Alumina ceramic foam filters rated 10 to 60 PPI are the most widely adopted filtration solution for aluminum casting, capable of removing over 90% of non-metallic inclusions from molten aluminum and reducing hydrogen porosity defects by up to 70%, directly improving mechanical properties and surface finish of finished castings.
If your project requires the use of Ceramic foam Filter, you can contact us for a free quote.
At MWalloys, we supply these filters to foundries across Asia, Europe, and North America, and the performance data we collect consistently confirms that proper filter selection is one of the highest-return investments a casting operation can make.

What Is an Alumina Ceramic Foam Filter and How Does It Work in Aluminum Casting?
An alumina ceramic foam filter is a three-dimensional, open-cell porous ceramic structure made primarily from aluminum oxide (Al₂O₃), used to purify molten aluminum by physically capturing solid inclusions and promoting laminar flow through the casting system. The filter's interconnected pore network creates a tortuous path that forces molten metal to change direction repeatedly, bringing inclusion particles into contact with the ceramic surface where they are captured through a combination of physical sieving, inertial impaction, and surface adhesion mechanisms.
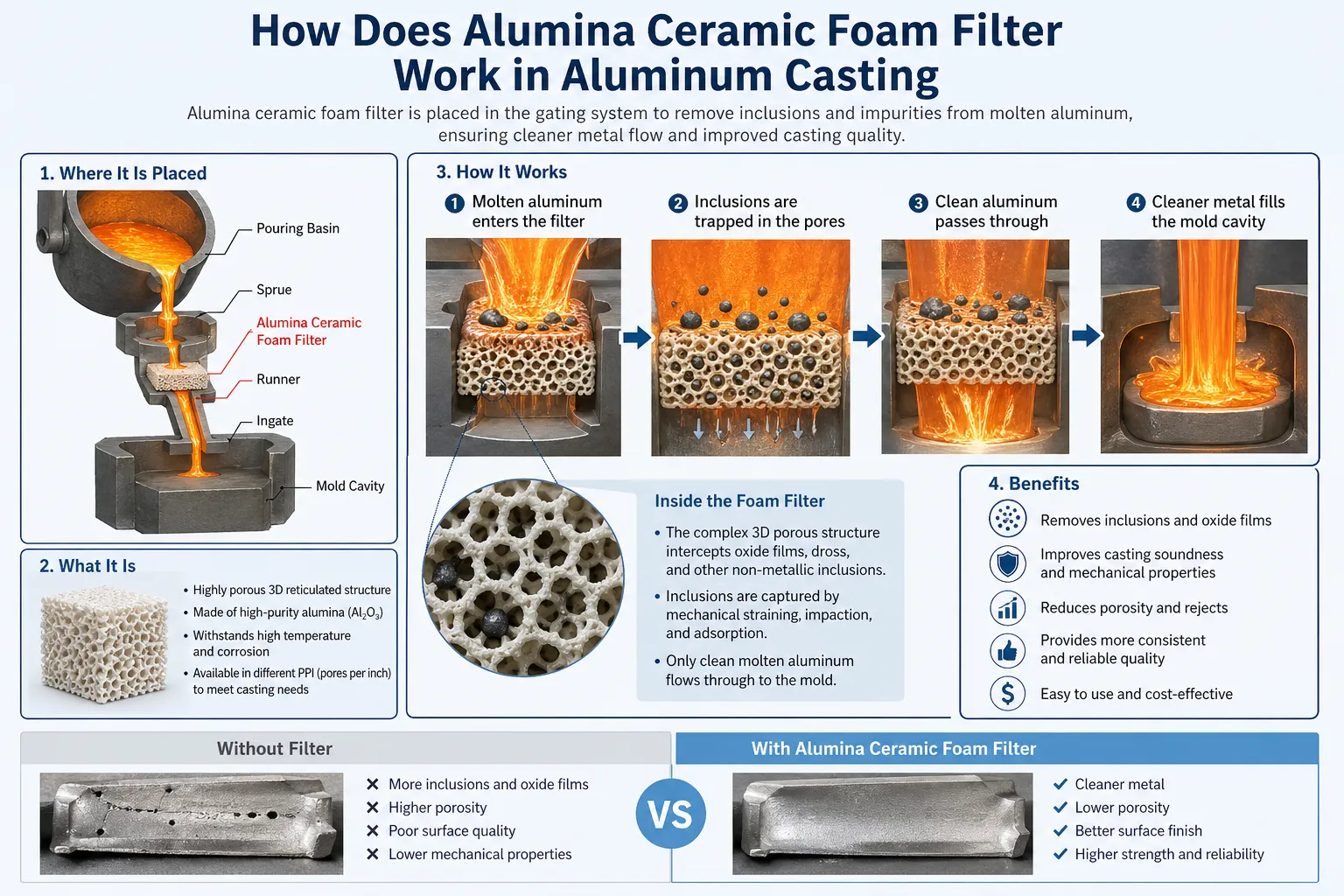
The manufacturing process for these filters begins with a reticulated polyurethane foam template that is impregnated with a ceramic slurry containing alumina as the primary phase, along with sintering aids and rheology modifiers. After impregnation, the coated foam is dried and fired at temperatures exceeding 1,400°C, burning out the organic foam template and leaving behind a rigid ceramic replica of the original foam structure. The result is a filter with controlled porosity, high thermal shock resistance, and chemical compatibility with molten aluminum at standard casting temperatures of 680–760°C.
Also read: Ceramic Foam Filter (CFF) for Foundry: Alumina, SiC, Zirconia.
The Three Filtration Mechanisms in Ceramic Foam Filters
Understanding how filtration actually occurs helps foundry engineers select the correct filter grade and optimize placement in the gating system.
Physical Sieving (Size Exclusion)
Inclusions larger than the effective pore size of the filter are mechanically blocked at the filter face. This mechanism dominates in coarser filters (10–20 PPI) and handles the largest inclusion population, including chunks of aluminum oxide skin, carbide particles, and refractory fragments from ladle or furnace linings.
Inertial Impaction
As molten metal flows through the tortuous pore channels, particles with sufficient mass cannot follow the fluid streamlines around ceramic struts and instead travel in a straight path, impacting and adhering to the ceramic surface. This mechanism is particularly effective at higher flow velocities and for denser inclusion types such as titanium boride (TiB₂) agglomerates from grain refiner additions.
Surface Adhesion and Cake Filtration
Over time, a layer of captured inclusions builds up on the upstream face and internal surfaces of the filter. This "filter cake" gradually becomes a filtration medium in its own right, with progressively finer effective porosity that enhances removal efficiency as the pour progresses. Research published in the journal Metallurgical and Materials Transactions B (Kennedy and Mohr, 2018) demonstrated that filtration efficiency in ceramic foam filters increases by 15–30% over the course of a single casting pour as the cake layer develops.
What Does PPI Mean, and How Do You Choose the Right PPI Rating for Your Application?
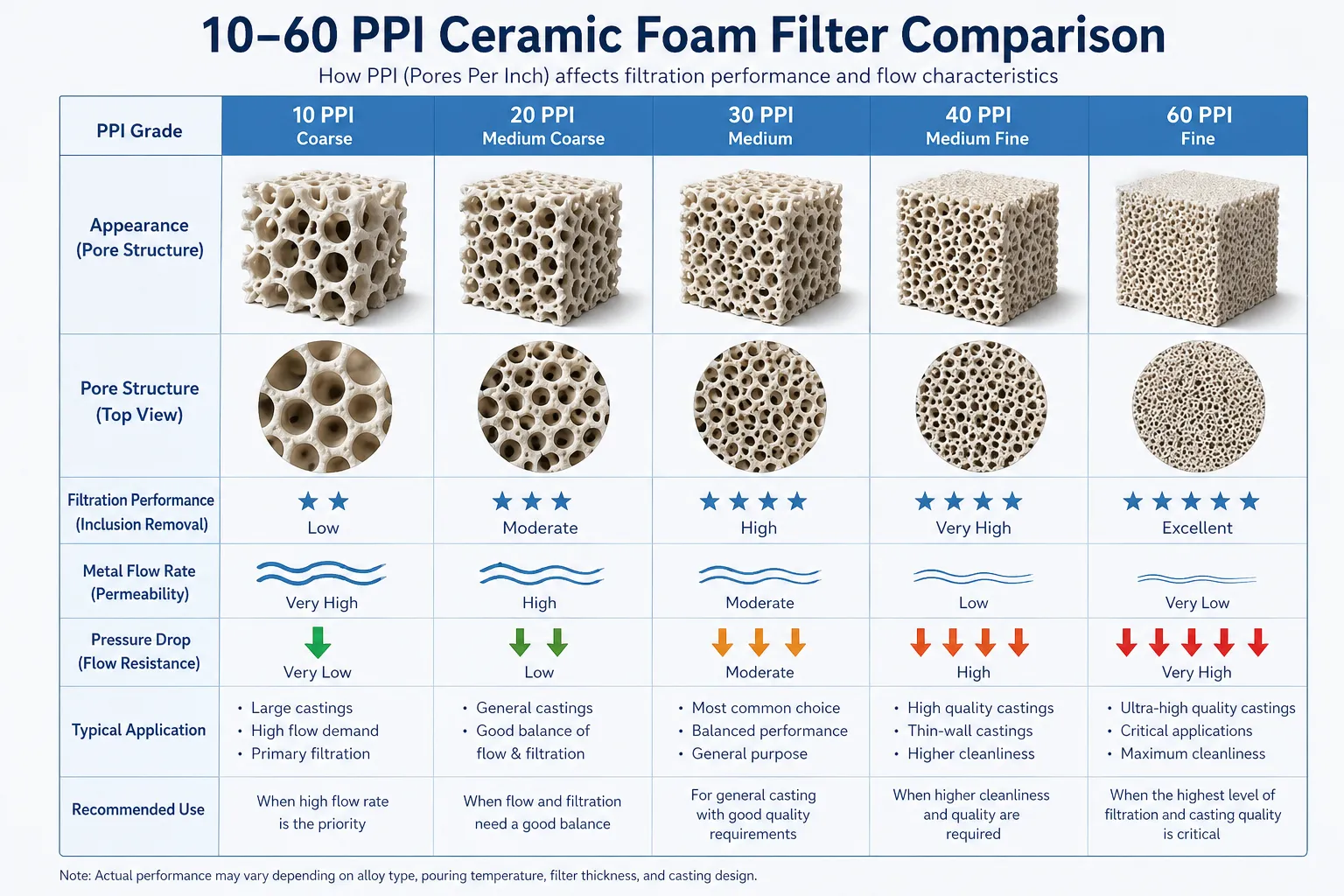
PPI stands for pores per linear inch, the standard measurement of ceramic foam filter porosity used throughout the aluminum casting industry. A 10 PPI filter has approximately 10 pores per inch of its cross-section, producing relatively large, open channels, while a 60 PPI filter has 60 pores per inch, creating a much finer, more restrictive network.
The practical implication is straightforward: lower PPI numbers mean larger pores, faster flow rates, and coarser filtration; higher PPI numbers mean finer filtration but greater flow restriction and slower metal throughput.
PPI Selection Guide by Application
| PPI Rating | Average Pore Size (mm) | Flow Rate Capacity | Filtration Efficiency | Recommended Applications |
|---|---|---|---|---|
| 10 PPI | 2.0–2.5 mm | Very High | Basic, coarse inclusions | Large-volume ingot casting, primary aluminum |
| 20 PPI | 1.0–1.3 mm | High | Moderate inclusions | Foundry ingots, billet pre-filtration, sow casting |
| 30 PPI | 0.6–0.8 mm | Medium-High | Good | Automotive structural castings, cylinder blocks |
| 40 PPI | 0.4–0.5 mm | Medium | Very Good | Aerospace components, wheels, engine parts |
| 50 PPI | 0.3–0.4 mm | Medium-Low | Excellent | Critical aerospace and defense castings |
| 60 PPI | 0.2–0.3 mm | Low | Superior | Electronic heat sinks, precision thin-wall castings |
Data compiled from Pyrotek Technical Filtration Handbook (2023 edition) and MWalloys application testing records.
Choosing the wrong PPI rating is a common and costly mistake. We regularly speak with foundry managers who have selected a 60 PPI filter for a large automotive casting because they assumed finer was always better, only to find that the filter restricts metal flow so severely that the mold does not fill completely before solidification begins, causing misruns.
The correct selection process involves calculating the required flow rate through the filter area, comparing it against the filter's rated capacity at the intended operating temperature, and then selecting the finest PPI grade that still provides adequate flow. The formula commonly used in foundry practice is:
Required Filter Area (cm²) = Pour Weight (kg) / [Pour Time (s) × Flow Rate per cm² (kg/s·cm²)]
For most commercial aluminum casting operations, a 30–40 PPI filter represents the optimal balance between filtration efficiency and flow rate. Finer grades (50–60 PPI) are reserved for high-value, low-volume castings where inclusion levels must be absolutely minimized regardless of flow rate constraints.
What Are the Key Technical Specifications of Alumina Ceramic Foam Filters?
Technical buyers and quality engineers require specific performance data before approving a new filter source. The following table consolidates the critical specifications that MWalloys certifies for our alumina ceramic foam filter product line.
Alumina Ceramic Foam Filter Technical Specifications
| Property | Specification | Test Method |
|---|---|---|
| Primary Composition | Al₂O₃ ≥ 60% (typically 60–99%) | XRF chemical analysis |
| Secondary Phases | SiO₂, MgO, CaO (minor) | XRF / ICP-OES |
| Apparent Porosity | 80–90% | Archimedes method (ASTM C830) |
| Bulk Density | 0.25–0.50 g/cm³ | Weight/volume measurement |
| Modulus of Rupture (Cold) | ≥ 0.6 MPa | Three-point bend (ASTM C1161) |
| Modulus of Rupture (1000°C) | ≥ 0.4 MPa | Hot MOR testing |
| Maximum Service Temperature | 1,100°C | Thermal testing |
| Thermal Shock Resistance | No cracking after 5 cycles (1000°C to water quench) | ASTM C1525 |
| Available PPI Range | 10, 20, 30, 40, 50, 60 PPI | Optical pore count |
| pH Resistance (molten Al) | Chemically inert in Al alloys 600–900°C | Immersion testing |
| Water Absorption | Less than 0.5% (fired body) | ASTM C373 |
| Thermal Conductivity | 0.5–1.5 W/m·K | ASTM E1461 |
Chemical Composition Comparison: Standard vs. High-Alumina Grades
| Grade | Al₂O₃ | SiO₂ | MgO | CaO | Typical Application |
|---|---|---|---|---|---|
| Standard (60% Al₂O₃) | 60–65% | 30–35% | 2–5% | 1–3% | General aluminum casting |
| High-Alumina (80% Al₂O₃) | 78–83% | 12–18% | 2–4% | 1–2% | High-temperature service, extended contact time |
| Premium (99% Al₂O₃) | 97–99% | Less than 1% | Less than 0.5% | Less than 0.5% | Critical aerospace, electronic aluminum |
The distinction between standard and high-alumina grades matters in practice because higher Al₂O₃ content improves the filter's chemical stability in contact with reactive aluminum alloys, particularly those containing magnesium (Mg) above 3%. Standard 60% alumina filters can experience partial dissolution of their silica phase in high-Mg alloys (such as 5xxx series), potentially introducing silicon contamination into the melt. High-alumina grades eliminate this risk.
At MWalloys, we recommend that any foundry casting 5xxx series alloys with Mg above 2.5% specify at minimum an 80% Al₂O₃ filter, and that operations casting 5182 or 5083 with Mg above 4% use 99% Al₂O₃ or switch to a silicon carbide ceramic foam filter instead.
What Types of Inclusions Do Alumina Ceramic Foam Filters Remove from Molten Aluminum?
Not all inclusions in molten aluminum are the same, and understanding the inclusion population in your specific operation determines both the filter grade selection and the achievable cleanliness level.
Classification of Inclusions in Molten Aluminum
Oxide Films and Skins (Al₂O₃ bifilms)
These are the most prevalent inclusion type in all aluminum casting operations. Every time molten aluminum contacts air, a thin oxide skin forms on the surface almost instantaneously. When the metal is poured, stirred, or allowed to flow turbulently, these oxide skins fold over on themselves to create double-layered films called bifilms (a term introduced by Prof. John Campbell of the University of Birmingham, whose work on bifilm theory remains the foundational reference in this field). Bifilms range in size from a few microns to several millimeters and are the primary cause of mechanical property scatter in aluminum castings.
Ceramic foam filters at 30 PPI and finer are effective at capturing the larger bifilms (above 100 microns). Finer bifilms below 50 microns are more challenging and require either very fine filters (50–60 PPI) or degassing systems working in conjunction with filtration.
Spinel Inclusions (MgAl₂O₄)
In alloys containing both magnesium and aluminum, spinel particles form readily in the melt and are notoriously difficult to remove by filtration because of their small size (typically 1–20 microns) and low density contrast with the surrounding aluminum. Alumina filters capture spinels primarily through inertial impaction and surface adhesion rather than size exclusion, which is why the filter must be properly preheated to achieve maximum capture efficiency.
Silicon Carbide and Carbide Particles
Contamination from furnace linings, crucibles, or recycled scrap containing SiC particles introduces hard carbide inclusions that cause machining tool damage and surface pitting in finished parts. These are relatively dense and are captured effectively by 20–30 PPI filters through both size exclusion and inertial impaction.
TiB₂ Agglomerates from Grain Refiners
Al-Ti-B grain refiner master alloys are widely used in aluminum casting to control grain size. However, excess TiB₂ particles can agglomerate into clusters of 50–200 microns that cause "pinhole porosity" and surface blemishes. A 40 PPI filter effectively captures TiB₂ agglomerates above 100 microns, which is one reason why foundries using aggressive grain refiner additions benefit from a filter grade upgrade.
Refractory and Flux Inclusions
Fragments from ladle refractories, furnace linings, degassing rotors, and flux residues represent an unpredictable but significant inclusion source, particularly in recycling and secondary aluminum operations. These particles vary widely in composition (MgO, Al₂O₃, SiO₂, Na compounds) and size. Ceramic foam filters at 20 PPI and finer are effective at removing the bulk of this inclusion population.
Inclusion Removal Efficiency by Filter Grade
| Inclusion Type | Size Range | 10 PPI | 20 PPI | 30 PPI | 40 PPI | 50-60 PPI |
|---|---|---|---|---|---|---|
| Large oxide films | Above 500 μm | 85% | 92% | 96% | 98% | 99% |
| Medium oxide films | 100–500 μm | 40% | 65% | 85% | 93% | 97% |
| Fine oxide films | 20–100 μm | 10% | 25% | 50% | 70% | 85% |
| Spinel particles | 1–20 μm | Below 5% | 10% | 20% | 35% | 50% |
| Carbide particles | 50–200 μm | 30% | 55% | 75% | 88% | 95% |
| TiB₂ agglomerates | 50–200 μm | 25% | 50% | 72% | 85% | 93% |
| Refractory fragments | Above 200 μm | 75% | 88% | 95% | 98% | 99% |
Efficiency values are approximations based on published literature (Johansen et al., Light Metals 2019) and MWalloys internal casting trial data. Actual efficiency depends on metal temperature, pour rate, and filter condition.
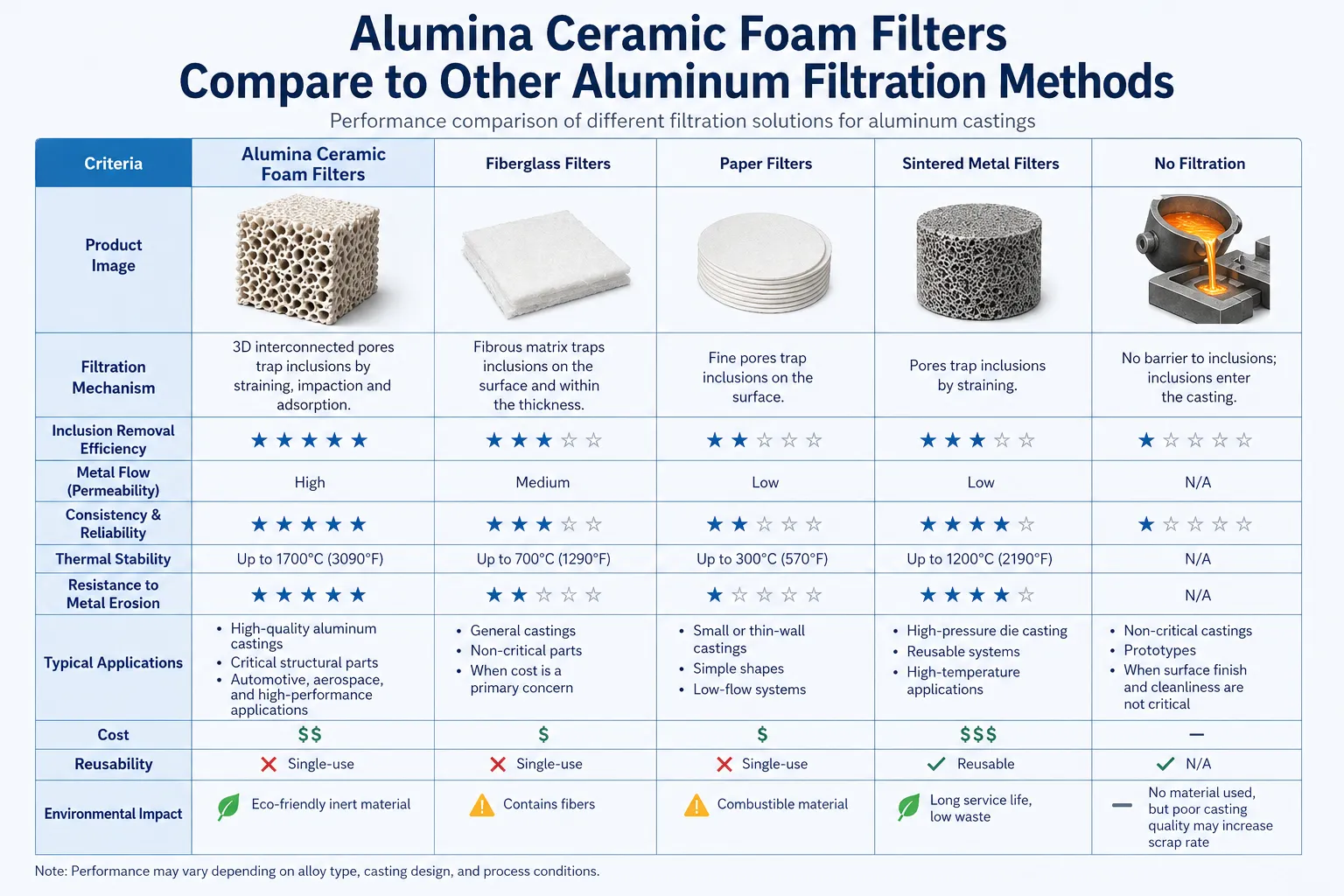
How Do Alumina Ceramic Foam Filters Compare to Other Aluminum Filtration Methods?
Ceramic foam filters did not always dominate aluminum filtration. The industry has used several approaches over the decades, and each method has a specific context where it performs best. Understanding the competitive landscape helps buyers make informed decisions rather than defaulting to a single solution.
Filtration Method Comparison Table
| Method | Inclusion Removal Efficiency | Cost per Use | Flow Rate | Reusable | Best Application |
|---|---|---|---|---|---|
| Ceramic Foam Filter (30-40 PPI) | 70–95% | Low (USD 1–15 per filter) | Medium-High | No (single-use) | General casting, automotive |
| Deep Bed Filtration (Al₂O₃ media) | 85–99% | High (capital cost) | Very High | Yes (regenerable) | Large-scale continuous casting |
| Fibrous Ceramic Filter | 60–80% | Medium | High | No | Basic ingot casting |
| Tubular Filter | 70–85% | Medium-High | Medium | No | Foundry applications |
| Electromagnetic Filtration | 60–75% (for magnetic inclusions) | Very High (capital) | Very High | Yes | Continuous casting lines |
| Settling and Degassing Only | 30–50% | Low | N/A | N/A | Minimum quality requirements |
| Combination CFF + Deep Bed | 95–99.5% | Medium (CFF) + High (DBF capital) | Medium | Partial | Critical aerospace, P1020 ingot |
The combination of a ceramic foam filter (CFF) positioned in the launder or gating system followed by a deep bed filter (DBF) represents the current industry benchmark for maximum cleanliness. The CFF performs the primary coarse filtration, removing the bulk inclusion load, while the deep bed filter handles the fine inclusion fraction that passes through the ceramic foam. This is the setup that MWalloys recommended in the case study below.
What Sizes and Shapes Are Available for Alumina Ceramic Foam Filters?
Standard alumina ceramic foam filters are produced in square, rectangular, and circular shapes with thicknesses typically ranging from 22 mm to 50 mm depending on the application.
Standard Alumina Ceramic Foam Filter Size Reference
| Size (mm) | Shape | Thickness Options (mm) | Typical Pour Weight Capacity (kg Al) |
|---|---|---|---|
| 100 × 100 | Square | 22 / 25 | 30–80 |
| 150 × 150 | Square | 22 / 25 | 80–200 |
| 200 × 200 | Square | 25 / 50 | 200–500 |
| 230 × 230 | Square | 25 / 50 | 300–700 |
| 250 × 250 | Square | 50 | 400–900 |
| 300 × 300 | Square | 50 | 600–1,500 |
| 350 × 350 | Square | 50 | 900–2,000 |
| 400 × 400 | Square | 50 | 1,200–3,000 |
| 500 × 500 | Square | 50 | 2,000–5,000 |
| Φ100, Φ150, Φ200, Φ250 | Circular | 22–50 | Varies |
| Custom shapes | Per drawing | Per drawing | Application-specific |
Thickness is not simply a structural parameter. Thicker filters (50 mm) provide a longer residence time for molten metal within the filter body, which improves inertial impaction and surface adhesion capture of finer inclusions. The downside is increased flow resistance and higher preheating energy requirements. For most foundry applications, 25 mm filters offer the best balance. High-throughput operations with large ladles or extended pour times benefit from 50 mm thickness.

How Should Alumina Ceramic Foam Filters Be Installed and Used Correctly?
Even a technically superior filter will underperform or fail if installed incorrectly. We have visited foundries where casting defects persisted despite using high-quality filters, only to find that the installation method was allowing molten metal to bypass the filter through the gap between the filter and its seating.

Step-by-Step Installation Protocol
Step 1: Filter Seat Design
The filter box or seating recess must be machined or formed to provide a flat, uniform contact surface. The clearance between filter edge and seat should not exceed 1 mm on any side. A ceramic fiber gasket (typically 3–6 mm thick) should be placed in the seat before filter installation to create a compliant seal that accommodates thermal expansion without cracking the filter.
Step 2: Preheating
Cold filters placed directly in contact with molten aluminum will experience thermal shock that can cause cracking and complete structural failure. More critically, a cold filter will chill the initial metal flow, causing the first metal through to solidify partially within the filter channels, blocking flow permanently. Filters must be preheated to a minimum of 300°C before metal contact, with 400–600°C being the recommended range for most aluminum casting temperatures. Propane torches, infrared heaters, or electric resistance heaters are all acceptable preheating methods.
Step 3: Metal Head Pressure
Initial metal head pressure (the height of metal above the filter in the launder or sprue) must be sufficient to overcome the filter's initial flow resistance. For a 40 PPI filter of 25 mm thickness, a minimum head pressure of 40–80 mm of aluminum (corresponding to 40–80 mm metal height above the filter) is typically required for initial breakthrough. If the head pressure is insufficient, the filter may block without ever achieving full metal flow.
Step 4: Flow Rate Control
Once metal flow is established, the pour rate should remain as consistent as possible. Interruptions in flow that allow the filter to partially solidify can cause cracking and contamination. Maximum recommended metal velocity through a ceramic foam filter is typically 0.1–0.3 m/s to maintain the laminar flow conditions that promote effective filtration.
Step 5: Post-Pour Handling
Used filters should never be reused. After casting, the filter contains trapped inclusions and solidified metal fragments. Attempting to reuse a used filter risks releasing previously captured inclusions into the new melt. Spent filters should be collected and disposed of or recycled appropriately.
Common Installation Mistakes and Consequences
| Mistake | Consequence | Correction |
|---|---|---|
| No gasket seal | Bypass flow, inclusions reach casting | Always use ceramic fiber gasket |
| Insufficient preheating | Filter cracking, cold shut, blocked flow | Preheat to minimum 300°C |
| Incorrect PPI for flow rate | Misruns or insufficient filtration | Recalculate flow rate vs. filter capacity |
| Filter reuse | Inclusion release into new casting | Use fresh filter for each pour |
| Oversized filter seat gap | Melt bypasses filter edges | Reduce seat clearance to below 1 mm |
Real Case Study: How an Indian Aluminum Ingot Foundry Solved Inclusion Problems with MWalloys Ceramic Foam Filters
Background
In mid-2024, we were contacted by the quality manager at Mahalaxmi Aluminium Industries, a secondary aluminum ingot producer located in Bhosari Industrial Area, Pune, Maharashtra, India. The foundry operates four reverberatory melting furnaces with a total melting capacity of approximately 18 metric tons per day, producing standard ingots in the P1020 grade and a range of alloy ingots for the local automotive die casting market.
The quality manager had been receiving complaints from two major automotive customers about recurring porosity and surface inclusion defects in ingots supplied for die casting. An internal investigation using metallographic cross-sections and SEM/EDS analysis identified the primary defect types as:
- Aluminum oxide bifilm inclusions (Al₂O₃), ranging from 0.2 to 3 mm in size.
- Spinel particles (MgAl₂O₄) in the 5–30 micron range.
- Refractory fragments from the furnace lining (MgO-based brick), up to 1 mm.
The rejection rate for their premium automotive alloy ingot line had reached 4.7% of total production volume, and two of their customers had issued formal corrective action requests (CARs). The foundry's existing filtration system consisted of ceramic fiber cloth placed across the launder, which was providing minimal filtration efficiency and required replacement after every second heat.
The Pain Points
The foundry faced several compounding challenges:
Challenge 1: High Scrap Rate Affecting Profitability
At their production volume of 18 MT/day, a 4.7% rejection rate represented approximately 846 kg of rejected material daily. With ingot selling prices at approximately INR 185/kg (approximately USD 2.22/kg at April 2024 exchange rates), daily losses from rejections and reprocessing exceeded INR 156,000 (approximately USD 1,870) per day, or roughly USD 560,000 annualized.
Challenge 2: Inconsistent Melt Quality from Secondary Scrap
The foundry uses 60–70% secondary aluminum scrap as its primary raw material, including automotive scrap, UBC (used beverage can scrap), and industrial offcuts. Secondary scrap inherently carries a higher oxide burden than primary aluminum, and the foundry's existing scrap sorting and pretreatment capabilities were limited.
Challenge 3: No Systematic Degassing
The foundry did not have rotary degassing equipment, relying instead on flux treatment with chloride-based fluxes applied manually to the melt surface. This approach provides inconsistent hydrogen removal and often introduces flux inclusions of its own.
Challenge 4: High-Temperature Inconsistency
Tap temperatures varied between 700°C and 780°C depending on furnace operator, which affected both inclusion behavior and filter performance in their existing cloth filter setup.
MWalloys Solution Implementation
After a two-day on-site technical visit by our application engineer in August 2024, MWalloys proposed a two-stage filtration upgrade:
Stage 1: Alumina Ceramic Foam Filter in Launder
MWalloys supplied 300×300×50 mm alumina ceramic foam filters at 30 PPI for primary filtration, positioned in a new filter box installed in the launder between the furnace tap and the casting station. The 30 PPI rating was selected based on:
- The high inclusion load from secondary scrap requiring a grade fine enough for effective capture but coarse enough to handle the high metal flow volume (approximately 2,500–3,000 kg per heat)
- A filter area calculation confirming that 300×300 mm at 30 PPI provided adequate flow capacity at their pour rate of approximately 90 kg/minute
Stage 2: Deep Bed Filter (Tabular Alumina Media)
A compact deep bed filter unit was installed downstream of the ceramic foam filter position, filled with 6–10 mm tabular alumina granules (Al₂O₃ content above 99%) to a depth of 400 mm. This unit handles the fine inclusion fraction passing through the ceramic foam filter and provides a residence time of approximately 45–60 seconds for the molten aluminum, allowing fine inclusions to settle and adhere to the granule surfaces.
Supporting Recommendations
MWalloys also recommended three supporting operational changes that did not require capital investment:
- Standardize tap temperature at 730±10°C across all four furnaces.
- Increase ceramic fiber gasket thickness in the filter seat from 3 mm to 6 mm to eliminate bypass flow that metallographic analysis suggested was occurring in their previous filter setup.
- Implement a mandatory filter preheating procedure using propane torches for a minimum of 8 minutes before each pour.
Results After 90 Days (November 2024 Data)
The foundry's quality team measured the following outcomes after three months of operation with the MWalloys filtration system:
| Performance Metric | Before MWalloys System | After MWalloys System | Improvement |
|---|---|---|---|
| Ingot rejection rate | 4.7% | 0.8% | 83% reduction |
| Customer CARs active | 2 | 0 | 100% resolved |
| Bifilm inclusion frequency (metallographic) | 12.3 per 100 cm² cross-section | 1.8 per 100 cm² | 85% reduction |
| Refractory fragment frequency | 3.1 per 100 cm² | 0.2 per 100 cm² | 94% reduction |
| Hydrogen content (Alspek measurement) | 0.28 mL/100g Al | 0.18 mL/100g Al | 36% reduction |
| Filter change frequency | Every 2 heats (cloth) | Every heat (CFF, per MWalloys protocol) | Changed to structured protocol |
| Daily rejection losses (USD) | ~USD 1,870 | ~USD 320 | USD 1,550/day saved |
| Annualized savings | USD 560,000 | USD 96,000 | Net annual saving: USD 464,000 |
Note: MWalloys CFF filter cost for this operation was approximately USD 8.50 per 300×300×50mm filter. At one filter per heat and approximately 6 heats per day across 4 furnaces, daily filter cost was approximately USD 204, which is fully captured within the rejection cost savings calculation above.
Conclusion from the Case Study
The Mahalaxmi Aluminium Industries case demonstrates that the combination of properly specified alumina ceramic foam filters at 30 PPI plus deep bed filtration with tabular alumina media can achieve an 83% reduction in casting rejection rates in a secondary aluminum ingot operation. The payback period for the filtration equipment investment was under three months. The critical success factors were correct PPI selection for the specific flow rate and inclusion load, proper installation with ceramic fiber gaskets, and mandatory filter preheating discipline.
This outcome is consistent with what we see across multiple foundry implementations: the technology itself is well-established, but the execution discipline around installation and temperature management is what separates a high-performing filtration system from a mediocre one.
What Are the Quality Standards and Certifications for Alumina Ceramic Foam Filters?
Buyers in regulated industries require traceable quality documentation. The following standards govern the testing and qualification of ceramic foam filters used in aluminum casting:
Applicable Standards and Test Methods
| Standard | Issuing Body | Relevance to CFF |
|---|---|---|
| ASTM C20 | ASTM International | Apparent porosity and water absorption |
| ASTM C133 | ASTM International | Cold crushing strength |
| ASTM C1161 | ASTM International | Flexural strength (MOR) |
| ASTM C830 | ASTM International | Apparent porosity by Archimedes |
| ASTM C1525 | ASTM International | Thermal shock resistance |
| ISO 13820 | ISO | Refractory products: determination of bulk density |
| NADCA Product Specification Standards | North American Die Casting Association | Quality criteria for castings; relevant for filter selection |
| QC/T 239 (China) | SAC China | Foam ceramic filter for aluminum casting (Chinese domestic standard) |
| EN ISO 9001:2015 | ISO | Quality management system for filter manufacturer |
MWalloys requires all alumina ceramic foam filter suppliers to provide batch-level chemical analysis reports (XRF), dimensional measurement records, and cold MOR test results for each production lot. For aerospace-grade casting applications, we additionally require thermal shock cycling test reports (minimum 5 cycles tested) and a certificate of compliance confirming freedom from fluoride and chloride contamination that could affect melt chemistry.

How Do You Source and Evaluate Alumina Ceramic Foam Filter Suppliers?
The ceramic foam filter market has grown substantially, with suppliers ranging from large, vertically integrated ceramics manufacturers to small producers with limited quality control. Evaluating a new supplier requires more than requesting a product sample.
Supplier Evaluation Criteria
1. Manufacturing Capability
Ask for proof of sintering kiln specifications and process control documentation. A proper sintering temperature of 1,350–1,450°C held for a minimum dwell time is critical to achieving full ceramic densification. Under-fired filters are mechanically weak and may shed ceramic fragments into the melt.
2. PPI Consistency
Request cross-section photographs and optical measurement reports confirming actual pore count versus stated PPI. Variations of ±2–3 PPI within a single batch are acceptable; variations beyond this suggest poor process control.
3. Dimensional Tolerance
Standard dimensional tolerance for ceramic foam filters is ±2 mm on width and length and ±1 mm on thickness. Filters outside these tolerances may not seat properly in filter boxes, leading to bypass flow.
4. Chemical Purity Documentation
Request XRF batch analysis for Al₂O₃, SiO₂, MgO, CaO, Fe₂O₃, and other phases. High Fe₂O₃ content (above 1%) can indicate use of low-purity raw materials and may affect the filter's chemical stability in contact with some aluminum alloys.
5. Third-Party Test Reports
Reputable suppliers can provide independent laboratory test reports, not just in-house data, for MOR, thermal shock, and chemical composition. This is a basic quality assurance requirement that MWalloys enforces with all our supply partners.
Frequently Asked Questions About Alumina Ceramic Foam Filters
1: Can alumina ceramic foam filters be reused for multiple pours?
Alumina ceramic foam filters are designed for single-use only and must not be reused. After one pour, the filter's internal pore structure is partially blocked with captured inclusions and solidified aluminum fragments, which reduces flow capacity and risks releasing previously trapped contaminants into the next melt. Additionally, thermal cycling from cooling and reheating causes microcracking in the ceramic structure that compromises mechanical integrity. Attempting to reuse filters is one of the most common causes of mid-pour filter failure, which can introduce ceramic fragments directly into the casting. The cost of a single-use filter (typically USD 1–15 depending on size) is negligible compared to the risk of a contaminated casting, particularly in automotive or aerospace applications where rejection and rework costs are substantial.
2: What is the maximum pour temperature for alumina ceramic foam filters?
Standard alumina ceramic foam filters (60% Al₂O₃) have a maximum continuous service temperature of 1,100°C, which is far above the normal aluminum casting range of 680–780°C, providing a substantial safety margin. High-alumina grades (80–99% Al₂O₃) extend the maximum service temperature to 1,400–1,600°C, making them theoretically suitable for copper alloy and some cast iron applications, though different filter materials are generally recommended for those metals. For standard aluminum alloy casting, temperature is not a limiting factor for filter selection. What matters more is ensuring the filter is preheated to at least 300°C before contact with molten metal to prevent thermal shock cracking from the initial temperature differential.
3: How do I calculate the correct filter size for my casting operation?
Filter area selection is based on the required metal flow rate and the filter's rated flow capacity at your pour temperature. The standard calculation method is: Required Filter Area (cm²) equals Total Pour Weight (kg) divided by the product of Pour Time (seconds) and the filter's rated specific flow rate (kg/s per cm²). For a 30 PPI alumina filter at 720°C, typical specific flow capacity is approximately 0.015–0.025 kg/s per cm². For example, pouring 500 kg of aluminum in 300 seconds requires a filter area of roughly 500 divided by (300 × 0.020) equals approximately 83 cm², suggesting a 100×100 mm filter is too small and a 150×150 mm filter (225 cm²) would be the appropriate minimum size with reasonable head pressure margin. Always include a 30–50% safety factor in filter area to account for progressive pore blockage during the pour.
4: What is the difference between alumina, silicon carbide, and zirconia ceramic foam filters?
The three most common ceramic foam filter materials serve different applications. Alumina (Al₂O₃) filters are optimized for aluminum and its alloys, offering chemical compatibility, adequate mechanical strength, and cost efficiency in the aluminum casting temperature range. Silicon carbide (SiC) filters have higher thermal conductivity and mechanical strength and are preferred for gray iron, ductile iron, and some copper alloy casting applications where higher temperatures and more aggressive melt chemistries apply. Zirconia (ZrO₂) filters offer the highest thermal shock resistance and temperature capability, making them suitable for steel and investment casting applications above 1,500°C. For aluminum casting, alumina remains the standard choice except in high-magnesium alloys (above 4% Mg) where SiC filters offer better chemical stability against spinel formation reactions that can partially dissolve the silica phase in standard alumina filters.
5: Why do some filters crack immediately when contacted with molten aluminum?
Filter cracking during contact with molten aluminum is almost always caused by insufficient preheating. The thermal shock from cold ceramic contacting metal at 720–760°C creates a steep temperature gradient within the filter body that generates tensile stresses exceeding the material's modulus of rupture. Even a filter preheated to only 150–200°C can crack, because the thermal gradient is still too steep. The minimum recommended preheat temperature is 300°C, with 400–600°C being optimal for most operations. A secondary cause of cracking is improper filter seating where point loads or uneven support from a poorly machined filter seat create mechanical stress concentration. Filters should always sit on a flat, compliant ceramic fiber gasket surface that distributes load evenly across the entire filter perimeter, not just on the corners or edges.
6: How does filter PPI affect the mechanical properties of finished castings?
Finer filter grades consistently produce measurable improvements in mechanical properties, particularly in tensile strength, elongation, and fatigue life, which are the properties most affected by inclusion content. Published data from research at Norwegian University of Science and Technology (NTNU) and from Alcan International's casting research programs shows that upgrading from a 20 PPI to a 40 PPI filter in automotive aluminum wheel casting increased average elongation at break from 6.2% to 8.9% (a 43% improvement) and reduced scatter in tensile strength measurements by approximately 30%. The improvement mechanism is straightforward: fewer inclusions mean fewer crack initiation sites, which translates directly to higher and more consistent mechanical performance. For fatigue-critical applications such as suspension components, the benefit of finer filtration can be even more pronounced because fatigue failure is highly sensitive to stress concentration from inclusions.
7: Can alumina ceramic foam filters be used in conjunction with rotary degassing?
Yes, and in fact the combination of rotary degassing followed by ceramic foam filtration is the current best practice recommended by Pyrotek, Foseco, and most major aluminum process technology suppliers. The correct processing sequence is: (1) melting and alloying, (2) flux treatment, (3) rotary degassing with argon or nitrogen, (4) short settling period (5–10 minutes), and (5) pouring through a ceramic foam filter. Degassing removes dissolved hydrogen and helps to float some inclusions to the surface where they can be skimmed, while the ceramic foam filter captures the residual inclusions that were not removed by skimming. The two technologies are complementary, not competing. Operating both in sequence typically achieves 95–99% total inclusion removal, compared to 70–85% with filtration alone or 30–50% with degassing alone.
8: What causes premature filter blockage before the pour is complete?
Premature filter blockage, where the filter stops metal flow before all the metal has been poured, typically results from one of three causes. First, the filter PPI is too fine for the inclusion load present in the metal, causing rapid surface cake buildup that exceeds the available metal head pressure. This is common when using 50–60 PPI filters with heavily contaminated secondary scrap melts. Second, insufficient preheating causes partial solidification of early metal within the filter channels, progressively reducing flow area until blockage occurs. Third, metal temperature falls during pouring to a point where viscosity increases enough to impede flow through the filter pores, which can happen in long pours with inadequately insulated launders. The solution involves correct PPI selection based on an honest assessment of melt cleanliness, strict preheating discipline, and launder insulation maintenance to hold metal temperature above 700°C throughout the pour.
9: Are there environmental or health hazards associated with handling alumina ceramic foam filters?
Alumina ceramic foam filters present limited environmental risk in normal handling because their primary constituent, Al₂O₃, is chemically inert and non-toxic. However, handling dry filters or grinding spent filters generates fine ceramic dust that contains respirable particulate matter. Prolonged inhalation of any fine ceramic or refractory dust is classified as a potential health risk. Workers handling ceramic foam filters should wear appropriate respiratory protection (minimum FFP2 or N95 rated dust masks) when breaking, grinding, or handling filters in dusty conditions. Spent filters that have contacted molten aluminum may contain trace amounts of flux compounds or alloying elements. Disposal should follow local industrial waste regulations. In most jurisdictions, spent alumina ceramic foam filters from non-hazardous aluminum casting are classified as inert industrial waste and can be disposed of in standard industrial landfill, though some regions with higher regulatory thresholds may require pre-disposal testing.
10: What is the typical cost of alumina ceramic foam filters, and how does it compare to the cost savings from improved casting quality?
Alumina ceramic foam filter pricing ranges from approximately USD 1.50 to USD 2.50 for small 100×100 mm sizes up to USD 12–20 for large 400×400 mm or 500×500 mm formats, with pricing strongly influenced by PPI grade, Al₂O₃ content, and order volume. The economic justification for ceramic foam filtration is overwhelming in any casting operation producing parts with measurable quality requirements. A simple calculation illustrates this: if a foundry pours 200 kg of aluminum per casting cycle and uses a USD 8 filter, the filter cost per kg of aluminum poured is USD 0.04/kg. If filtration reduces the rejection rate from 3% to 0.5%, the saving on a casting worth USD 2.50/kg finished weight is approximately USD 0.0625/kg, which alone exceeds the filter cost before accounting for reduced machining scrap, fewer customer returns, and lower quality inspection costs. For most operations, ceramic foam filters deliver ROI in excess of 10:1 when all quality-related cost impacts are properly accounted for.
Summary: Quick Reference for Alumina Ceramic Foam Filter Selection
| Parameter | Recommendation |
|---|---|
| General automotive castings | 30–40 PPI, standard Al₂O₃ (60–80%) |
| Aerospace and critical structural | 40–50 PPI, high-alumina (80–99%) |
| Large ingot and billet casting | 10–20 PPI, standard grade |
| High-Mg alloys (above 2.5% Mg) | High-alumina (80–99%) or SiC filter |
| Maximum performance requirement | CFF (30–40 PPI) + Deep Bed Filter in series |
| Preheating temperature | 300–600°C minimum before metal contact |
| Gasket requirement | 3–6 mm ceramic fiber gasket mandatory |
| Filter reuse policy | Single-use only, no exceptions |
About MWalloys
MWalloys supplies alumina ceramic foam filters in 10, 20, 30, 40, 50, and 60 PPI grades across the full size range from 100×100 mm to 600×600 mm, with standard, high-alumina, and premium 99% Al₂O₃ formulations available. Our products are batch-tested with full chemical and mechanical documentation, and our application engineering team is available to support filter selection, gating system design, and installation protocol development for any aluminum casting operation. Contact MWalloys for volume pricing, sample requests, and technical consultation.
Sources referenced: ASTM International Standards C20, C133, C1161, C830, C1525; Pyrotek Technical Filtration Handbook (2023); Campbell J., "Complete Casting Handbook," Butterworth-Heinemann (2015); Kennedy M.W. and Mohr J.O., Metallurgical and Materials Transactions B (2018); Johansen S.T. et al., Light Metals 2019, TMS; USGS Aluminum Minerals Yearbook; NADCA Product Specification Standards for Die Castings; IEA Aluminium Industry Technology Roadmap 2023.
