アルミナ・セラミック・フォーム・フィルター アルミニウム溶湯から90%以上の非金属介在物を除去し、水素ポロシティ欠陥を最大70%減少させることができ、完成鋳物の機械的特性と表面仕上げを直接改善します。.
セラミック・フォーム・フィルターを使用する必要がある場合は、以下の方法があります。 お問い合わせ お見積もりは無料です。.
MWalloys社では、これらのフィルターをアジア、ヨーロッパ、北米の鋳物工場に供給しており、収集した性能データから、適切なフィルター選択が鋳物工場にとって最もリターンの高い投資の一つであることが一貫して確認されている。.

アルミナセラミック発泡フィルターとは何ですか?
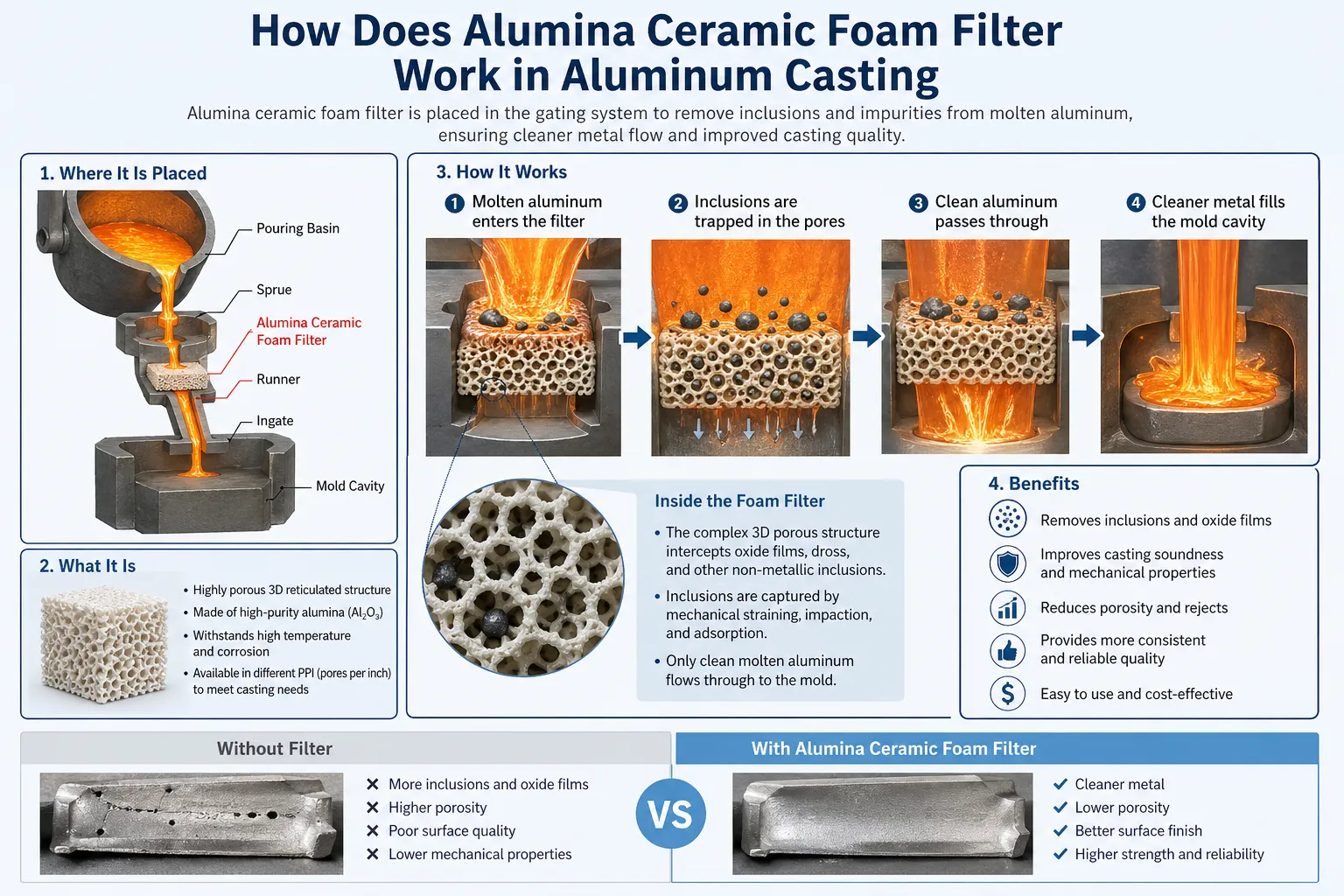
アルミナセラミックフォームフィルターは、主に酸化アルミニウム(Al₂O₃)から作られた3次元のオープンセル多孔質セラミック構造で、固体の介在物を物理的に捕捉し、鋳造システムを通る層流を促進することによって溶融アルミニウムを浄化するために使用されます。フィルターの相互接続された孔ネットワークは、溶融金属に方向転換を繰り返させる蛇行した経路を作り出し、介在物粒子をセラミック表面に接触させ、物理的ふるい分け、慣性インパクション、表面付着メカニズムを組み合わせて捕捉します。.
このフィルターの製造工程は、網目状に加工されたポリウレタン・フォーム・テンプレートに、アルミナを主相とし、焼結助剤やレオロジー調整剤を含むセラミックスラリーを含浸させることから始まる。含浸後、コーティングされた発泡体は乾燥され、1,400℃を超える温度で焼成され、有機発泡体テンプレートが焼き尽くされ、元の発泡体構造の硬いセラミック複製が残る。その結果、気孔率が制御され、耐熱衝撃性が高く、標準鋳造温度680~760℃の溶融アルミニウムと化学的に適合するフィルターが得られる。.
こちらもお読みください: 鋳造用セラミックフォームフィルター(CFF):アルミナ、SiC、ジルコニア.
セラミックフォームフィルターの3つのろ過メカニズム
濾過が実際にどのように起こるかを理解することは、鋳造エンジニアが適切なフィルターグレードを選択し、ゲートシステム内の配置を最適化するのに役立ちます。.
物理的ふるい分け(サイズ排除)
フィルターの有効孔径より大きな介在物は、フィルター面で機械的にブロックされる。このメカニズムは、より粗いフィルター(10~20 PPI)で支配的であり、酸化アルミニウムの皮の塊、炭化物粒子、取鍋や炉の内張りの耐火物片など、最大の介在物集団を処理する。.
慣性インパクション
溶融金属が曲がりくねった細孔流路を流れる際、十分な質量を持つ粒子はセラミック支柱の周りの流体流線に沿うことができず、代わりに直線経路を移動し、セラミック表面に衝突して付着します。このメカニズムは、より高い流速で、また、グレインリファイナー添加によるホウ化チタン(TiB₂)凝集体のような高密度の介在物タイプに特に効果的である。.
表面付着とケーキろ過
時間の経過とともに、捕獲された介在物の層がフィルターの上流面と内面に蓄積される。この「フィルターケーキ」は徐々にそれ自体がろ過媒体となり、有効気孔率が徐々に細かくなるため、注水が進むにつれて除去効率が高まる。Metallurgical and Materials Transactions B誌に掲載された研究(Kennedy and Mohr, 2018)では、セラミック発泡フィルターのろ過効率は、ケーキ層が発達するにつれて、1回の注湯の間に15-30%増加することが実証された。.
PPIとは何か、PPI格付けの正しい選び方とは?
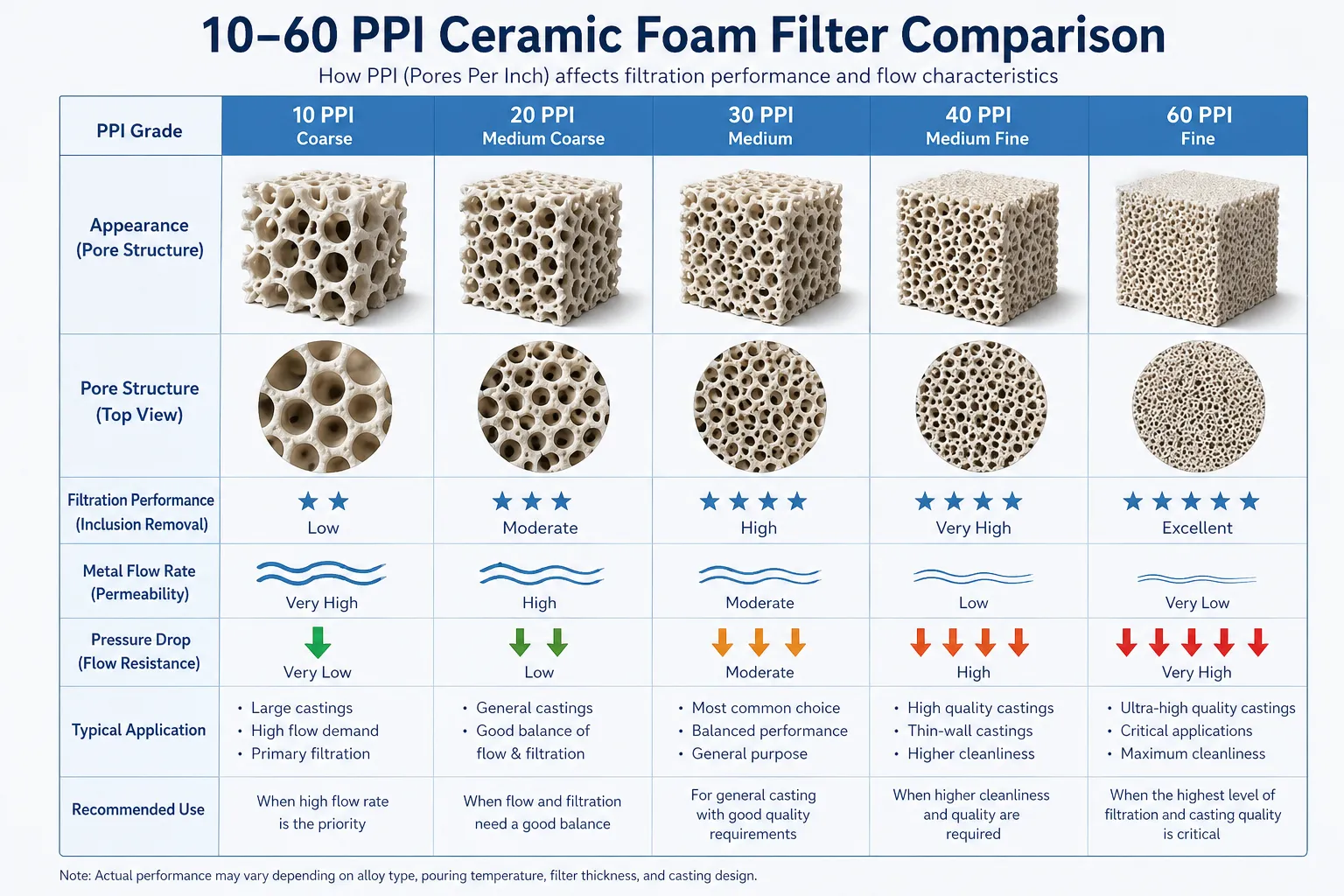
PPIとは 孔/リニアインチ, これは、アルミ鋳造業界で使用されるセラミック・フォーム・フィルターの気孔率の標準測定値です。10PPIフィルターは、断面1インチあたり約10個の気孔を持ち、比較的大きく開放的な流路を形成しますが、60PPIフィルターは、1インチあたり60個の気孔を持ち、より細かく制限的なネットワークを形成します。.
PPI数値が低いほど、孔が大きく、流量が速く、濾過が粗くなる。PPI数値が高いほど、濾過は細かくなるが、流量制限が大きくなり、金属スループットが遅くなる。.
用途別PPI選択ガイド
| PPI格付け | 平均孔径(mm) | 流量容量 | ろ過効率 | 推奨用途 |
|---|---|---|---|---|
| 10 PPI | 2.0-2.5 mm | 非常に高い | 基本的な粗いインクルージョン | 大容量インゴット鋳造、一次アルミニウム |
| 20 PPI | 1.0-1.3 mm | 高い | 中程度のインクルージョン | 鋳造インゴット、ビレット予備濾過、雌豚鋳造 |
| 30 PPI | 0.6-0.8 mm | ミディアム-ハイ | グッド | 自動車構造用鋳物、シリンダーブロック |
| 40 PPI | 0.4-0.5 mm | ミディアム | 非常に良い | 航空宇宙部品、ホイール、エンジン部品 |
| 50 PPI | 0.3-0.4 mm | ミディアム-ロー | 素晴らしい | 重要な航空宇宙および防衛鋳物 |
| 60 PPI | 0.2-0.3 mm | 低い | スーペリア | 電子機器用ヒートシンク、精密薄肉鋳造品 |
データはPyrotek Technical Filtration Handbook(2023年版)とMWalloysのアプリケーションテスト記録より作成。.
間違ったPPIレーティングを選択することは、一般的でコストのかかる間違いです。PPIが高ければ高いほどよいと思って60PPIのフィルターを選んだが、そのフィルターがメタルフローを極端に制限し、凝固が始まる前に鋳型が完全に充填されず、ミスランを引き起こしたというケースです。.
正しい選択プロセスには、フィルター領域を通過する必要流量を計算し、意図する使用温度におけるフィルターの定格容量と比較し、それでもなお十分な流量を提供する最も微細なPPIグレードを選択することが含まれます。鋳物工場で一般的に使用されている計算式は以下の通りです:
必要フィルター面積(cm²) = 注入重量(kg) / [注入時間(s) × 1cm²あたりの流量(kg/s-cm²)
ほとんどの商業用アルミ鋳造作業では、30~40 PPIのフィルターが濾過効率と流量の最適なバランスを示します。より微細なグレード(50~60 PPI)は、流量の制約に関係なく介在物レベルを絶対に最小限に抑えなければならない高価値、少量の鋳物用に確保されます。.
アルミナセラミック発泡フィルターの主な技術仕様は?
技術バイヤーと品質エンジニアは、新しいフィルターソースを承認する前に、特定の性能データを必要とします。以下の表は、MWalloysがアルミナセラミック発泡フィルター製品ラインについて認証している重要な仕様をまとめたものです。.
アルミナ・セラミック・フォーム・フィルター技術仕様
| プロパティ | 仕様 | 試験方法 |
|---|---|---|
| 主な構成 | Al₂O₃≧60%(典型的には60~99%) | 蛍光X線化学分析 |
| 二次フェーズ | SiO₂、MgO、CaO(マイナー) | 蛍光X線分析 / ICP-OES |
| 見かけの気孔率 | 80-90% | アルキメデス法(ASTM C830) |
| かさ密度 | 0.25-0.50 g/cm³ | 重量/体積測定 |
| 破断係数(冷間) | ≥ 0.6 MPa以上 | 三点曲げ(ASTM C1161) |
| 破断係数 (1000°C) | ≥ 0.4 MPa以上 | ホットMORテスト |
| 最高使用温度 | 1,100°C | 熱試験 |
| 耐熱衝撃性 | 5サイクル(1000℃~水冷)後、クラック発生なし | ASTM C1525 |
| 利用可能なPPI範囲 | 10、20、30、40、50、60ppi | 光学細孔数 |
| 耐pH性(溶融Al) | Al合金では化学的に不活性 600-900°C | 浸漬試験 |
| 吸水 | 0.5%以下(焼成体) | ASTM C373 |
| 熱伝導率 | 0.5-1.5 W/m-K | ASTM E1461 |
化学組成の比較:標準グレードと高アルミナグレードの比較
| グレード | Al₂O₃ | SiO₂ | MgO | 酸化カルシウム | 代表的なアプリケーション |
|---|---|---|---|---|---|
| 標準(60% Al₂O₃) | 60-65% | 30-35% | 2-5% | 1-3% | 一般アルミニウム鋳造 |
| ハイアルミナ(80% Al₂O₃) | 78-83% | 12-18% | 2-4% | 1-2% | 高温サービス、接触時間の延長 |
| プレミアム(99% Al₂O₃) | 97-99% | 1%未満 | 0.5%未満 | 0.5%未満 | 重要な航空宇宙、電子アルミニウム |
AlO₂含有量が高いほど、反応性アルミニウム合金、特に3%を超えるマグネシウム(Mg)を含む合金との接触におけるフィルターの化学的安定性が向上するため、標準グレードと高アルミナグレードの区別は実際には重要である。標準的な60%アルミナフィルターは、高Mg合金(5xxxシリーズなど)でシリカ相が部分的に溶解し、溶融物にシリコン汚染をもたらす可能性があります。高アルミナグレードはこのリスクを排除します。.
MWalloys社では、Mgが2.5%を超える5xxx系合金を鋳造する鋳物工場には、最低でも80% Al₂O₃フィルターを指定することを推奨しており、Mgが4%を超える5182または5083を鋳造する操業では、99% Al₂O₃を使用するか、代わりに炭化ケイ素セラミック発泡フィルターに切り替えることを推奨している。.
アルミナセラミックフォームフィルターは溶融アルミニウムからどのような介在物を除去しますか?
アルミニウム溶湯に含まれる介在物はすべて同じではなく、特定の作業における介在物集団を理解することで、フィルターグレードの選択と達成可能な清浄度の両方が決まります。.
溶融アルミニウム中の介在物の分類
酸化膜とスキン(Al₂O₃バイフィルム)
これらは、すべてのアルミニウム鋳造作業で最も一般的な介在物タイプです。溶融アルミニウムが空気に触れるたびに、ほとんど瞬時に表面に薄い酸化皮膜が形成されます。金属が注湯され、撹拌され、あるいは乱流になると、これらの酸化皮膜が折り重なって、バイフィルム(バーミンガム大学のジョン・キャンベル教授が提唱した用語で、彼のバイフィルム理論に関する研究は、現在でもこの分野の基礎文献となっている)と呼ばれる二層皮膜を形成する。バイフィルムの大きさは数ミクロンから数ミリメートルで、アルミニウム鋳物の機械的特性のばらつきの主な原因となっている。.
30PPI以上のセラミックフォームフィルターは、より大きなバイフィルム(100ミクロン以上)を捕捉するのに効果的である。50ミクロン以下の微細なバイフィルムはより困難であり、非常に微細なフィルター(50~60PPI)か、濾過と連動した脱気システムが必要となる。.
スピネル介在物(MgAl₂O₄)
マグネシウムとアルミニウムの両方を含む合金では、スピネル粒子は融液中で容易に形成されますが、そのサイズが小さく(通常1~20ミクロン)、周囲のアルミニウムとの密度コントラストが低いため、濾過による除去が難しいことで知られています。アルミナフィルターは、サイズ排除ではなく、主に慣性圧入と表面付着によってスピネルを捕捉するため、捕捉効率を最大にするにはフィルターを適切に予熱する必要があります。.
炭化ケイ素と炭化物粒子
SiC粒子を含む炉ライニング、るつぼ、またはリサイクルスクラップからの汚染は、加工工具の損傷や完成部品の表面ピッティングの原因となる硬い炭化物介在物を導入します。これらは比較的高密度で、サイズ排除と慣性インパクションの両方により、20~30 PPIのフィルターで効果的に捕捉されます。.
穀物精製業者からのTiB₂凝集体
Al-Ti-Bグレインリファイナー・マスターアロイは、粒径を制御するためにアルミニウム鋳造で広く使用されている。しかし、過剰なTiB₂粒子は50~200ミクロンのクラスターに凝集し、「ピンホール気孔」と表面傷の原因となる。40PPIフィルターは、100ミクロン以上のTiB₂凝集体を効果的に捕捉し、これが積極的なグレインリファイナー添加を使用する鋳物工場がフィルターグレードのアップグレードから利益を得る理由の1つである。.
耐火物とフラックスの介在物
取鍋耐火物、炉ライニング、脱ガスローター、フラックス残渣からの破片は、特にリサイクルおよび二次アルミニウム操業において、予測不可能ではあるが重要な介在物源となる。これらの粒子は、組成(MgO、Al₂O₃、SiO₂、Na化合物)とサイズが大きく異なる。20PPI以上のセラミックフォームフィルターは、この介在物の大部分を除去するのに効果的である。.
フィルターグレード別包含物除去効率
| インクルージョン・タイプ | サイズ範囲 | 10 PPI | 20 PPI | 30 PPI | 40 PPI | 50-60 PPI |
|---|---|---|---|---|---|---|
| 大きな酸化膜 | 500μm以上 | 85% | 92% | 96% | 98% | 99% |
| 中酸化膜 | 100-500 μm | 40% | 65% | 85% | 93% | 97% |
| 微細酸化膜 | 20-100 μm | 10% | 25% | 50% | 70% | 85% |
| スピネル粒子 | 1-20 μm | 5%以下 | 10% | 20% | 35% | 50% |
| カーバイド粒子 | 50-200 μm | 30% | 55% | 75% | 88% | 95% |
| TiB₂凝集体 | 50-200 μm | 25% | 50% | 72% | 85% | 93% |
| 耐火物の破片 | 200μm以上 | 75% | 88% | 95% | 98% | 99% |
効率値は、公表文献(Johansen et al., Light Metals 2019)およびMWalloys社内の鋳造試験データに基づく概算値である。実際の効率は、金属温度、注湯速度、フィルター条件によって異なります。.
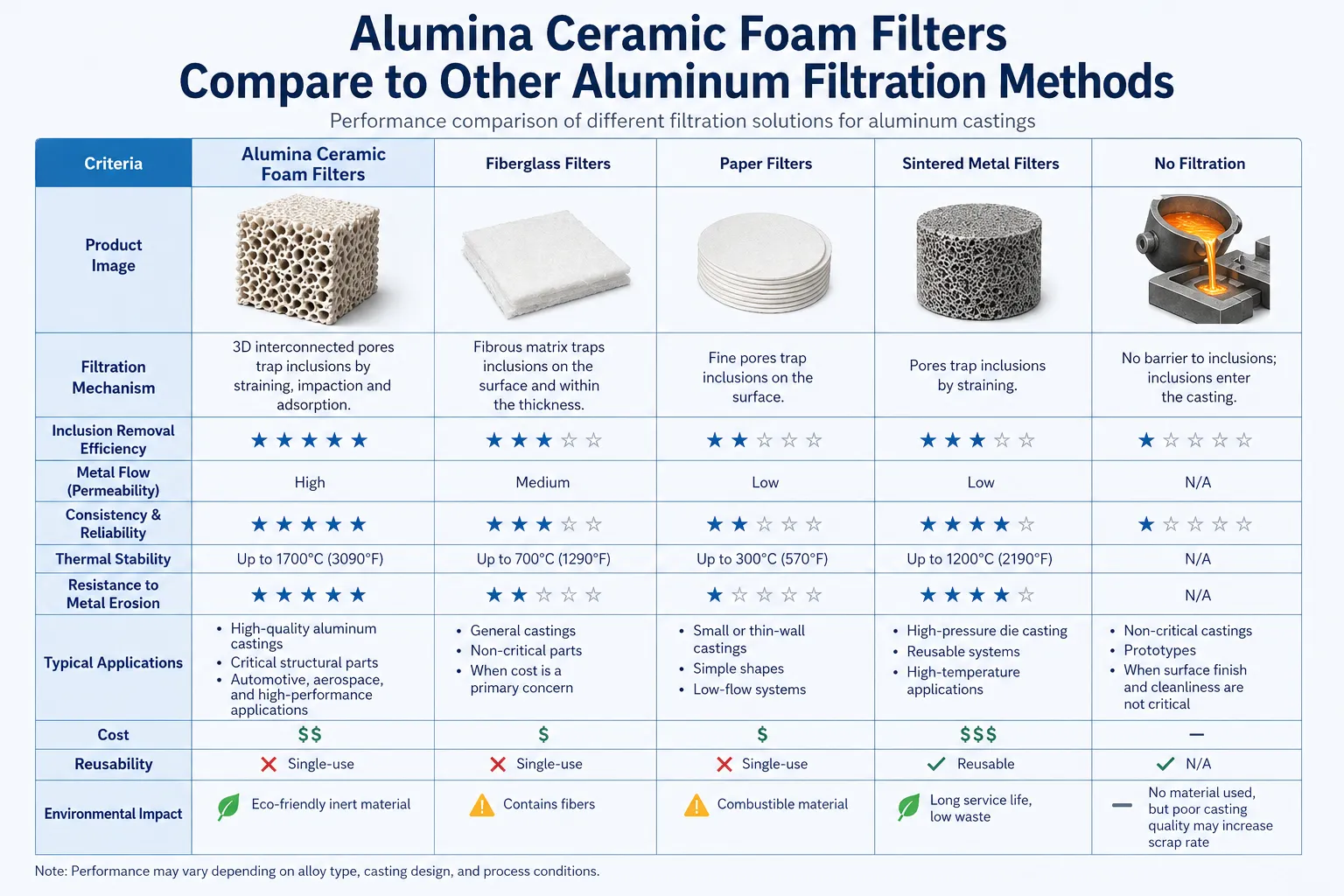
アルミナセラミック発泡フィルターと他のアルミニウムろ過方法との比較は?
セラミックフォーム・フィルターが常にアルミニウム濾過を支配していたわけではない。業界は数十年にわたりいくつかのアプローチを使用しており、各方法には、それが最高の性能を発揮する特定の背景があります。競合状況を理解することは、バイヤーが単一のソリューションに固執するのではなく、十分な情報を得た上で決断を下すのに役立ちます。.
ろ過方法比較表
| 方法 | インクルージョン除去効率 | 利用1回あたりのコスト | 流量 | 再利用可能 | ベスト・アプリケーション |
|---|---|---|---|---|---|
| セラミック・フォーム・フィルター(30-40 PPI) | 70-95% | 低い(フィルター1枚につきUSD 1-15) | ミディアム-ハイ | なし(シングルユース) | 一般鋳造、自動車 |
| 深層ろ過(Al₂O₃媒体) | 85-99% | 高い(資本コスト) | 非常に高い | あり(再生可能) | 大規模連続鋳造 |
| 繊維質セラミックフィルター | 60-80% | ミディアム | 高い | いいえ | 基本インゴット鋳造 |
| 管状フィルター | 70-85% | ミディアム-ハイ | ミディアム | いいえ | 鋳造用途 |
| 電磁ろ過 | 60-75%(磁性介在物用) | 非常に高い(資本金) | 非常に高い | はい | 連続鋳造ライン |
| 沈降と脱気のみ | 30-50% | 低い | 該当なし | 該当なし | 最低品質要件 |
| コンビネーションCFF+ディープベッド | 95-99.5% | 中(CFF)+高(DBF資本) | ミディアム | パーシャル | クリティカル航空宇宙、P1020インゴット |
洗浄装置またはゲートシステムに配置されたセラミック・フォーム・フィルター(CFF)と、それに続くディープベッド・フィルター(DBF)の組み合わせは、最大限の清浄度を実現するための現在の業界基準です。CFFは一次粗濾過を行い、バルク介在物負荷を除去し、ディープベッドフィルターはセラミックフォームを通過する微細介在物画分を処理する。これは、MWalloys社が以下のケーススタディで推奨したセットアップです。.
アルミナ・セラミック・フォーム・フィルターにはどのようなサイズと形状がありますか?
標準的なアルミナ・セラミック・フォーム・フィルターは、正方形、長方形、円形で製造され、厚さは通常、用途に応じて22mmから50mmの範囲である。.
標準アルミナセラミックフォームフィルターサイズ参照
| サイズ(mm) | 形状 | 厚さオプション(mm) | 代表的な注入重量容量(kg Al) |
|---|---|---|---|
| 100 × 100 | 正方形 | 22 / 25 | 30-80 |
| 150 × 150 | 正方形 | 22 / 25 | 80-200 |
| 200 × 200 | 正方形 | 25 / 50 | 200-500 |
| 230 × 230 | 正方形 | 25 / 50 | 300-700 |
| 250 × 250 | 正方形 | 50 | 400-900 |
| 300 × 300 | 正方形 | 50 | 600-1,500 |
| 350 × 350 | 正方形 | 50 | 900-2,000 |
| 400 × 400 | 正方形 | 50 | 1,200-3,000 |
| 500 × 500 | 正方形 | 50 | 2,000-5,000 |
| φ100、φ150、φ200、φ250 | 円形 | 22-50 | 変動あり |
| カスタム形状 | 図面 | 図面 | アプリケーション別 |
厚さは単に構造的なパラメータではない。厚いフィルター(50mm)は、フィルター本体内での溶融金属の滞留時間を長くし、より微細な介在物の慣性インパクションと表面付着捕捉を改善する。欠点は、流動抵抗の増大と予熱エネルギーの増大である。ほとんどの鋳造用途では、25mmフィルターが最良のバランスを提供します。大型取鍋や長時間注湯を伴う高スループット操業では、厚さ50 mmのフィルターが有効です。.

アルミナセラミック発泡フィルターはどのように設置し、正しく使用すべきか?
技術的に優れたフィルターであっても、設置方法が不適切であれば、性能が低下したり、故障したりします。私たちは、高品質のフィルターを使用しているにもかかわらず鋳造不良が続く鋳物工場を訪問したことがありますが、その設置方法がフィルターとその座の間の隙間から溶融金属をフィルターにバイパスさせていることがわかりました。.

ステップ・バイ・ステップの設置手順
ステップ1:フィルターシートの設計
フィルターボックスまたはシーティング・リセスは、平らで均一な接触面を提供するように機械加工または成形されなければならない。フィルターの端と座の間の隙間は、どの面でも1mmを超えてはならない。フィルターを取り付ける前に、セラミックファイバー製ガスケット(通常、厚さ3~6mm)を座部に配置し、フィルターに亀裂を入れることなく熱膨張に対応するコンプライアントシールを形成すること。.
ステップ2:予熱
溶融アルミニウムに直接接触する冷たいフィルターは熱衝撃を受け、亀裂や完全な構造破壊を引き起こす可能性があります。さらに重大なことは、冷えたフィルターは最初の金属流を冷やし、最初に通過した金属がフィルター流路内で部分的に凝固し、流れを永久に遮断することです。フィルターは、金属と接触する前に最低300℃まで予熱する必要があり、ほとんどのアルミニウム鋳造温度では400~600℃が推奨範囲です。プロパントーチ、赤外線ヒーター、電気抵抗ヒーターは、すべて許容可能な予熱方法です。.
ステップ3:金属ヘッド圧力
初期メタルヘッド圧(洗浄機またはスプルー内のフィルター上部のメタルの高さ)は、フィルターの初期流動抵抗に打ち勝つのに十分でなければならない。厚さ25 mmの40 PPIフィルターの場合、通常、初期突破には最低40~80 mmのアルミニウムのヘッド圧(フィルター上部の金属の高さ40~80 mmに相当)が必要です。ヘッド圧が不十分な場合、フィルターは完全なメタルフローを達成することなく閉塞する可能性があります。.
ステップ4:流量制御
メタルフローが確立したら、注湯速度はできるだけ一定に保つ。フィルターが部分的に凝固するような流れの中断は、亀裂や汚染の原因となります。効果的な濾過を促進する層流状態を維持するために、セラミックフォームフィルターを通過する推奨される最大金属流速は、通常0.1~0.3 m/sである。.
ステップ 5: 注入後の処理
使用済みのフィルターは決して再利用してはならない。鋳造後のフィルターには、捕捉された介在物や凝固した金属片が含まれています。使用済みフィル ターを再利用しようとすると、以前に捕捉された介在物を新し い融液中に放出する危険性がある。使用済みフィルターは回収され、適切に廃棄またはリサイ クルされるべきである。.
よくある設置の間違いとその結果
| 間違い | 結果 | 訂正 |
|---|---|---|
| ガスケットシールなし | バイパスフロー、介在物がキャスティングに到達 | 常にセラミックファイバーガスケットを使用 |
| 予熱不足 | フィルターひび割れ、コールドシャット、フローブロック | 最低300℃に予熱する |
| 流量に対するPPIが正しくない | ミスランまたは濾過不足 | 流量対フィルター容量の再計算 |
| フィルターの再利用 | 新しいキャスティングへのインクルージョン・リリース | 注ぐたびに新しいフィルターを使う |
| オーバーサイズのフィルター・シート・ギャップ | メルトはフィルター・エッジをバイパスする | シートクリアランスを1mm以下にする |
実際のケーススタディ:インドのアルミニウムインゴット鋳造工場がMWalloysセラミックフォームフィルターで介在物問題を解決した方法
背景
2024年半ば、私たちは品質管理責任者から連絡を受けた。 マハラクシュミ・アルミニウム工業, は、インド、マハラシュトラ州プネーのボサリ工業地区に位置するアルミニウム二次地金メーカーである。この鋳物工場では、1日当たり約18トンの溶解能力を持つ4基の反射炉を稼働させ、P1020グレードの標準インゴットと、地元の自動車ダイカスト市場向けの各種合金インゴットを生産している。.
品質管理者は、ダイカスト鋳造用に供給されたインゴットに繰り返し発生する気孔と表面介在物の欠陥について、2つの主要な自動車顧客から苦情を受け取っていた。金属組織断面図とSEM/EDS分析を用いた社内調査により、主な欠陥の種類が特定された:
- 0.2mmから3mmの酸化アルミニウム二重膜包有物(Al₂O₃)。.
- 5~30ミクロンのスピネル粒子(MgAl₂O₄)。.
- 炉の内張り(MgOベースのレンガ)の耐火物片、最大1 mm。.
同社の高級自動車用合金インゴット・ラインの不合格率は次のようになった。 4.7% 総生産量のうち、2社の顧客が正式な是正措置要求(CAR)を出していた。鋳物工場の既存の濾過システムは、セラミックファイバー布を洗濯機全体に配置したもので、濾過効率は最低限で、2回目の加熱ごとに交換が必要でした。.
痛点
鋳造工場は、いくつかの複合的な課題に直面していた:
課題1:収益性に影響する高いスクラップ率
18MT/日の生産量では、4.7%の不合格率は1日約846kgの不合格品に相当する。インゴットの販売価格がおよそINR185/kg(2024年4月の為替レートでおよそUSD 2.22/kg)であるため、不合格品と再処理による損失は1日あたりINR156,000(およそUSD 1,870)を超え、年換算ではおよそUSD 560,000となる。.
課題2:二次スクラップからの一貫性のないメルト品質
この鋳物工場では、自動車スクラップ、UBC(使用済み飲料缶スクラップ)、工業用端材など、60~70%の二次アルミニウムスクラップを主原料として使用しています。二次スクラップは本来、一次アルミニウムよりも酸化負荷が高く、鋳物工場の既存のスクラップ選別と前処理能力には限界がありました。.
課題3:系統的なガス抜きなし
この鋳物工場には回転式脱ガス装置がなく、代わりに塩化物系フラックスを手作業で融液表面に塗布するフラックス処理に頼っていた。この方法では、水素除去に一貫性がなく、フラックスによる介在物がしばしば発生する。.
課題4:高温での不一致
タップ温度は炉のオペレーターによって700℃から780℃の間で変化し、これが既存の布フィルターセットアップにおける介在物の挙動とフィルター性能の両方に影響を与えた。.
MWalloysソリューションの実装
MWalloys社は、2024年8月に当社のアプリケーション・エンジニアが2日間の現地技術視察を行った後、2段階のろ過アップグレードを提案した:
第1段階:洗濯機のアルミナ・セラミック・フォーム・フィルター
MWalloysは、300×300×50mmのアルミナ・セラミック・フォーム・フィルターを、以下の価格で提供した。 30 PPI 一次濾過用として、炉の蛇口と鋳造ステーションの間の樋に設置された新しいフィルターボックスに配置された。30PPIが選択された理由は以下の通りである:
- 二次スクラップからの高い介在物負荷のため、効果的な捕獲に十分な細目でありながら、高い金属フロー量(1ヒート当たり約2,500~3,000kg)を処理するのに十分な粗さが必要。
- フィルター面積の計算では、30 PPIで300×300mmが、約90kg/分の注入速度で十分な流量を提供することが確認された。
ステージ2:ディープベッドフィルター(タビュラーアルミナメディア)
セラミック発泡フィルターの位置の下流にコンパクトな深層フィルターユニットを設置し、深さ400mmまで6〜10mmのタブラーアルミナ顆粒(99%以上のAl₂O₃含有量)で満たした。このユニットは、セラミックフォームフィルターを通過する微細介在物画分を処理し、溶融アルミニウムに約45~60秒の滞留時間を与え、微細介在物が沈降して顆粒表面に付着することを可能にする。.
推奨事項
MWalloysはまた、設備投資を必要としない3つのサポート業務変更も推奨した:
- 4つのファーネスすべてにおいて、タップ温度を730±10℃に標準化する。.
- フィルターシートのセラミックファイバー製ガスケットの厚みを3mmから6mmに増やし、金属組織学的分析から以前のフィルターセットアップで発生していたと思われるバイパスフローをなくす。.
- 各注入の前に、プロパントーチを使用して最低8分間のフィルター予熱手順を義務付ける。.
90日後の結果(2024年11月データ)
鋳物工場の品質チームは、MWalloys濾過システムを3ヶ月間使用した後、以下の結果を測定した:
| パフォーマンス指標 | MWalloysシステム導入前 | MWalloysシステム導入後 | 改善 |
|---|---|---|---|
| インゴット不良率 | 4.7% | 0.8% | 83%リダクション |
| アクティブな顧客CAR | 2 | 0 | 100% 解決済み |
| バイフィルム封入頻度(金属組織学的) | 断面積100cm²当たり12.3 | 100cm²あたり1.8 | 85%リダクション |
| 不応断片の頻度 | 100cm²あたり3.1 | 100cm²あたり0.2 | 94%リダクション |
| 水素含有量(アルスペック測定) | 0.28 mL/100g Al | 0.18 mL/100g Al | 36%リダクション |
| フィルター交換頻度 | 2ヒートごと(布) | 毎熱(CFF、MWalloysプロトコルによる) | 構造化プロトコルに変更 |
| 1日の拒絶損失(米ドル) | ~1,870米ドル | ~320米ドル | 1,550米ドル/日節約 |
| 年間節約額 | 560,000米ドル | 96,000米ドル | 年間純節約:464,000米ドル |
注:MWalloys社のCFFフィルターコストは、300×300×50mm のフィルター1枚当たり約8.50米ドルであった。1ヒートあたりフィルター1枚、4炉で1日約6ヒートとすると、1日あたりのフィルターコストは約204米ドルであり、これは上記の不合格コスト削減の計算に完全に含まれている。.
ケーススタディからの結論
Mahalaxmi Aluminium Industries社のケースは、30 PPIの適切な仕様のアルミナセラミック発泡フィルターとタビュラーアルミナメディアを使用したディープベッド濾過を組み合わせることで、二次アルミニウムインゴット製造工程における鋳造不良率を83%削減できることを示しています。濾過設備投資の投資回収期間は3ヶ月未満であった。重要な成功要因は、特定の流量と介在物負荷に対する正しいPPIの選択、セラミックファイバーガスケットを使用した適切な設置、フィルター予熱の義務化でした。.
この結果は、私たちが複数のファウンドリーの導入事例で見てきたことと一致している。技術自体は確立されているが、設置や温度管理に関する実行規律が、高性能のろ過システムと平凡なろ過システムを分けるのである。.
アルミナセラミックフォームフィルターの品質基準と認証とは?
規制産業のバイヤーは、トレーサブルな品質文書を要求します。以下の規格は、アルミニウム鋳造に使用されるセラミックフォームフィルターの試験と認定について規定しています:
適用規格と試験方法
| スタンダード | 発行機関 | CFFとの関連性 |
|---|---|---|
| ASTM C20 | ASTMインターナショナル | 見かけの気孔率と吸水率 |
| ASTM C133 | ASTMインターナショナル | 冷間圧壊強度 |
| ASTM C1161 | ASTMインターナショナル | 曲げ強度(MOR) |
| ASTM C830 | ASTMインターナショナル | アルキメデスによる見掛けの気孔率 |
| ASTM C1525 | ASTMインターナショナル | 耐熱衝撃性 |
| ISO 13820 | 国際標準化機構 | 耐火物:かさ密度の測定 |
| NADCA製品仕様規格 | 北米ダイカスト協会 | 鋳物の品質基準;フィルター選択に関連する |
| QC/T 239(中国) | SAC 中国 | アルミ鋳造用発泡セラミックフィルター(中国国内規格) |
| en ISO 9001:2015 | 国際標準化機構 | フィルターメーカーの品質管理システム |
MWalloys社は、全てのアルミナセラミックフォームフィルターのサプライヤーに対し、バッチレベルの化学分析レポート(XRF)、寸法測定記録、各生産ロットのコールドMOR試験結果の提出を要求しています。航空宇宙グレードの鋳造用途では、さらに熱衝撃サイクル試験報告書(最低5サイクルの試験)と、溶融化学に影響を及ぼす可能性のあるフッ化物や塩化物汚染がないことを確認する適合証明書を要求しています。.

アルミナ・セラミック・フォーム・フィルターのサプライヤーをどのように調達し、評価していますか?
セラミック・フォーム・フィルター市場は大きく成長し、垂直統合型の大手セラミック・メーカーから、品質管理が限定的な小規模メーカーまで、様々なサプライヤーが存在します。新しいサプライヤーを評価するには、製品サンプルを要求するだけでは不十分です。.
サプライヤー評価基準
1.製造能力
焼結炉の仕様と工程管理文書の証明を求めてください。1,350~1,450℃の適切な焼結温度を最低滞留時間保持することが、セラミックの完全な緻密化を達成するために重要です。焼成不足のフィルターは機械的に弱く、セラミック片を融液中に排出する可能性があります。.
2.PPIの一貫性
断面写真と光学測定報告書を要求し、実際の気孔数と記載されたPPIを確認する。単一バッチ内で±2~3 PPIのばらつきは許容範囲内であるが、これを超えるばらつきは、工程管理が不十分であることを示唆する。.
3.寸法公差
セラミック・フォーム・フィルターの標準寸法公差は、幅と長さで±2mm、厚さで±1mmです。これらの公差外のフィルターは、フィルターボックス内に正しく収まらず、バイパスフローを引き起こす可能性があります。.
4.化学的純度の文書化
Al₂O₃、SiO₂、MgO、CaO、Fe₂O₃、およびその他の相のXRFバッチ分析を依頼してください。高いFe₂O₃含有量(1%以上)は、低純度原料の使用を示すことがあり、一部のアルミニウム合金との接触においてフィルターの化学的安定性に影響を及ぼす可能性がある。.
5.第三者試験報告書
信頼できるサプライヤーは、MOR、熱衝撃、化学成分について、社内データだけでなく、独立した試験所による試験報告書を提供することができます。これはMWalloysが全ての供給パートナーに課している基本的な品質保証要件です。.
アルミナ・セラミック・フォーム・フィルターに関するよくある質問
1:アルミナセラミック発泡フィルターは、複数回の注入に再利用できますか?
アルミナセラミックフォームフィルターは、1回限りの使用に限定して設計されており、再利用はできません。1回注入すると、フィルター内部の孔構造は、捕獲された介在物や凝固したアルミニウム片で部分的に塞がれ、流動能力が低下し、以前に捕獲された汚染物質が次の溶融物に放出される危険性があります。さらに、冷却と再加熱による熱サイクルによってセラミック構造に微細なひび割れが生じ、機械的完全性が損なわれます。フィルターを再利用しようとすることは、注湯途中でのフィルター破損の最も一般的な原因の一つであり、セラミック片を鋳物に直接混入させる可能性があります。使い捨てフィルターのコスト(サイズにより通常1~15米ドル)は、鋳物が汚染されるリスクに比べればごくわずかであり、特に不合格品や再加工のコストが大きい自動車や航空宇宙用途では無視できません。.
2:アルミナセラミック発泡フィルターの最高注湯温度は?
標準的なアルミナセラミック発泡フィルター(60% Al₂O₃)の最大連続使用温度は1,100℃であり、これは通常のアルミニウム鋳造の範囲である680~780℃をはるかに超えているため、かなりの安全マージンが得られます。高アルミナ質グレード(80~99% Al₂O₃)は、最高使用温度を1,400~1,600℃に拡張し、理論的には銅合金や一部の鋳鉄用途に適しているが、これらの金属には一般的に異なるフィルター材料が推奨される。標準的なアルミニウム合金鋳物では、温度はフィルター選択の制限要因ではない。それよりも重要なのは、最初の温度差による熱衝撃割れを防ぐために、溶融金属と接触する前にフィルターを少なくとも300℃に予熱しておくことです。.
3: 鋳造作業に適したフィルターサイズの計算方法は?
フィルター面積の選択は、必要な金属流量と注湯温度におけるフィルターの定格流量に基づきます。標準的な計算方法は、必要フィルター面積(cm²)イコール総注湯重量(kg)÷注湯時間(秒)÷フィルターの定格比流量(kg/s/cm²)です。720℃の30 PPIアルミナフィルターの場合、典型的な比流量は約0.015~0.025 kg/s/cm²です。例えば、500kgのアルミニウムを300秒で注ぐには、およそ500÷(300×0.020)=約83cm²のフィルター面積が必要であることから、100×100mmフィルターは小さすぎ、150×150mmフィルター(225cm²)が妥当なヘッド圧の余裕を持つ適切な最小サイズであることが示唆されます。注水中に間隙が徐々に閉塞することを考慮し、フィルター面積には常に30-50%の安全係数を含めてください。.
4:アルミナ、炭化ケイ素、ジルコニアセラミックフォームフィルターの違いは何ですか?
最も一般的な3種類のセラミックフォームフィルター材料は、それぞれ異なる用途に使用されます。アルミナ(Al₂O₃)フィルターはアルミニウムとその合金に最適化されており、アルミニウム鋳造温度範囲において化学的適合性、十分な機械的強度、コスト効率を提供する。炭化ケイ素(SiC)フィルターは、より高い熱伝導性と機械的強度を持ち、高温でより積極的な溶融化学物質が適用されるねずみ鋳鉄、ダクタイル鋳鉄、および一部の銅合金鋳造用途に好まれます。ジルコニア(ZrO₂)フィルターは、最高の耐熱衝撃性と温度能力を提供し、1,500℃を超える鋼やインベストメント鋳造用途に適しています。アルミニウム鋳造では、高マグネシウム合金(4% Mg以上)を除き、アルミナが標準的な選択肢であり続けています。SiCフィルターは、標準的なアルミナフィルターのシリカ相を部分的に溶解させるスピネル形成反応に対して、より優れた化学的安定性を提供します。.
5:溶けたアルミニウムに触れるとすぐに割れてしまうフィルターがあるのはなぜですか?
溶融アルミニウムとの接触中にフィルターが割れるのは、ほとんどの場合、予熱不足が原因です。冷たいセラミックが720~760℃で金属と接触することによる熱衝撃は、フィルター本体内に急勾配の温度勾配を生じさせ、材料の破断係数を超える引張応力を発生させます。わずか150~200℃に予熱されたフィルターでも、熱勾配が急すぎるため、亀裂が入る可能性があります。推奨される予熱温度の下限は300℃であり、ほとんどの作業では400~600℃が最適である。クラックの二次的な原因は、不適切なフィルター装着で、点荷重や加工不良のフィルターシートによる不均一な支持が、機械的応力集中を引き起こす。フィルターは、コーナーやエッジだけでなく、フィルター周囲全体に均等に荷重がかかるよう、常に平らでコンプライアンスに優れたセラミックファイバー製ガスケット表面に装着する必要があります。.
6: フィルターPPIは完成鋳物の機械的性質にどのような影響を与えますか?
より微細なフィルターグレードは、機械的特性、特に介在物の含有量に最も影響される特性である引張強さ、伸び、疲労寿命において、一貫して測定可能な改善をもたらします。ノルウェー科学技術大学(NTNU)の研究およびアルキャン・インターナショナルの鋳造研究プログラムから発表されたデータによると、自動車用アルミホイールの鋳造において、フィルターを20 PPIから40 PPIに改良したところ、平均破断伸びが6.2%から8.9%に増加し(43%の改善)、引張強さ測定のばらつきが約30%減少しました。この改善メカニズムは単純で、介在物が少ないということは亀裂発生部位が少ないということであり、これはより高い一貫した機械的性能に直結します。サスペンション部品のような疲労が重要な用途では、疲労破壊は介在物による応力集中に非常に敏感であるため、より微細なろ過の利点はさらに顕著になります。.
7:アルミナセラミック発泡フィルターは、回転脱気と併用できますか?
Pyrotek社、Foseco社、およびほとんどの主要なアルミニウム加工技術サプライヤーが推奨しているのは、回転脱ガス処理とセラミックフォームろ過の組み合わせです。正しい処理順序は、(1)溶解と合金化、(2)フラックス処理、(3)アルゴンまたは窒素による回転脱ガス、(4)短い沈降時間(5~10分)、(5)セラミック発泡フィルターに通す、です。脱ガス処理によって溶存水素が除去され、一部の介在物が浮上しやすくなり、スキミングが可能になる一方、セラミック発泡フィルターはスキミングで除去できなかった残留介在物を捕捉する。この2つの技術は競合するものではなく、補完するものである。両方を順番に運転することで、通常、95~99%の全介在物除去が達成され、ろ過単独では70~85%、脱ガス単独では30~50%が達成される。.
8: 注入が完了する前にフィルターが詰まる原因は何ですか?
フィルターの早期閉塞は、全てのメタルが注湯される前にフィルターがメタルフローを停止させるもので、通常3つの原因のうちの1つから生じる。第一に、フィルターPPIがメタル中に存在する介在物負荷に対して細かすぎるため、利用可能なメタルヘッド圧を超える急速な表面ケーキの蓄積を引き起こす。これは、高濃度に汚染された二次スクラップ溶融物に50~60 PPIのフィルターを使用する場合によく見られます。第二に、予熱が不十分なため、フィルター流路内で初期のメタルが部分的に凝固し、閉塞が発生するまで流路面積が徐々に減少する。第三に、注湯中にメタル温度が低下して粘度が上昇し、フィルター孔を通過する流れが妨げられる。この解決策には、溶融物の清浄度の正直な評価に基づく正しいPPIの選択、厳密な予熱の規律、および注湯の間中金属温度を700℃以上に保持するためのランド断熱の維持が含まれる。.
9: アルミナセラミックフォームフィルターの取り扱いに伴う環境または健康への危険はありますか?
アルミナセラミックフォームフィルターは、その主成分であるAl₂O₃が化学的に不活性で無毒であるため、通常の取り扱いにおける環境リスクは限定的である。しかし、乾燥フィルターの取り扱いや使用済みフィルターの粉砕は、呼吸可能な粒子状物質を含む微細なセラミック粉塵を発生させる。微細なセラミックまたは耐火物の粉塵を長時間吸入することは、潜在的な健康リスクに分類される。セラミック発泡フィルタを取り扱う作業者は、粉塵の多い状況でフィルタを破砕、粉砕、または取り扱う際、適切な呼吸保護具(最低FFP2またはN95規格の防塵マスク)を着用する必要がある。溶融アルミニウムに接触した使用済みフィルターには、微量のフラックス化合物や合金元素が含まれている可能性があります。廃棄は、地域の産業廃棄物規制に従ってください。ほとんどの管轄区域では、非有害アルミニウム鋳造の使用済みアルミナセラミックフォームフィルターは不活性産業廃棄物に分類され、標準的な産業廃棄物処理場で処分することができますが、規制の閾値が高い一部の地域では、処分前の検査が必要となる場合があります。.
10:アルミナセラミック発泡フィルターの一般的なコストと、鋳造品質向上によるコスト削減との比較は?
アルミナセラミックフォームフィルターの価格設定は、小さな100×100 mmサイズで約1.50米ドルから2.50米ドル、大きな400×400 mmまたは500×500 mmフォーマットで12米ドルから20米ドルで、価格設定はPPIグレード、Al₂O₃含有量、注文量に強く影響されます。セラミックフォーム濾過の経済的正当性は、測定可能な品質要件を持つ部品を生産するあらゆる鋳造作業において圧倒的です。鋳造工場が鋳造サイクルあたり200kgのアルミニウムを注湯し、8米ドルのフィルターを使用する場合、注湯されたアルミニウム1kgあたりのフィルターコストは0.04米ドル/kgです。濾過によって不合格率が3%から0.5%に減少した場合、仕上がり重量2.50米ドル/kgの鋳物で節約できるのは約0.0625米ドル/kgであり、加工スクラップの減少、顧客からの返品の減少、品質検査コストの減少を考慮する前に、これだけでフィルターコストを上回ります。品質に関連するすべてのコストへの影響を適切に考慮すれば、セラミックフォームフィルターはほとんどの事業で10:1を超えるROIを実現します。.
概要アルミナセラミックフォームフィルターの選択に関するクイックリファレンス
| パラメータ | 推薦 |
|---|---|
| 一般自動車鋳物 | 30-40 PPI、標準Al₂O₃(60-80%) |
| 航空宇宙および重要構造物 | 40-50 PPI、高アルミナ(80-99%) |
| 大型インゴットおよびビレット鋳造 | 10-20 PPI、標準グレード |
| 高Mg合金(2.5% Mg以上) | 高アルミナ(80-99%)またはSiCフィルター |
| 最大性能要件 | CFF(30~40PPI)+ディープベッドフィルターの直列配置 |
| 予熱温度 | 金属接触前は最低300~600°C |
| ガスケット要件 | 3~6mmのセラミック繊維ガスケットが必須 |
| フィルター再利用ポリシー | シングルユースのみ、例外なし |
MWalloysについて
MWalloys社は、100×100mmから600×600mmまでの全サイズにわたって、10、20、30、40、50、60PPIグレードのアルミナセラミックフォームフィルターを供給しており、標準、高アルミナ、およびプレミアム99% Al₂O₃配合が利用可能です。当社の製品はバッチテスト済みで、化学的および機械的な文書が完備されています。また、当社のアプリケーションエンジニアリングチームが、あらゆるアルミ鋳造作業におけるフィルターの選択、ゲートシステムの設計、および設置プロトコルの開発をサポートします。量産価格、サンプル請求、技術相談はMWalloysまでお問い合わせください。.
参考文献ASTM国際規格C20、C133、C1161、C830、C1525; Pyrotek Technical Filtration Handbook (2023); Campbell J., "Complete Casting Handbook", Butterworth-Heinemann (2015); Kennedy M.W. and Mohr J.O...、Metallurgical and Materials Transactions B (2018); Johansen S.T. et al., Light Metals 2019, TMS; USGS Aluminum Minerals Yearbook; NADCA Product Specification Standards for Die Castings; IEA Aluminium Industry Technology Roadmap 2023.
