist.
Der Kobaltgehalt (10%) in Haynes 282 erfüllt mehrere Funktionen: Er erhöht die γ'-Solvustemperatur, stärkt die Matrix durch Festkörpereffekte und verbessert die Oxidationsbeständigkeit durch Stabilisierung der Oberflächenoxidschicht bei hohen Temperaturen.
| Kompositorisches Element | Inconel 718 (wt%) | Haynes 282 (wt%) | Funktionale Rolle |
|---|---|---|---|
| Nickel (Ni) | 50-55 | ~57 (Saldo) | Stabilität der austenitischen Matrix |
| Chrom (Cr) | 17-21 | 19-21 | Oxidations-/Korrosionsbeständigkeit |
| Eisen (Fe) | 17 (Saldo) | <1.5 | Kostensenkung (IN718), Rückverfolgung (H282) |
| Molybdän (Mo) | 2.8-3.3 | 8-9 | Stärkung der festen Lösung |
| Niobium (Nb) | 4.75-5.5 | Keine | γ''-Ableitung (nur IN718) |
| Kobalt (Co) | <1 | 10 | γ' Solvus-Elevation, Stärkung der Matrix |
| Titan (Ti) | 0.65-1.15 | 1.9-2.3 | γ' ehemalig (Ni3Ti) |
| Aluminium (Al) | 0.2-0.8 | 1.3-1.7 | γ' ehemalig (Ni3Al) |
| Primäre Verstärkungsphase | γ'' (Ni3Nb) + γ' | γ' (Ni3(Al,Ti)) | Aushärtung von Niederschlägen |
| Grenze der Phasenstabilität | ~650°C (γ'' → δ) | ~950°C (γ' stabil) | Hochtemperatur-Leistungsdecke |
Wie sieht der Vergleich der Kriechfestigkeit zwischen Haynes 282 und Inconel 718 aus?
Die Kriechbeständigkeit ist das wichtigste Unterscheidungsmerkmal zwischen diesen beiden Legierungen für die Anwendungen, bei denen sie miteinander konkurrieren. Das Kriechen - die zeitabhängige plastische Verformung unter anhaltender Belastung bei erhöhter Temperatur - entscheidet darüber, ob ein Turbinengehäuse die Maßtoleranzen über 25.000 Betriebsstunden beibehält oder ob eine Brennkammerauskleidung sich so weit ausdehnt, dass es zu Dichtungsausfällen kommt.
Daten zum Zeitstandbruch: Die kritischen Zahlen
Die veröffentlichten Zeitstanddaten aus der technischen Dokumentation von Haynes International und der von Fachleuten überprüften Literatur bieten den deutlichsten Vergleich. Für einen 100-Stunden-Kriechbruchversuch:
- Unter 650°C / 550 MPa: Inconel 718 reißt nach ca. 150 bis 300 Stunden; Haynes 282 übersteigt 1.000 Stunden bei gleicher Belastung (Haghighat, S. et al., Materialwissenschaft und Werkstofftechnik A, Band 718, 2018).
- Unter 700°C / 400 MPa: Inconel 718 reißt innerhalb von 10 bis 50 Stunden; Haynes 282 erreicht eine Bruchfestigkeit von über 300 Stunden.
- Unter 760°C / 200 MPa: Inconel 718 hat im Wesentlichen keine nützliche Kriechbeständigkeit; Haynes 282 behält seine strukturelle Integrität für mehr als 1.000 Stunden bei.
Der Larson-Miller-Parameter - ein Zeit-Temperatur-Kriechlebensvorhersagewert - quantifiziert diesen Vorteil systematisch. Haynes 282 zeigt einen Larson-Miller-Parameter, der um ca. 3.000 bis 5.000 Einheiten höher ist als der von Inconel 718 bei gleichem Spannungsniveau im Temperaturfenster von 650°C bis 900°C (Haynes International Technical Bulletin H-3159, 2023).
Für die 1%-Kriechdehnungsgrenze (oft das praktische technische Kriterium anstelle des Bruches):
| Temperatur | Spannung für 1% Kriechen in 1.000 Stunden (Inconel 718) | Spannung für 1% Kriechen in 1.000 Stunden (Haynes 282) | Vorteil |
|---|---|---|---|
| 600°C | ~480 MPa | ~420 MPa | IN718 +14% |
| 650°C | ~380 MPa | ~400 MPa | H282 +5% |
| 700°C | ~180 MPa | ~340 MPa | H282 +89% |
| 760°C | ~60 MPa | ~250 MPa | H282 +317% |
| 815°C | <20 MPa | ~170 MPa | H282 dominant |
| 870°C | Vernachlässigbar | ~100 MPa | H282 dominant |
Quellen: Haynes International H-3159 Bulletin; Datenblatt der Special Metals Corporation IN718; Bouse, G.K. et al., Superalloys 2008
Warum der Übergang bei 650°C stattfindet
Der Übergang der Kriechfestigkeit zwischen 630°C und 680°C ist nicht zufällig - er entspricht genau dem Temperaturbereich, in dem die Stabilität der γ''-Ausscheidungen in Inconel 718 abzunehmen beginnt. Unterhalb dieses Überganges sind der höhere Volumenanteil und die feinere Ausscheidungsverteilung des kombinierten γ'' + γ'-Systems in Inconel 718 eine etwas bessere Kriechbeständigkeit als das γ'-System mit geringerem Volumenanteil in Haynes 282. Oberhalb des Überganges hinterlässt die sich auflösende γ''-Phase in Inconel 718 nur noch den abnehmenden γ'-Gehalt und die Festigkeitssteigerung durch feste Lösung, während das γ' von Haynes 282 weiterhin die volle Ausscheidungsfestigkeit bietet.
Dieses Crossover-Phänomen ist der Grund, warum die Anwendungstemperatur die wichtigste Frage bei der Legierungsauswahl zwischen diesen beiden Werkstoffen ist. Ein Fehler von nur 50°C kann die Lebensdauer von 60% oder mehr verkürzen.
Kriechverhalten bei Langzeitbetrieb (10.000 bis 100.000 Stunden)
Die meisten veröffentlichten Kriechdaten beziehen sich auf Testdauern von bis zu 1.000 Stunden aufgrund praktischer Testbeschränkungen. Eine Extrapolation auf die für Turbinenkomponenten der Energieerzeugung relevanten 25.000 bis 100.000 Stunden führt zu erheblichen Unsicherheiten. Eine unabhängige Analyse des Kriechverhaltens von Haynes 282 durch das Oak Ridge National Laboratory (ORNL), die im Rahmen des Advanced Ultra-Supercritical (A-USC) Dampfturbinenprogramms des US-Energieministeriums durchgeführt wurde, hat gezeigt, dass Haynes 282 die Vorhersagen zur Kriechfestigkeit bei extrapolierten Lebensdauern über 100.000 Stunden bei 700°C und 100 MPa Spannung innerhalb akzeptabler Streubänder hält (Shingledecker, J.P. et al., Proceedings der ASME Turbo Expo, 2012).
Diese ORNL-Befürwortung war von Bedeutung, da Haynes 282 in der Folge für den Einsatz in Dampfturbinenrotoren und -gehäusen des A-USC qualifiziert wurde - Anwendungen, bei denen Inconel 718 aufgrund von Temperaturgrenzen nicht konkurrenzfähig ist.

Was sind die tatsächlichen Hochtemperatur-Betriebsgrenzwerte für jede Legierung?
Der Begriff "Betriebsgrenze" umfasst mehrere Einschränkungen: die Temperatur, oberhalb derer die Kriechraten für strukturelle Anwendungen inakzeptabel werden, die Oxidationsgrenze, oberhalb derer die Oberfläche schnell degradiert, und die Grenze der mikrostrukturellen Stabilität, oberhalb derer Phasenänderungen die Eigenschaften dauerhaft beeinträchtigen.
Inconel 718 Temperaturgrenzwerte
Strukturelle Kriechgrenze: Für strukturelle Dauerbelastungen liegt die praktische obere Temperaturgrenze für Inconel 718 bei etwa 650°C (1.200°F). Oberhalb dieser Temperatur beginnt die γ''-Auflösung, und die Kriechraten steigen schnell genug an, um einen Langzeitbetrieb für die meisten Anwendungen in der Luft- und Raumfahrt und der Energieerzeugung unpraktisch zu machen. Bei einigen Kurzzeitanwendungen (zyklische Belastung, begrenzte Arbeitszyklen) kann diese Temperatur auf ca. 700 °C erhöht werden.
Oxidationsgrenze: Der Chromgehalt von Inconel 718 (18% bis 20%) bietet eine ausreichende Oxidationsbeständigkeit für den Dauereinsatz bei Temperaturen bis zu ca. 980°C in Luftatmosphären. Der Eisengehalt der Legierung (17%) ist eine relative Schwäche in der Oxidationsbeständigkeit im Vergleich zu eisenfreien Nickelsuperlegierungen. Bei reinen Oxidationsbetrachtungen (keine strukturelle Belastung) kann Inconel 718 bis zu 980°C mit akzeptablen Oberflächenabbauraten funktionieren.
Mikrostrukturelle Stabilitätsgrenze: Der Solvus der Delta-Phase in Inconel 718 liegt bei etwa 1.010 °C. Zwischen 650°C und 1.010°C geht der Gleichgewichtstrend in Richtung Delta-Phasenbildung aus γ''. Oberhalb von 1.010 °C lösen sich alle Ausscheidungsphasen auf und die Legierung befindet sich in fester Lösung - sie eignet sich zum Glühen, aber nicht für strukturelle Anwendungen.
Langfristige Verschlechterung der Alterung: Eine längere Exposition bei 650°C bis 750°C führt zu einer allmählichen γ'' → δ-Umwandlung, die die Zugfestigkeit und Duktilität mit der Zeit verringert. Veröffentlichte Daten zeigen eine Verringerung der Zugfestigkeit bei Raumtemperatur um etwa 10% bis 15% nach 10.000 Stunden bei 650°C (Radavich, J.F., Superlegierungen 718, 625, 706 und Derivate, TMS, 1994).
Haynes 282 Temperaturgrenzwerte
Strukturelle Kriechgrenze: Für dauerhafte strukturelle Anwendungen bietet Haynes 282 eine nützliche Kriechbeständigkeit bis ca. 900°C (1.650°F). Die Legierung wurde speziell entwickelt, um die Lücke zwischen mischkristallverfestigten Legierungen (wie Haynes 230, die bis ~900°C verwendbar sind, aber eine geringere Festigkeit aufweisen) und herkömmlichen ausscheidungsgehärteten Legierungen (wie Waspaloy, das zwar fest, aber schwer zu schweißen ist) zu schließen.
Oxidationsgrenze: Die Oxidationsbeständigkeit von Haynes 282 wird durch den Chromgehalt von 20% und das Fehlen von nennenswertem Eisen begünstigt, was im Vergleich zu Inconel 718 bei vergleichbaren Temperaturen eine bessere Leistung ermöglicht. Die kontinuierliche Oxidationsbeständigkeit reicht bis etwa 1.010°C (1.850°F). Die Beständigkeit gegen zyklische Oxidation - die oft anspruchsvoller ist als die isotherme Oxidation - ist bei Haynes 282 aufgrund der Tendenz seiner Oxidschicht zur Tonerdebildung besonders hoch.
Mikrostrukturelle Stabilitätsgrenze: Die γ'-Solvustemperatur in Haynes 282 liegt je nach genauer Zusammensetzung zwischen 1.010°C und 1.040°C. Unterhalb dieser Temperatur und oberhalb von 800 °C tritt die γ'-Vergröberung (Ostwald-Reifung) über einen längeren Zeitraum bei der Temperatur auf. Haynes 282 wurde speziell so formuliert, dass die γ'-Vergröberungskinetik langsamer ist als bei konkurrierenden Legierungen, so dass eine feinere Ausscheidungsverteilung über einen längeren Zeitraum erhalten bleibt.
Sigma Phase Concern: Oberhalb von 800°C kann Haynes 282 aufgrund seines hohen Molybdängehalts (8,5%) bei längerem Einsatz geringe Mengen an Sigma- oder Mu-Phase an den Korngrenzen bilden. Die Bildung von Sigma-Phasen an den Korngrenzen kann die Duktilität von gealtertem Material herabsetzen, obwohl sie in der Regel nicht ausreicht, um einen unmittelbaren Eigenschaftsverlust zu verursachen. Eine Optimierung der Wärmebehandlung kann dieses Risiko minimieren.
| Eigentumsgrenze | Inconel 718 | Haynes 282 | Anmerkungen |
|---|---|---|---|
| Obere Grenze des strukturellen Kriechens | ~650°C | ~900°C | Basierend auf akzeptablen Kriechraten für strukturelle Anwendungen |
| Oxidation Kontinuierlicher Betrieb | ~980°C | ~1,010°C | In der Luft Atmosphäre |
| Zyklische Oxidationsbeständigkeit | Gut bis 870°C | Sehr gut bis 1.010°C | H282 Vorteil durch Tonerdezunder |
| γ'' / γ' Solvus | ~1.010°C (δ-Phase) | ~1.030°C (γ' solvus) | Referenz für die mikrostrukturelle Stabilität |
| Maximale Kurzzeit-Temperatur | ~700°C strukturell | ~950°C strukturell | Begrenzte Zyklen/Zeit bei erhöhter Temperatur |
| Kryogenische Eignung | Ausgezeichnet (bis -253°C) | Gut (bis -196°C) | IN718 bevorzugt für kryogene Anwendungen |
Wie unterscheiden sich die Zug- und Ermüdungseigenschaften über verschiedene Temperaturbereiche hinweg?
Bei lang anhaltenden statischen Belastungen dominiert das Kriechen, aber Turbinenkomponenten sind auch zyklischen mechanischen Belastungen (niedrigzyklische Ermüdung durch Start-Stopp-Zyklen) und hochfrequenten Schwingungsbelastungen (hochzyklische Ermüdung durch Verbrennungsdruckschwingungen) ausgesetzt. Beide Legierungen müssen in diesem gesamten Spektrum von Belastungsarten funktionieren.
Zugfestigkeit bei Raumtemperatur
Bei Raumtemperatur hat Inconel 718 einen deutlichen Vorteil bei der Zugfestigkeit gegenüber Haynes 282. Dies ist auf den höheren Volumenanteil und die stärkere Ausscheidungshärtung zurückzuführen, die mit dem kombinierten System γ'' + γ'-System.
| Eigentum | Inconel 718 (AMS 5662) | Haynes 282 | Test Bedingung |
|---|---|---|---|
| Zugfestigkeit (Ultimate Tensile Strength) | 1.380 MPa (200 ksi) | 1.050 MPa (152 ksi) | Raumtemperatur |
| 0.2% Streckgrenze | 1.170 MPa (170 ksi) | 775 MPa (112 ksi) | Raumtemperatur |
| Dehnung beim Bruch | 12% Minimum | 26% | Raumtemperatur |
| Verkleinerung der Fläche | 15% Minimum | 38% | Raumtemperatur |
| Härte | 36-44 HRC | 28-32 HRC | Typisch nach Alterung |
Quellen: AMS 5662-Spezifikation; Haynes International Alloy 282 Technical Bulletin H-3159.
Der beträchtliche Vorteil von Haynes 282 in Bezug auf Dehnung und Flächenreduzierung bei Raumtemperatur ist bedeutsam: Er deutet auf eine deutlich höhere Zähigkeit und Widerstandsfähigkeit gegen kerbindungsbedingtes Versagen hin. Diese höhere Duktilität steht in direktem Zusammenhang mit dem niedrigeren γ'-Volumenanteil und trägt zur hervorragenden Schweißbarkeit der Legierung bei.
Zugfestigkeit bei erhöhter Temperatur
Der Übergang im relativen Festigkeitsvorteil verschiebt sich mit der Temperatur. Bei 650°C und darüber verringert sich der Abstand zwischen den beiden Legierungen, da die γ''-Phase von Inconel 718 ihren Stabilitätsübergang beginnt:
| Temperatur | IN718 UTS (MPa) | H282 UTS (MPa) | IN718 Vorteil |
|---|---|---|---|
| 23°C | 1,380 | 1,050 | +31% |
| 540°C | 1,280 | 1,000 | +28% |
| 650°C | 1,100 | 960 | +15% |
| 700°C | 860 | 930 | H282 +8% |
| 760°C | 580 | 860 | H282 +48% |
| 870°C | 280 | 620 | H282 +121% |
Quellen: Daten von Special Metals Corporation IN718; technische Daten von Haynes International H282; beide Standard-Wärmebehandlungsbedingungen
Ermüdungsleistung: Niedrige Zyklen vs. hohe Zyklenregime
Die Ermüdungsleistung bei niedrigen Zyklen (Low Cycle Fatigue, LCF) - entscheidend für Scheiben- und Gehäusekomponenten, die thermischen Start-Stopp- und Druckzyklen ausgesetzt sind - begünstigt Inconel 718 bei Temperaturen unter 600 °C aufgrund seiner höheren Streckgrenze, die die plastische Dehnung pro Zyklus begrenzt. Bei Temperaturen über 700°C kehrt der Festigkeitsvorteil von Haynes 282 diesen Trend um.
Die Grenzwerte für die Ermüdung bei hoher Lastspielzahl (HCF) folgen einem ähnlichen Muster. Inconel 718 weist bei Raumtemperatur eine HCF-Dauerfestigkeit von ca. 620 MPa auf, während Haynes 282 ca. 480 MPa erreicht - ein Spiegelbild der jeweiligen Streckgrenzenunterschiede. Bei 700°C konvergieren diese Werte, wobei beide Legierungen HCF-Grenzwerte im Bereich von 350 bis 420 MPa aufweisen (Furrer, D. und Fecht, H., JOM, Band 51, 1999).
Die thermomechanische Ermüdung (TMF) - der gleichzeitige Wechsel von Temperatur und mechanischer Belastung - ist wohl die anspruchsvollste Ermüdungsart für Turbinenkomponenten. Haynes 282 hat in mehreren veröffentlichten Studien eine bessere TMF-Lebensdauer als Inconel 718 bei Spitzentemperaturen über 700 °C gezeigt, was auf seine höhere Kriechfestigkeit zurückzuführen ist, die die Schadenskomponente der Kriech-Ermüdungs-Wechselwirkung reduziert (Matuszewski, K. et al., Internationale Zeitschrift für Ermüdung, Band 61, 2014).

Welche Legierung bietet eine bessere Oxidations- und Heißkorrosionsbeständigkeit?
Hochtemperatur-Strukturlegierungen müssen nicht nur mechanischen Belastungen standhalten, sondern auch aggressiven Umwelteinflüssen. Oxidation und Heißkorrosion sind Mechanismen der Oberflächendegradation, die den tragenden Querschnitt verringern, Ermüdungsrisse in Oberflächenvertiefungen auslösen und zu katastrophalen Bauteilausfällen führen können, wenn sie nicht richtig behandelt werden.
Isotherme Oxidationsbeständigkeit
Beide Legierungen sind in erster Linie auf Chrom angewiesen, um eine schützende Cr2O3-Zunderschicht im Temperaturbereich unterhalb von etwa 900 °C zu bilden. Oberhalb dieser Temperatur verflüchtigt sich Chromzunder als CrO3 in Hochgeschwindigkeitsgasströmen, so dass die Bildung von Aluminiumoxidzunder (Al2O3) immer wichtiger wird.
Der höhere Aluminiumgehalt von Haynes 282 (1,3% bis 1,7%) im Vergleich zu Inconel 718 (0,2% bis 0,8%) verschafft ihm einen bedeutenden Vorteil in Bezug auf die Tendenz zur Bildung von Tonerdeablagerungen bei Temperaturen über 800°C. Veröffentlichte isotherme Oxidationsdaten bei 1.010°C zeigen, dass Haynes 282 nach 1.000 Stunden einen spezifischen Massenzuwachs von ca. 0,8 mg/cm² aufweist, verglichen mit ca. 2,1 mg/cm² für Inconel 718 - was einer 2,6-fach besseren Oxidationsbeständigkeit bei dieser Temperatur entspricht (Haynes International H-3159 Bulletin, 2023).
Zyklische Oxidation: Ein anspruchsvollerer Test
Zyklische Oxidationstests (Erwärmung auf Temperatur und dann wiederholte Abkühlung auf Raumtemperatur) sind schädlicher als isothermische Belastung, da eine ungleichmäßige Wärmeausdehnung bei jedem Abkühlungszyklus zum Abplatzen der Zunderschicht führt und frisches Metall zur Reoxidation freilegt. Die aluminiumoxidreiche innere Zunderschicht von Haynes 282 ist bei Temperaturen über 900 °C haftender und abplatzungsresistenter als die Chromoxidzunderschicht von Inconel 718, was eine bessere Leistung bei zyklischer Oxidation ermöglicht.
Bei zyklischen Oxidationstests bei 1.010 °C (30-Minuten-Zyklen) zeigt Haynes 282 einen Metallverlust von ca. 0,02 mm pro 1.000 Zyklen, verglichen mit ca. 0,08 mm bei Inconel 718 - ein 4-facher Vorteil für Haynes 282 in dieser anspruchsvollen Testbedingung (interne Tests von Haynes International, Bezugnahme auf das technische Bulletin H-3159).
Typ I und Typ II Heißkorrosion
Heißkorrosion - beschleunigte Oxidation, die durch Sulfatsalzablagerungen aus Verbrennungsprodukten verursacht wird - tritt in zwei Formen mit unterschiedlichen Temperaturregimen auf:
Typ I Heißkorrosion (800°C bis 950°C): Es handelt sich um geschmolzene Na2SO4-Ablagerungen, die den schützenden Oxidzunder fließen lassen, was zu schnellem Metallverlust führt. Chrom ist das primäre Schutzelement; Legierungen mit höherem Chromgehalt schneiden im Allgemeinen besser ab. Sowohl Inconel 718 (18% Cr) als auch Haynes 282 (20% Cr) weisen eine vergleichbare Typ-I-Beständigkeit auf, wobei Haynes 282 aufgrund seines höheren Chromgehalts einen leichten Vorteil aufweist.
Typ II Heißkorrosion (600°C bis 750°C): Es handelt sich um gemischte Sulfatablagerungen (Na2SO4 + CoSO4 oder NiSO4) bei niedrigeren Temperaturen. Der höhere Kobaltgehalt von Haynes 282 (10%) erhöht theoretisch seine Typ-II-Anfälligkeit, da Kobaltsulfat ein Schlüsselreaktant im Typ-II-Mechanismus ist. Praktische Tests von Haynes 282 in simulierten Schiffsgasturbinenumgebungen haben jedoch keine wesentlich schlechtere Typ-II-Leistung als Inconel 718 gezeigt (Sims, C.T. et al., Superlegierungen II, Wiley, 1987).
Wie sieht es mit der Verarbeitbarkeit und Schweißbarkeit der beiden Legierungen aus?
Dieser Abschnitt wird in Vergleichsartikeln oft unterschätzt, aber unserer Erfahrung nach bestimmen die Einschränkungen der Verarbeitbarkeit die Auswahl der Legierung ebenso sehr wie die mechanischen Eigenschaften. Eine Legierung mit idealen mechanischen Eigenschaften, die nicht ohne Rissbildung geschweißt werden kann, ist für viele Bauteilgeometrien keine praktische Wahl.
Inconel 718-Schweißbarkeit: Der Benchmark der Industrie
Die Position von Inconel 718 als meistverwendete Superlegierung in der Luft- und Raumfahrt ist zum Teil auf seine außergewöhnliche Schweißbarkeit zurückzuführen - eine direkte Folge der langsamen γ''-Ausscheidungskinetik im Vergleich zu anderen ausscheidungsgehärteten Nickelsuperlegierungen. Die γ''-Ausscheidung ist so langsam, dass sich die Wärmeeinflusszone (WEZ) beim Schweißen nicht schnell genug ausscheidet, um bei der Zwangskühlung Dehnungsrissbildung zu verursachen.
Dies steht in scharfem Kontrast zu Legierungen wie Rene 41 oder Waspaloy, bei denen die schnellere γ'-Ausscheidungskinetik die Rissbildung in der WEZ zu einem erheblichen Problem macht. Inconel 718 kann in vielen Anwendungen im gealterten Zustand mit herkömmlichen WIG- (GTAW), MIG- (GMAW) und Elektronenstrahlschweißverfahren ohne Nachbehandlung geschweißt werden. Diese Flexibilität bei der Herstellung hat Inconel 718 zum bevorzugten Werkstoff für geschweißte Baugruppen gemacht, von kryogenen Tanks bis hin zu Turbinenscheibenbaugruppen.
Bei der Wärmebehandlung von Inconel 718 nach dem Schweißen handelt es sich in der Regel um eine direkte Alterungsbehandlung (720°C + 620°C), ohne dass ein vollständiges Lösungsglühen erforderlich ist, was die Herstellung weiter vereinfacht.
Haynes 282 Schweißbarkeit: Die Konstruktionsleistung
Haynes 282 wurde ausdrücklich mit dem Ziel entwickelt, eine bessere Schweißbarkeit als Waspaloy und Rene 41 zu erreichen und gleichzeitig vergleichbare Hochtemperatureigenschaften zu bieten. Das Konstruktionsziel - die Verringerung des Volumenanteils von γ' auf etwa 15% bis 20% bei gleichzeitiger Beibehaltung der thermischen Stabilität - führte zur Herstellung einer Legierung, die mit einem deutlich geringeren Risiko von Spannungsrissbildung geschweißt werden kann als andere hochfeste Nickelsuperlegierungen.
Veröffentlichte Bewertungen der Schweißbarkeit unter Verwendung des Sigmajig-Tests (ein standardisierter Dehnungsriss-Test) zeigen, dass Haynes 282 zwischen Inconel 718 (ausgezeichnet) und Waspaloy (schlecht) liegt - deutlich besser als die meisten konkurrierenden ausscheidungsgehärteten Hochtemperaturlegierungen (Osoba, L.O. et al, Metallurgische und Werkstoff-Transaktionen A, Band 43, 2012).
Haynes 282 wird routinemäßig durch WIG-, Plasmaschweißen und Laserschweißen geschweißt. Die empfohlene Wärmebehandlung nach dem Schweißen ist ein vollständiges Lösungsglühen bei 1.010 °C, gefolgt von der üblichen zweistufigen Alterung (1.010 °C/2h + 788 °C/8h + 649 °C/8h). Dieser im Vergleich zu Inconel 718 komplexere Nachschweißzyklus erhöht den Zeit- und Kostenaufwand bei der Herstellung, ist aber für die vollständige Wiederherstellung der Eigenschaften erforderlich.
Vergleich der Bearbeitbarkeit
Beide Legierungen werden als schwer zerspanbare Werkstoffe eingestuft, die Hartmetallwerkzeuge, Hochdruckkühlmittel und konservative Schnittparameter erfordern. Die relativen Unterschiede in der Bearbeitbarkeit sind jedoch für die Schätzung der Herstellungskosten von Bedeutung:
- Inconel 718 hat im geglühten Zustand einen Zerspanungsindex von etwa 20% bis 25% im Vergleich zu Automatenstahl (AISI 1212 = 100%)
- Haynes 282 im geglühten Zustand ist aufgrund seiner höheren Kaltverfestigung etwas schwieriger zu bearbeiten, mit einer Bearbeitbarkeit von etwa 15% bis 20% im Vergleich zu 1212 Stahl.
- Keramische Schneidwerkzeuge (SiAlON-Sorten) und CBN-Werkzeuge werden für die Fertigbearbeitung von gealtertem Inconel 718 verwendet; ähnliche Werkzeuge gelten für Haynes 282
| Attribut Verarbeitbarkeit | Inconel 718 | Haynes 282 | Gewinner |
|---|---|---|---|
| Gesamtbewertung der Schweißeignung | Ausgezeichnet | Gut-Sehr gut | IN718 |
| Dehnungs-Alter-Rissgefahr | Sehr niedrig | Niedrig | IN718 |
| Wärmebehandlung nach dem Schweißen | Direktes Alter (einfacher) | Vollständige Glühung + Alterung (komplex) | IN718 |
| Zerspanbarkeitsindex (relativ) | ~20-25% | ~15-20% | IN718 |
| Warmumformbarkeit (Schmieden) | Gut | Sehr gut | H282 |
| Kaltverformbarkeit | Mäßig | Gut | H282 |
| Eignung der Gussstücke | Gut (VIM/VAR) | Gut (VIM/VAR) | Vergleichbar |
| Pulvermetallurgische Verarbeitung | Umfassend qualifiziert | Begrenzt, aber zunehmend | IN718 |
Was sind die wirklichen Anwendungsunterschiede in der Luft- und Raumfahrt und der Energieerzeugung?
Die abstrakten Eigenschaftsvergleiche werden am aussagekräftigsten, wenn sie sich auf tatsächliche Bauteil- und Industrieanwendungen stützen. Beide Legierungen verfügen über etablierte und expandierende Anwendungsbereiche, die in den meisten Anwendungsfällen nur begrenzt miteinander konkurrieren.
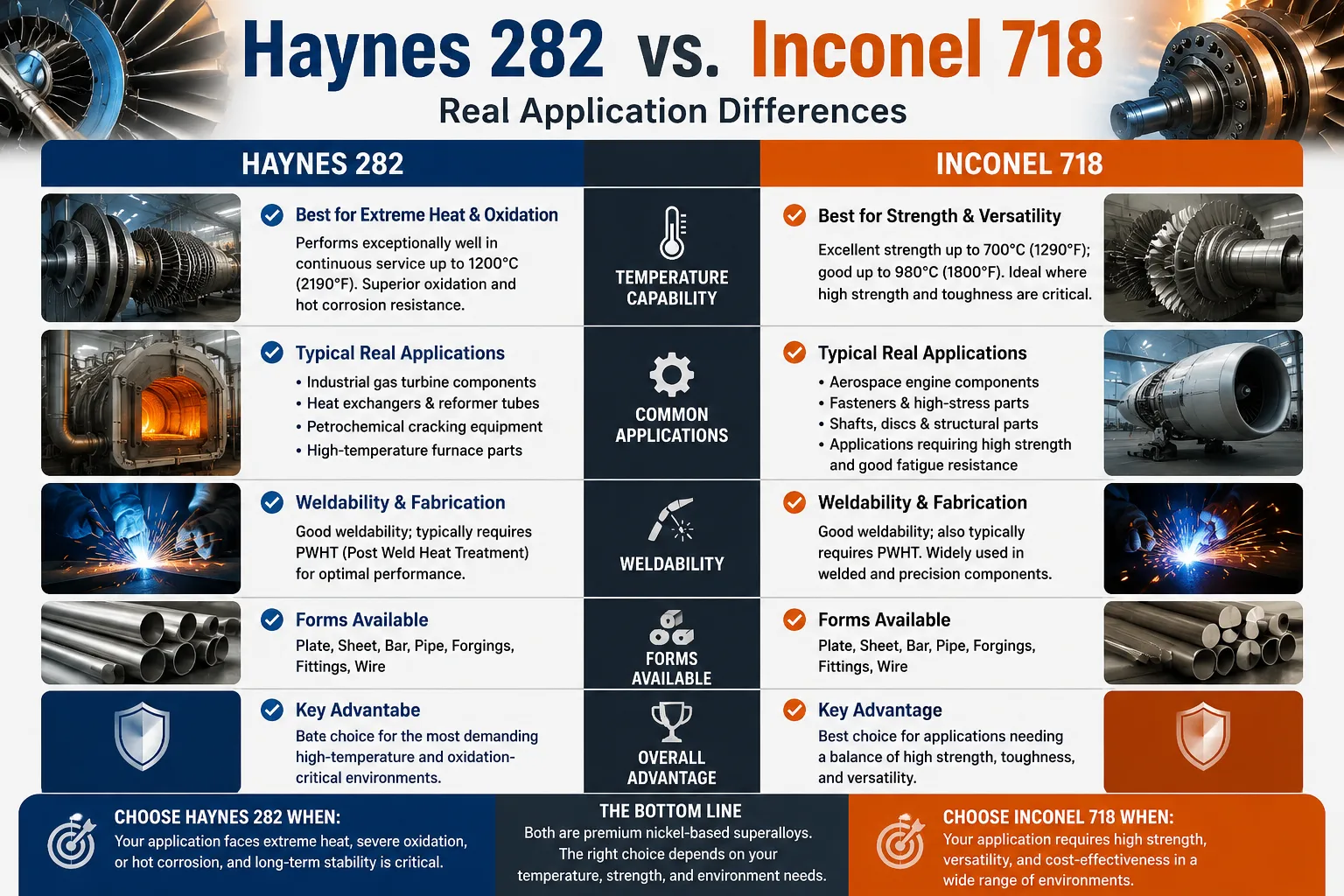
Inconel 718 Vorherrschende Anwendungen
Turbinenscheiben und Blisks: Der größte Einzelanwendungsbereich für Inconel 718 sind nach wie vor Turbinenscheiben in Gasturbinenmotoren - sowohl in der Luftfahrt als auch in der Industrie. Die Kombination aus hoher Zug- und Streckgrenze bei Temperaturen von bis zu 650 °C, ausgezeichneter Ermüdungsfestigkeit und bewährten pulvermetallurgischen Verarbeitungsprozessen macht Inconel 718 zum Standardwerkstoff für viele Turbinenstufen. Schätzungen gehen davon aus, dass Inconel 718 etwa 35% bis 45% des Gewichts aller in Gasturbinen verwendeten Nickelsuperlegierungen ausmacht (Reed, R.C., Die Superlegierungen: Grundlagen und Anwendungen, (Cambridge University Press, 2006).
Befestigungselemente und strukturelle Komponenten: Die hohe Raumtemperaturfestigkeit von Inconel 718 (bis zu 1.380 MPa UTS) macht es zum Standardwerkstoff für hochfeste Verbindungselemente in Strukturanwendungen der Luft- und Raumfahrt, für Triebwerksaufhängungen und Turbinengehäuseverschraubungen, bei denen Gewindeeingriff und Vorspannungshaltung entscheidend sind.
Kryogenische Anwendungen: Die Beibehaltung der Duktilität und Zähigkeit von Inconel 718 bei kryogenen Temperaturen (bis zu -253°C, Temperatur des flüssigen Wasserstoffs) macht es zum Standardwerkstoff für Flüssigsauerstoff- und Flüssigwasserstoff-Turbopumpen in Raketentriebwerken - einschließlich des Space Shuttle Main Engine (SSME) und zahlreicher Nachfolgesysteme. Keine andere Legierung in dieser Festigkeitsklasse erreicht die Kombination aus hoher Festigkeit und kryogener Zähigkeit von Inconel 718.
Spritzgieß- und Extrusionswerkzeugbau: In unseren industriellen Werkzeug- und Formenbauanwendungen wird Inconel 718 in erheblichem Umfang für Spritzgussteile, Extrusionsschneckenspitzen und Werkzeuge verwendet, die bei mäßig hohen Temperaturen (300°C bis 500°C) mit abrasiven Verbindungen in Kontakt kommen. Die Härte, Korrosionsbeständigkeit und Festigkeit der Legierung bei diesen Temperaturen machen sie für anspruchsvolle Anwendungen zu einer Alternative zu Werkzeugstählen.
Haynes 282 Wachsende Anwendungsbasis
Fortschrittliche Gasturbinengehäuse und -ringe: Das traditionelle Material für Turbinengehäuse sind mischkristallverfestigte Legierungen wie Hastelloy X oder Haynes 230, denen es an Ausscheidungshärte mangelt, die sich aber hervorragend verarbeiten lassen. Haynes 282 füllt die Lücke, indem es eine Ausscheidungshärte bis 900°C bei ausreichender Verarbeitbarkeit für große Schweißkonstruktionen bietet. General Electric, Rolls-Royce und Siemens haben Haynes 282 für Turbinengehäuse und Brennkammerkomponenten in Gasturbinen der nächsten Generation qualifiziert oder sind dabei, diese zu qualifizieren.
Fortschrittliche ultra-überkritische Dampfturbinen: Das Streben nach höheren Wirkungsgraden bei der Stromerzeugung aus Kohle und Erdgas erfordert Dampftemperaturen von über 700°C - jenseits der Möglichkeiten bestehender ferritischer Stähle und am Rande der Möglichkeiten von Inconel 718. Haynes 282 wurde im Rahmen des A-USC-Programms des US-DOE und des europäischen AD700-Projekts als Kandidat für Dampfturbinenrotoren, -gehäuse und -ventile bei Dampftemperaturen von 700°C bis 760°C eingehend geprüft.
Brennerauskleidungen und Übergangskanäle: Die Kombination aus Hochtemperaturfestigkeit, guter zyklischer Oxidationsbeständigkeit und Schweißbarkeit macht Haynes 282 zu einem aufstrebenden Konkurrenten für Mischkristalllegierungen bei Brennkammerauskleidungen - insbesondere bei industriellen Gasturbinen, wo lange Inspektionsintervalle eine hervorragende Kriechbeständigkeit erfordern.
Auspuffanlagen und Hochtemperatur-Strukturrahmen: Gewichtskritische Strukturen in der Luft- und Raumfahrt, die bei hohen Temperaturen arbeiten - wie z. B. Triebwerksabgasrahmen, hintere Turbinenrahmen und Nachbrennerkomponenten - profitieren von dem höheren Festigkeits-/Gewichtsverhältnis von Haynes 282 im Vergleich zu Mischkristalllegierungen bei Temperaturen über 700 °C.
| Anwendungsbereich | Bevorzugte Legierung | Hauptgrund | Betriebstemperaturbereich |
|---|---|---|---|
| Turbinenscheiben (Flugzeug) | Inconel 718 | Zugfestigkeit, PM-Verarbeitung | Bis zu 650°C |
| Turbinenscheiben (Industrie, heiße Phase) | Haynes 282 | Kriechstromfestigkeit | 650-800°C |
| Turbinengehäuse (fortgeschritten) | Haynes 282 | Schweißbarkeit + Kriechen bis 900°C | 700-900°C |
| Hochfeste Verbindungselemente | Inconel 718 | Festigkeit bei Raumtemperatur, Fadenqualität | Umgebungstemperatur bis 500°C |
| Brennerauskleidungen | Haynes 282 | Oxidation + Kriechbilanz | 800-950°C |
| Kryogenische Turbopumpen | Inconel 718 | Kryogenische Zähigkeit | -253°C bis 500°C |
| A-USC-Dampfturbinen | Haynes 282 | 700°C+ Kriechstromfestigkeit | 700-760°C |
| Einspritzschneckenspitzen (industriell) | Inconel 718 | Härte, Verschleißfestigkeit | 300-500°C |
| Abgasrahmen und -kanäle | Haynes 282 | Hochtemperaturfestigkeit, Schweißbarkeit | 650-900°C |
| Öl- und Gasbohrlochwerkzeuge | Inconel 718 | Festigkeit, H2S-Beständigkeit | Umgebungstemperatur bis 300°C |
Wie wirken sich die Anforderungen an die Wärmebehandlung auf die Herstellung von Bauteilen aus?
Die Wärmebehandlung ist kein unbedeutendes Detail - sie entscheidet darüber, ob die gekaufte Legierung im fertigen Bauteil die angegebenen mechanischen Eigenschaften aufweist. Beide Legierungen haben spezifische, prozessgesteuerte Wärmebehandlungsabläufe, die innerhalb enger Parameterfenster durchgeführt werden müssen.
Inconel 718 Wärmebehandlung
Die Standard-Wärmebehandlung für geknetetes Inconel 718 gemäß AMS 2774 besteht aus:
Lösung anglühen: 980°C (1.800°F) für 1 Stunde, Luftkühlung oder schneller. Dadurch werden die meisten Ausscheidungen aufgelöst und das Gefüge rekristallisiert. Einige Spezifikationen verlangen ein höheres Lösungsglühen bei 1.010°C für eine gröbere Korngröße, wenn die Kriecheigenschaften Vorrang vor der Zugfestigkeit haben.
Doppelalterung (Standard):
- Schritt 1: 720°C (1.325°F) für 8 Stunden, Abkühlung des Ofens bei 55°C/Stunde auf 620°C
- Schritt 2: 620°C (1.150°F) für weitere 8 Stunden, Luftkühlung.
Bei dieser zweistufigen Alterung werden gleichzeitig γ'' (dominant, bildet sich zuerst bei 720 °C) und γ' (sekundär, bildet sich beim Abkühlen und bei 620 °C) ausgeschieden. Das daraus resultierende Gefüge erreicht die hohen Zug- und Ermüdungseigenschaften, die für optimal wärmebehandeltes Inconel 718 charakteristisch sind.
Eine Temperaturkontrolle innerhalb von ±8°C (±15°F) ist von entscheidender Bedeutung: Eine Überalterung durch zu hohe Temperatur oder zu lange Zeit führt zu einer Vergröberung der γ''-Phase und/oder zur Ausfällung der δ-Phase, die beide die Zugfestigkeit verringern. Bei Unteralterung verbleiben gelöste Stoffe in der Matrix, ohne das für die Festigkeit erforderliche Ausscheidungsnetzwerk zu bilden.
Haynes 282 Wärmebehandlung
Die Standardwärmebehandlung für Haynes 282 besteht aus:
Lösung anglühen: 1.010°C (1.850°F) für 2 Stunden, schnelles Abkühlen an der Luft oder Wasserabschrecken bei dicken Abschnitten. Die höhere Lösungstemperatur im Vergleich zu Inconel 718 spiegelt den höheren γ'-Solvus von Haynes 282 wider. Die Korngröße nach dem Lösungsglühen beträgt typischerweise ASTM 4 bis 8, je nach vorheriger Bearbeitung und Glühtemperatur.
Stabilisierung Alter: 1.010°C (1.850°F) für 2 Stunden (falls nicht während des Lösungsglühens durchgeführt).
Endgültige Alterung (zweistufig):
- Schritt 1: 788°C (1.450°F) für 8 Stunden, an der Luft abkühlen.
- Schritt 2: 649°C (1.200°F) für 8 Stunden, an der Luft abkühlen.
Die Alterungssequenz entwickelt die γ'-Ausscheidung mit optimaler Größenverteilung für die Zug- und Kriecheigenschaften. Der Alterungsschritt bei 788 °C führt zur Keimbildung feiner γ'-Ausscheidungen; der Schritt bei 649 °C schließt die Ausscheidung ab und sorgt für maximale Verfestigung.
Die Wärmebehandlung von Haynes 282 ist etwas nachsichtiger als die von konkurrierenden γ'-verfestigten Legierungen wie Waspaloy, teilweise weil die langsamere γ'-Kinetik die Empfindlichkeit gegenüber exakten Abkühlungsraten verringert. Das Erfordernis einer zweistufigen Alterung und eines vollständigen Lösungsglühens verursacht jedoch zusätzliche Kosten im Vergleich zu den in Produktionsumgebungen üblicherweise verkürzten Wärmebehandlungszyklen von Inconel 718.
Wie sieht der Kosten- und Lieferkettenvergleich im Jahr 2026 aus?
Entscheidungen über die Materialauswahl können nicht losgelöst von der Beschaffungsrealität getroffen werden. Beide Legierungen sind im Handel von mehreren globalen Anbietern erhältlich, aber bedeutende Unterschiede in der Preisgestaltung, Vorlaufzeit und Reife der Lieferkette beeinflussen die praktische Auswahlentscheidung.
Rohstoff- und Werkspreise
Inconel 718 ist eine der ausgereiftesten und am meisten produzierten Nickelsuperlegierungen der Welt. Die jährlichen Produktionsmengen von Special Metals (ATI), Haynes International, VDM Metals, Carpenter Technology und zahlreichen internationalen Herstellern belaufen sich auf mehrere zehntausend Tonnen pro Jahr. Diese Größenordnung unterstützt einen wettbewerbsfähigen, liquiden Markt.
Ungefähre Werkspreise für Inconel 718 in Knetausführung in den Jahren 2025 bis 2026:
- Stangenmaterial: $45 bis $70 pro Kilogramm je nach Größe und Spezifikation.
- Blatt/Platte: $50 bis $80 pro Kilogramm
- Schmiedestücke: $80 bis $150 pro Kilogramm je nach Komplexität.
Das Produktionsvolumen von Haynes 282 ist wesentlich geringer - Haynes International ist der Hauptproduzent, mit einer begrenzten Sekundärproduktion aus europäischen und asiatischen Fabriken. Dieses geringere Volumen führt zu einem höheren Basispreis:
- Stangenmaterial: $120 bis $180 pro Kilogramm.
- Blatt/Platte: $130 bis $200 pro Kilogramm.
- Schmiedestücke: $200 bis $350 pro Kilogramm je nach Qualifikationsanforderungen.
Der Kostenaufschlag für Haynes 282 (etwa das Zwei- bis Dreifache der Rohstoffkosten von Inconel 718) ist eine echte Überlegung bei der Beschaffung. Für Anwendungen, bei denen die höhere Temperaturbeständigkeit von Haynes 282 wirklich benötigt wird, führt die Alternative, Inconel 718 über seine Stabilitätsgrenze hinaus zu verwenden, zu weitaus höheren Kosten durch vorzeitiges Versagen der Komponenten.
Vorlaufzeit und Verfügbarkeit
Inconel 718-Lagerware (Standardstangengrößen, Bleche) ist in der Regel bei großen Händlern mit Lieferzeiten von 2 bis 6 Wochen erhältlich. Für kundenspezifische Schmiedestücke benötigen die großen Hersteller bei normaler Nachfrage 16 bis 26 Wochen. AMS-qualifiziertes Material für Anwendungen in der Luft- und Raumfahrt erfordert in der Regel eine zusätzliche Vorlaufzeit von 4 bis 8 Wochen für die Zertifizierungsbearbeitung.
Haynes 282 hat aufgrund des geringeren Lagerbestands bei den meisten Händlern längere Vorlaufzeiten: 8 bis 16 Wochen für Standardformen, 26 bis 52 Wochen für kundenspezifische Schmiedeteile oder große Gussteile. Beschaffungsteams, die Haynes 282 spezifizieren, müssen diese Vorlaufzeiten in die Projektplanung einbeziehen.
Erforderliche Qualitätszertifikate
Inconel 718: AMS 5662 (Stangen/Vorformlinge), AMS 5663 (Stangen/Vorformlinge, wärmebehandelt), AMS 5664 (Bleche/Bänder/Platten), AMS 5832 (Schweißdraht). Für Anwendungen in der Luft- und Raumfahrt sind die NADCAP-akkreditierte Wärmebehandlung und Werkstoffprüfung Standardanforderungen.
Haynes 282: AMS 5951 (Stangen/Schmiedestücke/Ringe), ASTM B637 (Stangen und Schmiedestücke allgemein). Mit der Ausweitung der MRO-Qualifizierungsprogramme der Fluggesellschaften werden zunehmend proprietäre Spezifikationen der Triebwerkshersteller verwendet. Käufer sollten sich vor der Bestellung mit ihrem technischen Team über die geltenden Spezifikationen informieren.
Wie sollten Ingenieure und Beschaffungsteams zwischen diesen beiden Legierungen wählen?
Indem wir alle in diesem Artikel behandelten technischen und wirtschaftlichen Faktoren zusammenfassen, bieten wir einen strukturierten Entscheidungsrahmen, der den Prozess widerspiegelt, den unser Team bei der Beratung von Kunden zur Auswahl von Superlegierungen anwendet.
Der primäre Entscheidungspunkt: Betriebstemperatur
Dies ist die nicht verhandelbare erste Frage. Liegt die maximale Betriebstemperatur des Bauteils unter 600 °C ohne anhaltende statische Belastung bei der Temperatur, ist Inconel 718 aufgrund seiner höheren Festigkeit bei Raumtemperatur, seiner niedrigeren Kosten und seiner besseren Verarbeitbarkeit mit Sicherheit die bessere Wahl. Übersteigt die Betriebstemperatur 700°C mit anhaltender mechanischer Belastung (Druck, Gewicht, Vorspannung), ist Haynes 282 in jeder relevanten Eigenschaftskategorie die technisch bessere Wahl.
Der Bereich von 600°C bis 700°C erfordert eine detailliertere Analyse auf der Grundlage des spezifischen Spannungsniveaus, der erforderlichen Lebensdauer und des Arbeitszyklus. Beide Legierungen konkurrieren in diesem Bereich, und Berechnungen der Kriechlebensdauer unter Verwendung von Larson-Miller-Parametern mit dem spezifischen Betriebsspannungsniveau sollten die Entscheidung beeinflussen.
Sekundäre Entscheidungsfaktoren
Komplexität der Herstellung: Geschweißte Baugruppen, insbesondere große Strukturen, bevorzugen die bessere Warmumformbarkeit und akzeptable Schweißbarkeit von Haynes 282. Komplexe, maschinell bearbeitete Komponenten in großen Mengen bevorzugen die bessere Bearbeitbarkeit und die einfachere Wärmebehandlung von Inconel 718.
Priorität der Lebensdauer: Bei Bauteilen mit einer Lebensdauer von mehr als 25.000 Stunden (Landturbinen, Stromerzeugungsanlagen) nimmt der Kriechvorteil von Haynes 282 im Laufe der Zeit erheblich zu und rechtfertigt die höheren anfänglichen Materialkosten. Bei Komponenten mit kürzerer Lebensdauer oder geplanten Austauschzyklen schrumpft der wirtschaftliche Vorteil.
Kältetechnische Anforderungen: Inconel 718 ist eindeutig die erste Wahl für Bauteile, die bei Temperaturen unter Null funktionieren müssen, da es seine Zähigkeit bei kryogenen Temperaturen weit besser beibehält als die meisten konkurrierenden Superlegierungen.
Risikotoleranz in der Lieferkette: Programme, die große Mengen oder enge Liefertermine erfordern, bevorzugen möglicherweise die liquidere Lieferkette von Inconel 718. Strategische Programme mit langen Entwicklungszeiträumen können die längeren Vorlaufzeiten von Haynes 282 verkraften.
Zusammenfassung der Entscheidungsmatrix
| Entscheidungskriterium | Hinweise zu Inconel 718 | Hinweise auf Haynes 282 |
|---|---|---|
| Betriebstemperatur | Weniger als 650°C | Über 700°C |
| Primärer Lademodus | Zugkraft, Ermüdung, Stoß | Kriechen, anhaltende Belastung |
| Serviceumgebung | Kryogenisch, moderate Temperatur | Hohe Oxidation, Heißkorrosion |
| Verfahren zur Herstellung | Komplexe Bearbeitung, geschweißte Baugruppen (dünn) | Große geschweißte Strukturen, Schmiedestücke |
| Budgetbeschränkung | Kostensensibel | Leistungskritisch |
| Anforderung an die Nutzungsdauer | Kurz bis mittel (<10.000 Std.) | Lange Lebensdauer (>25.000 Stunden) |
| Anforderung an die Lieferkette | Standardvorlaufzeit | Verlängerte Vorlaufzeit akzeptabel |
| Regulierung/Zertifizierung | Vollständig qualifiziert (Luft- und Raumfahrt) | Fortlaufende/erweiterte Qualifizierung |
FAQs: Haynes 282 vs. Inconel 718
1. Bei welcher Temperatur übertrifft Haynes 282 die Kriechfestigkeit von Inconel 718?
Haynes 282 übertrifft Inconel 718 in der Kriechfestigkeit bei Temperaturen oberhalb von etwa 650°C bis 680°C. Unterhalb dieser Übergangstemperatur sorgt der höhere γ''-Volumenanteil von Inconel 718 + γ'-Ausscheidungsvolumenanteil von Inconel 718 eine etwas bessere Kriechbeständigkeit. Oberhalb von 700 °C bieten die thermisch stabilen γ'-Ausscheidungen von Haynes 282 eine dramatisch bessere Leistung: Bei 760 °C und 200 MPa Spannung erreicht Haynes 282 eine um mehr als 300% längere Zeitstandzeit als Inconel 718. Dieser Übergang ist direkt mit der Instabilität der γ''-Phase in Inconel 718 oberhalb von 650 °C verbunden. Ingenieure sollten diese Temperaturschwelle als primären Entscheidungspunkt bei der Auswahl zwischen diesen beiden Legierungen für kriechkritische Anwendungen verwenden. Quelle: Haynes International Technical Bulletin H-3159; Haghighat et al., Materials Science and Engineering A, 2018.
2. Kann Inconel 718 in jeder Anwendung über 700°C eingesetzt werden?
Inconel 718 kann bei Anwendungen mit sehr kurzen Expositionszeiten, geringer Dauerbelastung oder hauptsächlich zyklischer (nicht anhaltender) Belastung über 700 °C eingesetzt werden. In der Praxis treten bei einigen Abgaskomponenten für die Luft- und Raumfahrt kurzzeitige Temperaturspitzen über 700°C auf, ohne dass es zu einem sofortigen Ausfall kommt. Für alle Bauteile, die Maßhaltigkeit, dauerhafte Belastung oder lange Betriebsintervalle über 700°C erfordern, wird Inconel 718 jedoch nicht empfohlen. Eine längere Exposition bei 700°C bis 800°C führt zu einer irreversiblen γ''- zu δ-Phasenumwandlung, die in dokumentierten Alterungsstudien die Zugfestigkeit dauerhaft um 10% bis 25% und die Duktilität um 15% bis 30% reduziert. Die Verwendung von Inconel 718 oberhalb seiner Auslegungstemperatur ist eine häufige Ursache für den vorzeitigen Ausfall von Bauteilen in industriellen Anwendungen. Quelle: Radavich, Superalloys 718 TMS proceedings, 1994.
3. Ist Haynes 282 für Gasturbinenanwendungen in der Luft- und Raumfahrt zugelassen?
Haynes 282 hat die AMS 5951-Spezifikationsgenehmigung erhalten und ist bei mehreren großen OEMs für Luft- und Raumfahrtmotoren, darunter GE Aviation, Rolls-Royce und Pratt and Whitney, für bestimmte Komponentenanwendungen qualifiziert oder befindet sich in der Qualifizierungsphase. Zu den Hauptanwendungen in der Luft- und Raumfahrt gehören Turbinengehäuse, Brennkammerkomponenten und Strukturringe mit heißem Abschnitt in Gasturbinen der nächsten Generation. Die Legierung wurde auch durch den ASME Boiler and Pressure Vessel Code für Anwendungen in Druckbehältern mit erhöhter Temperatur qualifiziert (Code Case 2625). Die breitere Qualifizierung für die Luft- und Raumfahrt, insbesondere für Anwendungen mit rotierenden Scheiben, ist ein laufender Prozess. Käufer sollten den aktuellen OEM-Qualifizierungsstatus für ihre spezifische Komponentenanwendung bestätigen, bevor sie Haynes 282 spezifizieren. Quelle: ASME BPVC Code Case 2625; Haynes International Qualifikationsdaten.
4. Wie ist das Verhältnis von Dichte und Festigkeit zu Gewicht zwischen den beiden Legierungen?
Inconel 718 hat eine Dichte von etwa 8,19 g/cm³. Haynes 282 hat eine Dichte von ca. 8,27 g/cm³ und ist damit geringfügig schwerer. Bei Raumtemperatur ist die spezifische Zugfestigkeit von Inconel 718 (1.380 MPa / 8,19 g/cm³ = 168 MPa pro g/cm³) höher als die von Haynes 282 (1.050 MPa / 8,27 g/cm³ = 127 MPa pro g/cm³). Bei 760°C kehrt sich der Vergleich jedoch deutlich um: Haynes 282 erreicht etwa 860 MPa UTS gegenüber 580 MPa für Inconel 718, was zu spezifischen Zugfestigkeiten von 104 bzw. 71 MPa pro g/cm³ führt - ein Vorteil von 46% für Haynes 282 auf gewichtsnormierter Basis bei dieser Temperatur. Für gewichtskritische Hochtemperaturstrukturen ist dieses Verhältnis von Festigkeit zu Dichte bei höheren Temperaturen die relevante Kennzahl. Quelle: Haynes International H-3159; Technische Daten von Special Metals IN718.
5. Wie hoch sind die Kosten von Haynes 282 im Vergleich zu Inconel 718 auf der Basis des gesamten Lebenszyklus der Komponenten?
Auf Rohstoffbasis kostet Haynes 282 unter den Marktbedingungen von 2025 bis 2026 pro Kilogramm etwa zwei- bis dreimal mehr als Inconel 718. Bei der Analyse der Lebenszykluskosten für Hochtemperaturanwendungen kehrt sich dieser Aufschlag jedoch in der Regel um. Bei einer Bauteilanwendung bei 750 °C, die eine Lebensdauer von 25.000 Stunden erfordert, muss Inconel 718 aufgrund von kriechbedingten Dimensionsänderungen möglicherweise alle 8.000 bis 10.000 Stunden ausgetauscht werden - im Vergleich zu einem Haynes 282-Bauteil, das im gleichen Zeitraum ausgetauscht werden muss. Rechnet man die Kosten für den Arbeitsaufwand, die Ausfallzeit und den Wiedereinbau hinzu, können die Gesamtlebenszykluskosten von Inconel 718 unter anspruchsvollen Betriebsbedingungen das 1,5- bis 2,5-fache von Haynes 282 betragen. Diese Lebenszyklusberechnung ist der korrekte wirtschaftliche Rahmen für Entscheidungen bei der Auswahl hochwertiger Legierungen. Quelle: Shingledecker et al., ASME Turbo Expo proceedings, 2012; MWalloys Anwendungsanalyse.
6. Welche Legierung hat eine bessere Beständigkeit gegen Wasserstoffversprödung?
Inconel 718 wurde ausgiebiger getestet und für wasserstoffhaltige Umgebungen qualifiziert, insbesondere für Wasserstoffantriebe in der Luft- und Raumfahrt sowie für Öl- und Gasanwendungen. Die Legierung erfüllt die Anforderungen der NACE MR0175/ISO 15156 für den sauren (H2S-haltigen) Betrieb unter geeigneten Wärmebehandlungsbedingungen. Die Wasserstoffversprödungsanfälligkeit von Inconel 718 ist aufgrund seiner FCC-Kristallstruktur und seines hohen Nickelgehalts gering. Haynes 282 weist ebenfalls eine FCC-Struktur und einen hohen Nickelgehalt auf und dürfte eine ähnliche inhärente Beständigkeit gegen Wasserstoffversprödung aufweisen, aber die veröffentlichten Qualifikationsdaten in wasserstoffreichen Umgebungen sind wesentlich weniger umfangreich als für Inconel 718. Für Wasserstoffanwendungen ist Inconel 718 die besser dokumentierte und qualifizierte Wahl auf der Grundlage der verfügbaren Literatur. Quelle: NACE MR0175/ISO 15156; Reed, Superalloys, Cambridge, 2006.
7. Welcher Schweißzusatzwerkstoff sollte für jede Legierung verwendet werden?
Für Inconel 718 ist der Standardschweißzusatz ERNiFeCr-2 (passende Zusammensetzung, AMS 5832) für das WIG- und MIG-Schweißen von gleichartigen Verbindungen. Für Mischverbindungen mit anderen Nickelsuperlegierungen wird in der Regel der Schweißzusatz Inconel 625 (ERNiCrMo-3) als konservativer Puffer verwendet. Für Haynes 282 empfiehlt Haynes International die Verwendung eines Schweißzusatzes mit passender Zusammensetzung (Alloy 282 Schweißdraht), wenn eine vollständige Anpassung der Eigenschaften nach der Wärmebehandlung nach dem Schweißen erforderlich ist, insbesondere bei Kriechanwendungen bei erhöhten Temperaturen. Für unkritische Verbindungen oder wenn ein vollständiges Lösungsglühen nach dem Schweißen nicht möglich ist, bietet der Schweißzusatz Inconel 625 eine akzeptable Korrosions- und Oxidationsbeständigkeit ohne das Risiko von Rissbildung, das ein passender Schweißzusatz mit unsachgemäßer Nachbehandlung mit sich bringen kann. Quelle: Osoba et al., Metallurgical and Materials Transactions A, 2012; Haynes International welding guidelines.
8. Wie schneiden Haynes 282 und Inconel 718 im Vergleich zu Waspaloy bei Hochtemperaturanwendungen ab?
Waspaloy (UNS N07001) ist eine konkurrierende Legierung mit einem höheren γ'-Volumenanteil (ca. 25% bis 30%) als Haynes 282 und bietet eine höhere Raumtemperatur- und Kriechfestigkeit bei gleichen Temperaturen. Waspaloy ist jedoch wesentlich schwieriger zu schweißen (hohes Risiko von Dehnungsrissbildung) und zu bearbeiten als Inconel 718 und Haynes 282. Haynes 282 wurde speziell entwickelt, um die Hochtemperatur-Kriechleistung von Waspaloy zu erreichen und gleichzeitig eine wesentlich bessere Verarbeitbarkeit zu bieten. Veröffentlichte Vergleiche zeigen, dass Haynes 282 bei 760°C und gleicher Spannung eine Zeitstandfestigkeit von 10% bis 15% von Waspaloy erreicht, während es laut Sigmajig-Testergebnissen etwa 40% bis 60% leichter zu schweißen ist. Für Anwendungen, bei denen sowohl Hochtemperaturleistung als auch komplexe Schweißkonstruktionen erforderlich sind, stellt Haynes 282 das beste Gleichgewicht zwischen der hervorragenden Verarbeitbarkeit von Inconel 718 und der Hochtemperaturfestigkeit von Waspaloy dar. Quelle: Osoba et al., 2012; Sims et al., Superalloys II, Wiley, 1987.
9. Gibt es bekannte Fehlerarten, die speziell für Haynes 282 gelten und auf die Ingenieure achten sollten?
Drei spezifische Versagensarten verdienen Aufmerksamkeit für Haynes 282 im Betrieb. Erstens können Sigma- und Mu-Phasenausscheidungen an den Korngrenzen bei längerem Betrieb über 800 °C (in Verbindung mit dem hohen Molybdängehalt bei 8,5%) die Korngrenzenduktilität in gealtertem Material verringern; dies wird durch optimierte Wärmebehandlung und regelmäßige Inspektion in langlebigen Komponenten gesteuert. Zweitens können durch die Bearbeitung verursachte Oberflächenbeschädigungen (durch ungeeignete Schnittparameter oder stumpfe Werkzeuge) Druckeigenspannungen oder Gefügeschäden hervorrufen, die die Ermüdungslebensdauer verringern; ordnungsgemäße Bearbeitungsprotokolle mit scharfen Hartmetall- oder Keramikwerkzeugen sind unerlässlich. Drittens führt eine unsachgemäße Wärmebehandlung nach dem Schweißen - insbesondere das Auslassen des vollständigen Lösungsglühens nach dem Schweißen, um Zeit zu sparen - zu einer unvollständigen Erholung der Eigenschaften in der WEZ, wodurch eine Zone mit verringerter Kriech- und Zugfestigkeit entsteht, die ein vorzeitiges Versagen auslösen kann. Diese Versagensarten sind bekannt und lassen sich durch geeignete technische Kontrollen beherrschen. Quelle: Matuszewski et al., International Journal of Fatigue, 2014; Haynes International Application Notes.
10. Wie hoch ist die maximale Dauergebrauchstemperatur für Inconel 718 und Haynes 282 bei mechanischer Nullbelastung?
Bei mechanischer Nullbelastung (reine Wärmeeinwirkung, keine strukturelle Beanspruchung) werden die Temperaturgrenzen eher durch die Oxidationsbeständigkeit und die Gefügestabilität als durch das Kriechen bestimmt. Bei Inconel 718 sind die Oxidationsraten an der Oberfläche bei einer Dauerbelastung bis zu ca. 980 °C an der Luft akzeptabel, obwohl der Gefügeabbau (δ-Phasenwachstum an den Korngrenzen) oberhalb von 700 °C kontinuierlich auftritt und bei Langzeitbelastungen berücksichtigt werden muss. Haynes 282 weist akzeptable Oxidationsraten für eine Dauerbelastung bis zu ca. 1.010°C auf, wobei die Gefügestabilität im gesamten Bereich von 700°C bis 1.000°C aufgrund der höheren thermischen Stabilität seiner γ'-Ausscheidungsphase besser ist als bei Inconel 718. Für Bauteile, die erheblichen Belastungen ausgesetzt sind, müssen beide Legierungen an ihren strukturellen Temperaturgrenzen (650°C für IN718, 900°C für H282) bewertet werden, nicht an ihren Nulllast-Oxidationsgrenzen. Quelle: Haynes International H-3159 technisches Bulletin; Special Metals Corporation IN718 technisches Datenblatt.
Zusammenfassung: Die wichtigsten technischen Erkenntnisse
Die Wahl zwischen Haynes 282 und Inconel 718 ist keine Frage der allgemeinen Überlegenheit - es ist eine technische Entscheidung, die von der Präzision der Temperatur abhängt und erhebliche Auswirkungen auf Kosten und Leistung hat.
Inconel 718 ist nach wie vor die dominierende Superlegierung für den Temperaturbereich von 23°C bis 650°C und bietet eine unübertroffene Zugfestigkeit, Ermüdungsbeständigkeit, Tieftemperaturtauglichkeit, Verarbeitbarkeit und Lieferkettentiefe. Seine über 60-jährige Produktionsgeschichte, seine umfangreiche Qualifikationsdatenbank und seine wettbewerbsfähigen Preise machen ihn zur rationellen Standardwahl für alle Anwendungen, die innerhalb seines Temperaturbereichs arbeiten.
Haynes 282 besetzt einen einzigartigen und immer wichtiger werdenden Leistungsbereich von 650°C bis 900°C, in dem keine andere leicht schweißbare, ausscheidungsgehärtete Nickelsuperlegierung seine Kombination aus Kriechbeständigkeit, Oxidationsschutz und Verarbeitbarkeit erreichen kann. Da moderne Gasturbinen, A-USC-Dampfkraftwerke und Luft- und Raumfahrtantriebe der nächsten Generation die Betriebstemperaturen erhöhen, wird sich der Anwendungsbereich von Haynes 282 entsprechend erweitern.
Bei MWalloys liefern wir beide Legierungen mit vollständigen Materialzertifizierungen, anwendungstechnischer Unterstützung und Rückverfolgbarkeitsdokumentation. Unsere Empfehlung basiert immer auf den spezifischen Temperatur-, Beanspruchungs-, Umgebungs- und Fertigungsanforderungen Ihres Bauteils - denn die richtige Legierung, die richtig ausgewählt wird, ist einer Premium-Legierung, die für die falschen Einsatzbedingungen falsch angewendet wird, stets überlegen.
Referenzen:
- Haynes International. Alloy 282 Technisches Merkblatt H-3159. 2023.
- Special Metals Corporation. Technische Daten der Inconel-Legierung 718. 2023.
- Reed, R.C. Die Superlegierungen: Grundlagen und Anwendungen. Cambridge University Press, 2006.
- Sims, C.T., Stoloff, N.S., Hagel, W.C. Superlegierungen II. Wiley, 1987.
- Haghighat, S. et al. Materialwissenschaft und Werkstofftechnik A, Band 718. Elsevier, 2018.
- Osoba, L. O. et al. Metallurgische und Werkstoff-Transaktionen A, Band 43. TMS, 2012.
- Matuszewski, K. et al. Internationale Zeitschrift für Ermüdung, Band 61. Elsevier, 2014.
- Schindeldecker, J.P. et al. Proceedings der ASME Turbo Expo. ASME, 2012.
- Radavich, J.F. Superlegierungen 718, 625, 706 und Derivate. TMS, 1994.
- Furrer, D. und Fecht, H. JOM, Band 51. TMS, 1999.
- ASME Boiler and Pressure Vessel Code, Code Case 2625.
- AMS 5662, 5663, 5664, 5832, 5951 Spezifikationen. SAE International.
- NACE MR0175 / ISO 15156. NACE International.
- Büro für Materialwissenschaft, Oak Ridge National Laboratory. A-USC Research Program Reports. 2010-2015.
