La fabbricazione di bobine di tubi personalizzate secondo le certificazioni ASME B31.3 e ASME Sezione IX riduce la manodopera per la saldatura sul campo di 40-60%, riduce il tempo complessivo di installazione delle tubazioni di 30-50% e abbassa il tasso di incidenti in cantiere fino a 35% rispetto alle tubazioni costruite sul campo, rendendo le bobine di tubi prefabbricate la strategia di riduzione del rischio più misurabile oggi disponibile per gli ingegneri di progetto e gli appaltatori EPC. Alla MWalloys abbiamo prodotto e consegnato pacchetti di bobine di tubi certificati ASME per raffinerie, impianti chimici, terminali GNL e strutture farmaceutiche in tre continenti, e ogni progetto conferma lo stesso schema: quanto prima inizia la pianificazione della prefabbricazione, tanto maggiore è la compressione dei tempi e il risparmio sui costi ottenuti in cantiere.
Se il vostro progetto richiede l'utilizzo di bobine per tubi personalizzate, potete contattateci per un preventivo gratuito.
Che cos'è una bobina di tubo e in che modo la fabbricazione personalizzata differisce dalla costruzione sul campo?
Una bobina di tubo è una sezione prefabbricata di un sistema di tubazioni che comprende segmenti di tubo, raccordi, flange, gomiti, tee, riduzioni e raccordi di derivazione assemblati e saldati in un ambiente di officina controllato prima della consegna al cantiere. Il termine "spool" deriva dall'aspetto simile a una bobina di un gruppo di tubi flangiati ed è ora universalmente utilizzato nei settori del petrolio e del gas, petrolchimico, della produzione di energia e dell'edilizia industriale.

La fabbricazione di bobine di tubi su misura significa che ogni bobina viene prodotta in base ai disegni isometrici, alle specifiche dei materiali, ai valori di pressione e ai requisiti dimensionali specifici del progetto, invece di acquistare gruppi di tubi standard da catalogo che richiedono modifiche in loco.
Bobina di tubo e tubazioni fabbricate in campo: Un confronto diretto
La differenza fondamentale tra le bobine prefabbricate e la costruzione convenzionale di tubazioni in campo si riduce al punto in cui si aggiunge valore e si concentra il rischio.
| Parametro | Bobine per tubi prefabbricate | Tubazioni fabbricate in campo |
|---|---|---|
| Ambiente di saldatura | Negozio controllato: temperatura, umidità e posizionamento stabili | Variabile: vento, pioggia, spazi ristretti, posizioni scomode |
| Produttività del saldatore | 3-5 giunti per turno (negozio) | 1-2 giunti per turno (sul campo) |
| Accesso NDE | Accesso completo a 360°, posizionamento ottimale delle attrezzature | Accesso limitato in molte condizioni di campo |
| Tasso di rilavorazione | 2-5% (media del settore, ambiente di officina) | 8-15% (ambiente di campo) |
| Tracciabilità dei materiali | Documentazione centralizzata del numero di calore | Distribuito, più difficile da mantenere |
| Tasso di incidenti di sicurezza | Più basso - ambiente controllato, nessun lavoro in altezza per la maggior parte delle articolazioni | Superiore - lavori in quota, spazi confinati, mestieri contemporanei |
| Prevedibilità dei programmi | Alta - la produzione del negozio è indipendente dalle condizioni atmosferiche | Minore - ritardi dovuti alle condizioni atmosferiche, conflitti di programmazione della forza lavoro |
| Documentazione di qualità | Pacchetti di dati completi per bobina | Spesso frammentati in record di campo |
Fonte: Rapporto di ricerca 171-11 del Construction Industry Institute (CII), "Modularizzazione: Come ottimizzare? Come massimizzare il suo valore?"; Dodge Data & Analytics, "Prefabrication and Modularization in Construction" (2020 SmartMarket Report).
Quali componenti sono inclusi in un pacchetto di bobine per tubi personalizzati?
Una bobina di tubo completa e personalizzata è in genere composta da:
- Segmenti di tubo: Tagliati a lunghezze precise da stock di tubi certificati ASTM.
- Flange con collo a saldare o flange slip-on: Classe di pressione nominale secondo ASME B16.5 o B16.47.
- Raccordi a saldare di testa: Gomiti (a raggio lungo o corto), raccordi a T, riduzioni, tappi secondo ASME B16.9.
- Raccordi a saldare a brugola: Per tubazioni di diametro ridotto (in genere 2 pollici NPS e inferiori) secondo ASME B16.11.
- Connessioni di diramazione: Weldolets, sockolets, threadolets per MSS SP-97.
- Attacchi strutturali: Scarpette per tubi, supporti fittizi, tronchetti come specificato nelle isometrie.
- Strumenti in linea: Ugelli a pozzetto, connessioni alla presa di pressione, flange orifizio come richiesto.
Alla MWalloys trattiamo ogni bobina come un prodotto completo con un proprio pacchetto di dati: rapporti di prova sui materiali, mappe di saldatura, risultati NDE, registri di ispezione dimensionale e certificazione di prova idrostatica o pneumatica.
Quali sono gli standard ASME che regolano la fabbricazione e la certificazione delle bobine per tubi?
La certificazione ASME (American Society of Mechanical Engineers) non è un singolo documento, ma un quadro stratificato di codici che affrontano diversi aspetti della progettazione, della fabbricazione, del collaudo e della documentazione delle bobine per tubi. Capire quali sono gli standard applicabili al vostro progetto è essenziale prima di inviare una richiesta di produzione.
Il quadro di riferimento del codice ASME per la fabbricazione di bobine per tubi
| Standard ASME | Ambito di applicazione | Requisiti chiave |
|---|---|---|
| ASME B31.3 | Tubazioni di processo (chimico, petrolifero, farmaceutico) | Pressione/temperatura di progetto, specifiche del materiale, saldatura, esame, test |
| ASME B31.1 | Tubazioni di potenza (vapore, acqua di alimentazione, sistemi di turbine) | Requisiti di esame più elevati rispetto alla B31.3 per pressioni equivalenti |
| ASME B31.4 | Sistemi di trasporto in condotta per liquidi | Fabbricazione di condotte per liquidi onshore |
| ASME B31.8 | Gasdotti per la trasmissione e la distribuzione del gas | Progettazione e fabbricazione di servizi per il gas |
| Sezione II ASME | Specifiche dei materiali | Specifiche dei materiali approvati (Parte A: ferrosi; Parte B: non ferrosi; Parte C: materiali di consumo per saldatura) |
| Sezione IX ASME | Qualifiche di saldatura e brasatura | Requisiti WPS, PQR, WPQ - obbligatori per tutte le saldature contenenti pressione |
| ASME B16.5 | Flange per tubi e raccordi flangiati (da NPS ½ a NPS 24) | Classi di pressione, dimensioni e materiali. |
| ASME B16.9 | Raccordi di saldatura in battuto realizzati in fabbrica | Standard dimensionali e di tolleranza per i raccordi |
| ASME B16.11 | Raccordi forgiati, saldati a bussola e filettati | Standard per i raccordi a foro piccolo |
| ASME B16.25 | Estremità di saldatura | Dimensioni della preparazione dell'estremità della saldatura |
Fonte: Collezione di norme ASME, edizione 2023; Codice delle tubazioni di processo ASME B31.3-2022.
Che cosa significa la certificazione ASME per un fabbricante di bobine per tubi?
Il termine "certificato ASME" applicato a un fabbricante di bobine di tubi si riferisce in genere a una o più delle seguenti autorizzazioni:
Timbro "U" ASME: Autorizza la produzione di recipienti a pressione secondo la Sezione VIII Divisione 1 dell'ASME. Anche se non si tratta direttamente di un timbro per le bobine di tubi, le officine con timbro U dimostrano una capacità di produzione completa di attrezzature a pressione.
Timbro ASME "S: Autorizza la fabbricazione di caldaie di potenza secondo la Sezione I. Rilevante per la fabbricazione di bobine di tubazioni di potenza B31.1.
Registrazione al National Board "NB: Prodotti fabbricati e registrati presso il National Board of Boiler and Pressure Vessel Inspectors, che fornisce una verifica della conformità ai codici da parte di terzi.
Più rilevante per la maggior parte dei lavori con bobine per tubi: Molti progetti non richiedono un timbro ASME sulle bobine stesse, ma richiedono una rigorosa conformità al codice. La sezione 300.2 dell'ASME B31.3 attribuisce al proprietario la responsabilità di designare l'edizione del codice applicabile e di stabilire i requisiti di ispezione. L'implicazione pratica è che il fabbricante deve dimostrare che:
- Un Sistema di Gestione della Qualità (SGQ) approvato e conforme ai requisiti della Sezione IX dell'ASME.
- Specifiche di procedura di saldatura qualificate (WPS) e registri di qualificazione della procedura (PQR) che coprono tutti i gruppi di materiali, le posizioni e i processi da utilizzare.
- Qualifiche delle prestazioni dei saldatori (WPQ) in corso di validità per tutti i saldatori che lavoreranno al progetto.
- Un ispettore autorizzato (AI) o un ispettore del proprietario designato per la verifica della conformità al codice.
In MWalloys, il nostro SGQ è strutturato in modo da essere conforme ai requisiti ASME B31.3, B31.1 e Sezione IX, con ispettori terzi disponibili per test di qualificazione testimoniati dal cliente e ispezioni dei punti di fermo.
Categorie di servizio dei fluidi secondo ASME B31.3 e loro impatto sui requisiti di fabbricazione
La norma ASME B31.3 classifica i servizi fluidi in classi distinte che determinano i requisiti di esame e di conseguenza influenzano i costi e i tempi di fabbricazione:
| Categoria di servizio | Definizione | Requisiti per l'esame | Impatto sul costo della bobina |
|---|---|---|---|
| Servizio normale del fluido | Fluidi di processo standard entro una pressione/temperatura definita | 5% esame radiografico o ultrasonico casuale delle saldature | Linea di base |
| Categoria D | Bassa pressione (≤ 150 psig), non infiammabile, non tossico, ≥ -20°F | Solo esame visivo | Da -15 a -25% rispetto a Normale |
| Categoria M | Fluidi tossici - una singola esposizione può essere letale | 100% esame radiografico o a ultrasuoni | Da +40 a +60% vs. Normale |
| Alta pressione | Sistemi progettati al di sopra di ASME B16.5 Classe 2500 | Esame 100%, requisiti aggiuntivi | Da +60 a +100% vs. Normale |
| Temperatura elevata | Leghe Cr-Mo nel servizio di creep range | Requisiti specifici per PWHT ed esami | Da +30 a +50% vs. Normale |
Fonte: ASME B31.3-2022, Capitolo VI - Ispezione, esame e collaudo.
La comprensione della categoria di servizio fluido del progetto all'inizio determina la portata dell'esame, che influisce direttamente sulla selezione del fabbricante, sul calendario e sul budget.
In che modo il processo di prefabbricazione riduce il rischio in loco?
Questa è la proposta di valore centrale della produzione di bobine di tubi su misura e i dati a sostegno sono sostanziali. La riduzione dei rischi riguarda quattro dimensioni: sicurezza, qualità, tempi e costi.
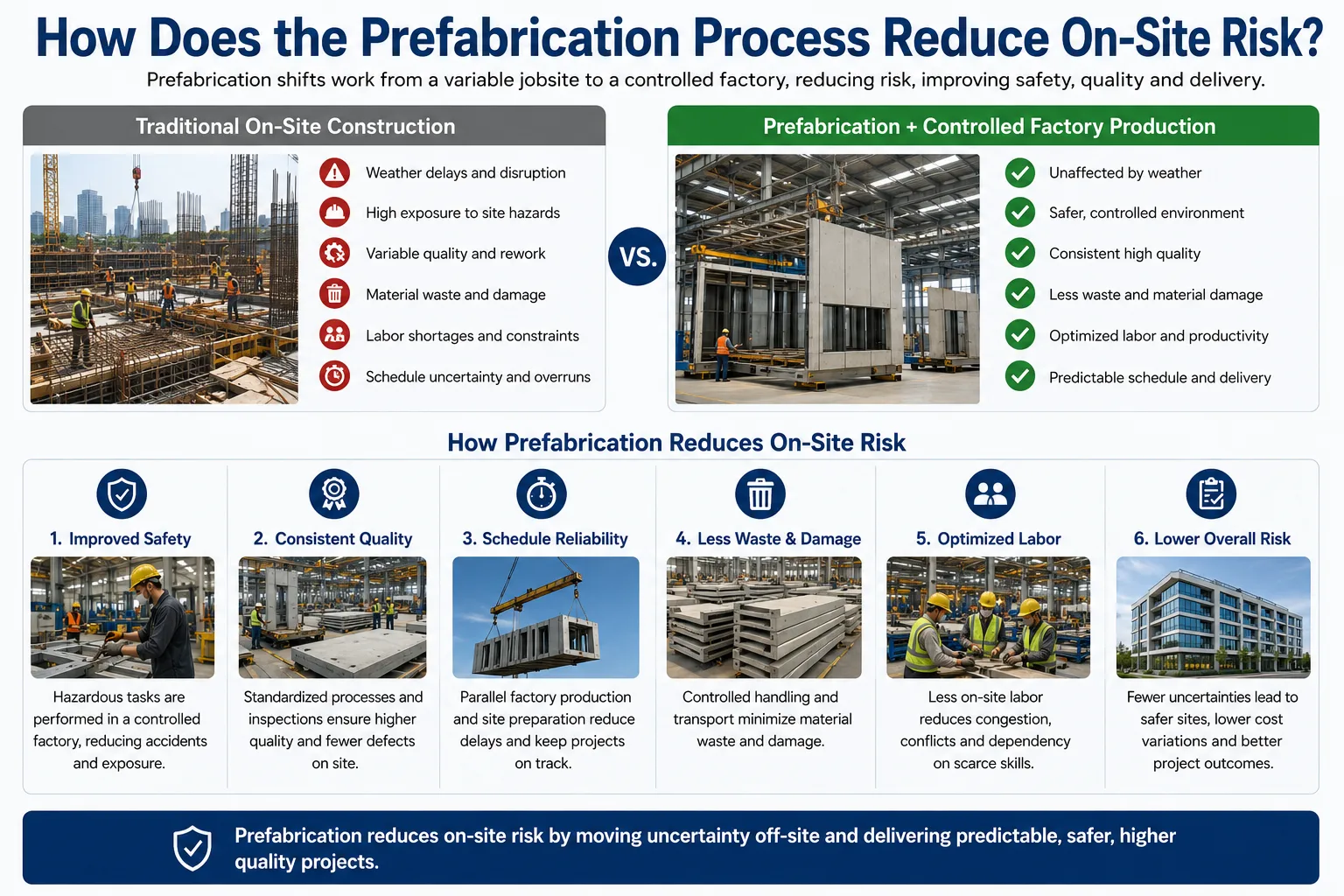
Riduzione dei rischi per la sicurezza attraverso la fabbricazione in officina
I cantieri edili sono tra gli ambienti di lavoro a più alto rischio in tutti i settori. Secondo il Bureau of Labor Statistics (BLS) degli Stati Uniti, nel 2022 il settore edile ha registrato un tasso di infortuni pari a 3,3 casi ogni 100 lavoratori a tempo pieno, rispetto agli ambienti manifatturieri (officine di fabbricazione di tubi) con 2,8 casi ogni 100 lavoratori a tempo pieno. La differenza è modesta in termini assoluti, ma la natura e la gravità degli incidenti differiscono in modo significativo.
La saldatura dei tubi in campo richiede tipicamente:
- Piattaforme di lavoro sopraelevate (ponteggi, montacarichi) per la posa di tubazioni sopraelevate.
- Ingresso in spazio confinato per la saldatura in recipienti, colonne e strutture sotterranee.
- Permessi per lavori a caldo con obbligo di sorveglianza antincendio.
- Coordinamento con le attività di costruzione simultanee in aree congestionate.
La fabbricazione in officina elimina la maggior parte di queste categorie di rischio. In MWalloys, la nostra saldatura in officina produce giunti in posizione piana (1G), orizzontale (2G) e sopraelevata utilizzando posizionatori di tubi rotanti, non saldatori montati su impalcature in posizioni scomode. Questo vantaggio posizionale, da solo, migliora contemporaneamente la sicurezza e la qualità della saldatura.
Il rapporto RT-283 del Construction Industry Institute (CII), "Improving Productivity Through Prefabrication" (2014), ha rilevato che i progetti con un elevato contenuto di prefabbricazione hanno registrato 25-35% meno incidenti di sicurezza registrabili rispetto a progetti equivalenti costruiti sul campo.
Riduzione del rischio di qualità: Perché la saldatura in officina supera quella in campo
L'ambiente controllato dell'officina produce una qualità delle saldature nettamente superiore su più parametri:
Controllo della temperatura e dell'umidità: La norma ASME B31.3 richiede che la saldatura non venga eseguita quando la temperatura ambiente è inferiore a -20°F, o quando le superfici sono bagnate, o in presenza di vento forte senza un'adeguata protezione. Gli ambienti di officina mantengono costantemente queste condizioni senza l'intervento del team di progetto.
Qualità di montaggio del giunto: La fabbricazione in officina utilizza seghe di precisione per il taglio dei tubi, macchine per la smussatura dei tubi a controllo numerico e dispositivi di montaggio che consentono di ottenere dimensioni uniformi della fessura (in genere 1/16 di pollice ± 1/32 di pollice secondo ASME B16.25). Il montaggio in campo su sistemi parzialmente montati, dove l'espansione termica ha già alterato le dimensioni, è sempre meno preciso.
Controllo del preriscaldamentoPer i materiali legati che richiedono un preriscaldamento (acciaio al carbonio di spessore superiore a 1 pollice, leghe cromo-molibdeno secondo la Tabella QW-406 della Sezione IX dell'ASME), il riscaldamento in officina con bobine a induzione o coperte a resistenza elettrica mantiene una temperatura di preriscaldamento uniforme lungo il perimetro del giunto. Il preriscaldamento in campo con propano o ossiacetilene è meno uniforme e più difficile da verificare.
Controllo della temperatura interpass: Critico per gli acciai ferritici potenziati a resistenza al creep (CSEF) come il P91, dove i limiti di temperatura di interpass (in genere 400°F al massimo) sono essenziali per l'integrità microstrutturale. I pirometri digitali presenti in ogni stazione di saldatura garantiscono un monitoraggio continuo.
Uno studio del 2019 pubblicato sulla rivista Rivista di ingegneria e gestione delle costruzioni (ASCE, volume 145, numero 3) ha rilevato che le bobine di tubi prefabbricati avevano un tasso di scarto radiografico di 2,1% rispetto a 7,8% per le saldature equivalenti in campo in un confronto comparato di installazioni di tubazioni di raffineria.
Riduzione del rischio di schedulazione: Esecuzione di percorsi paralleli
Uno dei vantaggi più potenti, ma sottovalutati, della prefabbricazione di bobine di tubi è la possibilità di eseguire la fabbricazione in parallelo con le opere civili e strutturali del cantiere. Questa capacità di compressione dei tempi cambia radicalmente l'analisi del percorso critico del progetto.
In un approccio costruttivo sequenziale tradizionale:
- Completamento delle fondazioni civili → Montaggio degli acciai strutturali → Montaggio delle scaffalature per i tubi → Installazione dei tubi in campo → Allacciamento e collaudo
In un approccio integrato di prefabbricazione:
- Le fondazioni civili e la fabbricazione di bobine di tubi vengono eseguite contemporaneamente.
- La preparazione delle consegne di acciaio strutturale e di bobine di tubi avviene contemporaneamente.
- L'installazione dei tubi inizia subito dopo il montaggio della rastrelliera, utilizzando bobine prefabbricate.
- I test iniziano prima perché il numero di giunti sul campo si riduce drasticamente.
Secondo il rapporto di McKinsey & Company del 2016 "Imagining Construction's Digital Future", i progetti che implementano strategie di prefabbricazione e modularizzazione ottengono riduzioni dei tempi di 20-40% nella fase di installazione delle tubazioni. Per una raffineria di grandi dimensioni, con 80.000-150.000 saldature di tubazioni, ciò rappresenta una riduzione di mesi del calendario sul percorso critico.
MWalloys collabora con i progettisti durante la fase di ingegneria front-end (FEED) per sviluppare programmi di rilascio delle bobine sincronizzati con le sequenze di installazione sul campo. Ciò richiede la disponibilità di disegni isometrici in anticipo, il che crea un circolo virtuoso: i progetti che si impegnano nella prefabbricazione in anticipo producono un'ingegneria migliore in tempi più rapidi.
Riduzione del rischio di costo: Da dove vengono effettivamente i risparmi
Il vantaggio in termini di costi delle bobine di tubi prefabbricate è reale, ma richiede un'analisi più approfondita. I costi della manodopera in officina non sono intrinsecamente inferiori a quelli della manodopera in campo in tutti i mercati. I risparmi sui costi derivano da:
Differenziale di produttività: I saldatori d'officina ottengono costantemente 3-5 giunti completati per turno; i saldatori sul campo ottengono in media 1,5-2,5 giunti per turno nella maggior parte degli ambienti di costruzione industriale. Questo differenziale di produttività di 2-3× è il principale fattore di costo. Fonte: Manuale delle unità di lavoro NECA; dati sulla produttività del lavoro MCAA (Mechanical Contractors Association of America).
Eliminazione dei costi di rilavorazione: Una singola riparazione di una saldatura sul campo richiede: riesame radiografico, rimozione della saldatura (molatura o scriccatura), ripristino del preriscaldamento, risaldatura, trattamento termico post-saldatura, se applicabile, riesame NDE, aggiornamento della documentazione. Il costo totale di una singola riparazione di una saldatura in campo può variare da 2.000 a 15.000 dollari a seconda delle dimensioni del tubo, della lega e della difficoltà di accesso. La riduzione del numero di saldature in campo con il 60% riduce direttamente l'esposizione ai costi di riparazione.
Differenze di costo delle spese generali: Le spese generali del cantiere (impalcature, strutture temporanee, personale di sicurezza, coordinamento dei mestieri) si aggiungono ai costi della manodopera diretta. Le spese generali di officina, pur essendo reali, sono in genere inferiori come percentuale della manodopera diretta.
Fatturato e disponibilità: I saldatori specializzati sul campo ottengono pacchetti di mobilitazione premium e sono soggetti a vincoli di disponibilità sul mercato. I costruttori di impianti mantengono una forza lavoro permanente e qualificata.
L'effetto combinato: La ricerca CII (Rapporto 171-11) documenta una riduzione media dei costi totali di installazione di 15-25% per i progetti che raggiungono un contenuto di prefabbricazione pari o superiore a 50% nell'ambito delle tubazioni.
Quali sono i materiali utilizzati nella fabbricazione di bobine di tubi personalizzati?
La scelta del materiale per i cursori per tubi è determinata dal servizio del fluido (chimica, temperatura, pressione), dai requisiti normativi e dall'economia del progetto. La Sezione II e la B31.3 dell'ASME forniscono le specifiche dei materiali approvati.
Materiali comuni delle bobine di tubi per tipo di servizio
| Materiale | Specifica ASTM (tubo) | Intervallo di temperatura | Applicazione tipica |
|---|---|---|---|
| Acciaio al carbonio (A106 Gr. B) | ASTM A106/A53 | Da -20°F a 800°F (da -29°C a 427°C) | Processo generale, utilità, vapore |
| Acciaio al carbonio a bassa temperatura (A333 Gr. 6) | ASTM A333 | Da -50°F a 400°F (da -46°C a 204°C) | GNL, processo criogenico |
| Acciaio inox 316/316L | ASTM A312 | Da -325°F a 800°F (da -198°C a 427°C) | Processo corrosivo, farmaceutico |
| Acciaio inox 304/304L | ASTM A312 | Da -325°F a 800°F | Resistenza generale alla corrosione |
| Duplex 2205 (UNS S31803) | ASTM A790 | Da -50°F a 600°F (da -46°C a 315°C) | Servizio contenente cloruro |
| 1,25Cr-0,5Mo (P11) | ASTM A335 | a 1.050°F (565°C) | Servizio ad alta temperatura e a vapore |
| 2,25Cr-1Mo (P22) | ASTM A335 | a 1.100°F (593°C) | Servizio idrogeno, alta temperatura |
| 9Cr-1Mo-V (P91) | ASTM A335 | a 1.200°F (649°C) | Vapore ultrasupercritico |
| Inconel 625 (UNS N06625) | ASTM B444 | Criogenico fino a 1.800°F (982°C) | Altamente corrosivi, ad alta temperatura |
| Titanio grado 2 | ASTM B337 | Criogenico fino a 300°F (149°C) | Acqua di mare, servizio alogenuri |
| Acciaio al carbonio rivestito in HDPE | ASTM A106 + ASTM F1545 liner | Da 32°F a 180°F (da 0°C a 82°C) | Servizio acido, tubazioni per liquami |
Fonte: ASME B31.3-2022 Appendice A - Sollecitazioni ammissibili; specifiche materiali ASTM International.
Requisiti di certificazione dei materiali per i cursori per tubi ASME
Ogni pezzo di materiale incorporato in una bobina di tubo conforme alle norme ASME deve essere riconducibile a un rapporto di prova certificato (MTR) che documenti:
- Composizione chimica (risultati dell'analisi termica e dell'analisi del prodotto).
- Proprietà meccaniche (resistenza alla trazione, snervamento, allungamento, risultati dell'impatto Charpy, se richiesto).
- Condizioni di trattamento termico.
- Numero di calore e numero di lotto.
- Nome del produttore e stabilimento.
- Dichiarazione di conformità alle specifiche e ai gradi ASTM/ASME.
Alla MWalloys manteniamo una procedura di ispezione per la ricezione dei materiali che verifica fisicamente ogni pezzo in arrivo rispetto al suo MTR prima di iniziare qualsiasi operazione di taglio, montaggio o saldatura. I numeri di calore vengono trasferiti ai sottopezzi dopo il taglio e documentati sulla mappa delle saldature per ogni bobina. Questa catena di tracciabilità è un requisito non negoziabile per la conformità al codice ASME e per la verifica delle ispezioni dei clienti.
Considerazioni speciali per la fabbricazione di bobine di tubi in cromo-molibdeno (Cr-Mo)
Le leghe cromo-molibdeno (P11, P22, P91) meritano un'attenzione specifica perché presentano sfide di fabbricazione che le procedure standard dell'acciaio al carbonio non possono affrontare. Questi materiali sono utilizzati nelle tubazioni di potenza e di processo ad alta temperatura, dove la resistenza allo scorrimento a temperature elevate è il principale fattore di progettazione.
Il P91 (9Cr-1Mo-V) è particolarmente esigente:
- Preriscaldamento minimo: 400°F (204°C) secondo ASME B31.1 e la maggior parte delle specifiche dei clienti.
- Temperatura intermedia massima: 400°F (204°C) - il minimo di preriscaldamento e il massimo di interpass sono quasi identici e richiedono una gestione termica continua.
- Trattamento termico post-saldatura (PWHT): Richiesto a 1.375-1.400°F (746-760°C) secondo il codice ASME Case 2328-1, con velocità di riscaldamento e raffreddamento controllate.
- Verifica della durezza: La durezza post-PWHT deve essere compresa tra 190 e 275 HBW (durezza Brinell) per confermare la corretta microstruttura.
- Rischio di ferrite Delta: Un PWHT non corretto può provocare la formazione di ferrite delta, che riduce drasticamente la durata del creep. Per le saldature critiche in P91 si raccomanda la metallografia a replica superficiale durante le ispezioni dei punti di tenuta.
Non subappaltiamo il PWHT P91 a servizi terzi senza una supervisione diretta. L'uniformità della temperatura sul giunto di saldatura durante il PWHT deve essere mantenuta entro ±25°F, il che richiede sistemi PWHT a induzione adeguatamente calibrati con monitoraggio a termocoppia multipunto.
Come vengono progettati, modellati e controllati dimensionalmente i cursori per tubi?
L'accuratezza di una bobina di tubo personalizzata è pari a quella dei processi di progettazione e controllo dimensionale che la producono. Gli errori nei disegni isometrici, nei prelievi di materiale o nelle misurazioni in officina si traducono direttamente in costosi problemi di montaggio sul campo.
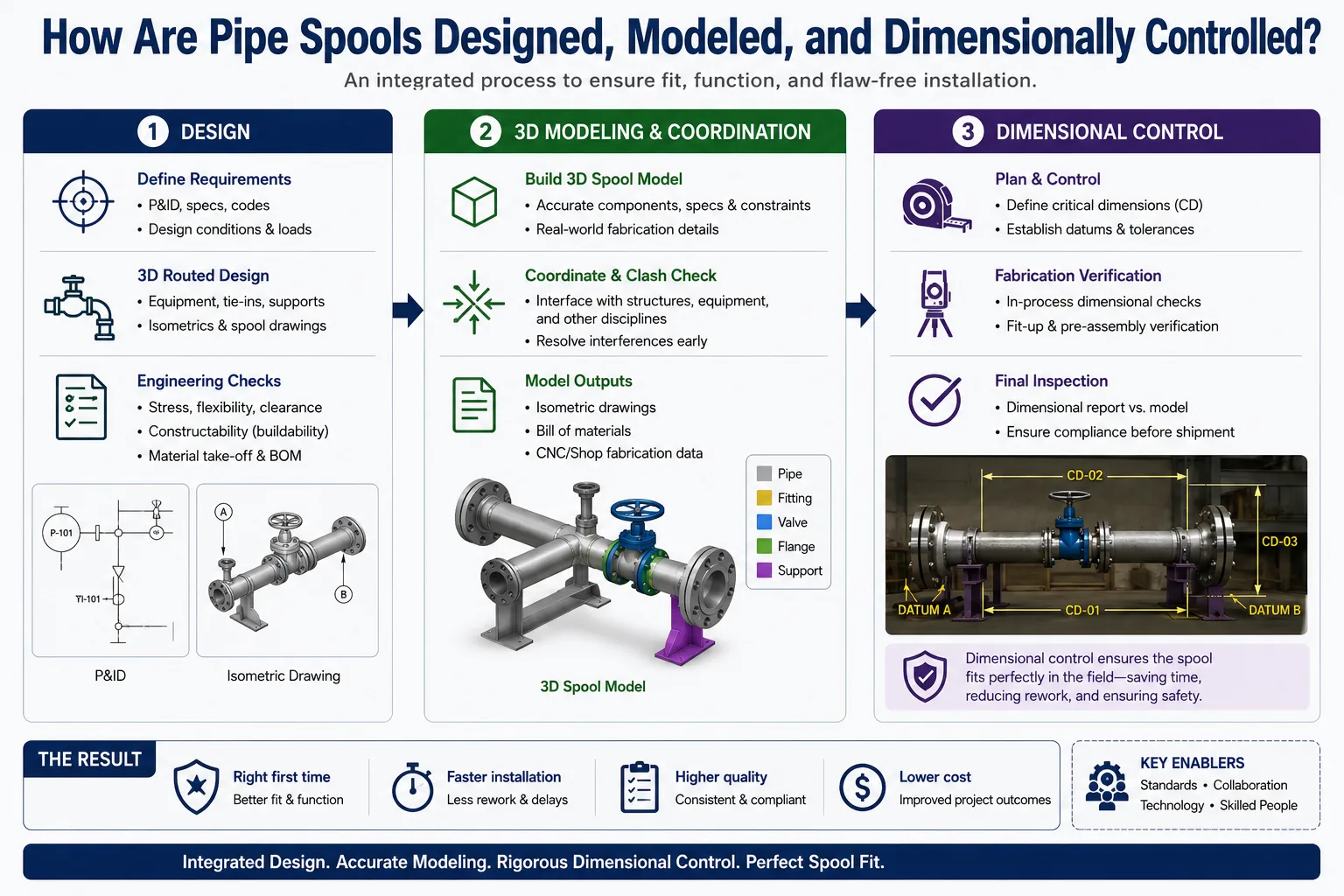
Dal P&ID al disegno isometrico alla fabbricazione in officina
Il flusso di lavoro engineering-to-fabrication segue questa sequenza:
- P&ID (Piping and Instrumentation Diagram): Definisce i requisiti di processo, la posizione degli strumenti, i tipi di valvole e i punti di connessione. È la specifica funzionale da cui deriva la progettazione delle tubazioni.
- Modello di impianto 3D: Utilizzando piattaforme software come AVEVA E3D, PDMS, Intergraph Smart 3D o Bentley OpenPlant, il progettista di tubazioni instrada i tubi nel modello 3D rispettando le interferenze strutturali, le distanze di manutenzione e le posizioni di supporto. Il modello 3D funge da unica fonte di verità geometrica per il progetto.
- Estrazione del disegno isometrico (ISO): Dal modello 3D vengono estratti disegni isometrici automatici per ogni bobina. L'ISO mostra: il numero di etichetta della bobina, la geometria del percorso del tubo con le dimensioni, le specifiche dei materiali, i numeri di identificazione delle saldature, la distinta dei materiali (BOM) per tutti i componenti, i requisiti NDE, i requisiti PWHT, i requisiti per le prove di pressione e i dati relativi al peso/centro di gravità.
- Prelievo e approvvigionamento dei materiali: La distinta base ISO determina le richieste di materiali per tubi, raccordi, flange e articoli speciali. I tempi di consegna dei materiali (soprattutto quelli delle leghe) devono essere considerati nel programma di fabbricazione.
- Disegno di fabbricazione in officina (se richiesto): Per assemblaggi complessi o quando la pratica del disegno di officina dell'appaltatore differisce dal formato ISO del cliente, i disegni di officina possono essere preparati dall'ISO prima dell'inizio della fabbricazione.
Standard di tolleranza dimensionale per i cursori per tubi
L'accuratezza dimensionale delle bobine di tubi fabbricate determina il successo del montaggio in campo. Tolleranze strette in officina evitano costosi tagli sul campo, risaldature o sostituzioni di bobine.
| Dimensione | Tolleranza tipica | Base |
|---|---|---|
| Lunghezza complessiva del cursore (faccia della flangia da fine a fine) | ±3 mm (±1/8 di pollice) | Pratica comune del settore; le specifiche del cliente variano |
| Orientamento della faccia della flangia (rotazionale) | ±1° | Specifica del cliente; fondamentale per l'orientamento dei fori dei bulloni |
| Foro della flangia distanziato dalla linea centrale | ±1 mm (±1/16 di pollice) | ASME B16.5 |
| Lunghezza di taglio del tubo | ±1,5 mm (±1/16 di pollice) | Pratica comune del negozio |
| Angolo di curvatura (per le curve dei tubi, non per i raccordi) | ±0.5° | ASME B16.49 |
| Dimensioni fuori piano (differenza di quota) | ±3 mm (±1/8 di pollice) | Specifico per il progetto |
| Squadratura della flangia (perpendicolarità all'asse del tubo) | ≤ 0,5 mm TIR (0,020 pollici) | Specifiche del cliente |
Fonte: MSS SP-69 Pipe Hangers and Supports; specifiche di fabbricazione di bobine industriali comuni dei principali appaltatori EPC (Bechtel, Fluor, Wood Group).
Scansione 3D e misurazione digitale nella moderna produzione di bobine
I principali produttori di bobine di tubi integrano ora la scansione laser e la misurazione digitale nei flussi di lavoro di ispezione finale. Alla MWalloys, utilizziamo la tecnologia del braccio di misura a coordinate portatile (PCMA) per le bobine in cui le interfacce dimensionali critiche richiedono una verifica superiore alla misurazione manuale su nastro.
Vantaggi della misurazione digitale nell'ispezione delle bobine:
- Posizione e orientamento della faccia della flangia verificati con ±0,5 mm nello spazio 3D.
- La geometria complessiva viene confrontata direttamente con le coordinate di riferimento del modello 3D.
- I dati di misurazione diventano parte del record digitale di costruzione.
- Le discrepanze rilevate possono essere corrette in officina a una frazione del costo della correzione sul campo.
Per i mega-progetti (oltre 50.000 saldature di bobine), alcuni appaltatori EPC hanno implementato la misurazione fotogrammetrica completa di tutte le bobine completate, creando un database digitale as-built che consente la pianificazione dell'installazione sul campo in tempo reale e il rilevamento delle interferenze.

Quali procedure di saldatura e quali requisiti di qualificazione si applicano alle bobine di tubi ASME?
La saldatura è l'attività più critica per la sicurezza e la qualità nella fabbricazione di bobine di tubi. La Sezione IX dell'ASME stabilisce il quadro di riferimento per le qualifiche che tutti i lavori di fabbricazione conformi all'ASME devono seguire.
La triade di qualificazione WPS/PQR/WPQ
Specifiche di procedura di saldatura (WPS): Un documento che specifica le variabili di saldatura (gruppo P del metallo base, numero F del metallo d'apporto, processo, posizione, disegno del giunto, preriscaldamento, temperatura di interpass, PWHT, corrente, tensione, velocità di avanzamento ecc. Un fabbricante deve disporre di un WPS qualificato per ogni combinazione di variabili presenti nello scopo del progetto.
Registro di qualificazione della procedura (PQR): Il verbale di prova che documenta la saldatura di una provetta utilizzando le variabili che supportano il WPS, insieme ai risultati delle prove distruttive (trazione, piegatura, impatto, durezza, come richiesto) che verificano che la procedura produce saldature che soddisfano i criteri di accettazione della Sezione IX dell'ASME.
Qualificazione delle prestazioni dei saldatori (WPQ): Dimostrazione della capacità di un singolo saldatore di produrre saldature accettabili utilizzando una specifica combinazione di processo, posizione e metallo base. Le qualifiche dei saldatori devono essere mantenute attraverso il proseguimento del lavoro o la ripetizione periodica dei test secondo la Sezione IX QW-322 dell'ASME.
Processi di saldatura comuni nella fabbricazione di bobine per tubi
| Processo di saldatura | Designazione ASME Sezione IX | Applicazione tipica | Vantaggi |
|---|---|---|---|
| GTAW (TIG) | Processo 141 | Passaggio radicale, parete sottile, materiali in lega | Massima qualità di saldatura, assenza di scorie |
| SMAW (bastone) | Processo 111 | Passaggi di riempimento e tappo, acciaio al carbonio | Versatile, a basso costo di attrezzatura |
| GMAW (MIG) | Processo 135 | Passaggi di riempimento in acciaio al carbonio, saldatura di produzione | Alto tasso di deposizione |
| FCAW (anima di flusso) | Processo 136/137 | Saldatura per la produzione di acciaio al carbonio | Alta produttività, tutte le posizioni |
| SAW (Arco Sommerso) | Processo 121 | Grande diametro, parete pesante, cuciture diritte | Tasso di deposizione molto elevato |
| GTAW + SMAW (combinato) | 141 + 111 | Tubazioni in lega e in acciaio inox | Qualità della radice TIG + produttività del riempimento SMAW |
| TIG orbitale | Processo 141 (automatizzato) | Inossidabili a foro piccolo, farmaceutici, semiconduttori | Qualità automatizzata costante |
Requisiti del trattamento termico post-saldatura per materiale
| Gruppo di materiali (numero P ASME) | È necessario il PWHT? | Intervallo di temperatura | Tempo di mantenimento per pollice di spessore |
|---|---|---|---|
| P1 (acciaio al carbonio) | Richiesto al di sopra di una parete di 19 mm (3/4 di pollice) secondo B31.3 | 1.100-1.200°F (593-649°C) | Minimo 1 ora |
| P4 (1-1/4Cr-1/2Mo) | Richiesto sopra una parete di 13 mm (1/2 pollice) | 1.300-1.375°F (704-746°C) | Minimo 1 ora |
| P5A (2-1/4Cr-1Mo, P22) | Richiesto al di sopra di 1/2 pollice | 1.300-1.375°F (704-746°C) | Minimo 1 ora |
| P5B (9Cr-1Mo-V, P91) | Sempre richiesto | 1.375-1.400°F (746-760°C) | Minimo 1 ora per pollice, minimo 2 ore |
| P8 (acciaio inossidabile austenitico) | Generalmente non è necessario (ricottura in soluzione se c'è il rischio di sensibilizzazione) | N/A o 1.900-2.100°F | Specifico per il progetto |
| P15E (Duplex inossidabile) | Può essere necessaria una ricottura in soluzione dopo una lavorazione pesante. | 1.900-2.050°F (1038-1121°C) | Necessario un rapido spegnimento |
Fonte: ASME B31.3-2022 Tabella 331.1.1 - Requisiti per PWHT; ASME B31.1-2022.
Quali metodi di esame non distruttivo sono richiesti per le bobine di tubi certificate?
L'NDE (esame non distruttivo) è la fase di verifica della qualità che conferma l'integrità della saldatura senza distruggere la bobina completata. I metodi, l'ambito e i criteri di accettazione richiesti sono specificati nel codice applicabile (B31.3, B31.1) e nelle specifiche di progetto.
Confronto tra i metodi NDE per le saldature di tubi a spirale
| Metodo NDE | Rileva | Sensibilità | Limitazioni | Indice di costo |
|---|---|---|---|---|
| Esame visivo (VT) | Difetti superficiali, verifica dimensionale | Basso (solo superficie) | Non è in grado di rilevare i difetti del sottosuolo | 1× (linea di base) |
| Test radiografici (RT) | Volumetrico - porosità, inclusioni, cricche, mancanza di fusione | Alto | Sicurezza dalle radiazioni, limitata alle pareti spesse | 5-8× |
| Test a ultrasuoni (UT) - Convenzionale | Difetti planari, laminazioni, spessore | Alto | Dipende dall'operatore, è necessaria una preparazione della superficie | 4-7× |
| Prove ad ultrasuoni ad arco di fase (PAUT) | Volumetrico e planare - superiore alle UT convenzionali | Molto alto | Costi più elevati per le attrezzature | 7-12× |
| Test sulle particelle magnetiche (MT) | Difetti di superficie e di quasi superficie nei materiali ferromagnetici | Medio-alto | Solo materiali ferromagnetici | 2-3× |
| Test con liquidi penetranti (PT) | Difetti aperti in superficie in qualsiasi materiale | Medio | Solo in superficie; nessun rilevamento nel sottosuolo | 1.5-2× |
| Identificazione positiva del materiale (PMI) | Verifica della chimica elementare | Alto | Non si tratta di un metodo NDE in sé, ma di una verifica della qualità. | 1.5× |
Fonte: ASME Sezione V - Esame non distruttivo; API 570 Piping Inspection Code; guide di studio ASNT (American Society for Nondestructive Testing) Livello III.
Requisiti NDE secondo ASME B31.3 per categoria di servizio
Servizio fluido normale: 5% esame casuale delle saldature. Ciò significa che in un lotto di 100 saldature, 5 saldature vengono selezionate per l'esame completo RT o UT. Se nel campione 5% viene rilevata una saldatura difettosa, per ogni difetto riscontrato devono essere esaminate altre due saldature dello stesso saldatore. Questo processo di escalation continua fino a quando non si ottiene un risultato di esame positivo o si invoca l'esame 100% per il lavoro di quel saldatore.
La logica statistica del requisito di esame casuale 5% implica che un singolo scarto innesca l'esame di 6-10 saldature aggiuntive, rendendo la portata dell'esame reale sensibile alla qualità della saldatura. Un fabbricante con un tasso di riparazione di 2% si comporta in modo molto diverso con questo sistema rispetto a uno con un tasso di riparazione di 10%.
Servizio di categoria M: esame 100% di tutte le saldature contenenti pressione mediante RT o UT. Questo requisito in genere raddoppia la componente di costo NDE di un progetto di fabbricazione di bobine rispetto al servizio normale.
Requisiti per le prove di pressione idrostatica e pneumatica
Oltre all'NDE, l'ASME B31.3 richiede la prova di pressione dei sistemi di tubazioni completati. Per le bobine di tubo testate in officina (una pratica che raccomandiamo quando possibile), i parametri di prova sono:
Test idrostatico: Pressione di prova = 1,5 × pressione di progetto × (sollecitazione ammissibile alla temperatura di prova / sollecitazione ammissibile alla temperatura di progetto). Tempo minimo di mantenimento: 10 minuti secondo ASME B31.3 Para. 345.4.2. L'acqua è il mezzo di prova standard; la temperatura deve essere superiore alla temperatura di transizione della frattura fragile del materiale.
Prova pneumatica (quando l'idrostatica non è praticabile): Pressione di prova = 1,1 × pressione di progetto. Il test pneumatico accumula molta più energia rispetto al test idrostatico e presenta maggiori rischi per la sicurezza. La norma ASME B31.3 richiede un controllo preliminare delle perdite a 25% della pressione di prova prima di procedere alla pressione di prova completa.
Le bobine collaudate in officina riducono la portata e la durata delle prove sul campo, poiché solo le saldature di collegamento (una piccola frazione del numero totale di saldature) richiedono prove sul campo.
In che modo la logistica e la sequenza delle bobine di tubi migliorano l'efficienza dell'installazione in campo?
Produrre correttamente le bobine di tubi è solo metà dell'equazione. La consegna in cantiere nella giusta sequenza, al momento giusto, con la giusta documentazione, determina se l'investimento nella prefabbricazione si traduce in un aumento misurabile della produttività sul campo.
Sistemi di identificazione e tracciamento delle bobine
Ogni bobina prodotta deve essere identificata in modo univoco e rintracciabile dall'officina all'installazione. L'identificazione standard del settore comprende:
- Numero di etichetta della bobina: Corrispondenza con il numero di etichetta del disegno ISO (in genere formattato come Numero di unità-linea-numero di pozzetto, ad esempio 100-3"-P-001-CS-001).
- Codifica dei colori per materiale: Rosso per l'acciaio al carbonio, blu per l'acciaio inossidabile, giallo per il cromo-molibdeno (le specifiche del cliente variano, ma la codifica dei colori riduce drasticamente gli incidenti di identificazione sul campo).
- Tag RFID o codici a barre: Per i progetti di grandi dimensioni, la tracciabilità elettronica consente una visibilità in tempo reale dello stato di avanzamento: fabbricazione completata, NDE completata, PWHT completata, ispezione dimensionale completata, rilascio per la spedizione, arrivo in cantiere, installazione.
MWalloys gestisce un database di tracciamento delle bobine aggiornato a ogni tappa di produzione. I clienti che dispongono di portali di gestione del progetto ricevono aggiornamenti giornalieri sullo stato di avanzamento, consentendo ai pianificatori della costruzione sul campo di regolare le sequenze di installazione in base all'effettivo stato di consegna delle bobine piuttosto che alle date di consegna previste.
Requisiti di trasporto e conservazione
Le bobine di tubo completate richiedono una protezione specifica durante il trasporto:
Protezione della faccia della flangia: Le protezioni della flangia imbullonate, in plastica o in legno, impediscono di danneggiare le superfici rialzate (RF) o le scanalature dei giunti ad anello (RTJ), che sono superfici di tenuta critiche.
Tappi terminali: I tappi di plastica a pressione o le coperture nastrate per le estremità aperte dei tubi impediscono l'ingresso di contaminazione.
Protezione in acciaio inox: Separazione dai componenti di trasporto in acciaio al carbonio per evitare la contaminazione da ferro; bobine inossidabili avvolte o imballate separatamente.
Requisiti di pulizia: Le tubazioni di processo per il settore farmaceutico, alimentare o dei semiconduttori possono richiedere lo spurgo con azoto e la chiusura ermetica delle estremità subito dopo la pulizia finale e prima del trasporto.
Protezione dimensionale per bobine a parete sottile: Bretelle interne temporanee di supporto per bobine a parete sottile di grande diametro che potrebbero deformarsi sotto i carichi di trasporto.
Consegna del pacchetto di documentazioneOgni spedizione di bobine deve essere accompagnata o preceduta dal pacchetto dati completo: registri di completamento ITP (Inspection and Test Plan), mappe di saldatura, rapporti NDE, grafici PWHT, registri di ispezione dimensionale e certificazioni dei materiali.
Strategia di sequenziamento del sito per ridurre al minimo l'utilizzo delle gru da campo
Un vantaggio spesso trascurato dell'efficienza delle bobine prefabbricate è la possibilità di pianificare con maggiore precisione i sollevamenti con la gru. L'installazione dei tubi in campo è spesso condizionata dalla disponibilità delle gru, che sono una risorsa condivisa da più aree di costruzione.
La consegna delle bobine nell'esatta sequenza di installazione - che corrisponde al montaggio dal basso verso l'alto, sezione per sezione, delle scaffalature per tubi - elimina la necessità di un deposito temporaneo e di una nuova gestione in loco. Questa filosofia di consegna "just-in-time" richiede:
- Stretto coordinamento tra il programma di rilascio dell'officina di fabbricazione e la sequenza di lavoro della squadra di installazione sul campo.
- Pianificazione delle consegne con un anticipo minimo di 2 settimane.
- Aree di deposito del sito chiaramente definite con pianificazione della capacità (peso e ingombro per bobina).
- Protocolli di accelerazione per le bobine sul percorso critico che sono in ritardo rispetto al programma di fabbricazione.
Secondo uno studio di benchmarking interno di Fluor Corporation (citato negli atti della Conferenza Annuale CII, 2018), i progetti con programmi di consegna sequenziale delle bobine hanno ottenuto una produttività di installazione dei tubi superiore di 28% (misurata in pollici di saldatura per giorno di squadra) rispetto ai progetti con consegna alla rinfusa e approcci di smistamento in loco.
Come si valuta e si seleziona un fabbricante di bobine di tubi qualificato?
La scelta del giusto partner di fabbricazione per una portata critica di tubazioni è una decisione con conseguenze significative. L'offerta più economica è raramente il risultato più conveniente se si considerano i costi di correzione sul campo, i ritardi nei tempi e i difetti di qualità.
Criteri di valutazione della qualificazione dei fabbricanti
| Categoria di valutazione | Cosa valutare | Come verificare |
|---|---|---|
| Storia della conformità al codice | Biblioteca WPS/PQR attiva, registri WPQ aggiornati, esperienza con i codici applicabili. | Revisione dei documenti, progetti di riferimento |
| Qualifica di saldatore | WPQ attuali per tutti i processi e le posizioni richieste, storia dei re-test | Esaminare i registri WPQ, assistere al test del campione, se necessario. |
| Capacità NDE | NDE in-house vs. subappalto, certificati del personale ASNT di livello II/III | Esaminare i registri di certificazione del personale NDE |
| Controllo del materiale | Procedura di ispezione al ricevimento, tracciabilità del numero di calore, sistema di quarantena | Verifica dello stoccaggio e dei registri dei materiali in entrata |
| Capacità PWHT | Forni interni o apparecchiature a induzione, registri di calibrazione, calibrazione delle termocoppie | Ispezione delle apparecchiature, registri di calibrazione |
| Sistema di gestione della qualità | Documento scritto del SGQ, cronologia degli audit interni, cronologia degli NCR (rapporti di non conformità). | Revisione dei documenti, audit del sito |
| Controllo dimensionale | Elenco delle apparecchiature di misura e registrazioni di calibrazione, procedure di controllo dimensionale. | Ispezione delle apparecchiature, registri di ispezione a campione |
| Capacità di produzione | Superficie totale dell'officina, baie di saldatura, forza lavoro attiva, arretrato attuale | Visita all'officina, revisione del programma di produzione |
| Progetti di riferimento | Progetti completati di portata, materiale e codice comparabili | Contatti di riferimento verificati dal proprietario |
Bandiere rosse nelle gare d'appalto per la fabbricazione di bobine per tubi
Alcuni schemi in una proposta di fabbricazione indicano un rischio che potrebbe non essere evidente dal solo prezzo dell'offerta:
Prezzo anormalmente basso senza chiarimenti sull'ambito di applicazione: Può indicare un'errata comprensione dell'ambito di esame (citazione di 5% RT invece di 100% RT per il servizio di categoria M).
Lacune WPS/PQR: Se l'offerente non è in grado di fornire procedure qualificate esistenti per i vostri specifici gruppi di materiali e posizioni di saldatura, la qualificazione delle procedure aggiunge 4-8 settimane e 15.000-50.000 dollari di costi aggiuntivi prima che la produzione possa iniziare.
NDE in subappalto senza una supervisione definita: I subappaltatori NDE non gestiti dal SGQ del fabbricante creano lacune nella documentazione che complicano la chiusura del registro dei codici.
Nessuna capacità di PWHT interna per l'ambito delle leghe: Il PWHT di terzi crea rischi di coordinamento dei programmi e può compromettere i requisiti di uniformità della temperatura per le tubazioni P91.
Assenza di modelli 3D o di capacità di disegno isometrico: I fabbricanti che lavorano su schizzi disegnati a mano piuttosto che su isometrie progettate introducono un rischio di precisione dimensionale.
Alla MWalloys conduciamo incontri di allineamento tecnico con i clienti prima dell'offerta, durante i quali esaminiamo la nostra libreria WPS/PQR esistente rispetto alla matrice dei materiali del progetto, identifichiamo eventuali lacune di qualificazione e presentiamo un programma di qualificazione e costi realistici prima che venga presentata un'offerta commerciale. Questa trasparenza previene le incomprensioni sull'ambito che creano problemi in fase di esecuzione.
Domande frequenti (FAQ)
1: Qual è il tempo di consegna tipico per la fabbricazione di bobine di tubi ASME personalizzate?
I tempi di realizzazione dei cursori per tubi ASME personalizzati variano da 3 a 16 settimane, a seconda della disponibilità dei materiali, della complessità dell'ambito e dei requisiti di esame. Per le bobine standard in acciaio al carbonio in servizio normale con fluidi 5% RT, un fabbricante con materiale a magazzino può generalmente consegnare entro 3-5 settimane per quantità moderate (fino a 500 bobine). I materiali in lega (acciaio inox, cromo-molibdeno) richiedono 2-4 settimane in più per l'approvvigionamento del materiale. I progetti che richiedono PWHT aggiungono 1-2 settimane. Le tubazioni in P91 con PWHT completo e 100% NDE richiedono abitualmente 10-16 settimane dal ricevimento isometrico alla spedizione. In MWalloys, forniamo impegni per i tempi di fabbricazione in fase di offerta, legati alle date di consegna dei materiali e dei disegni isometrici confermati, in modo che i pianificatori del progetto abbiano input affidabili per i loro programmi di costruzione.
2: Come si calcola il peso della bobina del tubo per la pianificazione del trasporto?
Il peso della bobina di tubo è calcolato in base alla massa combinata di tutti i componenti: tubo (lo spessore della parete e il diametro determinano il peso lineare secondo le norme ASME B36.10M/B36.19M), raccordi, flange, valvole e accessori strutturali. Ad esempio, un tubo in acciaio al carbonio da 6 pollici Schedule 40 pesa 18,97 lbs/ft (28,2 kg/m) secondo la norma ASME B36.10M. Il peso totale di una bobina viene calcolato in base al rilievo isometrico. Per la pianificazione del trasporto, i pesi delle singole bobine variano in genere da 50 kg a diverse tonnellate metriche per i gruppi a parete pesante di grande diametro. Il peso totale della spedizione e l'ingombro dimensionale (lunghezza × larghezza × altezza) determinano i piani di carico degli autocarri, i requisiti della gru per lo scarico e gli eventuali requisiti di autorizzazione per il peso eccessivo/sovradimensionato. MWalloys fornisce dati completi sul peso e sulle dimensioni di ogni bobina come parte del pacchetto di documentazione della consegna.
3: È possibile fabbricare bobine di tubi per il servizio criogenico e quali sono i requisiti speciali?
Sì, i cursori per tubi possono essere fabbricati per il servizio criogenico (sotto i -50°F / -46°C), compreso il GNL a -260°F (-162°C) e l'azoto liquido a -320°F (-196°C). I requisiti speciali includono: materiali di base certificati per la tenacità alle basse temperature (ASTM A333 Grado 6 per il servizio in acciaio al carbonio fino a -50°F; ASTM A312 TP304L o 316L per temperature inferiori; acciaio al nichel 9% secondo ASTM A333 Grado 8 per il servizio LNG); prove d'urto Charpy del metallo di base e del metallo saldato alla temperatura minima di progetto specificata (MDMT); curve di esenzione dalle prove d'urto ASME B31.3 (Figura 323.2.2A) per determinare quando è necessario eseguire le prove; superfici interne elettrolucidate o appositamente pulite per il servizio con ossigeno. I progetti di MWalloys relativi alle bobine di tubi criogenici comprendono terminali di rigassificazione di GNL e installazioni di impianti di gas industriali nel sud-est asiatico.
4: Quale documentazione deve accompagnare una bobina di tubo consegnata?
Un pacchetto completo di dati sulle bobine di tubi conforme alle norme ASME deve includere: il disegno isometrico (marcato come costruito con eventuali deviazioni approvate), i rapporti di prova dei materiali (MTR) per tutti i materiali contenenti pressione con riferimento incrociato del numero di calore alla mappa delle saldature, i documenti WPS qualificati con riferimento a ciascuna saldatura, l'identità del saldatore e il riferimento WPQ per ciascuna saldatura, i rapporti NDE (filmati RT o scansioni UT con rapporti di interpretazione) per tutte le saldature esaminate, grafici di registrazione PWHT con diagramma di posizionamento delle termocoppie (se applicabile), certificato di prova idrostatica o pneumatica (se testata in officina), rapporto di ispezione dimensionale, risultati PMI (se richiesto dalla specifica) e un Piano di ispezione e prova (ITP) che mostri tutti i punti di presa e i punti di testimonianza con le firme degli ispettori. Questo pacchetto di documentazione costituisce il libro dei codici della bobina e deve essere disponibile per la revisione da parte delle autorità e del cliente per tutta la durata operativa dell'impianto.
5: Come fanno i produttori di bobine di tubi a gestire i problemi di montaggio in campo quando le bobine non corrispondono?
I problemi di montaggio in campo dei cursori per tubi prefabbricati hanno in genere tre origini: errori nel modello 3D o nel disegno isometrico, deviazioni dimensionali di fabbricazione oltre la tolleranza o deviazioni civili/strutturali in campo rispetto al modello di progetto. La risposta correttiva dipende dall'entità del disallineamento. I disallineamenti minori, entro i 3-6 mm circa, possono essere risolti regolando i morsetti delle tubazioni o introducendo sollecitazioni nel sistema adiacente entro i limiti consentiti dai calcoli delle sollecitazioni di spostamento secondo la norma ASME B31.3. Le discrepanze più grandi richiedono una revisione ingegneristica e una modifica della bobina sul campo (taglio e risaldatura, con conseguente NDE aggiuntiva) o la fabbricazione di un "pup piece" (una breve sezione di collegamento che assorbe la differenza dimensionale). In MWalloys, effettuiamo una verifica delle dimensioni prima della consegna utilizzando le coordinate di riferimento del modello 3D per le bobine critiche in cui le condizioni di interfaccia sul campo sono limitate, riducendo la frequenza dei problemi di montaggio a meno di 1% di bobine su progetti che utilizzano questo protocollo.
6: Qual è la differenza tra le bobine di tubo e i moduli di tubo?
Le bobine di tubi sono singole sezioni di tubo prefabbricate (tipicamente trasportate singolarmente e installate pezzo per pezzo sul campo). I moduli di tubi (o skid) sono assemblaggi prefabbricati più grandi che includono le bobine di tubi insieme all'acciaio strutturale, alle attrezzature, agli strumenti, ai componenti elettrici e ai supporti - essenzialmente un'unità di processo completa assemblata in un ambiente controllato in officina e spedita in loco come un'unica entità. I moduli variano da poche tonnellate a diverse centinaia di tonnellate e richiedono un trasporto pesante specializzato. La scelta tra la fabbricazione di bobine e la modularizzazione dipende dalle dimensioni del progetto, dall'accessibilità del sito, dai costi della manodopera locale e dai requisiti di pianificazione. La ricerca CII identifica la modularizzazione come più conveniente quando il rapporto tra la manodopera sul campo e quella in officina è superiore a 1,5× e quando il modulo può essere trasportato in loco. Per la maggior parte dei progetti brownfield (strutture operative), la fabbricazione di bobine individuali è più pratica della modularizzazione a causa dei vincoli di accesso.
7: Quali sono le cause più comuni del rifiuto della bobina del tubo durante l'ispezione finale?
Le cinque cause più comuni di scarto della bobina di tubo all'ispezione finale, in ordine di frequenza, sono: (1) deviazioni dimensionali che superano la tolleranza di specifica - più comunemente la lunghezza della faccia della flangia o l'orientamento dei fori dei bulloni della flangia; (2) difetti di saldatura identificati durante l'NDE - tipicamente mancanza di fusione alla passata principale o porosità nelle passate di riempimento; (3) carenze nelle condizioni superficiali - spruzzi di saldatura non rimossi, colpi d'arco sul corpo del tubo, levigatura incompleta del rinforzo della saldatura laddove sono previste saldature a filo; (4) documentazione mancante o errata - numeri di calore MTR non trasferiti alla mappa della saldatura, rapporti NDE mancanti per le saldature richieste; (5) non conformità PWHT - lacune nella registrazione della temperatura, posizionamento della termocoppia non documentato, tempo di immersione insufficiente. In MWalloys, il nostro sistema di ispezione interno a cancelli progressivi individua queste categorie prima dell'ispezione finale, con personale dedicato al controllo qualità che esamina i registri dimensionali e la completezza della documentazione prima di rilasciare qualsiasi bobina per l'ispezione finale del cliente.
8: In che modo la tecnologia di saldatura orbitale migliora la qualità delle bobine dei tubi nelle applicazioni farmaceutiche e dei semiconduttori?
La saldatura orbitale GTAW (Gas Tungsten Arc Welding) utilizza una testa di saldatura controllata da un computer che ruota attorno a un giunto fisso del tubo, producendo saldature costanti e controllate automaticamente con una minima variabilità da parte dell'operatore. Nelle applicazioni farmaceutiche (biofarmaceutiche) e dei semiconduttori, dove la finitura superficiale e la pulizia interna sono fondamentali, la saldatura orbitale offre: consistenza del cordone di saldatura che produce superfici interne lisce (Ra ≤ 0,5 µm).5 µm); la registrazione documentata dei parametri di saldatura per ogni giunto (corrente, tensione, velocità di avanzamento, flusso di gas di protezione) che fornisce la tracciabilità del processo 100%; un apporto termico ridotto rispetto al GTAW manuale, che riduce al minimo l'ossidazione all'interno della saldatura; e la possibilità di qualificare le saldature secondo gli standard ASME BPE (Bioprocessing Equipment) e SEMI F19 (erogazione di gas di processo per semiconduttori). Secondo i dati pubblicati da AMI (Arc Machines Inc., ora Lincoln Electric), la saldatura orbitale riduce i tassi di scarto della saldatura in applicazioni su tubi di acciaio inossidabile di 60-75% rispetto al GTAW manuale.
9: Qual è il ruolo dell'approvazione dei disegni isometrici nel controllo della qualità della fabbricazione delle bobine di tubi?
I disegni isometrici sono il principale documento tecnico di istruzione per la fabbricazione dei cursori per tubi. Ogni ISO definisce: la geometria del cursore (tutte le dimensioni e gli angoli), le specifiche dei materiali per ogni componente, i numeri di identificazione delle saldature con le notazioni NDE e PWHT richieste, i requisiti delle prove di pressione, i valori nominali delle flange e i tipi di guarnizioni, i dettagli delle connessioni agli strumenti e i requisiti dei punti di presa e di testimonianza per l'ispezione. Il processo di approvazione del disegno - in cui la revisione ingegneristica del fabbricante, l'ingegnere delle tubazioni del cliente e qualsiasi ente di controllo di terze parti verificano e approvano l'ISO prima dell'inizio della fabbricazione - è il cancello di qualità più importante dell'intero processo di fabbricazione. La fabbricazione iniziata prima dell'approvazione della ISO è una delle principali cause di rilavorazione e di spreco di materiale. In MWalloys, la nostra politica vieta il taglio o il montaggio del materiale su qualsiasi bobina prima che il disegno isometrico che la governa abbia ricevuto almeno lo status di "Approvato per la costruzione" (AFC) dal team di ingegneri del cliente. Questa disciplina evita lo spreco di manodopera su disegni che successivamente vengono modificati.
10: In che modo le bobine di tubi prefabbricati contribuiscono alle pratiche di costruzione sostenibile?
Le bobine di tubo prefabbricate offrono diversi vantaggi misurabili in termini di sostenibilità rispetto alle tubazioni costruite sul campo. Riduzione degli scarti di materiale: il taglio e la fabbricazione in officina generano circa 30-40% di scarti in meno rispetto alla fabbricazione sul campo, perché il taglio preciso e computerizzato ottimizza l'utilizzo del materiale e gli scarti vengono raccolti e riciclati in officina anziché smaltiti in loco. Efficienza energetica: gli ambienti dell'officina con sistemi PWHT a induzione sono significativamente più efficienti dal punto di vista energetico rispetto ai PWHT a propano o a resistenza elettrica con perdite di calore all'aria aperta. Riduzione degli spostamenti dei lavoratori: la concentrazione della manodopera di fabbricazione in un'officina centrale riduce il numero di lavoratori artigianali che si recano in cantieri remoti o offshore, riducendo le emissioni associate al trasporto. Riduzione dell'energia di rilavorazione: il tasso di rilavorazione più basso nella fabbricazione in officina significa meno energia spesa per la rimozione della saldatura, la risaldatura e la ripetizione dell'NDE. Secondo una valutazione del ciclo di vita pubblicata nella rivista Giornale della produzione pulita (Volume 172, 2018), i metodi di costruzione modulare e prefabbricata riducono il carbonio incorporato nel processo di costruzione di 15-25% rispetto alla costruzione convenzionale sul campo per un impianto di processo di portata equivalente.
Conclusione: Perché la prefabbricazione non è facoltativa nei progetti di tubazioni complesse
La fabbricazione di bobine di tubi personalizzate con certificazione ASME non è semplicemente un'opzione di approvvigionamento, ma una strategia di esecuzione del progetto con vantaggi documentati e quantificabili in termini di sicurezza, qualità, tempi e costi. I dati del CII, di McKinsey, delle riviste di settore e la nostra storia di progetti alla MWalloys portano sempre alla stessa conclusione: quanto prima la prefabbricazione viene integrata nel piano di progetto, tanto maggiori sono i benefici.
Le variabili chiave che determinano il valore della prefabbricazione in un progetto specifico sono: il rapporto tra manodopera in campo e in officina, l'accessibilità del cantiere, la complessità e il contenuto di leghe delle specifiche delle tubazioni, la qualità dei disegni isometrici e la competenza del partner di fabbricazione. Tutte e cinque le variabili sono gestibili con una corretta pianificazione.
MWalloys offre la conformità al codice ASME, la capacità di fabbricazione di più materiali, servizi NDE completi e un programma logistico progettato per consegnare le bobine in loco nella sequenza di installazione. Che il vostro progetto preveda poche centinaia di bobine di tubazioni di processo standard in acciaio al carbonio o un complesso sistema di leghe che richiede un esame 100% e una PWHT documentata, abbiamo le procedure, le qualifiche e l'esperienza per fornire bobine di tubi fabbricati che riducono il rischio sul campo e mantengono la tabella di marcia del progetto.
Riferimenti e fonti verificabili:
- Codice delle tubazioni di processo ASME B31.3-2022, American Society of Mechanical Engineers.
- ASME Sezione IX-2021 Qualifiche di saldatura, brasatura e fusione.
- Sezione ASME V-2021 Esame non distruttivo.
- Rapporto di ricerca 171-11 del Construction Industry Institute (CII) - Modularizzazione: Come ottimizzare.
- Rapporto di ricerca CII RT-283 - Improving Productivity Through Prefabrication (2014).
- Dodge Data & Analytics, Rapporto sul mercato intelligente della prefabbricazione e della modularizzazione nelle costruzioni (2020).
- McKinsey & Company, "Immaginare il futuro digitale delle costruzioni" (2016).
- Bureau of Labor Statistics, Survey of Occupational Injuries and Illnesses (2022).
- Journal of Construction Engineering and Management, ASCE, volume 145, numero 3 (2019).
- Journal of Cleaner Production, Volume 172 (2018) - Valutazione del ciclo di vita delle costruzioni prefabbricate.
- ASTM International - Specifiche dei materiali di riferimento (A106, A312, A335, A333, A790).
- ASME B16.5, B16.9, B16.11, B16.25 - Norme sui componenti delle tubazioni...
- ASNT - American Society for Nondestructive Testing, Standard di certificazione del livello NDE.
