4130-Chromoly-Stahl ist ein niedriglegierter Stahl, der Chrom (0,80–1,10%) und Molybdän (0,15–0,25%) enthält und ein außergewöhnliches Verhältnis von Festigkeit zu Gewicht, hervorragende Schweißbarkeit sowie ein vorhersehbares Verhalten bei der Wärmebehandlung bietet, was ihn zu einem der vielseitigsten technischen Stähle macht, die heute erhältlich sind. 4130 wird in der Luft- und Raumfahrt, der Automobilindustrie, der Öl- und Gasindustrie sowie im Motorsport eingesetzt und übertrifft unlegierte Kohlenstoffstähle in Bezug auf Ermüdungsfestigkeit, Zähigkeit und Härtbarkeit durchweg, ohne die Komplexität der Verarbeitung höherlegierter Alternativen mit sich zu bringen.
Wir bei MWalloys beliefern Ingenieure und Beschaffungsteams aus verschiedenen Branchen mit 4130-Chromoly in Form von Stangen, Rohren, Platten und Blechen. Im Laufe der Jahre hat unser technisches Team immer wieder festgestellt, dass 4130 häufig unterdimensioniert oder falsch eingesetzt wird, einfach weil Ingenieure sich des gesamten Spektrums seiner Eigenschaften unter verschiedenen Wärmebehandlungsbedingungen nicht voll bewusst sind.
Wenn für Ihr Projekt die Verwendung von 4130-Stahl erforderlich ist, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist 4130-Chromoly-Stahl und warum wird er "Chromoly" genannt?
Der Name "Chromoly" ist eine Abkürzung für Chrom-Molybdän, die beiden Legierungselemente, die die 41xx-Serie der niedriglegierten Stähle im AISI/SAE-Klassifizierungssystem definieren. Die Bezeichnung 4130 folgt einer bestimmten Nummerierungslogik: Die ersten beiden Ziffern (41) kennzeichnen die Legierungsserie als Chrom-Molybdän-Stahl, und die letzten beiden Ziffern (30) geben einen nominellen Kohlenstoffgehalt von 0,301 % an.
Das AISI/SAE-Nummernsystem erklärt
| Stellenwert | Bedeutung in 4130 | Wert |
|---|---|---|
| 1. Ziffer (4) | Legungsgruppe: Molybdänstähle | Mo-haltige Serie |
| 2. Stelle (1) | Untergruppe: Cr-Mo-Stähle | Cr hinzugefügt |
| 3. und 4. Ziffer (30) | Nennkohlenstoffgehalt × 100 | 0,301 TP3T C |
Diese Nummerierungskonvention gilt einheitlich für die gesamte 41xx-Familie, zu der unter anderem 4140 (0.40% C) und 4150 (0.50% C) gehören. Der Kohlenstoffgehalt ist der wichtigste Faktor für die nach der Wärmebehandlung erreichbare Härte, weshalb es für die Anwendungsauswahl wichtig ist, zu verstehen, wo 4130 innerhalb der Familie einzuordnen ist.
Warum Chrom und Molybdän?
Beide Legierungselemente erfüllen spezifische metallurgische Funktionen, durch die sich 4130 deutlich von einfachen Kohlenstoffstählen mit gleichem Kohlenstoffgehalt abhebt:
Chrom erhöht die Härtbarkeit, verbessert die Oxidations- und Korrosionsbeständigkeit bei leicht erhöhten Temperaturen und festigt den Stahl durch Lösungshärtung. Chromkarbide verbessern zudem die Verschleißfestigkeit.
Molybdän verbessert die Härtbarkeit auf Gewichtsbasis noch wirksamer als Chrom, erhöht die Kriechfestigkeit und verringert das Risiko einer Anlassversprödung (ein Phänomen, bei dem bestimmte legierte Stähle nach langsamer Abkühlung durch bestimmte Temperaturbereiche spröde werden) erheblich. Molybdän verfeinert zudem die Korngröße und trägt so zu einer verbesserten Zähigkeit bei.
Zusammen ergeben diese Elemente einen Stahl, der sich in wesentlich größeren Querschnitten durchhärten lässt als unlegierter Kohlenstoffstahl, wodurch sich 4130 für Bauteile eignet, bei denen gleichmäßige Eigenschaften über den gesamten Querschnitt hinweg erforderlich sind.
Wie lautet die vollständige chemische Zusammensetzung von 4130-Stahl?
Die chemische Zusammensetzung bestimmt das gesamte Verhalten eines Stahls während der Verarbeitung und im Einsatz. Die Spezifikation 4130 sieht im Vergleich zu vielen anderen Baustählen relativ enge Grenzwerte für die Zusammensetzung vor.
Chemische Zusammensetzung von AISI 4130 (Gewichtsprozent)
| Element | Min (%) | Max (%) | Primäre Funktion |
|---|---|---|---|
| Kohlenstoff (C) | 0.28 | 0.33 | Härte, Festigkeit nach der Wärmebehandlung |
| Mangan (Mn) | 0.40 | 0.60 | Härtbarkeit, Desoxidation |
| Phosphor (P) | - | 0.035 | Als Verunreinigung erfasst |
| Schwefel (S) | - | 0.040 | Als Verunreinigung erfasst |
| Silizium (Si) | 0.15 | 0.35 | Desoxidation, Stärke |
| Chrom (Cr) | 0.80 | 1.10 | Härtbarkeit, Korrosionsbeständigkeit |
| Molybdän (Mo) | 0.15 | 0.25 | Härtbarkeit, Beständigkeit gegen Anlassversprödung |
| Nickel (Ni) | - | - | In der Norm nicht festgelegt |
| Kupfer (Cu) | - | - | In der Norm nicht festgelegt |
Bewertung des Kohlenstoffäquivalents und der Schweißbarkeit
Der Kohlenstoffäquivalentwert (CE) ist ein entscheidender Parameter für die Beurteilung der Anforderungen an die Schweißvorwärmung und der Anfälligkeit für wasserstoffinduzierte Risse. Die am häufigsten verwendete Formel (IIW-Formel) lautet:
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Für 4130 unter Verwendung der Nennwerte der Zusammensetzung:
CE = 0,30 + 0,50/6 + (0,95 + 0,20)/5 = 0,30 + 0,083 + 0,230 = ~0.61%
Ein CE-Wert über 0,60% bedeutet, dass 4130 technisch gesehen in einen Bereich fällt, der eine sorgfältige Steuerung der Vorwärmung erfordert, insbesondere bei dickeren Querschnitten. Der niedrige tatsächliche Kohlenstoffgehalt von 4130 (näher an 0,30%) und die Beschaffenheit seiner Legierungselemente bedeuten jedoch, dass dünnwandige Rohre und Bleche in der Praxis mit minimaler oder gar keiner Vorwärmung geschweißt werden können, wenn die richtigen Verfahren befolgt werden. Wir gehen im folgenden Abschnitt zum Thema Schweißen näher darauf ein.
Wie verhalten sich die mechanischen Eigenschaften von 4130-Stahl unter verschiedenen Bedingungen?
Die mechanischen Eigenschaften von 4130 variieren erheblich je nach dem Zustand, in dem es geliefert oder verwendet wird. Dies ist einer der wichtigsten Unterschiede, den Ingenieure verstehen müssen: 4130 im geglühten Zustand und 4130 im vergüteten Zustand sind in der Praxis hinsichtlich Festigkeit und Härte völlig unterschiedliche Werkstoffe.
Mechanische Eigenschaften nach Zustand
| Eigentum | Geglüht | Normalisiert | Q&T (315 °C) | Q&T (425 °C-Temperierung) | Q&T (540 °C-Anlassen) |
|---|---|---|---|---|---|
| Zugfestigkeit | 670 MPa (97 ksi) | 670 MPa (97 ksi) | 1620 MPa (235 ksi) | 1380 MPa (200 ksi) | 1090 MPa (158 ksi) |
| Streckgrenze (0.2%) | 435 MPa (63 ksi) | 435 MPa (63 ksi) | 1470 MPa (213 ksi) | 1240 MPa (180 ksi) | 960 MPa (139 ksi) |
| Dehnung (5 cm) | 28% | 26% | 10% | 13% | 17% |
| Verkleinerung der Fläche | 60% | 57% | 42% | 50% | 57% |
| Härte (Brinell) | ~197 HB | ~197 HB | ca. 460 HB | ca. 400 HB | ~320 HB |
| Schlagzähigkeit (Charpy, V-Kerb) | ~100 J | ~90 J | ~35 J | ~55 J | ~85 J |
Die Werte geben die typischen Eigenschaften von Rundstangen mit einem Durchmesser von 25 mm (1 Zoll) wieder. Die tatsächlichen Eigenschaften variieren je nach Querschnittsgröße, genauer chemischer Zusammensetzung und Verarbeitungsgeschichte.
Wie sich die Querschnittsgröße auf die Eigenschaften auswirkt
Die Härtbarkeit von 4130 ist zwar besser als die von unlegierten Kohlenstoffstählen, aber nicht unbegrenzt. Der Jominy-Endabschreckversuch zeigt, wie die Härte von der abgeschreckten Oberfläche zum Kern eines Querschnitts hin abnimmt:
| Abstand vom abgeschreckten Ende | Typische Härte (HRC) |
|---|---|
| 1,6 mm (1/16 Zoll) | 52 – 55 |
| 6,4 mm (4/16 Zoll) | 45 – 50 |
| 12,7 mm (8/16 Zoll) | 35 – 42 |
| 25,4 mm (16/16 Zoll) | 28 - 36 |
| 38,1 mm (24/16 Zoll) | 25 – 32 |
Diese Daten zeigen, dass sich 4130 bei einer Ölabschreckung in Querschnitten mit einem Durchmesser von bis zu etwa 38 mm (1,5 Zoll) zuverlässig durchhärten lässt. Bei größeren Querschnitten entsteht ein Gradient der Eigenschaften zwischen Kern und Oberfläche. Für größere Querschnitte, die gleichmäßige Eigenschaften erfordern, sollten die Werkstoffe 4140 oder 4340 mit höherer Härtbarkeit in Betracht gezogen werden.
Physikalische Eigenschaften
| Physikalische Eigenschaft | Wert | Anmerkungen |
|---|---|---|
| Dichte | 7,85 g/cm³ (0,284 lb/in³) | Norm für niedriglegierte Stähle |
| Elastizitätsmodul | 205 GPa (29,7 × 10⁶ psi) | Wie bei den meisten Kohlenstoffstählen |
| Wärmeleitfähigkeit | 42,7 W/m·K bei 100 °C | Gute Wärmeableitung |
| Wärmeausdehnungskoeffizient | 12,3 µm/m·°C (21–93 °C) | Typisch für legierte Stähle |
| Spezifische Wärmekapazität | 477 J/kg·K | - |
| Elektrischer spezifischer Widerstand | 0,22 µΩ·m | - |
| Schmelzbereich | 1432 – 1471 °C (2610 – 2680 °F) | - |
| Querkontraktionszahl | 0.29 | - |
Was sind die internationalen Äquivalente für 4130 Chromoly-Stahl?
Bei der Beschaffung von 4130 für internationale Projekte ist es unerlässlich, die entsprechenden Bezeichnungen in den verschiedenen nationalen Normen zu kennen. Die Verwendung eines falschen Äquivalents kann zu erheblichen Unterschieden bei den Materialeigenschaften führen, insbesondere hinsichtlich der Härtbarkeit und der Schlagzähigkeit.
Tabelle internationaler Äquivalenznormen
| Standard | Bezeichnung | Land/Region | Anmerkungen |
|---|---|---|---|
| AISI/SAE | 4130 | USA | Referenznorm |
| UNS | G41300 | USA | Einheitliches Nummerierungssystem |
| ASTM | A29/A29M, Güteklasse 4130 | USA | Bar-Spezifikation |
| ASTM | A519, Güteklasse 4130 | USA | Nahtloses Rohr |
| ASTM | A322, Güteklasse 4130 | USA | Stangenmaterial |
| EN / DIN | 25CrMo4 | Europa | Gängigste europäische Entsprechung |
| DIN | 1.7218 | Deutschland | Werkstoffnummer |
| DE | 34CrMo4 | Europa | Etwas höherer C-Wert; nahezu gleichwertig |
| BS | 708M25 | Vereinigtes Königreich | Entspricht der britischen Norm |
| JIS | SCM430 | Japan | Nahezu gleichwertig |
| GB | 30CrMo | China | Entsprechung der chinesischen Norm |
| ISO | 25CrMo4 | International | Bezeichnung nach ISO 683-1 |
| NF | 25CD4 | Frankreich | Entsprechende französische Norm |
| GOST | 30KhMA | Russland | Nahezu gleichwertig |
Unterschiede zwischen 4130 und seinen Äquivalenten
Die in der obigen Tabelle aufgeführten Äquivalente werden zwar häufig als Ersatz für 4130 verwendet, sind jedoch nicht immer identisch. Wichtige Punkte, die bei der Verwendung von Nicht-AISI-Äquivalenten zu beachten sind:
- 25CrMo4 (1.7218): Das am ehesten vergleichbare europäische Äquivalent. Der Kohlenstoffgehalt liegt bei 0,22–0,291 % im Vergleich zu 0,28–0,331 % bei 4130, was bedeutet, dass 25CrMo4 im Durchschnitt einen geringfügig niedrigeren Kohlenstoffgehalt aufweist. Dies führt zu einer geringfügig geringeren erreichbaren Härte nach dem Abschrecken, jedoch zu ähnlichen Verarbeitungseigenschaften.
- SCM430 (JIS): Das japanische Äquivalent weist einen Chromgehalt von 0,90–1,201 % und einen Molybdängehalt von 0,15–0,301 % auf, was den Bereich im Vergleich zur AISI-Spezifikation leicht erweitert. Die Eigenschaften sind für die meisten baulichen Anwendungen im Allgemeinen gleichwertig.
- 30CrMo (GB/T): Das chinesische Äquivalent weist einen nominellen Kohlenstoffgehalt von 0,26–0,341 % auf, was gut mit 4130 übereinstimmt. Allerdings können die Grenzwerte für Schwefel und Phosphor in älteren GB-Normen etwas großzügiger sein als die aktuellen ASTM-Mindestanforderungen.
Wenn für kritische Anwendungen (Luft- und Raumfahrt, Druckbehälter, Einhaltung von Motorsportvorschriften) Materialzertifikate erforderlich sind, sollten Sie stets überprüfen, ob das gelieferte Material den spezifischen ASTM-, AMS- oder sonstigen geltenden Normen entspricht, anstatt sich ausschließlich auf gleichwertige Bezeichnungen zu verlassen.
Wie wird 4130-Stahl wärmebehandelt, um die gewünschten Eigenschaften zu erzielen?
Bei der Wärmebehandlung entfaltet der Stahl 4130 sein volles Potenzial. Das Verständnis des gesamten Wärmebehandlungsprozesses, einschließlich des Zwecks jeder einzelnen Stufe und der Auswirkungen der Prozessvariablen, ist für jeden Ingenieur oder Fachmann für Wärmebehandlung, der mit diesem Werkstoff arbeitet, von entscheidender Bedeutung.
Glühen von 4130-Stahl
Zweck: Den Stahl für die Bearbeitung weichmachen, innere Spannungen aus früheren Bearbeitungsschritten abbauen und eine homogene Mikrostruktur herstellen.
Vollständiges Glühverfahren:
- Auf 843 – 871 °C (1550 – 1600 °F) erhitzen
- Bei dieser Temperatur ausreichend lange halten (etwa 1 Stunde pro Zoll Querschnittsdicke, mindestens 30 Minuten)
- Im Ofen langsam abkühlen lassen, wobei die Temperatur um nicht mehr als 22 °C (40 °F) pro Stunde sinken darf, bis unter 538 °C (1000 °F)
- Mit Luft von 538 °C auf Raumtemperatur abkühlen
Ergebnis: Weiche, vollständig ferritisch-perlitische Mikrostruktur mit einer Härte von typischerweise 156–207 HB und einer maximalen Zugfestigkeit von etwa 670 MPa. Dieser Zustand eignet sich ideal für schwere Zerspanungsarbeiten vor der abschließenden Wärmebehandlung.
Prozessglühen (subkritisches Glühen):
- Auf 649 – 704 °C (1200 – 1300 °F) erhitzen
- Warten und Ofen abkühlen lassen
- Wird in erster Linie zur Linderung der Kaltverfestigung zwischen Kaltumformungsvorgängen ohne vollständige Rekristallisation eingesetzt
Normalisieren von 4130-Stahl
Zweck: Verfeinerung der Kornstruktur nach der Warmumformung, Herstellung einheitlicher Eigenschaften und leichte Erhöhung der Festigkeit im Vergleich zum vollständig geglühten Zustand.
Normalisierungsverfahren:
- Auf 871–927 °C (1600–1700 °F) erhitzen
- Bei dieser Temperatur halten (ca. 1 Stunde pro 2,5 cm Querschnitt)
- Luftkühlung auf Raumtemperatur
Ergebnis: Feine perlitische Mikrostruktur, Härte ca. 197 HB, Zugfestigkeit ca. 670 MPa. Das Normalisieren wird häufig als Endzustand für Konstruktionsrohre und -stangen vorgeschrieben, bei denen nur minimale Bearbeitungsschritte erforderlich sind.
Härten und Anlassen (Q&T)
Dies ist der wichtigste Wärmebehandlungsprozess, um die hohen Festigkeitseigenschaften zu erzielen, die den Stahl 4130 für anspruchsvolle Anwendungen so wertvoll machen.
Stufe 1: Austenitisierung (Härten)
- Auf 871–900 °C (1600–1650 °F) erhitzen
- Mindestens 30 Minuten einweichen lassen, zuzüglich einer zusätzlichen Zeit, die sich nach der Dicke des Werkstücks richtet (mindestens 1 Stunde pro Zoll bei Werkstücken mit einer Dicke von mehr als 25 mm)
- Der Stahl muss vor dem Abschrecken vollständig austenitisiert sein (die Mikrostruktur muss vollständig in Austenit umgewandelt sein)
Schritt 2: Abschrecken
- Die meisten Teile in Öl abschrecken (das Abschrecken in Öl sorgt für eine ausreichende Härtung bei geringerer Verformung und geringerem Rissrisiko als bei Wasser)
- Das Wasserabschrecken kann bei sehr dünnen Werkstücken angewendet werden, erhöht jedoch das Verformungs- und Rissrisiko erheblich
- Bei bestimmten Anwendungen stellt Polymerkühlung eine Alternative zu Öl dar
- Das Abschrecken muss schnell genug erfolgen, um die Bildung von Perlit und Bainit zu unterdrücken und Martensit zu erzeugen
Schritt 3: Temperieren (wichtig – darf nicht übersprungen werden)
- Unmittelbar nach dem Abschrecken (innerhalb von 2 Stunden) anlassen, um Abschreckspannungen abzubauen und die Sprödigkeit zu verringern
- Die Wahl der Temperiertemperatur bestimmt das endgültige Verhältnis von Festigkeit und Zähigkeit:
| Anlassen Temperatur | Zugfestigkeit | Streckgrenze | Härte | Zähigkeit |
|---|---|---|---|---|
| 200°C (390°F) | ~1800 MPa | ~1650 MPa | ~52 HRC | Sehr niedrig |
| 315°C (600°F) | ~1620 MPa | ~1470 MPa | ~46 HRC | Niedrig |
| 425 °C (800 °F) | ~1380 MPa | ~1240 MPa | ~41 HRC | Mäßig |
| 540°C (1000°F) | ~1090 MPa | ~960 MPa | ~32 HRC | Gut |
| 595 °C (1100 °F) | ~930 MPa | ~800 MPa | ~28 HRC | Sehr gut |
| 650°C (1200°F) | ~780 MPa | ~655 MPa | ~22 HRC | Ausgezeichnet |
Wichtiger Hinweis zur Vergütungsversprödung: 4130 sollte bei Anwendungen, die eine hohe Zähigkeit erfordern, nicht im Bereich von 260–370 °C (500–700 °F) angelassen werden. Dieser Bereich entspricht einem Phänomen, das als „Tempered Martensite Embrittlement“ (TME) bezeichnet wird, bei dem die Karbidausscheidung an den Grenzen der Martensitlamellen die Schlagzähigkeit verringert, ohne für eine ausreichende Spannungsentlastung zu sorgen. Molybdän in 4130 unterdrückt die klassische Anlassversprödung (Ni-Cr-Mn-Stähle ohne Mo), beseitigt TME jedoch nicht vollständig.
Optionen für die Einsatzhärtung von 4130
Zwar ist 4130 in erster Linie durchgehärtet, doch können Oberflächenhärtungsverfahren angewendet werden, wenn eine hohe Verschleißfestigkeit an der Oberfläche in Verbindung mit Zähigkeit im Kern erforderlich ist:
Aufkohlen: Erhöht den Kohlenstoffgehalt an der Oberfläche auf 0,8 – 1,01 % (TP3T), gefolgt von Abschrecken und Anlassen. Erzeugt eine harte Einsatzhärte (58 – 62 HRC) mit einem zähen Kern. Effektive Einhärtetiefe: 0,5 – 2,0 mm, abhängig von Zeit und Temperatur.
Nitrieren: Diffundiert Stickstoff bei 500–550 °C in die Oberfläche, ohne dass anschließend eine Abschreckung erfolgt. Erzeugt eine extrem harte Oberfläche (900–1100 HV) bei minimaler Maßveränderung. Ideal für Präzisionsbauteile nach der Endbearbeitung.
Induktionshärten: Die Oberfläche wird mithilfe einer Induktionsspule schnell erhitzt und anschließend sofort mit Wasser abgeschreckt. Dies bewirkt eine lokale Härtung ausgewählter Bereiche. Wirksam bei Zapfen, Zahnradzähnen und lokal beanspruchten Oberflächen.
Wie lässt sich 4130-Stahl schweißen, bearbeiten und umformen?
Die Verarbeitungsmerkmale von 4130 sind entscheidend für seinen kommerziellen Erfolg. Viele Ingenieure entscheiden sich bewusst für 4130, da dieser Stahl hervorragende mechanische Eigenschaften bietet, ohne die mit höherlegierten oder kohlenstoffreicheren Stählen verbundenen Nachteile bei der Verarbeitung mit sich zu bringen.
Schweißen von 4130-Chrom-Molybdän-Stahl
4130 gilt als mit allen gängigen Schmelzschweißverfahren schweißbar, doch ist die richtige Technik unerlässlich, um wasserstoffbedingte Risse (Kaltrisse) in der Wärmeeinflusszone zu vermeiden.
Empfohlene Schweißverfahren:
- Wolfram-Inertgas-Schweißen (GTAW/WIG): Bevorzugt für kritische Anwendungen in der Luft- und Raumfahrt sowie im Motorsport; bietet beste Wärmekontrolle und den geringsten Wasserstoffeintrag.
- Metall-Schutzgasschweißen (GMAW/MIG): Geeignet für das Serienschweißen von Baugruppen.
- Stabschweißen (SMAW): Zulässig mit wasserstoffarmen Elektroden (E7018, E8018).
- Unterpulverschweißen (SAW): Geeignet für den Einsatz im schweren Stahlbau.
Auswahl der Schweißzusatzwerkstoffe:
| Anmeldung | Empfohlener Füllstoff | AWS-Klassifizierung |
|---|---|---|
| Allgemeiner Aufbau (im geschweißten Zustand) | ER70S-2, ER70S-6 | AWS A5.18 |
| Anwendungen mit hohen Festigkeitsanforderungen | ER80S-D2 | AWS A5.28 |
| Optimale Kraftanpassung | ER100S-2 | AWS A5.28 |
| SMAW (wasserstoffarm) | E7018, E8018-G | AWS A5.1/A5.5 |
Anforderungen an die Vorwärmung:
| Profilstärke | Zustand | Vorheiztemperatur |
|---|---|---|
| < 3 mm (0,125 Zoll) | geglüht/normalisiert | Vorheizen nicht erforderlich |
| 3 – 25 mm (0,125 – 1 Zoll) | geglüht/normalisiert | 50 – 100 °C (120 – 210 °F) |
| > 25 mm (1 Zoll) | Jeder Zustand | 150 – 260 °C (300 – 500 °F) |
| Jede Dicke | Q&T-Bedingung | 150 – 260 °C (300 – 500 °F) |
Nach dem Schweißen sollte 4130 im Q&T-Zustand einer Spannungsarmglühung bei 595–650 °C (1100–1200 °F) unterzogen werden, um die Zähigkeit im Wärmeeinflussbereich wiederherzustellen. Bei dünnwandigen Rohren im normalisierten Zustand (wie z. B. Flugzeugrumpfrahmen und Überrollkäfigen) werden viele Anwendungen ohne Vorwärmung oder Nachbehandlung geschweißt und stützen sich auf die Zähigkeit des normalisierten Grundmetalls.
Bearbeitbarkeit von 4130
4130 im geglühten Zustand weist im Vergleich zum zerspanungsfreundlichen Stahl AISI 1212 (Bewertung: 100%) eine Zerspanbarkeitsbewertung von etwa 70% auf. Dies ist ein akzeptabler Bearbeitbarkeitswert für einen niedriglegierten Stahl und deutlich besser als bei härteren Legierungen wie 4340.
Praktische Empfehlungen zur Bearbeitung:
- Hartmetallwerkzeuge bevorzugt für Serienfertigung; HSS-Werkzeuge sind für Kleinserien geeignet.
- Schnittgeschwindigkeit: 100 – 180 m/min (330 – 590 ft/min) beim Drehen mit Hartmetall-Wendeplatten.
- Vorschubgeschwindigkeit: 0,15 – 0,30 mm/Umdrehung beim Schlichtdrehen.
- Kühlmittel: Es wird ein lösliches Öl oder ein synthetisches Kühlmittel empfohlen, um die Werkzeugtemperatur und die Spanbildung zu regulieren.
- Arbeitsverhärtung: 4130 verfestigt sich beim Schneiden; achten Sie auf einen gleichmäßigen Vorschub, um Reibung und Späneaufbau zu vermeiden.
Kalt- und Warmumformung
Kaltumformung: 4130 im geglühten Zustand kann mit herkömmlichen Biege-, Zieh- und Stanzmaschinen kaltumgeformt werden. Die im Vergleich zu Weichstahl höhere Festigkeit erfordert höhere Umformkräfte und eine größere Rückfederungszugabe. Mindestbiegeradius: etwa das 1,5- bis 2,0-fache der Materialdicke bei Blechen im geglühten Zustand.
Warmumformung: Die Warmumformung erfolgt bei 900 – 1200 °C (1650 – 2200 °F). Nach dem Warmumformen sollte eine Normalisierungs- oder Vollglühbehandlung durchgeführt werden, um eine gleichmäßige Mikrostruktur und gleichmäßige Eigenschaften wiederherzustellen. Das Warmumformen wird bei komplexen Formen bevorzugt, die mehrere Kaltumformungsstufen mit Zwischenglühen erfordern würden.
In welchen Branchen und für welche Anwendungen wird 4130-Chromoly-Stahl verwendet?
Dank seiner Kombination aus hoher Festigkeit, guter Schweißbarkeit und vorhersehbarem Verhalten bei der Wärmebehandlung hat sich der Stahl 4130 in einer bemerkenswert breiten Palette von Branchen etabliert. Das Wissen um seine Anwendungsbereiche hilft Ingenieuren zu erkennen, wann 4130 die richtige Wahl ist.
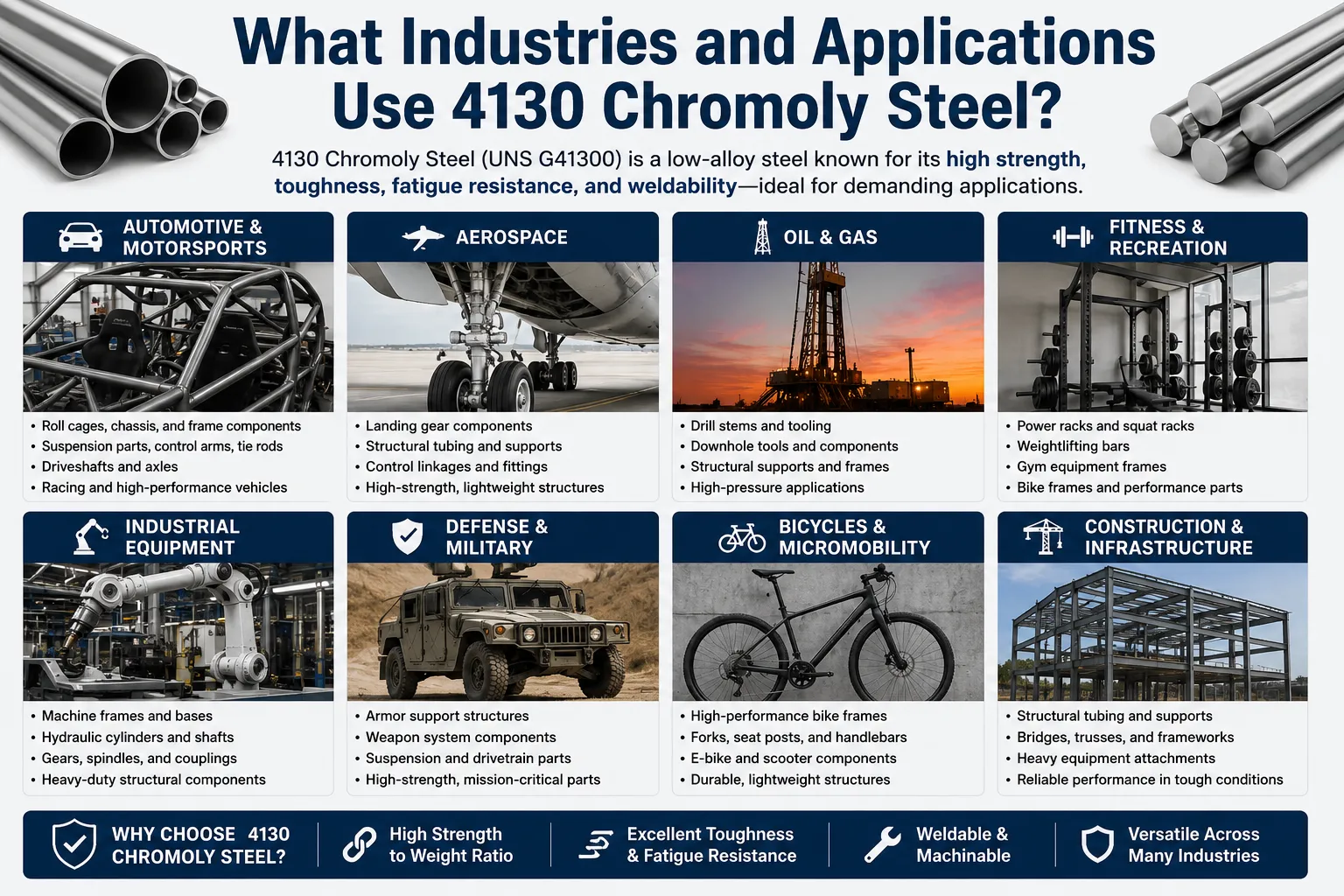
Anwendungen in der Luft- und Raumfahrt
4130 Chromoly ist einer der historisch bedeutendsten Stähle für die Luft- und Raumfahrt. Seine Verwendung im Flugzeugbau reicht bis ins frühe 20. Jahrhundert zurück und wird bis heute gemäß den AMS-Vorgaben (Aerospace Material Specifications) fortgeführt:
- Rumpfrohre und Tragwerksrahmen: Das Rohr 4130 ist gemäß dem FAA-Advisory Circular AC43.13 das Standardmaterial für geschweißte Stahlrohrkonstruktionen in Flugzeugen.
- Komponenten des Fahrwerks: Q&T 4130 bietet das für Getriebestützen und Antriebskomponenten erforderliche Verhältnis von Festigkeit zu Gewicht.
- Motorlagerkonstruktionen: Dank seiner Schweißbarkeit und Festigkeit eignet sich der Werkstoff 4130 besonders gut für die Herstellung von Motorlagern.
- Komponenten für Hubschrauberrotoren: Gestänge und kleine Bauteile.
Geltende AMS-Spezifikationen:
- AMS 6345: 4130 Bleche, Bänder und Platten
- AMS 6346: 4130 Bleche, Bänder und Platten (alternative Wärmebehandlung)
- AMS 6370: 4130 nahtlose Rohre
- AMS 6528: 4130-Stangen und Schmiedeteile
Motorsport und Autorennen
4130 Chromoly ist weltweit das vorherrschende Material für den Bau von Überrollkäfigen und Fahrwerken für Rennfahrzeuge:
- Überrollkäfige: Die Sicherheitsvorschriften der FIA, der NHRA, der SCCA und der meisten nationalen Motorsportverbände lassen 4130-Rohre für den Bau von Überrollkäfigen zu oder schreiben diese vor.
- Fertigung von Rennfahrgestellen: Formel-Rennwagen, Offroad-Rennfahrzeuge, Dragster-Chassis und Sprint-Car-Rahmen.
- Fahrwerkskomponenten: Gefräste Querlenker, Radialstangen und Stabilisatorhalterungen.
- Antriebswellen: Q&T 4130-Schläuche für Anwendungen mit hohem Drehmoment.
Öl- und Gasindustrie
4130 findet breite Anwendung in der vorgelagerten Öl- und Gasindustrie:
- Bohrkragen und Werkzeugverbindungen: Q&T 4130 bietet die Kombination aus Festigkeit, Zähigkeit und Druckbeständigkeit, die für Bohrlochwerkzeuge erforderlich ist.
- Bohrlochkopfkomponenten: Druckführende Komponenten für Oberflächen-Bohrlochkopfbaugruppen.
- Ventilkörper: Anwendungen mit Mitteldruckventilen.
- Verteilerbaugruppen: Gefertigte Verteiler für Produktions- und Prüfgeräte.
Die Normen ASTM A519 (nahtlose mechanische Rohre) und ASTM A505 (Bleche und Bänder) werden häufig für Anwendungen in der Öl- und Gasindustrie herangezogen.
Andere industrielle Anwendungen
| Kategorie der Anwendung | Spezifische Verwendungszwecke |
|---|---|
| Landwirtschaftliche Geräte | Ladearme, Rahmenkonstruktionen, hochbelastbare Gelenkverbindungen |
| Baumaschinen | Kranausleger, Baggerarme, Bauteile |
| Verteidigung und Militär | Komponenten für gepanzerte Fahrzeuge, Teile für Waffensysteme |
| Fahrradherstellung | Hochwertige Fahrradrahmen aus Stahl (Chromoly-Rohre) |
| Schusswaffen | Laufrohlinge, Gehäuseteile, Verschlusskörper |
| Druckbehälter | Anwendungen gemäß ASME Abschnitt VIII (SA-372-Schmiedeteile) |
| Werkzeuge und Matrizen | Werkzeughalter, Spannvorrichtungen, Anwendungen mit mäßigem Verschleiß |
Wie schneidet 4130 im Vergleich zu 4140 und anderen gängigen legierten Stählen ab?
Ingenieure stehen häufig vor der Wahl zwischen 4130 und eng verwandten Legierungen. Die Entscheidungskriterien variieren je nach Querschnittsgröße, erforderlicher Festigkeit, Anforderungen an die Schweißbarkeit und Fertigungsverfahren.
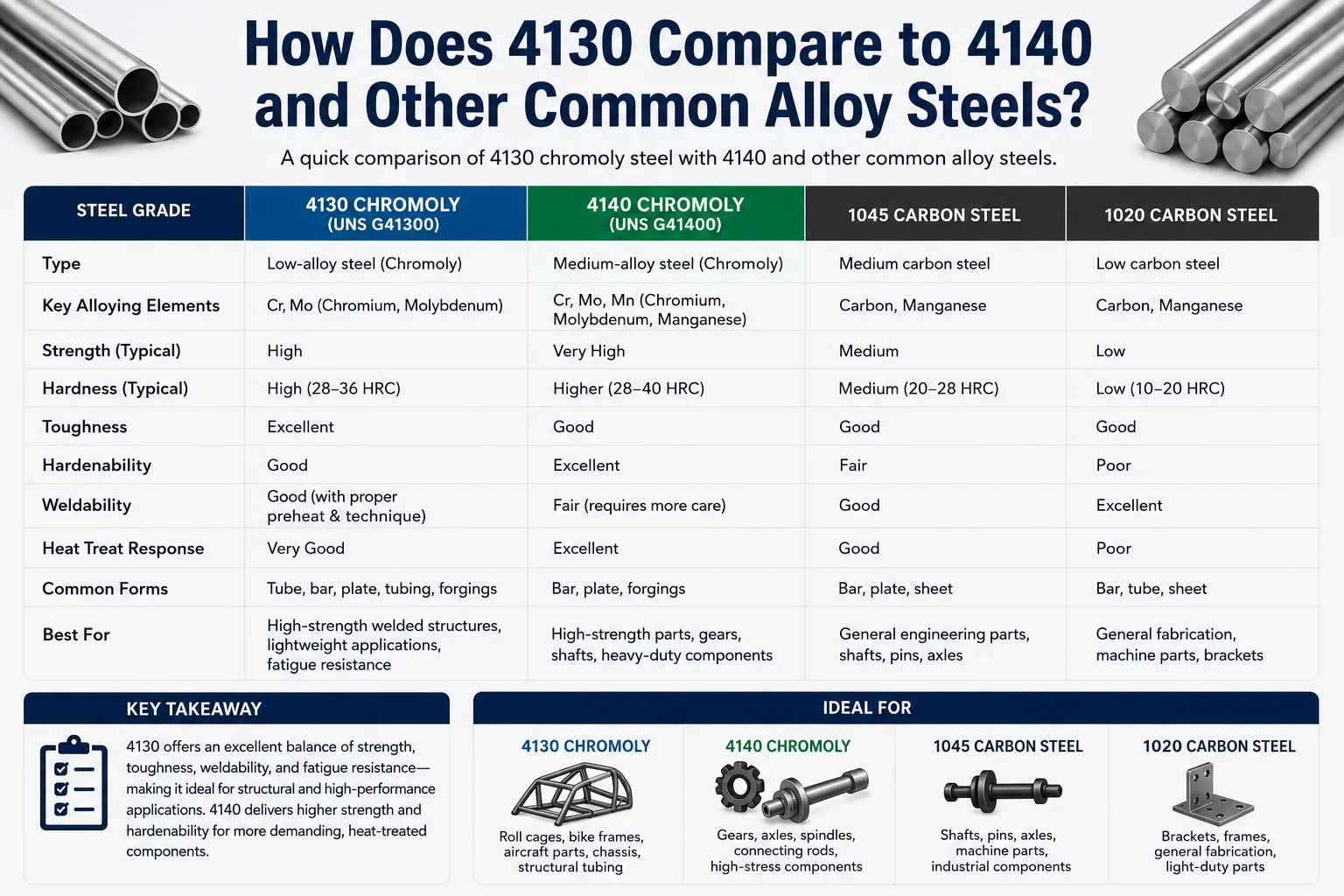
4130 vs. 4140 vs. 4340: Die wichtigsten Unterschiede
| Eigentum | 4130 | 4140 | 4340 |
|---|---|---|---|
| Kohlenstoffgehalt | 0.28 – 0.33% | 0.38 – 0.43% | 0.38 – 0.43% |
| Chrom | 0.80 – 1.10% | 0.80 – 1.10% | 0.70 – 0.90% |
| Molybdän | 0.15 – 0.25% | 0.15 – 0.25% | 0.20 – 0.30% |
| Nickel | Keine | Keine | 1.65 – 2.00% |
| Maximale Zugfestigkeit (Q&T) | ~1620 MPa | ~1900 MPa | ~2070 MPa |
| Härtbarkeit | Mäßig | Gut | Ausgezeichnet |
| Schweißeignung | Gut | Mäßig | Begrenzt |
| Typischer Max-Querschnitt (durchgehärtet) | ca. 38 mm | ~64 mm | >100 mm |
| Relative Kosten | Niedrig | Gering-Mäßig | Mäßig-hoch |
| Typische Anwendungen | Rohre, dünnwandige Teile, Luftfahrt | Wellen, Zahnräder, Werkzeuge | Schwerprofile, Flugzeugschmiedeteile |
Wann sollte man 4130 statt 4140 wählen:
- Profile mit einem Durchmesser von weniger als 38 mm (1,5 Zoll) oder einem entsprechenden Maß.
- Anwendungen, bei denen geschweißt werden muss, ohne dass eine aufwendige Vor- oder Nachbehandlung erforderlich ist.
- Anwendungen, bei denen das Gewicht eine entscheidende Rolle spielt und das etwas geringere Festigkeits-Dichte-Verhältnis von 4130 akzeptabel ist.
- Kostenbewusste Anwendungen, bei denen mit 4130 eine ausreichende Festigkeit erreicht werden kann.
Wann sollte man 4140 statt 4130 wählen:
- Teile mit einem Durchmesser von mehr als 38 mm, bei denen eine vollständige Durchhärtung erforderlich ist.
- Anwendungen, bei denen eine Zugfestigkeit von über etwa 1400 MPa erforderlich ist.
- Wellen, Zahnräder und Bauteile, die hohen Torsionsbelastungen ausgesetzt sind.
- Anwendungen, bei denen die Schweißbarkeit keine vorrangige Rolle spielt.
Wann sollte man 4340 den beiden anderen vorziehen:
- Sehr große Querschnitte, die über den gesamten Querschnitt hinweg eine gleichmäßige, hohe Festigkeit erfordern.
- Anwendungen mit höchsten Belastungsanforderungen, wie beispielsweise Flugzeugfahrwerke und große Kurbelwellen.
- Anwendungen, bei denen der höhere Preis durch die Leistungsanforderungen gerechtfertigt ist.
Welche Spezifikationen und Normen gelten für 4130-Stahl?
Um 4130 korrekt zu spezifizieren, muss die richtige Norm für die Produktform und die Anwendung ausgewählt werden. Es gibt mehrere Normen für 4130, und die jeweils geltende Norm legt die erforderlichen Prüfungen, die Zertifizierung sowie die zulässigen Eigenschaftsbereiche fest.
Vollständiges Normenverzeichnis für 4130
| Standard | Produkt Form | Wichtige Anforderungen |
|---|---|---|
| ASTM A29/A29M | Warmgewalzter und kaltveredelter Stabstahl | Chemie, mechanische Eigenschaften (allgemein) |
| ASTM A322 | Warmgewalzte Stabstahl aus legiertem Stahl | Standard-Stahlstange |
| ASTM A331 | Kaltgefertigte Stabstahl aus legiertem Stahl | Engere Maßtoleranzen |
| ASTM A519 | Nahtlose mechanische Rohre | DOM und nahtloses Rohr |
| ASTM A505 | Blech und Band (warmgewalzt) | Allgemeine Informationen zu Blechprodukten |
| ASTM A506 | Blech und Band (Standardqualität) | Konstruktionsblech |
| ASTM A513 | Elektrisch widerstandsgeschweißtes Rohr | Spezifikation für ERW-Rohre |
| ASTM A534 | Aufkohlen von Stählen (Lager) | Besondere Sauberkeit |
| AMS 6345 | Blech, Band, Platte | Luft- und Raumfahrtqualität |
| AMS 6370 | Nahtlose Rohre | Rohrleitungen für die Luft- und Raumfahrt |
| AMS 6528 | Stangen, Stäbe, Schmiedeteile | Luft- und Raumfahrt-Bar |
| AMS 6350 | Draht | Luft- und Raumfahrtdraht |
| ASME SA-29 | Stange (Druckbehälter) | Druckbehälter-Stange |
| MIL-S-6758 | Rohrleitungen (Militärflugzeuge) | Militärische Luft- und Raumfahrtspezifikation |
Zertifizierungsanforderungen nach Anwendungsbereich
| Art der Anwendung | Erforderliches Zertifizierungsniveau | Wichtige zusätzliche Untersuchungen |
|---|---|---|
| Allgemeine Struktur | EN 10204 Typ 2.1 oder 2.2 | Nur Chemie |
| Druckbehälter | EN 10204 Typ 3.1 | Chemie + Maschinenbau |
| Luft- und Raumfahrt (AMS) | EN 10204 Typ 3.2 | Chemie + Mechanik + NDE |
| Motorsport (Überrollkäfig) | Werkstoffzertifikat + Maßangaben | Härteprüfung |
| Öl und Gas | EN 10204 Typ 3.1 + zerstörungsfreie Prüfung | Vollständige Spezifikation gemäß API |
Welche Oberflächenbehandlungs- und Beschichtungsmöglichkeiten gibt es für 4130?
4130 Chromoly rostet, wie alle niedriglegierten Stähle, in feuchter Umgebung ohne Oberflächenschutz. Die Wahl der richtigen Oberflächenbehandlung hängt von der Einsatzumgebung, den Maßtoleranzen, den ästhetischen Anforderungen und der Kompatibilität mit nachfolgenden Montagevorgängen ab.
Vergleich von Oberflächenbehandlungen
| Behandlung | Prozessbeschreibung | Korrosionsschutz | Auswirkungen auf die Abmessungen | Typische Anwendungen |
|---|---|---|---|---|
| Schwarzes Oxid | Chemische Konversionsbeschichtung | Minimal (erfordert eine Ölbeschichtung) | Vernachlässigbar | Werkzeuge, Schusswaffen, Verwendung in Innenräumen |
| Zinkphosphat | Chemische Umwandlung + Öl oder Farbe | Mäßig mit Überzug | Vernachlässigbar | Automobilindustrie, Bauwesen |
| Chemisches Nickel | Autokatalytische Nickel-Phosphor-Schicht | Gut | 0,01 – 0,05 mm dick | Präzisionskomponenten, mäßige chemische Beständigkeit |
| Hartchrom | Galvanik | Gut | 0,01 – 0,25 mm | Hydraulikwellen, Verschleißflächen |
| Verzinkung | Galvanische Abscheidung | Gut | 0,005 – 0,025 mm | Befestigungselemente, Halterungen |
| Feuerverzinkung | Eintauchen in ein Zinkbad | Ausgezeichnet | 0,05 – 0,15 mm, variabel | Schwere Bauarbeiten im Außenbereich |
| Thermisches Spritzen | Lichtbogen- oder Flammspritzbeschichtung | Ausgezeichnet | Variabel | Schwerindustrie, Großbauteile |
| Pulverbeschichtung | Elektrostatischer Polymerauftrag | Sehr gut | 0,05 – 0,15 mm | Motorsport, Fahrradrahmen, sichtbare Oberflächen |
| Farbe (Epoxidgrundierung) | Auftragen mit Pinsel, Sprühgerät oder durch Eintauchen | Einfache Wartung | Vernachlässigbar | Allzweck, einfache Reparatur vor Ort |
Bei Anwendungen in der Luft- und Raumfahrt ist eine chemische Filmumwandlungsbeschichtung (Alodine-/Chromatbehandlung gemäß MIL-DTL-5541) mit anschließender Epoxidgrundierung der Standardansatz für Stahlbauteile in nichttragenden Bereichen. Bei tragenden Stahlrohren in Flugzeugen werden die Innenflächen häufig mit Öl oder einer Zinkchromat-Grundierung behandelt.
FAQ: Alles, was Sie über 4130-Stahl wissen müssen
1: Was ist der Unterschied zwischen 4130 und Weichstahl, und wann sollte ich 4130 verwenden?
Der wesentliche Unterschied liegt in der Festigkeit und der Härtbarkeit: 4130 erreicht durch Wärmebehandlung eine 2- bis 5-mal höhere Festigkeit als Weichstahl (A36 oder 1018), während Weichstahl nicht wesentlich gehärtet werden kann. Weichstahl (A36) weist im Walzzustand eine Zugfestigkeit von etwa 400–550 MPa auf, die durch Wärmebehandlung nicht wesentlich erhöht werden kann. 4130 erreicht im normalisierten Zustand bereits die Werte von Weichstahl oder übertrifft diese sogar und erreicht im Q&T-Zustand je nach Anlasstemperatur Zugfestigkeiten von 930 – 1620 MPa. Die Gewichtsreduzierung, die durch den Ersatz von Weichstahl durch 4130 in einer festigkeitsbegrenzten Konstruktion erzielt werden kann, beträgt typischerweise 30 bis 60 %, weshalb 4130 in gewichtssensiblen Anwendungen in der Luft- und Raumfahrt, im Motorsport und bei Hochleistungsfahrzeugen dominiert. Die Schweißbarkeit ist bei dünnen Querschnitten im Allgemeinen zwischen Weichstahl und normalisierten 4130-Rohren vergleichbar, wobei 4130 bei dickeren Querschnitten etwas mehr Sorgfalt beim Vorwärmen erfordert. Wählen Sie Weichstahl, wenn die Kosten der Hauptfaktor sind und die Festigkeitsanforderungen gering sind. Wählen Sie 4130, wenn Anforderungen an Gewichtsreduzierung, höhere Beanspruchungen oder Ermüdungsfestigkeit von Weichstahl nicht erfüllt werden können.
2: Kann 4130 ohne Vorwärmen geschweißt werden?
Ja, dünnwandiges 4130-Stahl (mit einer Wandstärke von unter ca. 3 mm) im normalisierten Zustand kann in der Regel ohne Vorwärmen geschweißt werden, während dickwandige Profile und Q&T-Material stets eine Vorwärmung von mindestens 150 °C erfordern. Die dünnwandigen, normalisierten 4130-Rohre, die in Flugzeugrumpfrahmen und Überrollkäfigen verwendet werden, werden von erfahrenen Konstrukteuren routinemäßig mittels GTAW (WIG) ohne Vorwärmen geschweißt, gemäß den etablierten Verfahren im FAA Advisory Circular AC43.13-1B und den Fertigungsstandards des Motorsports. Die entscheidenden Faktoren, die das vorwärmfreie Schweißen von dünnem 4130-Stahl ermöglichen, sind: der niedrige Kohlenstoffgehalt (maximal 0,301 %), die geringe thermische Masse des Profils, die eine schnelle Abkühlung nach dem Schweißen ohne übermäßige Wasserstoffkonzentration ermöglicht, sowie die Verwendung sauberer, wasserstoffarmer Schweißzusätze (ER70S-2 oder ER80S-D2). Bei Querschnitten über 6 mm oder bei Q&T-4130-Stahl ist eine Vorwärmung erforderlich, um wasserstoffinduzierte Risse zu verhindern. Verwenden Sie stets trockenen, sauberen Schweißdraht und Schutzgas und vermeiden Sie das Schweißen auf feuchtem oder verunreinigtem Grundwerkstoff, unabhängig von der Querschnittsgröße.
3: Welche maximale Härte lässt sich bei 4130-Stahl erreichen?
Die maximal erreichbare Härte von 4130 nach dem Abschrecken (ohne Anlassen) liegt bei etwa 55–58 HRC (Rockwell C), was einer vollständig martensitischen Mikrostruktur entspricht. Dieser Höchstwert wird durch den Kohlenstoffgehalt (0,28 – 0,331 % bei TP3T) bestimmt, da Kohlenstoff der wichtigste Faktor für die Martensithärte ist. In der Praxis liegen die Härtemessungen an Standardprüfstangen im abgeschreckten Zustand typischerweise zwischen 52 und 56 HRC. Dieser abgeschreckte Zustand ist extrem hart, aber auch sehr spröde und sollte in diesem Zustand niemals für strukturelle Anwendungen verwendet werden. Auf das Abschrecken folgt immer das Anlassen, um die Härte zu verringern und die Zähigkeit zu erhöhen. Die empfohlene Mindesttemperatur für das Anlassen von 4130 beträgt für die meisten Anwendungen 150 °C (300 °F), wobei der praktische Härtebereich nach dem Anlassen je nach Anlasstemperatur zwischen 22 und 46 HRC liegt. Zum Vergleich: 4140 erreicht im gehärteten Zustand aufgrund seines höheren Kohlenstoffgehalts etwa 60 HRC, was ihm einen klaren Vorteil bei Anwendungen verschafft, die maximale Härte erfordern.
4: Ist 4130-Chromoly-Stahl magnetisch?
Ja, 4130-Chromoly-Stahl ist unter allen üblichen Lieferzuständen (geglüht, normalisiert und Q&T) ferromagnetisch. Im Gegensatz zu austenitischen Edelstählen (wie 304 oder 316), die im geglühten Zustand nicht magnetisch sind, weist 4130 in allen wärmebehandelten Zuständen eine ferritisch-martensitisch-perlitische Mikrostruktur auf, die durchweg magnetisch reaktiv ist. Dies hat praktische Auswirkungen: Bauteile aus 4130 können mit magnetischen Hebevorrichtungen angehoben, mittels Magnetpulverprüfung (MPI) auf Oberflächen- und oberflächennahe Fehler untersucht werden und sind nicht für Anwendungen geeignet, die nichtmagnetische Eigenschaften erfordern (wie z. B. Anlagen in der Nähe von MRT-Geräten oder magnetischen Kompassanlagen). Das magnetische Verhalten von 4130 ändert sich durch die Wärmebehandlung nicht wesentlich, obwohl die Sättigungsinduktion und die Koerzitivkraft zwischen dem geglühten (weicheres magnetisches Verhalten) und dem gehärteten (etwas härteres magnetisches Verhalten) Zustand leicht variieren.
5: Wie verhält sich 4130 bei niedrigen Temperaturen (kryogene Anwendungen)?
4130 wird ohne spezielle Qualifizierung nicht für kryogene Anwendungen unterhalb von etwa -40 °C (-40 °F) empfohlen, da seine Schlagzähigkeit bei Temperaturen unter Null deutlich abnimmt. Die Übergangstemperatur von duktil zu spröde (DBTT) für 4130 im normalisierten Zustand liegt typischerweise im Bereich von -20 bis -50 °C, abhängig von der jeweiligen Wärmebehandlung und der Korngröße. Unterhalb der DBTT sinkt die Schlagenergie drastisch, und es kann zu Sprödbruch kommen, selbst unter Bedingungen, die bei Raumtemperatur nur eine duktile Verformung bewirken würden. Für Anwendungen bei niedrigen Temperaturen sollte 4130 im Q&T-Zustand mit einer relativ hohen Anlasstemperatur (595 – 650 °C) spezifiziert werden, was die beste Kombination aus Festigkeit und Zähigkeit bei Minustemperaturen ergibt. Für Temperaturen unter -50 °C sind speziell für den kryogenen Einsatz entwickelte Legierungen wie 9%-Nickelstahl, austenitische Edelstähle oder Nickelbasislegierungen besser geeignet. Geben Sie immer eine Charpy-V-Kerbschlagprüfung bei der Mindestbetriebstemperatur an, wenn 4130 in kalten Umgebungen eingesetzt wird.
6: Was ist der Unterschied zwischen 4130-DOM-Rohren und 4130-Nahtlosrohren?
DOM-Rohre (Drawn Over Mandrel) und nahtlose Rohre sind zwei unterschiedliche Herstellungsverfahren, bei denen 4130-Rohre mit unterschiedlichen Maßtoleranzen und Oberflächeneigenschaften hergestellt werden, nicht jedoch mit unterschiedlichen Materialeigenschaften. Nahtlose 4130-Rohre werden durch Stanzen und Strecken eines massiven Rohlings ohne Längsschweißnaht hergestellt. DOM-Rohre werden hergestellt, indem man mit einem ERW-Rohr (Electric Resistance Welded) beginnt und dieses anschließend über einen Dorn kaltzieht, wodurch die Schweißzone effektiv bearbeitet und verfeinert wird, bis sie metallurgisch nicht mehr vom Grundwerkstoff zu unterscheiden ist. DOM-Rohre bieten engere Maßtoleranzen (insbesondere hinsichtlich der Gleichmäßigkeit der Wandstärke und der Konzentrizität des Innendurchmessers) als standardmäßige nahtlose Rohre und weisen in der Regel eine bessere Innenoberflächenbeschaffenheit auf. Für die meisten Anwendungen im Motorsport, in der Luft- und Raumfahrt sowie im Bauwesen werden DOM-4130-Rohre aufgrund ihrer Maßgenauigkeit bevorzugt. Nahtlose Rohre werden für druckführende Anwendungen gemäß Normen bevorzugt, die geschweißte Rohre verbieten (bestimmte ASME- und API-Spezifikationen), sowie für Hochdruck-Hydraulikanwendungen. Beide Typen erfüllen die gleichen Anforderungen an die chemische Zusammensetzung und die mechanischen Eigenschaften.
7: Was führt dazu, dass 4130 nach dem Schweißen spröde wird, und wie lässt sich dies verhindern?
Die Schweißsprödigkeit bei 4130 ist auf drei Hauptmechanismen zurückzuführen: wasserstoffinduzierte Rissbildung in der Wärmeeinflusszone, die Bildung von hartem, ungelassenem Martensit in der Wärmeeinflusszone sowie die Versprödung von gelassenem Martensit, wenn die Spannungsentlastung bei einer falschen Temperatur durchgeführt wird. In der an die Schweißnaht angrenzenden Wärmeeinflusszone (HAZ) übersteigt die Spitzentemperatur die Austenitisierungstemperatur, und die anschließende Abkühlgeschwindigkeit ist in der Regel hoch genug, um Martensit zu bilden. Ist Wasserstoff vorhanden (aus Feuchtigkeit im Schweißdraht, im Flussmittel oder auf der Oberfläche des Grundmetalls), kann dieser in die harte martensitische HAZ diffundieren und Risse auslösen. Zur Vorbeugung ist Folgendes erforderlich: Verwendung von trockenem, sauberem, wasserstoffarmem Schweißzusatzwerkstoff, der in einem Stabofen gelagert wurde, Vorwärmen des Grundmetalls gemäß den Vorgaben (siehe Vorwärmtabelle oben), Aufrechterhaltung der Zwischenlagentemperatur bei Mehrlagenschweißungen und Durchführung einer Spannungsarmglühung nach dem Schweißen bei 595 – 650 °C (nicht im Versprödungsbereich von 260 – 370 °C). Für kritische Anwendungen wird manchmal ein Wasserstoffausbrennen bei 150 – 200 °C für 4 Stunden nach dem Schweißen vorgeschrieben. Eine zerstörungsfreie Prüfung (Magnetpulverprüfung oder Eindringprüfung) der Wärmeeinflusszone nach dem Schweißen und der Nachbehandlung bestätigt das Fehlen von Rissen.
8: Kann ich 4130 für den Bau von Druckbehältern verwenden?
Ja, 4130 kann für den Druckbehälterbau gemäß ASME Boiler and Pressure Vessel Code, Abschnitt VIII, Abteilung 1, verwendet werden, sofern es den entsprechenden ASME-Werkstoffspezifikationen entspricht. Die maßgeblichen ASME-Spezifikationen sind SA-29 (Stangen), SA-519 (Rohre) und SA-505 (Bleche und Bänder). Schmiedeteile fallen unter SA-372 (Güteklasse J, Klasse 110 für Q&T 4130). Die Konstruktionsnormen listen zulässige Spannungen für 4130 bei Temperaturen bis zu ca. 425 °C auf; darüber hinaus sinkt die zulässige Spannung aufgrund von Kriecherscheinungen rapide ab. Für ASME-Druckbehälteranwendungen muss das Material gemäß den Spezifikationen der SA-Reihe mit einem Materialprüfzeugnis Typ 3.1 oder 3.2 zertifiziert sein. Eine Schlagprüfung gemäß UG-84 ist erforderlich, wenn die minimale Auslegungstemperatur unter die in der Norm geltenden Ausnahmekurven fällt. Für Hochdruckanwendungen im Öl- und Gassektor decken die Spezifikationen API 6A und API 16A Bohrlochkopf- und Christmas-Tree-Ausrüstung ab, die aus 4130-Material hergestellt ist.
9: Wie bestelle ich Stahlrohre der Güteklasse 4130 für den Bau eines Überrollkäfigs?
Geben Sie für den Überrollkäfigbau nahtlose oder DOM-Rohre aus 4130-Stahl an, die den Anforderungen der Norm ASTM A519 entsprechen, wobei die Abmessungen den Vorschriften Ihres Dachverbands entsprechen müssen, und fordern Sie ein vollständiges Materialprüfzeugnis (MTC) an, das die chemische Zusammensetzung und die mechanischen Eigenschaften bestätigt. Die meisten Motorsport-Verbandskrugordnungen legen die Mindestwandstärke und den Mindestdurchmesser für 4130-Überrollkäfigrohre auf der Grundlage des Fahrzeuggewichts fest. So schreiben beispielsweise viele Vorschriften für Straßenrennen für die Konstruktion des Hauptrahmens bei Fahrzeugen unter 2500 lbs einen Außendurchmesser von 1,5 Zoll und eine Mindestwandstärke von 0,120 Zoll vor. Der normalisierte Zustand ist Standard für Überrollkäfigrohre, da er eine ausreichende Zähigkeit für Stoßbelastungen bietet, ohne dass eine aufwendige Wärmebehandlung nach dem Schweißen erforderlich ist. Vergewissern Sie sich stets, dass der Lieferant ein rückverfolgbares Materialprüfzeugnis (MTC, mindestens EN 10204 Typ 3.1) vorlegt, das die chemische Zusammensetzung nach AISI 4130 und den normalisierten Zustand bestätigt. Vermeiden Sie allgemeine Angaben wie "Chromoly" ohne dokumentierte Zertifizierung. Nach der Fertigung sollte der Überrollkäfig nicht mit dicken Beschichtungen lackiert werden, die Risse verdecken könnten, und kritische Schweißbereiche sollten nach Fertigstellung einer Sichtprüfung unterzogen werden.
10: Wie hoch ist die Dauerfestigkeit von 4130 und wie wirkt sich die Oberflächenbeschaffenheit darauf aus?
Die Ermüdungsfestigkeit von 4130 reicht von etwa 310 MPa (45 ksi) im geglühten Zustand bis zu etwa 700 MPa (102 ksi) im hochfesten Q&T-Zustand, die Oberflächenbeschaffenheit hat jedoch einen erheblichen Einfluss, der die Ermüdungslebensdauer um 30 bis 70 % verringern kann. Ermüdungsrisse entstehen fast immer an der Oberfläche, weshalb der Oberflächenzustand die entscheidende Variable bei Anwendungen unter Ermüdungsbelastung ist. Die oben genannten Daten zur Dauerfestigkeit gelten für polierte Probekörper. Bei praktischen Bauteilen mit bearbeiteten Oberflächen verringert sich die Ermüdungsfestigkeit um 20–30 % (%). Bauteile mit geschmiedeten oder gewalzten Oberflächen weisen eine Verringerung um 30–50 % (%) auf. Jede Oberflächenkonzentration von Spannungen (Kerben, scharfe Verrundungen, Werkzeugspuren) verringert die Ermüdungslebensdauer zusätzlich drastisch. Oberflächenbehandlungen, die druckbeaufschlagte Eigenspannungen erzeugen, wie z. B. Kugelstrahlen, können die Ermüdungslebensdauer um 20–40 % verbessern. Für maximale Ermüdungsbeständigkeit bei 4130-Bauteilen: Verwenden Sie die höchstmögliche Anlasstemperatur, die noch die Festigkeitsanforderungen erfüllt (eine höhere Zähigkeit verbessert die Beständigkeit gegen Ermüdungsrisswachstum), schreiben Sie in kritischen Bereichen eine glatte Oberflächenbeschaffenheit (Ra ≤ 1,6 µm) vor, verwenden Sie großzügige Verrundungsradien an Geometrieübergängen und ziehen Sie das Kugelstrahlen für Bauteile im zyklischen Belastungsbetrieb in Betracht.
Fazit: Chrom-Molybdän-Stahl 4130 bleibt eine der zuverlässigsten Optionen im Maschinenbau
Nach Prüfung aller technischen Aspekte ist die anhaltende Beliebtheit von 4130-Chromoly-Stahl durchaus gerechtfertigt. Kein anderer niedriglegierter Stahl in dieser Preisklasse vereint ein derart hohes Maß an Schweißbarkeit, Flexibilität bei der Wärmebehandlung und Festigkeitspotenzial bei Querschnitten von bis zu 38 mm. Bei ordnungsgemäßer Wärmebehandlung und Fertigung nach bewährten Verfahren bietet 4130 zuverlässige, vorhersehbare Leistung über einen Betriebstemperaturbereich von ca. -40 °C bis 425 °C.
Die entscheidenden Erfolgsfaktoren für jede 4130-Anwendung sind:
- Die Wärmebehandlung an die Festigkeitsanforderungen anpassen: Verwenden Sie keinen geglühten 4130-Stahl, wenn Eigenschaften nach Q&T-Normen erforderlich sind, und legen Sie keine überhöhten Q&T-Anforderungen fest, wenn normalisierter Stahl ausreicht.
- Beachten Sie die maximale Abschnittsgröße: Bei einem effektiven Durchmesser von mehr als 38 mm (1,5 Zoll) sollten Sie auf 4140 oder 4340 umsteigen, um gleichmäßige Eigenschaften zu gewährleisten.
- Das Schweißverfahren sorgfältig kontrollieren: Ein wasserstoffarmer Prozess, eine der Materialstärke angepasste Vorwärmung sowie eine Schweißnahtspannungsentlastung bei der richtigen Temperatur verhindern den Großteil der schweißnahtbedingten Fehler.
- Geben Sie den richtigen Standard an: Passen Sie die ASTM-, AMS- oder ASME-Spezifikation an die jeweilige Anwendung an und verlangen Sie stets rückverfolgbare Materialzertifikate.
Beziehen Sie Ihren 4130-Chrom-Molybdän-Stahl bei MWalloys
MWalloys führt 4130 Chromoly in Form von Stangen, Rohren (nahtlos und DOM), Platten, Blechen und Bändern in einer großen Auswahl an Abmessungen, die sofort versandfertig sind. Unsere Lieferkette umfasst zertifiziertes Material direkt ab Werk, das den ASTM-, AMS- und ASME-Spezifikationen entspricht, wobei jeder Bestellung vollständige Materialprüfzeugnisse nach EN 10204 Typ 3.1 beiliegen.
Unser technisches Team steht Ihnen gerne zur Verfügung bei:
- Materialauswahl zwischen 4130, 4140, 4340 und alternativen Legierungen
- Spezifikation der Wärmebehandlung und Entwicklung von Verfahren
- Maßgeschneiderter Zuschnitt und Bearbeitung nach Ihren Maßvorgaben
- Sofortige Lieferung ab Lager
Kontaktieren Sie MWalloys noch heute um ein Angebot anzufordern oder mit einem Werkstoffingenieur über Ihre spezifischen Projektanforderungen zu sprechen. Senden Sie uns eine Anfrage über das Kontaktformular auf unserer Website oder wenden Sie sich direkt an unser technisches Vertriebsteam, um noch am selben Tag eine Antwort zu erhalten.
Geprüfte und maßgebliche Quellen
Die in diesem Artikel dargelegten technischen Informationen stützen sich auf die folgenden begutachteten Veröffentlichungen, Industriestandards und maßgeblichen Referenzdokumente:
- ASM International – ASM-Handbuch, Band 1: Eigenschaften und Auswahl: Eisen, Stähle und Hochleistungslegierungen. ASM International, Materials Park, Ohio. ISBN 978-0-87170-377-4.
- ASM International – ASM-Handbuch, Band 4: Wärmebehandlung. ASM International. ISBN 978-0-87170-379-8.
- ASTM International – ASTM A519: Norm für nahtlose mechanische Rohre aus Kohlenstoff- und legiertem Stahl.
- ASTM International – ASTM A29/A29M: Norm für allgemeine Anforderungen an warmgeformte Stabstahlprodukte aus Kohlenstoff- und legiertem Stahl.
- SAE International – SAE J404: Chemische Zusammensetzung von SAE-Legierungsstählen. SAE International, Warrendale, PA.
- Spezifikation für Werkstoffe in der Luft- und Raumfahrt – AMS 6370: Stahl, nahtlose Rohre 0,28–0,33 C (SAE 4130). SAE International.
- Spezifikation für Werkstoffe in der Luft- und Raumfahrt – AMS 6345: Stahl, Blech, Band und Platten 0,28–0,33 C (SAE 4130). SAE International.
- ASME-Code für Kessel und Druckbehälter, Abschnitt II, Teil A – Spezifikationen für Eisenwerkstoffe (SA-29, SA-519, SA-372).
- Luftfahrtbehörde der Vereinigten Staaten – Rundschreiben AC43.13-1B: Zulässige Methoden, Techniken und Verfahren – Inspektion und Reparatur von Luftfahrzeugen. Kapitel 4 (Geschweißte Stahlkonstruktionen).
- Lincoln Electric Company – Verfahrenshandbuch für das Lichtbogenschweißen, 14. Auflage. Cleveland, Ohio.
- Bringas, J.E. (Hrsg.) – Handbuch der vergleichenden weltweiten Stahlnormen, 4. Auflage. ASTM International. ISBN 978-0-8031-4362-0.
- NACE International – NACE MR0175 / ISO 15156: Erdöl- und Erdgasindustrie – Werkstoffe für den Einsatz in H₂S-haltigen Umgebungen.
- Shigley, J.E., Mischke, C.R., Budynas, R.G. – Konstruktionslehre im Maschinenbau, 8. Auflage. McGraw-Hill. ISBN 978-0-07-312193-2.
- Europäische Norm EN 10083-3 – Stähle zum Vergüten – Teil 3: Technische Lieferbedingungen für legierte Stähle. CEN, Brüssel.
- Callister, W.D., Rethwisch, D.G. – Werkstoffkunde und Werkstofftechnik: Eine Einführung, 10. Auflage. Wiley. ISBN 978-1-119-40500-9.
