L'acciaio al cromo-molibdeno 4130 è un acciaio bassolegato contenente cromo (0,80–1,10%) e molibdeno (0,15–0,25%) che offre un eccezionale rapporto resistenza/peso, un'eccellente saldabilità e una risposta prevedibile al trattamento termico, rendendolo uno degli acciai per ingegneria più versatili oggi disponibili. Utilizzato nei settori aerospaziale, automobilistico, petrolifero e del gas e degli sport motoristici, il 4130 supera costantemente gli acciai al carbonio in termini di resistenza alla fatica, tenacità e temprabilità, senza la complessità di lavorazione delle alternative ad alta lega.
Noi di MWalloys forniamo il cromo-molibdeno 4130 sotto forma di barre, tubi, piastre e lamiere a ingegneri e team di approvvigionamento in diversi settori industriali. Nel corso degli anni, una delle osservazioni più comuni del nostro team tecnico è che il 4130 viene spesso sottospecificato o applicato in modo errato semplicemente perché gli ingegneri non sono pienamente consapevoli della sua gamma completa di proprietà nelle diverse condizioni di trattamento termico.
Se il tuo progetto richiede l'uso dell'acciaio 4130, puoi contattateci per un preventivo gratuito.
Cos'è l'acciaio crom-molibdeno 4130 e perché viene chiamato "crom-molibdeno"?
Il nome "chromoly" è una contrazione di cromo-molibdeno, i due elementi di lega che definiscono la serie 41xx degli acciai bassolegati nel sistema di classificazione AISI/SAE. La designazione 4130 segue una logica di numerazione specifica: le prime due cifre (41) identificano la serie di leghe come acciaio al cromo-molibdeno, mentre le ultime due cifre (30) indicano un tenore nominale di carbonio pari allo 0,301%.
Spiegazione del sistema di numerazione AISI/SAE
| Posizione della cifra | Significato in 4130 | Valore |
|---|---|---|
| Prima cifra (4) | Gruppo di leghe: acciai al molibdeno | Serie contenenti Mo |
| Seconda cifra (1) | Sottogruppo: acciai al cromo-molibdeno | Aggiunto da Cr |
| 3ª-4ª cifra (30) | Contenuto nominale di carbonio × 100 | 0,301 TP3T C |
Questa convenzione di numerazione viene applicata in modo coerente all'intera famiglia 41xx, che comprende il 4140 (0,40% C), il 4150 (0,50% C) e altri. Il contenuto di carbonio è il fattore principale che determina la durezza ottenibile dopo il trattamento termico, motivo per cui comprendere la posizione del 4130 all'interno della famiglia è importante per la scelta dell'applicazione.
Perché il cromo e il molibdeno?
Entrambi gli elementi di lega svolgono funzioni metallurgiche distinte che collocano il 4130 ben al di sopra degli acciai al carbonio di pari tenore di carbonio:
Cromo aumenta la temprabilità, migliora la resistenza all'ossidazione e alla corrosione a temperature leggermente elevate e rafforza l'acciaio attraverso l'indurimento per soluzione solida. I carburi di cromo migliorano inoltre la resistenza all'usura.
Molibdeno migliora la temprabilità in modo ancora più efficace rispetto al cromo, a parità di peso, aumenta la resistenza allo scorrimento e riduce notevolmente il rischio di infragilimento da tempra (un fenomeno per cui alcuni acciai legati diventano fragili in seguito a un raffreddamento lento in determinati intervalli di temperatura). Il molibdeno affina inoltre la granulometria, contribuendo a migliorare la tenacità.
Nel loro insieme, questi elementi danno origine a un acciaio che si tempra a fondo in sezioni di dimensioni molto maggiori rispetto all'acciaio al carbonio semplice, rendendo il 4130 adatto a componenti che richiedono proprietà uniformi su tutta la sezione trasversale.
Qual è la composizione chimica completa dell'acciaio 4130?
La composizione chimica determina ogni aspetto del comportamento dell'acciaio durante la lavorazione e l'utilizzo. La specifica 4130 prevede limiti di composizione relativamente rigorosi rispetto a molti acciai per costruzioni meccaniche.
Composizione chimica dell'AISI 4130 (percentuale in peso)
| Elemento | Min (%) | Max (%) | Funzione primaria |
|---|---|---|---|
| Carbonio (C) | 0.28 | 0.33 | Durezza, resistenza dopo il trattamento termico |
| Manganese (Mn) | 0.40 | 0.60 | Temperabilità, disossidazione |
| Fosforo (P) | - | 0.035 | Considerato come impurità |
| Zolfo (S) | - | 0.040 | Considerato come impurità |
| Silicio (Si) | 0.15 | 0.35 | Disossidazione, forza |
| Cromo (Cr) | 0.80 | 1.10 | Temperabilità, resistenza alla corrosione |
| Molibdeno (Mo) | 0.15 | 0.25 | Temperabilità, resistenza all'infragilimento da tempra |
| Nichel (Ni) | - | - | Non specificato nella norma |
| Rame (Cu) | - | - | Non specificato nella norma |
Valutazione dell'equivalente di carbonio e della saldabilità
Il valore dell'equivalente di carbonio (CE) è un parametro fondamentale per valutare i requisiti di preriscaldamento delle saldature e la suscettibilità alle cricche indotte dall'idrogeno. La formula più comunemente utilizzata (formula IIW) è:
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Per il 4130 utilizzando i valori nominali della composizione:
CE = 0,30 + 0,50/6 + (0,95 + 0,20)/5 = 0,30 + 0,083 + 0,230 = ~0.61%
Un CE superiore a 0,60% colloca tecnicamente il 4130 in un intervallo che richiede un'attenta gestione del preriscaldamento, in particolare nelle sezioni più spesse. Tuttavia, il basso contenuto effettivo di carbonio del 4130 (più vicino a 0,30%) e la natura dei suoi elementi di lega implicano che, in pratica, i tubi e le lamiere a sezione sottile possano essere saldati con un preriscaldamento minimo o nullo, purché vengano seguite le procedure appropriate. Ne parleremo in dettaglio nella sezione dedicata alla saldatura qui di seguito.
Quali sono le proprietà meccaniche dell'acciaio 4130 in diverse condizioni?
Le proprietà meccaniche del 4130 variano notevolmente a seconda delle condizioni in cui viene fornito o utilizzato. Questa è una delle distinzioni più importanti che gli ingegneri devono comprendere: il 4130 allo stato ricotto e il 4130 in stato di tempra e rinvenimento sono, a tutti gli effetti, materiali completamente diversi in termini di resistenza e durezza.
Proprietà meccaniche in base alle condizioni
| Proprietà | Ricotto | Normalizzato | Q&T (tempera a 315 °C) | Q&T (tempera a 425 °C) | Q&T (tempera a 540 °C) |
|---|---|---|---|---|---|
| Resistenza alla trazione | 670 MPa (97 ksi) | 670 MPa (97 ksi) | 1620 MPa (235 ksi) | 1380 MPa (200 ksi) | 1090 MPa (158 ksi) |
| Resistenza allo snervamento (0,2%) | 435 MPa (63 ksi) | 435 MPa (63 ksi) | 1470 MPa (213 ksi) | 1240 MPa (180 ksi) | 960 MPa (139 ksi) |
| Allungamento (5 cm) | 28% | 26% | 10% | 13% | 17% |
| Riduzione dell'area | 60% | 57% | 42% | 50% | 57% |
| Durezza (Brinell) | circa 197 HB | circa 197 HB | circa 460 HB | circa 400 HB | circa 320 HB |
| Resistenza all'urto (prova Charpy con intaglio a V) | circa 100 J | circa 90 J | circa 35 J | circa 55 J | circa 85 J |
I valori indicati rappresentano le proprietà tipiche di una barra tonda da 25 mm (1 pollice). Le proprietà effettive variano a seconda delle dimensioni della sezione, della composizione chimica esatta e del processo di lavorazione.
In che modo la dimensione della sezione influisce sulle proprietà
La temprabilità dell'acciaio 4130, pur essendo superiore a quella degli acciai al carbonio semplici, non è illimitata. La prova di tempra terminale Jominy descrive il modo in cui la durezza diminuisce dalla superficie temprata verso il centro di una sezione:
| Distanza dall'estremità temprata | Durezza tipica (HRC) |
|---|---|
| 1,6 mm (1/16 pol.) | 52 – 55 |
| 6,4 mm (4/16 pollici) | 45 – 50 |
| 12,7 mm (8/16 pollici) | 35 – 42 |
| 25,4 mm (16/16 pollici) | 28 - 36 |
| 38,1 mm (24/16 pollici) | 25 – 32 |
Questi dati dimostrano che l'acciaio 4130 garantisce un tempra a cuore affidabile in sezioni con diametro fino a circa 38 mm (1,5 pollici) mediante tempra in olio. Oltre tali dimensioni, si verifica un gradiente delle proprietà tra il nucleo e la superficie. Per sezioni trasversali più grandi che richiedono proprietà uniformi, si dovrebbe prendere in considerazione il 4140 o il 4340 con una tempra più elevata.
Proprietà fisiche
| Proprietà fisica | Valore | Note |
|---|---|---|
| Densità | 7,85 g/cm³ (0,284 lb/in³) | Norma relativa agli acciai bassolegati |
| Modulo di elasticità | 205 GPa (29,7 × 10⁶ psi) | Come la maggior parte degli acciai al carbonio |
| Conduttività termica | 42,7 W/m·K a 100 °C | Buona dissipazione del calore |
| Coefficiente di espansione termica | 12,3 µm/m·°C (21–93 °C) | Tipico degli acciai legati |
| Capacità termica specifica | 477 J/kg·K | - |
| Resistività elettrica | 0,22 µΩ·m | - |
| Intervallo di fusione | 1432 – 1471 °C (2610 – 2680 °F) | - |
| Rapporto di Poisson | 0.29 | - |
Quali sono gli equivalenti internazionali dell'acciaio crom-molibdeno 4130?
Quando si acquista l'acciaio 4130 per progetti internazionali, è fondamentale conoscere le denominazioni equivalenti previste dalle diverse norme nazionali. La sostituzione con un equivalente non corretto può comportare differenze significative nelle proprietà, in particolare per quanto riguarda la temprabilità e la resistenza all'urto.
Tabella delle norme internazionali equivalenti
| Standard | Designazione | Paese/Regione | Note |
|---|---|---|---|
| AISI/SAE | 4130 | STATI UNITI D'AMERICA | Standard di riferimento |
| UNS | G41300 | STATI UNITI D'AMERICA | Sistema di numerazione unificato |
| ASTM | A29/A29M, grado 4130 | STATI UNITI D'AMERICA | Specifiche del bar |
| ASTM | A519, grado 4130 | STATI UNITI D'AMERICA | Tubo senza saldatura |
| ASTM | A322, grado 4130 | STATI UNITI D'AMERICA | Barre |
| EN / DIN | 25CrMo4 | Europa | Equivalente europeo più comune |
| DIN | 1.7218 | Germania | Numero del materiale |
| IT | 34CrMo4 | Europa | C leggermente superiore; equivalente molto simile |
| BS | 708M25 | Regno Unito | Equivalente allo standard britannico |
| JIS | SCM430 | Giappone | Quasi equivalente |
| GB | 30CrMo | Cina | Equivalente dello standard cinese |
| ISO | 25CrMo4 | Internazionale | Designazione ISO 683-1 |
| NF | 25CD4 | Francia | Equivalente alla norma francese |
| GOST | 30KhMA | Russia | Quasi equivalente |
Differenze tra il 4130 e i suoi equivalenti
Sebbene i materiali equivalenti riportati nella tabella sopra siano spesso utilizzati in sostituzione del 4130, non sono sempre identici. Punti chiave da verificare quando si utilizzano materiali equivalenti non AISI:
- 25CrMo4 (1.7218): L'equivalente europeo più simile. L'intervallo di carbonio è 0,22–0,291% rispetto a 0,28–0,331% del 4130, il che significa che il 25CrMo4 ha in media un contenuto di carbonio leggermente inferiore. Ciò produce una durezza raggiungibile leggermente inferiore dopo la tempra, ma caratteristiche di lavorazione simili.
- SCM430 (JIS): L'equivalente giapponese presenta un intervallo di cromo compreso tra 0,90 e 1,201% e di molibdeno tra 0,15 e 0,301%, il che amplia leggermente l'intervallo rispetto alla specifica AISI. Le proprietà sono generalmente equivalenti per la maggior parte delle applicazioni strutturali.
- 30CrMo (GB/T): L'equivalente cinese presenta un tenore nominale di carbonio compreso tra 0,26 e 0,341% in peso, che corrisponde bene al 4130. Tuttavia, i limiti relativi allo zolfo e al fosforo previsti dalle vecchie norme GB potrebbero essere leggermente più permissivi rispetto agli attuali valori minimi stabiliti dall'ASTM.
Quando sono richieste certificazioni dei materiali per applicazioni critiche (settore aerospaziale, recipienti a pressione, conformità alle normative relative agli sport motoristici), verificare sempre che il materiale fornito sia conforme alle specifiche norme ASTM, AMS o alle norme applicabili, anziché basarsi esclusivamente sulle designazioni equivalenti.
In che modo l'acciaio 4130 viene sottoposto a trattamento termico per ottenere le proprietà desiderate?
È proprio nel trattamento termico che l'acciaio 4130 esprime tutto il suo potenziale. Comprendere l'intero processo di trattamento termico, compresi lo scopo di ciascuna fase e l'effetto delle variabili di processo, è fondamentale per qualsiasi ingegnere o professionista del trattamento termico che lavori con questo materiale.
Ricottura dell'acciaio 4130
Scopo: Ammorbidire l'acciaio per la lavorazione, eliminare le tensioni interne derivanti dalle lavorazioni precedenti e ottenere una microstruttura omogenea.
Procedura completa di ricottura:
- Riscaldare a una temperatura compresa tra 843 e 871 °C (1550 – 1600 °F)
- Mantenere la temperatura per un tempo sufficiente (circa 1 ora per ogni 2,5 cm di spessore della sezione, con un minimo di 30 minuti)
- Raffreddare lentamente nel forno a una velocità non superiore a 22 °C (40 °F) all'ora fino a raggiungere una temperatura inferiore a 538 °C (1000 °F)
- Raffreddamento ad aria da 538 °C a temperatura ambiente
Risultato: Microstruttura morbida, interamente ferritico-perlitica, con durezza tipicamente compresa tra 156 e 207 HB e resistenza alla trazione massima di circa 670 MPa. Questa condizione è ideale per operazioni di lavorazione pesante prima del trattamento termico finale.
Ricottura di processo (ricottura subcritica):
- Riscaldare a una temperatura compresa tra 649 e 704 °C (1200 – 1300 °F)
- Tenere in attesa e lasciare raffreddare il forno
- Utilizzato principalmente per alleviare l'incrudimento tra le operazioni di formatura a freddo senza ricristallizzazione completa
Normalizzazione dell'acciaio 4130
Scopo: Per affinare la struttura del grano dopo la lavorazione a caldo, ottenere proprietà uniformi e aumentare leggermente la resistenza rispetto allo stato di ricottura completa.
Procedura di normalizzazione:
- Riscaldare a una temperatura compresa tra 871 e 927 °C (1600 – 1700 °F)
- Mantenere a temperatura (circa 1 ora per ogni 2,5 cm di sezione)
- Aria fresca a temperatura ambiente
Risultato: Microstruttura perlita fine, durezza di circa 197 HB, resistenza alla trazione di circa 670 MPa. La normalizzazione è spesso indicata come trattamento finale per tubi strutturali e barre in cui la lavorazione meccanica è minima.
Trattamento termico di tempra e rinvenimento (Q&T)
Questa è la sequenza di trattamento termico più importante per ottenere le proprietà di elevata resistenza che rendono il 4130 particolarmente indicato per applicazioni impegnative.
Fase 1: Austenitizzazione (indurimento)
- Riscaldare a una temperatura compresa tra 871 e 900 °C (1600 – 1650 °F)
- Lasciare in ammollo per almeno 30 minuti, più il tempo necessario in base allo spessore del pezzo (almeno 1 ora per ogni 2,5 cm per pezzi di spessore superiore a 25 mm)
- L'acciaio deve essere completamente austenitizzato (con la microstruttura interamente convertita in austenite) prima della tempra
Fase 2: Tempra
- Per la maggior parte dei pezzi, effettuare la tempra in olio (la tempra in olio garantisce un indurimento adeguato con minori rischi di deformazione e fessurazione rispetto all'acqua)
- La tempra in acqua può essere utilizzata per sezioni molto sottili, ma aumenta notevolmente il rischio di deformazioni e fessurazioni
- Il raffreddamento con polimeri rappresenta un'alternativa all'olio in alcune applicazioni
- La tempra deve essere sufficientemente rapida da impedire la formazione di perlite e bainite, favorendo invece la formazione di martensite
Fase 3: Tempra (fondamentale – da non saltare)
- Temprare immediatamente dopo la tempra (entro 2 ore) per eliminare le tensioni da tempra e ridurre la fragilità
- La scelta della temperatura di tempra determina l'equilibrio finale tra resistenza e tenacità:
| Temperatura di tempra | Resistenza alla trazione | Resistenza allo snervamento | Durezza | La robustezza |
|---|---|---|---|---|
| 200°C (390°F) | circa 1800 MPa | circa 1650 MPa | circa 52 HRC | Molto basso |
| 315°C (600°F) | ~1620 MPa | ~1470 MPa | circa 46 HRC | Basso |
| 425 °C (800 °F) | ~1380 MPa | ~1240 MPa | circa 41 HRC | Moderato |
| 540°C (1000°F) | ~1090 MPa | circa 960 MPa | circa 32 HRC | Buono |
| 595 °C (1100 °F) | circa 930 MPa | circa 800 MPa | circa 28 HRC | Molto buono |
| 650°C (1200°F) | circa 780 MPa | circa 655 MPa | circa 22 HRC | Eccellente |
Nota importante sull'infragilimento da tempra: Il 4130 non deve essere sottoposto a tempra nell'intervallo di temperatura compreso tra 260 e 370 °C (500 – 700 °F) per applicazioni che richiedono un'elevata tenacità. Questo intervallo corrisponde a un fenomeno chiamato infragilimento da martensite temperata (TME), in cui la precipitazione di carburi ai confini delle lamelle di martensite riduce la tenacità all'urto senza fornire un adeguato alleggerimento delle sollecitazioni. Il molibdeno nel 4130 sopprime la classica infragilimento da tempra (acciai Ni-Cr-Mn senza Mo) ma non elimina completamente il TME.
Opzioni di cementazione per l'acciaio 4130
Sebbene l'acciaio 4130 sia principalmente temprato a cuore, è possibile applicare trattamenti di tempra superficiale quando è richiesta una resistenza all'usura in superficie unita a tenacità nel cuore:
Carbocementazione: Aumenta il tenore di carbonio superficiale a 0,8 – 1,01 % in peso, seguito da tempra e rinvenimento. Produce un intaglio duro (58 – 62 HRC) con un nucleo tenace. Profondità effettiva dell'intaglio: 0,5 – 2,0 mm a seconda del tempo e della temperatura.
Nitrurazione: Diffonde azoto nella superficie a una temperatura compresa tra 500 e 550 °C senza successivo raffreddamento rapido. Produce una superficie estremamente dura (900–1100 HV) con una distorsione dimensionale minima. Ideale per componenti di precisione dopo la lavorazione finale.
Tempra a induzione: Riscalda rapidamente la superficie tramite una bobina a induzione, seguita da un immediato raffreddamento in acqua. Produce un indurimento localizzato delle aree selezionate. Efficace per perni, denti degli ingranaggi e superfici soggette a usura localizzata.
Come si comporta l'acciaio 4130 durante la saldatura, la lavorazione meccanica e la formatura?
Le caratteristiche di lavorabilità del 4130 sono fondamentali per il suo successo commerciale. Molti ingegneri scelgono il 4130 proprio perché offre proprietà meccaniche superiori senza gli svantaggi di lavorabilità associati agli acciai più legati o a più alto tenore di carbonio.
Saldatura dell'acciaio al cromo-molibdeno 4130
Il 4130 è considerato saldabile con tutti i comuni processi di saldatura per fusione, ma è fondamentale utilizzare una tecnica adeguata per evitare la formazione di cricche indotte dall'idrogeno (cricche a freddo) nella zona termicamente alterata (HAZ).
Procedimenti di saldatura consigliati:
- Saldatura ad arco con gas e elettrodo di tungsteno (GTAW/TIG): preferita per applicazioni critiche nel settore aerospaziale e degli sport motoristici; garantisce il miglior controllo del calore e il minor apporto di idrogeno.
- Saldatura ad arco con gas inerte (GMAW/MIG): indicata per la saldatura in serie di assemblaggi strutturali.
- Saldatura ad arco con elettrodo rivestito (SMAW): Ammissibile con elettrodi a basso tenore di idrogeno (E7018, E8018).
- Saldatura ad arco sommerso (SAW): indicata per applicazioni strutturali pesanti.
Selezione del metallo d'apporto:
| Applicazione | Filler consigliato | Classificazione AWS |
|---|---|---|
| Struttura generale (allo stato di saldatura) | ER70S-2, ER70S-6 | AWS A5.18 |
| Applicazioni ad alta resistenza | ER80S-D2 | AWS A5.28 |
| Corrispondenza della forza massima | ER100S-2 | AWS A5.28 |
| SMAW (a basso tenore di idrogeno) | E7018, E8018-G | AWS A5.1/A5.5 |
Requisiti di preriscaldamento:
| Spessore della sezione | Condizione | Temperatura di preriscaldamento |
|---|---|---|
| < 3 mm (0,125 pollici) | Ricotto/Normalizzato | Non è necessario preriscaldare |
| 3 – 25 mm (0,125 – 1 pollice) | Ricotto/Normalizzato | 50 – 100 °C (120 – 210 °F) |
| > 25 mm (1 pollice) | Qualsiasi condizione | 150 – 260 °C (300 – 500 °F) |
| Qualsiasi spessore | Condizione Q&T | 150 – 260 °C (300 – 500 °F) |
Dopo la saldatura, l'acciaio 4130 in condizione Q&T deve essere sottoposto a un trattamento di distensione post-saldatura a una temperatura compresa tra 595 e 650 °C (1100 – 1200 °F) per ripristinare la tenacità nella zona termicamente alterata (HAZ). Per i tubi a parete sottile in condizione normalizzata (come i telai della fusoliera degli aerei e le gabbie di sicurezza), molte applicazioni vengono saldate senza preriscaldamento o trattamento post-saldatura e si basano sulla tenacità del metallo di base normalizzato.
Lavorabilità del 4130
Il 4130 allo stato ricotto presenta un indice di lavorabilità pari a circa 70% rispetto all'acciaio a lavorabilità migliorata AISI 1212 (con indice pari a 100%). Si tratta di un indice di lavorabilità accettabile per un acciaio bassolegato e significativamente migliore rispetto a leghe più dure come il 4340.
Consigli pratici per la lavorazione:
- Utensili in metallo duro preferibile per le produzioni in serie; gli utensili HSS sono accettabili per le lavorazioni a basso volume.
- Velocità di taglio: 100 – 180 m/min (330 – 590 ft/min) per la tornitura con inserti in metallo duro.
- Velocità di avanzamento: 0,15 – 0,30 mm/giro per la tornitura di finitura.
- Liquido di raffreddamento: Si consiglia l'uso di olio solubile o di un refrigerante sintetico per controllare la temperatura dell'utensile e la formazione dei trucioli.
- Indurimento del lavoro: Il 4130 si incrudisce durante il taglio; mantenere un avanzamento costante per evitare sfregamenti e la formazione di bave.
Formatura a freddo e a caldo
Formatura a freddo: Il 4130 allo stato ricotto può essere lavorato a freddo utilizzando attrezzature convenzionali per la piegatura, l'imbutitura e lo stampaggio. La maggiore resistenza rispetto all'acciaio dolce richiede forze di formatura più elevate e un margine di ritorno elastico più ampio. Raggio minimo di piegatura: circa 1,5-2,0 volte lo spessore del materiale per le lamiere allo stato ricotto.
Stampaggio a caldo: La formatura a caldo viene eseguita a una temperatura compresa tra 900 e 1200 °C (1650 – 2200 °F). Dopo la formatura a caldo, è necessario eseguire un trattamento di normalizzazione o di ricottura completa per ripristinare la microstruttura e le proprietà uniformi. La formatura a caldo è preferibile per forme complesse che richiederebbero più fasi di formatura a freddo con ricotture intermedie.
In quali settori e applicazioni viene utilizzato l'acciaio crom-molibdeno 4130?
Grazie alla combinazione di elevata resistenza, buona saldabilità e risposta prevedibile al trattamento termico, il 4130 si è affermato in una gamma straordinariamente ampia di settori industriali. Comprendere in quali ambiti viene impiegato aiuta gli ingegneri a capire quando il 4130 rappresenta la scelta più appropriata.
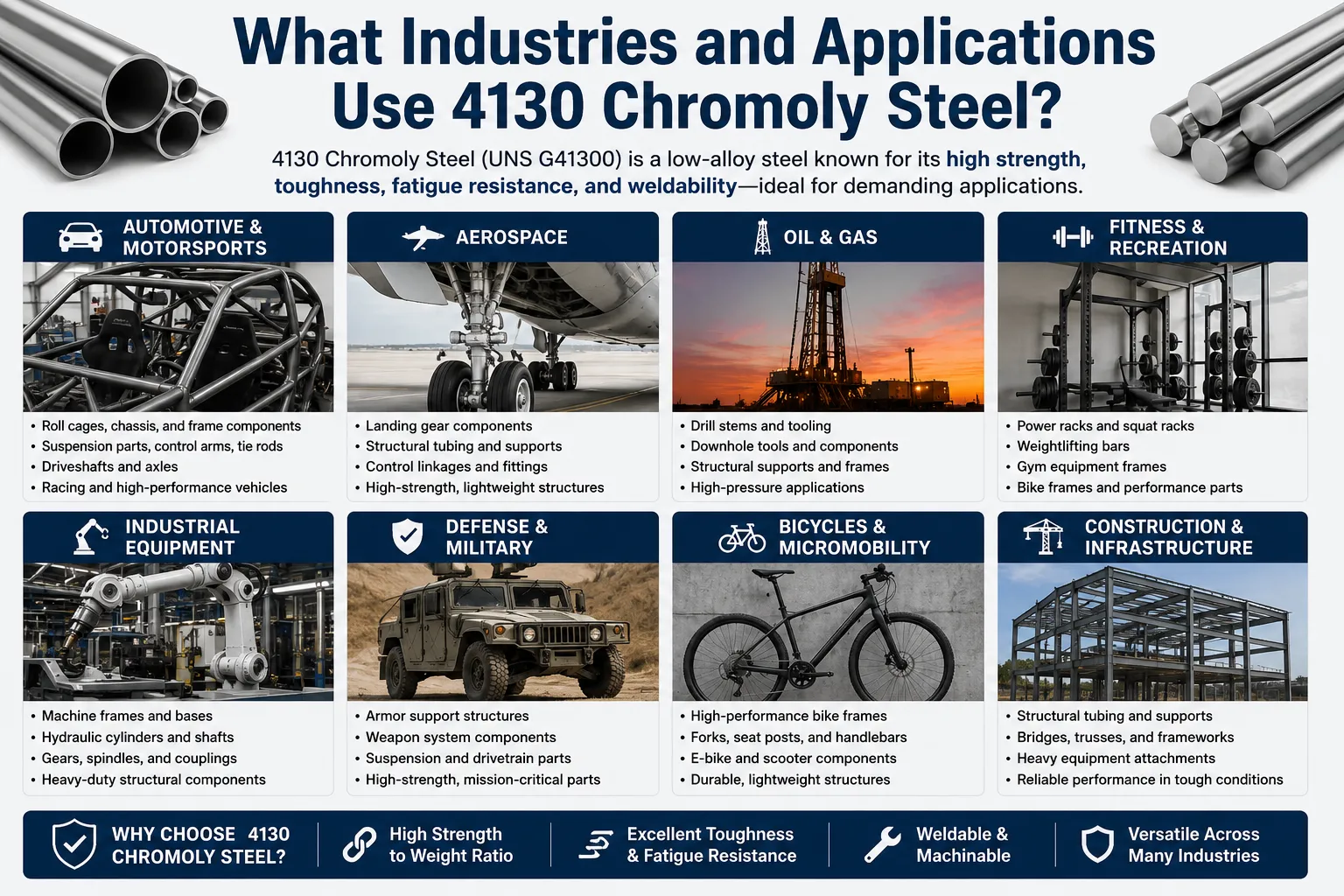
Applicazioni nel settore aerospaziale e dell'aviazione
L'acciaio al cromo-molibdeno 4130 è uno degli acciai più significativi dal punto di vista storico nel settore aerospaziale. Il suo impiego nella costruzione di aeromobili risale agli inizi del XX secolo e continua ancora oggi in conformità alle specifiche AMS (Aerospace Material Specifications):
- Tubi della fusoliera e telai strutturali: Il tubo normalizzato 4130 è il materiale standard per le strutture aeronautiche in tubi d'acciaio saldati, secondo la Circolare consultiva AC43.13 della FAA.
- Componenti del carrello di atterraggio: Il Q&T 4130 offre il rapporto resistenza/peso necessario per i montanti degli ingranaggi e i componenti degli attuatori.
- Strutture di supporto del motore: Grazie alla combinazione di saldabilità e resistenza, l'acciaio 4130 è particolarmente indicato per la realizzazione di supporti motore assemblati.
- Componenti del rotore di un elicottero: Tiri di comando e piccoli elementi strutturali.
Specifiche AMS applicabili:
- AMS 6345: 4130 lamiere, nastri e lastre
- AMS 6346: 4130 lamiere, nastri e lastre (trattamento termico alternativo)
- AMS 6370: tubi senza saldatura 4130
- AMS 6528: barre e pezzi forgiati da 4130
Sport motoristici e corse automobilistiche
Il 4130 chromoly è il materiale più utilizzato al mondo per la realizzazione di roll-bar e telai dei veicoli da competizione:
- Gabbie di sicurezza: Le norme di sicurezza della FIA, della NHRA, della SCCA e della maggior parte degli enti nazionali di sport motoristici accettano o richiedono l'uso di tubi in acciaio 4130 per la costruzione delle gabbie di sicurezza.
- Costruzione di telai da competizione: Auto da formula, veicoli da fuoristrada, telai per gare di accelerazione e telai per sprint car.
- Componenti delle sospensioni: Bracci di controllo, tiranti radiali e supporti per barre antirollio realizzati su misura.
- Alberi di trasmissione: Tubi Q&T 4130 per applicazioni ad alta coppia.
Industria del petrolio e del gas
Il 4130 trova ampio impiego nelle attrezzature per il settore petrolifero e del gas a monte:
- Collari di perforazione e giunti per utensili: Il Q&T 4130 offre la combinazione di resistenza, tenacità e resistenza alla pressione necessaria per gli utensili da fondo pozzo.
- Componenti per pozzi: Componenti a pressione per gruppi di testa pozzo di superficie.
- Corpi valvola: Applicazioni con valvole a pressione moderata.
- Gruppi collettori: Collettori su misura per impianti di produzione e di collaudo.
Le norme ASTM A519 (tubi meccanici senza saldatura) e ASTM A505 (lamine e nastri) sono comunemente utilizzate come riferimento per le applicazioni nel settore petrolifero e del gas.
Altre applicazioni industriali
| Categoria di applicazione | Usi specifici |
|---|---|
| Macchine agricole | Bracci di carico, telai strutturali, collegamenti sottoposti a forti sollecitazioni |
| Macchine edili | Bracci di gru, bracci di escavatori, elementi strutturali |
| Difesa e settore militare | Componenti per veicoli blindati, parti di sistemi d'arma |
| Produzione di biciclette | Telai per biciclette in acciaio di alta gamma (tubi in cromo-molibdeno) |
| Armi da fuoco | Semilavorati per canne, componenti del ricevitore, corpi otturatori |
| Recipienti a pressione | Applicazioni della Sezione VIII dell'ASME (pezzi forgiati SA-372) |
| Utensili e stampi | Portautensili, dispositivi di fissaggio, applicazioni a usura moderata |
In che modo l'acciaio 4130 si differenzia dal 4140 e da altri acciai legati comuni?
Gli ingegneri si trovano spesso a dover scegliere tra l'acciaio 4130 e leghe ad esso strettamente correlate. I criteri di scelta variano a seconda delle dimensioni della sezione, del livello di resistenza richiesto, dei requisiti di saldabilità e del metodo di lavorazione.
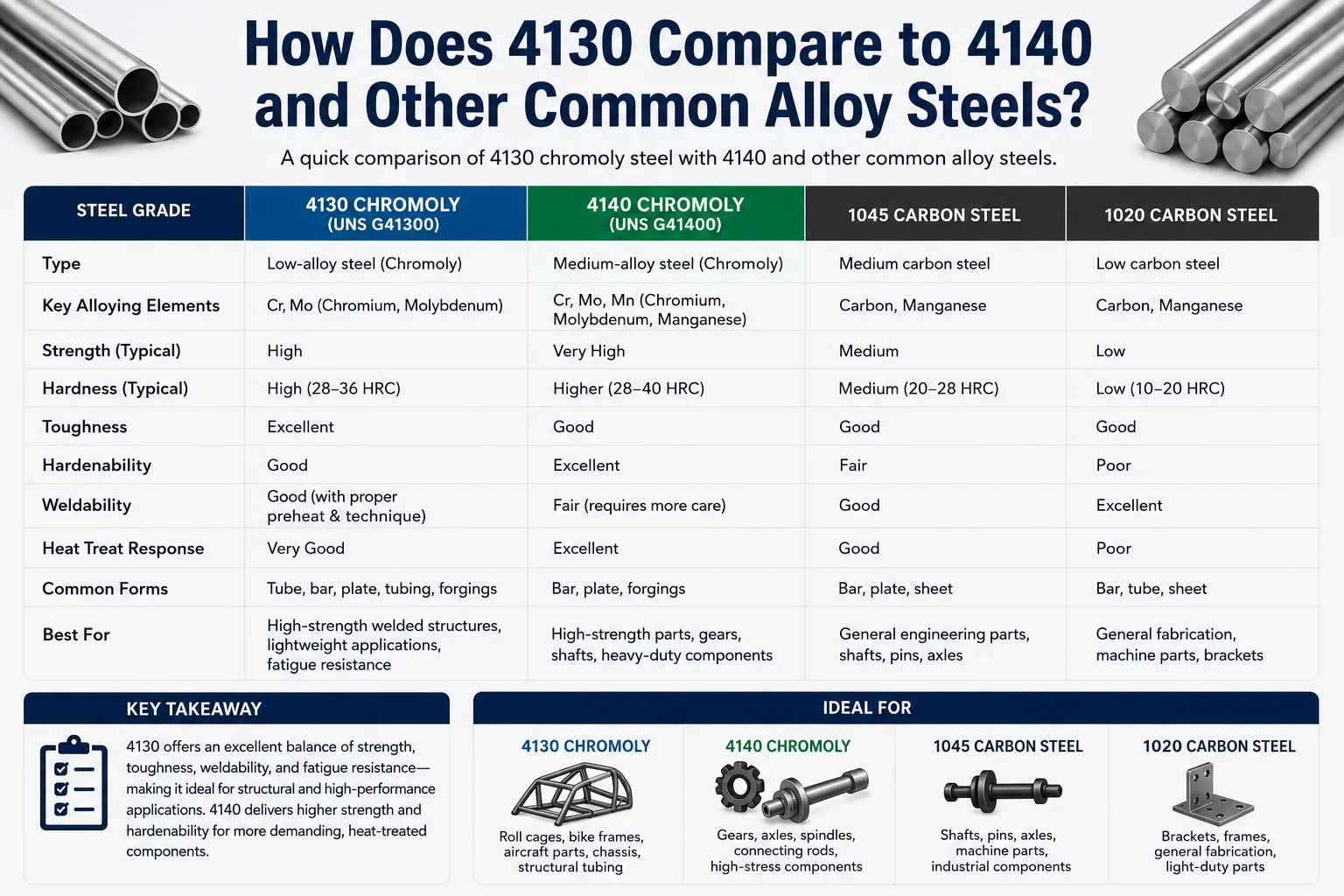
4130 vs 4140 vs 4340: differenze principali
| Proprietà | 4130 | 4140 | 4340 |
|---|---|---|---|
| Contenuto di carbonio | 0.28 – 0.33% | 0.38 – 0.43% | 0.38 – 0.43% |
| Cromo | 0.80 – 1.10% | 0.80 – 1.10% | 0.70 – 0.90% |
| Molibdeno | 0.15 – 0.25% | 0.15 – 0.25% | 0.20 – 0.30% |
| Nichel | Nessuno | Nessuno | 1.65 – 2.00% |
| Resistenza massima alla trazione (Q&T) | ~1620 MPa | circa 1900 MPa | ~2070 MPa |
| Temprabilità | Moderato | Buono | Eccellente |
| Saldabilità | Buono | Moderato | Limitato |
| Sezione tipica Max (temprata a cuore) | circa 38 mm | circa 64 mm | >100 mm |
| Costo relativo | Basso | Basso-Moderato | Moderato-alto |
| Applicazioni tipiche | Tubi, profilati, aeromobili | Alberi, ingranaggi, utensili | Profilati pesanti, pezzi forgiati per l'industria aeronautica |
Quando preferire il 4130 al 4140:
- Sezioni con diametro inferiore a 38 mm (1,5 pollici) o equivalente.
- Applicazioni in cui è richiesta la saldatura senza complessi trattamenti pre o post-saldatura.
- Applicazioni in cui il peso è un fattore critico e in cui è accettabile la resistenza leggermente inferiore del 4130.
- Applicazioni in cui il costo è un fattore determinante e in cui è possibile ottenere una resistenza adeguata con l'acciaio 4130.
Quando preferire il 4140 al 4130:
- Sezioni di diametro superiore a 38 mm in cui è richiesta una tempra a cuore completa.
- Applicazioni che richiedono una resistenza alla trazione superiore a circa 1400 MPa.
- Alberi, ingranaggi e componenti sottoposti a elevati carichi torsionali.
- Applicazioni in cui la saldabilità non è una priorità.
Quando preferire il 4340 a entrambi:
- Sezioni trasversali di grandi dimensioni che richiedono un'elevata resistenza uniforme su tutta la sezione.
- Applicazioni che richiedono la massima resistenza, come i carrelli di atterraggio degli aerei e gli alberi a gomiti di grandi dimensioni.
- Applicazioni in cui il maggior costo è giustificato dai requisiti prestazionali.
Quali specifiche e norme si applicano all'acciaio 4130?
Per specificare correttamente il 4130 è necessario selezionare la norma adeguata in base alla forma del prodotto e all'applicazione. Il 4130 è disciplinato da diverse norme e la norma applicabile determina le prove richieste, la certificazione e gli intervalli di proprietà ammessi.
Riferimento normativo completo per il 4130
| Standard | Forma del prodotto | Requisiti chiave |
|---|---|---|
| ASTM A29/A29M | Barra laminata a caldo e rifinita a freddo | Chimica, proprietà meccaniche (in generale) |
| ASTM A322 | Barre in acciaio legato laminate a caldo | Barra strutturale standard |
| ASTM A331 | Barra in acciaio legato lavorata a freddo | Tolleranze dimensionali più strette |
| ASTM A519 | Tubi meccanici senza saldatura | DOM e tubi senza saldatura |
| ASTM A505 | Lamiere e nastri (laminati a caldo) | Prodotti in fogli in generale |
| ASTM A506 | Lamiere e nastri (qualità standard) | Foglio strutturale |
| ASTM A513 | Tubo saldato per resistenza elettrica | Specifiche dei tubi ERW |
| ASTM A534 | Acciai da cementazione (cuscinetti) | Pulizia speciale |
| AMS 6345 | Foglio, striscia, lastra | Qualità aerospaziale |
| AMS 6370 | Tubo senza saldatura | Tubi per l'industria aerospaziale |
| AMS 6528 | Barre, tondini, pezzi forgiati | Bar aerospaziale |
| AMS 6350 | Filo | Filo per l'industria aerospaziale |
| ASME SA-29 | Bar (recipiente a pressione) | Barra per recipienti a pressione |
| MIL-S-6758 | Tubi (aerei militari) | Specifiche aerospaziali militari |
Requisiti di certificazione per tipo di applicazione
| Tipo di applicazione | Livello di certificazione richiesto | Esami complementari fondamentali |
|---|---|---|
| Struttura generale | EN 10204 Tipo 2.1 o 2.2 | Solo chimica |
| Recipienti a pressione | EN 10204 Tipo 3.1 | Chimica + meccanica |
| Settore aerospaziale (AMS) | EN 10204 Tipo 3.2 | Chimica completa + Meccanica + NDE |
| Sport motoristici (roll-bar) | Certificato dei materiali + dati dimensionali | Verifica della durezza |
| Petrolio e gas | EN 10204 Tipo 3.1 + Controlli non distruttivi | Specifiche complete secondo l'API |
Quali opzioni di trattamento superficiale e rivestimento sono disponibili per l'acciaio 4130?
L'acciaio al cromo-molibdeno 4130, come tutti gli acciai a bassa lega, è soggetto a ruggine in presenza di umidità se privo di protezione superficiale. La scelta del trattamento superficiale più adeguato dipende dall'ambiente di impiego, dalle tolleranze dimensionali, dai requisiti estetici e dalla compatibilità con le successive operazioni di assemblaggio.
Confronto tra trattamenti superficiali
| Trattamento | Descrizione del processo | Protezione dalla corrosione | Effetto sulle dimensioni | Applicazioni tipiche |
|---|---|---|---|---|
| Ossido nero | Rivestimento chimico di conversione | Minimo (richiede una mano di finitura a olio) | Trascurabile | Attrezzature, armi da fuoco, uso in ambienti chiusi |
| Fosfato di zinco | Conversione chimica + olio o vernice | Moderato con una giacca sopra | Trascurabile | Settore automobilistico, strutturale |
| Nichel chimico | Deposito autocatalitico di nichel-fosforo | Buono | spessore compreso tra 0,01 e 0,05 mm | Componenti di precisione, resistenza chimica moderata |
| Cromo duro | Galvanotecnica | Buono | 0,01 – 0,25 mm | Alberi idraulici, superfici soggette a usura |
| Zincatura | Elettrodeposizione | Buono | 0,005 – 0,025 mm | Elementi di fissaggio, staffe |
| Zincatura a caldo | Immersione in bagno di zinco | Eccellente | 0,05 – 0,15 mm (variabile) | Strutture pesanti, per esterni |
| Spruzzatura termica | Rivestimento applicato mediante spruzzatura ad arco o a fiamma | Eccellente | Variabile | Industria pesante, componenti di grandi dimensioni |
| Rivestimento in polvere | Applicazione elettrostatica di polimeri | Molto buono | 0,05 – 0,15 mm | Sport motoristici, telai per biciclette, superfici a vista |
| Vernice (primer epossidico) | Applicazione a pennello, a spruzzo o per immersione | Bravo nella manutenzione | Trascurabile | Per uso generico, facile da riparare sul campo |
Per le applicazioni aerospaziali, il rivestimento chimico (trattamento Alodine/cromato secondo la norma MIL-DTL-5541) seguito da un primer epossidico rappresenta l'approccio standard per i componenti in acciaio nelle aree non strutturali. Per i tubi in acciaio strutturale utilizzati negli aeromobili, le superfici interne vengono spesso trattate con olio o con un primer al cromato di zinco.
Domande frequenti: tutto quello che c'è da sapere sull'acciaio 4130
1: Qual è la differenza tra l'acciaio 4130 e l'acciaio dolce, e quando è consigliabile utilizzare l'acciaio 4130?
La differenza fondamentale sta nella resistenza e nella temprabilità: il 4130 raggiunge una resistenza da 2 a 5 volte superiore a quella dell'acciaio dolce (A36 o 1018) grazie al trattamento termico, mentre l'acciaio dolce non può essere temprato in modo significativo. L'acciaio dolce (A36) presenta una resistenza alla trazione compresa tra circa 400 e 550 MPa allo stato laminato, che non può essere aumentata in modo significativo tramite trattamento termico. Il 4130 allo stato normalizzato eguaglia o supera già l'acciaio dolce e, allo stato Q&T, raggiunge resistenze alla trazione comprese tra 930 e 1620 MPa a seconda della temperatura di tempra. La riduzione di peso ottenibile sostituendo l'acciaio dolce con il 4130 in un progetto con requisiti di resistenza limitati è tipicamente compresa tra il 30 e il 60%, motivo per cui il 4130 domina le applicazioni sensibili al peso nel settore aerospaziale, negli sport motoristici e nei veicoli ad alte prestazioni. La saldabilità è generalmente comparabile tra l'acciaio dolce e i tubi normalizzati 4130 nelle sezioni sottili, anche se il 4130 richiede un po' più di attenzione con il preriscaldamento nelle sezioni più pesanti. Scegli l'acciaio dolce quando il costo è il fattore principale e i requisiti di resistenza sono bassi. Scegliere il 4130 quando la riduzione del peso, livelli di sollecitazione più elevati o requisiti di resistenza alla fatica non possono essere soddisfatti dall'acciaio dolce.
2: È possibile saldare l'acciaio 4130 senza preriscaldamento?
Sì, i profili sottili in acciaio 4130 (con spessore delle pareti inferiore a circa 3 mm) allo stato normalizzato possono in genere essere saldati senza preriscaldamento, mentre i profili più spessi e il materiale Q&T richiedono sempre un preriscaldamento di almeno 150 °C. I tubi normalizzati 4130 a parete sottile utilizzati nelle strutture della fusoliera degli aerei e nelle gabbie di sicurezza vengono abitualmente saldati da costruttori esperti mediante il processo GTAW (TIG) senza preriscaldamento, seguendo le prassi stabilite nella Circolare consultiva AC43.13-1B della FAA e negli standard di costruzione per gli sport motoristici. I fattori chiave che consentono la saldatura senza preriscaldamento del 4130 a pareti sottili sono: il basso tenore di carbonio (0,301% max), la ridotta massa termica della sezione, che consente un rapido raffreddamento post-saldatura senza un'eccessiva concentrazione di idrogeno, e l'uso di metalli d'apporto puliti e a basso contenuto di idrogeno (ER70S-2 o ER80S-D2). Per sezioni superiori a 6 mm, o qualsiasi Q&T 4130, il preriscaldamento diventa necessario per prevenire la formazione di cricche indotte dall'idrogeno. Utilizzare sempre filo di apporto e gas di protezione asciutti e puliti ed evitare di saldare su metallo di base umido o contaminato, indipendentemente dalle dimensioni della sezione.
3: Qual è la durezza massima che si può ottenere con l'acciaio 4130?
La durezza massima raggiungibile dall'acciaio 4130 dopo la tempra (senza rinvenimento) è di circa 55–58 HRC (Rockwell C), corrispondente a una microstruttura completamente martensitica. Questo valore massimo dipende dal tenore di carbonio (0,28 – 0,331% per il TP3T), poiché il carbonio è il fattore determinante principale della durezza della martensite. In pratica, le misurazioni della durezza a tempra su barre di prova standard si attestano tipicamente tra 52 e 56 HRC. Questo stato a tempra è estremamente duro ma anche molto fragile e non dovrebbe mai essere utilizzato in questo stato per applicazioni strutturali. La tempra segue sempre la tempra per ridurre la durezza e aumentare la tenacità. La temperatura minima di tempra raccomandata per il 4130 è di 150 °C (300 °F) per la maggior parte delle applicazioni, con un intervallo di durezza pratico dopo la tempra compreso tra 22 e 46 HRC a seconda della temperatura di tempra. A titolo di confronto, il 4140 raggiunge circa 60 HRC appena temprato grazie al suo maggiore contenuto di carbonio, il che gli conferisce un chiaro vantaggio nelle applicazioni che richiedono la massima durezza.
4: L'acciaio crom-molibdeno 4130 è magnetico?
Sì, l'acciaio al cromo-molibdeno 4130 è ferromagnetico in tutte le normali condizioni di fornitura (ricotto, normalizzato e Q&T). A differenza degli acciai inossidabili austenitici (come il 304 o il 316), che sono amagnetici allo stato ricotto, il 4130 presenta una microstruttura ferritica/martensitica/perlitica in tutte le condizioni di trattamento termico, tutte magneticamente reattive. Ciò ha implicazioni pratiche: i componenti in 4130 possono essere sollevati con attrezzature di sollevamento magnetiche, ispezionati con il metodo delle particelle magnetiche (MPI) per individuare difetti superficiali e sub-superficiali, e non sono adatti per applicazioni che richiedono proprietà non magnetiche (come apparecchiature in prossimità di macchine per la risonanza magnetica o installazioni di bussole magnetiche). La risposta magnetica del 4130 non cambia in modo significativo con le condizioni di trattamento termico, sebbene l'induzione di saturazione e la forza coercitiva varino leggermente tra le condizioni di ricottura (comportamento magnetico più morbido) e di tempra (comportamento magnetico leggermente più duro).
5: Come si comporta l'acciaio 4130 alle basse temperature (applicazioni criogeniche)?
L'acciaio 4130 non è raccomandato per applicazioni criogeniche a temperature inferiori a circa -40 °C (-40 °F) senza una qualificazione specifica, poiché la sua resistenza agli urti diminuisce notevolmente a temperature inferiori allo zero. La temperatura di transizione da duttile a fragile (DBTT) per l'acciaio 4130 allo stato normalizzato rientra tipicamente nell'intervallo compreso tra -20 e -50 °C, a seconda del trattamento termico specifico e della dimensione dei grani. Al di sotto della DBTT, l'energia d'urto diminuisce drasticamente e può verificarsi una frattura fragile in condizioni che causerebbero solo una deformazione duttile a temperatura ambiente. Per le applicazioni a bassa temperatura, il 4130 dovrebbe essere specificato in condizioni Q&T con una temperatura di tempra relativamente alta (595 – 650 °C) che produce la migliore combinazione di resistenza e tenacità sotto lo zero. Per temperature inferiori a -50 °C, sono più appropriate leghe sviluppate specificamente per l'impiego criogenico, come l'acciaio al nichel 9%, gli acciai inossidabili austenitici o le leghe a base di nichel. Specificare sempre la prova di impatto Charpy con intaglio a V alla temperatura minima di esercizio quando il 4130 viene utilizzato in ambienti freddi.
6: Qual è la differenza tra i tubi DOM in acciaio 4130 e i tubi senza saldatura in acciaio 4130?
I tubi DOM (Drawn Over Mandrel) e i tubi senza saldatura sono due diversi processi di produzione che danno origine a tubi in acciaio 4130 con tolleranze dimensionali e caratteristiche superficiali diverse, ma non con proprietà del materiale differenti. I tubi senza saldatura in acciaio 4130 vengono prodotti mediante foratura e trafilatura di una billetta solida, senza alcun cordone di saldatura longitudinale. I tubi DOM vengono prodotti partendo da un tubo ERW (saldato a resistenza elettrica) e sottoponendolo successivamente a trafilatura a freddo su un mandrino, che lavora e affina efficacemente la zona di saldatura fino a renderla metallurgicamente indistinguibile dal materiale di base. I tubi DOM offrono tolleranze dimensionali più strette (in particolare nell'uniformità dello spessore della parete e nella concentricità del diametro interno) rispetto ai tubi senza saldatura standard e in genere presentano una migliore finitura della superficie interna. Per la maggior parte delle applicazioni nel settore automobilistico, aerospaziale e strutturale, i tubi DOM 4130 sono preferiti per la loro precisione dimensionale. I tubi senza saldatura sono preferiti per le applicazioni a pressione soggette a normative che vietano l'uso di tubi saldati (alcune specifiche ASME e API) e per le applicazioni idrauliche ad alta pressione. Entrambi i tipi soddisfano gli stessi requisiti chimici e di proprietà meccaniche.
7: Quali sono le cause dell'infragilimento dell'acciaio 4130 dopo la saldatura e come è possibile prevenirlo?
La fragilità post-saldatura dell'acciaio 4130 è dovuta a tre meccanismi principali: la formazione di cricche indotte dall'idrogeno nella zona termicamente alterata (HAZ), la formazione di martensite dura non temperata nella zona termicamente alterata (HAZ) e l'infragilimento della martensite temperata se il trattamento di distensione viene effettuato a una temperatura errata. Nella zona termicamente alterata (HAZ) adiacente al cordone di saldatura, la temperatura massima supera la temperatura di austenitizzazione e la velocità di raffreddamento che ne consegue è in genere sufficientemente elevata da provocare la formazione di martensite. Se è presente idrogeno (proveniente dall'umidità contenuta nel filo d'apporto, nel fondente o sulla superficie del metallo di base), esso può diffondersi nella zona HAZ martensitica indurita e dare origine a fessurazioni. Per prevenirle è necessario: utilizzare metallo d'apporto a basso tenore di idrogeno, asciutto e pulito, conservato in un forno per bacchette; preriscaldare il metallo di base come specificato (vedere la tabella di preriscaldamento sopra); mantenere la temperatura tra una passata e l'altra durante le saldature a più passate; e applicare un trattamento di distensione post-saldatura a 595 – 650 °C (non nell'intervallo di infragilimento 260 – 370 °C). Per applicazioni critiche, talvolta è specificato un trattamento di eliminazione dell’idrogeno a 150 – 200 °C per 4 ore dopo la saldatura. I controlli non distruttivi (ispezione con particelle magnetiche o prove di penetrazione) della zona termicamente alterata (HAZ) dopo la saldatura e il trattamento post-saldatura verificano l’assenza di cricche.
8: Posso utilizzare l'acciaio 4130 per la costruzione di recipienti a pressione?
Sì, il 4130 può essere utilizzato per la costruzione di recipienti a pressione ai sensi della Sezione VIII, Divisione 1, del Codice ASME per caldaie e recipienti a pressione, purché sia conforme alle specifiche dei materiali ASME applicabili. Le specifiche ASME pertinenti sono SA-29 (barre), SA-519 (tubi) e SA-505 (lamine e nastri). I pezzi forgiati sono disciplinati dalla norma SA-372 (Grado J, Classe 110 per Q&T 4130). Il codice di progettazione elenca le sollecitazioni ammissibili per il 4130 a temperature fino a circa 425 °C, oltre le quali la sollecitazione ammissibile diminuisce rapidamente a causa di considerazioni relative allo scorrimento. Per le applicazioni in recipienti a pressione ASME, il materiale deve essere certificato secondo le specifiche della serie SA con un certificato di prova del materiale di tipo 3.1 o 3.2. La prova di impatto secondo UG-84 è richiesta quando la temperatura minima di progetto scende al di sotto delle curve di esenzione applicabili nel codice. Per le applicazioni ad alta pressione nel settore petrolifero e del gas, le specifiche API 6A e API 16A coprono le attrezzature per teste di pozzo e alberi di Natale fabbricate in materiale 4130.
9: Come posso specificare l'uso di tubi in acciaio 4130 per la realizzazione di un roll-bar?
Per la realizzazione del roll-bar, specificare tubi senza saldatura normalizzati 4130 o tubi DOM conformi alla norma ASTM A519, con dimensioni conformi alle norme dell'ente di omologazione di riferimento, e richiedere un certificato completo di prova dei materiali (MTC) che attesti la composizione chimica e le proprietà meccaniche. La maggior parte degli organismi di regolamentazione degli sport motoristici specifica lo spessore minimo della parete e il diametro dei tubi per roll-bar in acciaio 4130 in base al peso del veicolo. Ad esempio, molti regolamenti delle gare su strada specificano un diametro esterno minimo di 1,5 pollici e uno spessore della parete di 0,120 pollici per la realizzazione dell'anello principale nei veicoli di peso inferiore a 2500 libbre. La condizione normalizzata è standard per i tubi delle gabbie di sicurezza perché fornisce una resistenza adeguata al carico d'urto senza la complicazione del trattamento termico post-saldatura. Verifica sempre che il fornitore fornisca un certificato di analisi metallurgica (MTC) tracciabile (minimo EN 10204 Tipo 3.1) che confermi la composizione chimica AISI 4130 e la condizione normalizzata. Evitare le generiche dichiarazioni "cromoly" senza certificazione documentata. Dopo la fabbricazione, la gabbia non deve essere verniciata con rivestimenti spessi che potrebbero nascondere crepe, e le zone di saldatura critiche devono essere ispezionate visivamente dopo il completamento.
10: Qual è la resistenza alla fatica dell'acciaio 4130 e in che modo la finitura superficiale influisce su di essa?
Il limite di resistenza a fatica del 4130 varia da circa 310 MPa (45 ksi) allo stato ricotto a circa 700 MPa (102 ksi) allo stato Q&T ad alta resistenza, ma la finitura superficiale ha un effetto notevole che può ridurre la resistenza a fatica dal 30 al 70%. Le cricche da fatica hanno quasi sempre origine in superficie, rendendo lo stato della superficie la variabile più critica nelle applicazioni soggette a sollecitazioni da fatica. I dati relativi al limite di resistenza citati sopra si riferiscono a provini lucidati. Nei componenti pratici con superfici lavorate, la resistenza alla fatica è ridotta del 20 – 30%. I componenti con superfici forgiate o laminate mostrano una riduzione del 30 – 50%. Qualsiasi concentrazione di sollecitazioni superficiali (intagli, raccordi acuti, segni di utensili) riduce ulteriormente in modo drastico la vita a fatica. I trattamenti superficiali che inducono sollecitazioni residue di compressione, come la pallinatura, possono migliorare la vita a fatica del 20 – 40%. Per ottenere la massima resistenza a fatica nei componenti in 4130: utilizzare la temperatura di tempra più alta possibile che soddisfi comunque i requisiti di resistenza (una maggiore tenacità migliora la resistenza alla crescita delle cricche da fatica), specificare una finitura superficiale liscia (Ra ≤ 1,6 µm) nelle aree critiche, utilizzare raggi di raccordo generosi nelle transizioni geometriche e considerare la pallinatura per i componenti sottoposti a carico ciclico.
Conclusione: l'acciaio crom-molibdeno 4130 rimane una delle scelte più affidabili nel settore ingegneristico
Dopo aver esaminato tutti gli aspetti tecnici, la popolarità duratura dell'acciaio crom-molibdeno 4130 risulta pienamente giustificata. Nessun altro acciaio bassolegato nella sua fascia di prezzo combina questo livello di saldabilità, flessibilità nel trattamento termico e potenziale di resistenza in sezioni fino a 38 mm. Se sottoposto a un trattamento termico adeguato e lavorato secondo procedure consolidate, il 4130 offre prestazioni affidabili e prevedibili in un intervallo di temperature di esercizio compreso tra circa -40 °C e 425 °C.
I fattori chiave di successo per qualsiasi applicazione del 4130 sono:
- Adattare il trattamento termico alle esigenze di resistenza: Non utilizzare l'acciaio 4130 ricotto nei casi in cui siano richieste proprietà di tempra e rinvenimento, e non specificare requisiti eccessivi di tempra e rinvenimento quando è sufficiente la normalizzazione.
- Tenere presente il limite di dimensione della sezione: Se il diametro effettivo supera i 38 mm (1,5 pollici), si consiglia di passare al 4140 o al 4340 per garantire proprietà uniformi.
- Controllare attentamente la procedura di saldatura: Un processo a basso contenuto di idrogeno, un preriscaldamento adeguato allo spessore del pezzo e un trattamento di distensione post-saldatura alla giusta temperatura consentono di prevenire la maggior parte dei guasti legati alla saldatura.
- Indicare lo standard corretto: Assicurarsi che le specifiche ASTM, AMS o ASME siano adeguate all'applicazione e richiedere sempre certificazioni dei materiali tracciabili.
Acquista il tuo acciaio crom-molibdeno 4130 da MWalloys
MWalloys dispone di scorte di acciaio al cromo-molibdeno 4130 in barre, tubi (senza saldatura e DOM), piastre, lamiere e nastri, in un'ampia gamma di dimensioni pronte per la spedizione immediata. La nostra catena di fornitura comprende materiale certificato proveniente direttamente dalla fabbrica conforme alle specifiche ASTM, AMS e ASME, con certificati di collaudo del materiale EN 10204 Tipo 3.1 forniti con ogni ordine.
Il nostro team tecnico è a vostra disposizione per assistervi in merito a:
- Scelta del materiale tra 4130, 4140, 4340 e leghe alternative
- Sviluppo delle specifiche e delle procedure relative al trattamento termico
- Taglio e lavorazione su misura in base alle vostre specifiche dimensionali
- Consegna urgente da magazzino
Contattate MWalloys oggi stesso per richiedere un preventivo o parlare con un ingegnere dei materiali in merito alle esigenze specifiche del vostro progetto. Inviate una richiesta tramite il modulo di contatto sul nostro sito web oppure contattate direttamente il nostro team tecnico-commerciale per ricevere una risposta in giornata.
Fonti verificate e autorevoli
Le informazioni tecniche riportate in questo articolo attingono alle seguenti pubblicazioni sottoposte a revisione paritaria, norme di settore e documenti di riferimento autorevoli:
- ASM Internazionale – ASM Handbook, Volume 1: Proprietà e scelta: ferri, acciai e leghe ad alte prestazioni. ASM International, Materials Park, Ohio. ISBN 978-0-87170-377-4.
- ASM Internazionale – ASM Handbook, Volume 4: Trattamenti termici. ASM International. ISBN 978-0-87170-379-8.
- ASTM International – ASTM A519: Specifiche standard per tubi meccanici senza saldatura in acciaio al carbonio e legato.
- ASTM International – ASTM A29/A29M: Specifiche standard relative ai requisiti generali per le barre di acciaio al carbonio e legato, lavorate a caldo.
- SAE Internazionale – SAE J404: Composizione chimica degli acciai legati SAE. SAE International, Warrendale, PA.
- Specifiche dei materiali aerospaziali – AMS 6370: Acciaio, tubi senza saldatura 0,28-0,33C (SAE 4130). SAE International.
- Specifiche dei materiali aerospaziali – AMS 6345: Acciaio, lamiere, nastri e piastre 0,28-0,33C (SAE 4130). SAE International.
- Codice ASME per caldaie e recipienti a pressione, Sezione II, Parte A – Specifiche relative ai materiali ferrosi (SA-29, SA-519, SA-372).
- Amministrazione Federale dell'Aviazione – Circolare consultiva AC43.13-1B: Metodi, tecniche e prassi accettabili – Ispezione e riparazione degli aeromobili. Capitolo 4 (Strutture in acciaio saldate).
- Lincoln Electric Company – Manuale delle procedure di saldatura ad arco, 14ª edizione. Cleveland, Ohio.
- Bringas, J.E. (a cura di) – Manuale delle norme internazionali comparate sull'acciaio, 4ª edizione. ASTM International. ISBN 978-0-8031-4362-0.
- NACE Internazionale – NACE MR0175 / ISO 15156: Settore petrolifero e del gas naturale – Materiali destinati all'impiego in ambienti contenenti H₂S.
- Shigley, J.E., Mischke, C.R., Budynas, R.G. – Progettazione meccanica, 8ª edizione. McGraw-Hill. ISBN 978-0-07-312193-2.
- Norma europea EN 10083-3 – Acciai per tempra e rinvenimento – Parte 3: Condizioni tecniche di fornitura per gli acciai legati. CEN, Bruxelles.
- Callister, W.D., Rethwisch, D.G. – Scienza e ingegneria dei materiali: un'introduzione, 10ª edizione. Wiley. ISBN 978-1-119-40500-9.
