Die kundenspezifische Herstellung von Rohrschellen nach ASME B31.3 und ASME Section IX reduziert den Schweißaufwand vor Ort um 40-60%, verkürzt die Gesamtinstallationszeit für Rohrleitungen um 30-50% und senkt die Unfallrate auf der Baustelle um bis zu 35% im Vergleich zu vor Ort gefertigten Rohrleitungen - damit sind vorgefertigte Rohrschellen die messbarste Strategie zur Risikoreduzierung, die Projektingenieuren und EPC-Unternehmen heute zur Verfügung steht. Wir bei MWalloys haben ASME-zertifizierte Rohrleitungspakete für Raffinerien, Chemieanlagen, LNG-Terminals und pharmazeutische Anlagen auf drei Kontinenten hergestellt und geliefert, und jedes Projekt bestätigt das gleiche Muster: Je früher die Planung der Vorfertigung beginnt, desto größer sind die Termin- und Kosteneinsparungen, die vor Ort erzielt werden.
Wenn Ihr Projekt den Einsatz von Custom Pipe Spools Fabrication erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist eine Rohrspule und wie unterscheidet sich die kundenspezifische Fertigung von der Konstruktion vor Ort?
Eine Rohrspule ist ein vorgefertigter Abschnitt eines Rohrleitungssystems, der Rohrsegmente, Fittings, Flansche, Winkelstücke, T-Stücke, Reduzierstücke und Abzweigungen umfasst, die vor der Lieferung an die Baustelle in einer kontrollierten Werkstattumgebung zusammengebaut und geschweißt werden. Der Begriff "Spool" leitet sich vom rollenartigen Aussehen einer geflanschten Rohrbaugruppe ab und wird heute allgemein in der Öl- und Gasindustrie, der Petrochemie, der Stromerzeugung und im Industriebau verwendet.

Maßgeschneiderte Rohrschellenfertigung bedeutet, dass jede Schelle nach projektspezifischen isometrischen Zeichnungen, Materialspezifikationen, Druckstufen und Abmessungsanforderungen gefertigt wird - im Gegensatz zum Kauf von Katalogstandard-Rohrbaugruppen, die vor Ort geändert werden müssen.
Rohrspule vs. vor Ort gefertigte Rohre: Ein direkter Vergleich
Der Hauptunterschied zwischen vorgefertigten Spools und dem konventionellen Rohrleitungsbau vor Ort liegt darin, wo der Mehrwert entsteht und wo das Risiko konzentriert ist.
| Parameter | Vorgefertigte Rohrspulen | Feldgefertigte Rohrleitungen |
|---|---|---|
| Umgebung beim Schweißen | Kontrolliertes Geschäft: stabile Temperatur, Luftfeuchtigkeit, Positionierung | Variabel: Wind, Regen, beengte Räume, ungünstige Positionen |
| Produktivität der Schweißer | 3-5 Gelenke pro Schicht (Werkstatt) | 1-2 Gelenke pro Schicht (Feld) |
| NDE Zugang | Vollständiger 360°-Zugang, optimale Positionierung der Ausrüstung | Eingeschränkter Zugang unter vielen Feldbedingungen |
| Nachbearbeitungsrate | 2-5% (Branchendurchschnitt, Werkstattumgebung) | 8-15% (Feldumgebung) |
| Rückverfolgbarkeit von Materialien | Zentralisierte Wärmenummern-Dokumentation | Verteilt, schwieriger zu warten |
| Rate der Sicherheitsvorfälle | Niedriger - kontrollierte Umgebung, keine Höhenarbeit für die meisten Gelenke | Höher - Arbeiten in der Höhe, beengte Räume, konkurrierende Gewerke |
| Vorhersehbarkeit des Zeitplans | Hoch - Shop-Produktion ist wetterunabhängig | Geringer - witterungsbedingte Verzögerungen, Terminkonflikte bei der Belegschaft |
| Qualität der Dokumentation | Umfassende Datenpakete pro Spool | Oftmals über Felddatensätze fragmentiert |
Quelle: Forschungsbericht 171-11 des Instituts für Bauwesen (CII), "Modularisierung: How to Optimize? How to Maximize Its Value?"; Dodge Data & Analytics, "Prefabrication and Modularization in Construction" (2020 SmartMarket Report).
Welche Komponenten sind in einem kundenspezifischen Rohrspulenpaket enthalten?
Eine komplette kundenspezifische Rohrspule besteht in der Regel aus:
- Rohrsegmente: Auf genaue Längen aus ASTM-zertifiziertem Rohrmaterial geschnitten.
- Vorschweißflansche oder Aufsteckflansche: Druckklasse gemäß ASME B16.5 oder B16.47.
- Stumpfschweißende Armaturen: Bögen (langer oder kurzer Radius), T-Stücke, Reduzierstücke, Kappen nach ASME B16.9.
- Schweißmuffen: Für Rohrleitungen mit kleinerem Durchmesser (typischerweise 2 Zoll NPS und darunter) gemäß ASME B16.11.
- Verzweigungsverbindungen: Weldolets, Sockolets, Threadolets nach MSS SP-97.
- Strukturelle Befestigungen: Rohrschuhe, Blindstützen, Drehzapfen wie auf den Isometrien angegeben.
- Inline-Instrumente: Schutzrohrdüsen, Druckentnahmestellen, Blendenflansche nach Bedarf.
Bei MWalloys behandeln wir jede Spule als ein komplettes Produkt mit einem eigenen Datenpaket: Materialprüfberichte, Schweißpläne, NDE-Ergebnisse, Maßprüfprotokolle und hydrostatische oder pneumatische Prüfbescheinigungen.
Welche ASME-Normen gelten für die Herstellung und Zertifizierung von Rohrspulen?
Bei der ASME-Zertifizierung (American Society of Mechanical Engineers) handelt es sich nicht um ein einzelnes Dokument, sondern um ein mehrschichtiges Regelwerk, das verschiedene Aspekte der Konstruktion, Fertigung, Prüfung und Dokumentation von Rohrschellen behandelt. Bevor Sie eine Fertigungsanfrage stellen, müssen Sie wissen, welche Normen für Ihr Projekt gelten.
Das Kerngerüst des ASME-Codes für die Herstellung von Rohrspulen
| ASME-Norm | Umfang | Wichtige Anforderungen |
|---|---|---|
| ASME B31.3 | Prozessrohrleitungen (Chemie, Erdöl, Pharmazie) | Auslegungsdruck/-temperatur, Materialspezifikationen, Schweißen, Prüfung, Tests |
| ASME B31.1 | Kraftwerksleitungen (Dampf, Speisewasser, Turbinensysteme) | Höhere Prüfungsanforderungen als B31.3 für gleichwertige Drücke |
| ASME B31.4 | Pipeline-Transportsysteme für flüssige Stoffe | Herstellung von Onshore-Pipelines für Flüssigkeiten |
| ASME B31.8 | Gastransport- und -verteilungspipelines | Planung und Herstellung von Gasanlagen |
| ASME Abschnitt II | Materialien Spezifikationen | Zugelassene Werkstoffspezifikationen (Teil A: Eisenwerkstoffe; Teil B: Nichteisenwerkstoffe; Teil C: Schweißzusatzwerkstoffe) |
| ASME Abschnitt IX | Qualifikationen zum Schweißen und Löten | WPS-, PQR-, WPQ-Anforderungen - obligatorisch für alle drucktragenden Schweißnähte |
| ASME B16.5 | Rohrflansche und Flanschverschraubungen (NPS ½ bis NPS 24) | Druckstufen, Abmessungen, Werkstoffe. |
| ASME B16.9 | Werksgefertigte Formstücke zum Stumpfschweißen | Maß- und Toleranznormen für Beschläge |
| ASME B16.11 | Geschmiedete Fittings, Muffenschweiß- und Gewindefittings | Normen für Armaturen mit kleiner Bohrung |
| ASME B16.25 | Stumpfschweißenden | Abmessungen der Schweißnahtvorbereitung |
Quelle: ASME Standards Collection, Ausgabe 2023; ASME B31.3-2022 Process Piping Code.
Was bedeutet die ASME-Zertifizierung für einen Hersteller von Rohrspulen?
Der Begriff "ASME-zertifiziert", wenn er auf einen Hersteller von Rohrspulen angewandt wird, bezieht sich in der Regel auf eine oder mehrere der folgenden Zulassungen:
ASME "U" Stempel: Berechtigt zur Herstellung von Druckbehältern gemäß ASME Section VIII Division 1. Obwohl es sich nicht direkt um einen Rohrspulenstempel handelt, weisen U-Stempel-Betriebe eine umfassende Fähigkeit zur Herstellung von Druckgeräten nach.
ASME "S" Stempel: Erlaubt die Herstellung von Kraftwerkskesseln unter Abschnitt I. Relevant für die Herstellung von Spools für Kraftwerksleitungen nach B31.1.
Eintragung der Nationalen Behörde "NB": Produkte, die beim National Board of Boiler and Pressure Vessel Inspectors hergestellt und registriert sind, was eine Überprüfung der Einhaltung der Vorschriften durch Dritte ermöglicht.
Eher relevant für die meisten Rohrspulenarbeiten: Viele Projekte erfordern keinen ASME-Stempel auf den Spulen selbst, verlangen aber die strikte Einhaltung der Vorschriften. Nach ASME B31.3 Abschnitt 300.2 ist der Bauherr für die Bestimmung der anwendbaren Code-Ausgabe und die Festlegung der Prüfanforderungen verantwortlich. Die praktische Auswirkung: Ein Hersteller muss nachweisen:
- Ein genehmigtes Qualitätsmanagementsystem (QMS), das den Anforderungen von ASME Section IX entspricht.
- Qualifizierte Schweißverfahrensspezifikationen (WPS) und Verfahrensqualifizierungsnachweise (PQR), die alle zu verwendenden Materialgruppen, Positionen und Prozesse abdecken.
- Aktuelle Schweißerqualifikationen (WPQ) für alle Schweißer, die an dem Projekt arbeiten werden.
- Ein designierter autorisierter Inspektor (AI) oder Inspektor des Eigentümers zur Überprüfung der Einhaltung der Vorschriften.
Bei MWalloys ist unser QMS so strukturiert, dass es die Anforderungen von ASME B31.3, B31.1 und Section IX erfüllt, wobei Inspektoren von Drittanbietern für kundenseitig bezeugte Qualifikationstests und Haltepunktinspektionen zur Verfügung stehen.
Fluid-Service-Kategorien nach ASME B31.3 und ihre Auswirkungen auf die Fertigungsanforderungen
ASME B31.3 kategorisiert Fluiddienstleistungen in verschiedene Klassen, die die Prüfungsanforderungen bestimmen und sich folglich auf die Herstellungskosten und den Zeitplan auswirken:
| Dienstleistungskategorie | Definition | Prüfungsanforderung | Auswirkungen auf die Spulenkosten |
|---|---|---|---|
| Normaler Flüssigkeitsservice | Standard-Prozessflüssigkeiten innerhalb definierter Druck-/Temperaturbereiche | 5% stichprobenartige Röntgen- oder Ultraschallprüfung von Schweißnähten | Basislinie |
| Kategorie D | Niederdruck (≤ 150 psig), nicht entflammbar, ungiftig, ≥ -20°F | Nur visuelle Prüfung | -15 bis -25% vs. Normal |
| Kategorie M | Giftige Flüssigkeiten - einmalige Exposition kann tödlich sein | 100% Röntgen- oder Ultraschalluntersuchung | +40 bis +60% vs. Normal |
| Hoher Druck | Systeme, die über ASME B16.5 Class 2500 ausgelegt sind | 100% Prüfung, zusätzliche Anforderungen | +60 bis +100% vs. Normal |
| Erhöhte Temperatur | Cr-Mo-Legierungen im Kriechgangbetrieb | Spezifische PWHT- und Prüfungsanforderungen | +30 bis +50% vs. Normal |
Quelle: ASME B31.3-2022, Kapitel VI - Inspektion, Untersuchung und Prüfung.
Wenn Sie zu Beginn Ihres Projekts die Kategorie der Flüssigkeitsdienstleistungen kennen, bestimmt dies den Untersuchungsumfang, der sich direkt auf die Auswahl des Herstellers, den Zeitplan und das Budget auswirkt.
Wie reduziert der Vorfertigungsprozess das Risiko vor Ort?
Dies ist das zentrale Wertversprechen der kundenspezifischen Fertigung von Rohrschellen, und die Daten, die dies belegen, sind beachtlich. Die Risikominderung erstreckt sich über vier Dimensionen: Sicherheit, Qualität, Zeitplan und Kosten.
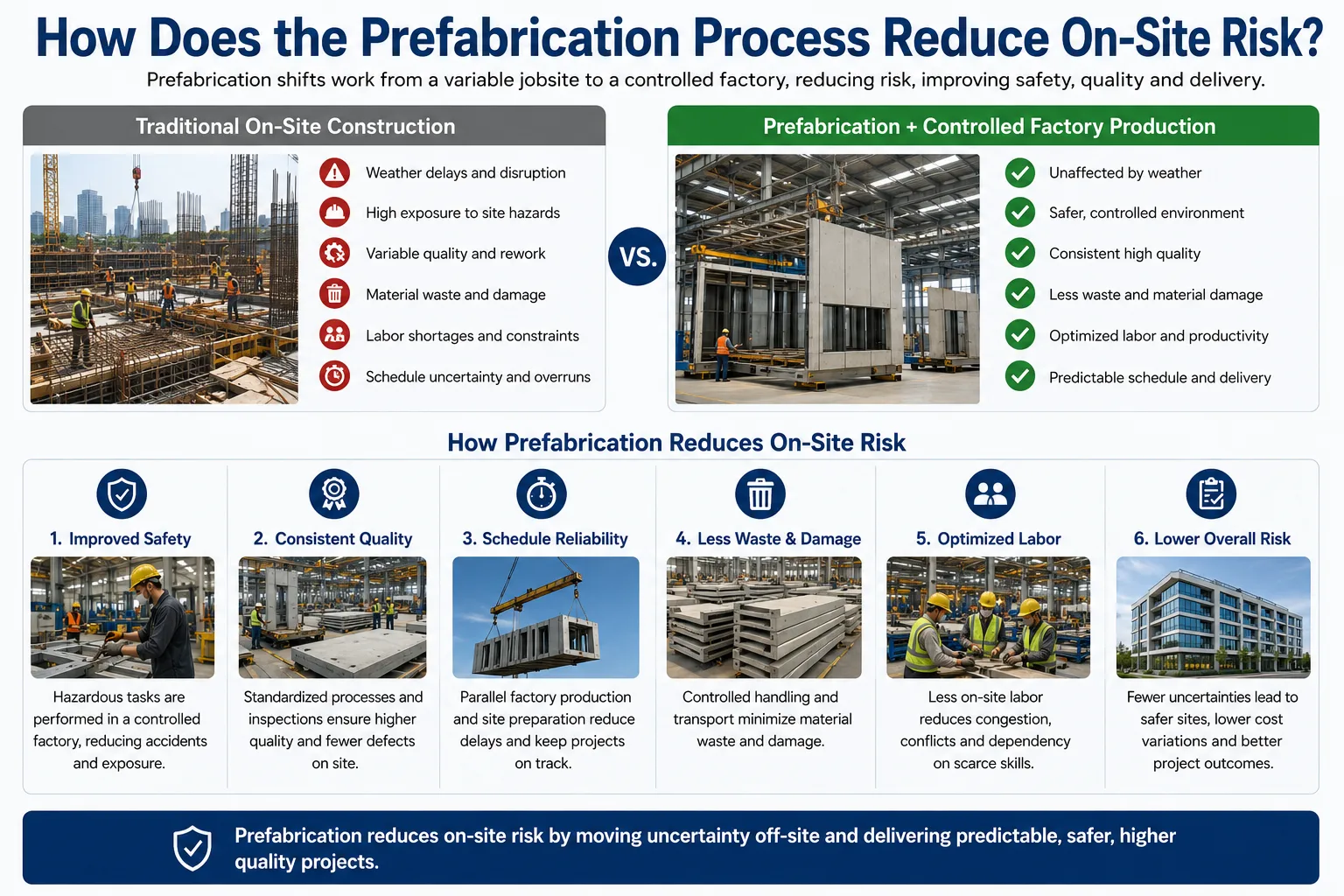
Verringerung des Sicherheitsrisikos durch Werkstattfertigung
Baustellen gehören zu den risikoreichsten Arbeitsumgebungen in allen Branchen. Nach Angaben des U.S. Bureau of Labor Statistics (BLS) verzeichnete das Baugewerbe im Jahr 2022 eine Unfallrate von 3,3 Fällen pro 100 Vollzeitbeschäftigte - im Vergleich zu Produktionsumgebungen (Rohrfertigungsbetriebe) mit 2,8 Fällen pro 100 Vollzeitbeschäftigte. Der Unterschied ist in absoluten Zahlen bescheiden, aber die Art und Schwere der Vorfälle unterscheidet sich erheblich.
Das Schweißen von Rohren vor Ort erfordert in der Regel:
- Erhöhte Arbeitsplattformen (Gerüste, Hebebühnen) für oberirdische Rohrleitungen.
- Zugang zu engen Räumen für das Schweißen in Behältern, Kolonnen und unterirdischen Strukturen.
- Genehmigungen für Heißarbeiten mit gleichzeitigen Anforderungen an die Feuerwache.
- Koordinierung mit gleichzeitigen Baugewerken in verkehrsreichen Gebieten.
Die Werkstattfertigung eliminiert die meisten dieser Risikokategorien. Bei MWalloys werden beim Werkstattschweißen Verbindungen in flacher (1G), horizontaler (2G) und Überkopf-Position mit rotierenden Rohrpositionierern hergestellt - und nicht mit auf Gerüsten montierten Schweißern in ungünstigen Positionen. Allein dieser Positionsvorteil verbessert sowohl die Sicherheit als auch die Schweißqualität.
Der Bericht RT-283 des Construction Industry Institute (CII), "Improving Productivity Through Prefabrication" (2014), ergab, dass bei Projekten mit hohem Vorfertigungsanteil 25-35% weniger meldepflichtige Sicherheitsvorfälle zu verzeichnen waren als bei vergleichbaren Projekten, die vor Ort gebaut wurden.
Reduzierung des Qualitätsrisikos: Warum Werkstattschweißen besser ist als Feldschweißen
Die kontrollierte Werkstattumgebung führt zu einer messbar besseren Schweißqualität bei mehreren Messgrößen:
Temperatur- und Feuchtigkeitskontrolle: ASME B31.3 schreibt vor, dass Schweißarbeiten nicht bei Umgebungstemperaturen unter -20°F, bei nassen Oberflächen oder bei starkem Wind ohne entsprechenden Schutz durchgeführt werden dürfen. In der Werkstatt werden diese Bedingungen ohne Eingreifen des Projektteams konstant eingehalten.
Qualität der Fugenpassung: Bei der Fertigung in der Werkstatt werden Präzisions-Rohrsägen, CNC-Rohrschrägungsmaschinen und Montagevorrichtungen eingesetzt, mit denen gleichbleibende Spaltmaße erreicht werden (in der Regel 1/16 Zoll ± 1/32 Zoll gemäß ASME B16.25). Die Montage vor Ort an teilweise montierten Systemen, bei denen die thermische Ausdehnung die Abmessungen bereits verändert hat, ist durchweg weniger präzise.
Kontrolle der Vorwärmung: Bei legierten Werkstoffen, die vorgewärmt werden müssen (Kohlenstoffstahl mit einer Wandstärke von mehr als 1 Zoll, Chrom-Molybdän-Legierungen gemäß ASME Section IX Tabelle QW-406), wird durch die Erwärmung in der Werkstatt mit Induktionsspulen oder elektrischen Widerstandsmänteln eine gleichmäßige Vorwärmtemperatur über den gesamten Verbindungsumfang aufrechterhalten. Das Vorwärmen mit Propan oder Acetylen vor Ort ist weniger gleichmäßig und schwieriger zu überprüfen.
Interpass-Temperaturregelung: Entscheidend für ferritische Stähle mit erhöhter Kriechfestigkeit (CSEF) wie P91, bei denen die Zwischenlagentemperaturen (typischerweise maximal 400°F) für die Integrität des Mikrogefüges entscheidend sind. Digitale Pyrometer in der Werkstatt an jeder Schweißstation sorgen für eine kontinuierliche Überwachung.
Eine 2019 veröffentlichte Studie in der Zeitschrift für Bauwesen und Management (ASCE, Band 145, Ausgabe 3) fanden heraus, dass vorgefertigte Rohrspulen in einem Vergleich von Raffinerie-Rohrleitungsanlagen eine Röntgenrückweisungsrate von 2,1% im Vergleich zu 7,8% für gleichwertige Schweißnähte vor Ort aufwiesen.
Reduzierung des Zeitplanrisikos: Parallele Pfadausführung
Einer der größten, aber unterschätzten Vorteile der Rohrspulenvorfertigung ist die Möglichkeit, die Fertigung parallel zu den Bau- und Konstruktionsarbeiten auf der Baustelle durchzuführen. Diese Möglichkeit der Terminkomprimierung verändert die Analyse des kritischen Projektpfads grundlegend.
Bei einem traditionellen, sequenziellen Konstruktionsansatz:
- Fertigstellung der Fundamente → Montage der Stahlkonstruktion → Montage der Rohrschienen → Verlegung der Rohrleitungen vor Ort → Einbindung und Prüfung
In einem vorfertigungsintegrierten Ansatz:
- Tiefbau und Rohrleitungsbau erfolgen gleichzeitig.
- Die Vorbereitung der Lieferung von Baustahl UND Rohrspulen erfolgt gleichzeitig.
- Der Einbau der Rohre beginnt unmittelbar nach der Montage der Gestelle unter Verwendung vorgefertigter Spools.
- Die Prüfung beginnt früher, da die Anzahl der Fugen im Feld drastisch reduziert wird.
Laut dem Bericht "Imagining Construction's Digital Future" von McKinsey & Company aus dem Jahr 2016 lassen sich bei Projekten, die Vorfertigungs- und Modularisierungsstrategien einsetzen, in der Phase der Rohrleitungsinstallation Zeiteinsparungen von 20-40% erzielen. Für eine große Raffinerie mit 80.000 bis 150.000 Schweißnähten an Rohrspulen bedeutet dies eine monatelange Verkürzung des Zeitplans auf dem kritischen Pfad.
Bei MWalloys arbeiten wir mit Projektplanern während der Front-End-Engineering-Phase (FEED) zusammen, um Zeitpläne für die Freigabe von Spulen zu entwickeln, die mit den Installationsabläufen vor Ort synchronisiert sind. Dies erfordert eine frühzeitige Verfügbarkeit von isometrischen Zeichnungen, was einen positiven Kreislauf in Gang setzt: Projekte, die früher mit der Vorfertigung beginnen, produzieren schneller eine bessere Konstruktion.
Reduzierung der Kostenrisiken: Woher die Einsparungen tatsächlich kommen
Der Kostenvorteil von vorgefertigten Rohrspulen ist real, erfordert aber eine differenzierte Analyse. Die Arbeitskosten in der Werkstatt sind nicht auf allen Märkten von Natur aus niedriger als die Lohnkosten vor Ort. Die Kosteneinsparungen ergeben sich aus:
Produktivitätsunterschied: Schweißer in der Werkstatt schaffen durchweg 3-5 fertige Verbindungen pro Schicht; Schweißer vor Ort schaffen in den meisten industriellen Bauumgebungen durchschnittlich 1,5-2,5 Verbindungen pro Schicht. Dieser 2-3fache Produktivitätsunterschied ist der Hauptkostentreiber. Quelle: NECA Manual of Labor Units; MCAA (Mechanical Contractors Association of America) Arbeitsproduktivitätsdaten.
Beseitigung von Nacharbeitskosten: Eine einzelne Schweißnahtreparatur vor Ort erfordert: erneute Röntgenuntersuchung, Entfernung der Schweißnaht (Schleifen oder Fugenhobeln), Wiederherstellung der Vorwärmung, erneutes Schweißen, ggf. Wärmebehandlung nach der Schweißung, erneute Prüfung durch die Prüfstelle, Aktualisierung der Dokumentation. Die Gesamtkosten für eine einzelne Schweißnahtreparatur vor Ort können je nach Rohrgröße, Legierung und Zugangsschwierigkeiten zwischen 2.000 und 15.000 USD liegen. Die Verringerung der Anzahl der Schweißnähte vor Ort durch 60% führt zu einer direkten Reduzierung der Reparaturkosten.
Gemeinkostenzuschlagsunterschiede: Die Gemeinkosten auf der Baustelle (Gerüste, provisorische Einrichtungen, Sicherheitspersonal, Koordinierung mit anderen Gewerken) erhöhen die direkten Arbeitskosten um 15-40%. Die Gemeinkosten in der Werkstatt sind zwar real, aber als Prozentsatz der direkten Arbeitskosten in der Regel niedriger.
Umsatz und Verfügbarkeit: Spezialisierte Schweißer, die vor Ort eingesetzt werden, erhalten erstklassige Mobilisierungspakete und unterliegen den Verfügbarkeitsbeschränkungen des Marktes. Die Fertigungsbetriebe verfügen über permanente, qualifizierte Arbeitskräfte.
Der kombinierte Effekt: CII-Forschungen (Bericht 171-11) belegen eine durchschnittliche Senkung der installierten Gesamtkosten um 15-25% für Projekte, die einen Vorfertigungsanteil von 50% oder mehr in ihrem Rohrleitungsumfang erreichen.
Welche Materialien werden bei der Herstellung von kundenspezifischen Rohrspulen verwendet?
Die Materialauswahl für Rohrspulen richtet sich nach der Art der Flüssigkeit (Chemie, Temperatur, Druck), den gesetzlichen Anforderungen und der Wirtschaftlichkeit des Projekts. ASME Abschnitt II und B31.3 enthalten die zugelassenen Werkstoffspezifikationen.
Gängige Rohrspulenmaterialien nach Serviceart
| Material | ASTM-Spezifikation (Rohre) | Temperaturbereich | Typische Anwendung |
|---|---|---|---|
| Kohlenstoffstahl (A106 Gr. B) | ASTM A106/A53 | -20°F bis 800°F (-29°C bis 427°C) | Allgemeiner Prozess, Versorgung, Dampf |
| Niedrigtemperatur-Kohlenstoffstahl (A333 Gr. 6) | ASTM A333 | -50°F bis 400°F (-46°C bis 204°C) | LNG, kryogenes Verfahren |
| 316/316L-Edelstahl | ASTM A312 | -325°F bis 800°F (-198°C bis 427°C) | Korrosiver Prozess, pharmazeutisch |
| 304/304L Edelstahl | ASTM A312 | -325°F bis 800°F | Allgemeine Korrosionsbeständigkeit |
| Duplex 2205 (UNS S31803) | ASTM A790 | -50°F bis 600°F (-46°C bis 315°C) | Chloridhaltiger Dienst |
| 1.25Cr-0.5Mo (P11) | ASTM A335 | bis 1.050°F (565°C) | Hochtemperatur- und Dampfbetrieb |
| 2.25Cr-1Mo (P22) | ASTM A335 | bis 1.100°F (593°C) | Wasserstoffbetrieb, Hochtemperatur |
| 9Cr-1Mo-V (P91) | ASTM A335 | bis 1.200°F (649°C) | Ultra-superkritischer Dampf |
| Inconel 625 (UNS N06625) | ASTM B444 | Tieftemperatur bis 1.800°F (982°C) | Hochgradig korrosiv, hohe Temperaturen |
| Titan Grad 2 | ASTM B337 | Tiefsttemperaturen bis 149°C (300°F) | Seewasser, Halogenidbetrieb |
| HDPE-ausgekleideter Kohlenstoffstahl | ASTM A106 + ASTM F1545 Auskleidung | 32°F bis 180°F (0°C bis 82°C) | Säuredienst, Schlammrohrleitungen |
Quelle: ASME B31.3-2022 Appendix A - Zulässige Spannungen; ASTM International Materialspezifikationen.
Materialzertifizierungsanforderungen für ASME-Rohrspulen
Jedes Stück Material, das in eine ASME-konforme Rohrspule eingebaut wird, muss auf einen zertifizierten Werksprüfbericht (MTR) zurückgeführt werden können, der dies dokumentiert:
- Chemische Zusammensetzung (Ergebnisse der Schmelzanalyse und der Produktanalyse).
- Mechanische Eigenschaften (Zugfestigkeit, Streckgrenze, Dehnung, Charpy-Kerbschlagzähigkeit, falls erforderlich).
- Bedingung für die Wärmebehandlung.
- Schmelznummer und Losnummer.
- Name des Herstellers und Standort.
- ASTM/ASME-Spezifikation und Konformitätserklärung.
Bei MWalloys gibt es ein Materialeingangskontrollverfahren, bei dem jedes eingehende Materialstück vor Beginn des Schneidens, Einpassens oder Schweißens physisch mit seiner MTR verglichen wird. Die Schmelznummern werden nach dem Schneiden auf die Unterteile übertragen und auf dem Schweißplan für jede Spule dokumentiert. Diese Rückverfolgbarkeitskette ist eine nicht verhandelbare Voraussetzung für die Einhaltung des ASME-Codes und die Überprüfung durch den Kunden.
Besondere Überlegungen zur Herstellung von Chrom-Molybdän (Cr-Mo)-Rohrspulen
Chrom-Molybdän-Legierungen (P11, P22, P91) verdienen besondere Aufmerksamkeit, da sie Herausforderungen bei der Herstellung mit sich bringen, die mit Standardverfahren für Kohlenstoffstahl nicht zu bewältigen sind. Diese Werkstoffe werden in Hochtemperatur-Energie- und Prozessrohrleitungen verwendet, bei denen die Kriechfestigkeit bei erhöhten Temperaturen der wichtigste Konstruktionsfaktor ist.
P91 (9Cr-1Mo-V) ist besonders anspruchsvoll:
- Minimale Vorwärmung: 400°F (204°C) gemäß ASME B31.1 und den meisten Kundenspezifikationen.
- Maximale Zwischenlagentemperatur: 400°F (204°C) - das Vorwärm-Minimum und das Zwischenstrom-Maximum sind nahezu identisch und erfordern ein kontinuierliches Wärmemanagement.
- Wärmebehandlung nach dem Schweißen (PWHT): Erforderlich bei 1.375-1.400°F (746-760°C) gemäß ASME Code Case 2328-1, mit kontrollierten Heiz- und Kühlraten.
- Härteprüfung: Die Härte nach dem PWHT muss zwischen 190 und 275 HBW (Brinell-Härte) liegen, um das richtige Gefüge zu bestätigen.
- Delta-Ferrit-Risiko: Eine unsachgemäße PWHT kann zur Bildung von Delta-Ferrit führen, was die Kriechlebensdauer drastisch reduziert. Für kritische P91-Schweißnähte wird eine Oberflächenabdruck-Metallographie bei Haltepunktprüfungen empfohlen.
Wir geben die P91-PWHT nicht ohne direkte Aufsicht an Dritte weiter. Die Temperaturgleichmäßigkeit über die Schweißnaht während der PWHT muss innerhalb von ±25°F gehalten werden, was ordnungsgemäß kalibrierte Induktions-PWHT-Systeme mit Mehrpunkt-Thermoelementüberwachung erfordert.
Wie werden Rohrspulen entworfen, modelliert und maßlich kontrolliert?
Die Genauigkeit einer maßgefertigten Rohrspule ist nur so gut wie die Konstruktionsvorgaben und Maßkontrollverfahren, mit denen sie hergestellt wird. Fehler in isometrischen Zeichnungen, Materialentnahmen oder Werkstattmessungen führen direkt zu kostspieligen Problemen bei der Montage vor Ort.
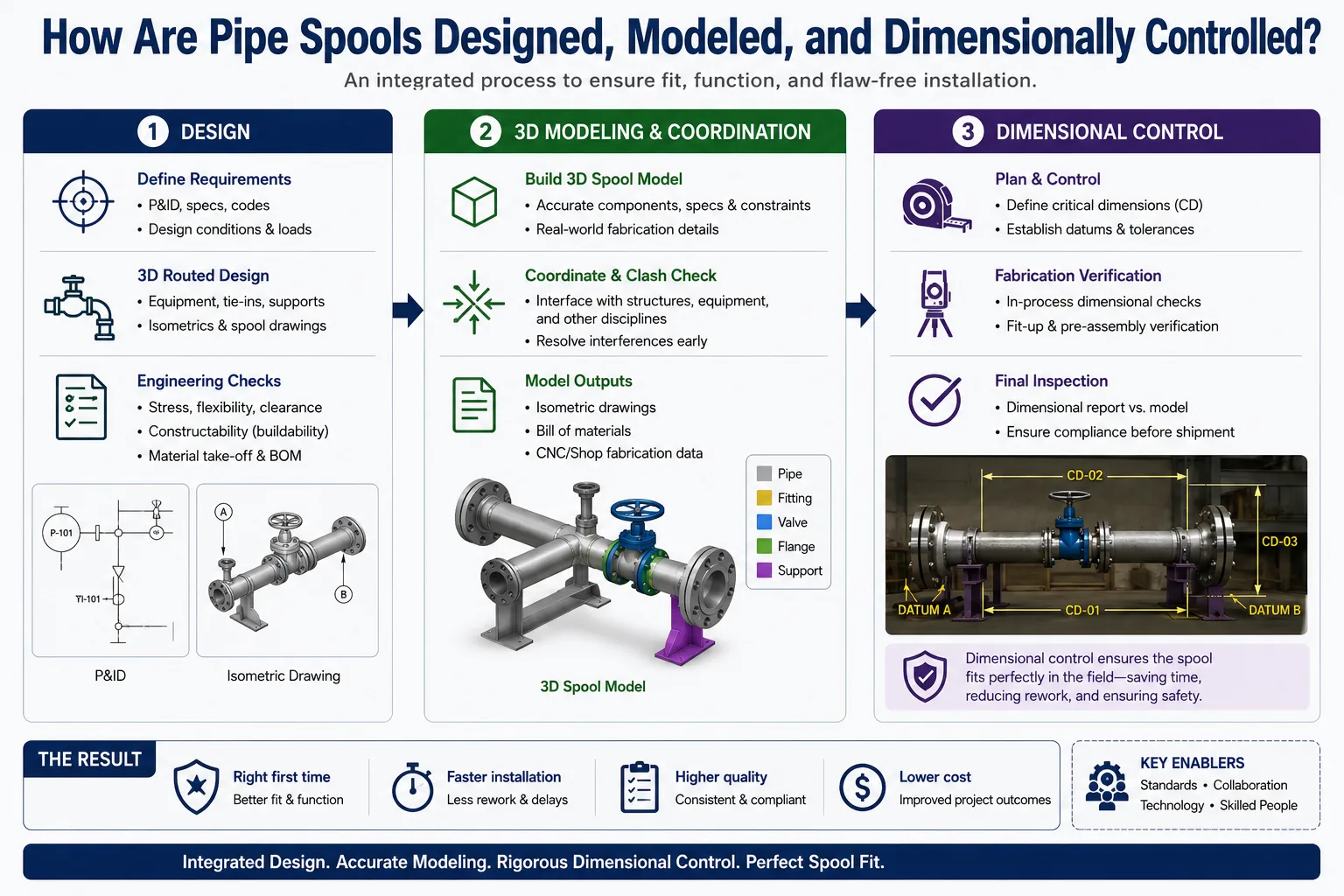
Vom P&ID zur isometrischen Zeichnung bis zur Werkstattfertigung
Der Arbeitsablauf von der Entwicklung bis zur Fertigung folgt dieser Reihenfolge:
- P&ID (Rohrleitungs- und Instrumentierungsdiagramm): Definiert die Prozessanforderungen, die Standorte der Instrumente, die Ventiltypen und die Anschlusspunkte. Dies ist die funktionale Spezifikation, von der sich die Rohrleitungsplanung ableitet.
- 3D-Pflanzenmodell: Mithilfe von Softwareplattformen wie AVEVA E3D, PDMS, Intergraph Smart 3D oder Bentley OpenPlant verlegt der Rohrleitungskonstrukteur die Rohre im 3D-Modell und berücksichtigt dabei strukturelle Störungen, Wartungsabstände und Stützstellen. Das 3D-Modell dient als einzige Quelle für die geometrische Wahrheit des Projekts.
- Isometrische Zeichnung (ISO) Extraktion: Automatisierte isometrische Zeichnungen werden aus dem 3D-Modell für jede Spule extrahiert. Die ISO zeigt: Spool-Tag-Nummer, Rohrleitungsgeometrie mit Abmessungen, Materialspezifikationen, Schweißnaht-Identifikationsnummern, Stücklisten für alle Komponenten, NDE-Anforderungen, PWHT-Anforderungen, Druckprüfungsanforderungen und Gewichts-/Schwerpunktsdaten.
- Materialabnahme und -beschaffung: Die ISO-Stückliste bestimmt die Materialanforderungen für Rohre, Fittings, Flansche und Spezialartikel. Die Vorlaufzeiten für Materialien (insbesondere für Legierungen) müssen im Fertigungsplan berücksichtigt werden.
- Werkstatt-Fertigungszeichnung (falls erforderlich): Für komplexe Baugruppen oder wenn die Praxis der Werkstattzeichnungen des Auftragnehmers vom ISO-Format des Auftraggebers abweicht, können vor Beginn der Fertigung Werkstattzeichnungen nach ISO erstellt werden.
Maßtoleranznormen für Rohrspulen
Die Maßgenauigkeit der gefertigten Rohrspulen bestimmt den Erfolg der Montage vor Ort. Enge Toleranzen in der Werkstatt verhindern kostspieliges Schneiden, Nachschweißen oder den Austausch von Rohrschellen vor Ort.
| Dimension | Typische Toleranz | Basis |
|---|---|---|
| Gesamtlänge der Spule (Flanschfläche von Ende zu Ende) | ±3 mm (±1/8 Zoll) | Branchenübliche Praxis; Kundenspezifikationen variieren |
| Ausrichtung der Flanschfläche (rotierend) | ±1° | Kundenspezifikation; entscheidend für die Ausrichtung der Schraubenlöcher |
| Flanschbolzenloch von der Mittellinie abweichend | ±1 mm (±1/16 Zoll) | ASME B16.5 |
| Rohrschnittlänge | ±1,5 mm (±1/16 Zoll) | Übliche Geschäftspraxis |
| Biegewinkel (für Rohrbögen, nicht für Fittings) | ±0.5° | ASME B16.49 |
| Abmessungen außerhalb der Ebene (Höhenunterschied) | ±3 mm (±1/8 Zoll) | Projektspezifisch |
| Rechtwinkligkeit des Flansches (Rechtwinkligkeit zur Rohrachse) | ≤ 0,5 mm TIR (0,020 Zoll) | Kundenspezifikation |
Quelle: MSS SP-69 Pipe Hangers and Supports; übliche industrielle Spool-Fertigungsspezifikationen von großen EPC-Auftragnehmern (Bechtel, Fluor, Wood Group Standard-Spezifikationen für Rohrspools).
3D-Scannen und digitales Messen in der modernen Spulenfertigung
Führende Hersteller von Rohrspulen integrieren jetzt Laserscanning und digitale Messungen in die Arbeitsabläufe der Endkontrolle. Bei MWalloys verwenden wir die Technologie des tragbaren Koordinatenmessarms (PCMA) für Spools, bei denen kritische Dimensionsschnittstellen eine Überprüfung erfordern, die über die manuelle Bandmessung hinausgeht.
Vorteile der digitalen Messung bei der Spuleninspektion:
- Flanschflächenposition und -ausrichtung auf ±0,5 mm im 3D-Raum geprüft.
- Die Gesamtgeometrie wird direkt mit den Referenzkoordinaten des 3D-Modells verglichen.
- Die Messdaten werden Teil des digitalen Bestandsdatensatzes.
- Erkannte Unstimmigkeiten können in der Werkstatt zu einem Bruchteil der Kosten für die Korrektur vor Ort korrigiert werden.
Bei Megaprojekten (mehr als 50.000 Schweißnähte an Spools) haben einige EPC-Auftragnehmer eine vollständige photogrammetrische Vermessung aller fertiggestellten Spools eingeführt, um eine digitale Bestandsdatenbank zu erstellen, die eine Installationsplanung vor Ort und die Erkennung von Störungen in Echtzeit ermöglicht.

Welche Schweißverfahren und Qualifikationsanforderungen gelten für ASME-Rohrspulen?
Das Schweißen ist die sicherheits- und qualitätskritischste Tätigkeit bei der Herstellung von Rohrschellen. ASME Section IX legt den Qualifizierungsrahmen fest, den alle ASME-konformen Fertigungsverfahren einhalten müssen.
Der WPS/PQR/WPQ-Qualifikationsdreiklang
Schweißverfahrensspezifikation (WPS): Ein Dokument, das die Schweißvariablen (Grundwerkstoff P-Nummerngruppe, Zusatzwerkstoff F-Nummer, Prozess, Position, Verbindungsdesign, Vorwärmung, Zwischenlagentemperatur, PWHT, Strom, Spannung, Verfahrgeschwindigkeit usw.) festlegt, die beim Produktionsschweißen eingehalten werden müssen. Ein Verarbeiter muss für jede Kombination von Variablen im Projektumfang über eine qualifizierte WPS verfügen.
Verfahrensqualifizierungsnachweis (PQR): Das Prüfprotokoll, das das Schweißen eines Prüfstücks unter Verwendung von Variablen dokumentiert, die die WPS unterstützen, zusammen mit den Ergebnissen der zerstörenden Prüfung (Zug, Biegung, Kerbschlag, Härte, wie erforderlich), die bestätigen, dass das Verfahren Schweißnähte erzeugt, die den Abnahmekriterien von ASME Section IX entsprechen.
Prüfung der Schweißerleistung (WPQ): Ein einzelner Schweißer, der nachweist, dass er in der Lage ist, akzeptable Schweißnähte in einer bestimmten Kombination aus Verfahren, Position und Grundwerkstoff herzustellen. Die Schweißerqualifikation muss durch kontinuierliche Arbeit oder regelmäßige Wiederholungsprüfungen gemäß ASME Section IX QW-322 aufrechterhalten werden.
Gängige Schweißverfahren bei der Herstellung von Rohrspulen
| Schweissverfahren | ASME Abschnitt IX Kennzeichnung | Typische Anwendung | Vorteile |
|---|---|---|---|
| GTAW (WIG) | Verfahren 141 | Wurzelkanal, dünnwandig, legierte Materialien | Höchste Schweißqualität, keine Schlacke |
| SMAW (Stange) | Verfahren 111 | Einfüll- und Verschlusspassagen, Kohlenstoffstahl | Vielseitig, niedrige Ausrüstungskosten |
| GMAW (MIG) | Verfahren 135 | Fülllagen aus Kohlenstoffstahl, Produktionsschweißen | Hohe Ablagerungsrate |
| FCAW (Flussmittelkern) | Verfahren 136/137 | Produktionsschweißen von Kohlenstoffstahl | Hohe Produktivität, alle Positionen |
| SAW (Submerged Arc) | Verfahren 121 | Großer Durchmesser, schwere Wand, gerade Nähte | Sehr hohe Ablagerungsrate |
| GTAW + SMAW (Kombiniert) | 141 + 111 | Legierte und rostfreie Rohre | WIG-Wurzelqualität + SMAW-Füllungsproduktivität |
| Orbitales WTAW | Prozess 141 (automatisiert) | Kleine Bohrungen, rostfrei, pharmazeutisch, Halbleiter | Konsistente automatisierte Qualität |
Anforderungen an die Wärmebehandlung nach dem Schweißen je nach Material
| Werkstoffgruppe (ASME P-Nummer) | PWHT erforderlich? | Temperaturbereich | Haltezeit pro Zoll Dicke |
|---|---|---|---|
| P1 (Kohlenstoffstahl) | Erforderlich über 3/4 Zoll (19 mm) Wand gemäß B31.3 | 1.100-1.200°F (593-649°C) | 1 Stunde Minimum |
| P4 (1-1/4Cr-1/2Mo) | Erforderlich über 1/2 Zoll (13 mm) Wand | 1.300-1.375°F (704-746°C) | 1 Stunde Minimum |
| P5A (2-1/4Cr-1Mo, P22) | Erforderlich über 1/2 Zoll | 1.300-1.375°F (704-746°C) | 1 Stunde Minimum |
| P5B (9Cr-1Mo-V, P91) | Immer erforderlich | 1.375-1.400°F (746-760°C) | Mindestens 1 Stunde pro Zoll, mindestens 2 Stunden |
| P8 (Austenitischer Edelstahl) | Im Allgemeinen nicht erforderlich (Lösungsglühen bei Sensibilisierungsrisiko) | N/A oder 1.900-2.100°F | Projektspezifisch |
| P15E (Duplex-Edelstahl) | Lösungsglühen kann nach schwerer Verarbeitung erforderlich sein | 1.900-2.050°F (1038-1121°C) | Schnelles Abschrecken erforderlich |
Quelle: ASME B31.3-2022 Tabelle 331.1.1 - Anforderungen für PWHT; ASME B31.1-2022.
Welche zerstörungsfreien Prüfverfahren sind für zertifizierte Rohrspulen erforderlich?
Die zerstörungsfreie Prüfung (NDE) ist der Schritt der Qualitätsprüfung, der die Integrität der Schweißnaht bestätigt, ohne die fertige Spule zu zerstören. Die erforderlichen Methoden, der Umfang und die Abnahmekriterien sind in den geltenden Vorschriften (B31.3, B31.1) und der Projektspezifikation festgelegt.
Vergleich von NDE-Methoden für Rohrspulenschweißnähte
| NDE-Methode | Ermittelt | Empfindlichkeit | Beschränkungen | Kostenindex |
|---|---|---|---|---|
| Visuelle Untersuchung (VT) | Oberflächenfehler, Maßkontrolle | Niedrig (nur Oberfläche) | Kann keine unterirdischen Defekte erkennen | 1× (Grundlinie) |
| Durchstrahlungsprüfung (RT) | Volumetrisch - Porosität, Einschlüsse, Risse, fehlendes Schmelzen | Hoch | Strahlungssicherheit, begrenzt auf dicke Wände | 5-8× |
| Ultraschallprüfung (UT) - Konventionell | Flächige Defekte, Schichtungen, Dicke | Hoch | Bedienerabhängig, Oberflächenvorbereitung erforderlich | 4-7× |
| Phased Array Ultraschallprüfung (PAUT) | Volumetrisch und planar - dem konventionellen UT überlegen | Sehr hoch | Höhere Ausrüstungskosten | 7-12× |
| Magnetische Partikelprüfung (MT) | Oberflächen- und oberflächennahe Defekte in ferromagnetischen Materialien | Mittel-Hoch | Nur ferromagnetische Materialien | 2-3× |
| Flüssigkeitseindringprüfung (PT) | Oberflächenoffene Fehler in jedem Material | Mittel | Nur an der Oberfläche; keine unterirdische Erkennung | 1.5-2× |
| Positive Materialidentifizierung (PMI) | Überprüfung der Elementarchemie | Hoch | Keine NDE-Methode im eigentlichen Sinne, sondern Qualitätsprüfung | 1.5× |
Quelle: ASME Section V - Non-Destructive Examination; API 570 Piping Inspection Code; ASNT (American Society for Nondestructive Testing) Level III study guides.
NDE-Anforderungen gemäß ASME B31.3 nach Servicekategorie
Normaler Fluid Service: 5% Stichprobenprüfung von Schweißnähten. Das bedeutet, dass aus einer Charge von 100 Schweißnähten 5 Schweißnähte für eine vollständige RT- oder UT-Prüfung ausgewählt werden. Wird in der 5%-Stichprobe eine fehlerhafte Schweißnaht gefunden, müssen für jeden gefundenen Fehler zwei weitere Schweißnähte desselben Schweißers geprüft werden. Dieser Eskalationsprozess wird so lange fortgesetzt, bis entweder ein positives Prüfungsergebnis erzielt oder eine 100%-Prüfung für die Arbeit dieses Schweißers veranlasst wird.
Die statistische Logik der 5%-Stichprobenprüfung bedeutet, dass eine einzige Beanstandung die Prüfung von 6-10 weiteren Schweißnähten auslöst, wodurch der tatsächliche Prüfungsumfang von der Schweißnahtqualität abhängt. Ein Verarbeiter mit einer Reparaturquote von 2% schneidet bei diesem System ganz anders ab als einer mit einer Reparaturquote von 10%.
Kategorie M Service: 100% Prüfung aller druckführenden Schweißnähte mit RT oder UT. Diese Anforderung verdoppelt in der Regel die NDE-Kostenkomponente eines Spulenherstellungsprojekts im Vergleich zum normalen Service.
Anforderungen an die hydrostatische und pneumatische Druckprüfung
Über die NDE hinaus verlangt ASME B31.3 die Druckprüfung von fertigen Rohrleitungssystemen. Für Rohrspulen, die in der Werkstatt geprüft werden (eine Praxis, die wir nach Möglichkeit empfehlen), gelten folgende Prüfparameter:
Hydrostatischer Test: Prüfdruck = 1,5 × Auslegungsdruck × (zulässige Spannung bei Prüftemperatur / zulässige Spannung bei Auslegungstemperatur). Mindesthaltezeit: 10 Minuten gemäß ASME B31.3 Para. 345.4.2. Wasser ist das Standard-Prüfmedium; die Temperatur muss über der Sprödbruch-Übergangstemperatur des Werkstoffs liegen.
Pneumatische Prüfung (wenn hydrostatische Prüfung unpraktisch ist): Prüfdruck = 1,1 × Auslegungsdruck. Bei der pneumatischen Prüfung wird wesentlich mehr Energie gespeichert als bei der hydrostatischen Prüfung, was ein größeres Sicherheitsrisiko darstellt. ASME B31.3 verlangt eine vorläufige Dichtheitsprüfung bei 25% des Prüfdrucks, bevor der volle Prüfdruck erreicht wird.
Werksgeprüfte Spulen reduzieren den Umfang und die Dauer von Feldtests, da nur die Verbindungsschweißnähte (ein kleiner Teil der gesamten Schweißnahtanzahl) vor Ort getestet werden müssen.
Wie verbessern die Logistik und die Reihenfolge der Rohrspulen die Effizienz der Installation vor Ort?
Die korrekte Herstellung von Rohrspulen ist nur die halbe Miete. Die Lieferung an die Baustelle in der richtigen Reihenfolge, zum richtigen Zeitpunkt und mit der richtigen Dokumentation entscheidet darüber, ob sich die Investition in die Vorfertigung in messbare Produktivitätssteigerungen vor Ort niederschlägt.
Systeme zur Identifizierung und Verfolgung von Spulen
Jede hergestellte Spule muss eindeutig identifiziert und von der Werkstatt bis zur Installation verfolgt werden können. Die Kennzeichnung erfolgt nach Industriestandard:
- Spool-Tag-Nummer: Übereinstimmung mit der ISO-Zeichnungsnummer (typischerweise formatiert als Unit-Line Number-Spool Number, z. B. 100-3"-P-001-CS-001).
- Farbcodierung nach Material: Rot für Kohlenstoffstahl, blau für rostfreien Stahl, gelb für Chrom-Molybdän (die Kundenspezifikationen variieren, aber die Farbcodierung reduziert die Zahl der Verwechslungen vor Ort erheblich).
- RFID- oder Barcode-Etiketten: Bei großen Projekten ermöglicht die elektronische Nachverfolgung eine Statusübersicht in Echtzeit - Fertigung abgeschlossen, NDE abgeschlossen, PWHT abgeschlossen, Maßprüfung abgeschlossen, zum Versand freigegeben, auf der Baustelle angekommen, installiert.
Bei MWalloys unterhalten wir eine Spulenverfolgungsdatenbank, die bei jedem Meilenstein in der Fertigung aktualisiert wird. Kunden mit Projektmanagementportalen erhalten tägliche Statusaktualisierungen, die es den Bauplanern vor Ort ermöglichen, die Installationsreihenfolge auf der Grundlage des tatsächlichen Lieferstatus der Spulen und nicht der geplanten Liefertermine anzupassen.
Transport- und Erhaltungsanforderungen
Fertige Rohrspulen müssen beim Transport besonders geschützt werden:
Flanschgesichtsschutz: Aufgeschraubte Flanschschützer aus Kunststoff oder Holz verhindern Beschädigungen an erhabenen Flächen (RF) oder Ringnut (RTJ), die kritische Dichtflächen darstellen.
Endkappen: Einsteckbare Endkappen aus Kunststoff oder mit Klebeband versehene Abdeckungen für offene Rohrenden verhindern das Eindringen von Verunreinigungen.
Schutz aus rostfreiem Stahl: Trennung von Transportkomponenten aus Kohlenstoffstahl, um Verunreinigungen durch Eisen zu vermeiden; rostfreie Spulen werden separat verpackt oder verpackt.
Anforderungen an die Sauberkeit: Prozessrohrleitungen für die Pharma-, Lebensmittel- oder Halbleiterindustrie müssen unter Umständen unmittelbar nach der Endreinigung und vor dem Transport mit Stickstoff gespült und versiegelt werden.
Dimensionsschutz für dünnwandige Spulen: Vorübergehende interne Stützstreben für dünnwandige Spulen mit großem Durchmesser, die sich unter der Transportlast verformen könnten.
Lieferung von Dokumentationspaketen: Jeder Spulensendung sollte ein komplettes Datenpaket beigefügt oder vorangestellt werden: ITP (Inspection and Test Plan), Schweißpläne, NDE-Berichte, PWHT-Diagramme, Maßprüfungsprotokolle und Materialzertifikate.
Strategie der Standortabfolge zur Minimierung der Kranauslastung vor Ort
Ein häufig übersehener Effizienzvorteil von vorgefertigten Spools ist die Möglichkeit, Kranhübe genauer zu planen. Die Installation von Rohrleitungen vor Ort hängt oft von der Verfügbarkeit von Kränen ab, die eine gemeinsame Ressource für mehrere Baubereiche sind.
Durch die Lieferung von Spools in der exakten Montagereihenfolge - entsprechend der von unten nach oben verlaufenden, abschnittsweisen Montage von Rohrgestellen - entfällt die Notwendigkeit einer vorübergehenden Ablage und eines erneuten Umschlags vor Ort. Diese "Just-in-time"-Lieferphilosophie erfordert:
- Enge Abstimmung zwischen dem Freigabeplan der Fertigungswerkstatt und dem Arbeitsablauf des Montageteams vor Ort.
- Lieferplanung mit mindestens 2 Wochen Vorlaufzeit.
- Klar definierte Abstellflächen auf der Baustelle mit kapazitativer Planung (Gewicht und Stellfläche pro Spule).
- Beschleunigungsprotokolle für Spools auf dem kritischen Pfad, die hinter dem Fertigungsplan zurückbleiben.
Laut einer internen Benchmarking-Studie der Fluor Corporation (auf die in den Unterlagen zur CII-Jahreskonferenz 2018 verwiesen wird) erzielten Projekte mit sequenzierten Spool-Lieferprogrammen eine um 28% höhere Produktivität bei der Rohrverlegung (gemessen in Schweißfugen-Zoll pro Mannschaftstag) im Vergleich zu Projekten mit Bulk-Lieferungen und Baustellen-Sortierverfahren.
Wie bewertet und wählt man einen qualifizierten Hersteller von Rohrspulen aus?
Die Auswahl des richtigen Fertigungspartners für einen kritischen Rohrleitungsumfang ist eine Entscheidung mit erheblichen Konsequenzen. Das billigste Angebot ist selten das wirtschaftlichste Ergebnis, wenn man die Kosten für Korrekturen vor Ort, Verzögerungen im Zeitplan und Qualitätsmängel einkalkuliert.
Bewertungskriterien für die Qualifizierung von Verarbeitern
| Kategorie Bewertung | Was ist zu bewerten? | Wie man prüft |
|---|---|---|
| Geschichte der Einhaltung von Vorschriften | Aktive WPS/PQR-Bibliothek, aktuelle WPQ-Aufzeichnungen, Erfahrung mit den geltenden Codes | Überprüfung von Dokumenten, Referenzprojekte |
| Schweißer-Qualifikation | Aktuelle WPQs für alle geforderten Prozesse und Positionen, Re-Test-Historie | Überprüfung der WPQ-Protokolle, ggf. Teilnahme an einer Stichprobenprüfung |
| NDE-Fähigkeiten | Eigene NDE vs. Fremdvergabe, ASNT Level II/III Personalzertifikate | Überprüfung der Zertifizierungsunterlagen des NDE-Personals |
| Materialkontrolle | Verfahren der Eingangskontrolle, Rückverfolgbarkeit der Schmelznummern, Quarantänesystem | Prüfung der Lagerung von eingehendem Material und der Aufzeichnungen |
| PWHT-Fähigkeit | Hausinterne Öfen oder Induktionsanlagen, Kalibrierungsprotokolle, Thermoelementkalibrierung | Geräteinspektion, Kalibrierungsprotokolle |
| Qualitätsmanagement-System | Schriftliches QMS-Dokument, Verlauf der internen Audits, NCR (Non-Conformance Report) Verlauf | Überprüfung von Dokumenten, Standortprüfung |
| Abmessungskontrolle | Messmittelliste und Kalibrierungsprotokolle, Verfahren zur Maßkontrolle | Ausrüstungsinspektion, Musterprüfprotokolle |
| Produktionskapazität | Gesamtfläche der Werkstatt, Schweißplätze, aktive Mitarbeiter, aktueller Auftragsbestand | Werkstattbesuch, Überprüfung des Produktionsplans |
| Referenz-Projekte | Abgeschlossene Projekte von vergleichbarem Umfang, Material und Code | Eigentümergeprüfte Referenzkontakte |
Rote Flaggen bei Ausschreibungen für die Rohrspulenfertigung
Bestimmte Muster in einem Fabrikationsangebot weisen auf Risiken hin, die aus dem Angebotspreis allein nicht ersichtlich sind:
Ungewöhnlich niedriger Preis ohne Klärung des Umfangs: Möglicherweise wurde der Prüfungsumfang falsch verstanden (Angabe von 5% RT statt 100% RT für die Kategorie M).
WPS/PQR-Lücken: Wenn der Bieter keine qualifizierten Verfahren für Ihre spezifischen Materialgruppen und Schweißpositionen bereitstellen kann, führt die Verfahrensqualifizierung zu zusätzlichen Kosten von 4-8 Wochen und 15.000-50.000 USD, bevor die Produktion beginnen kann.
Untervergabe von NDE ohne definierte Aufsicht: NDE-Subunternehmer, die nicht durch das QMS des Herstellers verwaltet werden, verursachen Dokumentationslücken, die den Abschluss des Codebuchs erschweren.
Keine hauseigene PWHT-Möglichkeit für Legierungsumfang: Die PWHT von Drittanbietern birgt das Risiko der Terminkoordination und kann die Anforderungen an die Temperaturgleichmäßigkeit von P91-Rohrleitungen beeinträchtigen.
Fehlen von 3D-Modellen oder isometrischen Zeichnungen: Verarbeiter, die nach handgezeichneten Skizzen statt nach technischen Isometrien arbeiten, riskieren die Maßgenauigkeit.
Bei MWalloys führen wir vor der Angebotsabgabe technische Abstimmungsgespräche mit den Kunden durch, bei denen wir unsere bestehende WPS/PQR-Bibliothek mit der Materialmatrix des Projekts abgleichen, etwaige Qualifizierungslücken identifizieren und einen realistischen Zeit- und Kostenplan für die Qualifizierung vorlegen, bevor ein kommerzielles Angebot abgegeben wird. Diese Transparenz verhindert Missverständnisse über den Umfang, die während der Ausführung zu Problemen führen können.
Häufig gestellte Fragen (FAQs)
1: Was ist die typische Vorlaufzeit für die kundenspezifische Fertigung von ASME-Rohrspulen?
Die Vorlaufzeiten für die Herstellung kundenspezifischer ASME-Rohrspulen liegen zwischen 3 Wochen und 16 Wochen, je nach Materialverfügbarkeit, Komplexität des Umfangs und Prüfungsanforderungen. Für Standard-Rohrspulen aus Kohlenstoffstahl für normalen Flüssigkeitsbetrieb mit 5% RT kann ein Hersteller mit vorrätigem Material in der Regel innerhalb von 3-5 Wochen für moderate Mengen (bis zu 500 Spulen) liefern. Bei legierten Werkstoffen (Edelstahl, Chrom-Molybdän) beträgt der Zuschlag für die Materialbeschaffung 2-4 Wochen. Bei Projekten, die eine PWHT erfordern, kommen 1-2 Wochen hinzu. P91-Rohrleitungen mit vollständiger PWHT und 100% NDE benötigen in der Regel 10-16 Wochen vom isometrischen Eingang bis zum Versand. Bei MWalloys geben wir bereits in der Angebotsphase Zusagen für den Fertigungszeitplan, die an bestätigte Isometriezeichnungen und Materialliefertermine geknüpft sind, so dass die Projektplaner verlässliche Angaben für ihre Bauzeitpläne haben.
2: Wie wird das Rohrspulengewicht für die Transportplanung berechnet?
Das Gewicht der Rohrspule wird aus der kombinierten Masse aller Komponenten berechnet: Rohr (Wandstärke und Durchmesser bestimmen das lineare Gewicht gemäß ASME B36.10M/B36.19M), Fittings, Flansche, Ventile und strukturelle Anbauteile. Ein 6-Zoll Schedule 40 Kohlenstoffstahlrohr wiegt beispielsweise 28,2 kg/m (18,97 lbs/ft) gemäß ASME B36.10M. Das Gesamtgewicht eines Rohrstrangs wird anhand der isometrischen Abmessung berechnet. Für die Transportplanung reichen die Einzelgewichte der Spulen typischerweise von 50 kg bis zu mehreren Tonnen für großdimensionierte, dickwandige Baugruppen. Das Gesamtgewicht der Sendung und die Abmessungen (Länge × Breite × Höhe) bestimmen die Pläne für die LKW-Beladung, die Anforderungen an den Kran für die Entladung und die Anforderungen an die Genehmigung für Übergröße und Übergewicht. MWalloys liefert vollständige Gewichts- und Abmessungsdaten für jede Spule als Teil der Lieferdokumentation.
3: Können Rohrspulen für den Tieftemperaturbetrieb hergestellt werden, und welche besonderen Anforderungen gelten?
Ja, Rohrspulen können für kryogene Anwendungen (unter -46°C) hergestellt werden, einschließlich LNG bei -162°C (-260°F) und Flüssigstickstoff bei -196°C (-320°F). Zu den besonderen Anforderungen gehören: Grundwerkstoffe, die für Tieftemperaturzähigkeit zertifiziert sind (ASTM A333 Grade 6 für Kohlenstoffstahl bis -50°F; ASTM A312 TP304L oder 316L für niedrigere Temperaturen; 9% Nickelstahl nach ASTM A333 Grade 8 für LNG-Betrieb); Charpy-Kerbschlagzähigkeitsprüfung sowohl des Grundwerkstoffs als auch des Schweißguts bei der angegebenen Mindestauslegungstemperatur (MDMT); ASME B31.3 Kerbschlagbiegeversuch-Freistellungskurven (Abbildung 323.2.2A) bestimmen, wann eine Prüfung erforderlich ist; und elektropolierte oder speziell gereinigte Innenflächen für den Sauerstoffeinsatz. Zu den von MWalloys durchgeführten Projekten für kryogene Rohrspulen gehören LNG-Wiederverdampfungsterminals und Industriegasanlagen in ganz Südostasien.
4: Welches Dokumentationspaket sollte eine gelieferte Rohrspule begleiten?
Ein vollständiges ASME-konformes Rohrspulen-Datenpaket sollte Folgendes enthalten: die isometrische Zeichnung (gekennzeichnet als "as-built" mit allen genehmigten Abweichungen), Materialprüfberichte (MTRs) für alle druckhaltigen Materialien mit Querverweis auf die Schweißnahtkarte, qualifizierte WPS-Dokumente mit Verweis auf jede Schweißnaht, Schweißeridentität und WPQ-Referenz für jede Schweißnaht, NDE-Berichte (RT-Filme oder UT-Scans mit Interpretationsberichten) für alle geprüften Schweißnähte, PWHT-Aufzeichnungstabellen mit Thermoelementplatzierungsdiagramm (falls zutreffend), hydrostatisches oder pneumatisches Prüfzertifikat (falls werksseitig geprüft), Maßprüfungsbericht, PMI-Ergebnisse (falls von der Spezifikation gefordert) und ein Inspektions- und Prüfplan (ITP), der alle Haltepunkte und Zeugenpunkte mit Unterschriften der Prüfer zeigt. Dieses Dokumentationspaket stellt das Codebuch für die Spule dar und muss während der gesamten Betriebsdauer der Anlage für behördliche und kundenseitige Überprüfungen verfügbar sein.
5: Wie gehen die Hersteller von Rohrspulen mit Problemen bei der Montage vor Ort um, wenn die Spulen nicht passen?
Probleme bei der Montage vor Ort mit vorgefertigten Rohrschellen haben in der Regel drei Ursachen: Fehler im 3D-Modell oder in der isometrischen Zeichnung, Maßabweichungen bei der Herstellung außerhalb der Toleranz oder bauliche Abweichungen vom Konstruktionsmodell. Die Abhilfemaßnahmen hängen von der Größe des Versatzes ab. Geringfügige Fehlausrichtungen innerhalb von ca. 3-6 mm können durch Anpassungen der Rohrschellen oder durch Einbringen von Spannungen in das angrenzende System innerhalb der zulässigen Grenzen gemäß ASME B31.3 Verschiebungsspannungsberechnungen ausgeglichen werden. Größere Diskrepanzen erfordern eine technische Überprüfung und entweder eine Modifikation der Rohrleitung vor Ort (Schneiden und erneutes Schweißen, was eine zusätzliche NDE auslöst) oder die Herstellung eines "Pup-Stücks" (ein kurzes Verbindungsstück, das die Maßdifferenz auffängt). Bei MWalloys führen wir für kritische Spulen, bei denen die Schnittstellenbedingungen vor Ort eingeschränkt sind, vor der Auslieferung eine Dimensionsprüfung unter Verwendung von 3D-Modell-Referenzkoordinaten durch, wodurch die Häufigkeit von Anpassungsproblemen bei Projekten, die dieses Protokoll verwenden, auf unter 1% der Spulen reduziert wird.
6: Was ist der Unterschied zwischen Rohrspulen und Rohrmodulen?
Rohrspulen sind einzelne vorgefertigte Rohrabschnitte (die in der Regel einzeln transportiert und vor Ort Stück für Stück montiert werden). Rohrmodule (oder Skids) sind größere vorgefertigte Baugruppen, die Rohrspools zusammen mit Baustahl, Ausrüstung, Instrumenten, elektrischen Komponenten und Halterungen umfassen - im Wesentlichen eine komplette Prozesseinheit, die in einer kontrollierten Werkstattumgebung zusammengebaut und als eine Einheit zum Standort transportiert wird. Die Module wiegen zwischen einigen Tonnen und mehreren hundert Tonnen und erfordern einen speziellen Schwerlasttransport. Die Entscheidung zwischen Spool-Fertigung und Modularisierung hängt von der Projektgröße, der Zugänglichkeit des Standorts, den Arbeitskosten vor Ort und den Terminvorgaben ab. CII-Forschungen haben ergeben, dass die Modularisierung am kosteneffektivsten ist, wenn das Verhältnis zwischen den Arbeitskosten vor Ort und den Arbeitskosten in der Werkstatt das 1,5-fache übersteigt und wenn das Modul zum Standort transportiert werden kann. Bei den meisten Brachflächenprojekten (Betriebsanlagen) ist die Herstellung einzelner Spulen aufgrund von Zugangsbeschränkungen praktischer als die Modularisierung.
7: Was sind die häufigsten Ursachen für die Zurückweisung von Rohrspulen bei der Endkontrolle?
Die fünf häufigsten Ursachen für die Zurückweisung von Rohrspulen bei der Endkontrolle sind in der Reihenfolge ihrer Häufigkeit: (1) Maßabweichungen, die die Spezifikationstoleranz überschreiten - am häufigsten die Länge der Flanschfläche oder die Ausrichtung der Flanschbolzenlöcher; (2) Schweißnahtdefekte, die bei der zerstörungsfreien Prüfung festgestellt wurden - typischerweise fehlendes Schmelzverhalten bei der Wurzellage oder Porosität in den Fülllagen; (3) Mängel in der Oberflächenbeschaffenheit - nicht entfernte Schweißspritzer, Lichtbogeneinschläge am Rohrkörper, unvollständiges Schleifen der Schweißnahtverstärkung, wenn bündige Schweißnähte vorgeschrieben sind; (4) fehlende oder falsche Dokumentation - MTR-Wärmenummern nicht in die Schweißkarte übertragen, fehlende NDE-Berichte für erforderliche Schweißnähte; (5) Nichteinhaltung der PWHT - Lücken in der Temperaturaufzeichnung, nicht dokumentierte Thermoelementplatzierung, unzureichende Einwirkzeit. Bei MWalloys fängt unser internes Stage-Gate-Inspektionssystem diese Kategorien vor der Endprüfung ab, wobei engagiertes QC-Personal die Maßaufzeichnungen und die Vollständigkeit der Dokumentation überprüft, bevor es eine Spule zur Endprüfung durch den Kunden freigibt.
8: Wie verbessert die Orbitalschweißtechnik die Qualität von Rohrspulen in pharmazeutischen und Halbleiteranwendungen?
Beim orbitalen WIG-Schweißen wird ein computergesteuerter Schweißkopf verwendet, der sich um eine feste Rohrverbindung dreht und gleichmäßige, automatisch gesteuerte Schweißnähte mit minimalen Schwankungen des Bedieners erzeugt. Bei pharmazeutischen (biopharmazeutischen) und Halbleiteranwendungen, bei denen Oberflächengüte und innere Sauberkeit von entscheidender Bedeutung sind, bietet das Orbitalschweißen folgende Vorteile: Konsistenz der Schweißraupe und glatte innere Oberflächen (Ra ≤ 0.5 µm); dokumentierte Aufzeichnung der Schweißparameter für jede Verbindung (Strom, Spannung, Fahrgeschwindigkeit, Schutzgasdurchfluss), die eine Rückverfolgbarkeit des 100%-Prozesses ermöglicht; geringere Wärmezufuhr im Vergleich zum manuellen WIG-Schweißen, wodurch die Oxidation im Inneren der Schweißnaht minimiert wird; und die Möglichkeit, Schweißnähte gemäß der Norm ASME BPE (Bioprocessing Equipment) und SEMI F19 (Halbleiter-Prozessgaszufuhr) zu qualifizieren. Nach Angaben von AMI (Arc Machines Inc., jetzt Lincoln Electric) reduziert das Orbitalschweißen die Ausschussrate bei Edelstahlrohren im Vergleich zum manuellen WIG-Schweißen um 60-75%.
9: Welche Rolle spielt die Genehmigung isometrischer Zeichnungen bei der Kontrolle der Qualität der Rohrspulenfertigung?
Isometrische Zeichnungen sind das wichtigste technische Anweisungsdokument für die Herstellung von Rohrschellen. Jede ISO definiert: Spool-Geometrie (alle Abmessungen und Winkel), Materialspezifikationen für jedes Bauteil, Schweißnaht-Identifikationsnummern mit den erforderlichen NDE- und PWHT-Vermerken, Druckprüfungsanforderungen, Flanschwerte und Dichtungstypen, Details zu den Instrumentenanschlüssen sowie Anforderungen an Halte- und Zeugenpunkte für die Inspektion. Der Prozess der Zeichnungsfreigabe - bei dem die technische Prüfung des Herstellers, der Rohrleitungsingenieur des Kunden und die zuständige Prüfstelle die ISO-Zeichnung vor Beginn der Fertigung prüfen und freigeben - ist die wichtigste Qualitätskontrolle im gesamten Fertigungsprozess. Eine vor der ISO-Genehmigung begonnene Fertigung ist eine der Hauptursachen für Nacharbeit und Materialverschwendung. Bei MWalloys verbietet unsere Politik das Schneiden von Material oder das Einpassen von Spulen, bevor die maßgebliche isometrische Zeichnung vom Ingenieurteam des Kunden mindestens den Status "Approved for Construction" (AFC) erhalten hat. Diese Disziplin verhindert eine Verschwendung von Arbeit an Zeichnungen, die später geändert werden.
10: Wie tragen vorgefertigte Rohrschellen zu nachhaltigen Baupraktiken bei?
Vorgefertigte Rohrspulen bieten mehrere messbare Nachhaltigkeitsvorteile gegenüber vor Ort gefertigten Rohrleitungen. Verringerung des Materialabfalls: Beim Schneiden und Fertigen in der Werkstatt fällt ca. 30-40% weniger Abfall an als bei der Fertigung vor Ort, da der präzise computergesteuerte Zuschnitt die Materialausnutzung optimiert und der Abfall in der Werkstatt gesammelt und recycelt wird, anstatt ihn vor Ort zu entsorgen. Energieeffizienz: Werkstattumgebungen mit Induktions-PWHT-Systemen sind wesentlich energieeffizienter als die Propan- oder elektrische Widerstands-PWHT vor Ort mit Wärmeverlusten an die Außenluft. Verringerung der Pendlerströme: Durch die Konzentration der Fertigungsarbeiten in einer zentralen Werkstatt verringert sich die Zahl der Handwerker, die zu abgelegenen oder Offshore-Baustellen pendeln müssen, was die damit verbundenen Verkehrsemissionen senkt. Weniger Energie für Nacharbeit: Die geringere Nacharbeitsrate in der Werkstattfertigung bedeutet weniger Energieaufwand für das Entfernen von Schweißnähten, erneutes Schweißen und wiederholtes Prüfen. Laut einer Lebenszyklusanalyse, die in der Zeitschrift Zeitschrift für saubere Produktion (Band 172, 2018) reduzieren modulare und vorgefertigte Bauweisen den gebundenen Kohlenstoff im Bauprozess um 15-25% im Vergleich zum konventionellen Bau vor Ort bei gleichem Umfang der Prozessanlage.
Schlussfolgerung: Warum Vorfertigung bei komplexen Rohrleitungsprojekten keine Option ist
Die kundenspezifische Rohrleitungsfertigung nach ASME-Zertifizierung ist nicht einfach eine Beschaffungsoption - sie ist eine Projektausführungsstrategie mit dokumentierten, quantifizierbaren Vorteilen in den Bereichen Sicherheit, Qualität, Zeitplan und Kosten. Die Daten von CII, McKinsey, Fachzeitschriften und unsere eigene Projektgeschichte bei MWalloys weisen durchweg auf die gleiche Schlussfolgerung hin: Je früher die Vorfertigung in den Projektplan integriert wird, desto größer ist der Ertrag.
Die Schlüsselvariablen, die bestimmen, wie viel Wert die Vorfertigung für ein bestimmtes Projekt bringt, sind: das Verhältnis von Arbeitsaufwand vor Ort und in der Werkstatt, die Zugänglichkeit der Baustelle, die Komplexität und der Legierungsgehalt der Rohrleitungsspezifikation, die Qualität der technischen Isometrien und die Kompetenz des Fertigungspartners. Alle fünf Variablen lassen sich mit der richtigen Planung in den Griff bekommen.
MWalloys bietet die Einhaltung der ASME-Normen, die Fähigkeit zur Herstellung von Rohren aus mehreren Werkstoffen, umfassende NDE-Dienstleistungen und ein Logistikprogramm, das die Lieferung von Spools an den Standort in der richtigen Reihenfolge der Installation ermöglicht. Unabhängig davon, ob Ihr Projekt ein paar hundert Spulen aus standardmäßigen Kohlenstoffstahl-Prozessrohren oder ein komplexes Legierungssystem umfasst, das eine 100%-Prüfung und dokumentierte PWHT erfordert, verfügen wir über die Verfahren, Qualifikationen und Erfahrungen, um gefertigte Rohrspulen zu liefern, die Ihr Risiko vor Ort reduzieren und Ihren Projektplan einhalten.
Referenzen und überprüfbare Quellen:
- ASME B31.3-2022 Process Piping Code, Amerikanische Gesellschaft der Maschinenbauingenieure.
- ASME Abschnitt IX-2021 Schweiß-, Hartlöt- und Fixierqualifikationen.
- ASME Abschnitt V-2021 Zerstörungsfreie Prüfung.
- Forschungsbericht 171-11 des Instituts für Bauwesen (CII) - Modularisierung: Wie man optimiert.
- CII-Forschungsbericht RT-283 - Produktivitätsverbesserung durch Vorfertigung (2014).
- Dodge Data & Analytics, Vorfertigung und Modularisierung im Bauwesen SmartMarket Report (2020).
- McKinsey & Company, "Imagining Construction's Digital Future" (2016).
- Bureau of Labor Statistics, Survey of Occupational Injuries and Illnesses (2022).
- Journal of Construction Engineering and Management, ASCE, Band 145, Ausgabe 3 (2019).
- Journal of Cleaner Production, Band 172 (2018) - Life Cycle Assessment of Prefabricated Construction.
- ASTM International - referenzierte Werkstoffspezifikationen (A106, A312, A335, A333, A790).
- ASME B16.5, B16.9, B16.11, B16.25 - Normen für Rohrleitungskomponenten.
- ASNT - Amerikanische Gesellschaft für zerstörungsfreie Prüfung, Zertifizierungsstandards für die NDE-Stufe.
