يقلل تصنيع بكرات الأنابيب حسب الطلب بموجب شهادة ASME B31.3 وشهادة ASME القسم التاسع من الجمعية الأمريكية للمهندسين والمقاولين من 40-60%، ويقلل من الوقت الإجمالي لتركيب الأنابيب بنسبة 30-50%، ويقلل من معدلات حوادث موقع البناء بما يصل إلى 35% مقارنةً بالأنابيب الميدانية المبنية باللاصق - مما يجعل بكرات الأنابيب الجاهزة الصنع أكثر استراتيجية قابلة للقياس للحد من المخاطر المتاحة لمهندسي المشاريع ومقاولي الهندسة والمشتريات والبناء اليوم. لقد قمنا في شركة MWalloys بتصنيع وتسليم حزم الأنابيب الجاهزة المعتمدة من ASME لمصافي التكرير والمصانع الكيميائية ومحطات الغاز الطبيعي المسال والمنشآت الصيدلانية في ثلاث قارات، ويؤكد كل مشروع على نفس النمط: كلما بدأ التخطيط للتجهيز المسبق في وقت مبكر، زاد ضغط الجدول الزمني ووفورات التكاليف المحققة في الموقع.
إذا كان مشروعك يتطلب استخدام تصنيع بكرات الأنابيب المخصصة، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
ما هي بكرة الأنابيب وكيف يختلف التصنيع حسب الطلب عن البناء الميداني؟
بكرة الأنابيب عبارة عن جزء مسبق الصنع من نظام أنابيب يتضمن أجزاء الأنابيب والتجهيزات والفلنجات والفلنجات والمرفقين والمحملات والمخفضات والوصلات الفرعية التي يتم تجميعها ولحامها في بيئة ورشة عمل خاضعة للرقابة قبل تسليمها إلى موقع البناء. ينشأ مصطلح "بكرة" من المظهر الشبيه بالبكرة لتجميع الأنابيب ذات الحواف ويستخدم الآن عالميًا في صناعات النفط والغاز والبتروكيماويات وتوليد الطاقة والإنشاءات الصناعية.

يعني تصنيع بكرة الأنابيب حسب الطلب أن كل بكرة يتم تصنيعها وفقًا لرسومات متساوية القياس خاصة بالمشروع، ومواصفات المواد، وتصنيفات الضغط، ومتطلبات الأبعاد - على عكس شراء مجموعات الأنابيب القياسية في الكتالوج التي تتطلب تعديلًا في الموقع.
بكرة الأنابيب مقابل الأنابيب المصنعة ميدانيًا: مقارنة مباشرة
يكمن الفرق الأساسي بين البكرات الجاهزة الصنع وبناء الأنابيب الميدانية التقليدية في المكان الذي تتركز فيه القيمة المضافة والمخاطر.
| المعلمة | مكبات الأنابيب مسبقة الصنع | الأنابيب المصنوعة في الميدان |
|---|---|---|
| بيئة اللحام | متجر خاضع للتحكم: درجة حرارة ورطوبة وموقع ثابتين | التقلبات: الرياح، والأمطار، والأماكن الضيقة، والأماكن المحصورة والأماكن المحرجة |
| إنتاجية اللحام | 3-5 مفاصل في كل وردية (متجر) | 1-2 مفاصل في كل نوبة (ميداني) |
| الوصول إلى NDE | إمكانية وصول كاملة بزاوية 360 درجة، وتموضع مثالي للمعدات | وصول مقيد في العديد من الظروف الميدانية |
| معدل إعادة العمل | 2-5% (متوسط الصناعة، بيئة الورشة) | 8-15% (البيئة الميدانية) |
| إمكانية تتبع المواد | توثيق الرقم الحراري المركزي | موزعة، وأصعب في الصيانة |
| معدل حوادث السلامة | أقل - بيئة خاضعة للرقابة، لا يوجد ارتفاع في معظم المفاصل | أعلى - الأعمال المرتفعة، والأماكن المحصورة، والحرف المتزامنة |
| إمكانية التنبؤ بالجدول الزمني | عالية - إنتاج المتجر مستقل عن الطقس | أقل - التأخيرات بسبب الطقس، وتضارب مواعيد القوى العاملة |
| توثيق الجودة | حزم بيانات شاملة لكل بكرة | غالبًا ما تكون مجزأة عبر السجلات الميدانية |
المصدر: تقرير أبحاث معهد صناعة التشييد (CII) 171-11، "تطبيق الوحدات النمطية: كيف يمكن تحسينه؟ كيف يمكن تعظيم قيمته؟"؛ دودج داتا آند أناليتيكس، "التصنيع المسبق والتركيب النمطي في مجال الإنشاءات" (تقرير السوق الذكية 2020).
ما المكونات المتضمنة في حزمة بكرة الأنابيب المخصصة؟
تتكون بكرة الأنابيب المخصصة الكاملة عادةً من:
- قطاعات الأنابيب: مقطوعة بأطوال دقيقة من مخزون أنابيب معتمدة من ASTM.
- حواف عنق اللحام أو حواف اللحام القابلة للانزلاق: فئة الضغط المصنفة وفقًا للمعيار ASME B16.5 أو B16.47.
- تركيبات اللحام بالأعقاب: الأكواع (نصف القطر الطويل أو نصف القطر القصير)، والمحملات، والمخفضات، والأغطية وفقًا للمعيار ASME B16.9.
- تجهيزات اللحام بالمقبس: بالنسبة للأنابيب ذات التجويف الأصغر (عادةً 2 بوصة NPS وأقل) وفقًا للمعيار ASME B16.11.
- توصيلات الفروع: ألواح اللحامات، والأجسام الصلبة، والأجسام الصلبة الخيطية حسب MSS SP-97.
- المرفقات الهيكلية: أحذية الأنابيب، والدعامات الوهمية، والجذوع كما هو محدد في المقاييس المتساوية.
- الأدوات المدمجة: فوهات البئر الحرارية، ووصلات صنبور الضغط، وشفاه الفتحات حسب الحاجة.
في شركة MWalloys، نتعامل مع كل بكرة على أنها منتج كامل مع حزمة البيانات الخاصة بها: تقارير اختبار المواد، وخرائط اللحام، ونتائج اختبار اللحام، ونتائج اختبار الاقتحام والاختبار غير المفاجئ، وسجلات فحص الأبعاد، وشهادة الاختبار الهيدروستاتيكي أو الهوائي.
ما هي معايير ASME التي تحكم تصنيع بكرة الأنابيب واعتمادها؟
إن شهادة ASME (الجمعية الأمريكية للمهندسين الميكانيكيين) ليست وثيقة واحدة - إنها إطار عمل متعدد الطبقات من الرموز التي تتناول جوانب مختلفة من تصميم بكرة الأنابيب وتصنيعها واختبارها وتوثيقها. من الضروري فهم المعايير التي تنطبق على مشروعك قبل إصدار استفسار التصنيع.
إطار عمل كود ASME الأساسي لتصنيع بكرات الأنابيب
| معيار ASME | النطاق | المتطلبات الرئيسية |
|---|---|---|
| ASME B31.3 | أنابيب المعالجة (الكيميائية والبترولية والصيدلانية) | ضغط التصميم/درجة الحرارة، ومواصفات المواد، واللحام، والفحص، والاختبار |
| ASME B31.1 | أنابيب الطاقة (البخار ومياه التغذية وأنظمة التوربينات) | متطلبات فحص أعلى من B31.3 للضغوط المكافئة |
| ASME B31.4 | أنظمة النقل عبر خطوط الأنابيب للسوائل | تصنيع خطوط الأنابيب السائلة البرية |
| ASME B31.8 | خطوط أنابيب نقل الغاز وتوزيعه | تصميم خدمات الغاز وتصنيعها |
| القسم الثاني من الجمعية الأمريكية للمهندسين والميكانيكيين | مواصفات المواد | مواصفات المواد المعتمدة (الجزء ألف: المواد الحديدية؛ الجزء باء: المواد غير الحديدية؛ الجزء جيم: مستهلكات اللحام) |
| القسم التاسع من الجمعية الأمريكية للمهندسين والميكانيكيين | مؤهلات اللحام واللحام بالنحاس | متطلبات WPS، PQR، WPQQ - إلزامية لجميع اللحامات المحتوية على الضغط |
| ASME B16.5 | حواف الأنابيب والتجهيزات ذات الحواف (من NPS ½ إلى NPS 24) | تصنيفات فئة الضغط، والأبعاد، والمواد. |
| ASME B16.9 | تجهيزات اللحام المطاوع المطاوع المصنوعة في المصنع | معايير الأبعاد والتفاوت المسموح به للتركيبات |
| ASME B16.11 | التركيبات المطروقة واللحام بالمقبس واللولب | معايير التركيبات ذات التجويف الصغير |
| ASME B16.25 | نهايات اللحام بالزبدة | أبعاد تحضير نهاية اللحام |
المصدر: مجموعة معايير ASME، طبعة 2023؛ ASME B31.3-2022 كود أنابيب المعالجة ASME B31.3-2022.
ماذا تعني شهادة ASME لمصنع بكرات الأنابيب؟
عادةً ما يشير مصطلح "معتمد من الجمعية الأمريكية للمهندسين المعماريين والميكانيكيين" عند تطبيقه على صانع بكرات الأنابيب إلى واحد أو أكثر من التراخيص التالية:
ختم ASME "U": يصرح بتصنيع أوعية الضغط بموجب القسم الثامن من الشعبة 1 من الجمعية الأمريكية للمهندسين والميكانيكيين المعتمدين (ASME). وعلى الرغم من أنه ليس ختم بكرة الأنابيب مباشرة، إلا أن محلات ختم U تثبت القدرة الشاملة على تصنيع معدات الضغط.
ختم ASME "S": يصرح بتصنيع مرجل الطاقة تحت القسم I. ذات الصلة بتصنيع بكرة أنابيب الطاقة B31.1.
تسجيل المجلس الوطني "NB": المنتجات المصنعة والمسجلة لدى المجلس الوطني لمفتشي الغلايات وأوعية الضغط، مما يوفر التحقق من طرف ثالث من الامتثال للكود.
أكثر صلة بمعظم أعمال بكرة الأنابيب: العديد من المشاريع لا تتطلب ختم ASME على البكرات نفسها ولكنها تتطلب الامتثال الصارم للكود. ويجعل القسم 300.2 من ASME B31.3 من ASME B31.3 المالك مسؤولاً عن تحديد إصدار الكود المعمول به وتحديد متطلبات الفحص. الأثر العملي: يجب على الصانع أن يثبت:
- نظام معتمد لإدارة الجودة (QMS) متوافق مع متطلبات القسم التاسع من الجمعية الأمريكية للمهندسين والميكانيكيين المعتمدين.
- مواصفات إجراءات اللحام المؤهلة (WPS) وسجلات تأهيل الإجراءات (PQR) التي تغطي جميع مجموعات المواد والمواضع والعمليات التي سيتم استخدامها.
- مؤهلات أداء اللحام (WPQ) الحالية لجميع عمال اللحام الذين سيعملون في المشروع.
- مفتش معتمد معين (AI) أو مفتش المالك للتحقق من الامتثال للكود.
في شركة MWalloys، تم تنظيم نظام إدارة الجودة لدينا ليتوافق مع متطلبات ASME B31.3 وB31.1 والقسم التاسع، مع وجود مفتشين خارجيين متاحين لاختبارات التأهيل التي يشهدها العميل وعمليات التفتيش في نقاط التعليق.
فئات خدمة الموائع بموجب المعيار ASME B31.3 وتأثيرها على متطلبات التصنيع
تصنّف ASME B31.3 خدمات السوائل إلى فئات متميزة تحدد متطلبات الفحص وبالتالي تؤثر على تكلفة التصنيع والجدول الزمني:
| فئة الخدمة | التعريف | متطلبات الفحص | التأثير على تكلفة البكرة |
|---|---|---|---|
| خدمة السوائل العادية | سوائل المعالجة القياسية ضمن ضغط/درجة حرارة محددة | 5% الفحص الإشعاعي العشوائي أو الفحص بالموجات فوق الصوتية للحامات | خط الأساس |
| الفئة دال | ضغط منخفض (≤ 150 رطل لكل بوصة مربعة)، غير قابل للاشتعال، غير سام، ≥ -20 درجة فهرنهايت | الفحص البصري فقط | -15 إلى -251 -25% مقابل عادي |
| الفئة M | السوائل السامة - قد يكون التعرض لمرة واحدة مميتًا | الفحص الإشعاعي أو الفحص بالموجات فوق الصوتية 100% | من +40 إلى +60% مقابل +60% عادي |
| الضغط العالي | الأنظمة المصممة أعلى من ASME B16.5 الفئة 2500 | فحص 100%، المتطلبات الإضافية | من +60 إلى +100% مقابل عادي |
| درجة الحرارة المرتفعة | سبائك Cr-Mo في خدمة مدى الزحف | متطلبات الفحص والمعاينة الخاصة بالمياه والصرف الصحي والنظافة الصحية الشخصية | من +30 إلى +50% +50% مقابل عادي |
المصدر: ASME B31.3-2022، الفصل السادس - الفحص والفحص والاختبار.
إن فهم فئة خدمة السوائل في مشروعك في البداية يحدد نطاق الفحص، مما يؤثر بشكل مباشر على اختيار الصانع والجدول الزمني والميزانية.
كيف تقلل عملية التصنيع المسبق من المخاطر في الموقع؟
هذه هي القيمة المركزية المقترحة لتصنيع بكرات الأنابيب المخصصة، والبيانات التي تدعمها كبيرة. يعمل الحد من المخاطر عبر أربعة أبعاد: السلامة والجودة والجدول الزمني والتكلفة.
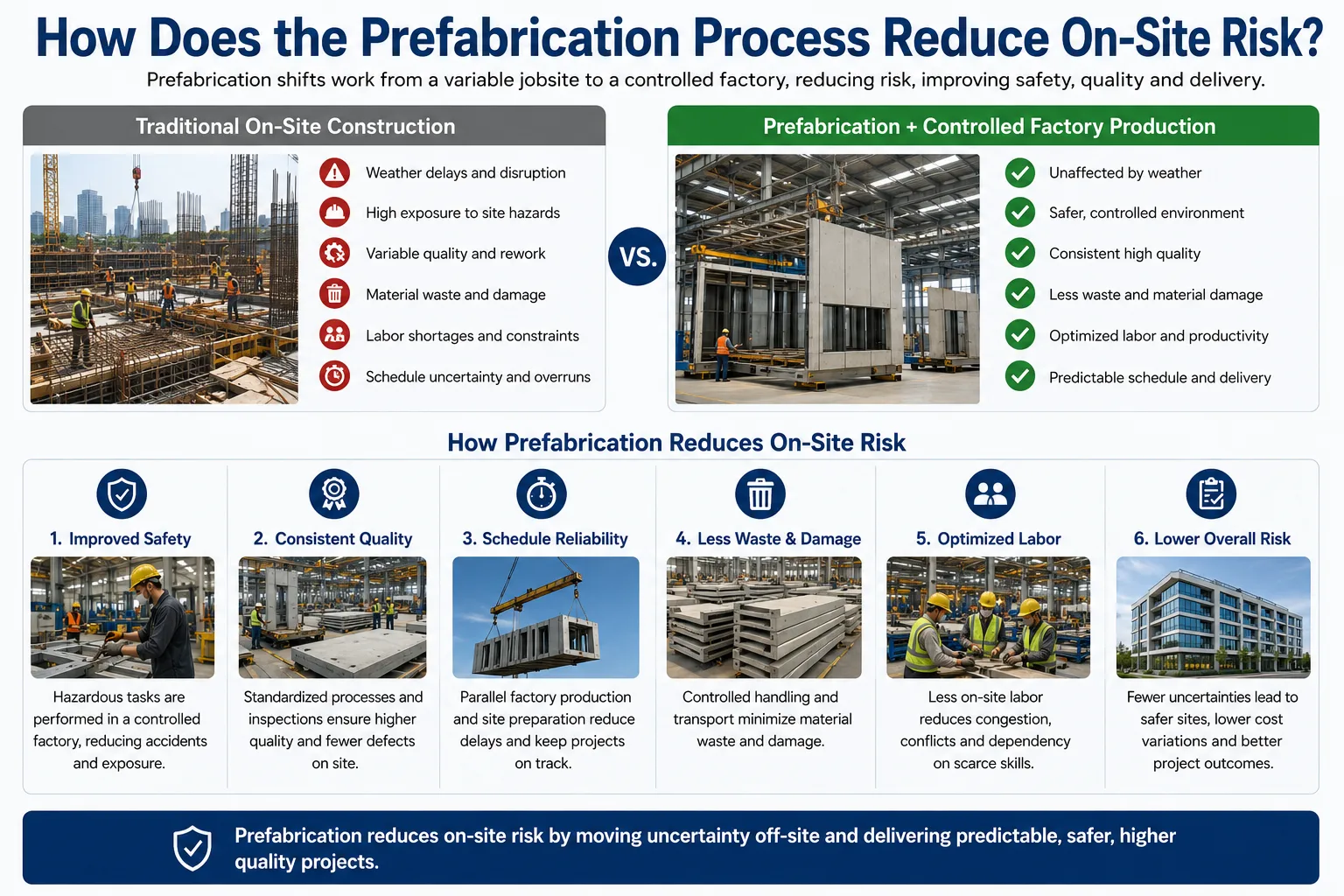
الحد من مخاطر السلامة من خلال تصنيع الورش
تُصنف مواقع البناء من بين بيئات العمل الأكثر خطورة في جميع الصناعات. فوفقًا لمكتب إحصاءات العمل الأمريكي (BLS)، سجلت صناعة الإنشاءات معدل إصابة بلغ 3.3 حالة إصابة لكل 100 عامل بدوام كامل في عام 2022 - مقارنة ببيئات التصنيع (محلات تصنيع الأنابيب) بمعدل 2.8 حالة لكل 100 عامل بدوام كامل. الفرق متواضع من حيث القيمة المطلقة، لكن طبيعة الحوادث وشدتها تختلف بشكل كبير.
يتطلب لحام الأنابيب الميدانية عادةً:
- منصات العمل المرتفعة (السقالات، والمصاعد الهوائية) لمد الأنابيب فوق الصف.
- دخول الأماكن المحصورة للحام في الأوعية والأعمدة والهياكل تحت الأرض.
- تصاريح العمل الساخن مع متطلبات مراقبة الحرائق المتزامنة.
- التنسيق مع أعمال الإنشاءات المتزامنة في المناطق المزدحمة.
يزيل التصنيع في الورشة معظم فئات المخاطر هذه. في شركة MWalloys، ينتج اللحام القائم على الورشة لدينا وصلات اللحام في المواضع المسطحة (1G) والأفقية (2G) والعلوية باستخدام أجهزة تحديد موضع الأنابيب الدوارة - وليس آلات اللحام المثبتة على سقالة في مواضع محرجة. تعمل هذه الميزة الموضعية وحدها على تحسين كل من السلامة وجودة اللحام في آن واحد.
وجد تقرير معهد صناعة الإنشاءات (CII) RT-283، "تحسين الإنتاجية من خلال التصنيع المسبق" (2014)، أن المشاريع ذات المحتوى العالي من التصنيع المسبق كانت أقل في حوادث السلامة القابلة للتسجيل بنسبة 25-35% مقارنةً بالمشاريع المماثلة التي يتم بناؤها ميدانيًا.
الحد من مخاطر الجودة: لماذا يتفوق اللحام في الورشة على اللحام الميداني
تُنتج بيئة الورشة الخاضعة للرقابة جودة لحام فائقة بشكل ملموس عبر مقاييس متعددة:
التحكم في درجة الحرارة والرطوبة: يتطلب ASME B31.3 من ASME عدم إجراء اللحام عندما تكون درجة الحرارة المحيطة أقل من -20 درجة فهرنهايت، أو عندما تكون الأسطح رطبة، أو في رياح شديدة دون حماية كافية. تحافظ بيئات الورشة على هذه الظروف باستمرار دون تدخل فريق المشروع.
جودة تركيب المفاصل: يستخدم التصنيع في الورشة مناشير قطع الأنابيب الدقيقة، وماكينات شطف الأنابيب باستخدام الحاسب الآلي CNC، وتركيبات التركيب التي تحقق أبعاد فجوة متسقة (عادةً 1/16 بوصة ± 1/32 بوصة وفقًا للمعيار ASME B16.25). أما التركيب الميداني للأنظمة المركبة جزئيًا، حيث يؤدي التمدد الحراري إلى تغيير الأبعاد بالفعل، فهو أقل دقة باستمرار.
التحكم في التسخين المسبق: بالنسبة لمواد السبائك التي تتطلب التسخين المسبق (الصلب الكربوني الذي يزيد سمك جداره عن 1 بوصة، وسبائك الكروم المولي حسب جدول ASME القسم التاسع QW-406)، يحافظ التسخين المسبق في الورشة باستخدام ملفات الحث أو بطانيات المقاومة الكهربائية على درجة حرارة موحدة للتسخين المسبق عبر محيط الوصلة. أما التسخين المسبق بالبروبان الميداني أو الأكسجين والأسيتيلين فهو أقل اتساقًا وأصعب في التحقق.
التحكم في درجة الحرارة البينية: ضروري لأنواع الفولاذ الحديدي المعزز بالقوة الزاحفة (CSEF) مثل P91، حيث تكون حدود درجة الحرارة البينية (عادةً 400 درجة فهرنهايت كحد أقصى) ضرورية لسلامة البنية المجهرية. توفر مقاييس البيرومتر الرقمية في كل محطة لحام مراقبة مستمرة.
نشرت دراسة نُشرت في عام 2019 في مجلة هندسة وإدارة الإنشاءات (ASCE، المجلد 145، العدد 3) وجد أن بكرات الأنابيب الجاهزة الصنع كان معدل الرفض الإشعاعي 2.1% مقارنةً بـ 7.8% للحامات الميدانية المكافئة في مقارنة مطابقة لتركيبات أنابيب المصفاة.
الحد من مخاطر الجدول الزمني: تنفيذ المسار الموازي
تتمثل إحدى أقوى مزايا التصنيع المسبق لبكرة الأنابيب في القدرة على تنفيذ التصنيع بالتوازي مع الأعمال المدنية والإنشائية في الموقع، وهي من أقوى مزايا التصنيع المسبق للأنابيب ولكن لا تحظى بالتقدير الكافي. هذه القدرة على ضغط الجدول الزمني تغير بشكل أساسي تحليل المسار الحرج للمشروع.
في نهج البناء المتسلسل التقليدي:
- اكتمال الأساسات المدنية ← تركيب الفولاذ الإنشائي ← تركيب رفوف الأنابيب ← تركيب الأنابيب الميدانية ← الربط والاختبار
في نهج التصنيع المسبق المتكامل:
- يتم تشغيل الأساسات المدنية وتصنيع بكرة الأنابيب في وقت واحد.
- يتم تشغيل إعداد الفولاذ الإنشائي وإعداد بكرة توصيل الأنابيب في وقت واحد.
- يبدأ تركيب الأنابيب مباشرةً بعد تركيب الحامل باستخدام بكرات مسبقة الصنع.
- يبدأ الاختبار في وقت أقرب لأن عدد المفاصل الميدانية ينخفض بشكل كبير.
وفقًا لتقرير شركة ماكنزي آند كومباني لعام 2016 "تخيل مستقبل البناء الرقمي"، فإن المشاريع التي تطبق استراتيجيات التصنيع المسبق والوحدات النمطية تحقق تخفيضات في الجدول الزمني تتراوح بين 20-401 تيرابايت في مرحلة تركيب الأنابيب. وبالنسبة لمصفاة كبيرة تضم ما بين 80,000 إلى 150,000 أنبوب لحام بكرة الأنابيب، فإن هذا يمثل شهورًا من ضغط الجدول الزمني على المسار الحرج.
في شركة MWalloys، نعمل مع مخططي المشاريع خلال مرحلة الهندسة الأمامية (FEED) لتطوير جداول إصدار التخزين المؤقت المتزامنة مع تسلسل التركيب الميداني. ويتطلب ذلك توافر رسم هندسي متساوي القياس في وقت مبكر، مما يخلق دورة حميدة: فالمشاريع التي تلتزم بالتركيب المسبق في وقت مبكر تنتج هندسة أفضل بشكل أسرع.
تخفيض مخاطر التكلفة: من أين تأتي الوفورات في الواقع
ميزة تكلفة بكرات الأنابيب مسبقة الصنع حقيقية ولكنها تتطلب تحليلاً دقيقًا. تكاليف عمالة ورشة التصنيع ليست بطبيعتها أقل من معدلات العمالة الميدانية في جميع الأسواق. تنشأ وفورات التكلفة من:
فارق الإنتاجية: يحقق اللحامون في الورش باستمرار 3-5 وصلات مكتملة في كل وردية؛ بينما يحقق اللحامون الميدانيون في المتوسط 1.5-2.5 وصلة في كل وردية في معظم بيئات الإنشاءات الصناعية. هذا الفارق في الإنتاجية 2-3 أضعاف هو المحرك الرئيسي للتكلفة. المصدر: دليل NECA لوحدات العمل؛ بيانات إنتاجية العمل الخاصة برابطة المقاولين الميكانيكيين الأمريكيين (MCAA).
إلغاء تكلفة إعادة العمل: يتطلب إصلاح اللحام الميداني الواحد ما يلي: إعادة الفحص الإشعاعي، وإزالة اللحام (الطحن أو التلاعب)، وإعادة التسخين المسبق، وإعادة اللحام، والمعالجة الحرارية بعد اللحام إن أمكن، وإعادة فحص NDE، وتحديث الوثائق. يمكن أن تتراوح التكلفة الإجمالية لإصلاح لحام ميداني واحد من 2,000 دولار أمريكي إلى 15,000 دولار أمريكي حسب حجم الأنبوب والسبائك وصعوبة الوصول. يقلل تقليل عدد اللحامات الميدانية بواسطة 60% بشكل مباشر من التعرض لتكلفة الإصلاح.
فروق معدل النفقات العامة: تضيف النفقات العامة لموقع البناء (السقالات، والمرافق المؤقتة، وموظفو السلامة، والتنسيق التجاري المتزامن) 15-40% إلى تكاليف العمالة المباشرة. أما النفقات العامة للورشة، رغم أنها حقيقية، فإنها عادة ما تكون أقل كنسبة مئوية من العمالة المباشرة.
معدل الدوران والتوافر: يحصل عمال اللحام الميداني المتخصصون على حزم تعبئة متميزة ويخضعون لقيود التوافر في السوق. ويحتفظ صانعو الورش بقوى عاملة دائمة ومؤهلة.
التأثير المشترك: يوثق بحث معهد CII (التقرير 171-11) انخفاضًا في متوسط إجمالي تكلفة التركيب بمتوسط 15-251 تيرابايت 3 تيرابايت 3 تيرابايت 3 تيرابايت للمشاريع التي تحقق 501 تيرابايت 3 تيرابايت 3 تيرابايت أو أكثر من المحتوى الجاهز في نطاق الأنابيب.
ما هي المواد المستخدمة في تصنيع بكرات الأنابيب المخصصة؟
يتم اختيار المواد لبكرات الأنابيب حسب خدمة السوائل (الكيمياء ودرجة الحرارة والضغط) والمتطلبات التنظيمية واقتصاديات المشروع. يوفر القسم الثاني من ASME و B31.3 مواصفات المواد المعتمدة.
المواد الشائعة لبكرات الأنابيب حسب نوع الخدمة
| المواد | مواصفات ASTM (الأنابيب) | نطاق درجة الحرارة | التطبيق النموذجي |
|---|---|---|---|
| الفولاذ الكربوني (A106 Gr. B) | ASTM A106/A53 | -20 درجة فهرنهايت إلى 800 درجة فهرنهايت (-29 درجة مئوية إلى 427 درجة مئوية) | العملية العامة والمرافق والبخار |
| الفولاذ الكربوني منخفض الحرارة (A333 Gr. 6) | ASTM A333 | -50 درجة فهرنهايت إلى 400 درجة فهرنهايت (-46 درجة مئوية إلى 204 درجة مئوية) | الغاز الطبيعي المسال، عملية التبريد |
| الفولاذ المقاوم للصدأ 316/316L | ASTM A312 | -325 درجة فهرنهايت إلى 800 درجة فهرنهايت (-198 درجة مئوية إلى 427 درجة مئوية) | عملية التآكل، الصيدلانية |
| فولاذ مقاوم للصدأ 304/304L | ASTM A312 | -325 درجة فهرنهايت إلى 800 درجة فهرنهايت | مقاومة التآكل العامة |
| دوبلكس 2205 (UNS S31803) | ASTM A790 | -50 درجة فهرنهايت إلى 600 درجة فهرنهايت (-46 درجة مئوية إلى 315 درجة مئوية) | الخدمة المحتوية على الكلوريد |
| 1.25Cr-0.5Mo (P11) | ASTM A335 | إلى 1,050 درجة فهرنهايت (565 درجة مئوية) | خدمة بخار عالي الحرارة، بخار عالي الحرارة |
| 2.25Cr-1Mo 2.25 (P22) | ASTM A335 | إلى 1,100 درجة فهرنهايت (593 درجة مئوية) | خدمة الهيدروجين، درجة حرارة عالية |
| 9Cr-1Mo-V (P91) | ASTM A335 | إلى 1,200 درجة فهرنهايت (649 درجة مئوية) | البخار فوق الحرج للغاية |
| إنكونيل 625 (UNS N06625) | ASTM B444 | التبريد حتى 1,800 درجة فهرنهايت (982 درجة مئوية) | عالية التآكل، عالية الحرارة |
| تيتانيوم درجة 2 | ASTM B337 | التبريد حتى 300 درجة فهرنهايت (149 درجة مئوية) | مياه البحر، خدمة الهاليد |
| الفولاذ الكربوني المبطّن بـ HDPE | بطانة ASTM A106 + ASTM F1545 | 32 درجة فهرنهايت إلى 180 درجة فهرنهايت (0 درجة مئوية إلى 82 درجة مئوية) | خدمة الأحماض، أنابيب الطين |
المصدر: ASME B31.3-2022 الملحق أ - الضغوط المسموح بها؛ مواصفات المواد الدولية ASTM.
متطلبات اعتماد المواد لبكرات الأنابيب ASME
يجب أن تكون كل قطعة من المواد المدمجة في بكرة الأنابيب المتوافقة مع ASME قابلة للتتبع إلى تقرير اختبار مطحنة معتمد (MTR) يوثق:
- التركيب الكيميائي (نتائج التحليل الحراري وتحليل المنتج).
- الخواص الميكانيكية (قوة الشد، وقوة الخضوع، والاستطالة، ونتائج صدمة تشاربي عند الحاجة).
- حالة المعالجة الحرارية.
- رقم الحرارة ورقم اللوت.
- اسم الشركة المصنعة والمنشأة.
- مواصفات ASTM/ASME وبيان مطابقة الدرجة.
نحافظ في MWalloys على إجراء فحص استلام المواد الذي يتحقق فعليًا من كل قطعة مواد واردة مقابل اختبار الحرارة المتوسط قبل بدء أي قطع أو تركيب أو لحام. ويتم نقل الأرقام الحرارية إلى القطع الفرعية بعد القطع وتوثيقها على خريطة اللحام لكل بكرة. تُعد سلسلة التتبع هذه شرطًا غير قابل للتفاوض للامتثال لكود ASME والتحقق من فحص العميل.
اعتبارات خاصة لتصنيع بكرة أنابيب الكروم-مولي (Cr-Mo)
تستحق سبائك الكروم-مولي الكروم (P11، P22، P91) اهتمامًا خاصًا لأنها تمثل تحديات التصنيع التي لا يمكن لإجراءات الفولاذ الكربوني القياسية معالجتها. تُستخدم هذه المواد في أنابيب الطاقة والمعالجة ذات درجة الحرارة العالية حيث تكون قوة الزحف في درجات الحرارة المرتفعة هي المحرك الأساسي للتصميم.
يعتبر P91 (9Cr-1Mo-V) متطلبًا بشكل خاص:
- الحد الأدنى للتسخين المسبق: 400 درجة فهرنهايت (204 درجة مئوية) وفقًا للمعيار ASME B31.1 ومعظم مواصفات العميل.
- درجة الحرارة البينية القصوى: 400 درجة فهرنهايت (204 درجة مئوية) - الحد الأدنى للتسخين المسبق والحد الأقصى للتجاوز متطابقان تقريبًا، مما يتطلب إدارة حرارية مستمرة.
- المعالجة الحرارية لما بعد اللحام (PWHT): مطلوب عند 1375-1,375-1,400 درجة فهرنهايت (746-760 درجة مئوية) وفقًا لكود ASME Case 2328-1، مع معدلات تسخين وتبريد مضبوطة.
- التحقق من الصلابة: يجب أن تكون صلابة ما بعد المعالجة الحرارية الفائقة الصلابة في حدود 190-275 HBW (صلابة برينل) لتأكيد البنية المجهرية المناسبة.
- مخاطر دلتا الفريت: يمكن أن يؤدي المعالجة الحرارية الفائقة غير الصحيحة إلى تكوين دلتا الفريت، مما يقلل بشكل كبير من عمر الزحف. يوصى بفحص المعادن المتماثلة السطح عند فحص نقطة التثبيت للحامات P91 الحرجة.
نحن لا نتعاقد من الباطن مع P91 PWHT لخدمات طرف ثالث دون إشراف مباشر. يجب الحفاظ على اتساق درجة الحرارة عبر وصلة اللحام أثناء المعالجة الحرارية الحرارية الحرارية الفائقة في حدود ± 25 درجة فهرنهايت، وهو ما يتطلب أنظمة معايرة صحيحة للمعالجة الحرارية الحرارية الحرارية الفائقة بالحث مع مراقبة مزدوجة حرارية متعددة النقاط.
كيف يتم تصميم مكبات الأنابيب ونمذجتها والتحكم في أبعادها؟
لا تكون دقة بكرة الأنابيب المخصصة جيدة إلا بقدر دقة مدخلات التصميم وعمليات التحكم في الأبعاد التي تنتجها. فالأخطاء في الرسومات المتساوية القياس، أو عمليات أخذ المواد، أو قياس الورشة تترجم مباشرةً إلى مشاكل مكلفة في التركيب الميداني.
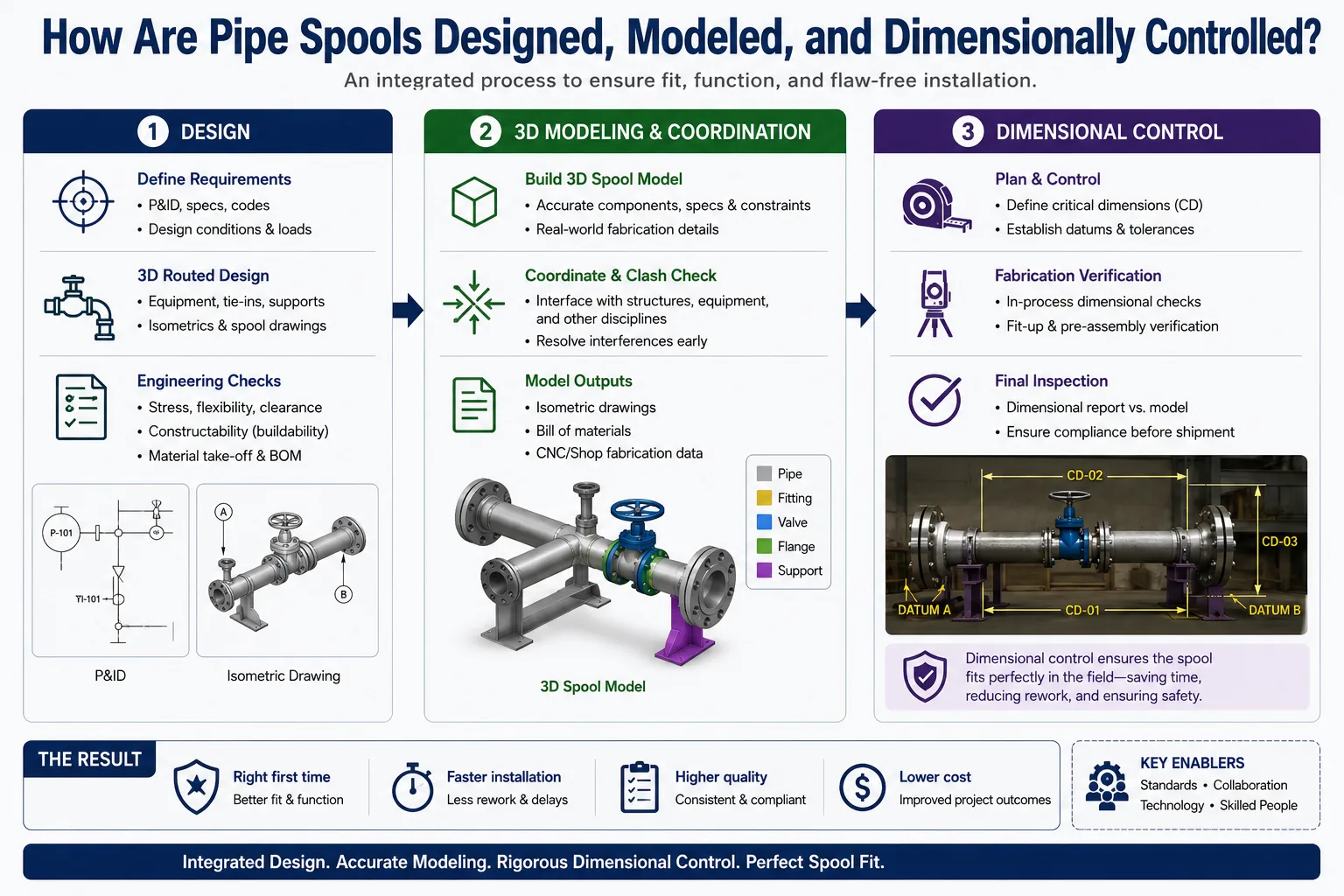
من التخطيط والتصميم البياني إلى الرسم المتساوي القياس إلى التصنيع في الورشة
يتبع سير العمل من الهندسة إلى التصنيع هذا التسلسل:
- P&ID (مخطط الأنابيب والأجهزة): يحدد متطلبات العملية ومواقع الأدوات وأنواع الصمامات ونقاط التوصيل. وهذه هي المواصفات الوظيفية التي يستمد منها تصميم الأنابيب.
- نموذج نباتي ثلاثي الأبعاد: باستخدام منصات البرمجيات مثل AVEVA E3D أو PDMS أو Intergraph Smart 3D أو Bentley OpenPlant، يقوم مصمم الأنابيب بتوجيه الأنابيب عبر النموذج ثلاثي الأبعاد مع مراعاة التداخلات الهيكلية ومساحات الصيانة ومواقع الدعم. يعمل النموذج ثلاثي الأبعاد كحقيقة هندسية وحيدة المصدر للمشروع.
- استخراج الرسم المتساوي القياس (ISO): يتم استخراج رسومات متساوية القياس الآلي من النموذج ثلاثي الأبعاد لكل بكرة. تُظهر ISO: رقم علامة التخزين المؤقت، وهندسة توجيه الأنابيب مع الأبعاد، ومواصفات المواد، وأرقام تعريف اللحام، وقائمة المواد (BOM) لجميع المكونات، ومتطلبات اختبار NDE، ومتطلبات PWHT، ومتطلبات اختبار الضغط، وبيانات الوزن/مركز الثقل.
- استلام المواد والمشتريات: توجه قائمة المواد ISO BOM طلبات شراء المواد للأنابيب والتجهيزات والفلنجات والأصناف المتخصصة. يجب أن تؤخذ في الاعتبار المهل الزمنية للمواد (خاصةً بالنسبة لمواد السبائك) في جدول التصنيع.
- رسم ورشة التصنيع (إذا لزم الأمر): بالنسبة للتركيبات المعقدة أو حيث تختلف ممارسة المقاول للرسم التنفيذي عن شكل المنظمة الدولية لتوحيد المقاييس، يمكن إعداد الرسومات التنفيذية من المنظمة الدولية لتوحيد المقاييس قبل بدء التصنيع.
معايير التفاوت في الأبعاد لبكرات الأنابيب
دقة أبعاد بكرات الأنابيب المصنعة تحدد نجاح التركيب الميداني. تمنع التفاوتات الضيقة في الورشة القطع الميداني المكلف أو إعادة اللحام أو استبدال البكرات.
| البُعد | التسامح النموذجي | الأساس |
|---|---|---|
| الطول الإجمالي للبكرة (وجه الشفة من الطرف إلى الطرف) | ± 3 مم (± 1/8 بوصة) | الممارسة الشائعة في هذا المجال؛ تختلف مواصفات العميل |
| اتجاه وجه الحافة (دوراني) | ±1° | مواصفات العميل؛ أمر بالغ الأهمية لتوجيه ثقب البرغي |
| ثقب مسمار الحافة المتباعد عن خط المنتصف | ± 1 مم (± 1/16 بوصة) | ASME B16.5 |
| طول قطع الأنبوب | ± 1.5 مم (± 1/16 بوصة) | ممارسات المتاجر الشائعة |
| زاوية الانحناء (لثني الأنابيب وليس التجهيزات) | ±0.5° | ASME B16.49 |
| الأبعاد خارج المستوى (فرق الارتفاع) | ± 3 مم (± 1/8 بوصة) | خاص بالمشروع |
| تربيع الحافة (العمودية على محور الأنبوب) | ≤ 0.5 مم TIR (0.020 بوصة) | مواصفات العميل |
المصدر: مواصفات تصنيع البكرات الصناعية الشائعة من كبار مقاولي الهندسة والمشتريات والبناء (مواصفات البكرات الصناعية الشائعة من مقاولي الهندسة والمشتريات والبناء الرئيسيين (بكتل وفلور وود جروب).
المسح الضوئي ثلاثي الأبعاد والقياس الرقمي في تصنيع البكرات الحديثة
تقوم شركات تصنيع بكرات الأنابيب الرائدة الآن بدمج المسح الضوئي بالليزر والقياس الرقمي في تدفقات عمل الفحص النهائي. في شركة MWalloys، نستخدم تقنية ذراع قياس الإحداثيات المحمول (PCMA) للبكرات حيث تتطلب واجهات الأبعاد الحرجة التحقق من الأبعاد بما يتجاوز القياس اليدوي بالشريط.
فوائد القياس الرقمي في فحص البكرة:
- تم التحقق من موضع واجهة الحافة واتجاهها حتى ± 0.5 مم في الفضاء ثلاثي الأبعاد.
- الهندسة الكلية مقارنة مباشرةً بالإحداثيات المرجعية للنموذج ثلاثي الأبعاد.
- تصبح بيانات القياس جزءًا من السجل الرقمي حسب الإنشاء.
- يمكن تصحيح التباينات المكتشفة في الورشة بجزء بسيط من تكلفة التصحيح الميداني.
بالنسبة للمشاريع العملاقة (أكثر من 50,000 بكرة لحام)، قام بعض مقاولي الهندسة والمشتريات والبناء بتنفيذ قياس تصويري كامل لجميع البكرات المكتملة، مما أدى إلى إنشاء قاعدة بيانات رقمية كما هي مبنية تتيح تخطيط التركيب الميداني في الوقت الفعلي واكتشاف التداخل.

ما هي إجراءات اللحام ومتطلبات التأهيل التي تنطبق على مكبات أنابيب ASME؟
اللحام هو النشاط الأكثر أهمية من حيث السلامة والجودة في تصنيع الأنابيب البكرات. يحدد القسم التاسع من ASME إطار التأهيل الذي يجب أن تتبعه جميع عمليات التصنيع المتوافقة مع ASME.
ثالوث مؤهلات WPS/PQR/PQR/WPQ
مواصفات إجراءات اللحام (WPS): وثيقة تحدد متغيرات اللحام (مجموعة رقم P للمعدن الأساسي، ورقم F لمعدن الحشو، والعملية، والموضع، وتصميم الوصلة، والتسخين المسبق، ودرجة الحرارة البينية، ودرجة حرارة التداخل، و PWHT، والتيار، والجهد، وسرعة الحركة، وما إلى ذلك) التي يجب اتباعها أثناء اللحام الإنتاجي. يجب أن يكون لدى المُصنِّع WPS مؤهل لكل مجموعة من المتغيرات الموجودة في نطاق المشروع.
سجل تأهيل الإجراءات (PQR): سجل الاختبار الذي يوثق لحام قسيمة الاختبار باستخدام المتغيرات التي تدعم WPS، إلى جانب نتائج الاختبار التدميري (الشد، والانحناء، والصدم، والصلابة حسب الاقتضاء) التي تتحقق من أن الإجراء ينتج لحامات تفي بمعايير القبول الخاصة بالجزء التاسع من ASME.
تأهيل أداء اللحام (WPQ): إثبات عامل لحام فردي للقدرة على إنتاج لحامات مقبولة باستخدام عملية وموضع ومزيج معدني أساسي محدد. يجب الحفاظ على مؤهلات عامل اللحام من خلال العمل المستمر أو إعادة الاختبار الدوري وفقًا للقسم التاسع من ASME QW-322.
عمليات اللحام الشائعة في تصنيع بكرات الأنابيب
| عملية اللحام | تصنيف القسم التاسع من الجمعية الأمريكية للمهندسين والميكانيكيين | التطبيق النموذجي | المزايا |
|---|---|---|---|
| GTAW (TIG) | العملية 141 | ممر الجذر، الجدار الرقيق، مواد السبائك | أعلى جودة لحام، بدون خبث |
| SMAW (عصا) | العملية 111 | ممرات التعبئة والغطاء، فولاذ كربوني | متعددة الاستخدامات ومنخفضة تكلفة المعدات |
| GMAW (MIG) | العملية 135 | ممرات تعبئة الفولاذ الكربوني واللحام الإنتاجي | معدل ترسب مرتفع |
| FCAW (الجزء الداخلي المتدفق) | العملية 136/137 | لحام إنتاج الصلب الكربوني | إنتاجية عالية، في جميع المواضع |
| SAW (القوس المغمور) | العملية 121 | قطر كبير، وجدار ثقيل، ودرزات مستقيمة | معدل ترسب مرتفع للغاية |
| GTAW + SMAW (مجتمعة) | 141 + 111 | أنابيب السبائك والأنابيب غير القابل للصدأ | جودة جذر TIG + إنتاجية التعبئة بالملء بالـ SMAW |
| GTAW المداري GTAW | العملية 141 (آلية) | التجويف الصغير غير القابل للصدأ، والمستحضرات الصيدلانية، وأشباه الموصلات | جودة آلية متسقة |
متطلبات المعالجة الحرارية لما بعد اللحام حسب المادة
| مجموعة المواد (ASME P-Number) | مطلوب PWHT؟ | نطاق درجة الحرارة | زمن الانتظار لكل بوصة من السماكة |
|---|---|---|---|
| P1 (فولاذ كربوني) | مطلوب فوق جدار 3/4 بوصة (19 مم) حسب B31.3 | 1,100-1,200 درجة فهرنهايت (593-649 درجة مئوية) | 1 ساعة كحد أدنى |
| P4 (1-1/4Cr-1/2Mo) | مطلوب فوق الجدار 1/2 بوصة (13 مم) | 1,300-1,375 درجة فهرنهايت (704-746 درجة مئوية) | 1 ساعة كحد أدنى |
| P5A (2-1/4Cr-1Mo، P22) | مطلوب فوق 1/2 بوصة | 1,300-1,375 درجة فهرنهايت (704-746 درجة مئوية) | 1 ساعة كحد أدنى |
| P5B (9Cr-1Mo-V، P91) | مطلوب دائماً | 1,375-1,400 درجة فهرنهايت (746-760 درجة مئوية) | 1 ساعة كحد أدنى لكل بوصة، 2 ساعة كحد أدنى |
| P8 (ستانلس ستانلس أوستنيتي) | بشكل عام غير مطلوب (التلدين بالمحلول إذا كان هناك خطر التحسس) | غير متاح أو 1,900 إلى 2,100 درجة فهرنهايت | خاص بالمشروع |
| P15E (ستانلس ستانلس مزدوج) | قد يلزم التلدين بالمحلول بعد التصنيع الثقيل | 1,900-2,050 درجة فهرنهايت (1038-1121 درجة مئوية) | إخماد سريع مطلوب |
المصدر: ASME B31.3-2022 الجدول 331.1.1.1 - متطلبات المعالجة الحرارية الفائقة؛ ASME B31.1-2022.
ما هي طرق الفحص غير المدمرة المطلوبة لبكرات الأنابيب المعتمدة؟
الفحص غير الإتلافي (NDE) هو خطوة التحقق من الجودة التي تؤكد سلامة اللحام دون تدمير البكرة المكتملة. يتم تحديد الطرق المطلوبة والنطاق ومعايير القبول في الكود المعمول به (B31.3، B31.1) ومواصفات المشروع.
مقارنة طريقة NDE للحامات بكرة الأنابيب
| طريقة NDE | يكتشف | الحساسية | القيود | مؤشر التكلفة |
|---|---|---|---|---|
| الفحص البصري (VT) | العيوب السطحية، والتحقق من الأبعاد | منخفض (سطحي فقط) | لا يمكن الكشف عن العيوب تحت السطحية | 1× (خط الأساس) |
| الفحص الإشعاعي (RT) | الحجمية - المسامية، والشوائب، والشقوق، ونقص الاندماج | عالية | الأمان الإشعاعي، محدود على الجدار السميك | 5-8× |
| الاختبار بالموجات فوق الصوتية (UT) - تقليدي | العيوب المستوية، والتصفيح، والسماكة | عالية | يعتمد ذلك على المشغل، يلزم إعداد السطح | 4-7× |
| اختبار المصفوفة الطورية بالموجات فوق الصوتية (PAUT) | حجمية ومستوية - متفوقة على تقنية UT التقليدية | عالية جداً | ارتفاع تكلفة المعدات | 7-12× |
| اختبار الجسيمات المغناطيسية (MT) | العيوب السطحية وشبه السطحية في المواد المغناطيسية الحديدية | متوسط-عالي | المواد المغناطيسية الحديدية فقط | 2-3× |
| اختبار الاختراق السائل (PT) | العيوب السطحية المفتوحة على السطح في أي مادة | متوسط | السطح فقط؛ لا يوجد كشف تحت السطح | 1.5-2× |
| التعريف الإيجابي للمواد (PMI) | التحقق من كيمياء العناصر | عالية | ليست طريقة اختبار الاقتراب من العدوى في حد ذاتها، ولكن التحقق من الجودة | 1.5× |
المصدر: القسم الخامس من ASME - الفحص غير المتلف؛ كود فحص الأنابيب API 570؛ أدلة دراسة المستوى الثالث للجمعية الأمريكية للاختبارات غير المتلفة (ASNT).
متطلبات التعليم والتعديل والاختبار NDE بموجب المعيار ASME B31.3 حسب فئة الخدمة
خدمة السوائل العادية: 5% فحص عشوائي للحامات. وهذا يعني أنه في دفعة مكونة من 100 لحام، يتم اختيار 5 لحامات للفحص الكامل RT أو UT. في حالة العثور على لحام معيب في عينة 5%، يجب فحص لحامين إضافيين من نفس عامل اللحام لكل عيب يتم العثور عليه. وتستمر عملية التصعيد هذه حتى يتم الحصول على نتيجة فحص ناجحة أو يتم استدعاء فحص 100% لعمل اللحام هذا.
إن المنطق الإحصائي لمتطلبات الفحص العشوائي 5% يعني أن الرفض الواحد يؤدي إلى فحص 6-10 لحامات إضافية، مما يجعل نطاق الفحص الحقيقي حساسًا لجودة اللحام. يختلف أداء المُصنِّع الذي لديه معدل إصلاح 2% في ظل هذا النظام اختلافًا كبيرًا عن المُصنِّع الذي لديه معدل إصلاح 10%.
الخدمة من الفئة M: فحص 100% لجميع اللحامات المحتوية على الضغط باستخدام RT أو UT. يضاعف هذا الشرط عادةً من عنصر تكلفة الفحص والاختبار غير المغناطيسي في مشروع تصنيع البكرة مقارنةً بالخدمة العادية.
متطلبات اختبار الضغط الهيدروستاتيكي والضغط الهوائي
وبعيدًا عن الاختبار غير التقليدي، يتطلب ASME B31.3 اختبار الضغط لأنظمة الأنابيب المكتملة. وبالنسبة لبكرات الأنابيب التي يتم اختبارها في الورشة (وهي ممارسة نوصي بها حيثما أمكن)، فإن معايير الاختبار هي:
الاختبار الهيدروستاتيكي: ضغط الاختبار = 1.5 × الضغط التصميمي × (الإجهاد المسموح به عند درجة حرارة الاختبار/الإجهاد المسموح به عند درجة حرارة التصميم). الحد الأدنى لزمن الانتظار: 10 دقائق حسب ASME B31.3 الفقرة. 345.4.2. الماء هو الوسيط القياسي للاختبار؛ يجب أن تكون درجة الحرارة أعلى من درجة حرارة انتقال الكسر الهش للمادة.
الاختبار الهوائي (عندما يكون الاختبار الهيدروستاتيكي غير عملي): ضغط الاختبار = 1.1 × الضغط التصميمي. يخزن الاختبار الهوائي طاقة أكبر بكثير من الاختبار الهيدروستاتيكي ويمثل مخاطر سلامة أكبر. ويتطلب ASME B31.3 من ASME B31.3 إجراء فحص أولي للتسرب عند 25% من ضغط الاختبار قبل الانتقال إلى ضغط الاختبار الكامل.
تقلل البكرات التي تم اختبارها في الورشة من نطاق الاختبار الميداني ومدته، نظرًا لأن لحامات الربط الميدانية فقط (جزء صغير من إجمالي عدد اللحامات) تتطلب اختبارًا ميدانيًا.
كيف تعمل لوجستيات بكرة الأنابيب وتسلسلها على تحسين كفاءة التركيب الميداني؟
تصنيع بكرات الأنابيب بشكل صحيح هو نصف المعادلة فقط. فتسليمها إلى الموقع بالتسلسل الصحيح، في الوقت المناسب، مع التوثيق الصحيح، يحدد ما إذا كان الاستثمار في التصنيع المسبق سيُترجم إلى مكاسب إنتاجية ميدانية قابلة للقياس.
أنظمة التعرف على البكرات وتتبعها
يجب أن تكون كل بكرة مصنعة محددة بشكل فريد ويمكن تتبعها من الورشة إلى التركيب. ويشمل التعريف القياسي في الصناعة ما يلي:
- رقم علامة التخزين المؤقت: مطابقة رقم بطاقة الرسم ISO (عادةً ما يتم تنسيقه كرقم الوحدة-رقم الخط-رقم المجمّع، على سبيل المثال، 100-3"-P-001-CS-001).
- الترميز اللوني حسب المادة: اللون الأحمر للفولاذ الكربوني، والأزرق للفولاذ المقاوم للصدأ، والأصفر لمولي الكروم (تختلف مواصفات العميل ولكن الترميز بالألوان يقلل بشكل كبير من حوادث الخطأ في التعرف على الحقول).
- بطاقات التعريف بالترددات اللاسلكية أو الباركود: بالنسبة للمشاريع الكبيرة، يتيح التتبع الإلكتروني إمكانية رؤية الحالة في الوقت الفعلي - اكتمال التصنيع، اكتمال تجربة الاقتران غير المؤثرة، اكتمال اختبار PWHT، اكتمال فحص الأبعاد، الإفراج عن الشحن، الوصول إلى الموقع، التركيب.
في MWalloys، نحتفظ في MWalloys بقاعدة بيانات لتتبع التخزين المؤقت يتم تحديثها في كل مرحلة من مراحل التصنيع. يتلقى العملاء الذين لديهم بوابات إدارة المشروع تحديثات يومية للحالة، مما يتيح لمخططي الإنشاءات الميدانية تعديل تسلسل التركيب بناءً على حالة التسليم الفعلي للبكرة بدلاً من تواريخ التسليم المخطط لها.
متطلبات النقل والحفظ
تتطلب بكرات الأنابيب المكتملة حماية خاصة أثناء النقل:
حماية وجه الحافة: تمنع واقيات الشفة البلاستيكية أو الخشبية المثبتة بمسامير من البلاستيك أو الخشبية تلف الأوجه المرتفعة (RF) أو أخاديد الوصلة من النوع الحلقي (RTJ) التي تعتبر أسطحًا حرجة مانعة للتسرب.
أغطية النهاية: الأغطية الطرفية البلاستيكية القابلة للدفع أو الأغطية اللاصقة لأطراف الأنابيب المفتوحة لمنع دخول التلوث.
حماية من الفولاذ المقاوم للصدأ: الفصل عن مكونات النقل المصنوعة من الفولاذ الكربوني لمنع تلوث الحديد؛ البكرات غير القابل للصدأ ملفوفة أو موضوعة في صناديق منفصلة.
متطلبات النظافة: قد تتطلب أنابيب المعالجة الخاصة بخدمة المستحضرات الصيدلانية أو الأغذية أو أشباه الموصلات تطهير النيتروجين وإغلاق طرفي محكم الإغلاق مباشرةً بعد التنظيف النهائي وقبل النقل.
حماية الأبعاد للبكرات ذات الجدران الرقيقة: دعامات الدعم الداخلية المؤقتة للبكرات ذات الجدران الرقيقة ذات القطر الكبير التي يمكن أن تتشوه تحت أحمال النقل.
تسليم حزمة الوثائق: ينبغي أن تكون كل شحنة بكرة مصحوبة أو مسبوقة بحزمة البيانات الكاملة الخاصة بها: سجلات إنجاز خطة الفحص والاختبار (ITP)، وخرائط اللحام، وتقارير اختبار اللحام، وتقارير اختبار كفاءة اللحام NDE، ومخططات PWHT، وسجلات فحص الأبعاد، وشهادات المواد.
استراتيجية تسلسل المواقع لتقليل استخدام الرافعات الميدانية إلى أدنى حد ممكن
تتمثل إحدى مزايا الكفاءة التي يتم تجاهلها في كثير من الأحيان في البكرات الجاهزة في القدرة على تخطيط عمليات رفع الرافعات بدقة أكبر. فغالبًا ما يكون تركيب الأنابيب الميدانية مرهونًا بتوافر الرافعات، وهي مورد مشترك عبر مناطق بناء متعددة.
إن تسليم البكرات في تسلسل التركيب الدقيق - بما يتطابق مع تركيب رفوف الأنابيب من الأسفل إلى الأعلى، قسمًا تلو الآخر - يلغي الحاجة إلى التمديد المؤقت وإعادة المناولة في الموقع. تتطلب فلسفة التسليم "في الوقت المحدد" هذه:
- التنسيق الوثيق بين جدول تحرير ورشة التصنيع وتسلسل عمل طاقم التركيب الميداني.
- تخطيط التسليم قبل أسبوعين على الأقل من موعد التسليم.
- مناطق تمركز واضحة المعالم في الموقع مع تخطيط محدد السعة (الوزن والبصمة لكل بكرة).
- تعجيل بروتوكولات التعجيل للبكرات على المسار الحرج التي تتأخر عن الجدول الزمني للتصنيع.
وفقًا لدراسة معيارية داخلية أجرتها شركة فلور كوربوريشن (المشار إليها في وقائع المؤتمر السنوي لمعهد CII، 2018)، حققت المشاريع التي تستخدم برامج التسليم المتسلسل للبكرات إنتاجية أعلى بمقدار 281 تيرابايت في 3 تيرابايت في تركيب الأنابيب (تقاس بوصلات اللحام لكل يوم عمل للطاقم) مقارنة بالمشاريع التي تستخدم نهج التسليم بالجملة والفرز في الموقع.
كيف يمكنك تقييم واختيار صانع بكرات الأنابيب المؤهل؟
يعد اختيار شريك التصنيع المناسب لنطاق الأنابيب الحرجة قرارًا له عواقب وخيمة. فنادرًا ما يكون أرخص العطاءات هو النتيجة الأكثر اقتصادًا بمجرد احتساب تكاليف التصحيح الميداني والتأخيرات في الجدول الزمني وفشل الجودة.
معايير تقييم تأهيل المصنعين
| فئة التقييم | ما الذي يجب تقييمه | كيفية التحقق |
|---|---|---|
| تاريخ الامتثال للقوانين | مكتبة WPS/PQR نشطة WPS/PQR، وسجلات WPQ الحالية، وخبرة في الرموز المطبقة | مراجعة الوثائق والمشاريع المرجعية |
| مؤهلات اللحام | كودات WPQs الحالية لجميع العمليات والوظائف المطلوبة، تاريخ إعادة الاختبار | مراجعة سجلات WPQ، وشهادة اختبار العينة إذا لزم الأمر |
| إمكانيات الاقتضاء من عدم الاقتراب من الأجسام غير القابلة للاشتعال | شهادات الموظفين من المستوى الثاني/الثالث من ASNT من المستوى الثاني/الثالث من شهادات الموظفين من الباطن | مراجعة سجلات شهادات موظفي شركة NDE |
| مراقبة المواد | إجراءات فحص الاستلام، وتتبع الرقم الحراري، ونظام الحجر الصحي | تدقيق تخزين المواد الواردة والسجلات |
| قدرة PWHT | الأفران الداخلية أو معدات الحث الداخلي، وسجلات المعايرة، ومعايرة المزدوجات الحرارية | فحص المعدات وسجلات المعايرة والمعايرة |
| نظام إدارة الجودة | وثيقة نظام إدارة الجودة المكتوبة، وسجل التدقيق الداخلي، وسجل تقارير عدم المطابقة (NCR) | مراجعة الوثائق، تدقيق الموقع |
| التحكم في الأبعاد | قائمة معدات القياس وسجلات المعايرة، وإجراءات فحص الأبعاد | فحص المعدات، وسجلات فحص العينات |
| الطاقة الإنتاجية | إجمالي مساحة الورشة، ومساحات اللحام، وقوى العمل النشطة، والأعمال المتراكمة الحالية | زيارة المتجر، ومراجعة جدول الإنتاج |
| المشاريع المرجعية | المشاريع المكتملة ذات النطاق والمواد والرموز المماثلة | جهات الاتصال المرجعية التي تم التحقق من مالكها |
الإشارات الحمراء في مناقصات تصنيع بكرات الأنابيب
تشير أنماط معينة في عرض التصنيع إلى وجود مخاطر قد لا تكون واضحة من سعر العرض وحده:
سعر منخفض بشكل غير طبيعي بدون توضيح النطاق: قد يشير إلى سوء فهم نطاق الفحص (اقتباس 5% RT بدلاً من 100% RT لخدمة الفئة M).
ثغرات WPS/PQRQR: إذا لم يتمكن مقدم العطاء من توفير الإجراءات المؤهلة الحالية لمجموعات المواد ووظائف اللحام الخاصة بك، فإن تأهيل الإجراءات يضيف 4-8 أسابيع وتكلفة إضافية تتراوح بين 15,000 و50,000 دولار أمريكي قبل بدء الإنتاج.
التعاقد من الباطن مع متعاقد من الباطن على تجارب نووية بدون رقابة محددة: يخلق المتعاقدون من الباطن في مجال تجارب الإزالة من الباطن الذين لا يدارون من قبل نظام إدارة الجودة الخاص بالمصنع ثغرات في التوثيق مما يعقد إغلاق دفتر الرموز.
لا توجد قدرة داخلية على المعالجة الحرارية الفائقة للسبائك في المنزل لنطاق السبائك: تخلق PWHT من طرف ثالث مخاطر تنسيق الجدول الزمني وقد تضر بمتطلبات توحيد درجة الحرارة لأنابيب P91.
عدم وجود نموذج ثلاثي الأبعاد أو إمكانية الرسم المتساوي القياس: يقدم المصنعون الذين يعملون من رسومات تخطيطية مرسومة باليد بدلاً من القياسات المتساوية الهندسية مخاطر دقة الأبعاد.
نجري في شركة MWalloys اجتماعات المواءمة الفنية قبل تقديم العطاءات مع العملاء حيث نقوم بمراجعة مكتبة WPS/PQR الحالية لدينا مقابل مصفوفة مواد المشروع، وتحديد أي ثغرات في التأهيل، وتقديم جدول زمني واقعي للتأهيل والتكلفة قبل تقديم أي عطاء تجاري. هذه الشفافية تمنع سوء فهم النطاق الذي يخلق مشاكل أثناء التنفيذ.
الأسئلة الشائعة (FAQs)
1: ما هي المهلة المعتادة لتصنيع بكرة أنابيب ASME المخصصة؟
تتراوح مهلة تصنيع بكرات أنابيب ASME المخصصة من 3 أسابيع إلى 16 أسبوعًا حسب توافر المواد وتعقيد النطاق ومتطلبات الفحص. بالنسبة لبكرات الفولاذ الكربوني القياسية في خدمة السوائل العادية مع 5% RT، يمكن للمصنع الذي لديه مواد مخزنة أن يسلم عادةً في غضون 3-5 أسابيع للكميات المعتدلة (حتى 500 بكرة). المواد المصنوعة من السبائك (الفولاذ المقاوم للصدأ، والكروم المولي) تضيف 2-4 أسابيع لشراء المواد. المشاريع التي تتطلب PWHT تضيف من أسبوع إلى أسبوعين. تتطلب أنابيب P91 المزودة بتقنية PWHT الكاملة و100% NDE بشكل روتيني من 10 إلى 16 أسبوعًا من الاستلام المتساوي القياس إلى الشحن. في MWalloys، نقدم في MWalloys التزامات الجدول الزمني للتصنيع في مرحلة المناقصة، مرتبطة بالرسم القياسي المؤكد وتواريخ تسليم المواد، بحيث يكون لدى مخططي المشروع مدخلات موثوقة لجداولهم الزمنية للبناء.
2: كيف يتم حساب وزن بكرة الأنبوب لتخطيط النقل؟
يتم حساب وزن بكرة الأنبوب من الكتلة المجمعة لجميع المكونات: الأنبوب (سمك الجدار والقطر يحددان الوزن الخطي وفقًا لجداول ASME B36.10M/B36.19M)، والتجهيزات، والفلنجات، والصمامات، والمرفقات الهيكلية. على سبيل المثال، يزن أنبوب الفولاذ الكربوني من الجدول 40 مقاس 6 بوصة 18.97 رطل/قدم (28.2 كجم/م) وفقًا للمعيار ASME B36.10M. يتم حساب الوزن الإجمالي للبكرة من الإقلاع المتساوي القياس. بالنسبة لتخطيط النقل، تتراوح أوزان البكرات الفردية عادةً من 50 كجم إلى عدة أطنان مترية للتركيبات ذات الجدران الثقيلة ذات القطر الكبير. يحدد الوزن الإجمالي للشحنة ومغلف الأبعاد (الطول × العرض × الارتفاع) خطط تحميل الشاحنات ومتطلبات الرافعة للتفريغ وأي متطلبات لتصاريح الوزن الزائد/الحجم الزائد. توفر MWalloys بيانات الوزن والأبعاد الكاملة لكل بكرة كجزء من حزمة وثائق التسليم.
3: هل يمكن تصنيع بكرات الأنابيب للخدمة المبردة، وما هي المتطلبات الخاصة المطبقة؟
نعم، يمكن تصنيع بكرات الأنابيب للخدمة المبردة (أقل من -50 درجة فهرنهايت / -46 درجة مئوية) بما في ذلك الغاز الطبيعي المسال عند درجة حرارة -260 درجة فهرنهايت (-162 درجة مئوية) وخدمة النيتروجين السائل عند درجة حرارة -320 درجة فهرنهايت (-196 درجة مئوية). تشمل المتطلبات الخاصة: مواد أساسية معتمدة للصلابة في درجات الحرارة المنخفضة (ASTM A333 الدرجة 6 لخدمة الفولاذ الكربوني حتى -50 درجة فهرنهايت؛ ASTM A312 TP304L أو 316L لدرجات الحرارة المنخفضة؛ فولاذ النيكل 9% وفقًا للدرجة 8 من ASTM A333 الدرجة 8 لخدمة الغاز الطبيعي المسال)؛ اختبار صدمة Charpy لكل من المعدن الأساسي ومعدن اللحام عند درجة حرارة التصميم الدنيا المحددة (MDMT)؛ ASME B31.3 منحنيات الإعفاء من اختبار الصدم (الشكل 323.2.2A) التي تحدد متى يكون الاختبار مطلوبًا؛ والأسطح الداخلية المصقولة كهربائيًا أو المنظفة خصيصًا لخدمة الأكسجين. في شركة MWalloys، شملت مشاريعنا في مجال الأنابيب المبردة التخزين المؤقت للأنابيب المبردة محطات إعادة تغويز الغاز الطبيعي المسال ومنشآت محطات الغاز الصناعية في جميع أنحاء جنوب شرق آسيا.
4: ما هي حزمة الوثائق التي يجب أن تصاحب بكرة الأنابيب المسلمة؟
يجب أن تشتمل حزمة بيانات بكرة الأنابيب الكاملة المتوافقة مع ASME على: الرسم المتساوي القياس (مع وضع علامة عليه كما تم بناؤه مع أي انحرافات معتمدة)، وتقارير اختبار المواد (MTRs) لجميع المواد المحتوية على الضغط مع إشارة مرجعية لأرقام الحرارة إلى خريطة اللحام، ووثائق WPS المؤهلة المشار إليها لكل لحام، وهوية عامل اللحام ومرجع WPQ لكل لحام، وتقارير NDE (أفلام RT أو فحوصات UT مع تقارير التفسير) لجميع اللحامات التي تم فحصها, مخططات تسجيل PWHT مع مخطط وضع المزدوجات الحرارية (حيثما ينطبق)، وشهادة اختبار هيدروستاتيكي أو هوائي (إذا تم اختباره في الورشة)، وتقرير فحص الأبعاد، ونتائج فحص PMI (إذا كانت المواصفات تتطلب ذلك)، وخطة الفحص والاختبار (ITP) التي توضح جميع نقاط التثبيت ونقاط الشهود مع توقيعات المفتش. تشكل حزمة الوثائق هذه دفتر التعليمات البرمجية للبكرة ويجب أن تكون متاحة للمراجعة التنظيمية والعميل طوال العمر التشغيلي للمنشأة.
5: كيف يتعامل صانعو بكرات الأنابيب مع مشاكل التركيب الميداني عندما لا تتطابق البكرات؟
عادةً ما تنشأ مشاكل التركيب الميداني مع بكرات الأنابيب الجاهزة من ثلاثة مصادر: أخطاء في النموذج ثلاثي الأبعاد أو الرسم متساوي القياس، أو انحرافات أبعاد التصنيع التي تتجاوز التفاوت المسموح به، أو الانحرافات المدنية/الإنشائية الميدانية عن النموذج التصميمي. تعتمد الاستجابة التصحيحية على حجم المحاذاة الخاطئة. يمكن استيعاب الاختلالات الطفيفة في حدود 3-6 مم تقريبًا عن طريق تعديلات مشبك الأنبوب أو عن طريق إدخال إجهاد في النظام المجاور ضمن الحدود المسموح بها وفقًا لحسابات إجهاد الإزاحة ASME B31.3. تتطلب الاختلافات الأكبر حجمًا مراجعة هندسية وإما إجراء تعديل ميداني على البكرة (القطع وإعادة اللحام، مما يؤدي إلى إجراء اختبار عدم اختبار كفاءة الطاقة (NDE) أو تصنيع "قطعة صغيرة" (مقطع توصيل قصير يمتص فرق الأبعاد). في شركة MWalloys، نقوم في MWalloys بإجراء تحقق من الأبعاد قبل التسليم باستخدام إحداثيات مرجعية ثلاثية الأبعاد للنموذج المرجعي للبكرات الحرجة حيث تكون ظروف الواجهة الميدانية مقيدة، مما يقلل من تكرار مشاكل التجهيز إلى أقل من 1% من البكرات في المشاريع التي تستخدم هذا البروتوكول.
6: ما الفرق بين بكرات الأنابيب ووحدات الأنابيب؟
مكبات الأنابيب هي مقاطع أنابيب فردية مسبقة الصنع (عادةً ما يتم نقلها بشكل فردي وتركيبها قطعة قطعة في الحقل). وحدات الأنابيب (أو الزلاجات) عبارة عن تجميعات مسبقة الصنع أكبر حجمًا تشمل بكرات الأنابيب إلى جانب الفولاذ الهيكلي والمعدات والأدوات والمكونات الكهربائية والدعامات - وهي في الأساس وحدة معالجة كاملة يتم تجميعها في بيئة ورشة عمل خاضعة للرقابة ويتم شحنها ككيان واحد إلى الموقع. وتتراوح الوحدات من بضعة أطنان إلى عدة مئات من الأطنان وتتطلب نقلًا متخصصًا للرفع الثقيل. يعتمد الاختيار بين تصنيع البكرات والوحدات النمطية على حجم المشروع وإمكانية الوصول إلى الموقع وتكاليف العمالة المحلية ومتطلبات الجدول الزمني. تحدد بحوث معهد كاليفورنيا الدولي للتكنولوجيا أن استخدام الوحدات النمطية هو الأكثر فعالية من حيث التكلفة عندما تتجاوز نسبة معدل العمالة الميدانية إلى معدل العمالة في الورشة 1.5 ضعفًا وعندما يمكن نقل الوحدة إلى الموقع. بالنسبة لمعظم مشاريع الحقول البنية (منشأة التشغيل)، يكون تصنيع البكرات الفردية أكثر عملية من الوحدات النمطية بسبب قيود الوصول.
7: ما هي الأسباب الأكثر شيوعًا لرفض بكرة الأنابيب أثناء الفحص النهائي؟
الأسباب الخمسة الأكثر شيوعًا لرفض بكرة الأنبوب عند الفحص النهائي بالترتيب حسب التكرار هي (1) الانحرافات في الأبعاد التي تتجاوز التفاوت المسموح به في المواصفات - الأكثر شيوعًا طول الحافة وجهًا لوجه أو اتجاه ثقب مسمار الحافة؛ (2) عيوب اللحام التي تم تحديدها أثناء الفحص غير المتكرر NDE - عادةً نقص الانصهار في ممر الجذر أو المسامية في ممرات التعبئة; (3) أوجه القصور في حالة السطح - عدم إزالة ترشيش اللحام - عدم إزالة ترشيش اللحام، ضربات القوس على جسم الأنبوب، الطحن غير الكامل لتقوية اللحام حيثما تم تحديد اللحامات المتدفقة؛ (4) عدم وجود وثائق أو وثائق غير صحيحة - عدم نقل أرقام الحرارة في اختبار الحرارة المتوسطية إلى خريطة اللحام، تقارير NDE مفقودة للحامات المطلوبة؛ (5) عدم الامتثال لـ PWHT - ثغرات تسجيل درجة الحرارة، عدم توثيق وضع المزدوجات الحرارية، عدم كفاية وقت النقع. في شركة MWalloys، يقوم نظام الفحص المرحلي الداخلي لدينا بالتقاط هذه الفئات قبل الفحص النهائي، حيث يقوم موظفو مراقبة الجودة المتخصصون بمراجعة سجلات الأبعاد واكتمال الوثائق قبل الإفراج عن أي بكرة للفحص النهائي للعميل.
8: كيف تعمل تقنية اللحام المداري على تحسين جودة بكرة الأنابيب في التطبيقات الصيدلانية وأشباه الموصلات؟
يستخدم اللحام المداري GTAW (لحام القوس التنغستن الغازي) رأس لحام يتم التحكم فيه بالكمبيوتر يدور حول وصلة أنبوب ثابت، مما ينتج لحامات متسقة يتم التحكم فيها تلقائيًا مع الحد الأدنى من التباين بين المشغل. في تطبيقات المستحضرات الصيدلانية (الصيدلانية الحيوية) وأشباه الموصلات حيث تكون تشطيبات السطح والنظافة الداخلية أمرًا بالغ الأهمية، يوفر اللحام المداري: تناسق حبة اللحام التي تنتج أسطحًا داخلية ناعمة (Ra ≤ 0.5 ميكرومتر يمكن تحقيقه من اللحام الداخلي)؛ تسجيل معلمات اللحام الموثقة لكل وصلة (التيار، والجهد، وسرعة الحركة، وتدفق غاز التدريع) مما يوفر إمكانية تتبع عملية 100%؛ انخفاض مدخلات الحرارة مقارنةً ب GTAW اليدوي، مما يقلل من الأكسدة على الجزء الداخلي للحام؛ والقدرة على تأهيل اللحامات وفقًا لمعيار ASME BPE (معدات المعالجة الحيوية) وSEMI F19 (توصيل غاز عملية أشباه الموصلات). ووفقًا للبيانات التي نشرتها شركة AMI (شركة ماكينات القوس الكهربائية، لينكولن إلكتريك حاليًا)، يقلل اللحام المداري من معدلات رفض اللحام في تطبيقات أنابيب الفولاذ المقاوم للصدأ بنسبة 60-75% مقارنةً باللحام اليدوي GTAW.
9: ما هو دور اعتماد الرسم المتساوي القياس في التحكم في جودة تصنيع بكرة الأنابيب؟
الرسومات المتساوية القياس هي وثيقة التعليمات الفنية الأساسية لتصنيع بكرة الأنابيب. تحدد كل ISO ما يلي: هندسة البكرة (جميع الأبعاد والزوايا)، ومواصفات المواد لكل مكون، وأرقام تعريف اللحام مع تدوينات اختبار الضغط، ومتطلبات اختبار الضغط، وتصنيفات الشفة وأنواع الحشيات، وتفاصيل توصيلات الأجهزة، ومتطلبات نقاط التثبيت والشهادة للفحص. إن عملية الموافقة على الرسم - حيث يقوم كل من المراجعة الهندسية للمصنِّع ومهندس الأنابيب الخاص بالعميل وأي وكالة فحص خارجية معتمدة من طرف ثالث بمراجعة واعتماد المواصفة القياسية الدولية قبل بدء التصنيع - هي بوابة الجودة الأكثر أهمية في عملية التصنيع بأكملها. يعد بدء التصنيع قبل الموافقة على المواصفة القياسية ISO سببًا رئيسيًا لإعادة العمل وإهدار المواد. في شركة MWalloys، تحظر سياستنا قطع المواد أو تركيبها على أي بكرة قبل أن يحصل الرسم المتساوي القياس الحاكم على حالة "معتمد للبناء" (AFC) كحد أدنى من الفريق الهندسي للعميل. يمنع هذا النظام إهدار العمالة المهدرة على الرسومات التي تتغير لاحقًا.
10: كيف تساهم بكرات الأنابيب الجاهزة في ممارسات البناء المستدام؟
توفر بكرات الأنابيب مسبقة الصنع العديد من مزايا الاستدامة القابلة للقياس مقارنةً بالأنابيب التي يتم تصنيعها في الحقل. الحد من نفايات المواد: تولد عمليات القطع والتصنيع في الورشة خردة أقل بحوالي 30-401 تيرابايت 3 طن من الخردة مقارنةً بالتصنيع الميداني لأن القطع الدقيق المحوسب يحسن استخدام المواد ويتم جمع الخردة وإعادة تدويرها في الورشة بدلاً من التخلص منها في الموقع. كفاءة الطاقة: تعتبر بيئات الورش المزودة بأنظمة المعالجة الحرارية الفائقة للحرارة بالحث أكثر كفاءة في استخدام الطاقة من المعالجة الحرارية الفائقة للحرارة بالبروبان أو المقاومة الكهربائية مع فقدان الحرارة في الهواء الطلق. الحد من تنقل العمال: يقلل تركيز عمالة التصنيع في منشأة مركزية في الورشة من عدد العمال الحرفيين الذين يتنقلون إلى مواقع البناء البعيدة أو البحرية، مما يقلل من انبعاثات النقل المرتبطة بها. تقليل طاقة إعادة العمل: انخفاض معدل إعادة العمل في التصنيع في الورشة يعني إنفاق طاقة أقل على إزالة اللحام وإعادة اللحام وتكرار اختبار الاختبار غير المتكرر. ووفقًا لتقييم دورة الحياة المنشور في مجلة مجلة الإنتاج الأنظف (المجلد 172، 2018)، تقلل طرق البناء المعيارية والمسبقة الصنع من الكربون المتجسد في عملية البناء بنسبة 15-251 تيرابايت 3 تيرابايت مقارنةً بالبناء الميداني التقليدي لنطاق محطة معالجة مكافئ.
الخاتمة: لماذا لا يكون التصنيع المسبق اختياريًا في مشاريع الأنابيب المعقدة
إن تصنيع الأنابيب حسب الطلب بموجب شهادة ASME ليس مجرد خيار شراء - بل هو استراتيجية تنفيذ مشروع ذات فوائد موثقة وقابلة للقياس الكمي عبر أبعاد السلامة والجودة والجدول الزمني والتكلفة. تشير البيانات المستقاة من معهد CII، وماكنزي، ومجلات الصناعة، وتاريخ مشاريعنا في شركة MWalloys باستمرار إلى نفس النتيجة: كلما تم دمج التصنيع المسبق في وقت مبكر في خطة المشروع، زادت العوائد.
إن المتغيرات الرئيسية التي تحدد مقدار القيمة التي يقدمها التصنيع المسبق في أي مشروع محدد هي: نسبة معدلات العمالة الميدانية إلى معدلات العمالة في الورشة، وإمكانية الوصول إلى موقع البناء، ومدى تعقيد مواصفات الأنابيب ومحتواها من السبائك، وجودة الرسومات الهندسية المتساوية القياس، وكفاءة شريك التصنيع. يمكن التحكم في جميع المتغيرات الخمسة بالتخطيط السليم.
في شركة MWalloys، نوفر في شركة MWalloys الامتثال لكود ASME، والقدرة على تصنيع مواد متعددة، وخدمات شاملة في مجال الفحص والاختبار والاختبار غير المتكرر NDE، وبرنامج لوجستي مصمم لتسليم البكرات إلى الموقع في تسلسل التركيب. سواءً كان مشروعك يتضمن بضع مئات من بكرات أنابيب معالجة الفولاذ الكربوني القياسية أو نظام سبائك معقد يتطلب فحص 100% وفحص PWHT موثق، فلدينا الإجراءات والمؤهلات والخبرة اللازمة لتسليم بكرات الأنابيب المصنعة التي تقلل من المخاطر الميدانية وتحافظ على الجدول الزمني لمشروعك في المسار الصحيح.
المراجع والمصادر التي يمكن التحقق منها:
- كود أنابيب العمليات ASME B31.3-2022، الجمعية الأمريكية للمهندسين الميكانيكيين.
- مؤهلات اللحام والنحاس واللحام بالنحاس والصمامات ASME القسم IX-2021.
- الفحص غير الإتلافي ASME القسم V-2021.
- معهد صناعة البناء (CII) تقرير بحثي 171-11 - تطبيق نظام الوحدات النمطية: كيفية التحسين.
- تقرير بحوث معهد كاليفورنيا الدولي للأبحاث العلمية RT-283 - تحسين الإنتاجية من خلال التصنيع المسبق (2014).
- تقرير دودج للبيانات والتحليلات، تقرير السوق الذكي للبيانات والتحليلات، التصنيع المسبق والتركيب النمطي في البناء (2020).
- ماكينزي وشركاه، "تخيل المستقبل الرقمي للبناء" (2016).
- مكتب إحصاءات العمل، مسح الإصابات والأمراض المهنية (2022).
- مجلة هندسة وإدارة الإنشاءات، ASCE، المجلد 145، العدد 3 (2019).
- مجلة الإنتاج الأنظف، المجلد 172 (2018) - تقييم دورة حياة البناء الجاهز.
- ASTM الدولية - مواصفات المواد المرجعية (A106، A312، A335، A333، A790).
- ASME B16.5، B16.9، B16.11، B16.25 - معايير مكونات الأنابيب ...
- ASNT - الجمعية الأمريكية للاختبارات غير التدميرية، معايير شهادة مستوى اختبار الاقتراب من المدمّرين غير المدمّرين.
