Aluminiumoxid-Keramik-Schaumstofffilter mit einem PPI-Wert von 10 bis 60 sind die am weitesten verbreitete Filtrationslösung für den Aluminiumguss. Sie sind in der Lage, mehr als 90% nichtmetallische Einschlüsse aus der Aluminiumschmelze zu entfernen und Wasserstoffporositätsdefekte um bis zu 70% zu reduzieren, wodurch sich die mechanischen Eigenschaften und die Oberflächengüte der fertigen Gussteile direkt verbessern.
Wenn Ihr Projekt die Verwendung von Keramikschaumfiltern erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
MWalloys liefert diese Filter an Gießereien in ganz Asien, Europa und Nordamerika, und die von uns gesammelten Leistungsdaten bestätigen immer wieder, dass die richtige Auswahl von Filtern eine der rentabelsten Investitionen ist, die ein Gießbetrieb tätigen kann.

Was ist ein Aluminiumoxid-Keramikschaumfilter und wie funktioniert er im Aluminiumguss?
Ein Aluminiumoxid-Keramikschaumfilter ist eine dreidimensionale, offenzellige, poröse Keramikstruktur, die hauptsächlich aus Aluminiumoxid (Al₂O₃) besteht und zur Reinigung von geschmolzenem Aluminium verwendet wird, indem sie feste Einschlüsse physikalisch auffängt und den laminaren Fluss durch das Gießsystem fördert. Das miteinander verbundene Porennetzwerk des Filters schafft einen gewundenen Pfad, der das geschmolzene Metall zwingt, wiederholt die Richtung zu ändern, wodurch die Einschlusspartikel in Kontakt mit der Keramikoberfläche kommen, wo sie durch eine Kombination aus physikalischer Siebung, Trägheitseinwirkung und Oberflächenadhäsionsmechanismen aufgefangen werden.
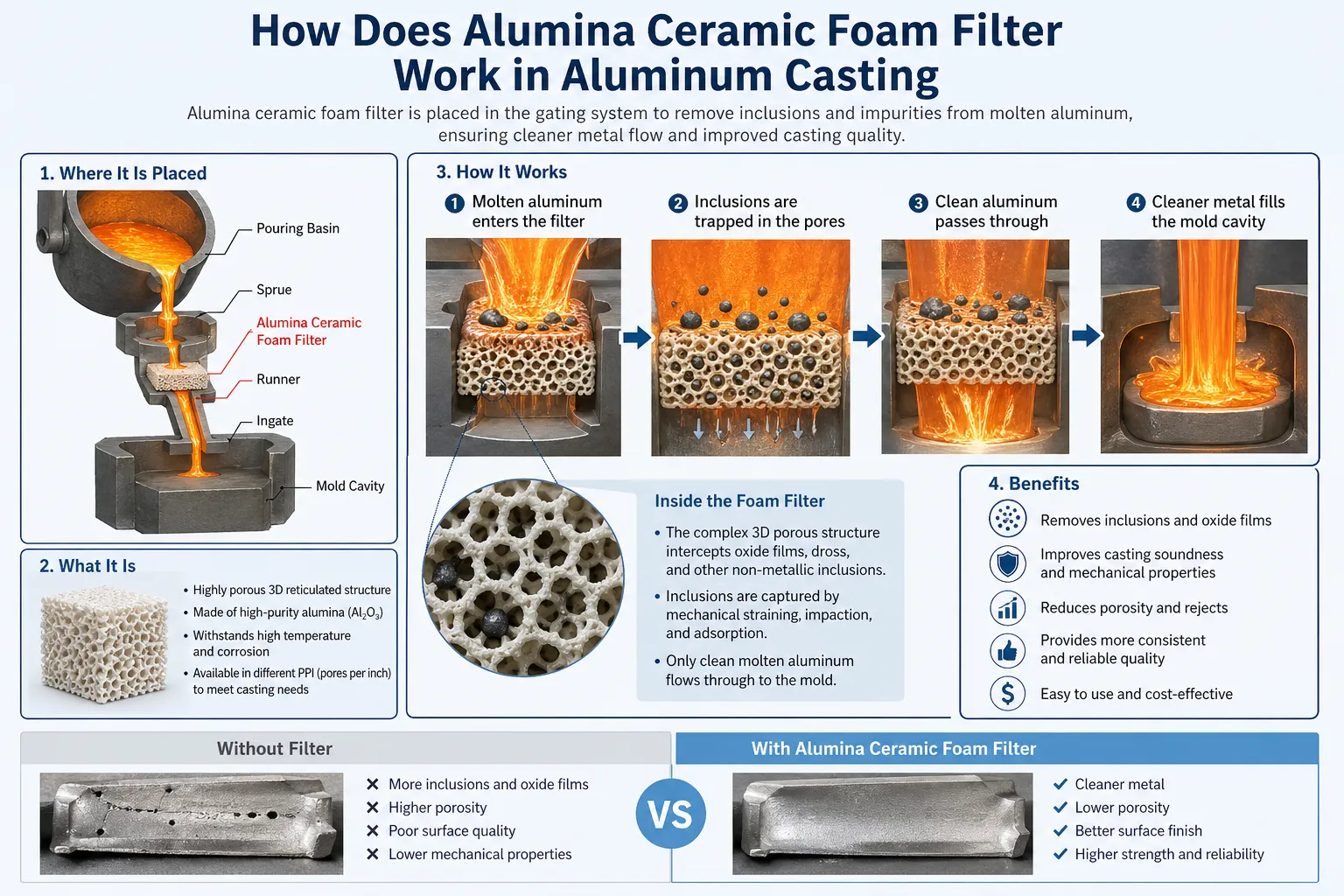
Das Herstellungsverfahren für diese Filter beginnt mit einer netzartigen Polyurethanschaumvorlage, die mit einer keramischen Aufschlämmung imprägniert wird, die Aluminiumoxid als Primärphase sowie Sinterhilfsmittel und Rheologiemodifikatoren enthält. Nach der Imprägnierung wird der beschichtete Schaumstoff getrocknet und bei Temperaturen von über 1.400 °C gebrannt, wodurch die organische Schaumstoffvorlage ausgebrannt wird und eine starre keramische Nachbildung der ursprünglichen Schaumstoffstruktur zurückbleibt. Das Ergebnis ist ein Filter mit kontrollierter Porosität, hoher Temperaturwechselbeständigkeit und chemischer Kompatibilität mit geschmolzenem Aluminium bei Standard-Gießtemperaturen von 680-760 °C.
Lesen Sie auch: Keramische Schaumstofffilter (CFF) für Gießereien: Tonerde, SiC, Zirkoniumdioxid.
Die drei Filtrationsmechanismen in keramischen Schaumstofffiltern
Das Verständnis, wie die Filtration tatsächlich abläuft, hilft den Gießerei-Ingenieuren bei der Auswahl der richtigen Filterklasse und der optimalen Platzierung im Anschnittsystem.
Physikalische Siebung (Größenausschluß)
Einschlüsse, die größer als die effektive Porengröße des Filters sind, werden an der Filterfläche mechanisch blockiert. Dieser Mechanismus ist bei gröberen Filtern (10-20 PPI) vorherrschend und bewältigt den größten Teil der Einschlüsse, darunter Stücke der Aluminiumoxidhaut, Karbidpartikel und feuerfeste Fragmente aus Pfannen- oder Ofenauskleidungen.
Trägheitseinwirkung
Wenn geschmolzenes Metall durch die gewundenen Porenkanäle fließt, können Partikel mit ausreichender Masse nicht den Stromlinien des Fluids um die Keramikstreben folgen und bewegen sich stattdessen auf einem geraden Weg, prallen auf die Keramikoberfläche und bleiben dort haften. Dieser Mechanismus ist besonders wirksam bei höheren Strömungsgeschwindigkeiten und bei dichteren Einschlüssen wie Titanborid (TiB₂)-Agglomeraten aus Kornfeinungszusätzen.
Oberflächenhaftung und Kuchenfiltration
Mit der Zeit bildet sich auf der stromaufwärts gelegenen Seite und den Innenflächen des Filters eine Schicht aus abgeschiedenen Einschlüssen. Dieser "Filterkuchen" wird allmählich zu einem eigenständigen Filtrationsmedium mit einer zunehmend feineren effektiven Porosität, die die Abscheideleistung mit fortschreitendem Guss erhöht. In der Fachzeitschrift Metallurgical and Materials Transactions B (Kennedy und Mohr, 2018) veröffentlichte Forschungsergebnisse zeigen, dass die Filtrationseffizienz in Schaumkeramikfiltern im Laufe eines einzigen Gusses um 15-30% zunimmt, wenn sich die Kuchenschicht entwickelt.
Was bedeutet PPI und wie wählen Sie das richtige PPI-Rating für Ihren Antrag?
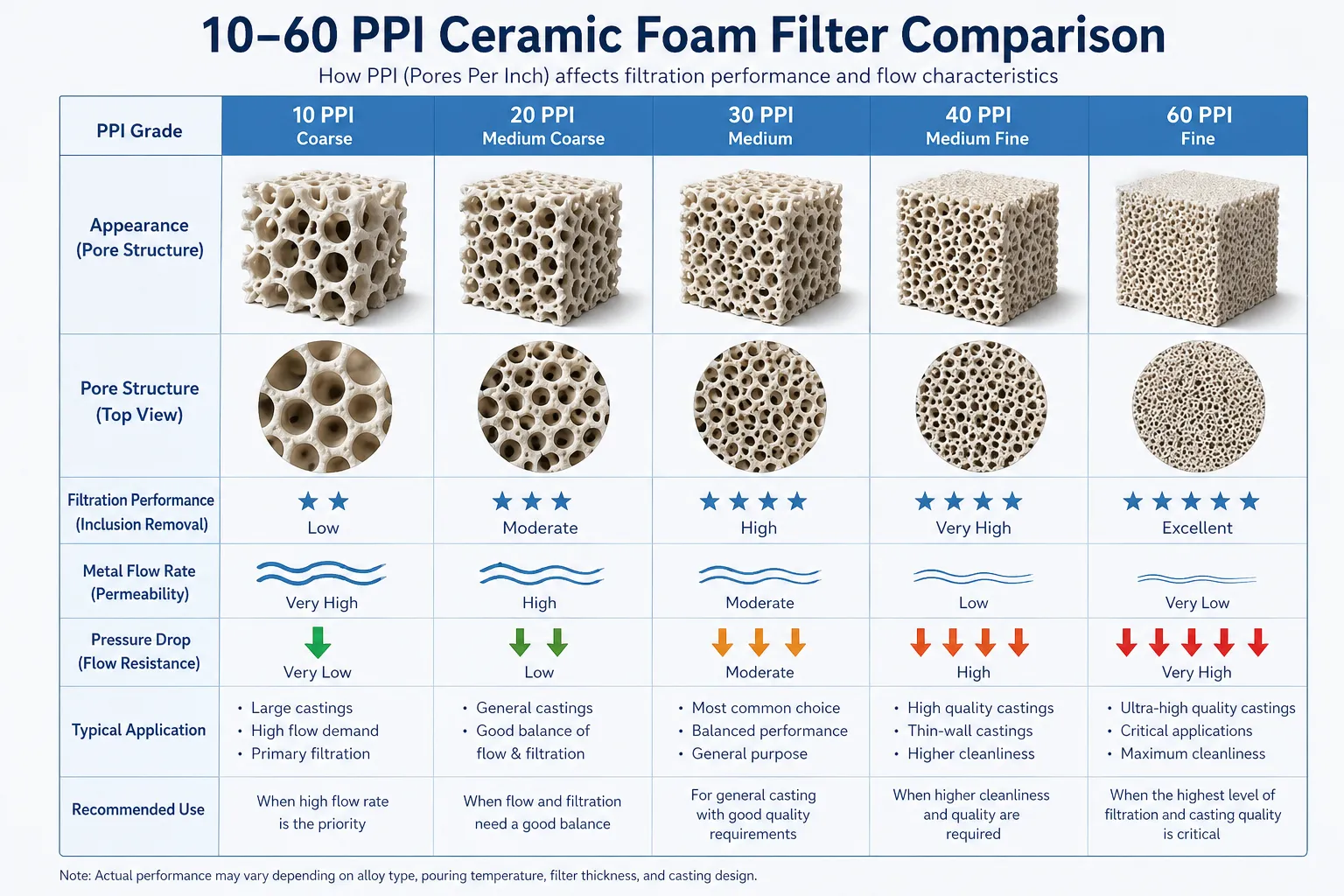
PPI steht für Poren pro Linearzoll, die Standardmessung der Porosität von Schaumkeramikfiltern, die in der gesamten Aluminiumgussindustrie verwendet wird. Ein 10-PPI-Filter hat etwa 10 Poren pro Zoll seines Querschnitts, was zu relativ großen, offenen Kanälen führt, während ein 60-PPI-Filter 60 Poren pro Zoll hat, was ein viel feineres, restriktiveres Netzwerk ergibt.
Die praktische Auswirkung ist einfach: niedrigere PPI-Zahlen bedeuten größere Poren, schnellere Durchflussraten und gröbere Filtration; höhere PPI-Zahlen bedeuten feinere Filtration, aber größere Durchflussbeschränkung und langsameren Metalldurchsatz.
PPI-Auswahlhilfe nach Anwendung
| PPI-Bewertung | Durchschnittliche Porengröße (mm) | Durchflussmenge Kapazität | Wirkungsgrad der Filtration | Empfohlene Anwendungen |
|---|---|---|---|---|
| 10 PPI | 2,0-2,5 mm | Sehr hoch | Grundlegende, grobe Einschlüsse | Großvolumiger Masselguss, Primäraluminium |
| 20 PPI | 1,0-1,3 mm | Hoch | Mäßige Einschlüsse | Gießereibarren, Knüppelvorfiltration, Sauenguss |
| 30 PPI | 0,6-0,8 mm | Mittel-Hoch | Gut | Gussteile für die Automobilindustrie, Zylinderblöcke |
| 40 PPI | 0,4-0,5 mm | Mittel | Sehr gut | Luft- und Raumfahrtkomponenten, Räder, Triebwerksteile |
| 50 PPI | 0,3-0,4 mm | Mittel-niedrig | Ausgezeichnet | Kritische Gussteile für Luft- und Raumfahrt und Verteidigung |
| 60 PPI | 0,2-0,3 mm | Niedrig | Überlegene | Elektronische Kühlkörper, dünnwandige Präzisionsgussteile |
Die Daten wurden aus dem Pyrotek Technical Filtration Handbook (Ausgabe 2023) und MWalloys-Anwendungstestaufzeichnungen zusammengestellt.
Die Wahl des falschen PPI-Wertes ist ein häufiger und kostspieliger Fehler. Wir sprechen regelmäßig mit Gießereileitern, die einen 60 PPI-Filter für ein großes Automobilgussteil ausgewählt haben, weil sie davon ausgingen, dass feiner immer besser sei, nur um dann festzustellen, dass der Filter den Metallfluss so stark einschränkt, dass sich die Form nicht vollständig füllt, bevor die Erstarrung beginnt, was zu Fehlproduktionen führt.
Das richtige Auswahlverfahren beinhaltet die Berechnung der erforderlichen Durchflussmenge durch die Filterfläche, den Vergleich mit der Nennkapazität des Filters bei der vorgesehenen Betriebstemperatur und die Auswahl der feinsten PPI-Klasse, die noch einen ausreichenden Durchfluss gewährleistet. Die in der Gießereipraxis häufig verwendete Formel lautet:
Erforderliche Filterfläche (cm²) = Schüttgewicht (kg) / [Schüttdauer (s) × Durchflussmenge pro cm² (kg/s-cm²)]
Für die meisten kommerziellen Aluminiumgießereien stellt ein Filter mit 30-40 PPI das optimale Gleichgewicht zwischen Filtrationseffizienz und Durchflussrate dar. Feinere Qualitäten (50-60 PPI) sind für hochwertige Gussteile mit geringem Volumen reserviert, bei denen die Einschlüsse ungeachtet der Durchflussbeschränkungen absolut minimiert werden müssen.
Was sind die wichtigsten technischen Spezifikationen von Aluminiumoxid-Keramikschaumfiltern?
Technische Einkäufer und Qualitätsingenieure benötigen spezifische Leistungsdaten, bevor sie eine neue Filterquelle genehmigen. Die folgende Tabelle fasst die kritischen Spezifikationen zusammen, die MWalloys für unsere Aluminiumoxid-Keramikschaumfilter-Produktlinie zertifiziert.
Aluminiumoxid-Keramik-Schaumstofffilter Technische Daten
| Eigentum | Spezifikation | Prüfverfahren |
|---|---|---|
| Primärkomposition | Al₂O₃ ≥ 60% (normalerweise 60-99%) | Chemische XRF-Analyse |
| Sekundäre Phasen | SiO₂, MgO, CaO (geringfügig) | XRF / ICP-OES |
| Offensichtliche Porosität | 80-90% | Archimedes-Verfahren (ASTM C830) |
| Schüttdichte | 0,25-0,50 g/cm³ | Gewichts-/Volumenmessung |
| Berstmodul (kalt) | ≥ 0,6 MPa | Drei-Punkt-Biegung (ASTM C1161) |
| Bruchmodul (1000°C) | ≥ 0,4 MPa | Hot MOR-Prüfung |
| Maximale Betriebstemperatur | 1,100°C | Thermische Prüfung |
| Widerstandsfähigkeit gegen thermische Schocks | Keine Rissbildung nach 5 Zyklen (1000°C bis Wasserabschreckung) | ASTM C1525 |
| Verfügbarer PPI-Bereich | 10, 20, 30, 40, 50, 60 PPI | Optische Porenanzahl |
| pH-Beständigkeit (geschmolzenes Al) | Chemisch inert in Al-Legierungen 600-900°C | Immersionstests |
| Wasserabsorption | Weniger als 0,5% (gebrannter Körper) | ASTM C373 |
| Wärmeleitfähigkeit | 0,5-1,5 W/m-K | ASTM E1461 |
Vergleich der chemischen Zusammensetzung: Standard- vs. Hochtonerde-Sorten
| Klasse | Al₂O₃ | SiO₂ | MgO | CaO | Typische Anwendung |
|---|---|---|---|---|---|
| Standard (60% Al₂O₃) | 60-65% | 30-35% | 2-5% | 1-3% | Aluminiumguss allgemein |
| Hochtonerde (80% Al₂O₃) | 78-83% | 12-18% | 2-4% | 1-2% | Hochtemperaturbetrieb, verlängerte Kontaktzeit |
| Premium (99% Al₂O₃) | 97-99% | Weniger als 1% | Weniger als 0,5% | Weniger als 0,5% | Kritisches Aluminium für Luft- und Raumfahrt, Elektronik |
Die Unterscheidung zwischen Standard- und Hochtonerde-Güteklassen ist in der Praxis von Bedeutung, da ein höherer Al₂O₃-Gehalt die chemische Stabilität des Filters im Kontakt mit reaktiven Aluminiumlegierungen verbessert, insbesondere mit solchen, die Magnesium (Mg) über 3% enthalten. Bei Standardfiltern aus 60%-Aluminiumoxid kann es in Legierungen mit hohem Mg-Gehalt (wie z. B. der 5xxx-Serie) zu einer teilweisen Auflösung der Siliziumdioxidphase kommen, wodurch Siliziumverunreinigungen in die Schmelze gelangen können. Hochtonerdehaltige Sorten eliminieren dieses Risiko.
MWalloys empfiehlt allen Gießereien, die Legierungen der Serie 5xxx mit Mg über 2,5% gießen, mindestens einen 80% Al₂O₃-Filter zu verwenden. Betriebe, die 5182 oder 5083 mit Mg über 4% gießen, sollten 99% Al₂O₃ verwenden oder stattdessen zu einem Siliziumkarbid-Keramikschaumfilter wechseln.
Welche Arten von Einschlüssen entfernen Aluminiumoxid-Keramikschaum-Filter aus geschmolzenem Aluminium?
Nicht alle Einschlüsse in geschmolzenem Aluminium sind gleich, und die Kenntnis der Einschlusspopulation in Ihrem spezifischen Betrieb bestimmt sowohl die Auswahl der Filterklasse als auch den erreichbaren Reinheitsgrad.
Klassifizierung von Einschlüssen in geschmolzenem Aluminium
Oxidschichten und -häute (Al₂O₃-Bifilme)
Dies ist die häufigste Art von Einschlüssen bei allen Aluminiumgießverfahren. Jedes Mal, wenn geschmolzenes Aluminium mit Luft in Berührung kommt, bildet sich fast augenblicklich eine dünne Oxidhaut auf der Oberfläche. Wenn das Metall gegossen, gerührt oder turbulent fließen gelassen wird, falten sich diese Oxidhäute über sich selbst und bilden doppelschichtige Filme, die als Bifilme bezeichnet werden (ein Begriff, der von Prof. John Campbell von der Universität Birmingham eingeführt wurde, dessen Arbeit über die Bifilmtheorie nach wie vor die grundlegende Referenz auf diesem Gebiet darstellt). Bifilme haben eine Größe von einigen Mikrometern bis zu mehreren Millimetern und sind die Hauptursache für die Streuung der mechanischen Eigenschaften von Aluminiumgussstücken.
Schaumkeramikfilter mit einem PPI-Wert von 30 und feiner fangen die größeren Bifilme (über 100 Mikrometer) wirksam ab. Feinere Bifilme unter 50 Mikrometern sind schwieriger und erfordern entweder sehr feine Filter (50-60 PPI) oder Entgasungssysteme in Verbindung mit der Filtration.
Spinell-Einschlüsse (MgAl₂O₄)
In Legierungen, die sowohl Magnesium als auch Aluminium enthalten, bilden sich in der Schmelze leicht Spinellpartikel, die aufgrund ihrer geringen Größe (typischerweise 1-20 Mikrometer) und ihres geringen Dichtekontrasts zum umgebenden Aluminium nur schwer durch Filtration zu entfernen sind. Aluminiumoxidfilter fangen Spinelle in erster Linie durch Trägheitseinwirkung und Oberflächenadhäsion und nicht durch Größenausschluss ab, weshalb der Filter richtig vorgewärmt werden muss, um eine maximale Abscheidungseffizienz zu erreichen.
Siliciumcarbid und Carbidpartikel
Verunreinigungen aus Ofenauskleidungen, Tiegeln oder recyceltem Schrott, die SiC-Partikel enthalten, führen zu harten Karbideinschlüssen, die Schäden an den Bearbeitungswerkzeugen und Lochfraß an den fertigen Teilen verursachen. Diese sind relativ dicht und werden von 20-30 PPI-Filtern sowohl durch Größenausschluss als auch durch Trägheitsabscheidung effektiv aufgefangen.
TiB₂-Agglomerate aus Getreiderefinern
Al-Ti-B-Vorlegierungen zur Kornfeinung werden beim Aluminiumguss häufig zur Kontrolle der Korngröße verwendet. Überschüssige TiB₂-Partikel können sich jedoch zu Clustern von 50-200 Mikrometern zusammenballen, die zu "Lochporosität" und Oberflächenfehlern führen. Ein 40 PPI-Filter fängt TiB₂-Agglomerate über 100 Mikrometer effektiv ab. Dies ist ein Grund, warum Gießereien, die aggressive Kornfeinungszusätze verwenden, von einer Verbesserung der Filterqualität profitieren.
Feuerfest- und Flussmitteleinschlüsse
Fragmente aus feuerfesten Pfannen, Ofenauskleidungen, Entgasungsrotoren und Flussmittelrückständen stellen eine unvorhersehbare, aber bedeutende Quelle für Einschlüsse dar, insbesondere bei Recycling- und Sekundäraluminiumprozessen. Diese Partikel variieren stark in ihrer Zusammensetzung (MgO, Al₂O₃, SiO₂, Na-Verbindungen) und Größe. Schaumkeramikfilter mit einer Filterfeinheit von 20 PPI und feiner können den Großteil dieser Einschlüsse wirksam entfernen.
Effizienz der Einschlussentfernung nach Filterklasse
| Einschluss Typ | Größenbereich | 10 PPI | 20 PPI | 30 PPI | 40 PPI | 50-60 PPI |
|---|---|---|---|---|---|---|
| Große Oxidschichten | Über 500 μm | 85% | 92% | 96% | 98% | 99% |
| Mittlere Oxidschichten | 100-500 μm | 40% | 65% | 85% | 93% | 97% |
| Feine Oxidschichten | 20-100 μm | 10% | 25% | 50% | 70% | 85% |
| Spinell-Teilchen | 1-20 μm | Unterhalb von 5% | 10% | 20% | 35% | 50% |
| Karbidteilchen | 50-200 μm | 30% | 55% | 75% | 88% | 95% |
| TiB₂-Agglomerate | 50-200 μm | 25% | 50% | 72% | 85% | 93% |
| Feuerfeste Fragmente | Über 200 μm | 75% | 88% | 95% | 98% | 99% |
Die Effizienzwerte sind Näherungswerte, die auf veröffentlichter Literatur (Johansen et al., Light Metals 2019) und MWalloys-internen Gießversuchsdaten basieren. Der tatsächliche Wirkungsgrad hängt von der Metalltemperatur, der Gießgeschwindigkeit und den Filterbedingungen ab.
Wie schneiden Aluminiumoxid-Keramikschaumfilter im Vergleich zu anderen Aluminiumfiltrationsmethoden ab?
Schaumkeramikfilter haben die Aluminiumfiltration nicht immer dominiert. Die Industrie hat im Laufe der Jahrzehnte verschiedene Ansätze verwendet, und jede Methode hat einen spezifischen Kontext, in dem sie am besten funktioniert. Das Verständnis der Wettbewerbslandschaft hilft den Käufern, fundierte Entscheidungen zu treffen, anstatt sich auf eine einzige Lösung festzulegen.
Tabelle zum Vergleich der Filtrationsmethoden
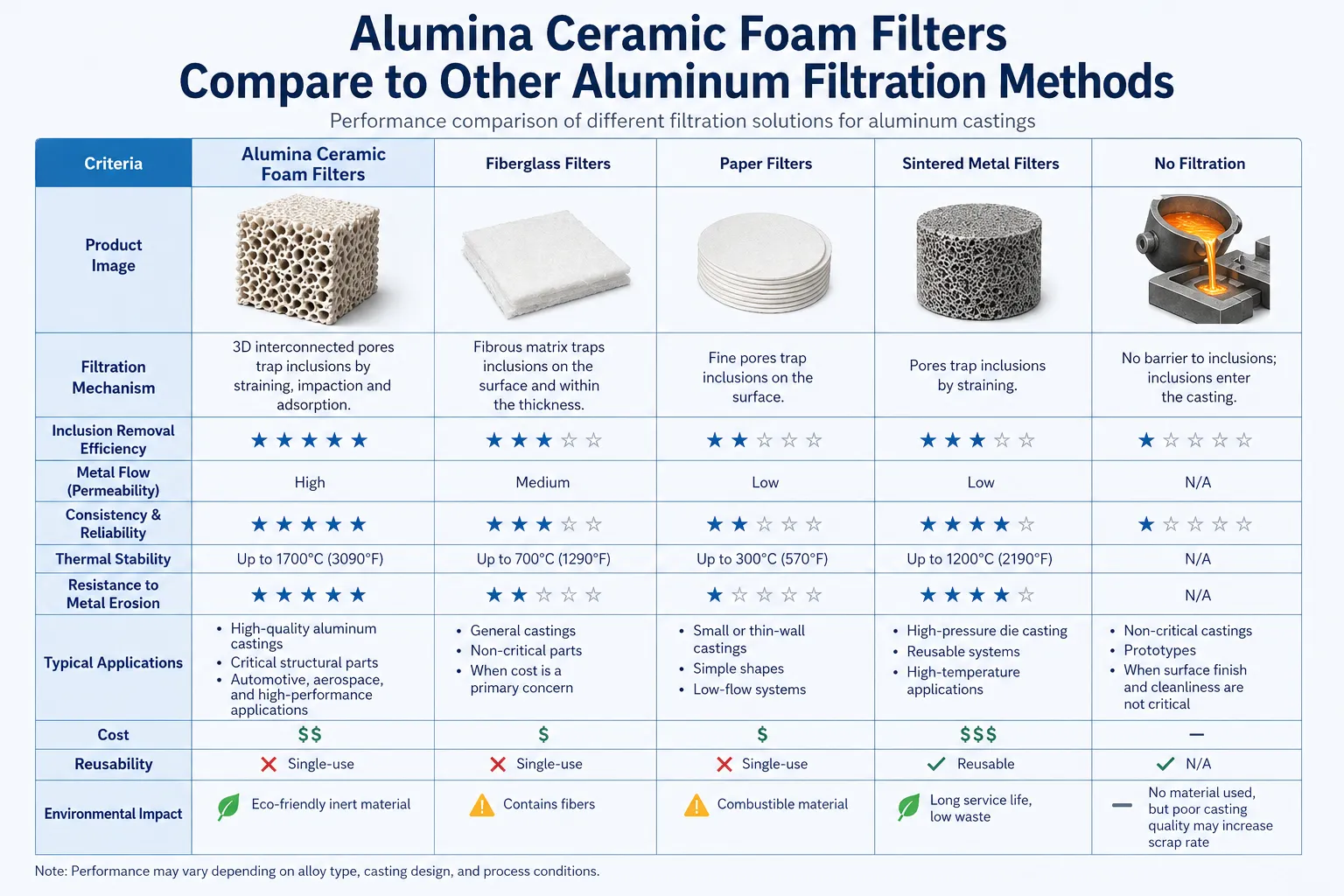
| Methode | Effizienz bei der Entfernung von Einschlüssen | Kosten pro Nutzung | Durchflussmenge | Wiederverwendbar | Beste Anwendung |
|---|---|---|---|---|---|
| Keramischer Schaumstofffilter (30-40 PPI) | 70-95% | Niedrig (1-15 USD pro Filter) | Mittel-Hoch | Nein (Einweg) | Allgemeines Gießen, Automobilbau |
| Tiefbettfiltration (Al₂O₃-Medien) | 85-99% | Hoch (Kapitalkosten) | Sehr hoch | Ja (regenerierbar) | Strangguss in großem Maßstab |
| Faser-Keramik-Filter | 60-80% | Mittel | Hoch | Nein | Basis-Blockguss |
| Röhrenfilter | 70-85% | Mittel-Hoch | Mittel | Nein | Gießerei-Anwendungen |
| Elektromagnetische Filtration | 60-75% (für magnetische Einschlüsse) | Sehr hoch (Kapital) | Sehr hoch | Ja | Stranggussanlagen |
| Nur Absetzen und Entgasen | 30-50% | Niedrig | K.A. | K.A. | Mindestanforderungen an die Qualität |
| Kombination CFF + Tiefbett | 95-99.5% | Mittel (CFF) + Hoch (DBF-Kapital) | Mittel | Teilweise | Kritische Luft- und Raumfahrt, P1020-Barren |
Die Kombination eines Schaumkeramikfilters (CFF) in der Rinne oder im Anschnittsystem, gefolgt von einem Tiefbettfilter (DBF), stellt den derzeitigen Industriestandard für maximale Sauberkeit dar. Der CFF führt die primäre Grobfiltration durch und entfernt die grobe Einschlussfraktion, während der Tiefenfilter die feine Einschlussfraktion behandelt, die durch den keramischen Schaumstoff läuft. Dies ist der Aufbau, den MWalloys in der folgenden Fallstudie empfiehlt.
Welche Größen und Formen sind für Aluminiumoxid-Keramikschaumfilter erhältlich?
Standard-Aluminiumoxid-Keramikschaumfilter werden in quadratischer, rechteckiger und kreisförmiger Form hergestellt und haben je nach Anwendung eine Dicke von 22 mm bis 50 mm.
Standard-Aluminiumoxid-Keramik-Schaumstoff-Filter Größenreferenz
| Größe (mm) | Form | Dicke Optionen (mm) | Typische Schüttgewichtskapazität (kg Al) |
|---|---|---|---|
| 100 × 100 | Platz | 22 / 25 | 30-80 |
| 150 × 150 | Platz | 22 / 25 | 80-200 |
| 200 × 200 | Platz | 25 / 50 | 200-500 |
| 230 × 230 | Platz | 25 / 50 | 300-700 |
| 250 × 250 | Platz | 50 | 400-900 |
| 300 × 300 | Platz | 50 | 600-1,500 |
| 350 × 350 | Platz | 50 | 900-2,000 |
| 400 × 400 | Platz | 50 | 1,200-3,000 |
| 500 × 500 | Platz | 50 | 2,000-5,000 |
| Φ100, Φ150, Φ200, Φ250 | Rundschreiben | 22-50 | Variiert |
| Individuelle Formen | Pro Zeichnung | Pro Zeichnung | Anwendungsspezifisch |
Die Dicke ist nicht nur ein struktureller Parameter. Dickere Filter (50 mm) sorgen für eine längere Verweilzeit des geschmolzenen Metalls im Filterkörper, was die Trägheitseinwirkung und die Oberflächenhaftung feinerer Einschlüsse verbessert. Der Nachteil ist ein erhöhter Strömungswiderstand und ein höherer Energiebedarf für das Vorwärmen. Für die meisten Gießereianwendungen bieten 25-mm-Filter das beste Gleichgewicht. Für Betriebe mit hohem Durchsatz, großen Gießpfannen oder langen Gießzeiten ist eine Dicke von 50 mm von Vorteil.

Wie sollten Aluminiumoxid-Keramikschaumfilter richtig installiert und verwendet werden?
Selbst ein technisch überlegener Filter kann bei unsachgemäßem Einbau seine Leistung verringern oder versagen. Wir haben Gießereien besucht, in denen trotz des Einsatzes hochwertiger Filter Gussfehler auftraten, nur um festzustellen, dass die Installationsmethode es dem geschmolzenen Metall ermöglichte, den Filter durch den Spalt zwischen dem Filter und seinem Sitz zu umgehen.

Schritt-für-Schritt-Installationsprotokoll
Schritt 1: Entwurf des Filtersitzes
Der Filterkasten oder die Sitzvertiefung muss so bearbeitet oder geformt sein, dass eine ebene, gleichmäßige Kontaktfläche entsteht. Der Abstand zwischen Filterrand und Sitz sollte auf keiner Seite mehr als 1 mm betragen. Eine Keramikfaserdichtung (in der Regel 3-6 mm dick) sollte vor dem Einbau des Filters in den Sitz eingelegt werden, um eine nachgiebige Dichtung zu schaffen, die thermische Ausdehnungen aufnimmt, ohne dass der Filter reißt.
Schritt 2: Vorwärmen
Kaltfilter, die direkt mit geschmolzenem Aluminium in Berührung kommen, erleiden einen Temperaturschock, der zu Rissen und vollständigem strukturellen Versagen führen kann. Noch kritischer ist, dass ein kalter Filter den anfänglichen Metallfluss abkühlt, wodurch das erste durchfließende Metall teilweise in den Filterkanälen erstarrt und den Fluss dauerhaft blockiert. Filter müssen vor dem Metallkontakt auf mindestens 300 °C vorgewärmt werden, wobei 400-600 °C der empfohlene Temperaturbereich für die meisten Aluminiumgüsse ist. Propangasbrenner, Infrarotheizungen oder elektrische Widerstandsheizungen sind allesamt akzeptable Vorwärmmethoden.
Schritt 3: Metallischer Kopfdruck
Der anfängliche Metallkopfdruck (die Höhe des Metalls über dem Filter in der Rinne oder im Anguss) muss ausreichen, um den anfänglichen Strömungswiderstand des Filters zu überwinden. Bei einem 40 PPI-Filter von 25 mm Dicke ist in der Regel ein Mindestkopfdruck von 40-80 mm Aluminium (entsprechend 40-80 mm Metallhöhe über dem Filter) für den anfänglichen Durchbruch erforderlich. Wenn der Kopfdruck nicht ausreicht, kann der Filter verstopfen, ohne jemals den vollen Metalldurchfluss zu erreichen.
Schritt 4: Kontrolle der Durchflussmenge
Sobald der Metallfluss hergestellt ist, sollte die Gießgeschwindigkeit so konstant wie möglich bleiben. Unterbrechungen des Flusses, die eine teilweise Verfestigung des Filters ermöglichen, können zu Rissen und Verunreinigungen führen. Die maximal empfohlene Metallgeschwindigkeit durch einen Schaumkeramikfilter beträgt in der Regel 0,1-0,3 m/s, um die laminaren Strömungsbedingungen aufrechtzuerhalten, die eine effektive Filtration fördern.
Schritt 5: Handhabung nach dem Gießen
Gebrauchte Filter sollten niemals wiederverwendet werden. Nach dem Gießen enthält der Filter eingeschlossene Einschlüsse und erstarrte Metallfragmente. Bei dem Versuch, einen gebrauchten Filter wiederzuverwenden, besteht die Gefahr, dass zuvor eingeschlossene Einschlüsse in die neue Schmelze gelangen. Verbrauchte Filter sollten gesammelt und auf geeignete Weise entsorgt oder recycelt werden.
Häufige Fehler bei der Installation und deren Folgen
| Irrtum | Konsequenz | Berichtigung |
|---|---|---|
| Keine Dichtung | Bypass-Strömung, Einschlüsse erreichen das Gussteil | Verwenden Sie immer eine Keramikfaserdichtung |
| Unzureichendes Vorheizen | Rissbildung im Filter, kaltes Schließen, blockierter Durchfluss | Vorheizen auf mindestens 300°C |
| Falscher PPI für Durchflussmenge | Fehlläufe oder unzureichende Filtration | Neuberechnung der Durchflussmenge im Vergleich zur Filterkapazität |
| Wiederverwendung von Filtern | Freigabe zur Aufnahme in ein neues Gussstück | Für jeden Guss einen neuen Filter verwenden |
| Überdimensionierter Filtersitzspalt | Schmelze umgeht die Filterkanten | Reduzieren Sie das Sitzspiel auf unter 1 mm |
Reale Fallstudie: Wie eine indische Aluminiumgießerei Einschlussprobleme mit keramischen Schaumstofffiltern von MWalloys löste
Hintergrund
Mitte 2024 kontaktierte uns der Qualitätsmanager der Mahalaxmi Aluminium Industrien, ist ein Hersteller von Sekundäraluminium-Masseln mit Sitz im Industriegebiet Bhosari, Pune, Maharashtra, Indien. Die Gießerei betreibt vier Flammschmelzöfen mit einer Gesamtschmelzkapazität von etwa 18 Tonnen pro Tag und produziert Standardbarren der Sorte P1020 sowie eine Reihe von Legierungsbarren für den lokalen Automobil-Druckgussmarkt.
Der Qualitätsmanager hatte von zwei großen Automobilkunden Beschwerden über wiederkehrende Porositäts- und Oberflächeneinschlussfehler in den für den Druckguss gelieferten Barren erhalten. Eine interne Untersuchung mit metallographischen Querschnitten und SEM/EDS-Analyse identifizierte die primären Fehlerarten als:
- Aluminiumoxid-Bifilm-Einschlüsse (Al₂O₃), die zwischen 0,2 und 3 mm groß sind.
- Spinellpartikel (MgAl₂O₄) in der Größenordnung von 5-30 Mikron.
- Feuerfeste Fragmente der Ofenauskleidung (MgO-basierte Steine), bis zu 1 mm.
Die Rückweisungsquote für ihre Premium-Automobillegierungsblöcke hatte die 4.7% des gesamten Produktionsvolumens, und zwei ihrer Kunden hatten formelle Anträge auf Korrekturmaßnahmen (CARs) gestellt. Das bestehende Filtersystem der Gießerei bestand aus Keramikfasertüchern, die quer über die Rinne gelegt waren. Die Filtrationseffizienz war minimal und musste nach jeder zweiten Hitze ausgetauscht werden.
Die Schmerzpunkte
Die Gießerei sah sich mit mehreren zusätzlichen Herausforderungen konfrontiert:
Herausforderung 1: Hohe Ausschussrate beeinträchtigt die Rentabilität
Bei einem Produktionsvolumen von 18 MT/Tag entspricht eine Rückweisungsrate von 4,7% etwa 846 kg zurückgewiesenem Material pro Tag. Bei Verkaufspreisen für Barren von ca. 185 INR/kg (ca. 2,22 USD/kg zu den Wechselkursen von April 2024) beliefen sich die täglichen Verluste aus Ausschuss und Wiederaufbereitung auf über 156.000 INR (ca. 1.870 USD) pro Tag bzw. ca. 560.000 USD auf Jahresbasis.
Herausforderung 2: Uneinheitliche Schmelzqualität von Sekundärschrott
Die Gießerei verwendet 60-70% Sekundäraluminiumschrott als Hauptrohstoff, darunter Automobilschrott, UBC (gebrauchter Getränkedosenschrott) und industrielle Verschnitte. Sekundärschrott hat von Natur aus eine höhere Oxidbelastung als Primäraluminium, und die vorhandenen Schrottsortier- und Vorbehandlungsmöglichkeiten der Gießerei waren begrenzt.
Herausforderung 3: Keine systematische Entgasung
Die Gießerei verfügte nicht über eine Rotationsentgasungsanlage und verließ sich stattdessen auf eine Flussmittelbehandlung mit chloridhaltigen Flussmitteln, die manuell auf die Schmelzoberfläche aufgetragen wurden. Dieser Ansatz bietet eine uneinheitliche Wasserstoffentfernung und führt häufig selbst zu Flussmitteleinschlüssen.
Herausforderung 4: Unbeständigkeit bei hohen Temperaturen
Die Abstichtemperaturen schwankten je nach Ofenbetreiber zwischen 700°C und 780°C, was sich sowohl auf das Einschlussverhalten als auch auf die Filterleistung der vorhandenen Tuchfilteranlage auswirkte.
MWalloys Lösung Implementierung
Nach einem zweitägigen technischen Besuch vor Ort durch unseren Anwendungstechniker im August 2024 schlug MWalloys eine zweistufige Aufrüstung der Filtration vor:
Stufe 1: Aluminiumoxid-Keramik-Schaumstofffilter in der Waschmaschine
MWalloys lieferte 300×300×50 mm Aluminiumoxid-Keramikschaumfilter zu 30 PPI für die Primärfiltration in einem neuen Filterkasten, der in der Rinne zwischen dem Ofenhahn und der Gießstation installiert wurde. Die 30 PPI-Einstufung wurde aus folgenden Gründen gewählt:
- Der hohe Anteil an Einschlüssen aus Sekundärschrott erfordert eine Sorte, die fein genug für eine effektive Abscheidung ist, aber auch grob genug, um das hohe Metallstromvolumen zu bewältigen (ca. 2.500-3.000 kg pro Schmelze)
- Eine Berechnung der Filterfläche bestätigte, dass 300×300 mm bei 30 PPI eine ausreichende Durchflusskapazität bei einer Gießgeschwindigkeit von etwa 90 kg/Minute bieten.
Stufe 2: Tiefbettfilter (Tonerde-Tabletten)
Dem Schaumkeramikfilter wurde eine kompakte Tiefbettfiltereinheit nachgeschaltet, die bis zu einer Tiefe von 400 mm mit tafelförmigem Aluminiumoxidgranulat von 6-10 mm (Al₂O₃-Gehalt über 99%) gefüllt ist. Diese Einheit behandelt die feinen Einschlüsse, die den Schaumkeramikfilter passieren, und sorgt für eine Verweilzeit des geschmolzenen Aluminiums von etwa 45-60 Sekunden, so dass sich die feinen Einschlüsse absetzen und an den Granulatoberflächen anhaften können.
Unterstützende Empfehlungen
MWalloys empfahl auch drei unterstützende betriebliche Änderungen, die keine Kapitalinvestitionen erforderten:
- Standardisierung der Abstichtemperatur auf 730±10°C für alle vier Öfen.
- Erhöhen der Dicke der Keramikfaserdichtung im Filtersitz von 3 mm auf 6 mm, um die Bypass-Strömung zu eliminieren, die laut metallographischer Analyse in der vorherigen Filteranlage auftrat.
- Einführung eines obligatorischen Filtervorwärmverfahrens mit Propangasbrennern für mindestens 8 Minuten vor jedem Guss.
Ergebnisse nach 90 Tagen (Daten vom November 2024)
Das Qualitätsteam der Gießerei hat nach dreimonatigem Betrieb des MWalloys-Filtersystems die folgenden Ergebnisse gemessen:
| Leistungsmetrik | Vor MWalloys System | Nach MWalloys System | Verbesserung |
|---|---|---|---|
| Rückweisungsrate von Barren | 4.7% | 0.8% | 83% Ermäßigung |
| Kunden CARs aktiv | 2 | 0 | 100% aufgelöst |
| Häufigkeit von Bifilm-Einschlüssen (metallografisch) | 12,3 pro 100 cm² Querschnitt | 1,8 pro 100 cm² | 85% Ermäßigung |
| Häufigkeit feuerfester Fragmente | 3,1 pro 100 cm² | 0,2 pro 100 cm² | 94% Ermäßigung |
| Wasserstoffgehalt (Alspek-Messung) | 0,28 mL/100g Al | 0,18 mL/100g Al | 36% Ermäßigung |
| Häufigkeit des Filterwechsels | Alle 2 Läufe (Stoff) | Jede Hitze (CFF, gemäß MWalloys-Protokoll) | Geändert auf strukturiertes Protokoll |
| Tägliche Ablehnungsverluste (USD) | ~USD 1,870 | ~USD 320 | 1.550 USD/Tag eingespart |
| Jährliche Einsparungen | 560.000 USD | 96.000 USD | Jährliche Nettoeinsparung: 464.000 USD |
Anmerkung: Die Kosten für MWalloys CFF-Filter betrugen für diesen Vorgang etwa 8,50 USD pro 300×300×50mm-Filter. Bei einem Filter pro Schmelze und etwa 6 Schmelzen pro Tag in 4 Öfen betrugen die täglichen Filterkosten etwa 204 USD, was in der obigen Berechnung der Einsparungen bei den Rückweisungskosten vollständig berücksichtigt ist.
Schlussfolgerung aus der Fallstudie
Das Beispiel von Mahalaxmi Aluminium Industries zeigt, dass die Kombination von ordnungsgemäß spezifizierten Aluminiumoxid-Keramikschaumfiltern mit 30 PPI plus Tiefbettfiltration mit tafelförmigen Aluminiumoxid-Medien eine Verringerung der Gussabweisungsrate um 83% in einem sekundären Aluminiumbarrenbetrieb erreichen kann. Die Amortisationszeit für die Investition in die Filtrationsanlage betrug weniger als drei Monate. Die kritischen Erfolgsfaktoren waren die richtige Auswahl der PPI für die spezifische Durchflussrate und die Einschlussbelastung, die ordnungsgemäße Installation mit Keramikfaserdichtungen und die obligatorische Filtervorwärmungsdisziplin.
Dieses Ergebnis stimmt mit dem überein, was wir bei verschiedenen Foundry-Implementierungen beobachten: Die Technologie selbst ist gut etabliert, aber die Ausführungsdisziplin bei der Installation und dem Temperaturmanagement ist das, was ein leistungsstarkes Filtersystem von einem mittelmäßigen unterscheidet.
Was sind die Qualitätsstandards und Zertifizierungen für Aluminiumoxid-Keramikschaumfilter?
Abnehmer in regulierten Industrien verlangen eine rückverfolgbare Qualitätsdokumentation. Die folgenden Normen regeln die Prüfung und Qualifizierung von Schaumkeramikfiltern für den Aluminiumguss:
Geltende Normen und Prüfverfahren
| Standard | Ausstellende Stelle | Relevanz für die CFF |
|---|---|---|
| ASTM C20 | ASTM International | Scheinbare Porosität und Wasseraufnahme |
| ASTM C133 | ASTM International | Kaltstauchfestigkeit |
| ASTM C1161 | ASTM International | Biegefestigkeit (MOR) |
| ASTM C830 | ASTM International | Scheinbare Porosität nach Archimedes |
| ASTM C1525 | ASTM International | Temperaturwechselbeständigkeit |
| ISO 13820 | ISO | Feuerfeste Produkte: Bestimmung der Schüttdichte |
| NADCA Produktspezifikationsstandards | Nordamerikanischer Druckgießerverband | Qualitätskriterien für Gussteile; relevant für die Filterauswahl |
| QC/T 239 (China) | SAC China | Schaumkeramikfilter für Aluminiumguss (chinesischer Inlandsstandard) |
| EN ISO 9001:2015 | ISO | Qualitätsmanagementsystem für Filterhersteller |
MWalloys verlangt von allen Lieferanten von Aluminiumoxid-Keramikschaumstoff-Filtern die Vorlage von Berichten über chemische Analysen auf Chargenebene (XRF), Aufzeichnungen über Dimensionsmessungen und Ergebnisse von Kaltmortests für jedes Produktionslos. Bei Gussanwendungen für die Luft- und Raumfahrt verlangen wir zusätzlich Berichte über Thermoschocktests (mindestens 5 Zyklen) und eine Konformitätsbescheinigung, die bestätigt, dass keine Fluorid- und Chloridverunreinigungen vorliegen, die die Schmelzchemie beeinflussen könnten.

Wie können Sie Lieferanten von Aluminiumoxid-Keramikschaumfiltern finden und bewerten?
Der Markt für Schaumkeramikfilter ist stark gewachsen, wobei die Bandbreite der Anbieter von großen, vertikal integrierten Keramikherstellern bis zu kleinen Produzenten mit begrenzter Qualitätskontrolle reicht. Die Bewertung eines neuen Lieferanten erfordert mehr als die Anforderung eines Produktmusters.
Kriterien für die Lieferantenbewertung
1. Herstellungskapazität
Verlangen Sie einen Nachweis über die Spezifikationen des Sinterofens und die Dokumentation der Prozesskontrolle. Eine angemessene Sintertemperatur von 1.350 bis 1.450 °C bei einer Mindestverweilzeit ist entscheidend für eine vollständige Verdichtung der Keramik. Zu schwach gebrannte Filter sind mechanisch schwach und können Keramikfragmente in die Schmelze abwerfen.
2. PPI-Konsistenz
Verlangen Sie Querschnittsfotos und optische Messberichte, die die tatsächliche Porenzahl im Vergleich zum angegebenen PPI bestätigen. Abweichungen von ±2-3 PPI innerhalb einer Charge sind akzeptabel; darüber hinausgehende Abweichungen deuten auf eine schlechte Prozesskontrolle hin.
3. Abmessungstoleranz
Die Standardtoleranz für Keramikschaumfilter beträgt ±2 mm in der Breite und Länge und ±1 mm in der Dicke. Filter, die außerhalb dieser Toleranzen liegen, sitzen möglicherweise nicht richtig im Filterkasten, was zu einem Bypass führt.
4. Dokumentation der chemischen Reinheit
Fordern Sie eine XRF-Chargenanalyse für Al₂O₃, SiO₂, MgO, CaO, Fe₂O₃ und andere Phasen an. Ein hoher Fe₂O₃-Gehalt (über 1%) kann auf die Verwendung von Rohstoffen mit niedrigem Reinheitsgrad hinweisen und kann die chemische Stabilität des Filters bei Kontakt mit einigen Aluminiumlegierungen beeinträchtigen.
5. Testberichte von Dritten
Seriöse Lieferanten können unabhängige Labortestberichte für MOR, Temperaturschock und chemische Zusammensetzung vorlegen, nicht nur interne Daten. Dies ist eine grundlegende Qualitätssicherungsanforderung, die MWalloys bei allen unseren Lieferpartnern durchsetzt.
Häufig gestellte Fragen zu Aluminiumoxid-Keramikschaumfiltern
1: Können Aluminiumoxid-Keramikschaumfilter für mehrere Güsse wiederverwendet werden?
Aluminiumoxid-Keramikschaumfilter sind nur für den einmaligen Gebrauch bestimmt und dürfen nicht wiederverwendet werden. Nach einem Guss ist die interne Porenstruktur des Filters teilweise mit eingeschlossenen Einschlüssen und verfestigten Aluminiumfragmenten verstopft, was die Durchflusskapazität verringert und das Risiko birgt, dass zuvor eingeschlossene Verunreinigungen in die nächste Schmelze gelangen. Darüber hinaus verursachen thermische Zyklen beim Abkühlen und Wiedererwärmen Mikrorisse in der Keramikstruktur, die die mechanische Integrität beeinträchtigen. Der Versuch, Filter wiederzuverwenden, ist eine der häufigsten Ursachen für das Versagen von Filtern in der Mitte des Gießvorgangs, wodurch Keramikfragmente direkt in das Gussteil gelangen können. Die Kosten für einen Einwegfilter (in der Regel 1-15 USD je nach Größe) sind vernachlässigbar im Vergleich zu dem Risiko eines kontaminierten Gussteils, insbesondere bei Anwendungen in der Automobil- oder Luftfahrtindustrie, wo die Kosten für Ausschuss und Nacharbeit erheblich sind.
2: Was ist die maximale Gießtemperatur für Aluminiumoxid-Keramikschaumfilter?
Standard-Aluminiumoxid-Keramikschaumfilter (60% Al₂O₃) haben eine maximale Dauergebrauchstemperatur von 1.100°C, die weit über dem normalen Aluminiumgussbereich von 680-780°C liegt und eine erhebliche Sicherheitsmarge bietet. Hochtonerdehaltige Sorten (80-99% Al₂O₃) erhöhen die maximale Betriebstemperatur auf 1.400-1.600°C, wodurch sie theoretisch für Kupferlegierungen und einige Gusseisenanwendungen geeignet sind, obwohl für diese Metalle im Allgemeinen andere Filtermaterialien empfohlen werden. Bei Standard-Aluminiumlegierungen ist die Temperatur kein einschränkender Faktor für die Filterauswahl. Vielmehr muss sichergestellt werden, dass der Filter vor dem Kontakt mit dem geschmolzenen Metall auf mindestens 300 °C vorgewärmt wird, um Thermoschockrisse durch den anfänglichen Temperaturunterschied zu vermeiden.
3: Wie berechne ich die richtige Filtergröße für mein Gießverfahren?
Die Auswahl der Filterfläche basiert auf der erforderlichen Metalldurchflussrate und der Nenndurchflusskapazität des Filters bei Ihrer Gießtemperatur. Die Standardberechnungsmethode lautet: Erforderliche Filterfläche (cm²) gleich Gesamtgießgewicht (kg) geteilt durch das Produkt aus Gießzeit (Sekunden) und spezifischer Nenndurchflussrate des Filters (kg/s pro cm²). Für einen 30 PPI-Aluminiumoxidfilter bei 720°C beträgt die typische spezifische Durchflusskapazität etwa 0,015-0,025 kg/s pro cm². Um beispielsweise 500 kg Aluminium in 300 Sekunden zu gießen, ist eine Filterfläche von etwa 500 geteilt durch (300 × 0,020) erforderlich, was etwa 83 cm² entspricht. Das bedeutet, dass ein Filter mit den Maßen 100×100 mm zu klein ist und ein Filter mit den Maßen 150×150 mm (225 cm²) die angemessene Mindestgröße mit einer angemessenen Druckspanne wäre. Rechnen Sie immer einen Sicherheitsfaktor von 30-50% in die Filterfläche ein, um die fortschreitende Verstopfung der Poren während des Gießens zu berücksichtigen.
4: Was ist der Unterschied zwischen Schaumstofffiltern aus Aluminiumoxid, Siliziumkarbid und Zirkoniumdioxid?
Die drei gebräuchlichsten keramischen Schaumstoff-Filtermaterialien dienen unterschiedlichen Anwendungen. Aluminiumoxidfilter (Al₂O₃) sind für Aluminium und seine Legierungen optimiert und bieten chemische Kompatibilität, ausreichende mechanische Festigkeit und Kosteneffizienz im Temperaturbereich des Aluminiumgusses. Filter aus Siliziumkarbid (SiC) haben eine höhere Wärmeleitfähigkeit und mechanische Festigkeit und werden bevorzugt für Grauguss, Sphäroguss und einige Kupferlegierungen eingesetzt, bei denen höhere Temperaturen und aggressivere Schmelzchemien gelten. Filter aus Zirkoniumdioxid (ZrO₂) bieten die höchste Temperaturwechselbeständigkeit und Temperaturbeständigkeit und eignen sich daher für Stahl- und Feingussanwendungen über 1.500 °C. Für den Aluminiumguss bleibt Aluminiumoxid die Standardwahl, außer bei hochmagnesiumhaltigen Legierungen (über 4% Mg), wo SiC-Filter eine bessere chemische Stabilität gegen Spinellbildungsreaktionen bieten, die die Siliziumdioxidphase in Standard-Aluminiumoxidfiltern teilweise auflösen können.
5: Warum brechen manche Filter sofort, wenn sie mit geschmolzenem Aluminium in Berührung kommen?
Die Rissbildung bei Filtern, die mit geschmolzenem Aluminium in Berührung kommen, wird fast immer durch unzureichendes Vorwärmen verursacht. Der thermische Schock durch den Kontakt der kalten Keramik mit dem Metall bei 720-760°C erzeugt einen steilen Temperaturgradienten innerhalb des Filterkörpers, der Zugspannungen erzeugt, die den Bruchmodul des Materials übersteigen. Selbst ein auf nur 150-200 °C vorgewärmter Filter kann reißen, weil der Temperaturgradient immer noch zu steil ist. Die empfohlene Mindestvorwärmtemperatur beträgt 300 °C, wobei 400-600 °C für die meisten Verfahren optimal sind. Eine weitere Ursache für Risse ist ein unsachgemäßer Filtersitz, bei dem Punktlasten oder eine ungleichmäßige Abstützung durch einen schlecht bearbeiteten Filtersitz zu einer mechanischen Spannungskonzentration führen. Filter sollten immer auf einer flachen, nachgiebigen Keramikfaser-Dichtungsfläche sitzen, die die Last gleichmäßig über den gesamten Filterumfang verteilt, nicht nur an den Ecken oder Kanten.
6: Wie wirkt sich der PPI-Filter auf die mechanischen Eigenschaften der fertigen Gussteile aus?
Feinere Filtersorten führen durchweg zu messbaren Verbesserungen der mechanischen Eigenschaften, insbesondere der Zugfestigkeit, Dehnung und Ermüdungslebensdauer, die am stärksten vom Einschlussgehalt beeinflusst werden. Veröffentlichte Daten aus der Forschung an der Norwegischen Universität für Wissenschaft und Technologie (NTNU) und aus den Gießereiforschungsprogrammen von Alcan International zeigen, dass der Wechsel von einem 20-PPI- zu einem 40-PPI-Filter beim Gießen von Aluminiumrädern für die Automobilindustrie die durchschnittliche Bruchdehnung von 6,2% auf 8,9% (eine Verbesserung um 43%) erhöht und die Streuung der Zugfestigkeitsmessungen um etwa 30% verringert hat. Der Verbesserungsmechanismus ist einfach: weniger Einschlüsse bedeuten weniger Rissauslösestellen, was sich direkt in einer höheren und gleichmäßigeren mechanischen Leistung niederschlägt. Bei ermüdungskritischen Anwendungen, wie z. B. Suspensionskomponenten, kann der Vorteil einer feineren Filtration sogar noch ausgeprägter sein, da Ermüdungsversagen sehr empfindlich auf Spannungskonzentrationen durch Einschlüsse reagiert.
7: Können Aluminiumoxid-Keramikschaumfilter in Verbindung mit der Rotationsentgasung verwendet werden?
Ja, und in der Tat ist die Kombination aus Rotationsentgasung und anschließender Keramikschaumfiltration die derzeit beste Praxis, die von Pyrotek, Foseco und den meisten großen Anbietern von Aluminiumprozesstechnik empfohlen wird. Die korrekte Verarbeitungsreihenfolge ist: (1) Schmelzen und Legieren, (2) Flussmittelaufbereitung, (3) Rotationsentgasung mit Argon oder Stickstoff, (4) kurze Absetzzeit (5-10 Minuten) und (5) Gießen durch einen Keramikschaumfilter. Durch die Entgasung wird der gelöste Wasserstoff entfernt und einige Einschlüsse werden an die Oberfläche befördert, wo sie abgeschöpft werden können, während der Schaumkeramikfilter die restlichen Einschlüsse auffängt, die durch das Abschöpfen nicht entfernt wurden. Die beiden Technologien ergänzen sich, sie konkurrieren nicht miteinander. Wenn beide nacheinander eingesetzt werden, werden in der Regel 95-99% an Einschlüssen entfernt, verglichen mit 70-85% bei alleiniger Filtration oder 30-50% bei alleiniger Entgasung.
8: Was verursacht eine vorzeitige Verstopfung des Filters, bevor der Guss abgeschlossen ist?
Eine vorzeitige Verstopfung des Filters, bei der der Filter den Metallfluss stoppt, bevor das gesamte Metall gegossen wurde, hat in der Regel eine der drei folgenden Ursachen. Erstens ist der PPI des Filters zu fein für die im Metall vorhandenen Einschlüsse, was zu einem schnellen Aufbau eines Oberflächenkuchens führt, der den verfügbaren Metallkopfdruck übersteigt. Dies ist häufig der Fall, wenn 50-60 PPI-Filter mit stark verunreinigten Sekundärschrottschmelzen verwendet werden. Zweitens führt eine unzureichende Vorwärmung zu einer teilweisen Erstarrung des frühen Metalls in den Filterkanälen, wodurch sich der Durchflussbereich nach und nach verringert, bis es zu einer Verstopfung kommt. Drittens sinkt die Metalltemperatur während des Gießens bis zu einem Punkt, an dem die Viskosität so stark ansteigt, dass der Durchfluss durch die Filterporen behindert wird, was bei langen Gießvorgängen mit unzureichend isolierten Gießrinnen vorkommen kann. Die Lösung besteht in der korrekten Auswahl des PPI auf der Grundlage einer ehrlichen Bewertung der Schmelzesauberkeit, einer strengen Vorwärmdisziplin und der Aufrechterhaltung der Rinnenisolierung, um die Metalltemperatur während des gesamten Gusses über 700 °C zu halten.
9: Bestehen bei der Handhabung von Aluminiumoxid-Keramikschaumfiltern Umwelt- oder Gesundheitsgefahren?
Aluminiumoxid-Keramikschaumfilter stellen bei normaler Handhabung ein begrenztes Umweltrisiko dar, da ihr Hauptbestandteil, Al₂O₃, chemisch inert und ungiftig ist. Bei der Handhabung von Trockenfiltern oder dem Zermahlen verbrauchter Filter entsteht jedoch feiner Keramikstaub, der lungengängige Partikel enthält. Längeres Einatmen von keramischem oder feuerfestem Feinstaub wird als potenzielles Gesundheitsrisiko eingestuft. Arbeiter, die mit Schaumkeramikfiltern arbeiten, sollten beim Zerbrechen, Schleifen oder Hantieren mit Filtern in staubiger Umgebung einen geeigneten Atemschutz tragen (mindestens FFP2 oder Staubmasken der Klasse N95). Verbrauchte Filter, die mit geschmolzenem Aluminium in Berührung gekommen sind, können Spuren von Flussmittelverbindungen oder Legierungselementen enthalten. Die Entsorgung sollte gemäß den örtlichen Vorschriften für Industrieabfälle erfolgen. In den meisten Gerichtsbarkeiten werden verbrauchte Aluminiumoxid-Keramikschaumfilter aus ungefährlichem Aluminiumguss als inerter Industrieabfall eingestuft und können auf normalen Industriedeponien entsorgt werden, obwohl einige Regionen mit höheren gesetzlichen Grenzwerten eine Vorabprüfung der Entsorgung verlangen können.
10: Wie hoch sind die typischen Kosten für Aluminiumoxid-Keramikschaumfilter, und in welchem Verhältnis stehen sie zu den Kosteneinsparungen durch die verbesserte Gussqualität?
Die Preise für Aluminiumoxid-Keramikschaumfilter reichen von etwa 1,50 bis 2,50 USD für kleine Formate von 100×100 mm bis zu 12-20 USD für große Formate von 400×400 mm oder 500×500 mm, wobei die Preise stark von der PPI-Klasse, dem Al₂O₃-Gehalt und dem Auftragsvolumen abhängen. Die wirtschaftliche Rechtfertigung für die Schaumkeramikfiltration ist in jedem Gießereibetrieb, der Teile mit messbaren Qualitätsanforderungen produziert, überwältigend. Eine einfache Berechnung veranschaulicht dies: Wenn eine Gießerei 200 kg Aluminium pro Gießzyklus gießt und einen 8-USD-Filter verwendet, betragen die Filterkosten pro kg gegossenes Aluminium 0,04 USD/kg. Wenn die Filterung die Ausschussrate von 3% auf 0,5% reduziert, beträgt die Einsparung bei einem Gussteil im Wert von 2,50 USD/kg Fertiggewicht etwa 0,0625 USD/kg, was allein schon die Filterkosten übersteigt, bevor der geringere Bearbeitungsausschuss, die geringeren Kundenrückgaben und die niedrigeren Kosten für die Qualitätsprüfung berücksichtigt werden. Für die meisten Betriebe bieten Schaumkeramikfilter einen ROI von mehr als 10:1, wenn alle qualitätsbezogenen Kostenauswirkungen richtig berücksichtigt werden.
Zusammenfassung: Kurzreferenz für die Auswahl von Aluminiumoxid-Keramikschaumfiltern
| Parameter | Empfehlung |
|---|---|
| Allgemeine Automobilgussteile | 30-40 PPI, Standard-Al₂O₃ (60-80%) |
| Luft- und Raumfahrt und kritische Strukturen | 40-50 PPI, hochtonerdehaltig (80-99%) |
| Gießen großer Blöcke und Knüppel | 10-20 PPI, Standardqualität |
| Hoch-Mg-Legierungen (über 2,5% Mg) | Filter mit hohem Tonerdegehalt (80-99%) oder SiC |
| Maximale Leistungsanforderung | CFF (30-40 PPI) + Tiefbettfilter in Reihe |
| Vorwärmtemperatur | 300-600°C Minimum vor Metallkontakt |
| Anforderung an die Dichtung | 3-6 mm Keramikfaserdichtung vorgeschrieben |
| Richtlinie zur Wiederverwendung von Filtern | Nur für den einmaligen Gebrauch, keine Ausnahmen |
Über MWalloys
MWalloys liefert Aluminiumoxid-Keramikschaumfilter in 10, 20, 30, 40, 50 und 60 PPI-Qualitäten über den gesamten Größenbereich von 100×100 mm bis 600×600 mm, wobei Standard-, Hochtonerde- und hochwertige 99% Al₂O₃-Formulierungen verfügbar sind. Unsere Produkte sind chargengeprüft und verfügen über eine vollständige chemische und mechanische Dokumentation. Unser Anwendungstechnikteam unterstützt Sie bei der Auswahl der Filter, der Konstruktion des Anschnittsystems und der Entwicklung von Installationsprotokollen für jeden Aluminiumgussvorgang. Kontaktieren Sie MWalloys für Mengenpreise, Musteranfragen und technische Beratung.
Nachgewiesene Quellen: ASTM International Standards C20, C133, C1161, C830, C1525; Pyrotek Technical Filtration Handbook (2023); Campbell J., "Complete Casting Handbook", Butterworth-Heinemann (2015); Kennedy M.W. and Mohr J.O., Metallurgical and Materials Transactions B (2018); Johansen S.T. et al., Light Metals 2019, TMS; USGS Aluminum Minerals Yearbook; NADCA Product Specification Standards for Die Castings; IEA Aluminium Industry Technology Roadmap 2023.
