ASME B31.3およびASME Section IX認証に基づくカスタムパイプスプール製作は、現場溶接の労力を40~60%削減し、配管全体の設置時間を30~50%削減し、建設現場での事故発生率を、現場配管の棒組みと比較して最大35%削減します。MWalloys社では、世界3大陸の製油所、化学プラント、LNGターミナル、製薬施設向けにASME認証のパイプスプールパッケージを製造・納入してきましたが、どのプロジェクトでも、プレハブ化計画の開始が早ければ早いほど、現場でのスケジュール短縮とコスト削減効果が大きくなる、という同じパターンが確認されています。.
あなたのプロジェクトがカスタムパイプスプール製作を使用する必要がある場合は、次のことができます。 お問い合わせ お見積もりは無料です。.
パイプスプールとは何か、特注製作と現場施工の違いは?
パイプ・スプールは、配管システムのプレハブで、配管セグメント、継手、フランジ、エルボー、ティー、レデューサー、分岐接続部を含み、建設現場に納入される前に、管理された工場環境で組み立てられ、溶接される。スプール」という用語は、フランジ付きパイプ・アセンブリのリールのような外観に由来し、現在では石油・ガス、石油化学、発電、産業建設業界全体で普遍的に使用されている。.

カスタム・パイプ・スプール製作とは、各スプールがプロジェクト固有のアイソメトリック図面、材料仕様、定格圧力、寸法要件に合わせて製作されることを意味します。.
パイプスプール対現場加工配管:直接比較
プレハブスプールと従来の現場配管工事との違いの核心は、どこに付加価値があり、どこにリスクが集中しているかという点にある。.
| パラメータ | プレハブ・パイプスプール | 現場加工配管 |
|---|---|---|
| 溶接環境 | 管理された工場:安定した温度、湿度、位置決め | 変化しやすい場所:風、雨、狭い場所、不自由な姿勢 |
| 溶接工の生産性 | シフトあたり3~5関節(店舗) | 1シフトにつき1~2関節(現場) |
| NDEアクセス | 360°フルアクセス、最適な機器配置 | 多くの現場でアクセスが制限される |
| リワーク率 | 2-5%(業界平均、ショップ環境) | 8-15%(フィールド環境) |
| 材料のトレーサビリティ | ヒートナンバーの一元管理 | 分散型、メンテナンスが難しい |
| 安全事故率 | 低い位置 - 管理された環境、ほとんどの関節に高さのない作業 | 高所作業、狭い場所、同時並行作業 |
| スケジュールの予測可能性 | 高 - ショップでの生産は天候に左右されない | 低下 - 天候による遅延、従業員のスケジューリング上のコンフリクト |
| 品質文書 | スプールごとの包括的なデータパッケージ | フィールドレコードの断片化 |
出典建設業協会(CII)調査報告書171-11「モジュール化:どのように最適化するか?How to Maximize Its Value?"; Dodge Data & Analytics, "Prefabrication and Modularization in Construction" (2020 SmartMarket Report).
カスタムパイプスプールパッケージにはどのような部品が含まれますか?
カスタム・パイプ・スプール一式は、通常、以下のもので構成される:
- パイプセグメント:ASTM認定パイプ材を正確な長さに切断。.
- 溶接ネックフランジまたはスリップオンフランジ:ASME B16.5またはB16.47による定格圧力クラス。.
- バット溶接継手:エルボ(長半径または短半径)、ティー、レデューサ、キャップ(ASME B16.9準拠)。.
- ソケット溶接継手:ASME B16.11による小口径配管(通常2インチNPS以下)用。.
- 分岐接続:ウェルドレット、ソックレット、スレッドレット(MSS SP-97による)。.
- 構造用アタッチメント:パイプ・シュー、ダミー・サポート、トラニオン。.
- インライン計器:サーモウェルノズル、圧力タップ接続、必要に応じてオリフィスフランジ。.
MWalloys社では、材料試験報告書、溶接図、NDE結果、寸法検査記録、静水圧または空気圧試験証明書など、各スプールを独自のデータパッケージを備えた完全な納品物として扱っています。.
パイプスプールの製造と認証を管理するASME規格は?
ASME(アメリカ機械学会)の認証は単一の文書ではなく、パイプスプールの設計、製造、試験、文書化のさまざまな側面に対処する規格の重層的な枠組みです。プロジェクトにどの規格が適用されるかを理解することは、製作の問い合わせを出す前に不可欠です。.
パイプスプール製造のためのASME規格フレームワーク
| ASME規格 | スコープ | 主な要件 |
|---|---|---|
| ASME B31.3 | プロセス配管(化学、石油、製薬) | 設計圧力/温度、材料仕様、溶接、検査、試験 |
| ASME B31.1 | 電力配管(蒸気、給水、タービンシステム) | 同等の圧力に対してB31.3より高い試験要件 |
| ASME B31.4 | 液体用パイプライン輸送システム | 陸上液体パイプライン製造 |
| ASME B31.8 | ガス送配電パイプライン | ガス・サービスの設計と製造 |
| ASMEセクションII | 素材仕様 | 承認された材料仕様(パート A:鉄、パート B:非鉄、パート C:溶接消耗品) |
| ASMEセクションIX | 溶接およびろう付け資格 | WPS、PQR、WPQ要件 - すべての圧力含有溶接部に必須 |
| ASME B16.5 | パイプフランジおよびフランジ継手(NPS ½ ~ NPS 24) | 圧力クラス定格、寸法、材質. |
| ASME B16.9 | 工場で製造された溶接継手 | 継手の寸法および公差規格 |
| ASME B16.11 | 鍛造継手、ソケット溶接およびねじ切り | 小口径フィッティング規格 |
| ASME B16.25 | ブット溶接端 | 溶接端部準備寸法 |
出典ASME 規格集、2023 年版、ASME B31.3-2022 プロセス配管コード。.
パイプスプール製造業者にとってのASME認証とは?
パイプスプール製造業者に適用される "ASME認証 "という用語は、通常、以下の1つ以上の認証を指す:
ASME "U "スタンプ:ASME Section VIII Division 1に基づく圧力容器の製造を認可。直接的にパイプスプールスタンプではないが、Uスタンプショップは総合的な圧力機器製造能力を示す。.
ASME "S "スタンプ:B31.1動力配管スプール製作に関連。.
ナショナル・ボード "NB "登録:ボイラー・圧力容器検査官協会(National Board of Boiler and Pressure Vessel Inspectors)に製造・登録された製品。.
ほとんどのパイプスプール作業に関連する:多くのプロジェクトでは、スプール自体にASMEのスタンプを押す必要はありませんが、厳密な規格への適合が要求されます。ASME B31.3第300.2項では、オーナーは適用される規格の版を指定し、検査要件を確立する責任を負う。実際的な意味合い:加工業者は、次のことを証明しなければならない:
- ASME Section IXの要求事項に合致した、承認された品質マネジメントシステム(QMS)。.
- 資格のある溶接手順仕様書(WPS)および手順資格記録(PQR)は、使用されるすべての材料グループ、ポジション、およびプロセスをカバーする。.
- プロジェクトに従事する全溶接工の最新の溶接工資格(WPQ)。.
- 指定された公認検査官(AI)または所有者の検査官が、法令遵守の確認を行う。.
MWalloys社では、ASME B31.3、B31.1、セクションIXの要求事項に準拠したQMSを構築しており、お客様の立会いの下、第三者検査員による適格性試験やホールドポイント検査を実施しています。.
ASME B31.3における流体サービスカテゴリーとその製造要件への影響
ASME B31.3は、流体サービスを明確なクラスに分類しており、これらのクラスが審査要件を決定し、結果として製造コストとスケジュールに影響を与える:
| サービスカテゴリー | 定義 | 審査要件 | スプールコストへの影響 |
|---|---|---|---|
| 通常のフルードサービス | 規定された圧力/温度の標準プロセス流体 | 5%溶接部のランダムX線検査または超音波検査 | ベースライン |
| カテゴリーD | 低圧 (≤ 150 psig)、不燃性、無毒性、≥ -20°F | 目視検査のみ | -15~-25%対ノーマル |
| カテゴリーM | 有毒流体 - 一回の暴露で死に至る可能性がある | 100%レントゲン検査または超音波検査 | +40~+60%対ノーマル |
| 高圧 | ASME B16.5 Class 2500以上で設計されたシステム | 100%試験、追加要件 | +60~+100%対ノーマル |
| 温度上昇 | クリープ領域でのCr-Mo合金 | 特定のPWHTおよび検査要件 | +30~+50%対ノーマル |
出典ASME B31.3-2022、第VI章-検査、試験。.
プロジェクトの流体サービスカテゴリーを最初に理解することで、審査範囲が決まり、ファブリケーターの選択、スケジュール、予算に直接影響します。.
プレファブリケーション・プロセスは現場のリスクをどのように軽減するのか?
これがカスタムパイプスプール製作の中心的な価値提案であり、それを裏付けるデータは相当なものである。リスク削減は、安全性、品質、スケジュール、コストの4つの側面から行われる。.
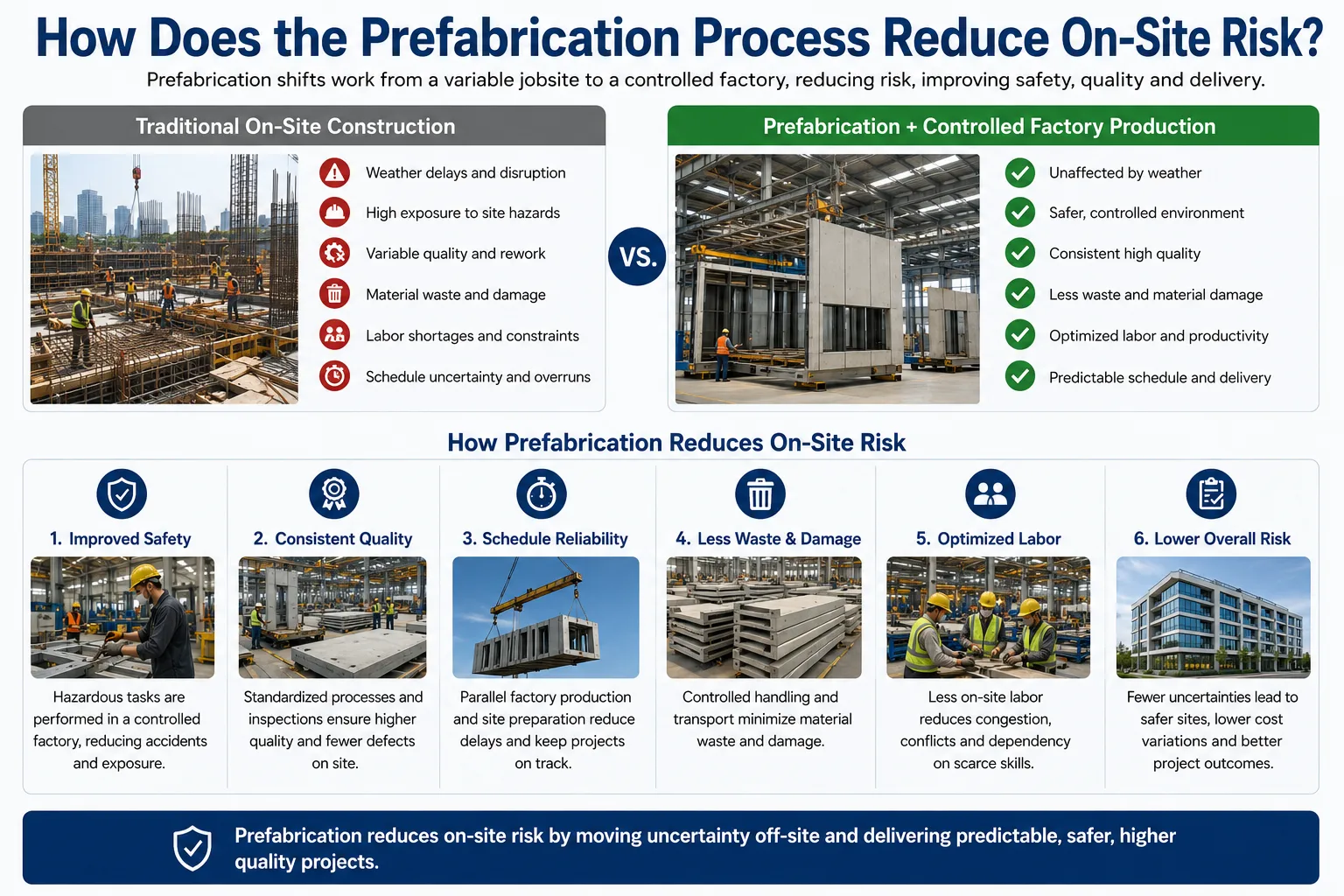
ショップファブリケーションによる安全リスクの低減
建設現場は、全産業で最もリスクの高い労働環境である。米国労働統計局(BLS)によると、2022年の建設業の負傷率はフルタイム労働者100人当たり3.3件で、製造業(パイプ加工工場)の2.8件と比較して高い。この差は絶対値としてはわずかだが、事故の性質と深刻さは大きく異なる。.
現場でのパイプ溶接には、通常、以下のことが必要である:
- 高所作業台(足場、空中リフト)。.
- 容器、柱、地下構造物の溶接のための閉鎖空間への進入。.
- 火気厳禁の火気使用許可。.
- 混雑した地域での同時進行の建設業との調整。.
MWalloys社の工場での溶接は、このようなリスク のほとんどを排除しています。MWalloys社では、工場での溶接は、足場に取り付けた溶接機ではなく、回転するパイプポジショナーを使用して、平らな位置(1G)、水平な位置(2G)、頭上の位置で継手を製造します。この位置決めの利点だけで、安全性と溶接品質が同時に向上します。.
建設業協会(CII)の報告書RT-283「プレファブリケーションによる生産性の向上」(2014年)によると、プレファブリケーションの比率が高いプロジェクトでは、同等の現場施工プロジェクトと比較して、記録可能な安全事故が25~35%少なかった。.
品質リスクの低減:店舗溶接が現場溶接に勝る理由
管理された工場環境は、複数の測定基準にわたって測定可能なほど優れた溶接品質を生み出す:
温度と湿度のコントロール:ASME B31.3では、周囲温度が-20°F以下 の場合、表面が濡れている場合、強風の場合、十分 な保護がない場合は溶接を行わないよう定めてい る。工場環境は、プロジェクト・チームの介入なしに、これらの条件を一貫して維持します。.
ジョイントのはめ込み品質:工場加工では、高精度のパイプ切断用のこぎり、CNCパイプ開先加工機、一定の隙間寸法(ASME B16.25では通常1/16インチ±1/32インチ)を達成するはめあい治具を使用します。熱膨張ですでに寸法が変化している部分的な架設システムの現場でのはめ込みは、一貫して精度が劣ります。.
予熱コントロール:予熱が必要な合金材料(肉厚1インチ以上の炭素鋼、ASME Section IX Table QW-406によるクロムモリブデン合金)の場合、インダクション・コイルまたは電気抵抗ブランケットを使用した現場加熱により、継手周辺部の予熱温度を均一に保つことができる。現場でのプロパンまたは酸素アセチレンによる予熱は、均一性が低く、確認が難しい。.
インターパス温度制御:P91のようなクリープ強度強化フェライト鋼 (CSEF)では、ミクロ組織の完全性を保つために、 通過間温度制限(通常は最高400°F)が不可欠であ る。各溶接ステーションに設置されたショップ・デジタ ル・パイロメーターにより、継続的な監視が可能。.
に掲載された2019年の研究結果である。 建設工学・管理ジャーナル (ASCE、145巻、3号)は、製油所配管設備の比較において、プレハブ配管スプールのX線不合格率が2.1%であったのに対し、同等の現場溶接では7.8%であったことを明らかにした。.
スケジュールリスクの低減:並列パス実行
パイプスプールプレファブリケーションの最も強力な利点の一つですが、過小評価されているのは、現場の土木・構造工事と並行して製作を実施できることです。このスケジュール圧縮能力は、プロジェクトのクリティカルパス分析を根本的に変えます。.
伝統的な逐次建設方式では:
- 土木基礎工事完了 → 構造鉄骨の建方 → パイプ・ラックの建方 → 現場パイプの設置 → 配管とテスト
プレハブ一体型のアプローチで:
- 土木基礎とパイプ・スプール製作を同時進行。.
- 構造用鋼とパイプ・スプールの配送準備を同時に行う。.
- パイプの設置は、プレハブ・スプールを使用してラック架設直後に開始される。.
- フィールドの関節数が激減するため、テスト開始が早まる。.
マッキンゼー・アンド・カンパニーの2016年版レポート「建設のデジタルの未来を想像する」によると、プレハブ化・モジュール化戦略を導入したプロジェクトでは、配管据付段階で20~40%のスケジュール短縮を達成している。80,000~150,000本の配管スプール溶接を伴う大規模製油所では、これはクリティカルパス上で数ヶ月のスケジュール圧縮に相当する。.
MWalloys社では、フロントエンドエンジニ アリング段階(FEED)でプロジェクトプランナーと協 力し、現場据付順序と同期したスプールリリーススケジュ ールを作成します。このためには、アイソメトリック図面を早期に入手する必要があり、プレファブリケーションに早期に取り組むプロジェクトは、より良いエンジニアリングをより早く生み出すという好循環を生み出します。.
コスト・リスク削減:実際の節約はどこから生まれるか
プレハブ・パイプ・スプールのコスト・アドバンテージは実在するが、微妙な分析が必要である。製造工場の人件費は、すべての市場において、現場の人件費よりも本質的に低いわけではない。コスト削減は以下から派生する:
生産性格差:工場溶接工は、一貫してシフトあたり3~5個の継手を完成させるが、現場溶接工は、ほとんどの産業建設環境でシフトあたり平均1.5~2.5個の継手を完成させる。この2~3倍の生産性の差が、主なコスト要因である。出典NECA Manual of Labor Units; MCAA (Mechanical Contractors Association of America) 労働生産性データ。.
リワークコストの削減:単一の現場溶接補修には、X線検査による再検 査、溶接部の除去(研磨またはガウジング)、予熱 復元、再溶接、該当する場合は溶接後の熱処理、 NDE再検査、文書更新が必要である。単一の現場溶接修理の総費用は、パイプのサイズ、 合金、アクセスの難しさによって、2,000米ドルから 15,000米ドルに及ぶことがある。60%による現場溶接数の削減は、直接的に修理コストの露出を減らします。.
諸経費率の差:建設現場の諸経費(足場、仮設設備、安全要員、兼業調整)は、直接労務費に15-40%を加える。ショップ・オーバーヘッドは現実的ではあるが、直接労務費に占める割合は一般的に低い。.
回転率と稼働率:特殊な現場溶接工は、割高な出動パッケージが要求され、市場の稼働率の制約を受ける。ショップ・ファブリケーターは、資格のある従業員を常時雇用しています。.
複合的な効果CIIの調査(レポート171-11)では、配管範囲に50%以上のプレハブ設備を導入したプロジェクトでは、平均で15~25%の総設備コストが削減されたことが報告されています。.
カスタムパイプスプール製作に使用される材料は?
パイプスプールの材料選択は、流体サービス(化学、温度、圧力)、規制要件、およびプロジェクトの経済性によって駆動されます。ASMEセクションIIとB31.3は、承認された材料仕様を提供しています。.
サービスタイプ別一般的なパイプスプール素材
| 素材 | ASTM規格(パイプ) | 温度範囲 | 代表的なアプリケーション |
|---|---|---|---|
| 炭素鋼 (A106 Gr. B) | ASTM A106/A53 | -20°F~800°F(-29°C~427°C) | 一般プロセス、ユーティリティ、蒸気 |
| 低温炭素鋼 (A333 Gr. 6) | ASTM A333 | -50°F ~ 400°F (-46°C ~ 204°C) | LNG、低温プロセス |
| 316/316Lステンレス鋼 | ASTM A312 | -325°F~800°F (-198°C~427°C) | 腐食性プロセス、製薬 |
| 304/304L ステンレス鋼 | ASTM A312 | -325°F~800°F | 一般的な耐食性 |
| 二相2205 (UNS S31803) | ASTM A790 | -50°F ~ 600°F (-46°C ~ 315°C) | 塩化物を含むサービス |
| 1.25Cr-0.5Mo (P11) | ASTM A335 | to 1,050°F (565°C) | 高温、蒸気サービス |
| 2.25Cr-1Mo (P22) | ASTM A335 | to 1,100°F (593°C) | 水素サービス、高温 |
| 9Cr-1Mo-V (P91) | ASTM A335 | to 1,200°F (649°C) | 超々臨界蒸気 |
| インコネル625 (UNS N06625) | ASTM B444 | 1,800°F(982°C)までの極低温性 | 高腐食性、高温 |
| チタン・グレード2 | ASTM B337 | 極低温~300°F (149°C) | 海水、ハロゲン化物サービス |
| HDPEライニング炭素鋼 | ASTM A106 + ASTM F1545 ライナー | 32°F~180°F(0°C~82°C) | 酸サービス、スラリー配管 |
出典ASME B31.3-2022 Appendix A - 許容応力; ASTM International材料規格。.
ASMEパイプスプールの材料認証要件
ASME規格に準拠したパイプスプールに組み込まれるすべての材料は、文書化された認定製造試験報告書(MTR)にトレーサブルでなければならない:
- 化学組成(熱分析および製品分析結果)。.
- 機械的性質(引張強さ、降伏強さ、伸び、必要に応じてシャルピー衝撃の結果)。.
- 熱処理条件。.
- ヒート番号とロット番号。.
- メーカー名と施設名.
- ASTM/ASME仕様およびグレード適合性声明。.
MWalloys社では、切断、嵌合、溶接を開始する前に、各入荷材料をMTRと物理的に照合する材料受入検査手順を維持しています。ヒートナンバーは切断後にサブピースに転送され、各スプールの溶接マップに記録されます。このトレーサビリティ・チェーンは、ASME規格への準拠と顧客検査検証のための譲れない要件です。.
クロムモリブデン(Cr-Mo)パイプスプール製造における特別な考慮事項
クロムモリブデン合金(P11、P22、P91)は、標準的な炭素鋼では対応できない加工上の課題があるため、特に注意が必要です。これらの材料は、高温でのクリープ強度が設計の主な要因となる高温電力配管やプロセス配管に使用されます。.
P91(9Cr-1Mo-V)は特に厳しい:
- 最低予熱:ASME B31.1およびほとんどの顧客仕様に準拠した204°C(400°F)。.
- インターパス最高温度:400°F (204°C) - 予熱最小値と通過間最大値がほぼ同じであるため、継続的な熱管理が必要。.
- 溶接後熱処理 (PWHT):ASME Code Case 2328-1に従い、1,375-1,400°F (746-760°C)で加熱および冷却速度を制御する必要がある。.
- 硬度の検証:PWHT後の硬度は、適正なミクロ組織を確認するために190-275HBW(ブリネル硬度)以内でなければならない。.
- デルタ・フェライトのリスク:不適切なPWHTは、デルタ・フェライトの形成 を招き、クリープ寿命を劇的に低下させる。重要なP91溶接部には、ホールド・ポイント検査 での表面レプリカ金属組織検査を推奨する。.
当社では、直接の監督なしに、P91 PWHTを第三者に外注することはない。PWHT中の溶接継手全体の温度均一性を± 25°F以内に維持する必要があり、そのためには、多点熱電対モニターを備えた、適切に校正された誘導式PWHTシステムが必要です。.
パイプスプールはどのように設計され、モデル化され、寸法管理されているのか?
カスタム・パイプ・スプールの精度は、それを製造する設計入力と寸法管理プロセスによってのみ向上します。アイソメトリック図面、材料テイクオフ、現場測定での誤差は、コストのかかる現場での取り付けの問題に直結します。.
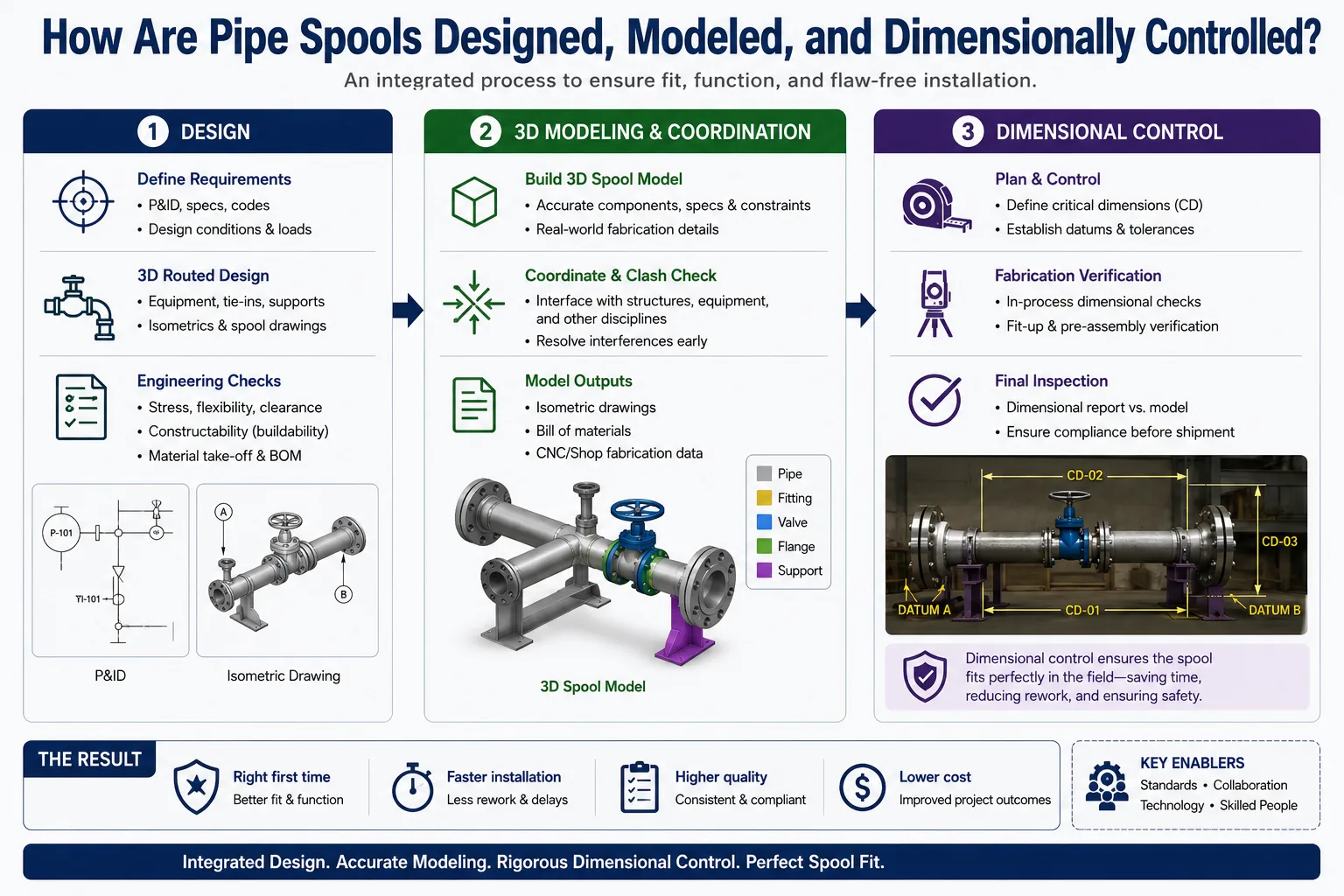
P&IDからアイソメトリック図面、ショップファブリケーションまで
エンジニアリングからファブリケーションへのワークフローは、次のような流れで行われる:
- P&ID(配管・計装図):プロセス要件、機器の位置、バルブのタイプ、接続ポイントを定義する。配管設計の元となる機能仕様である。.
- 3Dプラントモデル:AVEVA E3D、PDMS、Intergraph Smart 3D、またはBentley OpenPlantのようなソフトウェア・プラットフォームを使用して、配管設計者は、構造的干渉、メンテナンス・クリアランス、サポート位置を考慮しながら、3Dモデルを通して配管をルーティングします。3Dモデルは、プロジェクトのための単一の幾何学的真理として機能します。.
- アイソメトリック図(ISO)抽出:各スプールの3Dモデルから自動アイソメトリック図が抽出されます。ISOには、スプール・タグ番号、寸法を含むパイプ・ルーティング形状、材料仕様、溶接識別番号、全コンポーネントの部品表(BOM)、NDE要件、PWHT要件、圧力試験要件、重量/重心データが表示されます。.
- 資材の引き取りと調達:ISO BOMは、パイプ、継手、フランジ、および特殊品目の材料発注の原動力となる。材料のリードタイム(特に合金材料)は、製造スケジュールに織り込まれなければならない。.
- 製作図面(必要な場合):複雑な組立品の場合、または請負業者の施工図が顧客のISO様式と異なる場合は、加工開始前にISOから施工図を作成することができる。.
パイプスプールの寸法公差規格
製造されたパイプスプールの寸法精度が、現場での取り付けの成功を左右します。工場での厳しい公差は、コストのかかる現場での切断、再溶接、スプールの交換を防ぎます。.
| 寸法 | 標準公差 | 基礎 |
|---|---|---|
| スプール全長(フランジ端から端まで) | ±3mm(±1/8インチ) | 一般的な業界慣行。 |
| フランジ面の向き(回転) | ±1° | クライアント仕様;ボルト穴の向きが重要 |
| フランジボルト穴は中心線からまたぐ | ±1 mm(±1/16 インチ) | ASME B16.5 |
| パイプ切断長 | ±1.5 mm(±1/16 インチ) | ショップの常識 |
| 曲げ角度(継手ではなく、パイプのベンド用) | ±0.5° | ASME B16.49 |
| 面外寸法(高低差) | ±3mm(±1/8インチ) | プロジェクト別 |
| フランジ直角度(パイプ軸に対する垂直度) | ≤ 0.5 mm TIR(0.020インチ) | クライアント仕様 |
出典MSS SP-69 パイプハンガーとサポート;主要EPCコントラクターによる一般的な工業用スプール製作仕様書(ベクテル社、フロール社、ウッドグループ標準パイプスプール仕様書)。.
最新のスプール製造における3Dスキャニングとデジタル測定
現在、大手パイプスプール製造会社は、レーザースキャンとデジタル測定を最終検査ワークフローに組み込んでいます。MWalloys社では、重要な寸法界面が手作業によるテープ測定以上の検証を必要とするスプールに、ポータブル座標測定アーム(PCMA)技術を使用しています。.
スプール検査におけるデジタル測定の利点:
- フランジ面の位置と姿勢を3次元空間で±0.5mmまで検証。.
- 全体的な形状を3Dモデルの基準座標と直接比較。.
- 測定データはデジタルas-built記録の一部となる。.
- 検出された不一致は、現場での修正コストの数分の一でショップで修正することができます。.
メガ・プロジェクト(スプール溶接数が50,000以上)の場合、一部のEPCコントラクターは、完成したすべてのスプールの完全な写真測量測定を実施し、リアルタイムの現場据付計画と干渉検出を可能にするデジタルAs-Builtデータベースを作成している。.

ASMEパイプスプールに適用される溶接手順と資格要件とは?
溶接は、パイプ・スプール製造において最も安全性が重要であり、品質も重要な作業です。ASME Section IXは、すべてのASME準拠の加工が従わなければならない資格の枠組みを確立しています。.
WPS/PQR/WPQ資格の三位一体
溶接手順仕様書(WPS):生産溶接の際に遵守しなければならない溶接 変数(母材P番号グループ、溶加材F番号、工程、 位置、継手設計、予熱、パス間温度、PWHT、 電流、電圧、移動速度など)を規定した文書。ファブリケーターは、プロジェク ト範囲に存在するすべての変数の組み合わせに 対して、適格なWPSを持たなければならない。.
プロシージャー・クオリフィケーション・レコード(PQR):WPSをサポートする変数を使用したテスト・クーポンの溶接を文書化した試験記録と、その手順によりASME Section IXの受入基準を満たす溶接部が得られることを検証する破壊試験結果(必要に応じて引張、曲げ、衝撃、硬さ)。.
ウェルダー・パフォーマンス・クオリフィケーション(WPQ):個々の溶接士が、特定の工程、位置、母材の組 み合わせを使用して、許容できる溶接を行う 能力を証明すること。溶接士の資格は、ASME IX章QW-322に従って、継続的な作業または定期的な再試験によって維持されなければならない。.
パイプスプール製造における一般的な溶接プロセス
| 溶接プロセス | ASMEセクションIX指定 | 代表的なアプリケーション | メリット |
|---|---|---|---|
| GTAW (TIG) | プロセス 141 | ルートパス、薄肉、合金材料 | 最高の溶接品質、スラグなし |
| SMAW(スティック) | プロセス111 | 充填およびキャップパス、炭素鋼 | 汎用性が高く、設備コストが低い |
| GMAW(ミグ) | プロセス 135 | 炭素鋼フィルパス、生産溶接 | 高い蒸着率 |
| FCAW(フラックスコア) | プロセス 136/137 | 炭素鋼製造溶接 | 高生産性、オールポジション |
| SAW(サブマージド・アーク) | プロセス121 | 大口径、厚肉、ストレートシーム | 非常に高い蒸着率 |
| GTAW+SMAW(コンビネーション) | 141 + 111 | 合金およびステンレス配管 | TIGルート品質+SMAWフィル生産性 |
| オービタルGTAW | プロセス141(自動化) | 小口径ステンレス、製薬、半導体 | 一貫した自動化品質 |
材料別の溶接後熱処理要件
| 材料グループ(ASME P番号) | PWHTは必要か? | 温度範囲 | 厚さ1インチ当たりの保持時間 |
|---|---|---|---|
| P1(炭素鋼) | 3/4インチ(19mm)以上の壁が必要(B31.3による | 1,100~1,200度F(593~649度C) | 最低1時間 |
| P4 (1-1/4Cr-1/2Mo) | 1/2インチ(13mm)以上の壁に必要 | 1,300-1,375°F (704-746°C) | 最低1時間 |
| P5A(2-1/4Cr-1Mo、P22) | 1/2インチ以上で必要 | 1,300-1,375°F (704-746°C) | 最低1時間 |
| P5B(9Cr-1Mo-V、P91) | 常に必要 | 1,375~1,400度F(746~760度C) | 1インチにつき最低1時間、最低2時間 |
| P8(オーステナイト系ステンレス) | 一般的に不要(感作リスクのある場合は溶液アニール) | 該当なしまたは1,900~2,100°F | プロジェクト別 |
| P15E(二相ステンレス) | 重加工後、溶体化焼鈍が必要な場合がある。 | 1,900-2,050°F (1038-1121°C) | 急冷が必要 |
出典ASME B31.3-2022 表 331.1.1 - PWHT の要件;ASME B31.1-2022.
認定パイプスプールに必要な非破壊検査方法とは?
NDE(非破壊検査)は、完成したスプールを破壊することなく、溶接の完全性を確認する品質検証ステップである。要求される方法、範囲、および受入基準は、適用される規格(B31.3、B31.1)およびプロジェクト仕様書に規定されている。.
パイプスプール溶接のNDE法比較
| NDE法 | 検出 | 感度 | 制限事項 | コスト指数 |
|---|---|---|---|---|
| 目視検査(VT) | 表面欠陥、寸法検証 | 低い(表面のみ) | 地下の欠陥は検出できない | 1×(ベースライン) |
| X線透視検査(RT) | 容積 - 気孔率、介在物、亀裂、融合不足 | 高い | 放射線の安全性、厚い壁の制限 | 5-8× |
| 超音波探傷試験(UT)-従来型 | 平面欠陥、ラミネーション、厚さ | 高い | オペレーターに依存、表面処理が必要 | 4-7× |
| フェーズドアレイ超音波探傷試験 (PAUT) | 体積測定と平面測定 - 従来のUTより優れている | 非常に高い | 設備コストの上昇 | 7-12× |
| 磁粉探傷試験(MT) | 強磁性体の表面および表面近傍の欠陥 | ミディアム-ハイ | 強磁性体のみ | 2-3× |
| 液体浸透探傷試験(PT) | あらゆる素材の表面開放欠陥 | ミディアム | 表面のみ、地下は検知しない | 1.5-2× |
| ポジティブ・マテリアル・アイデンティフィケーション(PMI) | 元素化学の検証 | 高い | NDEの方法そのものではなく、品質検証 | 1.5× |
出典ASME Section V - Non-Destructive Examination; API 570 Piping Inspection Code; ASNT (American Society for Nondestructive Testing) Level III study guides.
サービスカテゴリー別ASME B31.3におけるNDE要件
通常流体サービス:5%溶接部の無作為検査。これは、100 個の溶接バッチの中から、完全なRTまたはUT検査の ために5個の溶接部が選ばれることを意味する。5%のサンプルで欠陥溶接が発見された場 合、発見された欠陥1つにつき、同じ溶接工のさら なる2つの溶接を検査しなければならない。このエスカレーション・プロセ スは、合格の検査結果が出るか、その溶接工の 作業に対して100%検査が実施されるまで 続けられます。.
5%の無作為検査要件の統計的論理は、1 回の不合格が6~10個の追加溶接の検査の引き金 となることを意味し、真の検査範囲は溶接品質に敏感 になる。2%の修理率を持つ加工業者と10%の修理 率を持つ加工業者とでは、このシステムの下での業 績は大きく異なる。.
カテゴリーMサービス:100% RTまたはUTを使用したすべての圧力含有溶接部の検査。この要件は、通常、通常のサービスと比較してスプール製造プロジェクトのNDEコストコンポーネントを倍増します。.
静水圧および空気圧試験要件
NDE 以上に、ASME B31.3は、完成した配管システムの圧力試験を要求しています。ショップでテストされたパイプスプール(可能な限り推奨する方法)については、テストパラメータは次のとおりです:
静水圧試験:試験圧力 = 1.5 × 設計圧力 × (試験温度での許容応力 / 設計温度での許容応力)。最小保持時間:ASME B31.3 Para.345.4.2.温度は材料の脆性破壊遷移温度以上でなければならない。.
空気圧試験(静水圧が実用的でない場合):試験圧力=1.1×設計圧力。空気圧試験は、静水圧試験よりもかなり大きなエネルギーを蓄え、より大きな安全リスクを伴います。ASME B31.3では、完全な試験圧力に進む前に、試験圧力の25%で予備的なリークチェックを行うことを義務付けています。.
ショップ・テスト済みスプールは、フィールド・タイイン溶接部(全溶接部数のごく一部)だけがフィールド・テストを必要とするため、フィールド・テストの範囲と期間を縮小することができます。.
パイプスプールのロジスティクスと順序付けは、現場での施工効率をどのように向上させますか?
パイプスプールを正しく製作することは、方程式の半分でしかありません。適切な順序で、適切なタイミングで、適切な文書とともに現場に納品することが、プレハブへの投資が現場の生産性向上につながるかどうかを決定します。.
スプール識別・追跡システム
製造されたすべてのスプールは、一意に識別され、工場から設置まで追跡可能でなければなりません。業界標準の識別には以下が含まれます:
- スプールタグ番号:ISO図面タグ番号(通常、ユニット-ライン番号-プール番号の書式、例:100-3"-P-001-CS-001)と一致すること。.
- 素材による色分け:炭素鋼は赤色、ステンレス鋼は青色、クロモリ鋼は黄色(顧客の仕様により異なるが、色分けにより現場での誤認事故が劇的に減少する)。.
- RFIDまたはバーコードタグ:大型プロジェクトでは、電子追跡機能により、製造完了、NDE完了、PWHT完了、寸法検査完了、出荷開始、現場到着、据付完了といったステータスをリアルタイムで確認できる。.
MWalloys社では、製造の節目ごとに更新されるスプール追跡データベースを維持しています。プロジェクト管理ポータルをお持ちのお客様には、毎日ステータスが更新されるため、現場の建設プランナーは、計画された納品日ではなく、実際のスプール納品状況に基づいて据付順序を調整することができます。.
輸送と保全の要件
完成したパイプ・スプールは、輸送中に特別な保護が必要である:
フランジ面保護:ボルト止めのプラスチック製または木製フランジプロテクターは、重要なシール面であるレイズドフェイス(RF)やリングタイプジョイント(RTJ)の溝への損傷を防ぎます。.
エンドキャップ:プラスチック製の押し込み式エンドキャップまたはテープ式エンドカバーにより、パイプの端が開いていても汚染物質の侵入を防ぐことができる。.
ステンレススチール製プロテクション:鉄汚染を防止するため、炭素鋼の輸送部品から分離する。ステンレススプールは別々に包装または箱詰めする。.
清浄度要件:製薬、食品、半導体のプロセス配管では、最終洗浄直後と輸送前に窒素パージと密閉端部閉鎖が必要な場合がある。.
薄肉スプールの寸法保護:輸送荷重で変形する可能性のある大径薄肉スプール用の仮設内部支持ブレース。.
ドキュメンテーション・パッケージの配送:ITP(検査・試験計画)完了記録、溶接図、NDEレポート、PWHTチャート、寸法検査記録、材料証明書。.
現場クレーンの使用を最小限に抑える現場順序決定戦略
プレハブ・スプールの効率面で見落とされがちな利点のひとつに、クレーン・リフトをより正確に計画できるという点があります。現場でのパイプ設置は、クレーンの稼働率に左右されることが多く、クレーンは複数の建設エリアで共有されるリソースです。.
パイプラックのボトムアップ、セクションごとの架設に合わせ、正確な設置順序でスプールを納入することで、現場での一時的な敷設や再運搬の必要がなくなります。この "ジャスト・イン・タイム "納品哲学には、次のような特徴があります:
- 製作工場のリリース・スケジュールと現場施工スタッフの作業順序を緊密に調整すること。.
- 最低2週間先までの納品計画。.
- 容量計画(スプール1個あたりの重量と設置面積)により、敷設場所を明確に定義。.
- クリティカルパス上のスプールで、製造スケジュールが遅れている場合の迅速化プロトコル。.
Fluor Corporationの社内ベンチマーク調査(CII Annual Conference proceedings, 2018で参照)によると、順次スプール配送プログラムを採用したプロジェクトでは、バルク配送やサイトソーティングアプローチを採用したプロジェクトと比較して、28%高いパイプ敷設生産性(クルー1日当たりの溶接継手インチ数で測定)を達成した。.
資格のあるパイプスプール製造業者をどのように評価し、選択するか?
重要な配管工事において、適切な製作パートナーを選択することは、重大な結果を伴う決断である。現場での修正コスト、スケジュールの遅れ、品質不良が考慮されれば、最も安い入札が最も経済的な結果になることは稀です。.
ファブリケーター資格評価基準
| 評価カテゴリー | 何を評価すべきか | 検証方法 |
|---|---|---|
| コードコンプライアンスの歴史 | アクティブなWPS/PQRライブラリ、現在のWPQ記録、適用されるコードの経験 | ドキュメントレビュー、リファレンスプロジェクト |
| 溶接士資格 | 必要な全プロセスとポジションの現在のWPQ、再試験履歴 | WPQログを確認し、必要であればサンプルテストに立ち会う |
| NDE能力 | 社内対外注NDE、ASNTレベルII/III要員証明書 | NDE要員の認証記録を見直す |
| 材料管理 | 受入検査手順、ヒートナンバートレーサビリティ、検疫システム | 受入材料の保管と記録の監査 |
| PWHT能力 | 社内炉または誘導装置、校正記録、熱電対校正 | 機器点検、校正記録 |
| 品質マネジメントシステム | QMS文書、内部監査履歴、NCR(不適合報告)履歴 | 文書審査、現場監査 |
| 寸法管理 | 測定機器リストと校正記録、寸法検査手順 | 機器検査、サンプル検査記録 |
| 生産能力 | 工場総面積、溶接ベイ、稼働人員、現在の受注残数 | ショップ訪問、生産スケジュールの確認 |
| 参考プロジェクト | 同程度の範囲、材質、規格のプロジェクトを完了した。 | オーナー確認済みのリファレンス・コンタクト |
パイプスプール製造入札におけるレッドフラッグ
製造提案のある種のパターンは、入札価格だけではわからないリスクを示している:
範囲を明確にしない異常な低価格:審査範囲を誤解している可能性がある(カテゴリーMのサービスについて100% RTではなく5% RTを引用)。.
WPS/PQR ギャップ:入札者が特定の材料グループと溶接位置について、既存の適格な手順を提供できない場合、手順認定には4~8週間を要し、生産開始までに15,000~50,000米ドルの追加コストがかかる。.
定義された監督のない下請けNDE:ファブリケーターのQMSによって管理されていないNDE下請け業者は、コードブックの閉鎖を複雑にするドキュメンテーションギャップを作成します。.
合金スコープ用の社内PWHT能力はない:第三者によるPWHTは、スケジュール調整のリスクを生じさせ、P91配管の温度均一性要件を損なう可能性がある。.
3Dモデルまたはアイソメトリック図作成機能の欠如:設計されたアイソメトリック図ではなく、手書きのスケッチに基づいて作業するファブリケーターは、寸法精度のリスクをもたらします。.
MWalloys社では、お客様と入札前の技術調整ミーティングを実施し、既存のWPS/PQRライブラリをプロジェクトの材料マトリックスと照らし合わせ、資格のギャップを特定し、商業入札が提出される前に現実的な資格スケジュールとコストを提示します。このような透明性を確保することで、実行中に問題を引き起こすスコープの誤解を防ぎます。.
よくある質問 (FAQ)
1:カスタムASMEパイプスプール製作の一般的なリードタイムは?
カスタムASMEパイプスプールの製作リードタイムは、材料の入手可能性、範囲の複雑さ、および検査要件に応じて3週間から16週間の範囲です。5% RTの標準的な炭素鋼スプールの場合、在庫のある加工業者であれば、中程度の数量(500スプールまで)であれば、通常3~5週間で納品可能です。合金材料(ステンレス鋼、クロモリ)は、材料調達に2~4週間追加されます。PWHTを必要とするプロジェクトでは、1-2週間追加されます。完全なPWHTと100% NDEを伴うP91配管は、アイソメトリック・レシートから出荷まで、通常10-16週間を要します。MWalloys社では、確認されたアイソメトリック図と材料の納期と結びつけ、入札段階で製造スケジュールのコミットメントを提供します。.
2: 輸送計画において、パイプのスプール重量はどのように計算されますか?
パイプスプールの重量は、パイプ(肉厚と直径は、ASME B36.10M/B36.19Mスケジュールに従って線形重量を決定する)、継手、フランジ、バルブ、および構造用アタッチメントのすべてのコンポーネントの合計質量から計算されます。例えば、6インチ・スケジュール40の炭素鋼パイプの重量は、ASME B36.10Mに従って18.97ポンド/フィート(28.2kg/m)である。スプールの総重量はアイソメトリック・テイクオフから計算される。輸送計画では、個々のスプール重量は通常、大口径の厚肉アセンブリの場合、50 kgから数メートルトンの範囲となります。総重量と寸法(長さ×幅×高さ)により、トラックへの積み込み計画、荷降ろしのためのクレーン要件、サイズ超過/重量超過許可要件が決定されます。MWalloys社は各スプールの完全な重量と寸法データを納品書類の一部として提供します。.
3: 極低温サービス用にパイプスプールを製造することは可能ですか?また、どのような特別な要件が適用されますか?
LNGの-260°F (-162°C)や液体窒素の-320°F (-196°C)を含む極低温サービス(-50°F / -46°C以下)用にパイプスプールを製造することができます。特別な要件としては、低温靭性が認証された母材 (-50°F までの炭素鋼サービスには ASTM A333 グレード 6、それ以下の温度には ASTM A312 TP304L または 316L、LNG サービスには ASTM A333 グレード 8 による 9% ニッケル鋼)、指定された最低設計温度 (MDMT) での母材と溶接金属のシャルピー衝撃試験、ASME B31.3衝撃試験免除曲線(図323.2.2A)により、試験 が必要な時期を決定する。MWalloys社では、東南アジア全域のLNG再ガス化ターミナルや工業用ガスプラントの設置など、極低温パイプスプールのプロジェクトを手がけてきました。.
4: 納品されるパイプ・スプールには、どのような書類を添付する必要がありますか?
完全なASME準拠のスプール・データ・パッケージには、以下が含まれる:アイソメトリック図面(承認された逸脱があればマークア ップされたas-built)、溶接図とヒート番号の相互参照 を伴うすべての圧力含有材料の材料試験報告書(MTR)、 各溶接部について参照される資格のあるWPS文書、各 溶接部の溶接士の身元とWPQ参照、検査されたすべての 溶接部のNDE報告書(解釈報告書を伴うRTフィルムま たはUTスキャン)、熱電対配置図付きPWHT記録表(該当する場 合)、静水圧または空気圧試験証明書(工場で試験さ れた場合)、寸法検査報告書、PMI結果(仕様で要求され た場合)、検査官の署名があるすべてのホールド・ ポイントと立会ポイントを示す検査・試験計画書 (ITP)。この文書パッケージは、スプールのコードブックを構成し、施設の運用期間中、規制および顧客のレビューのために利用可能でなければなりません。.
5: スプールが合わない場合、パイプスプール製造業者はどのように現場合わせの問題に対処していますか?
3Dモデルやアイソメ図面の誤差、公差を超える製作寸法のずれ、設計モデルからの現場での土木/構造的なずれです。修正対応は、ずれの大きさによって異なります。約3~6mm以内の軽微なズレであれば、パイプクランプの調整や、ASME B31.3変位応力計算による許容範囲内で隣接システムに応力を導入することで対応できます。より大きな不一致の場合は、技術的な検討と現場でのスプール修正(切断と再溶接、追加NDEを誘発)、または「パップピース」(寸法差を吸収する短い接続部分)の製作が必要になります。MWalloys社では、現場での界面条件に制約のある重要なスプールについて、3Dモデルの基準座標を使用した納品前の寸法検証を実施し、このプロトコルを使用するプロジェクトでは、スプールの嵌合問題発生頻度を1%以下に低減しています。.
6: パイプスプールとパイプモジュールの違いは何ですか?
パイプスプールは、個々のプレハブパイプ部分である(通常、個別に輸送され、現場で一本ずつ設置される)。パイプ・モジュール(またはスキッド)は、パイプ・スプールに構造用鋼、機器、計器類、電気部品、サポートなどを加えた、より大きなプレハブ組立品です。モジュールは数トンから数百トンまであり、特殊な重量物輸送を必要とする。スプール製作とモジュール化のどちらを選択するかは、プロジェクトの規模、現場へのアクセス、現地の人件費、スケジュールの要件によって決まる。CIIの調査によると、モジュール化は、現場作業費と工場作業費の比率が1.5倍を超え、かつモジュールを現場まで輸送できる場合に、最も費用対効果が高くなる。ほとんどのブラウンフィールド(操業施設)プロジェクトでは、アクセス上の制約から、モジュール化よりも個別スプール製作の方が現実的である。.
7: 最終検査でパイプスプールが不合格になる最も一般的な原因は何ですか?
最終検査でのパイプ・スプール不合格の最も一般的な原因を、頻度の高い順に5つ挙げる:(1)仕様公差を超える寸法偏差-最も一般的なのは、フラン ジ対面の長さまたはフランジ・ボルト穴の向き。 (2)NDE中に特定された溶接欠陥-通常、ルート・パス での融着不足またはフィル・パスでの空隙;(3)表面状態の欠陥-除去されない溶接スパッ ター、パイプ本体へのアークストライク、フラッシュ 溶接が指定されている場合の溶接補強材の不完全 な研磨;(4)欠落または不正確な文書化-MTR熱 番号が溶接図に転送されていない、必要な溶接につ いてのNDE報告書の欠落;(5)PWHTの不適合-温度記録 のギャップ、熱電対の配置が文書化されていない、 浸漬時間が不十分。MWalloys社では、最終検査の前に、専任のQC担当者が寸法記録と書類の完全性を確認し、最終顧客検査のためにスプールをリリースする前に、社内のステージゲート検査システムがこれらのカテゴリーをキャッチします。.
8: オービタル溶接技術は、医薬品や半導体用途のパイプスプールの品質をどのように向上させますか?
オービタルGTAW(ガス・タングステン・アーク溶接) は、固定されたパイプ継手の周囲を回転するコン ピューター制御の溶接ヘッドを使用し、作業 者のばらつきを最小限に抑えながら、一貫性のあ る自動制御溶接を行う。表面仕上げと内部清浄度が重要な製薬(バイオ製薬)および半導体の用途において、オービタル溶接は次のようなメリットを提供する:溶接ビードの一貫性による滑らかな内部表面(Ra≤0.5 µm内部溶接プロファイルが達成可能)、100% プロセス・トレーサビリティを提供する、すべての継手の溶接パラメーター記録(電流、電圧、移動速度、シールド・ガス流量)、手動GTAWと比較した入熱の低減、溶接内部の酸化の最小化、およびASME BPE(バイオプロセス装置)規格およびSEMI F19(半導体プロセス・ガス供給)に準拠した溶接の認定能力。AMI (Arc Machines Inc.、現リンカーン・エレクトリック社) が発表したデータによると、オービタル溶接は、ステンレス鋼チューブの溶接不良率を手動GTAWに比べて60~75%削減する。.
9: パイプ・スプールの製造品質管理におけるアイソメ図面承認の役割とは?
アイソメトリック図面は、パイプ・スプール製作のための主要な技術指示文書です。各ISOは、スプール形状(すべての寸法と角度)、すべてのコンポーネントの材料仕様、必要なNDEとPWHT表記を伴う溶接識別番号、圧力試験要件、フランジ定格とガスケットの種類、機器接続の詳細、検査のためのホールドと立会ポイントの要件などを定義します。図面承認プロセス(製作者のエンジニアリング・レビュー、顧客の配管エンジニア、および該当する第三者検査機関が、製作開始前にISOをレビューし承認するプロセス)は、製作プロセス全体における唯一で最も重要な品質ゲートです。ISOの承認前に加工を開始することは、手戻 りや材料の無駄の主な原因となります。MWalloys社では、アイソメトリック図面がお客様のエンジニアリングチームから最低でも「AFC(Approved for Construction)」ステータスを取得するまでは、いかなるスプールでも材料の切断やフィッティングアップを禁止しています。この規律により、その後変更される図面での無駄な労働を防ぐことができます。.
10: プレハブ・パイプ・スプールは、持続可能な建設にどのように貢献するのか?
プレハブ・パイプ・スプールは、現場施工の配管と比較して、持続可能性に関する測定可能な利点がいくつかあります。材料廃棄物の削減:工場での切断と加工は、現場での加工よりも約30~40%のスクラップが発生します。これは、精密なコンピュータ切断により材料の利用が最適化され、スクラップが現場で廃棄されるのではなく、工場で回収されリサイクルされるためです。エネルギー効率:誘導式PWHTシステムを使用した工場環境は、外気への熱損失を伴う現場のプロパンPWHTや電気抵抗PWHTよりも、エネルギー効率が大幅に高い。労働者の通勤時間の短縮:製造労働者を中央の工場施設に集中させることで、遠隔地や沖合の建設現場に通勤する作業員の数を減らし、関連する輸送排出量を削減します。再加工エネルギーの削減:工場加工における再加工率が低いということは、溶接の除去、再溶接、およびNDEの繰り返しに費やされるエネルギーが少ないことを意味する。に掲載されたライフサイクル・アセスメントによると クリーナー・プロダクション誌 (2018年172巻)によれば、モジュラー・工法やプレハブ工法は、同等のプロセス・プラント・スコープについて、従来の現場建設と比較して、建設プロセスにおける具現化炭素を15-25%削減する。.
結論複雑な配管プロジェクトでプレハブがオプションではない理由
ASME認証の下でのカスタムパイプスプール製作は、単なる調達オプションではなく、安全性、品質、スケジュール、コストの各次元において、文書化され、定量化可能な利点を持つプロジェクト実行戦略です。CII、マッキンゼー、業界誌、そしてMWalloys社自身のプロジェクト履歴から得られたデータは、一貫して同じ結論を示しています。.
具体的なプロジェクトにおいて、プレハブ加工がどれだけの価値をもたらすかを決定する重要な変数は、現場と工場での労働賃金の比率、建設現場へのアクセスのしやすさ、配管仕様の複雑さと合金含有量、エンジニアリングのアイソメトリック図面の品質、そして加工パートナーの能力である。この5つの変数はすべて、適切な計画によって管理可能です。.
MWalloys社では、ASME規格への準拠、多材質加工能力、包括的なNDEサービス、そしてスプールを据付順序通りに現場へお届けするためのロジスティクスプログラムを提供しています。お客様のプロジェクトが数百本の標準的な炭素鋼プロセス配管スプールであろうと、100%検査と文書化されたPWHTを必要とする複雑な合金システムであろうと、弊社はお客様の現場リスクを軽減し、プロジェクトスケジュールを予定通りに維持する製造されたパイプスプールをお届けするための手順、資格、経験を持っています。.
参考文献と検証可能な情報源:
- ASME B31.3-2022 Process Piping Code, American Society of Mechanical Engineers.
- ASME Section IX-2021 溶接、ろう付け、溶断資格。.
- ASME Section V-2021 非破壊検査。.
- 建設業協会(CII)調査報告書 171-11 - モジュール化:最適化の方法.
- CII リサーチレポート RT-283 - プレファブリケーションによる生産性の向上(2014年)。.
- ダッジ・データ&アナリティクス、建築におけるプレハブ化とモジュール化のスマート市場レポート(2020年)。.
- マッキンゼー・アンド・カンパニー「建設業のデジタルの未来を想像する」(2016年)。.
- 労働統計局、職業傷病調査(2022年)。.
- Journal of Construction Engineering and Management, ASCE, Volume 145, Issue 3 (2019).
- Journal of Cleaner Production, Volume 172 (2018) - プレハブ建築のライフサイクルアセスメント.
- ASTM International - 参照材料仕様(A106、A312、A335、A333、A790)。.
- ASME B16.5、B16.9、B16.11、B16.25 - 配管コンポーネント規格.
- ASNT - American Society for Nondestructive Testing, NDE Level Certification Standards.
