Filtros de espuma cerámica de alúmina de 10 a 60 PPI son la solución de filtración más ampliamente adoptada para la fundición de aluminio, capaces de eliminar más de 90% de inclusiones no metálicas del aluminio fundido y reducir los defectos de porosidad de hidrógeno hasta en 70%, mejorando directamente las propiedades mecánicas y el acabado superficial de las piezas fundidas acabadas.
Si su proyecto requiere el uso de Filtro de espuma cerámica, puede Contacto para obtener un presupuesto gratuito.
En MWalloys, suministramos estos filtros a fundiciones de Asia, Europa y América del Norte, y los datos de rendimiento que recopilamos confirman sistemáticamente que la selección de filtros adecuados es una de las inversiones de mayor rentabilidad que puede realizar una operación de fundición.

¿Qué es un filtro de espuma cerámica de alúmina y cómo funciona en la fundición de aluminio?
Un filtro de espuma cerámica de alúmina es una estructura cerámica porosa tridimensional de celdas abiertas hecha principalmente de óxido de aluminio (Al₂O₃), que se utiliza para purificar el aluminio fundido capturando físicamente las inclusiones sólidas y promoviendo el flujo laminar a través del sistema de fundición. La red de poros interconectados del filtro crea una trayectoria tortuosa que obliga al metal fundido a cambiar de dirección repetidamente, haciendo que las partículas de inclusión entren en contacto con la superficie cerámica, donde son capturadas mediante una combinación de mecanismos físicos de tamizado, impactación por inercia y adhesión a la superficie.
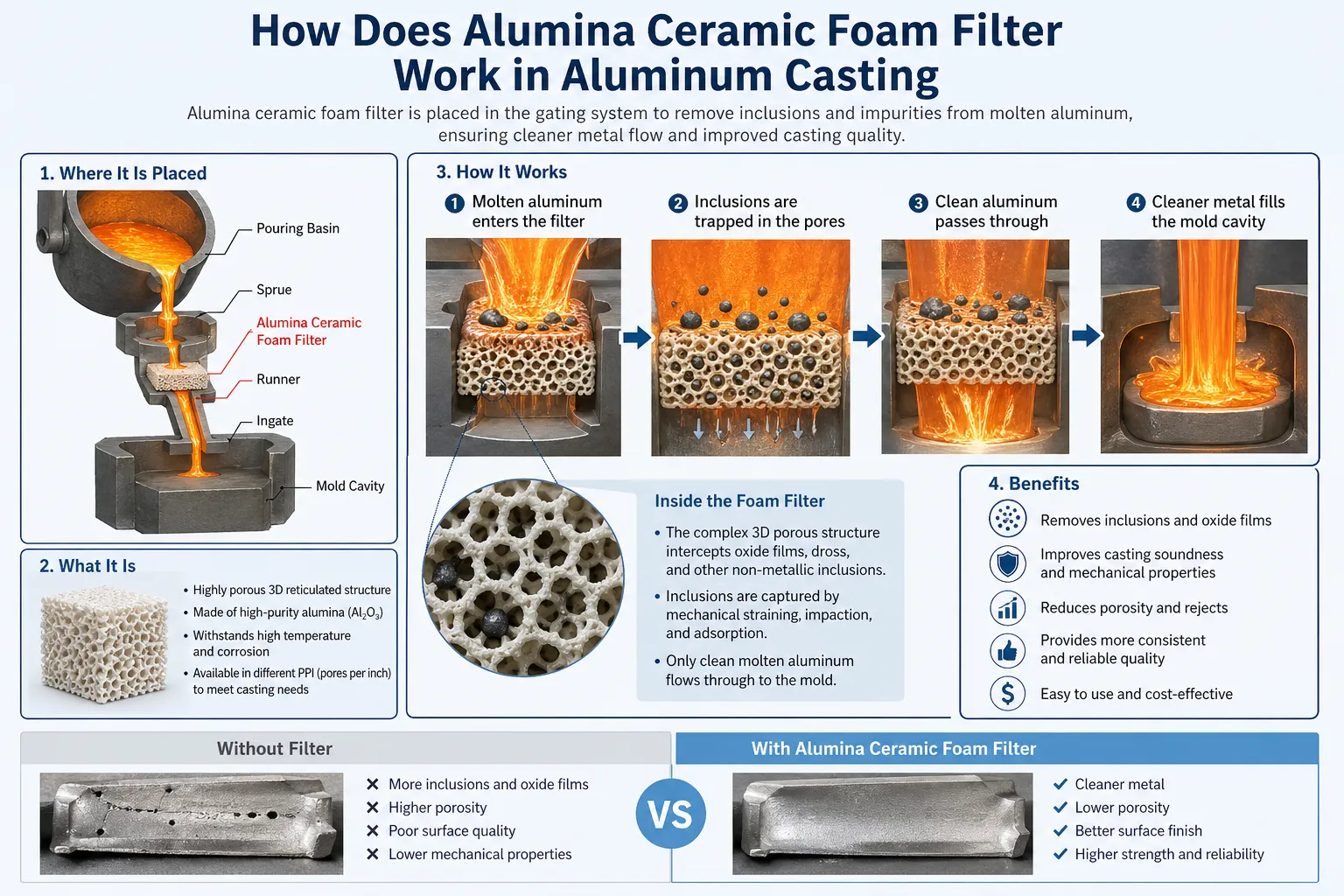
El proceso de fabricación de estos filtros comienza con una plantilla de espuma de poliuretano reticulada que se impregna con una lechada cerámica que contiene alúmina como fase primaria, junto con coadyuvantes de sinterización y modificadores reológicos. Tras la impregnación, la espuma recubierta se seca y se cuece a temperaturas superiores a 1.400 °C, lo que quema la plantilla de espuma orgánica y deja tras de sí una réplica cerámica rígida de la estructura de espuma original. El resultado es un filtro con porosidad controlada, alta resistencia al choque térmico y compatibilidad química con el aluminio fundido a temperaturas de fundición estándar de 680-760°C.
Lea también: Filtro de espuma cerámica (CFF) para fundición: Alúmina, SiC, Zirconia.
Los tres mecanismos de filtración de los filtros de espuma cerámica
Comprender cómo se produce realmente la filtración ayuda a los ingenieros de fundición a seleccionar el grado de filtro correcto y a optimizar la colocación en el sistema de compuertas.
Tamizado físico (exclusión por tamaño)
Las inclusiones mayores que el tamaño de poro efectivo del filtro se bloquean mecánicamente en la cara del filtro. Este mecanismo predomina en los filtros más gruesos (10-20 PPI) y se encarga de la mayor población de inclusiones, incluidos trozos de piel de óxido de aluminio, partículas de carburo y fragmentos refractarios de revestimientos de cucharas u hornos.
Impactación inercial
A medida que el metal fundido fluye a través de los tortuosos canales porosos, las partículas con masa suficiente no pueden seguir las líneas de corriente del fluido alrededor de los puntales cerámicos y, en su lugar, se desplazan en línea recta, impactando y adhiriéndose a la superficie cerámica. Este mecanismo es especialmente eficaz a velocidades de flujo más elevadas y para tipos de inclusión más densos, como los aglomerados de boruro de titanio (TiB₂) procedentes de adiciones de refinadores de grano.
Adhesión superficial y filtración de tortas
Con el tiempo, se forma una capa de inclusiones capturadas en la cara anterior y en las superficies internas del filtro. Esta "torta de filtración" se convierte gradualmente en un medio de filtración por derecho propio, con una porosidad efectiva progresivamente más fina que mejora la eficiencia de eliminación a medida que avanza el vertido. Una investigación publicada en la revista Metallurgical and Materials Transactions B (Kennedy y Mohr, 2018) demostró que la eficiencia de filtración en los filtros de espuma cerámica aumenta en 15-30% en el transcurso de una sola colada a medida que se desarrolla la capa de torta.
¿Qué significa PPI y cómo elegir la clasificación PPI adecuada para su solicitud?
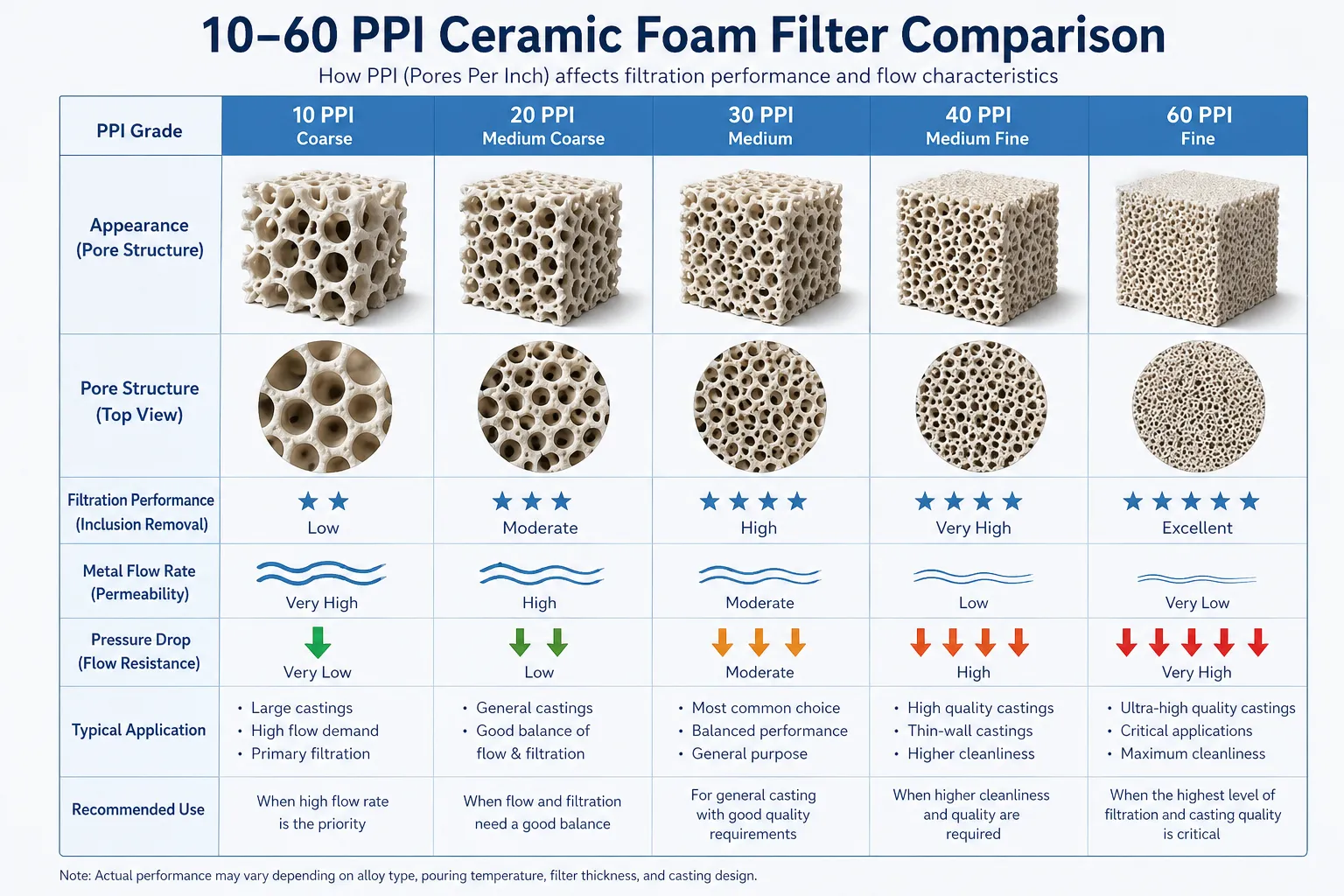
PPI significa poros por pulgada lineal, es la medida estándar de la porosidad de los filtros de espuma cerámica utilizada en toda la industria de la fundición de aluminio. Un filtro de 10 PPI tiene aproximadamente 10 poros por pulgada de su sección transversal, produciendo canales relativamente grandes y abiertos, mientras que un filtro de 60 PPI tiene 60 poros por pulgada, creando una red mucho más fina y restrictiva.
Las implicaciones prácticas son sencillas: un número menor de PPI significa poros más grandes, caudales más rápidos y una filtración más gruesa; un número mayor de PPI significa una filtración más fina, pero una mayor restricción del flujo y un caudal de metal más lento.
Guía de selección de EPI por aplicación
| Clasificación PPI | Tamaño medio de los poros (mm) | Caudal Capacidad | Eficacia de filtración | Aplicaciones recomendadas |
|---|---|---|---|---|
| 10 PPI | 2,0-2,5 mm | Muy alta | Inclusiones básicas y gruesas | Colada de lingotes de gran volumen, aluminio primario |
| 20 PPI | 1,0-1,3 mm | Alta | Inclusiones moderadas | Lingotes de fundición, prefiltración de tochos, colada de cerdas |
| 30 PPI | 0,6-0,8 mm | Medio-Alto | Bien | Fundición estructural para automoción, bloques de cilindros |
| 40 PPI | 0,4-0,5 mm | Medio | Muy buena | Componentes aeroespaciales, ruedas, piezas de motor |
| 50 PPI | 0,3-0,4 mm | Medio-Bajo | Excelente | Fundiciones críticas aeroespaciales y de defensa |
| 60 PPI | 0,2-0,3 mm | Bajo | Superior | Disipadores térmicos electrónicos, fundición de precisión de pared delgada |
Datos recopilados de Pyrotek Technical Filtration Handbook (edición 2023) y de los registros de pruebas de aplicación de MWalloys.
Elegir el PPI incorrecto es un error común y costoso. Hablamos a menudo con directores de fundición que han seleccionado un filtro de 60 PPI para una gran colada de automoción porque suponían que más fino era siempre mejor, solo para descubrir que el filtro restringe tanto el flujo de metal que el molde no se llena completamente antes de que comience la solidificación, lo que provoca errores de producción.
El proceso de selección correcto implica calcular el caudal necesario a través de la zona filtrante, compararlo con la capacidad nominal del filtro a la temperatura de funcionamiento prevista y, a continuación, seleccionar el grado de PPI más fino que siga proporcionando un caudal adecuado. La fórmula utilizada habitualmente en fundición es la siguiente
Superficie filtrante necesaria (cm²) = Peso de vertido (kg) / [Tiempo de vertido (s) × Caudal por cm² (kg/s-cm²)].
Para la mayoría de las operaciones comerciales de fundición de aluminio, un filtro de 30-40 PPI representa el equilibrio óptimo entre eficacia de filtración y caudal. Las calidades más finas (50-60 PPI) se reservan para piezas de fundición de alto valor y bajo volumen en las que los niveles de inclusión deben reducirse al mínimo independientemente de las limitaciones de caudal.
¿Cuáles son las principales especificaciones técnicas de los filtros de espuma cerámica de alúmina?
Los compradores técnicos y los ingenieros de calidad exigen datos de rendimiento específicos antes de aprobar una nueva fuente de filtros. La siguiente tabla consolida las especificaciones críticas que MWalloys certifica para nuestra línea de productos de filtros de espuma cerámica de alúmina.
Especificaciones técnicas del filtro de espuma cerámica de alúmina
| Propiedad | Especificación | Método de ensayo |
|---|---|---|
| Composición primaria | Al₂O₃ ≥ 60% (normalmente 60-99%) | Análisis químico XRF |
| Fases secundarias | SiO₂, MgO, CaO (menor) | XRF / ICP-OES |
| Porosidad aparente | 80-90% | Método de Arquímedes (ASTM C830) |
| Densidad aparente | 0,25-0,50 g/cm³ | Medición de peso/volumen |
| Módulo de rotura (en frío) | ≥ 0,6 MPa | Curvatura de tres puntos (ASTM C1161) |
| Módulo de ruptura (1000°C) | ≥ 0,4 MPa | Pruebas MOR en caliente |
| Temperatura máxima de servicio | 1,100°C | Pruebas térmicas |
| Resistencia al choque térmico | Sin agrietamiento tras 5 ciclos (1000°C a enfriamiento con agua) | ASTM C1525 |
| Gama PPI disponible | 10, 20, 30, 40, 50, 60 PPP | Recuento óptico de poros |
| Resistencia al pH (Al fundido) | Químicamente inerte en aleaciones de Al 600-900°C | Pruebas de inmersión |
| Absorción de agua | Menos de 0,5% (cuerpo cocido) | ASTM C373 |
| Conductividad térmica | 0,5-1,5 W/m-K | ASTM E1461 |
Comparación de la composición química: Calidades estándar frente a alta alúmina
| Grado | Al₂O₃ | SiO₂ | MgO | CaO | Aplicación típica |
|---|---|---|---|---|---|
| Estándar (60% Al₂O₃) | 60-65% | 30-35% | 2-5% | 1-3% | Fundición de aluminio en general |
| Alta alúmina (80% Al₂O₃) | 78-83% | 12-18% | 2-4% | 1-2% | Servicio a altas temperaturas, tiempo de contacto prolongado |
| Premium (99% Al₂O₃) | 97-99% | Menos de 1% | Menos de 0,5% | Menos de 0,5% | Aluminio crítico aeroespacial y electrónico |
La distinción entre los grados estándar y de alta alúmina es importante en la práctica porque un mayor contenido de Al₂O₃ mejora la estabilidad química del filtro en contacto con aleaciones de aluminio reactivas, especialmente las que contienen magnesio (Mg) por encima de 3%. Los filtros de alúmina 60% estándar pueden experimentar la disolución parcial de su fase de sílice en aleaciones con alto contenido de Mg (como la serie 5xxx), introduciendo potencialmente contaminación de silicio en la masa fundida. Las calidades con alto contenido en alúmina eliminan este riesgo.
En MWalloys, recomendamos que cualquier fundición de aleaciones de la serie 5xxx con Mg superior a 2,5% especifique como mínimo un filtro 80% Al₂O₃, y que las operaciones de fundición de 5182 o 5083 con Mg superior a 4% utilicen 99% Al₂O₃ o cambien a un filtro de espuma cerámica de carburo de silicio en su lugar.
¿Qué tipos de inclusiones eliminan los filtros de espuma cerámica de alúmina del aluminio fundido?
No todas las inclusiones en el aluminio fundido son iguales, y comprender la población de inclusiones en su operación específica determina tanto la selección del grado de filtración como el nivel de limpieza alcanzable.
Clasificación de las inclusiones en el aluminio fundido
Películas y pieles de óxido (bifilms de Al₂O₃)
Son el tipo de inclusión más frecuente en todas las operaciones de fundición de aluminio. Cada vez que el aluminio fundido entra en contacto con el aire, se forma casi instantáneamente una fina capa de óxido en la superficie. Cuando el metal se vierte, se agita o se deja fluir turbulentamente, estas pieles de óxido se pliegan sobre sí mismas para crear películas de doble capa denominadas bifilms (término introducido por el profesor John Campbell de la Universidad de Birmingham, cuyo trabajo sobre la teoría de las bifilms sigue siendo la referencia fundacional en este campo). El tamaño de las bifilms oscila entre unas micras y varios milímetros y son la causa principal de la dispersión de las propiedades mecánicas en las piezas fundidas de aluminio.
Los filtros de espuma cerámica de 30 PPI y más finos son eficaces para capturar los bifilms más grandes (por encima de 100 micras). Los bifilms más finos, por debajo de 50 micras, son más difíciles y requieren filtros muy finos (50-60 PPI) o sistemas de desgasificación que trabajen conjuntamente con la filtración.
Inclusiones de espinela (MgAl₂O₄)
En las aleaciones que contienen magnesio y aluminio, las partículas de espinela se forman fácilmente en la masa fundida y son notoriamente difíciles de eliminar por filtración debido a su pequeño tamaño (normalmente de 1 a 20 micras) y al bajo contraste de densidad con el aluminio circundante. Los filtros de alúmina capturan las espinelas principalmente por impactación inercial y adhesión superficial, más que por exclusión de tamaño, razón por la cual el filtro debe precalentarse adecuadamente para lograr la máxima eficacia de captura.
Carburo de silicio y partículas de carburo
La contaminación procedente de revestimientos de hornos, crisoles o chatarra reciclada que contiene partículas de SiC introduce inclusiones de carburo duro que provocan daños en las herramientas de mecanizado y picaduras superficiales en las piezas acabadas. Estas inclusiones son relativamente densas y los filtros de 20-30 PPI las capturan eficazmente mediante la exclusión por tamaño y la impactación inercial.
Aglomerados de TiB₂ procedentes de refinadores de grano
Las aleaciones maestras refinadoras de grano Al-Ti-B se utilizan ampliamente en la fundición de aluminio para controlar el tamaño del grano. Sin embargo, el exceso de partículas de TiB₂ puede aglomerarse en grupos de 50-200 micras que causan "porosidad pinhole" y manchas superficiales. Un filtro de 40 PPI captura eficazmente los aglomerados de TiB₂ de más de 100 micras, que es una de las razones por las que las fundiciones que utilizan adiciones agresivas de refinadores de grano se benefician de una mejora del grado del filtro.
Inclusiones refractarias y fundentes
Los fragmentos procedentes de refractarios de cucharas, revestimientos de hornos, rotores de desgasificación y residuos de fundentes representan una fuente de inclusión impredecible pero significativa, especialmente en las operaciones de reciclado y aluminio secundario. Estas partículas varían mucho en composición (MgO, Al₂O₃, SiO₂, compuestos de Na) y tamaño. Los filtros de espuma cerámica de 20 PPI y más finos son eficaces para eliminar la mayor parte de esta población de inclusión.
Eficacia de eliminación de inclusiones por grado de filtración
| Tipo de inclusión | Tamaños | 10 PPI | 20 PPI | 30 PPI | 40 PPI | 50-60 PPI |
|---|---|---|---|---|---|---|
| Grandes películas de óxido | Por encima de 500 μm | 85% | 92% | 96% | 98% | 99% |
| Películas de óxido medio | 100-500 μm | 40% | 65% | 85% | 93% | 97% |
| Películas finas de óxido | 20-100 μm | 10% | 25% | 50% | 70% | 85% |
| Partículas de espinela | 1-20 μm | Por debajo de 5% | 10% | 20% | 35% | 50% |
| Partículas de carburo | 50-200 μm | 30% | 55% | 75% | 88% | 95% |
| Aglomerados de TiB₂ | 50-200 μm | 25% | 50% | 72% | 85% | 93% |
| Fragmentos refractarios | Por encima de 200 μm | 75% | 88% | 95% | 98% | 99% |
Los valores de eficiencia son aproximaciones basadas en la literatura publicada (Johansen et al., Metales Ligeros 2019) y en los datos de ensayos de colada internos de MWalloys. La eficiencia real depende de la temperatura del metal, la velocidad de colada y el estado del filtro.
¿Cómo se comparan los filtros de espuma cerámica de alúmina con otros métodos de filtración de aluminio?
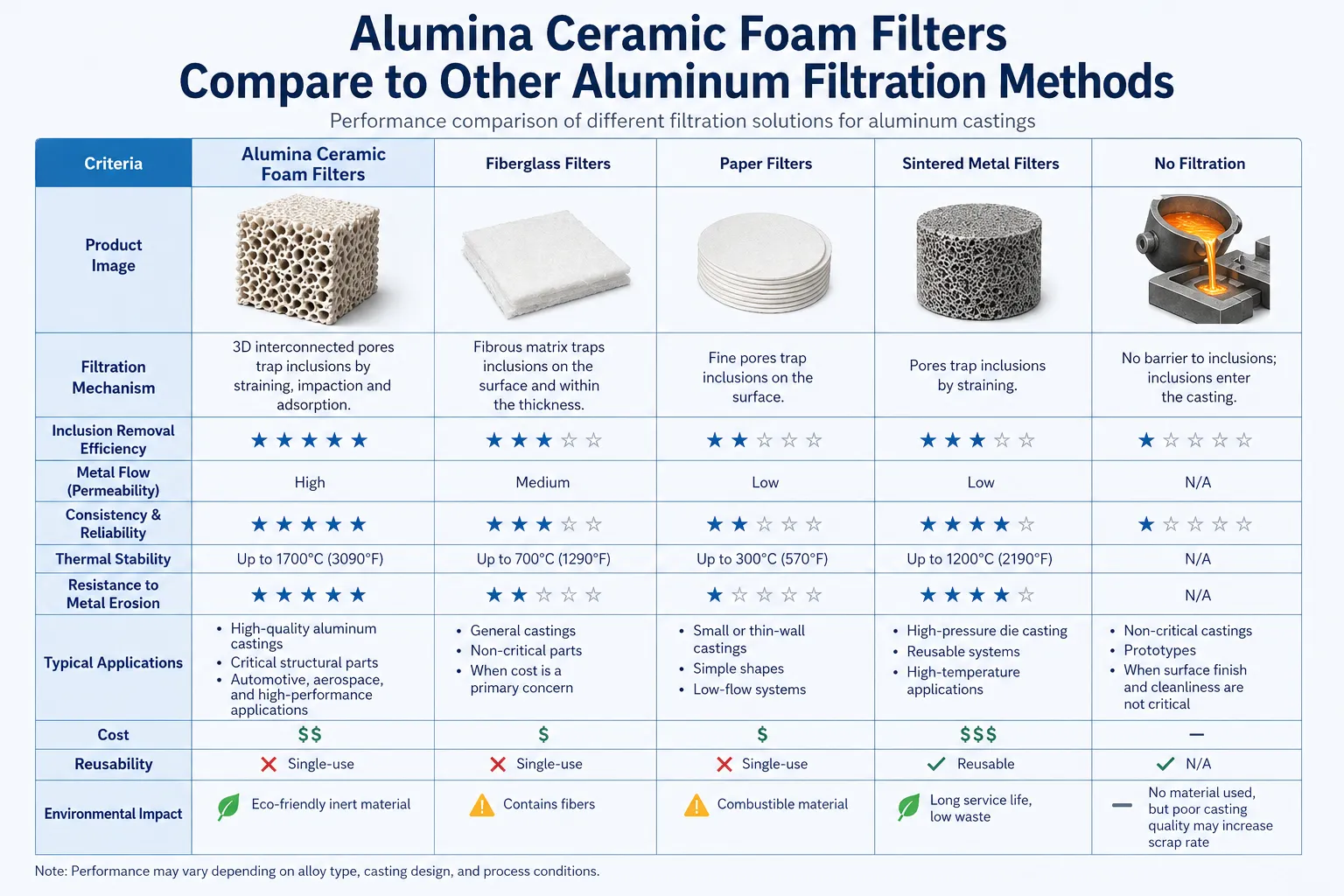
Los filtros de espuma cerámica no siempre dominaron la filtración de aluminio. La industria ha utilizado varios métodos a lo largo de las décadas, y cada uno de ellos tiene un contexto específico en el que funciona mejor. Comprender el panorama competitivo ayuda a los compradores a tomar decisiones informadas en lugar de optar por defecto por una única solución.
Tabla comparativa de métodos de filtración
| Método | Eficacia de la eliminación de inclusiones | Coste por uso | Caudal | Reutilizable | Mejor aplicación |
|---|---|---|---|---|---|
| Filtro de espuma cerámica (30-40 PPI) | 70-95% | Bajo (1-15 USD por filtro) | Medio-Alto | No (un solo uso) | Fundición general, automoción |
| Filtración de lecho profundo (medios de Al₂O₃) | 85-99% | Alta (coste de capital) | Muy alta | Sí (regenerable) | Colada continua a gran escala |
| Filtro cerámico fibroso | 60-80% | Medio | Alta | No | Colada básica de lingotes |
| Filtro tubular | 70-85% | Medio-Alto | Medio | No | Aplicaciones de fundición |
| Filtración electromagnética | 60-75% (para inclusiones magnéticas) | Muy alto (capital) | Muy alta | Sí | Líneas de colada continua |
| Sólo sedimentación y desgasificación | 30-50% | Bajo | N/A | N/A | Requisitos mínimos de calidad |
| Combinación CFF + Cama Profunda | 95-99.5% | Media (CFF) + Alta (capital DBF) | Medio | Parcial | Aeroespacial crítico, lingote P1020 |
La combinación de un filtro de espuma cerámica (CFF) colocado en la lavadora o en el sistema de compuertas seguido de un filtro de lecho profundo (DBF) representa la referencia actual del sector en cuanto a máxima limpieza. El CFF realiza la filtración gruesa primaria, eliminando la carga de inclusión a granel, mientras que el filtro de lecho profundo se encarga de la fracción de inclusión fina que pasa a través de la espuma cerámica. Esta es la configuración recomendada por MWalloys en el estudio de caso que figura a continuación.
¿Qué tamaños y formas tienen los filtros de espuma cerámica de alúmina?
Los filtros de espuma cerámica de alúmina estándar se fabrican en formas cuadradas, rectangulares y circulares, con espesores que oscilan normalmente entre 22 mm y 50 mm en función de la aplicación.
Referencia de tamaño del filtro de espuma cerámica de alúmina estándar
| Tamaño (mm) | Forma | Opciones de grosor (mm) | Capacidad de peso de vertido típica (kg Al) |
|---|---|---|---|
| 100 × 100 | Cuadrado | 22 / 25 | 30-80 |
| 150 × 150 | Cuadrado | 22 / 25 | 80-200 |
| 200 × 200 | Cuadrado | 25 / 50 | 200-500 |
| 230 × 230 | Cuadrado | 25 / 50 | 300-700 |
| 250 × 250 | Cuadrado | 50 | 400-900 |
| 300 × 300 | Cuadrado | 50 | 600-1,500 |
| 350 × 350 | Cuadrado | 50 | 900-2,000 |
| 400 × 400 | Cuadrado | 50 | 1,200-3,000 |
| 500 × 500 | Cuadrado | 50 | 2,000-5,000 |
| Φ100, Φ150, Φ200, Φ250 | Circular | 22-50 | Varía |
| Formas personalizadas | Por dibujo | Por dibujo | Aplicación específica |
El grosor no es simplemente un parámetro estructural. Los filtros más gruesos (50 mm) proporcionan un mayor tiempo de permanencia del metal fundido dentro del cuerpo del filtro, lo que mejora la impactación inercial y la captura por adherencia superficial de las inclusiones más finas. El inconveniente es una mayor resistencia al flujo y mayores necesidades de energía para el precalentamiento. Para la mayoría de las aplicaciones de fundición, los filtros de 25 mm ofrecen el mejor equilibrio. Las operaciones de alto rendimiento con grandes cucharas o tiempos de colada prolongados se benefician de un espesor de 50 mm.

¿Cómo deben instalarse y utilizarse correctamente los filtros de espuma cerámica de alúmina?
Incluso un filtro técnicamente superior puede fallar si se instala de forma incorrecta. Hemos visitado fundiciones en las que persistían los defectos de fundición a pesar de utilizar filtros de alta calidad, sólo para descubrir que el método de instalación permitía que el metal fundido eludiera el filtro a través del hueco entre el filtro y su asiento.

Protocolo de instalación paso a paso
Paso 1: Diseño del asiento del filtro
La caja del filtro o el rebaje del asiento deben estar mecanizados o conformados para proporcionar una superficie de contacto plana y uniforme. La holgura entre el borde del filtro y el asiento no debe ser superior a 1 mm en ningún lado. Debe colocarse una junta de fibra cerámica (normalmente de 3-6 mm de grosor) en el asiento antes de instalar el filtro para crear un sellado conforme que se adapte a la expansión térmica sin agrietar el filtro.
Paso 2: Precalentamiento
Los filtros fríos colocados directamente en contacto con aluminio fundido experimentarán un choque térmico que puede causar grietas y un fallo estructural completo. Y lo que es más grave, un filtro frío enfriará el flujo inicial de metal, haciendo que el primer metal que pase se solidifique parcialmente dentro de los canales del filtro, bloqueando el flujo permanentemente. Los filtros deben precalentarse a un mínimo de 300°C antes del contacto con el metal, siendo 400-600°C el intervalo recomendado para la mayoría de las temperaturas de fundición de aluminio. Los sopletes de propano, los calentadores infrarrojos o los calentadores de resistencia eléctrica son métodos de precalentamiento aceptables.
Paso 3: Presión de la cabeza metálica
La presión inicial de la cabeza metálica (la altura del metal por encima del filtro en el lavador o bebedero) debe ser suficiente para superar la resistencia inicial al flujo del filtro. Para un filtro de 40 PPI de 25 mm de grosor, normalmente se requiere una presión de cabeza mínima de 40-80 mm de aluminio (correspondiente a una altura de metal de 40-80 mm por encima del filtro) para la penetración inicial. Si la presión de la cabeza es insuficiente, el filtro puede bloquearse sin alcanzar nunca el flujo total del metal.
Paso 4: Control del caudal
Una vez establecido el flujo de metal, la velocidad de vertido debe mantenerse lo más constante posible. Las interrupciones en el flujo que permiten que el filtro se solidifique parcialmente pueden provocar grietas y contaminación. La velocidad máxima recomendada del metal a través de un filtro de espuma cerámica suele ser de 0,1-0,3 m/s para mantener las condiciones de flujo laminar que favorecen una filtración eficaz.
Paso 5: Manipulación posterior al vertido
Los filtros usados no deben reutilizarse nunca. Tras la colada, el filtro contiene inclusiones atrapadas y fragmentos de metal solidificado. Si se intenta reutilizar un filtro usado, se corre el riesgo de liberar inclusiones previamente capturadas en la nueva masa fundida. Los filtros usados deben recogerse y eliminarse o reciclarse adecuadamente.
Errores comunes de instalación y consecuencias
| Error | Consecuencia | Corrección |
|---|---|---|
| Sin junta de estanqueidad | Flujo desviado, las inclusiones alcanzan la fundición | Utilice siempre junta de fibra cerámica |
| Precalentamiento insuficiente | Filtro agrietado, cerrado en frío, flujo bloqueado | Precalentar a 300°C como mínimo |
| IPP incorrecto para el caudal | Averías o filtración insuficiente | Recalcular el caudal frente a la capacidad del filtro |
| Reutilización de filtros | Liberación por inclusión en un nuevo reparto | Utilice un filtro nuevo para cada vertido |
| Separación del asiento del filtro sobredimensionada | La fusión evita los bordes del filtro | Reducir la holgura del asiento por debajo de 1 mm |
Estudio de caso real: Cómo una fundición india de lingotes de aluminio solucionó los problemas de inclusión con los filtros de espuma cerámica MWalloys
Fondo
A mediados de 2024, nos contactó el responsable de calidad de Industrias del aluminio Mahalaxmi, Ltd., un productor de lingotes de aluminio secundario situado en la zona industrial de Bhosari, Pune, Maharashtra, India. La fundición opera cuatro hornos de fusión de reverbero con una capacidad total de fusión de aproximadamente 18 toneladas métricas por día, produciendo lingotes estándar en el grado P1020 y una gama de lingotes de aleación para el mercado local de fundición a presión de automóviles.
El responsable de calidad había estado recibiendo quejas de dos importantes clientes del sector de la automoción sobre defectos recurrentes de porosidad e inclusión superficial en lingotes suministrados para fundición a presión. Una investigación interna mediante cortes metalográficos y análisis SEM/EDS identificó los principales tipos de defectos:
- Inclusiones bifilmadas de óxido de aluminio (Al₂O₃), de un tamaño comprendido entre 0,2 y 3 mm.
- Partículas de espinela (MgAl₂O₄) de entre 5 y 30 micras.
- Fragmentos refractarios del revestimiento del horno (ladrillo a base de MgO), hasta 1 mm.
La tasa de rechazo de su línea de lingotes de aleaciones de primera calidad para automoción había alcanzado los 2.000 millones de euros. 4.7% del volumen total de producción, y dos de sus clientes habían emitido solicitudes formales de acción correctiva (CAR). El sistema de filtración de la fundición consistía en una tela de fibra cerámica colocada a lo largo de la lavadora, que ofrecía una eficacia de filtración mínima y debía sustituirse cada dos calores.
Los puntos débiles
La fundición se enfrentó a varios retos agravados:
Reto 1: La alta tasa de residuos afecta a la rentabilidad
Con su volumen de producción de 18 Tm/día, una tasa de rechazo de 4,7% representaba aproximadamente 846 kg de material rechazado al día. Con unos precios de venta del lingote de aproximadamente 185 INR/kg (unos 2,22 USD/kg a los tipos de cambio de abril de 2024), las pérdidas diarias por rechazos y reprocesamiento superaban las 156.000 INR (unos 1.870 USD) al día, o unos 560.000 USD anualizados.
Reto 2: Calidad irregular de la fundición de chatarra secundaria
La fundición utiliza chatarra de aluminio secundario 60-70% como materia prima principal, incluyendo chatarra de automoción, UBC (chatarra de latas de bebidas usadas) y recortes industriales. La chatarra secundaria lleva inherente una mayor carga de óxido que el aluminio primario, y las capacidades existentes de clasificación y pretratamiento de la chatarra de la fundición eran limitadas.
Reto 3: Sin desgasificación sistemática
La fundición no disponía de equipos de desgasificación rotativa, por lo que recurría al tratamiento con fundentes a base de cloruro aplicados manualmente a la superficie de la masa fundida. Este método no elimina el hidrógeno de forma homogénea y a menudo introduce inclusiones de fundente.
Reto 4: Inconsistencia a altas temperaturas
Las temperaturas del grifo variaban entre 700°C y 780°C dependiendo del operador del horno, lo que afectaba tanto al comportamiento de la inclusión como al rendimiento del filtro en su configuración de filtro de tela existente.
Implantación de la solución MWalloys
Tras una visita técnica in situ de dos días realizada por nuestro ingeniero de aplicaciones en agosto de 2024, MWalloys propuso una mejora de la filtración en dos etapas:
Fase 1: Filtro de espuma cerámica de alúmina en la lavadora
MWalloys suministró filtros de espuma cerámica de alúmina de 300×300×50 mm en 30 PPI para la filtración primaria, colocado en una nueva caja de filtros instalada en el lavadero entre el grifo del horno y la estación de colada. La clasificación de 30 PPI se seleccionó basándose en:
- La elevada carga de inclusión de la chatarra secundaria requiere un grado lo suficientemente fino para una captura eficaz, pero lo suficientemente grueso para manejar el elevado volumen de flujo de metal (aproximadamente 2.500-3.000 kg por calor).
- Un cálculo de la superficie filtrante que confirma que 300×300 mm a 30 PPI proporcionan una capacidad de flujo adecuada a su velocidad de vertido de aproximadamente 90 kg/minuto.
Etapa 2: Filtro de lecho profundo (medio de alúmina tabular)
Se instaló una unidad compacta de filtro de lecho profundo aguas abajo de la posición del filtro de espuma cerámica, llena de gránulos de alúmina tabular de 6-10 mm (contenido de Al₂O₃ superior a 99%) hasta una profundidad de 400 mm. Esta unidad maneja la fracción de inclusión fina que pasa a través del filtro de espuma cerámica y proporciona un tiempo de residencia de aproximadamente 45-60 segundos para el aluminio fundido, lo que permite que las inclusiones finas se asienten y se adhieran a las superficies de los gránulos.
Recomendaciones de apoyo
MWalloys también recomendó tres cambios operativos de apoyo que no requerían inversión de capital:
- Normalizar la temperatura del grifo a 730±10°C en los cuatro hornos.
- Aumentar el grosor de la junta de fibra cerámica en el asiento del filtro de 3 mm a 6 mm para eliminar el flujo de derivación que el análisis metalográfico sugería que se estaba produciendo en su configuración de filtro anterior.
- Implantar un procedimiento obligatorio de precalentamiento del filtro mediante sopletes de propano durante un mínimo de 8 minutos antes de cada vertido.
Resultados a los 90 días (datos de noviembre de 2024)
El equipo de calidad de la fundición midió los siguientes resultados tras tres meses de funcionamiento con el sistema de filtración MWalloys:
| Métrica de rendimiento | Antes del sistema MWalloys | Después del sistema MWalloys | Mejora |
|---|---|---|---|
| Tasa de rechazo de lingotes | 4.7% | 0.8% | Reducción 83% |
| CARs de clientes activos | 2 | 0 | 100% resuelto |
| Frecuencia de inclusión bifilm (metalográfica) | 12,3 por 100 cm² de sección transversal | 1,8 por 100 cm². | Reducción 85% |
| Frecuencia de fragmentos refractarios | 3,1 por 100 cm² | 0,2 por 100 cm². | Reducción 94% |
| Contenido de hidrógeno (medición Alspek) | 0,28 ml/100 g Al | 0,18 ml/100 g Al | Reducción 36% |
| Frecuencia de cambio de filtro | Cada 2 calores (tela) | Cada calor (CFF, según protocolo MWalloys) | Cambio a protocolo estructurado |
| Pérdidas diarias por rechazo (USD) | ~USD 1,870 | ~ 320 USD | 1.550 USD/día ahorrados |
| Ahorro anualizado | 560.000 DÓLARES | 96.000 DÓLARES | Ahorro anual neto: 464.000 USD |
Nota: El coste del filtro CFF de MWalloys para esta operación fue de aproximadamente 8,50 USD por filtro de 300×300×50 mm. Con un filtro por calentamiento y aproximadamente 6 calentamientos al día en 4 hornos, el coste diario del filtro fue de aproximadamente 204 USD, lo que queda totalmente reflejado en el cálculo de ahorro de costes de rechazo anterior.
Conclusión del estudio de caso
El caso de Mahalaxmi Aluminium Industries demuestra que la combinación de filtros de espuma cerámica de alúmina especificados adecuadamente a 30 PPI más filtración de lecho profundo con medios de alúmina tabular puede lograr una reducción de 83% en las tasas de rechazo de colada en una operación de lingote de aluminio secundario. El periodo de amortización de la inversión en equipos de filtración fue inferior a tres meses. Los factores críticos de éxito fueron la correcta selección del PPI para el caudal específico y la carga de inclusión, la instalación adecuada con juntas de fibra cerámica y la disciplina obligatoria de precalentamiento del filtro.
Este resultado es coherente con lo que observamos en múltiples implementaciones de fundición: la tecnología en sí está bien establecida, pero la disciplina de ejecución en torno a la instalación y la gestión de la temperatura es lo que separa un sistema de filtración de alto rendimiento de uno mediocre.
¿Cuáles son las normas y certificaciones de calidad de los filtros de espuma cerámica de alúmina?
Los compradores de industrias reguladas exigen documentación de calidad trazable. Las siguientes normas rigen los ensayos y la cualificación de los filtros de espuma cerámica utilizados en la fundición de aluminio:
Normas y métodos de ensayo aplicables
| Estándar | Organismo emisor | Relevancia para el CFF |
|---|---|---|
| ASTM C20 | ASTM Internacional | Porosidad aparente y absorción de agua |
| ASTM C133 | ASTM Internacional | Resistencia al aplastamiento en frío |
| ASTM C1161 | ASTM Internacional | Resistencia a la flexión (MOR) |
| ASTM C830 | ASTM Internacional | Porosidad aparente de Arquímedes |
| ASTM C1525 | ASTM Internacional | Resistencia al choque térmico |
| ISO 13820 | ISO | Productos refractarios: determinación de la densidad aparente |
| Normas de especificación de productos NADCA | Asociación Norteamericana de Fundición a Presión | Criterios de calidad de las piezas moldeadas; relevantes para la selección de filtros |
| QC/T 239 (China) | SAC China | Filtro cerámico de espuma para fundición de aluminio (norma nacional china) |
| EN ISO 9001:2015 | ISO | Sistema de gestión de la calidad para fabricantes de filtros |
MWalloys exige a todos los proveedores de filtros de espuma cerámica de alúmina que proporcionen informes de análisis químico a nivel de lote (XRF), registros de mediciones dimensionales y resultados de pruebas MOR en frío para cada lote de producción. Para aplicaciones de fundición de grado aeroespacial, exigimos además informes de pruebas de ciclos de choque térmico (un mínimo de 5 ciclos probados) y un certificado de conformidad que confirme la ausencia de contaminación por fluoruro y cloruro que pudiera afectar a la química de la masa fundida.

¿Cómo buscar y evaluar proveedores de filtros de espuma cerámica de alúmina?
El mercado de los filtros de espuma de cerámica ha crecido considerablemente, con proveedores que van desde grandes fabricantes de cerámica integrados verticalmente hasta pequeños productores con un control de calidad limitado. Evaluar a un nuevo proveedor requiere algo más que solicitar una muestra del producto.
Criterios de evaluación de proveedores
1. Capacidad de fabricación
Solicite una prueba de las especificaciones del horno de sinterización y la documentación de control del proceso. Una temperatura de sinterización adecuada de 1.350-1.450°C mantenida durante un tiempo de permanencia mínimo es fundamental para lograr la densificación completa de la cerámica. Los filtros a baja temperatura son mecánicamente débiles y pueden desprender fragmentos de cerámica en la masa fundida.
2. Coherencia de la IPP
Solicite fotografías de secciones transversales e informes de mediciones ópticas que confirmen el recuento real de poros frente al PPI declarado. Las variaciones de ±2-3 PPI dentro de un mismo lote son aceptables; las variaciones superiores sugieren un control deficiente del proceso.
3. Tolerancia dimensional
La tolerancia dimensional estándar para los filtros de espuma cerámica es de ±2 mm en anchura y longitud y de ±1 mm en grosor. Los filtros fuera de estas tolerancias pueden no asentarse correctamente en las cajas de filtro, lo que provoca un flujo de derivación.
4. Documentación sobre pureza química
Solicite análisis XRF de lotes para Al₂O₃, SiO₂, MgO, CaO, Fe₂O₃ y otras fases. Un contenido elevado de Fe₂O₃ (superior a 1%) puede indicar el uso de materias primas de baja pureza y puede afectar a la estabilidad química del filtro en contacto con algunas aleaciones de aluminio.
5. Informes de pruebas de terceros
Los proveedores reputados pueden proporcionar informes de pruebas de laboratorio independientes, no sólo datos internos, para MOR, choque térmico y composición química. Este es un requisito básico de garantía de calidad que MWalloys exige a todos sus proveedores.
Preguntas frecuentes sobre los filtros de espuma cerámica de alúmina
1: ¿Pueden reutilizarse los filtros de espuma cerámica de alúmina para múltiples vertidos?
Los filtros de espuma cerámica de alúmina están diseñados para un solo uso y no deben reutilizarse. Después de una colada, la estructura interna de los poros del filtro se bloquea parcialmente con inclusiones capturadas y fragmentos de aluminio solidificado, lo que reduce la capacidad de flujo y corre el riesgo de liberar contaminantes previamente atrapados en la siguiente colada. Además, los ciclos térmicos de enfriamiento y recalentamiento provocan microfisuras en la estructura cerámica que comprometen la integridad mecánica. Intentar reutilizar los filtros es una de las causas más comunes de fallo de los filtros a mitad de colada, lo que puede introducir fragmentos de cerámica directamente en la colada. El coste de un filtro de un solo uso (normalmente entre 1 y 15 dólares según el tamaño) es insignificante comparado con el riesgo de una pieza fundida contaminada, sobre todo en aplicaciones de automoción o aeroespaciales, donde los costes de rechazo y reelaboración son considerables.
2: ¿Cuál es la temperatura máxima de vertido de los filtros de espuma cerámica de alúmina?
Los filtros de espuma cerámica de alúmina estándar (60% Al₂O₃) tienen una temperatura máxima de servicio continuo de 1.100°C, que está muy por encima del rango normal de fundición de aluminio de 680-780°C, lo que proporciona un margen de seguridad sustancial. Los grados de alta alúmina (80-99% Al₂O₃) amplían la temperatura máxima de servicio a 1.400-1.600°C, lo que los hace teóricamente adecuados para aplicaciones de aleaciones de cobre y algunas de hierro fundido, aunque para esos metales se suelen recomendar materiales de filtro diferentes. Para la fundición de aleaciones de aluminio estándar, la temperatura no es un factor limitante para la selección del filtro. Lo más importante es asegurarse de que el filtro se precalienta al menos a 300°C antes de entrar en contacto con el metal fundido para evitar el agrietamiento por choque térmico debido a la diferencia de temperatura inicial.
3: ¿Cómo calculo el tamaño de filtro adecuado para mi operación de fundición?
La selección del área de filtrado se basa en el caudal de metal requerido y en la capacidad nominal del filtro a la temperatura de vertido. El método de cálculo estándar es el siguiente: el área de filtrado necesaria (cm²) es igual al peso total de vertido (kg) dividido por el producto del tiempo de vertido (segundos) y el caudal específico nominal del filtro (kg/s por cm²). Para un filtro de alúmina de 30 PPI a 720°C, la capacidad de flujo específico típica es de aproximadamente 0,015-0,025 kg/s por cm². Por ejemplo, verter 500 kg de aluminio en 300 segundos requiere un área de filtro de aproximadamente 500 dividido por (300 × 0,020) igual a aproximadamente 83 cm², lo que sugiere que un filtro de 100×100 mm es demasiado pequeño y que un filtro de 150×150 mm (225 cm²) sería el tamaño mínimo adecuado con un margen razonable de presión de cabeza. Incluya siempre un factor de seguridad 30-50% en el área del filtro para tener en cuenta la obstrucción progresiva de los poros durante el vertido.
4: ¿Cuál es la diferencia entre los filtros de espuma cerámica de alúmina, carburo de silicio y circonio?
Los tres materiales cerámicos de espuma filtrante más comunes sirven para diferentes aplicaciones. Los filtros de alúmina (Al₂O₃) están optimizados para el aluminio y sus aleaciones, y ofrecen compatibilidad química, resistencia mecánica adecuada y rentabilidad en la gama de temperaturas de fundición del aluminio. Los filtros de carburo de silicio (SiC) tienen una mayor conductividad térmica y resistencia mecánica y son preferibles para aplicaciones de fundición de hierro gris, hierro dúctil y algunas aleaciones de cobre, donde se aplican temperaturas más altas y productos químicos de fundición más agresivos. Los filtros de óxido de circonio (ZrO₂) ofrecen la mayor resistencia al choque térmico y capacidad de temperatura, lo que los hace adecuados para aplicaciones de fundición de acero y de revestimiento por encima de 1.500°C. Para la fundición de aluminio, la alúmina sigue siendo la opción estándar, excepto en las aleaciones con alto contenido de magnesio (por encima de 4% Mg), en las que los filtros de SiC ofrecen una mayor estabilidad química frente a las reacciones de formación de espinela que pueden disolver parcialmente la fase de sílice en los filtros de alúmina estándar.
5: ¿Por qué algunos filtros se agrietan inmediatamente al entrar en contacto con aluminio fundido?
El agrietamiento de los filtros en contacto con aluminio fundido se debe casi siempre a un precalentamiento insuficiente. El choque térmico que se produce cuando la cerámica fría entra en contacto con el metal a 720-760°C crea un gradiente de temperatura muy pronunciado dentro del cuerpo del filtro que genera tensiones de tracción que superan el módulo de rotura del material. Incluso un filtro precalentado a sólo 150-200°C puede agrietarse, porque el gradiente térmico sigue siendo demasiado pronunciado. La temperatura mínima de precalentamiento recomendada es de 300°C, siendo de 400-600°C la óptima para la mayoría de las operaciones. Una causa secundaria de agrietamiento es el asiento inadecuado del filtro, en el que las cargas puntuales o el apoyo desigual de un asiento de filtro mal mecanizado crean una concentración de tensiones mecánicas. Los filtros deben asentarse siempre sobre una superficie de junta de fibra cerámica plana y conforme que distribuya la carga uniformemente por todo el perímetro del filtro, no sólo en las esquinas o bordes.
6: ¿Cómo afecta el PPI filtrado a las propiedades mecánicas de las piezas fundidas acabadas?
Los grados de filtro más finos producen sistemáticamente mejoras mensurables en las propiedades mecánicas, en particular en la resistencia a la tracción, el alargamiento y la vida útil a la fatiga, que son las propiedades más afectadas por el contenido de inclusión. Los datos publicados de la investigación de la Universidad Noruega de Ciencia y Tecnología (NTNU) y de los programas de investigación de fundición de Alcan International muestran que la mejora de un filtro de 20 PPI a uno de 40 PPI en la fundición de llantas de aluminio para automoción aumentó el alargamiento medio a la rotura de 6,2% a 8,9% (una mejora de 43%) y redujo la dispersión en las mediciones de resistencia a la tracción en aproximadamente 30%. El mecanismo de mejora es sencillo: menos inclusiones significan menos puntos de iniciación de grietas, lo que se traduce directamente en un rendimiento mecánico mayor y más constante. En el caso de aplicaciones críticas para la fatiga, como los componentes de suspensión, las ventajas de una filtración más fina pueden ser incluso más pronunciadas, ya que el fallo por fatiga es muy sensible a la concentración de tensiones debidas a las inclusiones.
7: ¿Pueden utilizarse los filtros de espuma cerámica de alúmina junto con la desgasificación rotativa?
Sí, y de hecho la combinación de desgasificación rotativa seguida de filtración por espuma cerámica es la mejor práctica recomendada actualmente por Pyrotek, Foseco y la mayoría de los principales proveedores de tecnología de proceso del aluminio. La secuencia de procesamiento correcta es: (1) fusión y aleación, (2) tratamiento con fundente, (3) desgasificación rotativa con argón o nitrógeno, (4) breve periodo de asentamiento (5-10 minutos), y (5) vertido a través de un filtro de espuma cerámica. La desgasificación elimina el hidrógeno disuelto y ayuda a que algunas inclusiones floten hasta la superficie, donde pueden ser desespumadas, mientras que el filtro de espuma cerámica captura las inclusiones residuales que no se eliminaron con el desespumado. Ambas tecnologías se complementan, no compiten. El funcionamiento secuencial de ambas tecnologías suele permitir eliminar un total de 95-99% de inclusiones, frente a los 70-85% de la filtración sola o los 30-50% de la desgasificación sola.
8: ¿Qué causa el bloqueo prematuro del filtro antes de que se complete el vertido?
El bloqueo prematuro del filtro, cuando éste detiene el flujo de metal antes de que se haya vertido todo el metal, suele deberse a una de estas tres causas. En primer lugar, el PPI del filtro es demasiado fino para la carga de inclusión presente en el metal, lo que provoca una rápida acumulación de torta superficial que supera la presión de cabeza del metal disponible. Esto es común cuando se utilizan filtros de 50-60 PPI con chatarra secundaria fundida muy contaminada. En segundo lugar, un precalentamiento insuficiente provoca la solidificación parcial del metal inicial dentro de los canales del filtro, reduciendo progresivamente el área de flujo hasta que se produce el bloqueo. En tercer lugar, la temperatura del metal desciende durante el vertido hasta un punto en el que la viscosidad aumenta lo suficiente como para impedir el flujo a través de los poros del filtro, lo que puede ocurrir en vertidos largos con coladas mal aisladas. La solución pasa por una correcta selección del PPI basada en una evaluación honesta de la limpieza de la masa fundida, una estricta disciplina de precalentamiento y el mantenimiento del aislamiento de la colada para mantener la temperatura del metal por encima de 700°C durante todo el vertido.
9: ¿Existen riesgos medioambientales o sanitarios asociados a la manipulación de filtros de espuma cerámica de alúmina?
Los filtros de espuma cerámica de alúmina presentan un riesgo medioambiental limitado en su manipulación normal porque su componente principal, el Al₂O₃, es químicamente inerte y no tóxico. Sin embargo, la manipulación de filtros secos o la trituración de filtros usados genera polvo cerámico fino que contiene partículas respirables. La inhalación prolongada de cualquier polvo fino de cerámica o refractario está clasificada como un riesgo potencial para la salud. Los trabajadores que manipulen filtros de espuma cerámica deben llevar protección respiratoria adecuada (máscaras antipolvo con clasificación mínima FFP2 o N95) cuando rompan, muelan o manipulen filtros en condiciones polvorientas. Los filtros usados que han entrado en contacto con aluminio fundido pueden contener trazas de compuestos fundentes o elementos de aleación. La eliminación debe seguir la normativa local sobre residuos industriales. En la mayoría de las jurisdicciones, los filtros de espuma cerámica de alúmina usados procedentes de la fundición de aluminio no peligrosa se clasifican como residuos industriales inertes y pueden eliminarse en vertederos industriales normales, aunque algunas regiones con umbrales normativos más elevados pueden exigir pruebas previas a la eliminación.
10: ¿Cuál es el coste típico de los filtros de espuma cerámica de alúmina y cómo se compara con el ahorro de costes derivado de la mejora de la calidad de la fundición?
Los precios de los filtros de espuma cerámica de alúmina oscilan aproximadamente entre 1,50 y 2,50 USD para tamaños pequeños de 100×100 mm y entre 12 y 20 USD para formatos grandes de 400×400 mm o 500×500 mm, y están muy influidos por el grado PPI, el contenido de Al₂O₃ y el volumen del pedido. La justificación económica de la filtración de espuma cerámica es abrumadora en cualquier operación de fundición que produzca piezas con requisitos de calidad medibles. Un simple cálculo lo ilustra: si una fundición vierte 200 kg de aluminio por ciclo de fundición y utiliza un filtro de 8 USD, el coste del filtro por kg de aluminio vertido es de 0,04 USD/kg. Si la filtración reduce la tasa de rechazo de 3% a 0,5%, el ahorro en una colada de 2,50 USD/kg de peso acabado es de aproximadamente 0,0625 USD/kg, lo que por sí solo supera el coste del filtro antes de tener en cuenta la reducción de los desechos de mecanizado, el menor número de devoluciones de los clientes y la disminución de los costes de inspección de calidad. En la mayoría de las operaciones, los filtros de espuma cerámica ofrecen un retorno de la inversión superior a 10:1 si se tienen en cuenta todos los impactos en los costes relacionados con la calidad.
Resumen: Referencia rápida para la selección de filtros de espuma cerámica de alúmina
| Parámetro | Recomendación |
|---|---|
| Piezas de fundición de automoción en general | 30-40 PPI, Al₂O₃ estándar (60-80%) |
| Aeroespacial y estructuras críticas | 40-50 PPI, alta alúmina (80-99%) |
| Colada de grandes lingotes y tochos | 10-20 PPI, grado estándar |
| Aleaciones con alto contenido en Mg (por encima de 2,5% Mg) | Filtro de alta alúmina (80-99%) o SiC |
| Rendimiento máximo exigido | CFF (30-40 PPI) + Filtro de lecho profundo en serie |
| Temperatura de precalentamiento | 300-600°C mínimo antes del contacto con el metal |
| Requisitos de la junta | Junta de fibra cerámica de 3-6 mm obligatoria |
| Política de reutilización de filtros | Un solo uso, sin excepciones |
Acerca de MWalloys
MWalloys suministra filtros de espuma cerámica de alúmina en calidades de 10, 20, 30, 40, 50 y 60 PPI en toda la gama de tamaños de 100×100 mm a 600×600 mm, con formulaciones estándar, de alta alúmina y premium 99% Al₂O₃. Nuestros productos se prueban por lotes con documentación química y mecánica completa, y nuestro equipo de ingeniería de aplicaciones está disponible para apoyar la selección del filtro, el diseño del sistema de compuerta y el desarrollo del protocolo de instalación para cualquier operación de fundición de aluminio. Póngase en contacto con MWalloys para precios por volumen, solicitudes de muestras y consultas técnicas.
Fuentes de referencia: ASTM International Standards C20, C133, C1161, C830, C1525; Pyrotek Technical Filtration Handbook (2023); Campbell J., "Complete Casting Handbook", Butterworth-Heinemann (2015); Kennedy M.W. y Mohr J.O., Metallurgical and Materials Transactions B (2018); Johansen S.T. et al., Light Metals 2019, TMS; USGS Aluminum Minerals Yearbook; NADCA Product Specification Standards for Die Castings; IEA Aluminium Industry Technology Roadmap 2023.
