فلاتر رغوة الألومينا الخزفية مصنفة من 10 إلى 60 PPI هي أكثر حلول الترشيح المعتمدة على نطاق واسع لسبك الألومنيوم، وهي قادرة على إزالة أكثر من 90% من الشوائب غير المعدنية من الألومنيوم المصهور وتقليل عيوب مسامية الهيدروجين بنسبة تصل إلى 70%، مما يحسن مباشرةً الخواص الميكانيكية والتشطيب السطحي للمسبوكات النهائية.
إذا كان مشروعك يتطلب استخدام مرشح رغوة السيراميك، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
في MWalloys، نقوم بتوريد هذه المرشحات إلى المسابك في جميع أنحاء آسيا وأوروبا وأمريكا الشمالية، وتؤكد بيانات الأداء التي نجمعها باستمرار أن اختيار المرشح المناسب هو أحد الاستثمارات ذات العائد الأعلى التي يمكن أن تقوم بها عملية الصب.

ما هو مرشح رغوة الألومينا الخزفية وكيف يعمل في صب الألومنيوم؟
مرشح رغوة سيراميك الألومينا عبارة عن هيكل خزفي مسامي ثلاثي الأبعاد ثلاثي الأبعاد ومفتوح الخلايا مصنوع بشكل أساسي من أكسيد الألومنيوم (Al₂O₃)، يستخدم لتنقية الألومنيوم المصهور عن طريق التقاط الشوائب الصلبة فيزيائيًا وتعزيز التدفق الصفحي من خلال نظام الصب. تخلق شبكة المسام المترابطة للمرشح مسارًا متعرجًا يجبر المعدن المنصهر على تغيير اتجاهه بشكل متكرر، مما يجعل جزيئات الشوائب تلامس سطح السيراميك حيث يتم التقاطها من خلال مزيج من النخل الفيزيائي والانحشار بالقصور الذاتي وآليات الالتصاق السطحي.
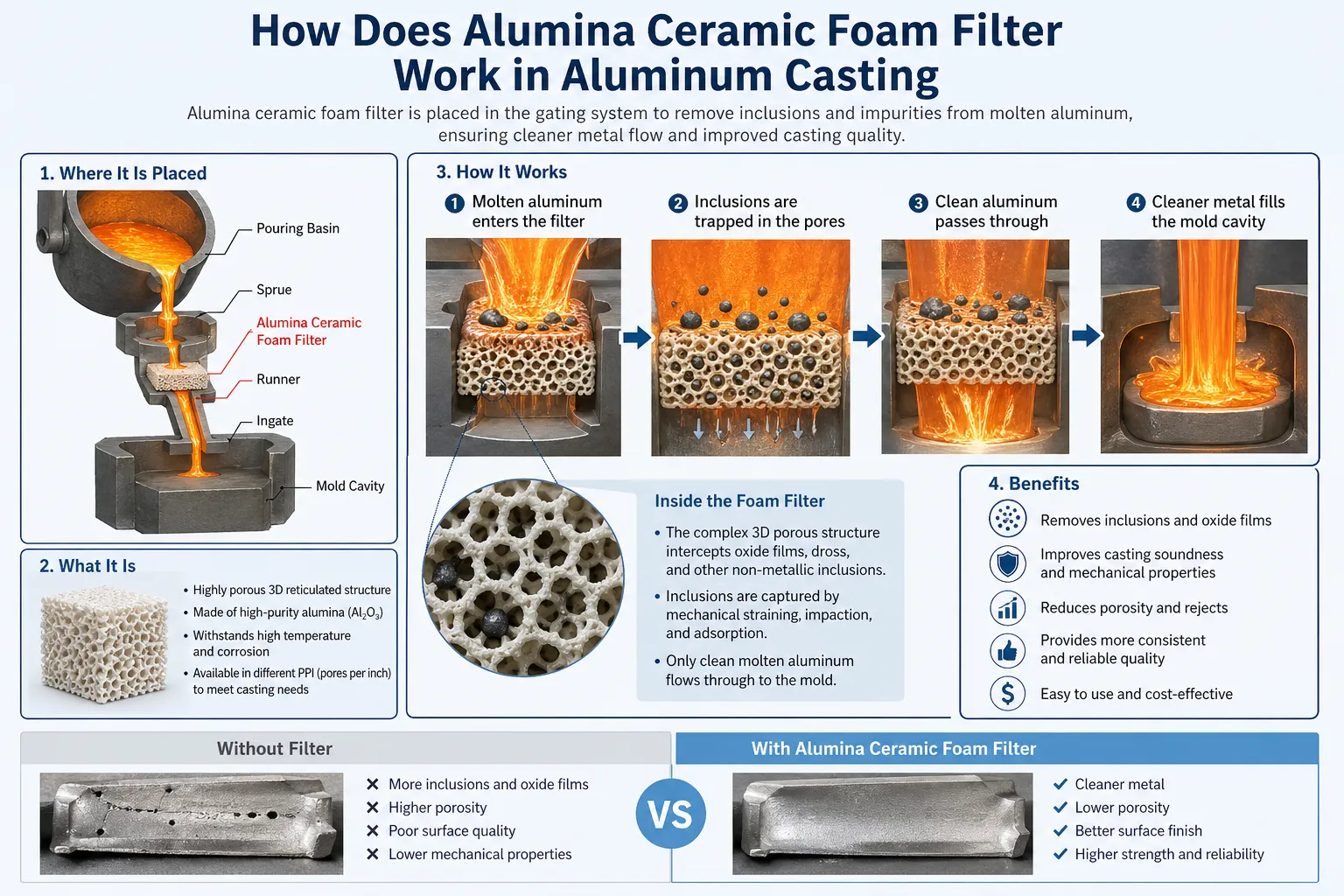
وتبدأ عملية تصنيع هذه المرشحات بقالب من رغوة البولي يوريثان الشبكية المشبعة بملاط خزفي يحتوي على الألومينا كمرحلة أولية، إلى جانب مساعدات التلبيد ومعدلات الريولوجيا. بعد التشريب، يتم تجفيف الرغوة المغلفة وحرقها عند درجات حرارة تتجاوز 1400 درجة مئوية، مما يؤدي إلى حرق قالب الرغوة العضوية ويترك وراءه نسخة خزفية صلبة من هيكل الرغوة الأصلي. والنتيجة هي مرشح ذو مسامية مضبوطة، ومقاومة عالية للصدمات الحرارية، وتوافق كيميائي مع الألومنيوم المصهور في درجات حرارة الصب القياسية التي تتراوح بين 680-760 درجة مئوية.
اقرأ أيضًا: مرشح رغوة السيراميك (CFF) للمسبك: الألومينا والسيليكون والزركونيا.
آليات الترشيح الثلاث في فلاتر الرغوة الخزفية
يساعد فهم كيفية حدوث الترشيح فعليًا مهندسي المسابك على اختيار درجة المرشح الصحيحة وتحسين الموضع في نظام البوابات.
النخل الفيزيائي (استبعاد الحجم)
يتم حظر الشوائب الأكبر من حجم المسام الفعال للمرشح ميكانيكيًا عند وجه المرشح. وتهيمن هذه الآلية في المرشحات الأكثر خشونة (10-20 PPI) وتتعامل مع أكبر مجموعة شوائب، بما في ذلك قطع من جلد أكسيد الألومنيوم وجسيمات الكربيد وشظايا حرارية من المغرفة أو بطانات الفرن.
القصور الذاتي بالقصور الذاتي
عندما يتدفق المعدن المنصهر عبر قنوات المسام المتعرجة، لا يمكن للجسيمات ذات الكتلة الكافية أن تتبع خطوط انسياب السوائل حول الدعامات الخزفية وبدلاً من ذلك تتحرك في مسار مستقيم، وتصطدم وتلتصق بسطح السيراميك. وتكون هذه الآلية فعالة بشكل خاص عند سرعات التدفق الأعلى ولأنواع التضمينات الأكثر كثافة مثل تكتلات بوريد التيتانيوم (TiB₂) من إضافات مصفاة الحبيبات.
الالتصاق السطحي وترشيح الكعكة
وبمرور الوقت، تتراكم طبقة من الشوائب الملتقطة على وجه المنبع والأسطح الداخلية للمرشح. وتصبح "كعكة المرشح" هذه تدريجيًا وسيط ترشيح في حد ذاتها، مع مسامية فعالة أدق تدريجيًا تعزز كفاءة الإزالة مع تقدم الصب. أظهر البحث الذي نُشر في مجلة المعاملات المعدنية والمواد B (كينيدي وموهر، 2018) أن كفاءة الترشيح في مرشحات الرغوة الخزفية تزداد بنسبة 15-30% على مدار صب صب واحد مع تطور طبقة الكعكة.
ماذا يعني مؤشر أسعار المنتجات، وكيف تختار تصنيف PPI المناسب لطلبك؟
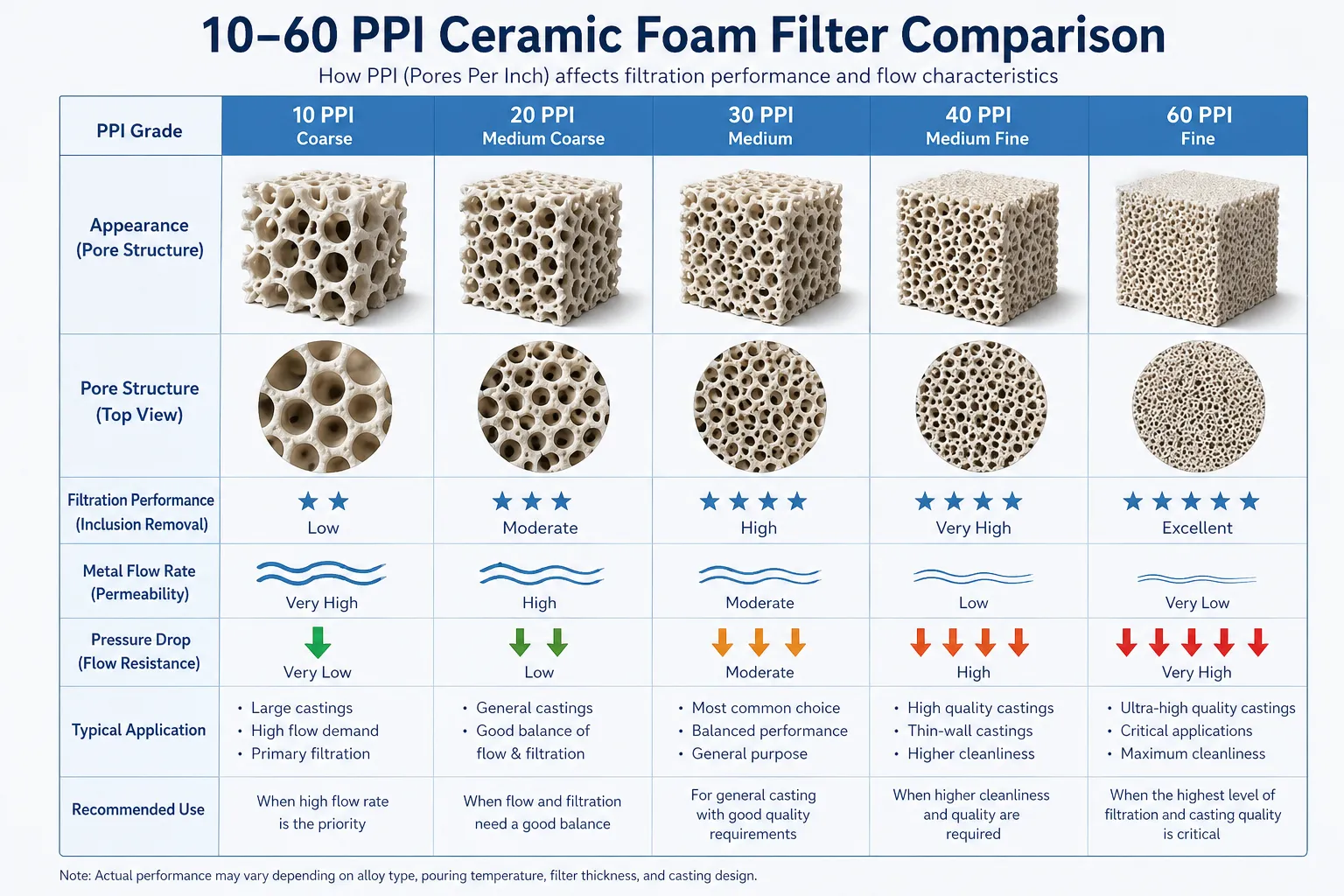
يرمز PPI إلى المسام لكل بوصة طولية, وهو المقياس القياسي لمسامية مرشح الرغوة الخزفية المستخدم في جميع أنحاء صناعة صب الألومنيوم. يحتوي مرشح 10 PPI على ما يقرب من 10 مسام لكل بوصة من مقطعه العرضي، مما ينتج عنه قنوات كبيرة ومفتوحة نسبيًا، في حين أن مرشح 60 PPI يحتوي على 60 مسامًا لكل بوصة، مما يخلق شبكة أدق بكثير وأكثر تقييدًا.
والآثار العملية واضحة ومباشرة: انخفاض أعداد PPI يعني مسام أكبر، ومعدلات تدفق أسرع، وترشيح أكثر خشونة؛ أما أعداد PPI الأعلى تعني ترشيح أدق ولكن تقييد أكبر للتدفق وإنتاجية أبطأ للمعادن.
دليل اختيار مؤشر أسعار المنتج حسب التطبيق
| تصنيف PPI | متوسط حجم المسام (مم) | سعة معدل التدفق | كفاءة الترشيح | التطبيقات الموصى بها |
|---|---|---|---|---|
| 10 PPI | 2.0-2.5 مم | عالية جداً | شوائب أساسية وخشنة | صب السبيكة الكبيرة الحجم، الألومنيوم الأولي |
| 20 PPI 20 | 1.0-1.3 مم | عالية | شوائب معتدلة | سبائك المسابك، الترشيح المسبق للبليت، صب البليت |
| 30 PPI 30 | 0.6 - 0.8 مم | متوسط-عالي | جيد | المسبوكات الهيكلية للسيارات، وكتل الأسطوانات |
| 40 PPI 40 | 0.4 - 0.5 مم | متوسط | جيد جداً | مكونات الطيران، والعجلات، وأجزاء المحرك |
| 50 PPI | 0.3-0.4 مم | متوسطة-منخفضة | ممتاز | المسبوكات الفضائية والدفاعية الحرجة |
| 60 PPI | 0.2 - 0.3 مم | منخفضة | متفوقة | أحواض حرارية إلكترونية، مسبوكات رقيقة الجدران دقيقة |
تم تجميع البيانات من كتيب الترشيح الفني Pyrotek Technical Filtration Handbook (إصدار 2023) وسجلات اختبار تطبيقات MWalloys.
اختيار تصنيف PPI خاطئ هو خطأ شائع ومكلف. نحن نتحدث بانتظام مع مديري المسابك الذين اختاروا مرشح 60 PPI لمسبك سيارات كبير لأنهم افترضوا أن الأدق هو الأفضل دائمًا، ليجدوا أن المرشح يقيد تدفق المعدن بشدة لدرجة أن القالب لا يمتلئ تمامًا قبل بدء التصلب، مما يتسبب في حدوث أخطاء في التشغيل.
وتتضمن عملية الاختيار الصحيحة حساب معدل التدفق المطلوب من خلال منطقة المرشح، ومقارنته بالسعة المقدرة للمرشح عند درجة حرارة التشغيل المقصودة، ثم اختيار أفضل درجة PPI التي لا تزال توفر تدفقًا مناسبًا. المعادلة المستخدمة عادةً في ممارسات المسابك هي:
مساحة الترشيح المطلوبة (سم²) = وزن الصب (كجم) / [زمن الصب (ث) × معدل التدفق لكل سم² (كجم/ث-سم²)]
بالنسبة لمعظم عمليات صب الألومنيوم التجارية، يمثل مرشح 30-40 PPI التوازن الأمثل بين كفاءة الترشيح ومعدل التدفق. يتم حجز الدرجات الأدق (50-60 PPI) للمسبوكات عالية القيمة ومنخفضة الحجم حيث يجب تقليل مستويات التضمين إلى أدنى حد ممكن بغض النظر عن قيود معدل التدفق.
ما هي المواصفات الفنية الرئيسية لمرشحات رغوة الألومينا الخزفية؟
يحتاج المشترون الفنيون ومهندسو الجودة إلى بيانات أداء محددة قبل الموافقة على مصدر مرشح جديد. يدمج الجدول التالي المواصفات المهمة التي تعتمدها شركة MWalloys لخط إنتاج مرشحات رغوة الألومينا الخزفية الخاصة بنا.
المواصفات التقنية لمرشح رغوة سيراميك الألومينا الخزفي
| الممتلكات | المواصفات | طريقة الاختبار |
|---|---|---|
| التركيب الأساسي | Al₂O₃ ≥ 60% (عادةً 60-99%) | التحليل الكيميائي بالترددات الراديوية السينية |
| المراحل الثانوية | SiO₂، MgO، CaO (ثانوي) | التفلور الراديود السيني/التفلور البوزيتروني المقارن |
| المسامية الظاهرة | 80-90% | طريقة أرخميدس (ASTM C830) |
| الكثافة السائبة | 0.25 - 0.50 جم/سم مكعب | قياس الوزن/الحجم |
| معامل التمزق (بارد) | ≥ 0.6 ميجا باسكال | الانحناء ثلاثي النقاط (ASTM C1161) |
| معامل التمزق (1000 درجة مئوية) | ≥ 0.4 ميجا باسكال | اختبار MOR الساخن |
| درجة الحرارة القصوى للخدمة | 1,100°C | الاختبار الحراري |
| مقاومة الصدمات الحرارية | لا يوجد تكسير بعد 5 دورات (1000 درجة مئوية للتبريد بالماء) | ASTM C1525 |
| نطاق PPI المتاح | 10، 20، 30، 40، 50، 60 نقطة في البوصة | عدد المسام البصرية |
| مقاومة الأس الهيدروجين (Al المنصهر) | خامل كيميائيًا في سبائك الألومنيوم 600-900 درجة مئوية | اختبار الغمر |
| امتصاص الماء | أقل من 0.51 تيرابايت 3 تيرابايت (جسم مطرود) | ASTM C373 |
| التوصيل الحراري | 0.5-1.5 واط/م-ك | ASTM E1461 |
مقارنة التركيب الكيميائي: درجات الألومينا القياسية مقابل درجات الألومينا العالية
| الصف | ال₂O₃ | SiO₂ | المغنيسيوم المغنيسيوم | ثاني أكسيد الكالسيوم | التطبيق النموذجي |
|---|---|---|---|---|---|
| قياسي (60% Al₂O₃O₃) | 60-65% | 30-35% | 2-5% | 1-3% | صب الألومنيوم العام |
| الألومينا عالية الألومينا (80% Al₂O₃O₃) | 78-83% 78-83% | 12-18% 12-18% | 2-4% | 1-2% | خدمة في درجات حرارة عالية، وقت تلامس ممتد |
| بريميوم (99% Al₂O₃) | 97-991-99% | أقل من 1% | أقل من 0.5% أقل من 0.5% | أقل من 0.5% أقل من 0.5% | ألومنيوم الفضاء الحرج، الألومنيوم الإلكتروني |
إن التمييز بين درجات الألومينا القياسية والعالية الألومينا مهم في الممارسة العملية لأن المحتوى العالي من Al₂O₃O₃ يحسن من الاستقرار الكيميائي للمرشح عند التلامس مع سبائك الألومنيوم التفاعلية، خاصة تلك التي تحتوي على المغنيسيوم (Mg) أعلى من 3%. يمكن أن تتعرض مرشحات الألومينا القياسية 60% إلى انحلال جزئي لمرحلة السيليكا في السبائك عالية المغنيسيوم (مثل السلسلة 5xxx)، مما قد يؤدي إلى تلوث السيليكون في المصهور. تزيل درجات الألومينا العالية هذا الخطر.
في MWalloys، نوصي في MWalloys بأن يقوم أي مسبك يقوم بصب سبائك السلسلة 5xxx مع مغنيسيوم أعلى من 2.5% بتحديد مرشح 80% Al₂O₃ على الأقل، وأن تستخدم عمليات صب 5182 أو 5083 مع مغنيسيوم أعلى من 4% مرشح 99% Al₂P3T أو التحول إلى مرشح رغوة سيراميك كربيد السيليكون بدلًا من ذلك.
ما هي أنواع الشوائب التي تزيلها مرشحات رغوة الألومينا الخزفية من الألومنيوم المصهور؟
لا تتشابه جميع الشوائب في الألومنيوم المصهور، ويحدد فهم مجموعة الشوائب في عمليتك المحددة كلاً من اختيار درجة المرشح ومستوى النظافة الذي يمكن تحقيقه.
تصنيف الشوائب في الألومنيوم المصهور
أغشية الأكسيد والجلود (الأكسيد ثنائي الفلزات)
هذه هي أكثر أنواع التضمينات انتشارًا في جميع عمليات صب الألومنيوم. في كل مرة يتلامس فيها الألومنيوم المصهور مع الهواء، تتشكل طبقة رقيقة من الأكسيد على السطح بشكل فوري تقريبًا. وعندما يتم سكب المعدن أو تقليبه، أو السماح له بالتدفق المضطرب، تنطوي هذه القشرة الأكسيدية على نفسها لتكوين أغشية مزدوجة الطبقات تسمى الأغشية ثنائية الطبقات (وهو مصطلح قدمه البروفيسور جون كامبل من جامعة برمنجهام، الذي لا يزال عمله على نظرية الأغشية ثنائية الطبقات المرجع الأساسي في هذا المجال). وتتراوح أحجام الأغشية الثنائية من بضعة ميكرونات إلى عدة ملليمترات وهي السبب الرئيسي لتشتت الخصائص الميكانيكية في مصبوبات الألومنيوم.
تعتبر المرشحات الرغوية الخزفية التي تبلغ 30 PPI وأدق فعالة في التقاط الشُعب الثنائية الأكبر (فوق 100 ميكرون). أما الشُعب الثنائية الدقيقة التي تقل عن 50 ميكرون فهي أكثر صعوبة وتتطلب إما مرشحات دقيقة للغاية (50-60 PPI) أو أنظمة إزالة الغازات التي تعمل جنبًا إلى جنب مع الترشيح.
شوائب الإسبنيل (MgAl₂O₄O₄)
في السبائك التي تحتوي على كل من المغنيسيوم والألومنيوم، تتشكل جسيمات الإسبنيل بسهولة في الذوبان ومن المعروف أنه من الصعب إزالتها عن طريق الترشيح بسبب صغر حجمها (عادةً من 1 إلى 20 ميكرون) وتباين كثافتها المنخفضة مع الألومنيوم المحيط بها. تقوم مرشحات الألومينا بالتقاط الإسبنيل في المقام الأول من خلال القصور الذاتي والالتصاق السطحي بدلاً من استبعاد الحجم، ولهذا السبب يجب تسخين المرشح بشكل صحيح لتحقيق أقصى قدر من كفاءة الالتقاط.
كربيد السيليكون وجسيمات الكربيد الكربيد
يُدخل التلوث من بطانات الأفران أو البوتقات أو الخردة المعاد تدويرها التي تحتوي على جسيمات SiC شوائب كربيد صلبة تسبب تلف أداة التصنيع الآلي وتنقر السطح في الأجزاء النهائية. تكون هذه الجسيمات كثيفة نسبيًا ويتم التقاطها بفعالية بواسطة مرشحات 20-30 PPI من خلال كل من الاستبعاد بالحجم والانصمام بالقصور الذاتي.
تكتلات TiB₂ من مصافي الحبوب
تُستخدم السبائك الرئيسية لتكرير حبيبات Al-Ti-B على نطاق واسع في صب الألومنيوم للتحكم في حجم الحبيبات. ومع ذلك، يمكن أن تتكتل جسيمات TiB₂ الزائدة في تكتلات يتراوح حجمها بين 50 و200 ميكرون والتي تسبب "مسامية الثقب" وشوائب السطح. ويلتقط مرشح 40 PPI بفعالية تكتلات TiB₂ التي تزيد عن 100 ميكرون، وهذا أحد الأسباب التي تجعل المسابك التي تستخدم إضافات قوية لتكرير الحبيبات تستفيد من ترقية درجة المرشح.
شوائب الحراريات والتدفق
تمثل الشظايا من حراريات المغرفة، وبطانات الأفران، ودوارات التفريغ، وبقايا التدفق مصدر تضمين لا يمكن التنبؤ به ولكنه هام، خاصةً في عمليات إعادة التدوير وعمليات الألومنيوم الثانوية. وتختلف هذه الجسيمات اختلافًا كبيرًا في التركيب (MgO، Al₂O₃، وSiO₂، ومركبات الصوديوم) والحجم. تعتبر مرشحات الرغوة الخزفية عند 20 PPI وأدق فعالة في إزالة الجزء الأكبر من هذه المجموعة المتضمنة.
كفاءة إزالة التضمين حسب درجة الترشيح
| نوع التضمين | نطاق الحجم | 10 PPI | 20 PPI 20 | 30 PPI 30 | 40 PPI 40 | 50-60 PPI |
|---|---|---|---|---|---|---|
| أغشية الأكسيد الكبيرة | فوق 500 ميكرومتر | 85% | 92% | 96% | 98% | 99% |
| أغشية الأكسيد المتوسط | 100-500 ميكرومتر | 40% | 65% | 85% | 93% | 97% |
| أغشية الأكسيد الدقيقة | 20-100 ميكرومتر | 10% | 25% | 50% | 70% | 85% |
| جسيمات الإسبنيل | 1-20 ميكرومتر | أقل من 5% | 10% | 20% | 35% | 50% |
| جسيمات الكربيد | 50-200 ميكرومتر | 30% | 55% | 75% | 88% | 95% |
| تكتلات TiB₂ TiB₂ | 50-200 ميكرومتر | 25% | 50% | 72% | 85% | 93% |
| شظايا حرارية | فوق 200 ميكرومتر | 75% | 88% | 95% | 98% | 99% |
قيم الكفاءة هي قيم تقريبية تستند إلى الأدبيات المنشورة (يوهانسن وآخرون، المعادن الخفيفة 2019) وبيانات تجارب الصب الداخلية لشركة MWalloys. تعتمد الكفاءة الفعلية على درجة حرارة المعدن ومعدل الصب وحالة المرشح.
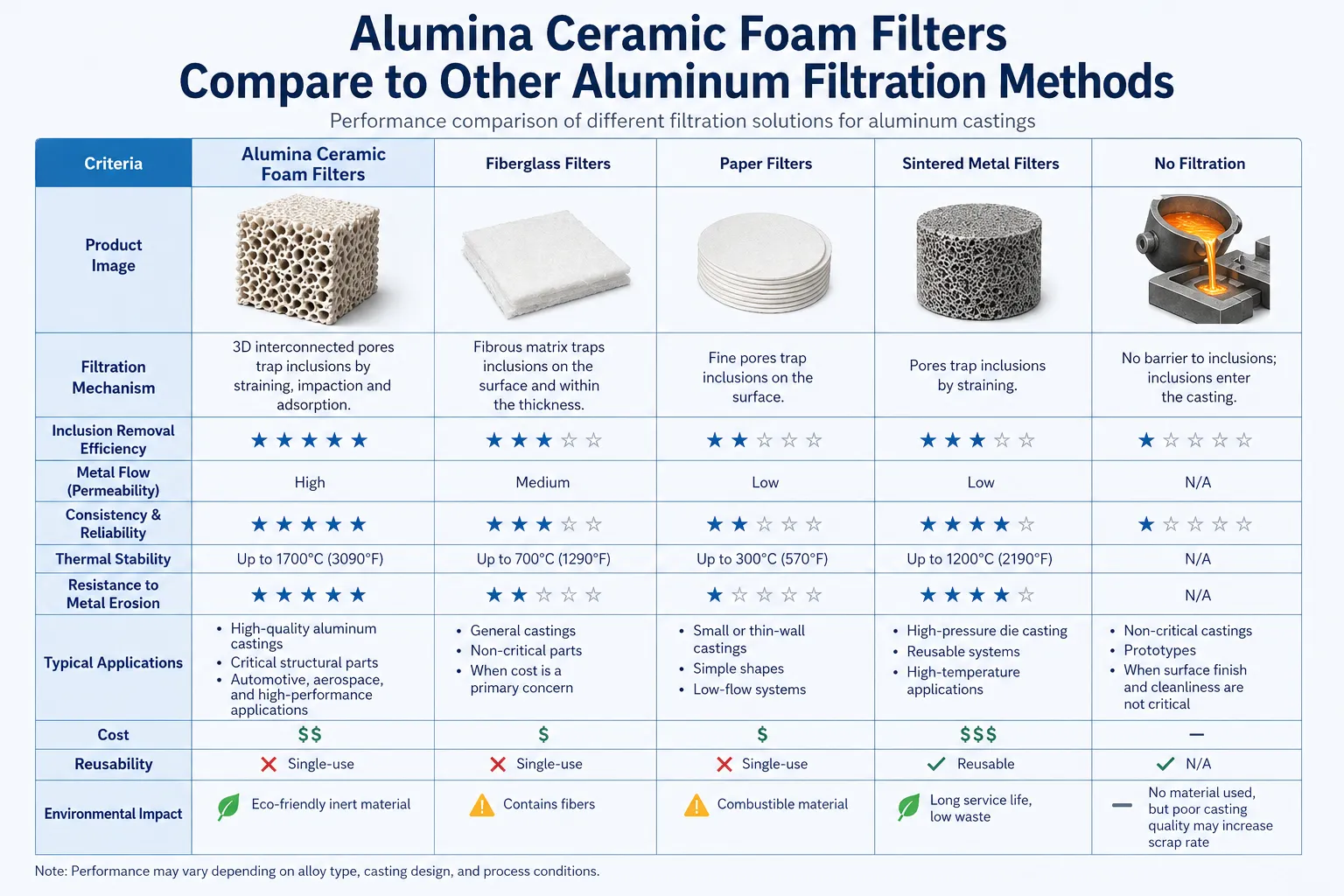
كيف تقارن مرشحات الألومينا السيراميك الرغوية الخزفية بطرق ترشيح الألومنيوم الأخرى؟
لم تهيمن مرشحات الرغوة الخزفية دائمًا على ترشيح الألومنيوم. فقد استخدمت الصناعة العديد من الأساليب على مر العقود، ولكل أسلوب سياق محدد حيث يحقق أفضل أداء. إن فهم المشهد التنافسي يساعد المشترين على اتخاذ قرارات مستنيرة بدلاً من التقصير في حل واحد.
جدول مقارنة طرق الترشيح
| الطريقة | كفاءة إزالة الإدراج | التكلفة لكل استخدام | معدل التدفق | قابلة لإعادة الاستخدام | أفضل تطبيق |
|---|---|---|---|---|---|
| مرشح رغوة السيراميك (30-40 PPI) | 70-95% | منخفض (1-15 دولار أمريكي لكل مرشح) | متوسط-عالي | لا (للاستخدام مرة واحدة) | الصب العام، السيارات |
| الترشيح القاعي العميق (وسائط Al₂O₃O₃) | 85-99% | عالية (التكلفة الرأسمالية) | عالية جداً | نعم (قابلة للتجديد) | الصب المستمر على نطاق واسع |
| مرشح السيراميك الليفي | 60-80% | متوسط | عالية | لا يوجد | صب السبيكة الأساسية |
| مرشح أنبوبي | 70-85% | متوسط-عالي | متوسط | لا يوجد | تطبيقات المسبك |
| الترشيح الكهرومغناطيسي | 60-75% (للشوائب المغناطيسية) | مرتفع جداً (كبير جداً) | عالية جداً | نعم | خطوط الصب المستمر |
| الترسيب وإزالة الغازات فقط | 30-50% | منخفضة | غير متاح | غير متاح | الحد الأدنى من متطلبات الجودة |
| تركيبة CFF + سرير عميق + سرير عميق | 95-99.51.5% | متوسط (صندوق التمويل المشترك) + مرتفع (رأس مال صندوق التنمية الصناعية) | متوسط | جزئي | الفضاء الجوي الحرج، سبيكة P1020، سبيكة P1020 |
ويمثل الجمع بين مرشح الرغوة الخزفية (CFF) الموضوعة في نظام الغسيل أو نظام البوابات متبوعًا بمرشح قاعي عميق (DBF) المعيار الحالي في الصناعة لتحقيق أقصى قدر من النظافة. يقوم مرشح الرغوة الخزفية (CFF) بإجراء الترشيح الخشن الأولي، وإزالة حمل التضمين السائب، بينما يتعامل مرشح القاع العميق مع جزء التضمين الدقيق الذي يمر عبر رغوة السيراميك. هذا هو الإعداد الذي أوصت به MWalloys في دراسة الحالة أدناه.
ما هي الأحجام والأشكال المتوفرة لمرشحات رغوة الألومينا الخزفية؟
يتم إنتاج فلاتر رغوة الألومينا الخزفية القياسية بأشكال مربعة ومستطيلة ودائرية بسماكات تتراوح عادةً من 22 مم إلى 50 مم حسب الاستخدام.
مرجع قياسي لحجم مرشح رغوة الألومينا الخزفية القياسي
| الحجم (مم) | الشكل | خيارات السماكة (مم) | سعة السكب النموذجي للوزن (كجم آل) |
|---|---|---|---|
| 100 × 100 | المربع | 22 / 25 | 30-80 |
| 150 × 150 | المربع | 22 / 25 | 80-200 |
| 200 × 200 | المربع | 25 / 50 | 200-500 |
| 230 × 230 | المربع | 25 / 50 | 300-700 |
| 250 × 250 | المربع | 50 | 400-900 |
| 300 × 300 | المربع | 50 | 600-1,500 |
| 350 × 350 | المربع | 50 | 900-2,000 |
| 400 × 400 | المربع | 50 | 1,200-3,000 |
| 500 × 500 | المربع | 50 | 2,000-5,000 |
| φ100، φ150، φ200، φ250 | التعميم | 22-50 | متفاوتة |
| الأشكال المخصصة | لكل رسم | لكل رسم | خاص بالتطبيق |
السماكة ليست مجرد معلمة هيكلية. توفر المرشحات الأكثر سُمكًا (50 مم) وقت مكوث أطول للمعدن المنصهر داخل جسم المرشح، مما يحسن من الانصهار بالقصور الذاتي والتقاط الالتصاق السطحي للشوائب الدقيقة. ويتمثل الجانب السلبي في زيادة مقاومة التدفق وزيادة متطلبات طاقة التسخين المسبق. بالنسبة لمعظم تطبيقات المسابك، توفر المرشحات مقاس 25 مم أفضل توازن. تستفيد العمليات عالية الإنتاجية ذات المغارف الكبيرة أو أوقات الصب الممتدة من سمك 50 مم.

كيف يجب تركيب مرشحات رغوة الألومينا الخزفية واستخدامها بشكل صحيح؟
حتى المرشح المتفوق تقنيًا سوف يكون أداؤه ضعيفًا أو يفشل إذا تم تركيبه بشكل غير صحيح. لقد قمنا بزيارة مسابك حيث استمرت عيوب الصب على الرغم من استخدام مرشحات عالية الجودة، لنجد أن طريقة التركيب كانت تسمح للمعدن المنصهر بتجاوز المرشح من خلال الفجوة بين المرشح ومقاعده.

بروتوكول التثبيت خطوة بخطوة
الخطوة 1: تصميم مقعد المرشح
يجب أن يتم تشكيل صندوق المرشح أو تجويف المقعد أو تجويف التثبيت آليًا أو تشكيله لتوفير سطح تلامس مسطح وموحد. يجب ألا يتجاوز الخلوص بين حافة المرشح والمقعد 1 مم على أي جانب. يجب وضع حشية من الألياف الخزفية (عادةً بسمك 3-6 مم) في المقعد قبل تركيب الفلتر لإنشاء مانع تسرب متوافق يستوعب التمدد الحراري دون تشقق الفلتر.
الخطوة 2: التسخين المسبق
ستواجه المرشحات الباردة الموضوعة مباشرةً مع الألومنيوم المنصهر صدمة حرارية يمكن أن تسبب التشقق والفشل الهيكلي الكامل. والأهم من ذلك، سيؤدي المرشح البارد إلى تبريد التدفق المعدني الأولي، مما يتسبب في تصلب المعدن الأول داخل قنوات المرشح جزئيًا، مما يؤدي إلى منع التدفق بشكل دائم. يجب تسخين المرشحات مسبقًا إلى 300 درجة مئوية كحد أدنى قبل ملامسة المعدن، مع كون 400-600 درجة مئوية هو النطاق الموصى به لمعظم درجات حرارة صب الألومنيوم. تُعد مشاعل البروبان أو سخانات الأشعة تحت الحمراء أو سخانات المقاومة الكهربائية كلها طرق مقبولة للتسخين المسبق.
الخطوة 3: ضغط الرأس المعدني
يجب أن يكون ضغط الرأس المعدني المبدئي (ارتفاع المعدن فوق المرشح في الغسالة أو الذراع) كافيًا للتغلب على مقاومة التدفق الأولي للمرشح. بالنسبة لمرشح 40 PPI بسماكة 25 مم، عادةً ما يكون الحد الأدنى لضغط الرأس 40-80 مم من الألومنيوم (المقابل لارتفاع 40-80 مم من المعدن فوق المرشح) مطلوبًا عادةً للاختراق الأولي. إذا كان ضغط الرأس غير كافٍ، فقد يسد المرشح دون تحقيق التدفق المعدني الكامل.
الخطوة 4: التحكم في معدل التدفق
بمجرد إنشاء التدفق المعدني، يجب أن يظل معدل الصب ثابتًا قدر الإمكان. يمكن أن تتسبب الانقطاعات في التدفق التي تسمح للمرشح بالتصلب الجزئي في حدوث تشقق وتلوث. وعادةً ما تكون السرعة القصوى الموصى بها للمعادن من خلال مرشح رغوة السيراميك هي 0.1-0.3 م/ثانية للحفاظ على ظروف التدفق الصفحي التي تعزز الترشيح الفعال.
الخطوة 5: المناولة بعد الصب
يجب عدم إعادة استخدام المرشحات المستعملة أبداً. بعد الصب، يحتوي المرشح على شوائب محصورة وشظايا معدنية متصلبة. قد تؤدي محاولة إعادة استخدام مرشح مستعمل إلى المخاطرة بإطلاق الشوائب المحتجزة سابقًا في المصهور الجديد. يجب جمع المرشحات المستهلكة والتخلص منها أو إعادة تدويرها بشكل مناسب.
أخطاء التثبيت الشائعة وعواقبها
| خطأ | العواقب | التصحيح |
|---|---|---|
| لا توجد حشية مانعة للتسرب | التدفق التجاوزي، تصل الشوائب إلى الصب | استخدم دائماً حشية الألياف الخزفية |
| عدم كفاية التسخين المسبق | تشقق الفلتر، الإغلاق البارد، التدفق المسدود | سخن إلى 300 درجة مئوية كحد أدنى |
| مؤشر أسعار المنتجين غير صحيح لمعدل التدفق | التجاوزات أو الترشيح الخاطئ أو الترشيح غير الكافي | إعادة حساب معدل التدفق مقابل سعة الفلتر |
| إعادة استخدام المرشح | إصدار الإدراج في صب جديد | استخدم فلتر جديد لكل سكب |
| فجوة مقعد المرشح الكبير الحجم | الذوبان يتجاوز حواف المرشح | تقليل خلوص المقعد إلى أقل من 1 مم |
دراسة حالة حقيقية: كيف حلّ مسبك سبائك الألومنيوم الهندي مشاكل التضمين باستخدام فلاتر رغوة السيراميك MWalloys
الخلفية
في منتصف عام 2024، تواصل معنا مدير الجودة في ماهالاكسمي لصناعات الألمنيوم, وهي شركة منتجة لسبائك الألومنيوم الثانوية تقع في منطقة بوساري الصناعية، بوني، ماهاراشترا، الهند. ويشغّل المسبك أربعة أفران للصهر الترددي بطاقة صهر إجمالية تبلغ حوالي 18 طنًا متريًا في اليوم، وينتج سبائك قياسية من درجة P1020 ومجموعة من سبائك السبائك لسوق قوالب صب السيارات المحلية.
كان مدير الجودة يتلقى شكاوى من اثنين من كبار عملاء السيارات الرئيسيين بشأن تكرار وجود مسامية وعيوب في السطح في السبائك الموردة لصب القوالب. وحدد تحقيق داخلي باستخدام المقاطع العرضية المعدنية وتحليل SEM/EDS أنواع العيوب الرئيسية على النحو التالي:
- شوائب أكسيد الألومنيوم ثنائية الغشاء (Al₂O₃)، يتراوح حجمها من 0.2 إلى 3 مم.
- جزيئات الإسبنيل (MgAl₂O₄O₄) في نطاق 5-30 ميكرون.
- شظايا حرارية من بطانة الفرن (قرميد أساسه MgO)، حتى 1 مم.
وصل معدل الرفض لخط سبائك سبائك السيارات الفاخرة الخاصة بهم إلى 4.7% من إجمالي حجم الإنتاج، وأصدر اثنان من عملائها طلبات رسمية لاتخاذ إجراءات تصحيحية (CARs). كان نظام الترشيح الحالي للمسبك يتألف من قماش من الألياف الخزفية الموضوعة عبر الغسالة، والذي كان يوفر الحد الأدنى من كفاءة الترشيح ويتطلب الاستبدال بعد كل ثاني تسخين.
نقاط الألم
واجه المسبك العديد من التحديات المضاعفة:
التحدي 1: ارتفاع معدل الخردة الذي يؤثر على الربحية
وبحجم إنتاجها البالغ 18 طن متري في اليوم، يمثل معدل الرفض 4.71 طن متري 3 طن متري حوالي 846 كجم من المواد المرفوضة يوميًا. ومع بلوغ أسعار بيع السبائك حوالي 185 روبية هندية/كجم (حوالي 2.22 دولار أمريكي/كجم بأسعار صرف أبريل/نيسان 2024)، تجاوزت الخسائر اليومية من المواد المرفوضة وإعادة المعالجة 156,000 روبية هندية (حوالي 1,870 دولار أمريكي) في اليوم، أو ما يقرب من 560,000 دولار أمريكي سنويًا.
التحدي 2: عدم اتساق جودة الذوبان من الخردة الثانوية
ويستخدم المسبك خردة الألومنيوم الثانوية 60-70% كمادة خام أولية، بما في ذلك خردة السيارات، وخردة علب المشروبات المستعملة (UBC)، والخردة الصناعية. تحمل الخردة الثانوية بطبيعتها عبء أكسيد أعلى من الألومنيوم الأولي، وكانت قدرات المسبك الحالية في فرز الخردة والمعالجة المسبقة محدودة.
التحدي 3: عدم إزالة الغازات بشكل منهجي
لم يكن لدى المسبك معدات تفريغ الغازات الدوارة ويعتمد بدلاً من ذلك على المعالجة بالتدفق باستخدام تدفقات تعتمد على الكلوريد التي يتم تطبيقها يدويًا على سطح المصهر. ويوفر هذا النهج إزالة غير متناسقة للهيدروجين وغالبًا ما يقدم شوائب تدفق خاصة به.
التحدي 4: عدم الاتساق في درجات الحرارة العالية
وتراوحت درجات حرارة الحنفية بين 700 درجة مئوية و780 درجة مئوية اعتمادًا على مشغل الفرن، مما أثر على كل من سلوك التضمين وأداء المرشح في إعداد المرشح القماشي الحالي.
تنفيذ حلول MWalloys
بعد زيارة فنية في الموقع لمدة يومين قام بها مهندس التطبيقات لدينا في أغسطس 2024، اقترحت MWalloys ترقية الترشيح على مرحلتين:
المرحلة 1: مرشح رغوة الألومينا الخزفية في الغسيل
زودت شركة MWalloys مرشحات رغوة الألومينا الخزفية مقاس 300×300×50 مم في 30 PPI 30 للترشيح الأولي، موضوعة في صندوق ترشيح جديد مثبت في الغسالة بين صنبور الفرن ومحطة الصب. تم اختيار تصنيف 30 PPI على أساس:
- حمولة التضمين العالية من الخردة الثانوية التي تتطلب درجة دقيقة بما يكفي لالتقاط فعال ولكن خشنة بما يكفي للتعامل مع حجم التدفق المعدني العالي (حوالي 2500 إلى 3000 كجم لكل حرارة)
- يؤكد حساب مساحة المرشح على أن 300 × 300 مم عند 30 PPI توفر سعة تدفق كافية بمعدل صب يبلغ حوالي 90 كجم/دقيقة
المرحلة 2: مرشح القاع العميق (وسائط الألومينا الجدولية)
تم تركيب وحدة ترشيح قاعية عميقة مدمجة أسفل موضع مرشح الرغوة الخزفية، مملوءة بحبيبات الألومينا الجدولية من 6-10 مم (محتوى الألومينا فوق 99%) حتى عمق 400 مم. وتتعامل هذه الوحدة مع جزء الشوائب الدقيقة التي تمر عبر مرشح الرغوة الخزفية وتوفر وقت مكوث يتراوح بين 45-60 ثانية تقريبًا للألومنيوم المصهور، مما يسمح للشوائب الدقيقة بالاستقرار والالتصاق بأسطح الحبيبات.
التوصيات الداعمة
أوصت شركة MWalloys أيضاً بثلاثة تغييرات تشغيلية داعمة لا تتطلب استثماراً رأسمالياً:
- قم بتوحيد درجة حرارة الصنبور عند 730 ± 10 درجة مئوية في جميع الأفران الأربعة.
- زيادة سُمك حشية الألياف الخزفية في مقعد المرشح من 3 مم إلى 6 مم للتخلص من التدفق الجانبي الذي أشار التحليل المعدني إلى حدوثه في إعداد المرشح السابق.
- تنفيذ إجراء التسخين المسبق الإلزامي للمرشح باستخدام مشاعل البروبان لمدة 8 دقائق على الأقل قبل كل عملية صب.
النتائج بعد 90 يومًا (بيانات نوفمبر 2024)
قام فريق الجودة في المسبك بقياس النتائج التالية بعد ثلاثة أشهر من التشغيل باستخدام نظام الترشيح MWalloys:
| مقياس الأداء | قبل نظام MWalloys | بعد نظام MWalloys | التحسينات |
|---|---|---|---|
| معدل رفض السبيكة | 4.7% | 0.8% | تخفيض 83% |
| سيارات العملاء النشطة | 2 | 0 | تم حل 100% |
| تردد التضمين ثنائي الغشاء (ميتالوغرافي) | 12.3 لكل 100 سم مربع مقطع عرضي | 1.8 لكل 100 سم مربع | تخفيض 85% |
| تردد الشظية الحرارية | 3.1 لكل 100 سم مربع | 0.2 لكل 100 سم² | تخفيض 94% |
| المحتوى الهيدروجيني (قياس ألسبك) | 0.28 مل/100 جرام من الألومنيوم | 0.18 مل/100 جرام من الألومنيوم | تخفيض 36% |
| تكرار تغيير الفلتر | كل 2 سخان (قماش) | كل حرارة (CFF، وفقًا لبروتوكول MWalloys) | تم التغيير إلى بروتوكول منظم |
| خسائر الرفض اليومي (بالدولار الأمريكي) | ~حوالي 1,870 دولار أمريكي | ~حوالي 320 دولاراً أمريكياً | توفير 1,550 دولار أمريكي/اليوم |
| الوفورات السنوية | 560,000 دولار أمريكي | 96,000 دولار أمريكي | صافي الوفورات السنوية: 464,000 دولار أمريكي |
ملاحظة: بلغت تكلفة مرشح MWalloys CFF لهذه العملية حوالي 8.50 دولار أمريكي لكل مرشح 300×300×50 مم. عند استخدام مرشح واحد لكل عملية تسخين وحوالي 6 عمليات تسخين في اليوم في 4 أفران، بلغت تكلفة المرشح اليومية حوالي 204 دولار أمريكي، وهو ما تم تسجيله بالكامل في حساب وفورات تكاليف الرفض أعلاه.
الخلاصة من دراسة الحالة
توضح حالة شركة Mahalaxmi Aluminium Industries أن الجمع بين مرشحات رغوة الألومينا الخزفية المحددة بشكل صحيح عند 30 PPI بالإضافة إلى الترشيح القاعي العميق مع وسائط الألومينا الجدولية يمكن أن يحقق انخفاضًا قدره 83% في معدلات رفض الصب في عملية سبائك الألومنيوم الثانوية. كانت فترة الاسترداد لاستثمار معدات الترشيح أقل من ثلاثة أشهر. وكانت عوامل النجاح الحاسمة هي اختيار PPI الصحيح لمعدل التدفق المحدد وحمل التضمين، والتركيب المناسب مع حشيات الألياف الخزفية، والانضباط الإلزامي للتسخين المسبق للمرشح.
تتوافق هذه النتيجة مع ما نراه عبر العديد من تطبيقات المسابك: التكنولوجيا نفسها راسخة، ولكن الانضباط في التنفيذ حول التركيب وإدارة درجة الحرارة هو ما يفصل بين نظام الترشيح عالي الأداء والنظام المتوسط الأداء.
ما هي معايير الجودة والشهادات الخاصة بمرشحات رغوة الألومينا الخزفية؟
يحتاج المشترون في الصناعات المنظمة إلى وثائق جودة يمكن تتبعها. تحكم المعايير التالية اختبار وتأهيل مرشحات الرغوة الخزفية المستخدمة في صب الألومنيوم:
المعايير وطرق الاختبار المطبقة
| قياسي | جهة الإصدار | الصلة بصندوق التمويل المتناهي الصغر |
|---|---|---|
| ASTM C20 | منظمة ASTM الدولية | المسامية الظاهرة وامتصاص الماء |
| ASTM C133 | منظمة ASTM الدولية | قوة التكسير على البارد |
| ASTM C1161 | منظمة ASTM الدولية | قوة الانثناء (MOR) |
| ASTM C830 | منظمة ASTM الدولية | المسامية الظاهرة بواسطة أرخميدس |
| ASTM C1525 | منظمة ASTM الدولية | مقاومة الصدمات الحرارية |
| أيزو 13820 | الأيزو | المنتجات الحرارية: تحديد الكثافة السائبة |
| معايير مواصفات المنتج NADCA | جمعية أمريكا الشمالية لصب القوالب في أمريكا الشمالية | معايير الجودة للمسبوكات؛ ذات الصلة باختيار المرشح |
| QC/T 239 (الصين) | ساك الصين | مرشح السيراميك الرغوي لصب الألومنيوم (معيار محلي صيني) |
| إن إيزو 9001:2015 | الأيزو | نظام إدارة الجودة لمصنع المرشحات |
تطلب شركة MWalloys من جميع موردي مرشحات رغوة الألومينا الخزفية تقديم تقارير التحليل الكيميائي على مستوى الدفعة (XRF)، وسجلات قياس الأبعاد، ونتائج اختبار MOR البارد لكل دفعة إنتاج. بالنسبة لتطبيقات الصب في مجال الفضاء الجوي، نطلب بالإضافة إلى ذلك تقارير اختبار دورة الصدمات الحرارية (تم اختبار 5 دورات على الأقل) وشهادة امتثال تؤكد خلوها من التلوث بالفلورايد والكلوريد الذي قد يؤثر على كيمياء الذوبان.

كيف يمكنك تحديد مصدر وتقييم موردي فلاتر رغوة الألومينا الخزفية؟
لقد نما سوق مرشحات رغوة السيراميك بشكل كبير، حيث يتراوح الموردون بين كبار مصنعي السيراميك المتكاملين رأسيًا إلى صغار المنتجين الذين يتحكمون في الجودة بشكل محدود. ويتطلب تقييم مورد جديد أكثر من طلب عينة من المنتج.
معايير تقييم الموردين
1. القدرة على التصنيع
اطلب إثبات مواصفات فرن التلبيد ووثائق التحكم في العملية. تعد درجة حرارة التلبيد المناسبة التي تتراوح بين 1,350-1,450 درجة مئوية التي يتم الاحتفاظ بها لأدنى فترة مكوث أمرًا بالغ الأهمية لتحقيق التكثيف الكامل للسيراميك. تكون المرشحات ذات درجة الحرارة المنخفضة ضعيفة ميكانيكيًا وقد تتساقط شظايا السيراميك في الذوبان.
2. اتساق مؤشر أسعار المنتجين
اطلب صور المقطع العرضي وتقارير القياس الضوئي التي تؤكد عدد المسام الفعلي مقابل مؤشر PPI المذكور. تعتبر الاختلافات في ± 2-3 PPI داخل الدفعة الواحدة مقبولة؛ وتشير الاختلافات التي تتجاوز ذلك إلى ضعف التحكم في العملية.
3. تفاوت الأبعاد
تفاوت الأبعاد القياسي لمرشحات الرغوة الخزفية هو ± 2 مم على العرض والطول و± 1 مم على السمك. قد لا تستقر المرشحات خارج هذه التفاوتات المسموح بها بشكل صحيح في صناديق المرشحات، مما يؤدي إلى تدفق جانبي.
4. توثيق النقاء الكيميائي
اطلب تحليل دفعات XRF لتحليل الترددات الراديوية السينية للأل₂O₃، وأكسيد السيليكون، وأكسيد المغنيسيوم، وأكسيد الكالسيوم، وأكسيد الحديد، وأكسيد الأكسيد الأصفر، ومراحل أخرى. يمكن أن يشير المحتوى العالي من Fe₂O₂O₃O₃ (أعلى من 1%) إلى استخدام مواد خام منخفضة النقاء وقد يؤثر على الاستقرار الكيميائي للمرشح عند ملامسته لبعض سبائك الألومنيوم.
5. تقارير اختبارات الطرف الثالث
يمكن للموردين ذوي السمعة الحسنة تقديم تقارير اختبارات معملية مستقلة، وليس فقط بيانات داخلية، فيما يتعلق بالصدمة الحرارية والتركيب الكيميائي. وهذا شرط أساسي لضمان الجودة تطبقه شركة MWalloys مع جميع شركاء التوريد لدينا.
الأسئلة المتداولة حول فلاتر رغوة الألومينا الخزفية
1: هل يمكن إعادة استخدام فلاتر رغوة الألومينا الخزفية في عمليات صب متعددة؟
مرشحات رغوة الألومينا الخزفية مصممة للاستخدام مرة واحدة فقط ويجب عدم إعادة استخدامها. بعد عملية صب واحدة، تكون بنية المسام الداخلية للمرشح مسدودة جزئيًا بالشوائب المحتجزة وشظايا الألومنيوم المتصلبة، مما يقلل من قدرة التدفق ويخاطر بإطلاق الملوثات المحتجزة سابقًا في المصهور التالي. وبالإضافة إلى ذلك، يتسبب التدوير الحراري الناتج عن التبريد وإعادة التسخين في حدوث تكسير دقيق في هيكل السيراميك مما يضر بالسلامة الميكانيكية. وتُعد محاولة إعادة استخدام المرشحات أحد الأسباب الأكثر شيوعًا لفشل المرشح في منتصف الصب، والتي يمكن أن تدخل شظايا السيراميك مباشرةً في الصب. إن تكلفة المرشح الذي يستخدم لمرة واحدة (عادةً ما بين 1-15 دولار أمريكي حسب الحجم) لا تُذكر مقارنةً بمخاطر الصب الملوث، خاصةً في تطبيقات السيارات أو الفضاء الجوي حيث تكون تكاليف الرفض وإعادة العمل كبيرة.
2: ما هي درجة حرارة الصب القصوى لمرشحات رغوة الألومينا الخزفية؟
تتمتع مرشحات رغوة الألومينا الخزفية القياسية (60% Al₂O₃O₃) بدرجة حرارة خدمة قصوى مستمرة تبلغ 1100 درجة مئوية، وهي أعلى بكثير من نطاق صب الألومنيوم العادي الذي يتراوح بين 680-780 درجة مئوية، مما يوفر هامش أمان كبير. وتزيد درجات الألومينا العالية (80-99% Al₂O₃O₃) من درجة حرارة الخدمة القصوى إلى 1400-1,600 درجة مئوية، مما يجعلها مناسبة نظريًا لسبائك النحاس وبعض تطبيقات الحديد الزهر، على الرغم من أنه يوصى عمومًا باستخدام مواد ترشيح مختلفة لتلك المعادن. بالنسبة لسبائك الألومنيوم القياسية المصبوبة من سبائك الألومنيوم، لا تعتبر درجة الحرارة عاملاً مقيدًا لاختيار المرشح. ما يهم أكثر هو ضمان التسخين المسبق للمرشح إلى 300 درجة مئوية على الأقل قبل التلامس مع المعدن المنصهر لمنع التشقق الناتج عن الصدمة الحرارية من فرق درجة الحرارة الأولية.
3: كيف يمكنني حساب حجم الفلتر الصحيح لعملية الصب الخاصة بي؟
يعتمد اختيار مساحة المرشح على معدل التدفق المعدني المطلوب وسعة التدفق المقدرة للمرشح عند درجة حرارة الصب. وطريقة الحساب القياسية هي: مساحة المرشح المطلوبة (سم²) تساوي إجمالي وزن الصب (كجم) مقسومًا على حاصل ضرب زمن الصب (ثانية) ومعدل التدفق المحدد المقدر للمرشح (كجم/ثانية لكل سم²). بالنسبة لمرشح الألومينا 30 PPI عند درجة حرارة 720 درجة مئوية، تبلغ سعة التدفق النوعي النموذجي حوالي 0.015-0.025 كجم/ث لكل سم². على سبيل المثال، يتطلب سكب 500 كجم من الألومنيوم في 300 ثانية مساحة مرشح تبلغ 500 تقريبًا مقسومة على (300 × 0.020) تساوي 83 سم² تقريبًا، مما يشير إلى أن مرشح 100×100 مم صغير جدًا وأن مرشح 150×150 مم (225 سم²) سيكون الحد الأدنى المناسب للحجم مع هامش ضغط رأس معقول. احرص دائمًا على تضمين عامل أمان 30-50% 30-50% في مساحة المرشح لمراعاة انسداد المسام التدريجي أثناء الصب.
4: ما هو الفرق بين مرشحات الألومينا وكربيد السيليكون ومرشحات رغوة سيراميك الزركونيا؟
تخدم مواد الترشيح الرغوية الخزفية الثلاثة الأكثر شيوعًا تطبيقات مختلفة. تم تحسين مرشحات الألومينا (Al₂O₃) للألومينا وسبائكه، مما يوفر توافقًا كيميائيًا وقوة ميكانيكية كافية وكفاءة من حيث التكلفة في نطاق درجة حرارة صب الألومنيوم. تتميز فلاتر كربيد السيليكون (SiC) بموصلية حرارية وقوة ميكانيكية أعلى، وهي مفضلة للحديد الرمادي وحديد الدكتايل وبعض تطبيقات صب سبائك النحاس حيث تنطبق درجات الحرارة الأعلى وكيميائيات الصهر الأكثر عدوانية. توفر فلاتر الزركونيا (ZrO₂) أعلى مقاومة للصدمات الحرارية والقدرة على تحمل درجات الحرارة، مما يجعلها مناسبة لتطبيقات الصلب والصب الاستثماري التي تزيد عن 1500 درجة مئوية. بالنسبة لسبك الألومنيوم، تظل الألومينا الخيار القياسي باستثناء سبائك المغنيسيوم العالية (أعلى من 4% Mg) حيث توفر مرشحات SiC ثباتًا كيميائيًا أفضل ضد تفاعلات تكوين الإسبنيل التي يمكن أن تذيب جزئيًا مرحلة السيليكا في مرشحات الألومينا القياسية.
5: لماذا تتشقق بعض المرشحات فور ملامستها للألومنيوم المنصهر؟
يحدث تشقق المرشح أثناء التلامس مع الألومنيوم المصهور دائمًا تقريبًا بسبب عدم كفاية التسخين المسبق. تخلق الصدمة الحرارية من السيراميك البارد الملامس للمعدن عند درجة حرارة 720-760 درجة مئوية تدرجًا حادًا في درجة الحرارة داخل جسم المرشح الذي يولد إجهادات شد تتجاوز معامل تمزق المادة. حتى المرشح المسخن مسبقًا إلى 150-200 درجة مئوية فقط يمكن أن يتشقق لأن التدرج الحراري لا يزال شديد الانحدار. الحد الأدنى لدرجة الحرارة الموصى بها للتسخين المسبق هي 300 درجة مئوية، مع كون 400-600 درجة مئوية هي الأمثل لمعظم العمليات. السبب الثانوي للتشقق هو المقاعد غير المناسبة للمرشح حيث تؤدي الأحمال النقطية أو الدعم غير المتساوي من مقعد المرشح غير المشغول آليًا إلى تركيز الضغط الميكانيكي. يجب أن تستقر المرشحات دائمًا على سطح حشية من ألياف السيراميك المسطحة والمتوافقة التي توزع الحمل بالتساوي عبر محيط المرشح بالكامل، وليس فقط على الزوايا أو الحواف.
6: كيف يؤثر مرشح PPI على الخواص الميكانيكية للمسبوكات الجاهزة؟
تُنتج درجات الترشيح الأدق باستمرار تحسينات قابلة للقياس في الخواص الميكانيكية، خاصةً في قوة الشد والاستطالة وعمر التعب، وهي الخصائص الأكثر تأثرًا بمحتوى التضمين. تُظهر البيانات المنشورة من الأبحاث في الجامعة النرويجية للعلوم والتكنولوجيا (NTNU) ومن برامج أبحاث الصب الخاصة بشركة Alcan International أن الترقية من مرشح 20 PPI إلى مرشح 40 PPI في صب عجلات الألومنيوم للسيارات زادت من متوسط الاستطالة عند الكسر من 6.2% إلى 8.9% (تحسن بمقدار 43%) وخفضت التشتت في قياسات قوة الشد بحوالي 30%. إن آلية التحسين واضحة ومباشرة: يعني عدد أقل من الشوائب عددًا أقل من مواقع بدء التشقق، وهو ما يترجم مباشرةً إلى أداء ميكانيكي أعلى وأكثر اتساقًا. بالنسبة للتطبيقات الحرجة للإجهاد مثل مكونات التعليق، يمكن أن تكون فائدة الترشيح الأدق أكثر وضوحًا لأن فشل الإجهاد حساس للغاية لتركيز الإجهاد من الشوائب.
7: هل يمكن استخدام مرشحات رغوة الألومينا الخزفية مع التفريغ الدوار؟
نعم، وفي الواقع فإن الجمع بين التفريغ الدوَّار متبوعًا بالترشيح بالرغوة الخزفية هو أفضل الممارسات الحالية التي توصي بها Pyrotek وFoseco ومعظم موردي تكنولوجيا معالجة الألومنيوم الرئيسيين. تسلسل المعالجة الصحيح هو: (1) الصهر والسبائك، (2) المعالجة بالتدفق، (3) التفريغ الدوار بالأرجون أو النيتروجين، (4) فترة ترسيب قصيرة (5-10 دقائق)، و(5) الصب من خلال مرشح رغوة السيراميك. يزيل تفريغ الغاز الهيدروجين المذاب ويساعد على تعويم بعض الشوائب إلى السطح حيث يمكن قشطها، بينما يلتقط مرشح الرغوة الخزفية الشوائب المتبقية التي لم تتم إزالتها عن طريق القشط. هاتان التقنيتان متكاملتان وليستا متنافستان. وعادةً ما يحقق تشغيل كلتا التقنيتين بالتتابع إزالة 95-99% إجمالي إزالة الشوائب، مقارنةً ب 70-85% مع الترشيح وحده أو 30-50% مع إزالة الغاز وحده.
8: ما الذي يسبب انسداد المرشح قبل الأوان قبل اكتمال الصب؟
ينتج الانسداد السابق لأوانه للمرشح، حيث يوقف المرشح تدفق المعدن قبل صب المعدن بالكامل، عادةً ما ينتج عن أحد الأسباب الثلاثة. أولًا، يكون المرشح PPI ناعمًا جدًا بالنسبة لحمل التضمين الموجود في المعدن، مما يتسبب في تراكم سريع للكعكة السطحية التي تتجاوز ضغط رأس المعدن المتاح. وهذا أمر شائع عند استخدام مرشحات 50-60 PPI مع ذوبان الخردة الثانوية الملوثة بشدة. ثانيًا، يؤدي عدم كفاية التسخين المسبق إلى تصلب جزئي للمعدن في وقت مبكر داخل قنوات المرشح، مما يقلل تدريجيًا من مساحة التدفق حتى يحدث الانسداد. ثالثًا، تنخفض درجة حرارة المعدن أثناء الصب إلى نقطة تزداد فيها اللزوجة بما يكفي لإعاقة التدفق عبر مسام المرشح، وهو ما يمكن أن يحدث في عمليات الصب الطويلة مع الغسالات المعزولة بشكل غير كافٍ. وينطوي الحل على الاختيار الصحيح لمعامل PPI استنادًا إلى تقييم صادق لنظافة الذوبان، والانضباط الصارم في التسخين المسبق، وصيانة عزل الغسالة للحفاظ على درجة حرارة المعدن فوق 700 درجة مئوية طوال عملية الصب.
9: هل هناك مخاطر بيئية أو صحية مرتبطة بالتعامل مع مرشحات رغوة الألومينا الخزفية؟
تمثل مرشحات رغاوي الألومينا الخزفية مخاطر بيئية محدودة في المناولة العادية لأن مكونها الأساسي، وهو الألومينا أو₂O₃، خامل كيميائيًا وغير سام. ومع ذلك، فإن التعامل مع المرشحات الجافة أو طحن المرشحات المستهلكة يولد غبارًا خزفيًا ناعمًا يحتوي على جسيمات قابلة للتنفس. يُصنَّف استنشاق أي غبار سيراميك دقيق أو غبار حراري لفترة طويلة على أنه خطر محتمل على الصحة. يجب على العمال الذين يتعاملون مع مرشحات السيراميك الرغوية ارتداء حماية مناسبة للجهاز التنفسي (الحد الأدنى من أقنعة الغبار المصنفة FFP2 أو N95) عند تكسير أو طحن أو التعامل مع المرشحات في ظروف متربة. قد تحتوي المرشحات المستهلكة التي تلامس الألومنيوم المصهور على كميات ضئيلة من مركبات التدفق أو عناصر السبائك. يجب أن يتبع التخلص منها لوائح النفايات الصناعية المحلية. في معظم الولايات القضائية، تُصنف مرشحات رغوة الألومينا الخزفية المستهلكة من مصبوبات الألومنيوم غير الخطرة على أنها نفايات صناعية خاملة ويمكن التخلص منها في مدافن النفايات الصناعية القياسية، على الرغم من أن بعض المناطق ذات العتبات التنظيمية الأعلى قد تتطلب إجراء اختبار ما قبل التخلص منها.
10: ما هي التكلفة النموذجية لمرشحات رغوة الألومينا الخزفية، وكيف يمكن مقارنتها بالوفورات في التكلفة الناتجة عن تحسين جودة الصب؟
يتراوح سعر مرشح رغوة الألومينا الخزفية من 1.50 دولار أمريكي تقريبًا إلى 2.50 دولار أمريكي للأحجام الصغيرة 100×100 مم حتى 12-20 دولارًا أمريكيًا للأشكال الكبيرة 400×400 مم أو 500×500 مم، مع تأثر الأسعار بشدة بدرجة PPI، ومحتوى الألومينا ₂O₃₃₃₃₃₃ وحجم الطلب. إن المبرر الاقتصادي لترشيح رغوة السيراميك هو المبرر الاقتصادي الساحق في أي عملية صب تنتج أجزاء ذات متطلبات جودة قابلة للقياس. وتوضح عملية حسابية بسيطة هذا الأمر: إذا كان المسبك يصب 200 كجم من الألومنيوم في كل دورة صب ويستخدم مرشحًا بقيمة 8 دولارات أمريكية، فإن تكلفة المرشح لكل كجم من الألومنيوم المصبوب تبلغ 0.04 دولار أمريكي/كجم. وإذا كان الترشيح يقلل من معدل الرفض من 3% إلى 0.5%، فإن التوفير في صب مسبك بقيمة 2.50 دولار أمريكي/كجم من الوزن النهائي يبلغ حوالي 0.0625 دولار أمريكي/كجم، وهو ما يتجاوز وحده تكلفة المرشح قبل حساب انخفاض خردة التصنيع، وانخفاض مرتجعات العملاء، وانخفاض تكاليف فحص الجودة. بالنسبة لمعظم العمليات، توفر مرشحات الرغوة الخزفية عائد استثمار يزيد عن 10:1 عندما يتم حساب جميع تأثيرات التكلفة المتعلقة بالجودة بشكل صحيح.
الملخص: مرجع سريع لاختيار مرشح رغوة سيراميك الألومينا الخزفية
| المعلمة | التوصية |
|---|---|
| المسبوكات العامة للسيارات | 30-40 PPI، معيار Al₂O₃O₃ (60-80%) |
| الفضاء الجوي والهيكلية الحرجة | 40-50 PPI، عالي الألومينا (80-99%) |
| سبائك كبيرة وسبائك البليت | 10-20 PPI، الدرجة القياسية |
| السبائك عالية المغنيسيوم (أعلى من 2.51 تيرابايت 3 تيرابايت مغنيسيوم) | مرشح عالي الألومينا (80-99%) أو مرشح SiC |
| الحد الأقصى لمتطلبات الأداء القصوى | CFF (30-40 PPI) + مرشح سرير عميق في سلسلة |
| درجة حرارة التسخين المسبق | 300-600 درجة مئوية كحد أدنى قبل ملامسة المعدن |
| متطلبات الحشية | حشية من ألياف السيراميك 3-6 مم إلزامية |
| سياسة إعادة استخدام المرشح | للاستخدام مرة واحدة فقط، بدون استثناءات |
نبذة عن MWalloys
توفر شركة MWalloys مرشحات رغوة الألومينا الخزفية في درجات 10 و20 و30 و40 و50 و50 و60 PPI عبر نطاق الحجم الكامل من 100×100 مم إلى 600×600 مم، مع توفر تركيبات قياسية وعالية الألومينا وتركيبات 99% Al₂O₃O₃ المتميزة. يتم اختبار منتجاتنا على دفعات مع وثائق كيميائية وميكانيكية كاملة، ويتوفر فريق هندسة التطبيقات لدينا لدعم اختيار المرشحات، وتصميم نظام البوابات، وتطوير بروتوكول التركيب لأي عملية صب ألومنيوم. اتصل بشركة MWalloys للحصول على أسعار الكميات وطلبات العينات والاستشارات الفنية.
المصادر المرجعية: معايير ASTM الدولية C20، C133، C1161، C830، C1525؛ كتيب الترشيح التقني Pyrotek (2023)؛ كامبل ج.، "دليل الصب الكامل"، بتروورث-هاينمان (2015)؛ كينيدي م.و. وموهر ج.و, المعاملات المعدنية والمواد B (2018)؛ جوهانسن س. ت. وآخرون، المعادن الخفيفة 2019، TMS؛ الكتاب السنوي لمعادن الألومنيوم USGS؛ معايير مواصفات منتجات NADCA لمواصفات مصبوبات القوالب؛ خارطة طريق تكنولوجيا صناعة الألومنيوم IEA 2023.
