La fabricación a medida de carretes de tuberías según las certificaciones ASME B31.3 y ASME Sección IX reduce la mano de obra de soldadura en 40-60%, reduce el tiempo total de instalación de tuberías en 30-50% y disminuye los índices de incidentes en la obra en hasta 35% en comparación con las tuberías construidas en obra, lo que convierte a los carretes de tuberías prefabricados en la estrategia de reducción de riesgos más cuantificable de la que disponen hoy en día los ingenieros de proyectos y los contratistas EPC. En MWalloys, hemos fabricado y suministrado paquetes de carretes de tubería con certificación ASME para refinerías, plantas químicas, terminales de GNL e instalaciones farmacéuticas de tres continentes, y todos los proyectos confirman el mismo patrón: cuanto antes comienza la planificación de la prefabricación, mayor es la compresión de los plazos y el ahorro de costes conseguido en la obra.
Si su proyecto requiere el uso de la fabricación de carretes de tubería a medida, puede Contacto para obtener un presupuesto gratuito.
¿Qué es un carrete de tubos y en qué se diferencia la fabricación a medida de la construcción sobre el terreno?
Un carrete de tuberías es una sección prefabricada de un sistema de tuberías que incluye segmentos de tuberías, accesorios, bridas, codos, tes, reductores y conexiones de derivación ensamblados y soldados en un entorno de taller controlado antes de su entrega a la obra. El término "carrete" tiene su origen en el aspecto de carrete de un conjunto de tuberías con bridas y ahora se utiliza universalmente en los sectores del petróleo y el gas, petroquímico, de generación de energía y de construcción industrial.

La fabricación de carretes de tubería a medida significa que cada carrete se fabrica conforme a planos isométricos, especificaciones de materiales, presiones nominales y requisitos dimensionales específicos del proyecto, a diferencia de la compra de conjuntos de tuberías estándar de catálogo que requieren modificaciones in situ.
Carrete de tubería frente a tubería fabricada in situ: Una comparación directa
La diferencia fundamental entre los carretes prefabricados y la construcción convencional de tuberías sobre el terreno se reduce a dónde se añade valor y dónde se concentra el riesgo.
| Parámetro | Carretes de tubería prefabricados | Tuberías fabricadas in situ |
|---|---|---|
| Entorno de soldadura | Tienda controlada: temperatura, humedad y posicionamiento estables | Variable: viento, lluvia, espacios reducidos, posiciones incómodas |
| Productividad del soldador | 3-5 juntas por turno (taller) | 1-2 juntas por turno (campo) |
| Acceso NDE | Acceso total a 360°, colocación óptima de los equipos | Acceso restringido en muchas condiciones de campo |
| Tasa de reprocesamiento | 2-5% (media del sector, entorno de taller) | 8-15% (entorno de campo) |
| Trazabilidad de los materiales | Documentación centralizada del número de colada | Distribuido, más difícil de mantener |
| Índice de incidentes de seguridad | Inferior - entorno controlado, sin trabajo en altura para la mayoría de las articulaciones | Superior - trabajos en altura, espacios confinados, oficios concurrentes |
| Previsibilidad del calendario | Alta - la producción del taller es independiente de las condiciones meteorológicas | Inferior: retrasos debidos a las condiciones meteorológicas, conflictos de programación de la mano de obra |
| Documentación de calidad | Paquetes de datos completos por bobina | A menudo fragmentados en registros de campo |
Fuente: Informe de investigación 171-11 del Instituto de la Industria de la Construcción (CII), "Modularización: ¿Cómo optimizarla? How to Maximize Its Value?"; Dodge Data & Analytics, "Prefabrication and Modularization in Construction" (2020 SmartMarket Report).
¿Qué componentes se incluyen en un paquete de bobinas de tubos a medida?
Un carrete de tubo personalizado completo suele constar de:
- Segmentos de tubo: Cortados a longitudes precisas a partir de tubos con certificación ASTM.
- Bridas con cuello de soldadura o bridas deslizantes: Clase de presión nominal según ASME B16.5 o B16.47.
- Accesorios para soldar a tope: Codos (radio largo o radio corto), tes, reducciones, tapones según ASME B16.9.
- Accesorios para soldadura por encastre: Para tuberías de diámetro interior más pequeño (normalmente 2 pulgadas NPS y menos) según ASME B16.11.
- Conexiones de rama: Weldolets, sockolets, threadolets según MSS SP-97.
- Anclajes estructurales: Zapatas, soportes ficticios, muñones según se especifica en los isométricos.
- Instrumentos en línea: Boquillas de termopozo, conexiones de toma de presión, bridas de orificio según sea necesario.
En MWalloys, tratamos cada bobina como un producto completo con su propio paquete de datos: informes de pruebas de materiales, mapas de soldaduras, resultados NDE, registros de inspección dimensional y certificación de pruebas hidrostáticas o neumáticas.
¿Qué normas ASME rigen la fabricación y certificación de carretes para tuberías?
La certificación ASME (Sociedad Estadounidense de Ingenieros Mecánicos) no es un documento único, sino una estructura estratificada de códigos que abordan diferentes aspectos del diseño, la fabricación, las pruebas y la documentación de las bobinas de tubo. Comprender qué normas se aplican a su proyecto es esencial antes de realizar una solicitud de fabricación.
El marco básico del Código ASME para la fabricación de carretes de tuberías
| Norma ASME | Alcance | Requisitos clave |
|---|---|---|
| ASME B31.3 | Tuberías de proceso (químicas, petrolíferas, farmacéuticas) | Presión/temperatura de diseño, especificaciones de materiales, soldadura, examen, pruebas |
| ASME B31.1 | Tuberías de energía (vapor, agua de alimentación, sistemas de turbinas) | Requisitos de examen superiores a los de B31.3 para presiones equivalentes |
| ASME B31.4 | Sistemas de transporte por tuberías para líquidos | Fabricación de tuberías para líquidos en tierra |
| ASME B31.8 | Gasoductos de transporte y distribución | Diseño y fabricación de servicios de gas |
| ASME Sección II | Especificaciones de los materiales | Especificaciones de materiales aprobados (Parte A: ferrosos; Parte B: no ferrosos; Parte C: consumibles de soldadura) |
| ASME Sección IX | Cualificaciones en soldadura fuerte y blanda | Requisitos WPS, PQR, WPQ - obligatorios para todas las soldaduras a presión |
| ASME B16.5 | Bridas para tuberías y accesorios con brida (NPS ½ a NPS 24) | Clases de presión, dimensiones, materiales. |
| ASME B16.9 | Accesorios para soldadura a tope forjados en fábrica | Normas dimensionales y de tolerancia para los racores |
| ASME B16.11 | Accesorios forjados, para soldar por encastre y roscados | Normas para racores de pequeño calibre |
| ASME B16.25 | Extremos de soldadura a tope | Dimensiones de preparación del extremo de soldadura |
Fuente: Colección de normas ASME, edición 2023; Código de tuberías de proceso ASME B31.3-2022.
¿Qué significa la certificación ASME para un fabricante de carretes para tuberías?
El término "certificado ASME" cuando se aplica a un fabricante de carretes para tuberías se refiere normalmente a una o más de las siguientes autorizaciones:
Sello "U" ASME: Autoriza la fabricación de recipientes a presión según ASME Sección VIII División 1. Aunque no es directamente un sello de carrete de tubería, los talleres con sello U demuestran una capacidad integral de fabricación de equipos a presión.
Sello ASME "S: Autoriza la fabricación de calderas de potencia según la Sección I. Relevante para la fabricación de carretes de tuberías de potencia B31.1.
Registro "NB" de la Junta Nacional: Productos fabricados y registrados en el Consejo Nacional de Inspectores de Calderas y Recipientes a Presión, lo que proporciona una verificación por terceros del cumplimiento de los códigos.
Más relevante para la mayoría de los trabajos con carretes de tuberías: Muchos proyectos no exigen un sello ASME en las bobinas en sí, pero sí el cumplimiento estricto del código. La sección 300.2 de ASME B31.3 responsabiliza al propietario de designar la edición del código aplicable y de establecer los requisitos de inspección. Implicaciones prácticas: el fabricante debe demostrar:
- Un Sistema de Gestión de la Calidad (SGC) aprobado que cumpla los requisitos de la Sección IX de ASME.
- Especificaciones cualificadas de procedimientos de soldadura (WPS) y registros de cualificación de procedimientos (PQR) que cubran todos los grupos de materiales, posiciones y procesos que se vayan a utilizar.
- Welder Performance Qualifications (WPQ) actual para todos los soldadores que trabajarán en el proyecto.
- Un Inspector Autorizado (IA) designado o un Inspector del Propietario para la verificación del cumplimiento del código.
En MWalloys, nuestro SGC está estructurado para cumplir los requisitos de ASME B31.3, B31.1 y Sección IX, con inspectores externos disponibles para pruebas de cualificación e inspecciones de punto de retención con testigos del cliente.
Categorías de servicio de fluidos según ASME B31.3 y su impacto en los requisitos de fabricación
ASME B31.3 clasifica los servicios de fluidos en distintas clases que determinan los requisitos de examen y, en consecuencia, afectan al coste y al calendario de fabricación:
| Categoría de servicio | Definición | Requisito de examen | Impacto en el coste del carrete |
|---|---|---|---|
| Servicio normal de fluidos | Fluidos de proceso estándar dentro de la presión/temperatura definida | 5% examen radiográfico o ultrasónico aleatorio de soldaduras | Línea de base |
| Categoría D | Baja presión (≤ 150 psig), no inflamable, no tóxico, ≥ -20°F. | Sólo examen visual | -15 a -25% frente a Normal |
| Categoría M | Fluidos tóxicos - una sola exposición podría ser letal | 100% examen radiográfico o ultrasónico | +40 a +60% vs. Normal |
| Alta presión | Sistemas diseñados por encima de ASME B16.5 Clase 2500 | Examen 100%, requisitos adicionales | +60 a +100% vs. Normal |
| Temperatura elevada | Aleaciones Cr-Mo en servicio de fluencia | Requisitos específicos de PWHT y examen | +30 a +50% vs. Normal |
Fuente: ASME B31.3-2022, Capítulo VI - Inspección, examen y pruebas.
Comprender desde el principio la categoría de servicio de fluidos de su proyecto determina el alcance del examen, que afecta directamente a la selección del fabricante, el calendario y el presupuesto.
¿Cómo reduce el riesgo in situ el proceso de prefabricación?
Esta es la principal propuesta de valor de la fabricación de carretes de tubería a medida, y los datos que la respaldan son sustanciales. La reducción de riesgos afecta a cuatro dimensiones: seguridad, calidad, plazos y costes.
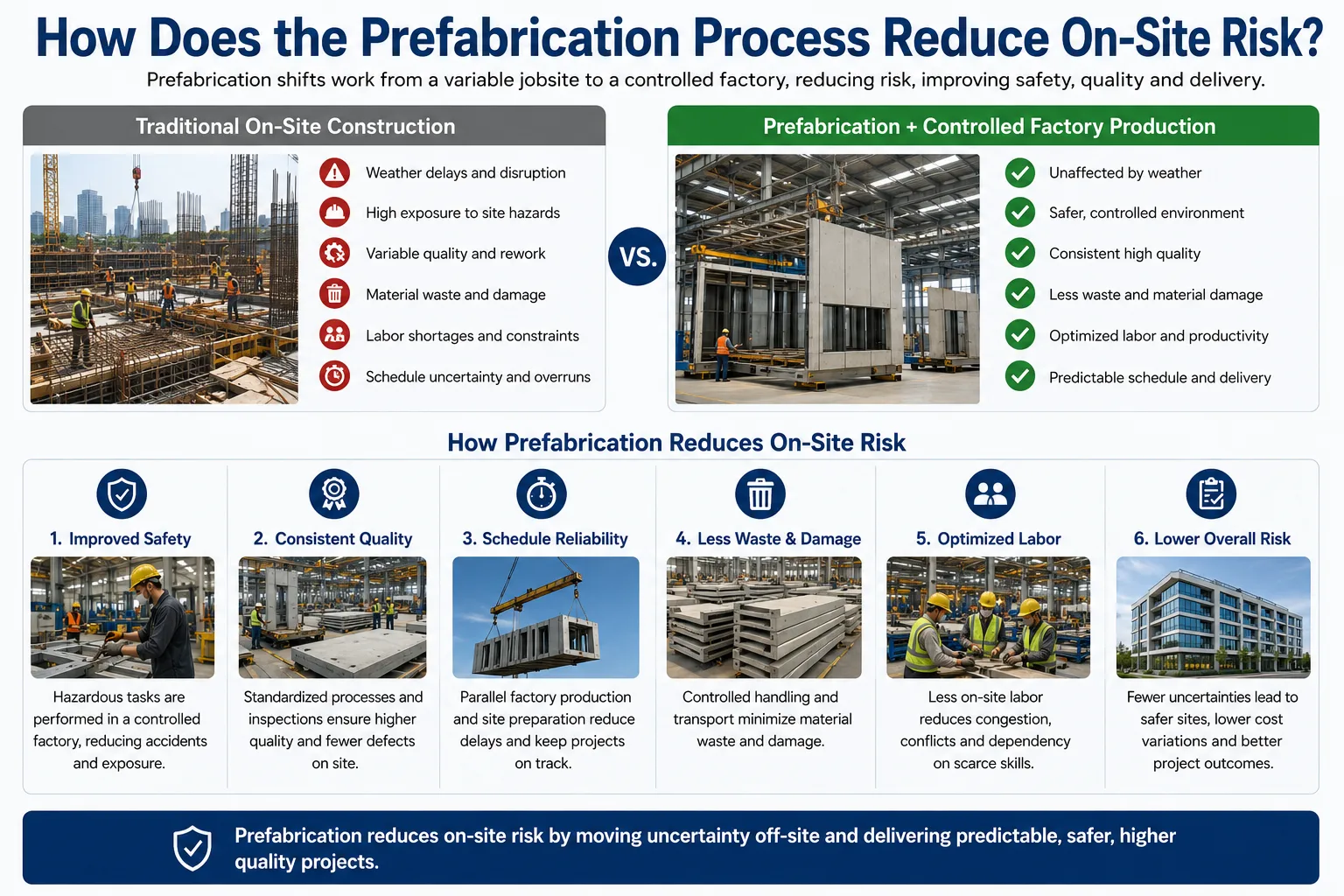
Reducción de los riesgos de seguridad mediante la fabricación en taller
Las obras de construcción se encuentran entre los entornos de trabajo de mayor riesgo de todos los sectores. Según la Oficina de Estadísticas Laborales de EE.UU. (BLS), el sector de la construcción registró una tasa de lesiones de 3,3 casos por cada 100 trabajadores a tiempo completo en 2022, en comparación con los entornos de fabricación (talleres de fabricación de tuberías), con 2,8 casos por cada 100 trabajadores a tiempo completo. La diferencia es modesta en términos absolutos, pero la naturaleza y gravedad de los incidentes difiere significativamente.
La soldadura de tuberías en campo suele requerir:
- Plataformas de trabajo elevadas (andamios, elevadores aéreos) para tendidos de tuberías por encima del nivel del suelo.
- Entrada en espacios confinados para soldadura en recipientes, columnas y estructuras subterráneas.
- Permisos de trabajo en caliente con requisitos concurrentes de vigilancia de incendios.
- Coordinación con gremios de construcción simultáneos en zonas congestionadas.
La fabricación en taller elimina la mayoría de estas categorías de riesgo. En MWalloys, nuestra soldadura en taller produce uniones en las posiciones plana (1G), horizontal (2G) y elevada utilizando posicionadores de tuberías giratorios, no soldadores montados en andamios en posiciones incómodas. Esta ventaja posicional por sí sola mejora simultáneamente la seguridad y la calidad de la soldadura.
El informe RT-283 del Instituto de la Industria de la Construcción (CII), "Mejora de la productividad mediante la prefabricación" (2014), constató que los proyectos con alto contenido de prefabricación tenían 25-35% menos incidentes de seguridad registrables en comparación con proyectos equivalentes construidos sobre el terreno.
Reducción de riesgos para la calidad: Por qué la soldadura en taller supera a la soldadura en campo
El entorno controlado del taller produce una calidad de soldadura superior en múltiples parámetros:
Control de temperatura y humedad: ASME B31.3 exige que la soldadura no se realice cuando la temperatura ambiente sea inferior a -20°F, o cuando las superficies estén mojadas, o con vientos fuertes sin la protección adecuada. Los entornos de taller mantienen estas condiciones de forma constante sin intervención del equipo de proyecto.
Calidad de ajuste de las juntas: En la fabricación en taller se utilizan sierras de corte de tubos de precisión, biseladoras de tubos CNC y dispositivos de montaje que consiguen dimensiones de separación uniformes (normalmente 1/16 pulgadas ± 1/32 pulgadas según ASME B16.25). El montaje sobre el terreno de sistemas parcialmente montados, en los que la dilatación térmica ya ha alterado las dimensiones, es sistemáticamente menos preciso.
Control de precalentamiento: Para los materiales de aleación que requieren precalentamiento (acero al carbono de más de 1 pulgada de espesor de pared, aleaciones de cromo-molibdeno según ASME Sección IX Tabla QW-406), el calentamiento en taller con bobinas de inducción o mantas de resistencia eléctrica mantiene una temperatura de precalentamiento uniforme en todo el perímetro de la junta. El precalentamiento in situ con propano u oxiacetileno es menos uniforme y más difícil de verificar.
Control de la temperatura de paso: Crítico para aceros ferríticos mejorados con resistencia a la fluencia (CSEF) como el P91, donde los límites de temperatura entre pasadas (normalmente 400°F como máximo) son esenciales para la integridad microestructural. Los pirómetros digitales de taller situados en cada estación de soldadura proporcionan una supervisión continua.
Un estudio de 2019 publicado en la Revista de Ingeniería y Gestión de la Construcción (ASCE, volumen 145, número 3) descubrieron que las bobinas de tuberías prefabricadas tenían un índice de rechazo radiográfico de 2,1% en comparación con 7,8% para soldaduras de campo equivalentes en una comparación emparejada de instalaciones de tuberías de refinerías.
Reducción del riesgo de programación: Ejecución de rutas paralelas
Una de las ventajas más potentes pero menos apreciadas de la prefabricación de carretes de tuberías es la capacidad de ejecutar la fabricación en paralelo con los trabajos civiles y estructurales de la obra. Esta capacidad de compresión del calendario cambia radicalmente el análisis de la ruta crítica del proyecto.
En un enfoque de construcción secuencial tradicional:
- Cimentación civil completa → Montaje de acero estructural → Montaje de soportes de tuberías → Instalación de tuberías en campo → Empalme y pruebas.
En un enfoque integrado de prefabricación:
- La cimentación civil Y la fabricación de carretes de tubería se ejecutan simultáneamente.
- El acero estructural Y la preparación de la entrega de carretes de tubería se ejecutan simultáneamente.
- La instalación de los tubos comienza inmediatamente después del montaje de los bastidores utilizando carretes prefabricados.
- Las pruebas comienzan antes porque el número de juntas en el campo se reduce drásticamente.
Según el informe de 2016 de McKinsey & Company "Imagining Construction's Digital Future", los proyectos que aplican estrategias de prefabricación y modularización logran reducciones de plazos de 20-40% en la fase de instalación de tuberías. Para una gran refinería con entre 80 000 y 150 000 soldaduras de carretes de tuberías, esto representa meses de compresión de plazos en la ruta crítica.
En MWalloys, trabajamos con los planificadores de proyectos durante la fase de ingeniería inicial (FEED) para desarrollar calendarios de entrega de bobinas sincronizados con las secuencias de instalación sobre el terreno. Esto requiere una disponibilidad temprana de planos isométricos, lo que crea un círculo virtuoso: los proyectos que se comprometen antes con la prefabricación producen mejor ingeniería más rápidamente.
Reducción del riesgo de costes: De dónde procede realmente el ahorro
La ventaja económica de las bobinas de tubos prefabricados es real, pero requiere un análisis matizado. Los costes de mano de obra en el taller de fabricación no son intrínsecamente inferiores a los de la mano de obra de campo en todos los mercados. El ahorro de costes se deriva de:
Diferencial de productividad: Los soldadores de taller consiguen realizar de 3 a 5 uniones por turno; los soldadores de campo realizan una media de 1,5 a 2,5 uniones por turno en la mayoría de los entornos de construcción industrial. Esta diferencia de productividad de 2-3 veces es el principal factor de coste. Fuente: Manual de Unidades Laborales de la NECA; datos de productividad laboral de la MCAA (Asociación de Contratistas Mecánicos de América).
Eliminación de costes de reprocesado: Una sola reparación de soldadura sobre el terreno requiere: reexamen radiográfico, eliminación de la soldadura (esmerilado o ranurado), restablecimiento del precalentamiento, nueva soldadura, tratamiento térmico posterior a la soldadura si procede, reexamen NDE, actualización de la documentación. El coste total de una sola reparación de soldadura sobre el terreno puede oscilar entre 2.000 y 15.000 dólares en función del tamaño de la tubería, la aleación y la dificultad de acceso. La reducción del número de soldaduras de campo mediante 60% reduce directamente la exposición a los costes de reparación.
Diferencias en los gastos generales: Los gastos generales de la obra (andamios, instalaciones temporales, personal de seguridad, coordinación de oficios concurrentes) se suman a los costes de mano de obra directa. Los gastos generales de taller, aunque reales, suelen ser inferiores como porcentaje de la mano de obra directa.
Rotación y disponibilidad: Los soldadores de campo especializados exigen paquetes de movilización superiores y están sujetos a las restricciones de disponibilidad del mercado. Los fabricantes de taller mantienen plantillas permanentes y cualificadas.
El efecto combinado: La investigación del CII (Informe 171-11) documenta una reducción media del coste total instalado de 15-25% para los proyectos que alcanzan un contenido de prefabricación de 50% o superior en su ámbito de tuberías.
¿Qué materiales se utilizan en la fabricación de carretes de tubería a medida?
La selección del material para los carretes de tuberías depende del servicio del fluido (química, temperatura, presión), los requisitos normativos y la economía del proyecto. ASME Sección II y B31.3 proporcionan las especificaciones de material aprobadas.
Materiales comunes de las bobinas de tubos por tipo de servicio
| Material | Especificación ASTM (tubería) | Temperatura | Aplicación típica |
|---|---|---|---|
| Acero al carbono (A106 Gr. B) | ASTM A106/A53 | -29°C a 427°C (-20°F a 800°F) | Proceso general, utilidad, vapor |
| Acero al carbono de baja temperatura (A333 Gr. 6) | ASTM A333 | -46°C a 204°C (-50°F a 400°F) | GNL, proceso criogénico |
| Acero inoxidable 316/316L | ASTM A312 | -325°F a 800°F (-198°C a 427°C) | Proceso corrosivo, farmacéutico |
| Acero inoxidable 304/304L | ASTM A312 | -325°F a 800°F | Resistencia general a la corrosión |
| Dúplex 2205 (UNS S31803) | ASTM A790 | -46°C a 315°C (-50°F a 600°F) | Servicio que contiene cloruro |
| 1,25Cr-0,5Mo (P11) | ASTM A335 | hasta 565°C (1.050°F) | Alta temperatura, servicio de vapor |
| 2,25Cr-1Mo (P22) | ASTM A335 | hasta 593°C (1.100°F) | Servicio de hidrógeno, alta temperatura |
| 9Cr-1Mo-V (P91) | ASTM A335 | a 649°C (1.200°F) | Vapor ultrasupercrítico |
| Inconel 625 (UNS N06625) | ASTM B444 | Criogénico hasta 982°C (1.800°F) | Altamente corrosivo, alta temperatura |
| Titanio Grado 2 | ASTM B337 | Criogénico hasta 149°C (300°F) | Agua de mar, servicio de halogenuros |
| Acero al carbono revestido de HDPE | Revestimiento ASTM A106 + ASTM F1545 | 0°C a 82°C (32°F a 180°F) | Servicio de ácidos, tuberías para lodos |
Fuente: ASME B31.3-2022 Apéndice A - Tensiones admisibles; especificaciones de materiales de ASTM International.
Requisitos de certificación de materiales para carretes de tuberías ASME
Cada pieza de material incorporada a una bobina de tubo conforme a ASME debe ser trazable a un informe de ensayo de laminación (MTR) certificado que documente:
- Composición química (resultados del análisis térmico y del análisis del producto).
- Propiedades mecánicas (resistencia a la tracción, límite elástico, alargamiento, resultados de impacto Charpy cuando sea necesario).
- Condición de tratamiento térmico.
- Número térmico y número de lote.
- Nombre del fabricante e instalaciones.
- Especificación ASTM/ASME y declaración de conformidad de grado.
En MWalloys, mantenemos un procedimiento de inspección de recepción de material que verifica físicamente cada pieza de material entrante con su MTR antes de que comience cualquier corte, ajuste o soldadura. Los números térmicos se transfieren a las subpiezas después del corte y se documentan en el mapa de soldadura de cada bobina. Esta cadena de trazabilidad es un requisito no negociable para el cumplimiento del código ASME y la verificación de la inspección del cliente.
Consideraciones especiales para la fabricación de carretes de tubos de cromo-molibdeno (Cr-Mo)
Las aleaciones de cromo-molibdeno (P11, P22, P91) merecen especial atención porque plantean retos de fabricación que los procedimientos estándar del acero al carbono no pueden abordar. Estos materiales se utilizan en tuberías de alta temperatura para energía y procesos en los que la resistencia a la fluencia a temperaturas elevadas es el principal factor de diseño.
P91 (9Cr-1Mo-V) es especialmente exigente:
- Precalentamiento mínimo: 400°F (204°C) según ASME B31.1 y la mayoría de las especificaciones de los clientes.
- Temperatura de paso máxima: 400°F (204°C) - el mínimo de precalentamiento y el máximo entre pasadas son casi idénticos, lo que requiere una gestión térmica continua.
- Tratamiento térmico posterior a la soldadura (PWHT): Se requiere a 746-760°C (1.375-1.400°F) según el caso 2328-1 del Código ASME, con velocidades de calentamiento y enfriamiento controladas.
- Verificación de la dureza: La dureza post-PWHT debe estar dentro de 190-275 HBW (dureza Brinell) para confirmar una microestructura adecuada.
- Riesgo de ferrita delta: Un PWHT incorrecto puede dar lugar a la formación de ferrita delta, lo que reduce drásticamente la vida de fluencia. Se recomienda la metalografía de réplica superficial en las inspecciones de puntos de sujeción para soldaduras P91 críticas.
No subcontratamos P91 PWHT a servicios de terceros sin supervisión directa. La uniformidad de la temperatura en toda la junta de soldadura durante el PWHT debe mantenerse dentro de ±25 °F, lo que requiere sistemas de PWHT por inducción debidamente calibrados con supervisión de termopares multipunto.
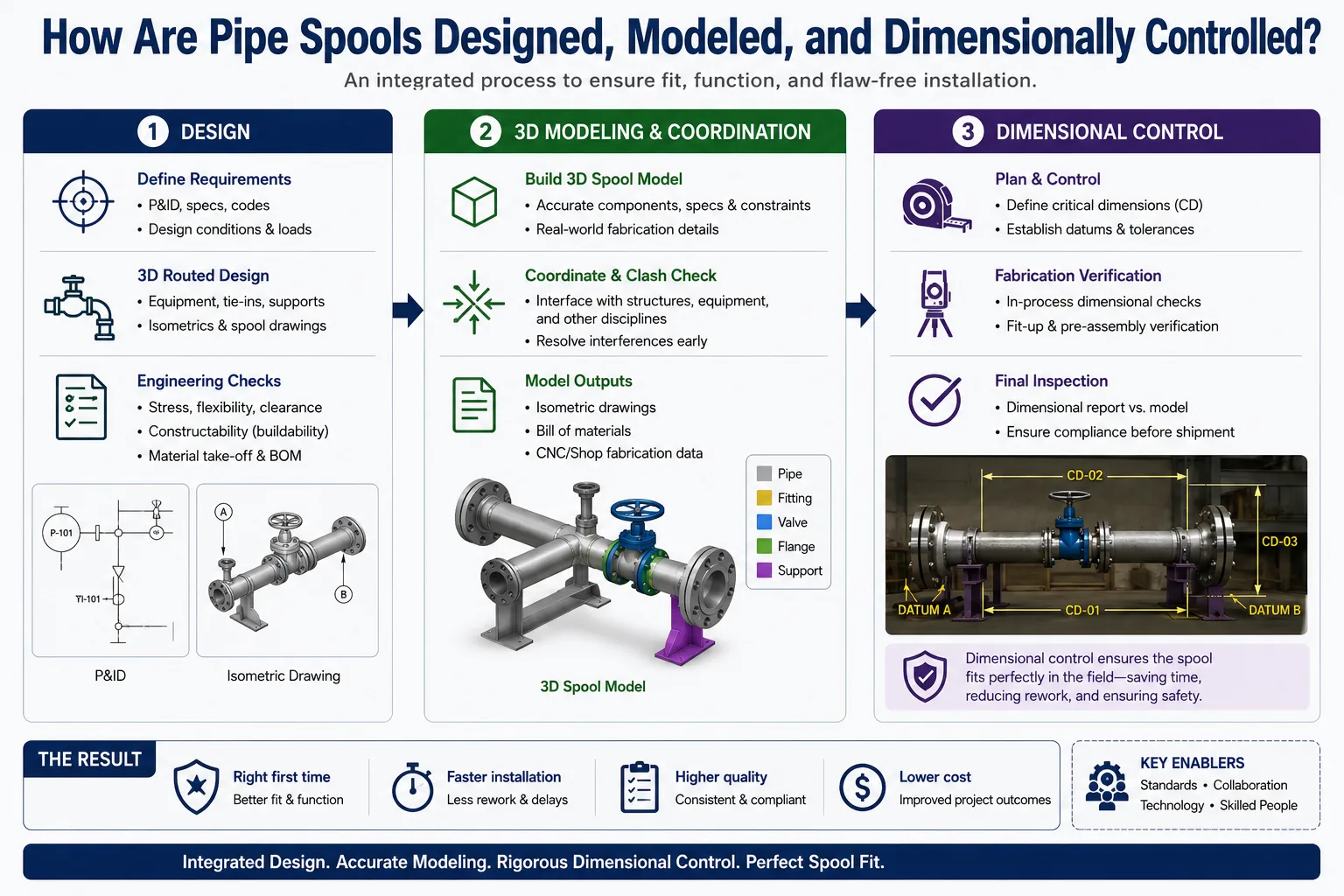
¿Cómo se diseñan, modelan y controlan dimensionalmente los carretes de tuberías?
La precisión de una bobina de tubo a medida es tan buena como el diseño y los procesos de control dimensional que la producen. Los errores en los planos isométricos, los cálculos de materiales o las mediciones en taller se traducen directamente en costosos problemas de montaje sobre el terreno.
De P&ID a dibujo isométrico y fabricación en taller
El flujo de trabajo de ingeniería a fabricación sigue esta secuencia:
- P&ID (Diagrama de tuberías e instrumentación): Define los requisitos del proceso, la ubicación de los instrumentos, los tipos de válvulas y los puntos de conexión. Es la especificación funcional de la que se deriva el diseño de las tuberías.
- Modelo de planta en 3D: Utilizando plataformas de software como AVEVA E3D, PDMS, Intergraph Smart 3D o Bentley OpenPlant, el diseñador de tuberías traza el recorrido de las tuberías a través del modelo 3D respetando las interferencias estructurales, las holguras de mantenimiento y las ubicaciones de los soportes. El modelo 3D sirve como única fuente de verdad geométrica para el proyecto.
- Extracción de dibujos isométricos (ISO): Los dibujos isométricos automatizados se extraen del modelo 3D para cada carrete. El ISO muestra: número de etiqueta del carrete, geometría del trazado de la tubería con dimensiones, especificaciones de materiales, números de identificación de soldaduras, lista de materiales (BOM) de todos los componentes, requisitos NDE, requisitos PWHT, requisitos de pruebas de presión y datos de peso/centro de gravedad.
- Aprovisionamiento de material: La lista de materiales ISO determina los pedidos de material para tuberías, accesorios, bridas y artículos especiales. Los plazos de entrega de los materiales (especialmente de las aleaciones) deben tenerse en cuenta en el programa de fabricación.
- Plano de fabricación en taller (si es necesario): En el caso de montajes complejos o cuando las prácticas de dibujo de taller del contratista difieran del formato ISO del cliente, los dibujos de taller pueden prepararse a partir del ISO antes de que comience la fabricación.
Normas de tolerancia dimensional para bobinas de tubos
La precisión dimensional de los carretes de tubo fabricados determina el éxito del montaje en campo. Las tolerancias ajustadas en el taller evitan costosos cortes, recargues o sustituciones de carretes.
| Dimensión | Tolerancia típica | Base |
|---|---|---|
| Longitud total del carrete (cara de la brida de extremo a extremo) | ±3 mm (±1/8 pulgada) | Práctica habitual en el sector; las especificaciones del cliente varían |
| Orientación de la cara de la brida (rotacional) | ±1° | Especificación del cliente; fundamental para la orientación de los orificios de los tornillos |
| Agujero del perno de la brida a distancia de la línea central | ±1 mm (±1/16 pulgada) | ASME B16.5 |
| Longitud de corte del tubo | ±1,5 mm (±1/16 de pulgada) | Prácticas habituales en los comercios |
| Ángulo de curvatura (para codos de tubo, no para accesorios) | ±0.5° | ASME B16.49 |
| Dimensiones fuera del plano (diferencia de elevación) | ±3 mm (±1/8 pulgada) | Proyectos específicos |
| Cuadratura de la brida (perpendicularidad al eje del tubo) | ≤ 0,5 mm TIR (0,020 pulgadas) | Especificaciones del cliente |
Fuente: MSS SP-69 Pipe Hangers and Supports; especificaciones comunes de fabricación de carretes industriales de los principales contratistas EPC (especificaciones estándar de carretes de tuberías de Bechtel, Fluor, Wood Group).
Escaneado 3D y medición digital en la fabricación moderna de carretes
Los principales fabricantes de bobinas de tubos integran ahora el escaneado láser y la medición digital en los flujos de trabajo de inspección final. En MWalloys, utilizamos la tecnología de brazo de medición de coordenadas portátil (PCMA) para bobinas en las que las interfaces dimensionales críticas requieren una verificación que va más allá de la medición manual con cinta.
Ventajas de la medición digital en la inspección de bobinas:
- Posición y orientación de la cara de la brida verificadas a ±0,5 mm en el espacio 3D.
- Geometría global comparada directamente con las coordenadas de referencia del modelo 3D.
- Los datos de medición pasan a formar parte del registro digital as-built.
- Las discrepancias detectadas pueden corregirse en el taller por una fracción del coste de la corrección sobre el terreno.
Para los megaproyectos (más de 50.000 soldaduras de carretes), algunos contratistas de EPC han implantado la medición fotogramétrica completa de todos los carretes terminados, creando una base de datos digital as-built que permite la planificación de la instalación sobre el terreno y la detección de interferencias en tiempo real.

¿Qué procedimientos de soldadura y requisitos de cualificación se aplican a los carretes de tubería ASME?
La soldadura es la actividad más crítica para la seguridad y la calidad en la fabricación de carretes de tuberías. La sección IX de ASME establece el marco de cualificación que debe seguir toda fabricación conforme a ASME.
La tríada de cualificación WPS/PQR/WPQ
Especificación del procedimiento de soldadura (EPS): Documento que especifica las variables de soldadura (grupo de números P del metal base, número F del metal de aportación, proceso, posición, diseño de la unión, precalentamiento, temperatura entre pasadas, PWHT, corriente, tensión, velocidad de desplazamiento, etc.) que deben seguirse durante la soldadura de producción. Un fabricante debe disponer de un WPS cualificado para cada combinación de variables presentes en el ámbito del proyecto.
Registro de cualificación de procedimientos (PQR): El registro de ensayo que documenta la soldadura de un cupón de ensayo utilizando variables que apoyan la WPS, junto con los resultados de los ensayos destructivos (tracción, flexión, impacto, dureza según sea necesario) que verifican que el procedimiento produce soldaduras que cumplen los criterios de aceptación de la Sección IX de ASME.
Cualificación del rendimiento del soldador (WPQ): Demostración de la capacidad de un soldador individual para producir soldaduras aceptables utilizando una combinación específica de proceso, posición y metal base. Las cualificaciones del soldador deben mantenerse mediante el trabajo continuado o la repetición periódica de las pruebas según ASME Sección IX QW-322.
Procesos de soldadura habituales en la fabricación de carretes de tubería
| Proceso de soldadura | Designación ASME Sección IX | Aplicación típica | Ventajas |
|---|---|---|---|
| GTAW (TIG) | Proceso 141 | Paso de raíz, pared delgada, materiales de aleación | Máxima calidad de soldadura, sin escoria |
| SMAW (varilla) | Proceso 111 | Pases de llenado y tapón, acero al carbono | Versátil, bajo coste de equipamiento |
| GMAW (MIG) | Proceso 135 | Pases de relleno de acero al carbono, soldadura de producción | Alta tasa de deposición |
| FCAW (núcleo fundente) | Proceso 136/137 | Soldadura de producción de acero al carbono | Alta productividad, todas las posiciones |
| SAW (Arco sumergido) | Proceso 121 | Gran diámetro, pared gruesa, costuras rectas | Tasa de deposición muy alta |
| GTAW + SMAW (Combinado) | 141 + 111 | Tuberías de aleación e inoxidables | Calidad de raíz TIG + productividad de relleno SMAW |
| GTAW orbital | Proceso 141 (automatizado) | Inoxidable de pequeño calibre, farmacéutico, semiconductor | Calidad automatizada constante |
Requisitos del tratamiento térmico posterior a la soldadura por material
| Grupo de materiales (número ASME P) | ¿Requiere PWHT? | Temperatura | Tiempo de mantenimiento por pulgada de espesor |
|---|---|---|---|
| P1 (acero al carbono) | Requerido por encima de 3/4 de pulgada (19 mm) de pared según B31.3 | 1.100-1.200°F (593-649°C) | 1 hora mínimo |
| P4 (1-1/4Cr-1/2Mo) | Requerido por encima de 13 mm (1/2 pulgada) de pared | 1.300-1.375°F (704-746°C) | 1 hora mínimo |
| P5A (2-1/4Cr-1Mo, P22) | Requerido por encima de 1/2 pulgada | 1.300-1.375°F (704-746°C) | 1 hora mínimo |
| P5B (9Cr-1Mo-V, P91) | Siempre es necesario | 1.375-1.400°F (746-760°C) | 1 hora mínimo por pulgada, 2 horas mínimo |
| P8 (inoxidable austenítico) | Generalmente no es necesario (recocido en solución si hay riesgo de sensibilización) | N/A o 1.900-2.100°F | Proyectos específicos |
| P15E (inoxidable dúplex) | Puede ser necesario el recocido por disolución después de una fabricación pesada | 1.900-2.050°F (1038-1121°C) | Requiere enfriamiento rápido |
Fuente: ASME B31.3-2022 Tabla 331.1.1 - Requisitos para PWHT; ASME B31.1-2022.
¿Qué métodos de examen no destructivo se exigen para las bobinas de tubo certificadas?
El examen no destructivo (END) es el paso de verificación de la calidad que confirma la integridad de la soldadura sin destruir la bobina terminada. Los métodos requeridos, el alcance y los criterios de aceptación se especifican en el código aplicable (B31.3, B31.1) y en la especificación del proyecto.
Comparación de métodos NDE para soldaduras de carretes de tuberías
| Método NDE | Detecta | Sensibilidad | Limitaciones | Índice de costes |
|---|---|---|---|---|
| Examen visual (VT) | Defectos superficiales, verificación dimensional | Bajo (sólo superficie) | No puede detectar defectos subterráneos | 1× (línea de base) |
| Pruebas radiográficas (RT) | Volumétrico - porosidad, inclusiones, grietas, falta de fusión | Alta | Seguridad radiológica, limitada en paredes gruesas | 5-8× |
| Pruebas por ultrasonidos (UT) - Convencionales | Defectos planares, laminaciones, espesor | Alta | Depende del operador, necesita preparación de la superficie | 4-7× |
| Ensayos por ultrasonidos phased array (PAUT) | Volumétrica y planar: superior a la UT convencional | Muy alta | Mayor coste de los equipos | 7-12× |
| Pruebas con partículas magnéticas (MT) | Defectos superficiales y cercanos a la superficie en materiales ferromagnéticos | Medio-Alto | Sólo materiales ferromagnéticos | 2-3× |
| Pruebas con líquidos penetrantes (PT) | Defectos superficiales en cualquier material | Medio | Sólo superficie; sin detección subsuperficial | 1.5-2× |
| Identificación positiva de material (IMP) | Verificación química elemental | Alta | No es un método NDE propiamente dicho, sino una verificación de la calidad | 1.5× |
Fuente: ASME Sección V - Examen no destructivo; API 570 Código de inspección de tuberías; ASNT (American Society for Nondestructive Testing) Guías de estudio de nivel III.
Requisitos NDE según ASME B31.3 por categoría de servicio
Servicio normal de fluidos: 5% examen aleatorio de soldaduras. Esto significa que en un lote de 100 soldaduras, se seleccionan 5 soldaduras para un examen RT o UT completo. Si se encuentra una soldadura defectuosa en la muestra 5%, deben examinarse dos soldaduras adicionales del mismo soldador por cada defecto encontrado. Este proceso de escalado continúa hasta que se obtiene un resultado de examen satisfactorio o se invoca el examen 100% para el trabajo de ese soldador.
La lógica estadística del requisito de examen aleatorio 5% significa que un solo rechazo desencadena el examen de 6-10 soldaduras adicionales, lo que hace que el verdadero alcance del examen sea sensible a la calidad de la soldadura. Un fabricante con un índice de reparaciones de 2% obtiene resultados muy diferentes con este sistema que otro con un índice de reparaciones de 10%.
Servicio de categoría M: examen 100% de todas las soldaduras a presión mediante RT o UT. Este requisito suele duplicar el componente de coste NDE de un proyecto de fabricación de carretes en comparación con el servicio Normal.
Requisitos de las pruebas de presión hidrostática y neumática
Además de los ensayos no destructivos, ASME B31.3 exige pruebas de presión de los sistemas de tuberías terminados. Para las bobinas de tubería probadas en el taller (una práctica que recomendamos siempre que sea posible), los parámetros de prueba son:
Prueba hidrostática: Presión de prueba = 1,5 × presión de diseño × (tensión admisible a la temperatura de prueba / tensión admisible a la temperatura de diseño). Tiempo mínimo de mantenimiento: 10 minutos según ASME B31.3 Para. 345.4.2. El agua es el medio de ensayo estándar; la temperatura debe ser superior a la temperatura de transición de fractura frágil del material.
Prueba neumática (cuando la hidrostática no es práctica): Presión de prueba = 1,1 × presión de diseño. Las pruebas neumáticas almacenan mucha más energía que las pruebas hidrostáticas y presentan un mayor riesgo para la seguridad. ASME B31.3 exige una comprobación de fugas preliminar a 25% de la presión de prueba antes de proceder a la presión de prueba completa.
Los carretes probados en taller reducen el alcance y la duración de las pruebas de campo, ya que sólo las soldaduras de unión (una pequeña fracción del número total de soldaduras) requieren pruebas de campo.
¿Cómo mejoran la logística y la secuenciación de las bobinas de tubos la eficacia de la instalación sobre el terreno?
Fabricar correctamente las bobinas de tubos es sólo la mitad de la ecuación. Llevarlos a la obra en la secuencia correcta, en el momento adecuado y con la documentación correcta determina si la inversión en prefabricación se traduce en un aumento apreciable de la productividad sobre el terreno.
Sistemas de identificación y seguimiento de bobinas
Cada bobina fabricada debe identificarse de forma única y ser rastreable desde el taller hasta la instalación. La identificación estándar del sector incluye:
- Número de etiqueta del carrete: Coincidencia con el número de etiqueta de dibujo ISO (normalmente formateado como Unidad-Número de línea-Número de grupo, por ejemplo, 100-3"-P-001-CS-001).
- Código de colores por material: Rojo para el acero al carbono, azul para el acero inoxidable, amarillo para el cromo-molibdeno (las especificaciones del cliente varían, pero el código de colores reduce drásticamente los incidentes de identificación errónea sobre el terreno).
- Etiquetas RFID o de código de barras: En proyectos de gran envergadura, el seguimiento electrónico permite ver el estado en tiempo real: fabricación finalizada, NDE finalizado, PWHT finalizado, inspección dimensional finalizada, liberado para el envío, llegado a la obra, instalado.
En MWalloys, mantenemos una base de datos de seguimiento de bobinas que se actualiza en cada hito de fabricación. Los clientes con portales de gestión de proyectos reciben actualizaciones diarias del estado, lo que permite a los planificadores de la construcción sobre el terreno ajustar las secuencias de instalación en función del estado real de entrega de las bobinas y no de las fechas de entrega previstas.
Requisitos de transporte y conservación
Las bobinas de tubo terminadas requieren una protección específica durante el transporte:
Protección facial con brida: Los protectores de brida atornillados de plástico o madera evitan que se dañen las caras elevadas (RF) o las ranuras de la junta anular (RTJ) que son superficies de sellado críticas.
Tapas: Los tapones de plástico a presión o las tapas encintadas para los extremos abiertos de los tubos evitan la entrada de contaminación.
Protección de acero inoxidable: Separación de los componentes de transporte de acero al carbono para evitar la contaminación por hierro; bobinas de acero inoxidable envueltas o embaladas por separado.
Requisitos de limpieza: Las tuberías de proceso para servicios farmacéuticos, alimentarios o de semiconductores pueden requerir una purga de nitrógeno y un cierre hermético de los extremos inmediatamente después de la limpieza final y antes del transporte.
Protección dimensional para bobinas de pared delgada: Soportes internos provisionales para bobinas de pared delgada de gran diámetro que podrían deformarse bajo cargas de transporte.
Entrega de paquetes de documentación: Cada envío de carrete debe ir acompañado o precedido de su paquete de datos completo: registros de finalización del PIT (Plan de Inspección y Pruebas), mapas de soldaduras, informes NDE, gráficos PWHT, registros de inspección dimensional y certificaciones de materiales.
Estrategia de secuenciación de emplazamientos para minimizar la utilización de grúas sobre el terreno
Una ventaja de eficiencia de los carretes prefabricados que a menudo se pasa por alto es la posibilidad de planificar con mayor precisión las elevaciones de las grúas. La instalación de tuberías sobre el terreno suele depender de la disponibilidad de la grúa, que es un recurso compartido por varias áreas de construcción.
La entrega de carretes en la secuencia exacta de instalación -que coincide con el montaje de abajo arriba, sección por sección de los racks de tuberías- elimina la necesidad de acopio temporal y remanipulación in situ. Esta filosofía de entrega "justo a tiempo" requiere:
- Estrecha coordinación entre el calendario de entregas del taller de fabricación y la secuencia de trabajo del equipo de instalación sobre el terreno.
- Planificación de la entrega con un mínimo de 2 semanas de antelación.
- Zonas de depósito claramente definidas con planificación capacitada (peso y huella por bobina).
- Protocolos de aceleración para las bobinas en la ruta crítica que se están retrasando con respecto al programa de fabricación.
Según un estudio de evaluación comparativa interna de Fluor Corporation (al que se hace referencia en las actas de la Conferencia Anual de CII, 2018), los proyectos con programas de entrega de carretes secuenciados lograron una productividad de instalación de tuberías 28% mayor (medida en pulgadas de unión de soldadura por día de cuadrilla) en comparación con los proyectos con enfoques de entrega a granel y clasificación en el sitio.
¿Cómo evaluar y seleccionar un fabricante de carretes de tubería cualificado?
Seleccionar al socio de fabricación adecuado para un proyecto crítico de tuberías es una decisión con importantes consecuencias. La oferta más barata no suele ser la más económica si se tienen en cuenta los costes de corrección sobre el terreno, los retrasos y los fallos de calidad.
Criterios de evaluación de la cualificación del fabricante
| Categoría de evaluación | Qué evaluar | Cómo verificar |
|---|---|---|
| Historial de cumplimiento de la normativa | Biblioteca WPS/PQR activa, registros WPQ actuales, experiencia con los códigos aplicables. | Revisión de documentos, proyectos de referencia |
| Cualificación de soldador | WPQ actuales para todos los procesos y puestos requeridos, historial de repetición de pruebas | Revisar los registros de WPQ, presenciar la prueba de muestras si es necesario. |
| Capacidades NDE | NDE interno frente a subcontratado, certificados de personal ASNT de nivel II/III | Revisión de los registros de certificación del personal de NDE |
| Control de materiales | Procedimiento de inspección en recepción, trazabilidad del número térmico, sistema de cuarentena | Auditoría del almacenamiento y los registros del material entrante |
| Capacidad PWHT | Hornos o equipos de inducción propios, registros de calibración, calibración de termopares | Inspección de equipos, registros de calibración |
| Sistema de gestión de la calidad | Documentos escritos del SGC, historial de auditorías internas, historial de NCR (informes de no conformidad) | Revisión de documentos, auditoría in situ |
| Control dimensional | Lista de equipos de medición y registros de calibración, procedimientos de inspección dimensional | Inspección de equipos, registros de inspección por muestreo |
| Capacidad de producción | Superficie total del taller, naves de soldadura, mano de obra activa, retraso actual | Visita al taller, revisión del programa de producción |
| Proyectos de referencia | Proyectos finalizados de alcance, material y código comparables | Contactos de referencia verificados por el propietario |
Señales de alarma en las licitaciones para la fabricación de carretes de tuberías
Ciertos patrones en una propuesta de fabricación indican un riesgo que puede no ser obvio sólo por el precio de la oferta:
Precio anormalmente bajo sin aclaración del alcance: Puede indicar un ámbito de examen mal entendido (cita 5% RT en lugar de 100% RT para un servicio de categoría M).
Lagunas WPS/PQR: Si el licitador no puede proporcionar procedimientos cualificados existentes para sus grupos de materiales y posiciones de soldadura específicos, la cualificación del procedimiento añade de 4 a 8 semanas y 15.000 a 50.000 USD de coste adicional antes de que pueda comenzar la producción.
NDE subcontratado sin supervisión definida: Los subcontratistas de NDE no gestionados por el SGC del fabricante crean lagunas en la documentación que complican el cierre del libro de códigos.
No hay capacidad interna de PWHT para el ámbito de las aleaciones: El PWHT de terceros crea un riesgo de coordinación del programa y puede comprometer los requisitos de uniformidad de temperatura para las tuberías P91.
Ausencia de modelo 3D o capacidad de dibujo isométrico: Los fabricantes que trabajan a partir de bocetos dibujados a mano en lugar de isométricos de ingeniería introducen un riesgo de precisión dimensional.
En MWalloys, llevamos a cabo reuniones de alineación técnica previas a la licitación con los clientes, en las que revisamos nuestra biblioteca WPS/PQR existente comparándola con la matriz de materiales del proyecto, identificamos cualquier laguna de cualificación y presentamos un calendario y un coste de cualificación realistas antes de presentar cualquier oferta comercial. Esta transparencia evita malentendidos que pueden crear problemas durante la ejecución.
Preguntas más frecuentes (FAQ)
1: ¿Cuál es el plazo de entrega habitual para la fabricación de carretes de tubería ASME a medida?
Los plazos de fabricación de carretes de tubería ASME a medida oscilan entre 3 y 16 semanas, en función de la disponibilidad de material, la complejidad del alcance y los requisitos de examen. Para carretes de acero al carbono estándar en servicio normal de fluidos con 5% RT, un fabricante con existencias de material puede entregar normalmente en un plazo de 3-5 semanas para cantidades moderadas (hasta 500 carretes). Los materiales aleados (acero inoxidable, cromo-molibdeno) requieren de 2 a 4 semanas más para la adquisición del material. Los proyectos que requieren PWHT añaden 1-2 semanas. Las tuberías P91 con PWHT completo y NDE 100% requieren habitualmente entre 10 y 16 semanas desde la recepción isométrica hasta el envío. En MWalloys, ofrecemos compromisos de plazos de fabricación en la fase de oferta, vinculados a las fechas confirmadas de los planos isométricos y de entrega de materiales, de modo que los planificadores de proyectos dispongan de datos fiables para sus calendarios de construcción.
2: ¿Cómo se calcula el peso de la bobina de tubo para la planificación del transporte?
El peso del carrete de tubería se calcula a partir de la masa combinada de todos los componentes: tubería (el grosor de la pared y el diámetro determinan el peso lineal según las normas ASME B36.10M/B36.19M), accesorios, bridas, válvulas y accesorios estructurales. Por ejemplo, una tubería de acero al carbono Schedule 40 de 6 pulgadas pesa 28,2 kg/m (18,97 lbs/pie) según ASME B36.10M. El peso total de un carrete se calcula a partir de la toma isométrica. Para la planificación del transporte, los pesos individuales de las bobinas suelen oscilar entre 50 kg y varias toneladas métricas para los conjuntos de pared gruesa de gran diámetro. El peso total del envío y sus dimensiones (longitud × anchura × altura) determinan los planes de carga de los camiones, los requisitos de la grúa para la descarga y cualquier requisito de permiso de sobredimensionamiento/sobrepeso. MWalloys proporciona los datos completos de peso y dimensiones de cada bobina como parte del paquete de documentación de entrega.
3: ¿Pueden fabricarse carretes de tubo para servicio criogénico y qué requisitos especiales se aplican?
Sí, se pueden fabricar carretes de tubo para servicio criogénico (por debajo de -50 °F / -46 °C), incluido GNL a -260 °F (-162 °C) y nitrógeno líquido a -320 °F (-196 °C). Los requisitos especiales incluyen: materiales base certificados para tenacidad a baja temperatura (ASTM A333 Grado 6 para servicio de acero al carbono hasta -50°F; ASTM A312 TP304L o 316L para temperaturas inferiores; acero al níquel 9% según ASTM A333 Grado 8 para servicio de GNL); ensayo de impacto Charpy tanto del metal base como del metal de soldadura a la temperatura mínima de diseño especificada (MDMT); curvas de exención de ensayo de impacto ASME B31.3 (figura 323.2.2A) determinan cuándo es necesario realizar pruebas; y superficies internas electropulidas o especialmente limpiadas para servicio con oxígeno. En MWalloys, nuestros proyectos de carretes de tuberías criogénicas han incluido terminales de regasificación de GNL e instalaciones de plantas industriales de gas en todo el sudeste asiático.
4: ¿Qué documentación debe acompañar a una bobina de tubo entregada?
Un paquete completo de datos de carrete de tubería conforme a ASME debe incluir: el plano isométrico (marcado como construido con cualquier desviación aprobada), informes de pruebas de materiales (MTR) para todos los materiales que contengan presión con referencia cruzada del número térmico al mapa de soldadura, documentos WPS cualificados referenciados para cada soldadura, identidad del soldador y referencia WPQ para cada soldadura, informes NDE (películas RT o escaneados UT con informes de interpretación) para todas las soldaduras examinadas, gráficos de registro PWHT con diagrama de colocación del termopar (cuando proceda), certificado de prueba hidrostática o neumática (si se han realizado pruebas en taller), informe de inspección dimensional, resultados de PMI (si lo exige la especificación) y un Plan de Inspección y Pruebas (ITP) que muestre todos los puntos de retención y puntos testigo con las firmas de los inspectores. Este paquete de documentación constituye el libro de códigos de la bobina y debe estar disponible para su revisión por parte de la normativa y el cliente durante toda la vida operativa de la instalación.
5: ¿Cómo solucionan los fabricantes de carretes de tuberías los problemas de montaje sobre el terreno cuando los carretes no coinciden?
Los problemas de ajuste sobre el terreno de los carretes de tuberías prefabricadas suelen tener tres orígenes: errores en el modelo 3D o en el plano isométrico, desviaciones dimensionales de la fabricación por encima de la tolerancia o desviaciones civiles/estructurales sobre el terreno respecto al modelo de diseño. La respuesta correctiva depende de la magnitud de la desalineación. Las desalineaciones menores de entre 3 y 6 mm aproximadamente pueden corregirse mediante ajustes de las abrazaderas de las tuberías o introduciendo tensión en el sistema adyacente dentro de los límites permitidos por los cálculos de tensión de desplazamiento de ASME B31.3. Las discrepancias mayores requieren una revisión de ingeniería o una revisión de las abrazaderas de las tuberías. Las discrepancias mayores requieren una revisión de ingeniería y, o bien una modificación de la bobina sobre el terreno (cortar y volver a soldar, provocando una NDE adicional), o bien la fabricación de una "pieza cachorro" (una sección de conexión corta que absorba la diferencia dimensional). En MWalloys, realizamos una verificación dimensional previa a la entrega utilizando coordenadas de referencia de modelos 3D para carretes críticos en los que las condiciones de la interfaz de campo son limitadas, reduciendo la frecuencia de problemas de ajuste a menos de 1% de carretes en proyectos que utilizan este protocolo.
6: ¿Cuál es la diferencia entre bobinas de tubos y módulos de tubos?
Los carretes de tuberías son secciones individuales de tuberías prefabricadas (normalmente transportadas individualmente e instaladas pieza a pieza sobre el terreno). Los módulos de tuberías (o patines) son conjuntos prefabricados de mayor tamaño que incluyen carretes de tuberías junto con acero estructural, equipos, instrumentos, componentes eléctricos y soportes: básicamente, una unidad de proceso completa montada en un entorno de taller controlado y enviada como una sola entidad al emplazamiento. Los módulos oscilan entre unas pocas toneladas y varios cientos de toneladas y requieren un transporte pesado especializado. La elección entre la fabricación de carretes y la modularización depende del tamaño del proyecto, la accesibilidad del emplazamiento, los costes de la mano de obra local y los requisitos de planificación. Según los estudios del CII, la modularización es más rentable cuando la relación entre el coste de la mano de obra sobre el terreno y el coste de la mano de obra en el taller es superior a 1,5 veces y cuando el módulo puede transportarse a la obra. Para la mayoría de los proyectos en zonas industriales abandonadas (instalaciones en funcionamiento), la fabricación de carretes individuales es más práctica que la modularización debido a las limitaciones de acceso.
7: ¿Cuáles son las causas más comunes de rechazo de carretes de tubería durante la inspección final?
Las cinco causas más comunes de rechazo de carretes de tubería en la inspección final, por orden de frecuencia, son: (1) desviaciones dimensionales que exceden la tolerancia de especificación - más comúnmente la longitud cara a cara de la brida o la orientación del agujero del perno de la brida; (2) defectos de soldadura identificados durante la NDE - típicamente falta de fusión en la pasada de raíz o porosidad en las pasadas de relleno; (3) deficiencias en el estado de la superficie: salpicaduras de soldadura no eliminadas, impactos de arco en el cuerpo de la tubería, esmerilado incompleto del refuerzo de la soldadura cuando se especifican soldaduras enrasadas; (4) falta de documentación o documentación incorrecta: los números de calentamiento MTR no se transfieren al mapa de soldadura, faltan informes NDE para las soldaduras requeridas; (5) incumplimiento de PWHT: lagunas en el registro de la temperatura, colocación del termopar no documentada, tiempo de remojo insuficiente. En MWalloys, nuestro sistema interno de inspección por etapas detecta estas categorías antes de la inspección final, con personal dedicado al control de calidad que revisa los registros dimensionales y la integridad de la documentación antes de entregar cualquier bobina para la inspección final del cliente.
8: ¿Cómo mejora la tecnología de soldadura orbital la calidad de las bobinas de tubos en aplicaciones farmacéuticas y de semiconductores?
La soldadura orbital GTAW (soldadura por arco de tungsteno con gas) utiliza un cabezal de soldadura controlado por ordenador que gira alrededor de una junta de tubo fija, produciendo soldaduras uniformes y controladas automáticamente con una variabilidad mínima por parte del operario. En aplicaciones farmacéuticas (biofarmacéuticas) y de semiconductores en las que el acabado superficial y la limpieza interna son críticos, la soldadura orbital ofrece: consistencia del cordón de soldadura que produce superficies internas lisas (Ra ≤ 0.5 µm); registro documentado de los parámetros de soldadura de cada unión (corriente, voltaje, velocidad de desplazamiento, flujo de gas de protección), lo que proporciona una trazabilidad del proceso 100%; menor aporte de calor en comparación con el GTAW manual, lo que minimiza la oxidación en el interior de la soldadura; y la capacidad de calificar las soldaduras según la norma ASME BPE (equipos de bioprocesamiento) y SEMI F19 (suministro de gas de proceso de semiconductores). Según datos publicados por AMI (Arc Machines Inc., ahora Lincoln Electric), la soldadura orbital reduce las tasas de rechazo de soldadura en aplicaciones de tubería de acero inoxidable en 60-75% comparado con GTAW manual.
9: ¿Qué papel desempeña la aprobación de planos isométricos en el control de la calidad de la fabricación de bobinas de tubos?
Los planos isométricos son el principal documento de instrucciones técnicas para la fabricación de carretes de tuberías. Cada ISO define: la geometría de la bobina (todas las dimensiones y ángulos), las especificaciones de los materiales de cada componente, los números de identificación de las soldaduras con las anotaciones NDE y PWHT necesarias, los requisitos de las pruebas de presión, los valores nominales de las bridas y los tipos de juntas, los detalles de las conexiones de los instrumentos y los requisitos de los puntos de retención y testigo para la inspección. El proceso de aprobación de los planos, en el que la revisión de ingeniería del fabricante, el ingeniero de tuberías del cliente y cualquier agencia de inspección externa aplicable revisan y aprueban la ISO antes de que comience la fabricación, es la puerta de calidad más importante de todo el proceso de fabricación. La fabricación iniciada antes de la aprobación de la ISO es una de las principales causas de retrabajo y desperdicio de material. En MWalloys, nuestra política prohíbe el corte o ajuste de material en cualquier carrete antes de que el dibujo isométrico de gobierno haya recibido como mínimo el estado de "Aprobado para Construcción" (AFC) por parte del equipo de ingeniería del cliente. Esta disciplina evita el despilfarro de mano de obra en planos que cambian posteriormente.
10: ¿Cómo contribuyen los carretes de tuberías prefabricados a las prácticas de construcción sostenible?
Los carretes de tuberías prefabricadas ofrecen varias ventajas medibles en cuanto a sostenibilidad en comparación con las tuberías construidas in situ. Reducción de residuos de material: el corte y la fabricación en taller generan aproximadamente 30-40% menos de chatarra que la fabricación in situ, ya que el corte preciso por ordenador optimiza la utilización del material y la chatarra se recoge y recicla en el taller en lugar de desecharse in situ. Eficiencia energética: los entornos de taller con sistemas PWHT de inducción son significativamente más eficientes energéticamente que los sistemas PWHT de propano o resistencia eléctrica con pérdidas de calor al aire libre. Reducción de los desplazamientos de los trabajadores: la concentración de la mano de obra de fabricación en un taller central reduce el número de trabajadores que se desplazan a lugares de construcción remotos o en alta mar, lo que reduce las emisiones asociadas al transporte. Reducción de la energía empleada en la repetición de trabajos: el menor índice de repetición de trabajos en la fabricación en taller implica un menor gasto de energía en la eliminación de soldaduras, la repetición de soldaduras y la repetición de pruebas no destructivas. Según una evaluación del ciclo de vida publicada en el Revista de Producción Limpia (Volumen 172, 2018), los métodos de construcción modular y prefabricada reducen el carbono incorporado en el proceso de construcción en 15-25% en comparación con la construcción convencional sobre el terreno para un alcance equivalente de la planta de proceso.
Conclusiones: Por qué la prefabricación no es opcional en proyectos complejos de tuberías
La fabricación a medida de carretes de tubería con certificación ASME no es simplemente una opción de adquisición, sino una estrategia de ejecución de proyectos con ventajas documentadas y cuantificables en cuanto a seguridad, calidad, plazos y costes. Los datos de CII, McKinsey, revistas del sector y nuestro propio historial de proyectos en MWalloys apuntan sistemáticamente a la misma conclusión: cuanto antes se integre la prefabricación en el plan del proyecto, mayores serán los beneficios.
Las variables clave que determinan el valor de la prefabricación en un proyecto concreto son: la relación entre la mano de obra de campo y la de taller, la accesibilidad de la obra, la complejidad y el contenido en aleaciones de las especificaciones de las tuberías, la calidad de los planos isométricos de ingeniería y la competencia del socio fabricante. Las cinco variables son manejables con una planificación adecuada.
En MWalloys, aportamos el cumplimiento del código ASME, capacidad de fabricación multimaterial, servicios completos de NDE y un programa logístico diseñado para entregar los carretes en el emplazamiento en la secuencia de instalación. Tanto si su proyecto incluye unos cientos de carretes de tuberías de proceso de acero al carbono estándar como si se trata de un sistema de aleación complejo que requiere un examen 100% y PWHT documentado, contamos con los procedimientos, las cualificaciones y la experiencia para entregar carretes de tuberías fabricados que reducen el riesgo sobre el terreno y mantienen el calendario de su proyecto.
Referencias y fuentes verificables:
- ASME B31.3-2022 Process Piping Code, Sociedad Americana de Ingenieros Mecánicos.
- ASME Sección IX-2021 Cualificaciones de soldadura, soldadura fuerte y fusión.
- ASME Sección V-2021 Examen no destructivo.
- Informe de investigación 171-11 del Instituto de la Industria de la Construcción (IIC) - Modularización: Cómo optimizar.
- Informe de investigación CII RT-283 - Mejora de la productividad mediante la prefabricación (2014).
- Dodge Data & Analytics, Prefabricación y Modularización en la Construcción SmartMarket Report (2020).
- McKinsey & Company, "Imagining Construction's Digital Future" (2016).
- Oficina de Estadísticas Laborales, Encuesta sobre lesiones y enfermedades profesionales (2022).
- Revista de ingeniería y gestión de la construcción, ASCE, volumen 145, número 3 (2019).
- Journal of Cleaner Production, Volumen 172 (2018) - Evaluación del ciclo de vida de la construcción prefabricada.
- ASTM International - Especificaciones de materiales de referencia (A106, A312, A335, A333, A790).
- ASME B16.5, B16.9, B16.11, B16.25 - Normas de componentes de tuberías...
- ASNT - American Society for Nondestructive Testing, Normas de certificación de nivel NDE.
