Filtri in schiuma ceramica di allumina da 10 a 60 PPI sono la soluzione di filtrazione più adottata per la colata di alluminio, in grado di rimuovere oltre 90% di inclusioni non metalliche dall'alluminio fuso e di ridurre i difetti di porosità dell'idrogeno fino a 70%, migliorando direttamente le proprietà meccaniche e la finitura superficiale dei getti finiti.
Se il progetto richiede l'utilizzo di un filtro in schiuma di ceramica, è possibile contattateci per un preventivo gratuito.
Noi di MWalloys forniamo questi filtri a fonderie in Asia, Europa e Nord America, e i dati sulle prestazioni che raccogliamo confermano costantemente che la scelta di un filtro adeguato è uno degli investimenti a più alto rendimento che un'operazione di fusione possa fare.

Che cos'è un filtro a schiuma di ceramica di allumina e come funziona nella fusione di alluminio?
Un filtro in schiuma ceramica di allumina è una struttura ceramica porosa tridimensionale a celle aperte composta principalmente da ossido di alluminio (Al₂O₃), utilizzata per purificare l'alluminio fuso catturando fisicamente le inclusioni solide e promuovendo il flusso laminare attraverso il sistema di colata. La rete di pori interconnessi del filtro crea un percorso tortuoso che costringe il metallo fuso a cambiare direzione ripetutamente, portando le particelle di inclusione a contatto con la superficie della ceramica, dove vengono catturate attraverso una combinazione di setacciatura fisica, impattamento inerziale e meccanismi di adesione superficiale.
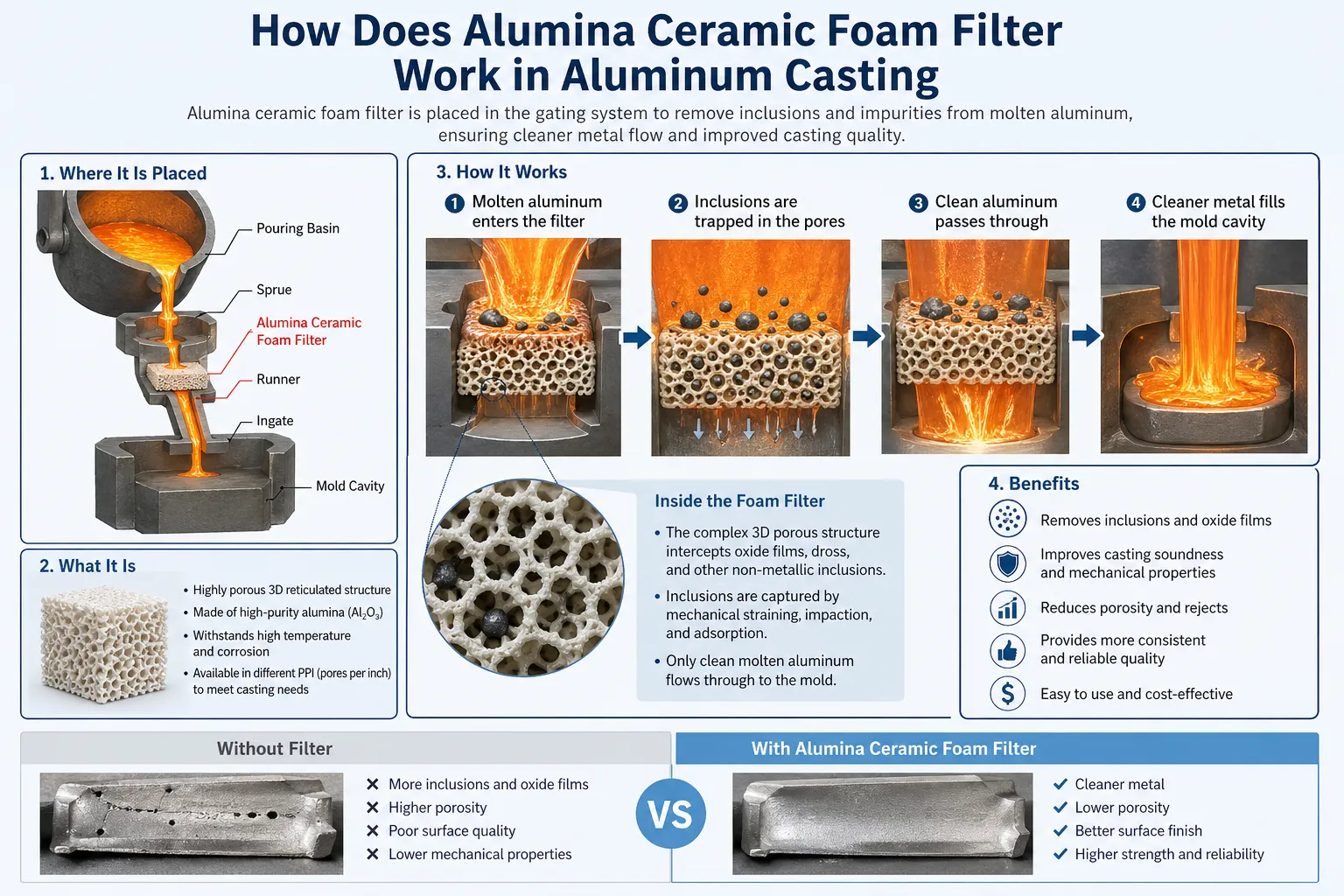
Il processo di produzione di questi filtri inizia con una sagoma di schiuma poliuretanica reticolata che viene impregnata con un impasto ceramico contenente allumina come fase primaria, insieme a coadiuvanti di sinterizzazione e modificatori reologici. Dopo l'impregnazione, la schiuma rivestita viene essiccata e cotta a temperature superiori a 1.400°C, bruciando la sagoma di schiuma organica e lasciando una replica ceramica rigida della struttura originale della schiuma. Il risultato è un filtro con porosità controllata, elevata resistenza agli shock termici e compatibilità chimica con l'alluminio fuso a temperature di fusione standard di 680-760°C.
Leggi anche: Filtro a schiuma ceramica (CFF) per fonderia: Allumina, SiC, Zirconia.
I tre meccanismi di filtrazione dei filtri a schiuma ceramica
Capire come avviene effettivamente la filtrazione aiuta gli ingegneri di fonderia a selezionare il grado di filtrazione corretto e a ottimizzare il posizionamento nel sistema di separazione.
Setacciatura fisica (esclusione dimensionale)
Le inclusioni più grandi della dimensione effettiva dei pori del filtro vengono bloccate meccanicamente sulla faccia del filtro. Questo meccanismo domina nei filtri più grossolani (10-20 PPI) e gestisce la popolazione più numerosa di inclusioni, tra cui pezzi di pelle di ossido di alluminio, particelle di carburo e frammenti di refrattario provenienti da rivestimenti di siviere o forni.
Impatto inerziale
Quando il metallo fuso scorre attraverso i tortuosi canali dei pori, le particelle con una massa sufficiente non possono seguire le linee di flusso del fluido intorno ai montanti ceramici e viaggiano invece su un percorso rettilineo, impattando e aderendo alla superficie della ceramica. Questo meccanismo è particolarmente efficace a velocità di flusso più elevate e per i tipi di inclusione più densi, come gli agglomerati di boruro di titanio (TiB₂) provenienti da aggiunte di raffinatori di grani.
Adesione superficiale e filtrazione delle torte
Con il tempo, uno strato di inclusioni catturate si accumula sulla faccia a monte e sulle superfici interne del filtro. Questo "filter cake" diventa gradualmente un mezzo di filtrazione a sé stante, con una porosità effettiva progressivamente più fine che aumenta l'efficienza di rimozione con il progredire della colata. Una ricerca pubblicata sulla rivista Metallurgical and Materials Transactions B (Kennedy e Mohr, 2018) ha dimostrato che l'efficienza di filtrazione nei filtri in schiuma ceramica aumenta di 15-30% nel corso di una singola colata, man mano che si sviluppa lo strato di torta.
Cosa significa PPI e come si sceglie la giusta valutazione PPI per la propria applicazione?
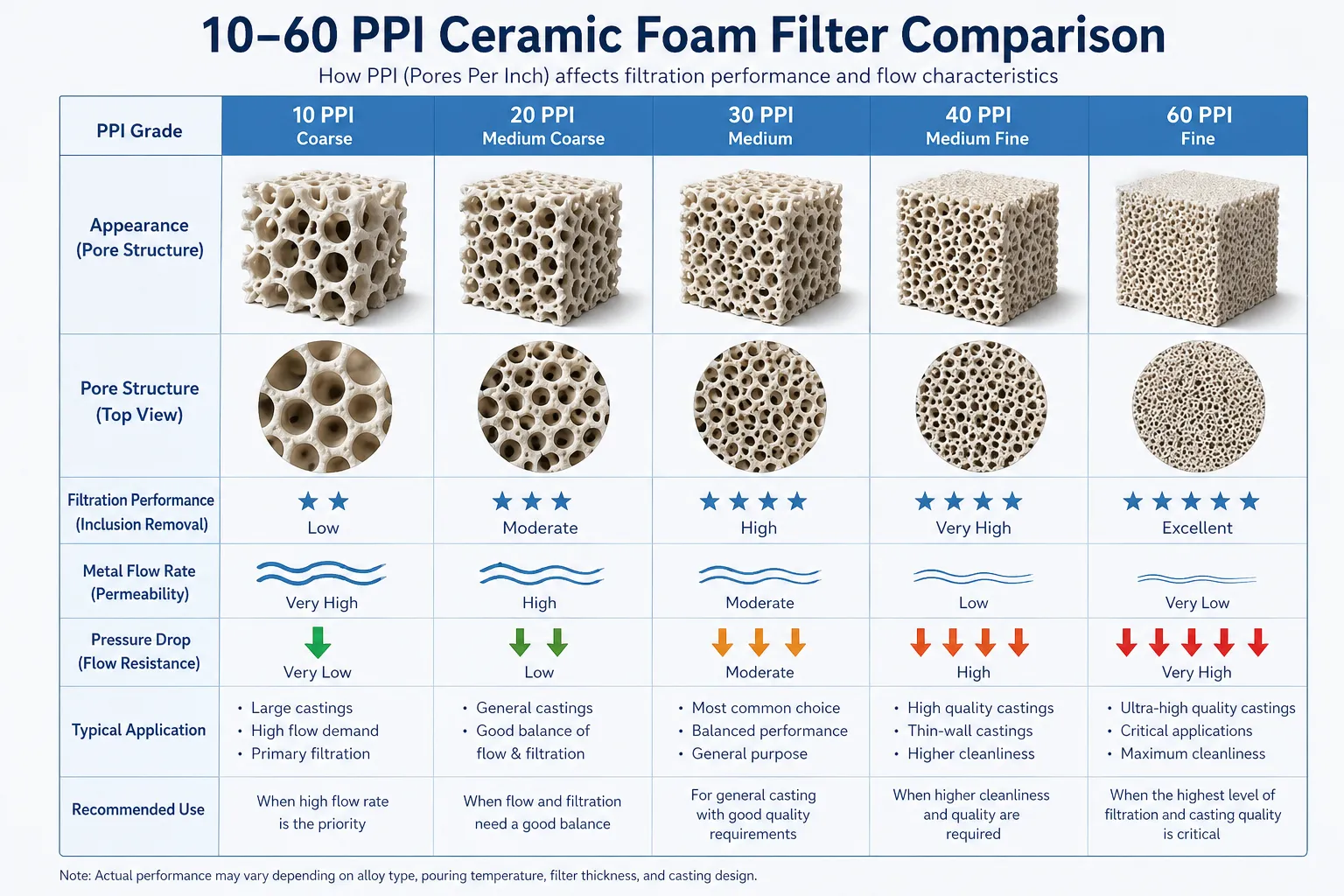
PPI sta per pori per pollice lineare, è la misura standard della porosità dei filtri in schiuma ceramica utilizzata nell'industria della fusione dell'alluminio. Un filtro da 10 PPI ha circa 10 pori per pollice della sua sezione trasversale, producendo canali relativamente grandi e aperti, mentre un filtro da 60 PPI ha 60 pori per pollice, creando una rete molto più fine e restrittiva.
L'implicazione pratica è semplice: numeri di PPI più bassi significano pori più grandi, velocità di flusso più elevate e filtrazione più grossolana; numeri di PPI più alti significano filtrazione più fine ma maggiore restrizione del flusso e rallentamento della produzione di metallo.
Guida alla selezione degli IPP per applicazione
| Valutazione PPI | Dimensione media dei pori (mm) | Portata Capacità | Efficienza di filtrazione | Applicazioni consigliate |
|---|---|---|---|---|
| 10 PPI | 2,0-2,5 mm | Molto alto | Inclusioni di base e grossolane | Colata in lingotti di grandi volumi, alluminio primario |
| 20 PPI | 1,0-1,3 mm | Alto | Inclusioni moderate | Lingotti da fonderia, prefiltrazione di billette, colata di scrofe |
| 30 PPI | 0,6-0,8 mm | Medio-alto | Buono | Fusioni strutturali per il settore automobilistico, blocchi cilindri |
| 40 PPI | 0,4-0,5 mm | Medio | Molto buono | Componenti aerospaziali, ruote, parti di motore |
| 50 PPI | 0,3-0,4 mm | Medio-basso | Eccellente | Getti critici per il settore aerospaziale e della difesa |
| 60 PPI | 0,2-0,3 mm | Basso | Superiore | Dissipatori elettronici, fusioni di precisione a parete sottile |
Dati ricavati dal Manuale di filtrazione tecnica di Pyrotek (edizione 2023) e dai registri dei test applicativi di MWalloys.
La scelta del valore PPI sbagliato è un errore comune e costoso. Parliamo regolarmente con direttori di fonderia che hanno scelto un filtro da 60 PPI per una colata automobilistica di grandi dimensioni perché pensavano che più fine fosse sempre meglio, per poi scoprire che il filtro limita così tanto il flusso del metallo che lo stampo non si riempie completamente prima dell'inizio della solidificazione, causando errori di produzione.
Il processo di selezione corretto prevede il calcolo della portata richiesta attraverso l'area del filtro, il confronto con la capacità nominale del filtro alla temperatura di esercizio prevista e la selezione del grado PPI più fine che fornisce ancora una portata adeguata. La formula comunemente utilizzata in fonderia è la seguente:
Area filtrante richiesta (cm²) = Peso del versamento (kg) / [Tempo di versamento (s) × Portata per cm² (kg/s-cm²)].
Per la maggior parte delle operazioni commerciali di fusione dell'alluminio, un filtro da 30-40 PPI rappresenta l'equilibrio ottimale tra efficienza di filtrazione e portata. I gradi più fini (50-60 PPI) sono riservati alle fusioni di alto valore e a basso volume, dove i livelli di inclusione devono essere assolutamente ridotti al minimo, indipendentemente dai vincoli di portata.
Quali sono le principali specifiche tecniche dei filtri a schiuma ceramica di allumina?
Gli acquirenti tecnici e gli ingegneri della qualità richiedono dati specifici sulle prestazioni prima di approvare una nuova fonte di filtri. La tabella che segue consolida le specifiche critiche che MWalloys certifica per la sua linea di prodotti di filtri in schiuma ceramica di allumina.
Specifiche tecniche del filtro a schiuma ceramica di allumina
| Proprietà | Specifiche | Metodo di prova |
|---|---|---|
| Composizione primaria | Al₂O₃ ≥ 60% (in genere 60-99%) | Analisi chimica XRF |
| Fasi secondarie | SiO₂, MgO, CaO (minore) | XRF / ICP-OES |
| Porosità apparente | 80-90% | Metodo di Archimede (ASTM C830) |
| Densità della massa | 0,25-0,50 g/cm³ | Misura di peso/volume |
| Modulo di rottura (a freddo) | ≥ 0,6 MPa | Curvatura a tre punti (ASTM C1161) |
| Modulo di rottura (1000°C) | ≥ 0,4 MPa | Test MOR a caldo |
| Temperatura massima di servizio | 1,100°C | Test termici |
| Resistenza agli shock termici | Nessuna cricca dopo 5 cicli (da 1000°C a tempra in acqua) | ASTM C1525 |
| Gamma PPI disponibile | 10, 20, 30, 40, 50, 60 PPI | Conteggio ottico dei pori |
| Resistenza al pH (Al fuso) | Chimicamente inerte nelle leghe di Al 600-900°C | Test di immersione |
| Assorbimento dell'acqua | Meno di 0,5% (corpo cotto) | ASTM C373 |
| Conduttività termica | 0,5-1,5 W/m-K | ASTM E1461 |
Composizione chimica a confronto: Gradi standard e gradi ad alto tenore di allumina
| Grado | Al₂O₃ | SiO₂ | MgO | CaO | Applicazione tipica |
|---|---|---|---|---|---|
| Standard (60% Al₂O₃) | 60-65% | 30-35% | 2-5% | 1-3% | Colata di alluminio in generale |
| Alta Allumina (80% Al₂O₃) | 78-83% | 12-18% | 2-4% | 1-2% | Servizio ad alta temperatura, tempo di contatto prolungato |
| Premium (99% Al₂O₃) | 97-99% | Meno di 1% | Meno di 0,5% | Meno di 0,5% | Alluminio critico per il settore aerospaziale ed elettronico |
La distinzione tra gradi di allumina standard e ad alto contenuto di alluminio è importante nella pratica perché un contenuto di Al₂O₃ più elevato migliora la stabilità chimica del filtro a contatto con leghe di alluminio reattive, in particolare quelle contenenti magnesio (Mg) oltre il 3%. I filtri in allumina standard 60% possono subire una parziale dissoluzione della fase silicea in leghe ad alto contenuto di Mg (come la serie 5xxx), introducendo potenzialmente una contaminazione da silicio nella fusione. I gradi ad alto tenore di allumina eliminano questo rischio.
Noi di MWalloys raccomandiamo a tutte le fonderie che fondono leghe della serie 5xxx con Mg superiore a 2,5% di specificare almeno un filtro 80% Al₂O₃, e alle fonderie che fondono leghe 5182 o 5083 con Mg superiore a 4% di utilizzare un filtro 99% Al₂O₃ o di passare a un filtro in schiuma ceramica al carburo di silicio.
Quali tipi di inclusioni rimuovono i filtri in schiuma ceramica di allumina dall'alluminio fuso?
Non tutte le inclusioni nell'alluminio fuso sono uguali e la comprensione della popolazione di inclusioni nella vostra specifica operazione determina sia la selezione del grado di filtrazione che il livello di pulizia raggiungibile.
Classificazione delle inclusioni nell'alluminio fuso
Pellicole e pelli di ossido (bifilm di Al₂O₃)
Si tratta del tipo di inclusione più diffuso in tutte le operazioni di fusione dell'alluminio. Ogni volta che l'alluminio fuso entra in contatto con l'aria, sulla superficie si forma quasi istantaneamente una sottile pelle di ossido. Quando il metallo viene versato, mescolato o lasciato scorrere in modo turbolento, queste pellicole di ossido si ripiegano su se stesse per creare film a doppio strato chiamati bifilm (termine introdotto dal Prof. John Campbell dell'Università di Birmingham, il cui lavoro sulla teoria dei bifilm rimane il riferimento fondamentale in questo campo). I bifilm hanno dimensioni che vanno da pochi micron a diversi millimetri e sono la causa principale della dispersione delle proprietà meccaniche nei getti di alluminio.
I filtri in schiuma ceramica a partire da 30 PPI sono efficaci per catturare i bifilms più grandi (sopra i 100 micron). I bifilms più fini, al di sotto dei 50 micron, sono più impegnativi e richiedono filtri molto fini (50-60 PPI) o sistemi di degassificazione che lavorino insieme alla filtrazione.
Inclusioni di spinello (MgAl₂O₄)
Nelle leghe contenenti sia magnesio che alluminio, le particelle di spinello si formano facilmente nella fusione e sono notoriamente difficili da rimuovere mediante filtrazione a causa delle loro piccole dimensioni (tipicamente 1-20 micron) e del basso contrasto di densità con l'alluminio circostante. I filtri in allumina catturano gli spinelli principalmente attraverso l'impattamento inerziale e l'adesione superficiale piuttosto che l'esclusione dimensionale, motivo per cui il filtro deve essere adeguatamente preriscaldato per ottenere la massima efficienza di cattura.
Carburo di silicio e particelle di carburo
La contaminazione da rivestimenti di forni, crogioli o rottami riciclati contenenti particelle di SiC introduce inclusioni di carburo duro che causano danni agli utensili di lavorazione e pitting superficiale nei pezzi finiti. Queste particelle sono relativamente dense e vengono catturate efficacemente da filtri da 20-30 PPI sia per esclusione dimensionale che per impattamento inerziale.
Agglomerati di TiB₂ da raffinatori di cereali
Le leghe master di raffinazione del grano Al-Ti-B sono ampiamente utilizzate nella fusione di alluminio per controllare la dimensione dei grani. Tuttavia, le particelle di TiB₂ in eccesso possono agglomerarsi in agglomerati di 50-200 micron che causano "porosità a foro di spillo" e imperfezioni superficiali. Un filtro da 40 PPI cattura efficacemente gli agglomerati di TiB₂ al di sopra dei 100 micron, e questo è uno dei motivi per cui le fonderie che utilizzano aggiunte aggressive di raffinatori di grani traggono vantaggio da un aggiornamento del grado di filtrazione.
Inclusioni refrattarie e di flusso
I frammenti provenienti da refrattari di siviera, rivestimenti di forni, rotori di degassificazione e residui di flusso rappresentano una fonte di inclusione imprevedibile ma significativa, in particolare nelle operazioni di riciclaggio e di alluminio secondario. Queste particelle variano ampiamente nella composizione (MgO, Al₂O₃, SiO₂, composti di Na) e nelle dimensioni. I filtri in schiuma ceramica a partire da 20 PPI sono efficaci nel rimuovere la maggior parte di questa popolazione di inclusioni.
Efficienza di rimozione delle inclusioni in base al grado di filtrazione
| Tipo di inclusione | Gamma di dimensioni | 10 PPI | 20 PPI | 30 PPI | 40 PPI | 50-60 PPI |
|---|---|---|---|---|---|---|
| Film di ossido di grandi dimensioni | Oltre 500 μm | 85% | 92% | 96% | 98% | 99% |
| Film di ossido medio | 100-500 μm | 40% | 65% | 85% | 93% | 97% |
| Film sottili di ossido | 20-100 μm | 10% | 25% | 50% | 70% | 85% |
| Particelle di spinello | 1-20 μm | Sotto 5% | 10% | 20% | 35% | 50% |
| Particelle di carburo | 50-200 μm | 30% | 55% | 75% | 88% | 95% |
| Agglomerati di TiB₂ | 50-200 μm | 25% | 50% | 72% | 85% | 93% |
| Frammenti refrattari | Oltre 200 μm | 75% | 88% | 95% | 98% | 99% |
I valori di efficienza sono approssimativi e si basano sulla letteratura pubblicata (Johansen et al., Light Metals 2019) e sui dati delle prove di colata interne di MWalloys. L'efficienza effettiva dipende dalla temperatura del metallo, dalla velocità di colata e dalle condizioni del filtro.
Come si collocano i filtri a schiuma ceramica di allumina rispetto ad altri metodi di filtrazione dell'alluminio?
I filtri in schiuma ceramica non hanno sempre dominato la filtrazione dell'alluminio. L'industria ha utilizzato diversi approcci nel corso dei decenni e ogni metodo ha un contesto specifico in cui dà i risultati migliori. La comprensione del panorama competitivo aiuta gli acquirenti a prendere decisioni informate, anziché optare per un'unica soluzione.
Tabella di confronto dei metodi di filtrazione
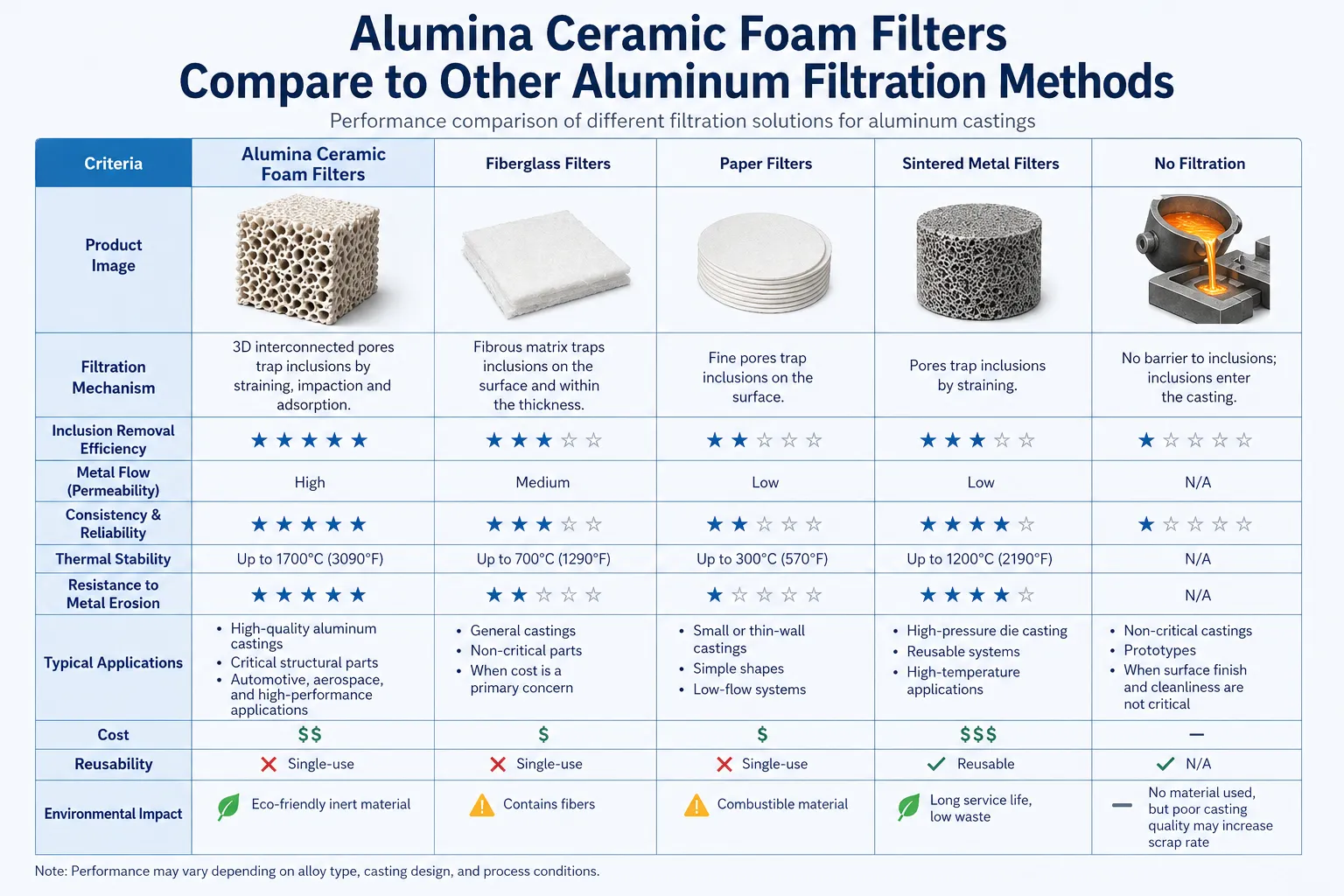
| Metodo | Efficienza di rimozione delle inclusioni | Costo per utilizzo | Portata | Riutilizzabile | Migliore applicazione |
|---|---|---|---|---|---|
| Filtro a schiuma ceramica (30-40 PPI) | 70-95% | Basso (1-15 USD per filtro) | Medio-alto | No (monouso) | Fusione generale, automotive |
| Filtrazione a letto profondo (supporti in Al₂O₃) | 85-99% | Alto (costo del capitale) | Molto alto | Sì (rigenerabile) | Colata continua su larga scala |
| Filtro in ceramica fibrosa | 60-80% | Medio | Alto | No | Colata in lingotti di base |
| Filtro tubolare | 70-85% | Medio-alto | Medio | No | Applicazioni di fonderia |
| Filtrazione elettromagnetica | 60-75% (per inclusioni magnetiche) | Molto alto (capitale) | Molto alto | Sì | Linee di colata continua |
| Solo decantazione e degassificazione | 30-50% | Basso | N/D | N/D | Requisiti minimi di qualità |
| Combinazione CFF + letto profondo | 95-99.5% | Medio (CFF) + Alto (capitale DBF) | Medio | Parziale | Aerospaziale critico, lingotto P1020 |
La combinazione di un filtro a schiuma ceramica (CFF) posizionato nel sistema di lavaggio o di separazione, seguito da un filtro a letto profondo (DBF), rappresenta l'attuale punto di riferimento del settore per la massima pulizia. Il CFF esegue la filtrazione primaria grossolana, rimuovendo il carico di inclusioni sfuse, mentre il filtro a letto profondo gestisce la frazione di inclusioni fini che passa attraverso la schiuma ceramica. Questa è la configurazione raccomandata da MWalloys nel caso di studio riportato di seguito.
Quali sono le dimensioni e le forme disponibili per i filtri in schiuma ceramica di allumina?
I filtri standard in schiuma ceramica di allumina sono prodotti in forme quadrate, rettangolari e circolari con spessori che vanno da 22 a 50 mm a seconda dell'applicazione.
Riferimento alle dimensioni del filtro standard in schiuma ceramica di allumina
| Dimensioni (mm) | Forma | Opzioni di spessore (mm) | Capacità di carico tipica (kg Al) |
|---|---|---|---|
| 100 × 100 | Quadrato | 22 / 25 | 30-80 |
| 150 × 150 | Quadrato | 22 / 25 | 80-200 |
| 200 × 200 | Quadrato | 25 / 50 | 200-500 |
| 230 × 230 | Quadrato | 25 / 50 | 300-700 |
| 250 × 250 | Quadrato | 50 | 400-900 |
| 300 × 300 | Quadrato | 50 | 600-1,500 |
| 350 × 350 | Quadrato | 50 | 900-2,000 |
| 400 × 400 | Quadrato | 50 | 1,200-3,000 |
| 500 × 500 | Quadrato | 50 | 2,000-5,000 |
| Φ100, Φ150, Φ200, Φ250 | Circolare | 22-50 | Variabile |
| Forme personalizzate | Per disegno | Per disegno | Applicazione specifica |
Lo spessore non è semplicemente un parametro strutturale. I filtri più spessi (50 mm) garantiscono un tempo di permanenza più lungo per il metallo fuso all'interno del corpo del filtro, migliorando l'impattamento inerziale e la cattura per adesione superficiale delle inclusioni più fini. Lo svantaggio è una maggiore resistenza al flusso e un maggiore fabbisogno energetico per il preriscaldamento. Per la maggior parte delle applicazioni di fonderia, i filtri da 25 mm offrono il miglior equilibrio. Le operazioni ad alta produttività con grandi siviere o tempi di colata prolungati beneficiano di uno spessore di 50 mm.

Come installare e utilizzare correttamente i filtri a schiuma ceramica di allumina?
Anche un filtro tecnicamente superiore può avere prestazioni inferiori o fallire se installato in modo non corretto. Abbiamo visitato fonderie in cui i difetti di fusione persistevano nonostante l'uso di filtri di alta qualità, per poi scoprire che il metodo di installazione consentiva al metallo fuso di aggirare il filtro attraverso lo spazio tra il filtro e la sua sede.

Protocollo di installazione passo per passo
Fase 1: Progettazione della sede del filtro
La scatola del filtro o la cavità di alloggiamento devono essere lavorate o formate in modo da fornire una superficie di contatto piatta e uniforme. Lo spazio tra il bordo del filtro e la sede non deve superare 1 mm su nessun lato. Prima dell'installazione del filtro, è necessario inserire nella sede una guarnizione in fibra ceramica (in genere dello spessore di 3-6 mm) per creare una tenuta conforme che consenta l'espansione termica senza incrinare il filtro.
Fase 2: preriscaldamento
I filtri freddi posti direttamente a contatto con l'alluminio fuso subiscono uno shock termico che può causare crepe e cedimenti strutturali completi. Inoltre, un filtro freddo raffredda il flusso iniziale di metallo, facendo sì che il primo metallo attraversato si solidifichi parzialmente all'interno dei canali del filtro, bloccando il flusso in modo permanente. I filtri devono essere preriscaldati a un minimo di 300°C prima del contatto con il metallo, mentre 400-600°C è l'intervallo consigliato per la maggior parte delle temperature di fusione dell'alluminio. Le torce a propano, i riscaldatori a infrarossi o le resistenze elettriche sono tutti metodi di preriscaldamento accettabili.
Fase 3: Pressione di testa del metallo
La pressione iniziale di testa del metallo (l'altezza del metallo sopra il filtro nella vasca di lavaggio o nel canale di colata) deve essere sufficiente a superare la resistenza iniziale del flusso del filtro. Per un filtro da 40 PPI di 25 mm di spessore, in genere è necessaria una pressione di testa minima di 40-80 mm di alluminio (corrispondente a 40-80 mm di altezza del metallo sopra il filtro) per la rottura iniziale. Se la pressione di testa è insufficiente, il filtro può bloccarsi senza mai raggiungere il flusso completo del metallo.
Fase 4: Controllo della portata
Una volta stabilito il flusso di metallo, la velocità di versamento deve rimanere il più possibile costante. Le interruzioni del flusso che consentono al filtro di solidificarsi parzialmente possono causare cricche e contaminazioni. La velocità massima raccomandata del metallo attraverso un filtro in schiuma ceramica è in genere di 0,1-0,3 m/s per mantenere le condizioni di flusso laminare che favoriscono una filtrazione efficace.
Fase 5: manipolazione successiva alla colata
I filtri usati non devono mai essere riutilizzati. Dopo la fusione, il filtro contiene inclusioni intrappolate e frammenti di metallo solidificati. Il tentativo di riutilizzare un filtro usato rischia di liberare le inclusioni precedentemente catturate nella nuova fusione. I filtri esausti devono essere raccolti e smaltiti o riciclati in modo appropriato.
Errori comuni di installazione e conseguenze
| Errore | Conseguenza | Correzione |
|---|---|---|
| Nessuna guarnizione di tenuta | Flusso di bypass, le inclusioni raggiungono la colata | Utilizzare sempre una guarnizione in fibra di ceramica |
| Preriscaldamento insufficiente | Fessurazione del filtro, chiusura a freddo, flusso bloccato | Preriscaldare ad almeno 300°C |
| IPP errato per la portata | Errori di filtrazione o filtrazione insufficiente | Ricalcolo della portata rispetto alla capacità del filtro |
| Riutilizzo del filtro | Rilascio di inclusione in una nuova colata | Utilizzare un filtro nuovo per ogni versamento |
| Distanza della sede del filtro sovradimensionata | La fusione bypassa i bordi del filtro | Ridurre la distanza dal sedile a meno di 1 mm |
Caso di studio reale: Come una fonderia indiana di lingotti di alluminio ha risolto i problemi di inclusione con i filtri in schiuma ceramica MWalloys
Sfondo
A metà del 2024, siamo stati contattati dal responsabile della qualità di Industrie di alluminio Mahalaxmi, è un produttore di lingotti di alluminio secondario situato nell'area industriale di Bhosari, a Pune, Maharashtra, India. La fonderia gestisce quattro forni fusori a riverbero con una capacità di fusione totale di circa 18 tonnellate al giorno, producendo lingotti standard nel grado P1020 e una gamma di lingotti in lega per il mercato locale della pressofusione automobilistica.
Il responsabile della qualità aveva ricevuto lamentele da due importanti clienti del settore automobilistico in merito a ricorrenti difetti di porosità e inclusione superficiale nei lingotti forniti per la pressofusione. Un'indagine interna condotta utilizzando sezioni trasversali metallografiche e analisi SEM/EDS ha identificato i tipi di difetti principali come:
- Inclusioni di bifilm di ossido di alluminio (Al₂O₃), di dimensioni comprese tra 0,2 e 3 mm.
- Particelle di spinello (MgAl₂O₄) nell'intervallo 5-30 micron.
- Frammenti di refrattario provenienti dal rivestimento del forno (mattoni a base di MgO), fino a 1 mm.
Il tasso di scarto per la loro linea di lingotti di leghe premium per l'industria automobilistica aveva raggiunto 4.7% del volume totale di produzione e due clienti avevano emesso richieste formali di azione correttiva (CAR). Il sistema di filtrazione esistente della fonderia consisteva in un panno in fibra di ceramica posizionato sulla vasca di lavaggio, che forniva un'efficienza di filtrazione minima e richiedeva la sostituzione dopo ogni secondo riscaldamento.
I punti dolenti
La fonderia si è trovata ad affrontare diverse sfide aggiuntive:
Sfida 1: Alto tasso di scarti che influisce sulla redditività
Con un volume di produzione di 18 MT al giorno, un tasso di scarto di 4,7% rappresenta circa 846 kg di materiale scartato al giorno. Con prezzi di vendita dei lingotti di circa 185 INR/kg (circa 2,22 USD/kg al tasso di cambio dell'aprile 2024), le perdite giornaliere dovute agli scarti e al ritrattamento superavano i 156.000 INR (circa 1.870 USD) al giorno, ovvero circa 560.000 USD su base annua.
Sfida 2: Qualità di fusione incoerente da rottami secondari
La fonderia utilizza come materia prima principale rottami di alluminio secondario 60-70%, tra cui rottami automobilistici, UBC (rottami di lattine per bevande usate) e scarti industriali. I rottami secondari hanno intrinsecamente un carico di ossidi più elevato rispetto all'alluminio primario e le capacità di selezione e pretrattamento dei rottami esistenti nella fonderia erano limitate.
Sfida 3: assenza di degassificazione sistematica
La fonderia non disponeva di un'apparecchiatura di degasaggio rotante e si affidava invece al trattamento con flussanti a base di cloruro applicati manualmente sulla superficie della fusione. Questo approccio fornisce una rimozione inconsistente dell'idrogeno e spesso introduce inclusioni di flusso.
Sfida 4: incoerenza alle alte temperature
Le temperature di spillatura variavano tra i 700°C e i 780°C a seconda dell'operatore del forno, il che influiva sia sul comportamento delle inclusioni che sulle prestazioni del filtro nella configurazione esistente del filtro in tessuto.
Implementazione della soluzione MWalloys
Dopo una visita tecnica in loco di due giorni da parte del nostro ingegnere applicativo nell'agosto 2024, MWalloys ha proposto un aggiornamento della filtrazione a due stadi:
Fase 1: filtro a schiuma ceramica di allumina nel lavaggio
MWalloys ha fornito filtri in schiuma ceramica di allumina da 300×300×50 mm a 30 PPI per la filtrazione primaria, posizionato in una nuova cassa filtro installata nella vasca di lavaggio tra il rubinetto del forno e la stazione di colata. Il valore di 30 PPI è stato scelto in base a:
- L'elevato carico di inclusioni provenienti da rottami secondari richiede una qualità sufficientemente fine per una cattura efficace, ma sufficientemente grossolana per gestire l'elevato volume di flusso di metallo (circa 2.500-3.000 kg per calore)
- Un calcolo dell'area del filtro ha confermato che 300×300 mm a 30 PPI fornivano una capacità di flusso adeguata alla loro portata di circa 90 kg/minuto.
Fase 2: Filtro a letto profondo (media di allumina tabulare)
A valle della posizione del filtro a schiuma ceramica è stata installata un'unità filtrante compatta a letto profondo, riempita con granuli di allumina tabulare da 6-10 mm (contenuto di Al₂O₃ superiore a 99%) fino a una profondità di 400 mm. Questa unità gestisce la frazione di inclusione fine che passa attraverso il filtro a schiuma ceramica e fornisce un tempo di permanenza di circa 45-60 secondi per l'alluminio fuso, consentendo alle inclusioni fini di depositarsi e aderire alle superfici dei granuli.
Raccomandazioni di supporto
MWalloys ha inoltre raccomandato tre modifiche operative di supporto che non richiedono investimenti di capitale:
- Standardizzare la temperatura del rubinetto a 730±10°C in tutti e quattro i forni.
- Aumentare lo spessore della guarnizione in fibra ceramica nella sede del filtro da 3 mm a 6 mm per eliminare il flusso di bypass che, secondo l'analisi metallografica, si verificava nella precedente configurazione del filtro.
- Implementare una procedura obbligatoria di preriscaldamento dei filtri utilizzando torce a propano per un minimo di 8 minuti prima di ogni versamento.
Risultati dopo 90 giorni (dati di novembre 2024)
Il team di qualità della fonderia ha misurato i seguenti risultati dopo tre mesi di funzionamento con il sistema di filtrazione MWalloys:
| Metrica delle prestazioni | Prima del sistema MWalloys | Dopo il sistema MWalloys | Miglioramento |
|---|---|---|---|
| Tasso di scarto dei lingotti | 4.7% | 0.8% | Riduzione 83% |
| Clienti CAR attivi | 2 | 0 | 100% risolto |
| Frequenza di inclusione del bifilm (metallografica) | 12,3 per 100 cm² di sezione trasversale | 1,8 per 100 cm² | Riduzione 85% |
| Frequenza dei frammenti refrattari | 3,1 per 100 cm² | 0,2 per 100 cm² | Riduzione 94% |
| Contenuto di idrogeno (misura Alspek) | 0,28 mL/100g Al | 0,18 mL/100g Al | Riduzione 36% |
| Frequenza di sostituzione del filtro | Ogni 2 riscaldamenti (tessuto) | Ogni calore (CFF, secondo il protocollo MWalloys) | Passaggio al protocollo strutturato |
| Perdite di rigetto giornaliere (USD) | ~USD 1.870 | ~USD 320 | 1.550 USD/giorno risparmiati |
| Risparmio annualizzato | 560.000 USD | 96.000 USD | Risparmio annuo netto: 464.000 USD |
Nota: il costo dei filtri CFF MWalloys per questa operazione è stato di circa 8,50 dollari per filtro da 300×300×50 mm. Con un filtro per calore e circa 6 riscaldamenti al giorno per 4 forni, il costo giornaliero del filtro è stato di circa 204 dollari, cifra che è stata interamente inclusa nel calcolo dei risparmi sui costi di rigetto di cui sopra.
Conclusioni dello studio di caso
Il caso di Mahalaxmi Aluminium Industries dimostra che la combinazione di filtri in schiuma ceramica di allumina a 30 PPI, opportunamente specificati, e la filtrazione a letto profondo con mezzi di allumina tabulare possono ottenere una riduzione di 83% dei tassi di scarto della colata in un'operazione secondaria di lingotti di alluminio. Il periodo di ammortamento dell'investimento nell'impianto di filtrazione è stato inferiore a tre mesi. I fattori critici di successo sono stati la scelta corretta del PPI per la portata specifica e il carico di inclusione, l'installazione corretta con guarnizioni in fibra ceramica e la disciplina obbligatoria di preriscaldamento del filtro.
Questo risultato è coerente con quello che vediamo in diverse implementazioni di fonderie: la tecnologia in sé è ben consolidata, ma la disciplina di esecuzione relativa all'installazione e alla gestione della temperatura è ciò che separa un sistema di filtrazione ad alte prestazioni da uno mediocre.
Quali sono gli standard di qualità e le certificazioni per i filtri in schiuma ceramica di allumina?
Gli acquirenti dei settori regolamentati richiedono una documentazione di qualità tracciabile. I seguenti standard regolano i test e le qualifiche dei filtri in schiuma ceramica utilizzati nella fusione dell'alluminio:
Norme e metodi di prova applicabili
| Standard | Organismo emittente | Rilevanza per il CFF |
|---|---|---|
| ASTM C20 | ASTM International | Porosità apparente e assorbimento d'acqua |
| ASTM C133 | ASTM International | Resistenza alla frantumazione a freddo |
| ASTM C1161 | ASTM International | Resistenza alla flessione (MOR) |
| ASTM C830 | ASTM International | Porosità apparente di Archimede |
| ASTM C1525 | ASTM International | Resistenza agli shock termici |
| ISO 13820 | ISO | Prodotti refrattari: determinazione della densità apparente |
| Standard delle specifiche di prodotto NADCA | Associazione nordamericana della pressofusione | Criteri di qualità per i getti; rilevanti per la selezione dei filtri |
| QC/T 239 (Cina) | SAC Cina | Filtro ceramico a schiuma per colata di alluminio (standard nazionale cinese) |
| EN ISO 9001:2015 | ISO | Sistema di gestione della qualità per produttori di filtri |
MWalloys richiede a tutti i fornitori di filtri in schiuma ceramica di allumina di fornire rapporti di analisi chimica a livello di lotto (XRF), registrazioni di misurazioni dimensionali e risultati di test MOR a freddo per ogni lotto di produzione. Per le applicazioni di colata di livello aerospaziale, richiediamo inoltre i rapporti di prova dei cicli di shock termico (minimo 5 cicli testati) e un certificato di conformità che confermi l'assenza di contaminazione da fluoruro e cloruro che potrebbe influire sulla chimica della fusione.

Come si fa a trovare e valutare i fornitori di filtri in schiuma di ceramica di allumina?
Il mercato dei filtri in schiuma ceramica è cresciuto notevolmente, con fornitori che vanno dai grandi produttori di ceramica integrati verticalmente ai piccoli produttori con un controllo di qualità limitato. Per valutare un nuovo fornitore non basta richiedere un campione di prodotto.
Criteri di valutazione dei fornitori
1. Capacità di produzione
Chiedere la prova delle specifiche del forno di sinterizzazione e la documentazione di controllo del processo. Una temperatura di sinterizzazione adeguata di 1.350-1.450°C mantenuta per un tempo di permanenza minimo è fondamentale per ottenere la completa densificazione della ceramica. I filtri a bassa temperatura sono meccanicamente deboli e possono disperdere frammenti di ceramica nella colata.
2. Coerenza dell'IPP
Richiedere fotografie della sezione trasversale e rapporti di misurazione ottica che confermino l'effettivo numero di pori rispetto al PPI dichiarato. Variazioni di ±2-3 PPI all'interno di un singolo lotto sono accettabili; variazioni superiori a questo valore suggeriscono uno scarso controllo del processo.
3. Tolleranza dimensionale
La tolleranza dimensionale standard per i filtri in schiuma ceramica è di ±2 mm in larghezza e lunghezza e ±1 mm in spessore. I filtri che non rientrano in queste tolleranze potrebbero non essere inseriti correttamente nelle scatole filtro, causando un flusso di bypass.
4. Documentazione della purezza chimica
Richiedere l'analisi XRF del lotto per Al₂O₃, SiO₂, MgO, CaO, Fe₂O₃ e altre fasi. Un elevato contenuto di Fe₂O₃ (superiore a 1%) può indicare l'uso di materie prime di scarsa purezza e può compromettere la stabilità chimica del filtro a contatto con alcune leghe di alluminio.
5. Rapporti di prova di terze parti
I fornitori affidabili sono in grado di fornire rapporti di test di laboratorio indipendenti, non solo dati interni, per MOR, shock termico e composizione chimica. Si tratta di un requisito fondamentale di garanzia della qualità che MWalloys impone a tutti i suoi partner di fornitura.
Domande frequenti sui filtri in schiuma ceramica di allumina
1: I filtri in schiuma ceramica di allumina possono essere riutilizzati per più versamenti?
I filtri in schiuma ceramica di allumina sono progettati per essere monouso e non devono essere riutilizzati. Dopo una colata, la struttura interna dei pori del filtro è parzialmente ostruita da inclusioni catturate e frammenti di alluminio solidificati, il che riduce la capacità di flusso e rischia di rilasciare i contaminanti precedentemente intrappolati nella colata successiva. Inoltre, i cicli termici di raffreddamento e riscaldamento causano microfratture nella struttura ceramica che compromettono l'integrità meccanica. Il tentativo di riutilizzare i filtri è una delle cause più comuni di guasto del filtro a metà colata, che può introdurre frammenti di ceramica direttamente nella colata. Il costo di un filtro monouso (in genere 1-15 dollari a seconda delle dimensioni) è trascurabile rispetto al rischio di una colata contaminata, in particolare nelle applicazioni automobilistiche o aerospaziali, dove i costi di scarto e di rilavorazione sono notevoli.
2: Qual è la temperatura massima di colata per i filtri in schiuma ceramica di allumina?
I filtri in schiuma ceramica di allumina standard (60% Al₂O₃) hanno una temperatura massima di servizio continuo di 1.100°C, molto al di sopra del normale intervallo di fusione dell'alluminio di 680-780°C, che offre un notevole margine di sicurezza. I gradi ad alto tenore di allumina (80-99% Al₂O₃) estendono la temperatura massima di servizio a 1.400-1.600°C, rendendoli teoricamente adatti alle leghe di rame e ad alcune applicazioni in ghisa, anche se per questi metalli sono generalmente consigliati materiali filtranti diversi. Per le fusioni in lega di alluminio standard, la temperatura non è un fattore limitante per la scelta del filtro. Ciò che conta di più è garantire che il filtro sia preriscaldato ad almeno 300°C prima del contatto con il metallo fuso, per evitare la fessurazione da shock termico dovuta al differenziale di temperatura iniziale.
3: Come si calcola la dimensione corretta del filtro per la mia operazione di colata?
La selezione dell'area del filtro si basa sulla portata metallica richiesta e sulla capacità di flusso nominale del filtro alla temperatura di versamento. Il metodo di calcolo standard è: l'area del filtro richiesta (cm²) è uguale al peso totale della colata (kg) diviso per il prodotto del tempo di colata (secondi) e della portata specifica nominale del filtro (kg/s per cm²). Per un filtro in allumina da 30 PPI a 720°C, la portata specifica tipica è di circa 0,015-0,025 kg/s per cm². Ad esempio, versare 500 kg di alluminio in 300 secondi richiede un'area filtrante di circa 500 diviso (300 × 0,020) pari a circa 83 cm², il che suggerisce che un filtro da 100×100 mm è troppo piccolo e un filtro da 150×150 mm (225 cm²) sarebbe la dimensione minima appropriata con un ragionevole margine di pressione di testa. Includere sempre un fattore di sicurezza 30-50% nell'area del filtro per tenere conto della progressiva ostruzione dei pori durante il getto.
4: Qual è la differenza tra i filtri in schiuma di allumina, carburo di silicio e zirconia?
I tre materiali filtranti in schiuma ceramica più comuni servono per applicazioni diverse. I filtri in allumina (Al₂O₃) sono ottimizzati per l'alluminio e le sue leghe, offrendo compatibilità chimica, adeguata resistenza meccanica e convenienza nella gamma di temperature di fusione dell'alluminio. I filtri in carburo di silicio (SiC) hanno una maggiore conducibilità termica e resistenza meccanica e sono preferiti per le applicazioni di colata di ghisa grigia, ghisa duttile e alcune leghe di rame, dove si applicano temperature più elevate e prodotti chimici di fusione più aggressivi. I filtri in zirconia (ZrO₂) offrono la massima resistenza agli shock termici e la massima capacità di temperatura, rendendoli adatti alle applicazioni di colata di acciaio e di investimento al di sopra dei 1.500°C. Per la colata di alluminio, l'allumina rimane la scelta standard, tranne che per le leghe ad alto contenuto di magnesio (oltre 4% Mg), dove i filtri in SiC offrono una migliore stabilità chimica contro le reazioni di formazione di spinello che possono dissolvere parzialmente la fase di silice nei filtri in allumina standard.
5: Perché alcuni filtri si rompono immediatamente a contatto con l'alluminio fuso?
La fessurazione dei filtri a contatto con l'alluminio fuso è quasi sempre causata da un preriscaldamento insufficiente. Lo shock termico provocato dal contatto della ceramica fredda con il metallo a 720-760°C crea un forte gradiente di temperatura all'interno del corpo del filtro che genera tensioni di trazione superiori al modulo di rottura del materiale. Anche un filtro preriscaldato a soli 150-200°C può rompersi, perché il gradiente termico è ancora troppo elevato. La temperatura minima di preriscaldamento consigliata è di 300°C, mentre 400-600°C sono ottimali per la maggior parte delle operazioni. Una causa secondaria di cricche è il posizionamento non corretto del filtro, in cui carichi puntuali o un supporto non uniforme da una sede del filtro mal lavorata creano una concentrazione di stress meccanico. I filtri devono sempre poggiare su una superficie di guarnizione in fibra ceramica piatta e conforme che distribuisca il carico in modo uniforme sull'intero perimetro del filtro, non solo sugli angoli o sui bordi.
6: In che modo il filtro PPI influisce sulle proprietà meccaniche dei getti finiti?
I filtri più fini producono costantemente miglioramenti misurabili nelle proprietà meccaniche, in particolare nella resistenza alla trazione, nell'allungamento e nella durata a fatica, che sono le proprietà più influenzate dal contenuto di inclusioni. I dati pubblicati dalla ricerca dell'Università Norvegese di Scienza e Tecnologia (NTNU) e dai programmi di ricerca sulla colata di Alcan International mostrano che il passaggio da un filtro da 20 PPI a uno da 40 PPI nella colata di ruote in alluminio per autoveicoli ha aumentato l'allungamento medio a rottura da 6,2% a 8,9% (un miglioramento di 43%) e ha ridotto la dispersione nelle misurazioni della resistenza alla trazione di circa 30%. Il meccanismo di miglioramento è semplice: meno inclusioni significano meno siti di innesco di cricche, il che si traduce direttamente in prestazioni meccaniche più elevate e costanti. Per le applicazioni critiche per la fatica, come i componenti delle sospensioni, il vantaggio di una filtrazione più fine può essere ancora più pronunciato, perché la rottura per fatica è molto sensibile alla concentrazione di tensioni dovuta alle inclusioni.
7: I filtri in schiuma ceramica di allumina possono essere utilizzati in combinazione con il degasaggio rotativo?
Sì, e in effetti la combinazione di degasaggio rotativo seguito da filtrazione con schiuma ceramica è la pratica migliore attualmente raccomandata da Pyrotek, Foseco e dalla maggior parte dei principali fornitori di tecnologie di processo per l'alluminio. La sequenza di lavorazione corretta è: (1) fusione e lega, (2) trattamento con flussante, (3) degasaggio rotativo con argon o azoto, (4) breve periodo di decantazione (5-10 minuti) e (5) versamento attraverso un filtro a schiuma ceramica. Il degassamento rimuove l'idrogeno disciolto e aiuta a far galleggiare alcune inclusioni in superficie, dove possono essere scremate, mentre il filtro a schiuma ceramica cattura le inclusioni residue che non sono state rimosse dalla scrematura. Le due tecnologie sono complementari, non in competizione. L'utilizzo di entrambe in sequenza consente di ottenere una rimozione totale delle inclusioni pari a 95-99%, rispetto a 70-85% con la sola filtrazione o 30-50% con la sola degassificazione.
8: Quali sono le cause dell'intasamento prematuro del filtro prima del completamento del versamento?
Il blocco prematuro del filtro, in cui il filtro arresta il flusso di metallo prima che tutto il metallo sia stato versato, deriva in genere da una delle tre cause. In primo luogo, il filtro PPI è troppo fine per il carico di inclusione presente nel metallo, causando un rapido accumulo di torte superficiali che supera la pressione di testa del metallo disponibile. Questo fenomeno è comune quando si utilizzano filtri da 50-60 PPI con fusioni di rottami secondari fortemente contaminati. In secondo luogo, un preriscaldamento insufficiente causa una parziale solidificazione del metallo iniziale all'interno dei canali del filtro, riducendo progressivamente l'area di flusso fino all'ostruzione. In terzo luogo, la temperatura del metallo si abbassa durante la colata fino a un punto in cui la viscosità aumenta abbastanza da impedire il flusso attraverso i pori del filtro, cosa che può accadere in colate lunghe con lavandini non adeguatamente isolati. La soluzione prevede una corretta selezione del PPI basata su una valutazione onesta della pulizia della colata, una rigorosa disciplina di preriscaldamento e la manutenzione dell'isolamento del lavaggio per mantenere la temperatura del metallo al di sopra dei 700°C per tutta la durata della colata.
9: Esistono rischi per l'ambiente o la salute associati alla manipolazione dei filtri in schiuma ceramica di allumina?
I filtri in schiuma ceramica di allumina presentano un rischio ambientale limitato durante la normale manipolazione, poiché il loro costituente principale, l'Al₂O₃, è chimicamente inerte e non tossico. Tuttavia, la manipolazione di filtri secchi o la macinazione di filtri esausti genera polvere ceramica fine che contiene particolato respirabile. L'inalazione prolungata di qualsiasi polvere fine di ceramica o refrattario è classificata come un rischio potenziale per la salute. I lavoratori che maneggiano filtri in schiuma di ceramica devono indossare un'adeguata protezione respiratoria (maschere antipolvere minimo FFP2 o N95) quando rompono, macinano o maneggiano filtri in condizioni polverose. I filtri esauriti che sono entrati in contatto con l'alluminio fuso possono contenere tracce di composti flussanti o elementi di lega. Lo smaltimento deve seguire le normative locali sui rifiuti industriali. Nella maggior parte delle giurisdizioni, i filtri in schiuma ceramica di allumina esauriti provenienti da colate di alluminio non pericolose sono classificati come rifiuti industriali inerti e possono essere smaltiti in discariche industriali standard, anche se alcune regioni con soglie normative più elevate possono richiedere test di pre-smaltimento.
10: Qual è il costo tipico dei filtri in schiuma ceramica di allumina e come si confronta con il risparmio economico derivante da una migliore qualità della colata?
I prezzi dei filtri in schiuma ceramica di allumina variano da circa 1,50 a 2,50 dollari per i piccoli formati 100×100 mm fino a 12-20 dollari per i grandi formati 400×400 mm o 500×500 mm, con prezzi fortemente influenzati dal grado PPI, dal contenuto di Al₂O₃ e dal volume degli ordini. La giustificazione economica della filtrazione con schiuma ceramica è schiacciante in qualsiasi operazione di fusione che produca pezzi con requisiti di qualità misurabili. Un semplice calcolo lo illustra: se una fonderia versa 200 kg di alluminio per ciclo di colata e utilizza un filtro da 8 dollari, il costo del filtro per kg di alluminio versato è di 0,04 dollari/kg. Se la filtrazione riduce il tasso di scarto da 3% a 0,5%, il risparmio su una colata del valore di 2,50 USD/kg di peso finito è di circa 0,0625 USD/kg, che da solo supera il costo del filtro prima di considerare la riduzione degli scarti di lavorazione, la diminuzione dei resi dei clienti e i minori costi di ispezione della qualità. Per la maggior parte delle operazioni, i filtri in schiuma ceramica offrono un ROI superiore a 10:1 se si tiene conto di tutti gli impatti sui costi legati alla qualità.
Sommario: Riferimento rapido per la selezione dei filtri in schiuma ceramica di allumina
| Parametro | Raccomandazione |
|---|---|
| Getti automobilistici generici | 30-40 PPI, Al₂O₃ standard (60-80%) |
| Aerospaziale e strutturale critico | 40-50 PPI, alto contenuto di alluminio (80-99%) |
| Fusione di lingotti e billette di grandi dimensioni | 10-20 PPI, grado standard |
| Leghe ad alto tenore di Mg (oltre 2,5% Mg) | Filtro ad alto tenore di allumina (80-99%) o SiC |
| Requisiti di prestazione massima | CFF (30-40 PPI) + Filtro a letto profondo in serie |
| Temperatura di preriscaldamento | 300-600°C minimo prima del contatto con il metallo |
| Requisiti della guarnizione | Guarnizione in fibra ceramica da 3-6 mm obbligatoria |
| Politica di riutilizzo dei filtri | Solo monouso, senza eccezioni |
Informazioni su MWalloys
MWalloys fornisce filtri in schiuma ceramica di allumina nei gradi 10, 20, 30, 40, 50 e 60 PPI in tutta la gamma di dimensioni da 100×100 mm a 600×600 mm, con formulazioni standard, ad alto contenuto di allumina e premium 99% Al₂O₃. I nostri prodotti sono testati in lotti con una documentazione chimica e meccanica completa e il nostro team di ingegneri applicativi è a disposizione per supportare la selezione dei filtri, la progettazione del sistema di separazione e lo sviluppo del protocollo di installazione per qualsiasi operazione di fusione dell'alluminio. Contattate MWalloys per prezzi di volume, richieste di campioni e consulenze tecniche.
Fonti di riferimento: Norme internazionali ASTM C20, C133, C1161, C830, C1525; Pyrotek Technical Filtration Handbook (2023); Campbell J., "Complete Casting Handbook", Butterworth-Heinemann (2015); Kennedy M.W. e Mohr J.O., Metallurgical and Materials Transactions B (2018); Johansen S.T. et al., Light Metals 2019, TMS; USGS Aluminum Minerals Yearbook; NADCA Product Specification Standards for Die Castings; IEA Aluminium Industry Technology Roadmap 2023.
