4130クロモリ鋼は、クロム(0.80~1.10%)およびモリブデン (0.15~0.25%)を含む低合金鋼であり、卓越した強度対重量比、優れた溶接性、予測可能な熱処理応答性を備えており、現在入手可能な最も汎用性の高い工業用鋼材の一つとなっています。 航空宇宙、自動車、石油・ガス、モータースポーツ産業で広く使用されている4130は、高合金鋼のような複雑な加工工程を必要とすることなく、耐疲労性、靭性、焼入れ性において、一般炭素鋼を常に上回る性能を発揮します。.
MWalloysでは、さまざまな業界のエンジニアや調達チーム向けに、4130クロモリを棒材、管材、厚板、薄板の形態で供給しています。 長年にわたり、当社の技術チームが最も頻繁に目にしてきたことの一つは、エンジニアがさまざまな熱処理条件における4130の全特性範囲を十分に把握していないという理由だけで、4130が仕様不足になったり、誤って使用されたりすることが多いということです。.
プロジェクトで4130鋼の使用が必要な場合は、 お問い合わせ お見積もりは無料です。.
4130クロモリ鋼とは何か、そしてなぜ「クロモリ」と呼ばれるのか?
「クロモリ」という名称は、AISI/SAE分類体系における41xx系低合金鋼を特徴づける2つの合金元素であるクロムとモリブデンの頭文字を組み合わせたものです。 4130という指定番号には特定の番号付けの論理があります。最初の2桁(41)は、この合金シリーズがクロム・モリブデン鋼であることを示し、最後の2桁(30)は、名目炭素含有量が0.30%であることを示しています。.
AISI/SAE 番号体系の解説
| 桁の位置 | 4130における意味 | 価値 |
|---|---|---|
| 1桁目(4) | 合金グループ:モリブデン鋼 | Mo含有シリーズ |
| 2桁目(1) | サブグループ:クロムモリブデン鋼 | Crを追加 |
| 3~4桁目(30) | 名目炭素含有量 × 100 | 0.30% C |
この番号付けの規則は、4140(0.40% C)、4150(0.50% C)などを含む41xx系全体で一貫して適用されます。 炭素含有量は、熱処理後に達成可能な硬度を左右する主要な要因であるため、用途選定においては、4130がこのファミリーの中でどのような位置づけにあるかを理解することが重要です。.
なぜクロムとモリブデンなのか?
これら2つの合金元素は、それぞれ独自の冶金学的役割を果たしており、それによって4130鋼は、同等の炭素含有量を持つ普通炭素鋼をはるかに凌駕しています:
クロム 焼入れ性を高め、やや高温域での耐酸化性および耐食性を向上させ、固溶強化によって鋼の強度を高める。また、クロム炭化物は耐摩耗性も向上させる。.
モリブデン モリブデンは、重量比で見た場合、クロムよりもさらに効果的に焼入れ性を高め、耐クリープ性を向上させ、さらに焼戻し脆化(特定の合金鋼が特定の温度範囲で徐冷された後に脆化する現象)のリスクを大幅に低減します。また、モリブデンは結晶粒を微細化し、靭性の向上に寄与します。.
これらの要素が相まって、4130鋼は普通炭素鋼よりもはるかに大きな断面サイズで全層硬化が可能となり、断面全体にわたって均一な特性が求められる部材に適しています。.
4130鋼の完全な化学成分はどのようなものですか?
化学成分は、加工時および使用時の鋼の挙動のすべてを左右します。4130規格は、多くの構造用鋼と比較して、比較的厳しい成分範囲が定められています。.
AISI 4130 の化学成分(質量パーセント)
| エレメント | 最小(%) | 最大(%) | 主要機能 |
|---|---|---|---|
| カーボン(C) | 0.28 | 0.33 | 熱処理後の硬度、強度 |
| マンガン (Mn) | 0.40 | 0.60 | 焼入れ性、脱酸 |
| リン (P) | - | 0.035 | 不純物として管理される |
| 硫黄 (S) | - | 0.040 | 不純物として管理される |
| ケイ素 (Si) | 0.15 | 0.35 | 脱酸、強度 |
| クロム(Cr) | 0.80 | 1.10 | 焼入れ性、耐食性 |
| モリブデン (Mo) | 0.15 | 0.25 | 焼入れ性、焼戻し脆化抵抗性 |
| ニッケル(Ni) | - | - | 規格には規定されていない |
| 銅(Cu) | - | - | 規格には規定されていない |
炭素相当量および溶接性の評価
炭素換算値(CE)は、溶接予熱要件や水素誘発割れへの感受性を評価する上で極めて重要なパラメータである。最も広く用いられている計算式(IIW式)は以下の通りである:
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
4130鋼について、公称成分値を用いた場合:
CE = 0.30 + 0.50/6 + (0.95 + 0.20)/5 = 0.30 + 0.083 + 0.230 = ~0.61%
CE値が0.60%を超える場合、技術的には4130鋼は、特に肉厚の部材において、入熱管理を慎重に行う必要がある範囲に分類されます。 しかし、4130の実際の炭素含有量が低く(0.30%に近い)、その合金元素の性質上、適切な手順に従えば、実際には薄肉管や薄板は予熱をほとんど、あるいは全く行わずに溶接することが可能です。これについては、以下の溶接のセクションで詳しく説明します。.
4130鋼の機械的特性は、条件によってどのように異なるか?
4130の機械的特性は、供給時または使用時の状態によって大きく異なります。 これは、エンジニアが理解すべき最も重要な違いの一つです。すなわち、焼きなまし状態の4130と焼入れ・焼戻し状態の4130は、実用上、強度と硬度の点で全く異なる材料であると言えます。.
条件別の機械的特性
| プロパティ | アニール | 正規化 | Q&T(315°C焼戻し) | Q&T(425°C焼戻し) | Q&T(540°C焼戻し) |
|---|---|---|---|---|---|
| 引張強度 | 670 MPa (97 ksi) | 670 MPa (97 ksi) | 1620 MPa (235 ksi) | 1380 MPa(200 ksi) | 1090 MPa (158 ksi) |
| 降伏強度 (0.2%) | 435 MPa (63 ksi) | 435 MPa (63 ksi) | 1470 MPa (213 ksi) | 1240 MPa (180 ksi) | 960 MPa (139 ksi) |
| 伸び(2インチ) | 28% | 26% | 10% | 13% | 17% |
| 面積の縮小 | 60% | 57% | 42% | 50% | 57% |
| 硬度(ブリネル) | 約197 HB | 約197 HB | 約460 HB | 約400 HB | 約320 HB |
| 衝撃強度(シャルピーVノッチ) | 約100 J | 約90 J | 約35 J | 約55 J | 約85 J |
これらの数値は、25mm(1インチ)の丸棒における標準的な物性を示しています。実際の物性は、断面サイズ、正確な化学成分、および加工履歴によって異なります。.
セクションサイズが特性に与える影響
4130鋼の焼入れ性は、普通炭素鋼よりは優れているものの、無限というわけではない。ジョミニ端面焼入れ試験は、焼入れされた表面から断面の中心部に向かって硬度がどのように低下するかを評価するものである:
| 焼入れ端からの距離 | 標準硬度(HRC) |
|---|---|
| 1.6 mm(1/16インチ) | 52 – 55 |
| 6.4 mm(4/16インチ) | 45 – 50 |
| 12.7 mm(8/16インチ) | 35 – 42 |
| 25.4 mm(16/16 インチ) | 28 - 36 |
| 38.1 mm(24/16 インチ) | 25 – 32 |
このデータによると、4130鋼は直径約38mm(1.5インチ)までの断面において、油焼入れにより確実に全層焼入れが可能であることが示されています。これを超えるサイズになると、中心部と表面の間で物性の勾配が生じます。 均一な物性が求められるより大きな断面の場合には、焼入れ性が高い4140または4340の使用を検討すべきです。.
物理的性質
| 物理的性質 | 価値 | 備考 |
|---|---|---|
| 密度 | 7.85 g/cm³ (0.284 lb/in³) | 低合金鋼の規格 |
| 弾性係数 | 205 GPa(29.7 × 10⁶ psi) | ほとんどの炭素鋼と同様です |
| 熱伝導率 | 100°Cで42.7 W/m·K | 優れた放熱性 |
| 熱膨張係数 | 12.3 µm/m・°C(21~93°C) | 合金鋼に典型的な |
| 比熱容量 | 477 J/kg·K | - |
| 電気抵抗率 | 0.22 µΩ・m | - |
| 溶解範囲 | 1432~1471℃(2610~2680℉) | - |
| ポアソン比 | 0.29 | - |
4130クロモリ鋼に相当する世界各国の鋼材は何ですか?
国際的なプロジェクトで4130鋼材を調達する際は、各国の規格における同等の呼称を把握することが不可欠です。誤った代替品を使用すると、特に焼入れ性や衝撃靭性において、特性に大きな違いが生じる可能性があります。.
国際等価基準表
| スタンダード | 指定 | 国/地域 | 備考 |
|---|---|---|---|
| AISI/SAE | 4130 | アメリカ | 基準 |
| 国連 | G41300 | アメリカ | 統一番号制度 |
| ASTM | A29/A29M グレード4130 | アメリカ | バーの仕様 |
| ASTM | A519 グレード4130 | アメリカ | シームレス管 |
| ASTM | A322 グレード4130 | アメリカ | 棒材 |
| EN / DIN | 25CrMo4 | ヨーロッパ | ヨーロッパで最も一般的な対応語 |
| DIN | 1.7218 | ドイツ | 材料番号 |
| EN | 34CrMo4 | ヨーロッパ | Cがわずかに高い;ほぼ同等 |
| BS | 708M25 | イギリス | 英国規格相当 |
| 日本工業規格 | SCM430 | 日本 | ほぼ同等 |
| GB | 30CrMo | 中国 | 中国規格の相当品 |
| 国際標準化機構 | 25CrMo4 | インターナショナル | ISO 683-1 規格 |
| NF | 25CD4 | フランス | フランス語の標準相当語 |
| GOST | 30KhMA | ロシア | ほぼ同等 |
4130鋼と同等品との違い
上記の表に記載されている代替材は、4130の代用として頻繁に使用されますが、必ずしも同一というわけではありません。AISI規格外の代替材を使用する際に確認すべき重要な点は以下の通りです:
- 25CrMo4 (1.7218): 欧州における最も近い相当品。 炭素含有量は0.22~0.29%であるのに対し、4130は0.28~0.33%であり、平均して25CrMo4の方が炭素含有量がわずかに低いことを意味します。これにより、焼入れ後の達成可能な硬度はわずかに低くなりますが、加工特性は類似しています。.
- SCM430(JIS): 日本の規格におけるクロム含有量は0.90~1.20%、モリブデン含有量は0.15~0.30%となっており、AISI規格に比べて範囲がわずかに広くなっています。ほとんどの構造用途において、その特性は概ね同等です。.
- 30CrMo(GB/T): 中国の相当品は、名目炭素含有量が0.26~0.34%であり、4130鋼とよく一致している。ただし、旧GB規格における硫黄およびリンの許容値は、現在のASTMの最低基準よりも若干緩い可能性がある。.
重要な用途(航空宇宙、圧力容器、モータースポーツの規制適合など)において材料の認証が必要とされる場合は、単に等価な規格に依拠するのではなく、供給された材料が特定のASTM規格、AMS規格、または適用される規格に適合していることを必ず確認してください。.
4130鋼は、目標とする物性を得るためにどのような熱処理が行われるのか?
熱処理こそが、4130鋼の真価が発揮される場です。各工程の目的や処理条件が及ぼす影響を含め、熱処理プロセス全体を理解することは、この材料を扱うエンジニアや熱処理の専門家にとって不可欠です。.
4130鋼の焼鈍
目的 加工に適した状態にするため鋼を軟化させ、前工程による内部応力を除去し、均一な組織を形成する。.
完全焼鈍の手順:
- 843~871℃(1550~1600°F)まで加熱する
- 所定の温度で十分な時間保持する(断面厚さ1インチあたり約1時間、最低30分)
- 炉内で、1時間あたり22°C(40°F)を超えない速度で、538°C(1000°F)を下回るまでゆっくりと冷却する
- 538°Cから室温まで空冷する
結果 柔らかく、完全にフェライト・パーライト組織からなり、硬度は通常156~207 HB、最大引張強度は約670 MPaである。この状態は、最終熱処理前の重切削加工に最適である。.
プロセスアニール(亜臨界アニール):
- 649~704℃(1200~1300℉)まで加熱する
- 保持し、炉を冷却する
- 主に、完全な再結晶を行わずに、冷間成形工程間の加工硬化を緩和するために使用される
4130鋼の焼ならし
目的 熱間加工後に結晶粒組織を微細化し、均一な物性を確保するとともに、完全焼鈍状態と比較して強度をわずかに向上させる。.
正規化の手順:
- 871~927℃(1600~1700℉)まで加熱する
- 所定の温度で保持する(断面1インチあたり約1時間)
- 室温まで空冷する
結果 微細なパーライト組織、硬度は約197 HB、引張強度は約670 MPa。機械加工が最小限に留まる構造用鋼管や棒鋼の場合、最終処理として焼ならしが指定されることが多い。.
焼入れ・焼戻し(Q&T)熱処理
これは、過酷な用途において4130の価値を高める高強度特性を実現するための、最も重要な熱処理工程です。.
第1段階:オーステナイト化(硬化)
- 871~900℃(1600~1650℉)まで加熱する
- 最低30分間浸漬し、さらに断面の厚さに応じて追加の時間を設けてください(25mmを超える断面の場合、1インチあたり最低1時間)。
- 焼入れを行う前に、鋼を完全にオーステナイト化(微細組織を完全にオーステナイトに変換)しなければならない
第2段階:急冷
- ほとんどの部品については油焼き入れを行う(油焼き入れは、水焼き入れに比べて歪みや割れのリスクが低く、十分な硬化が得られる)
- 水焼入れは極薄の断面にも適用可能ですが、歪みや割れのリスクが大幅に高まります
- 一部の用途において、ポリマー急冷はオイルに代わる選択肢となります
- 焼入れは、パーライトやベイナイトの生成を抑制し、マルテンサイトを生成できるほど十分に速くなければならない
第3段階:焼き戻し(重要 – 省略してはならない)
- 焼入れ直後(2時間以内)に焼戻しを行い、焼入れ応力を緩和し、脆化を低減する
- 焼戻し温度の選択によって、最終的な強度と靭性のバランスが決まります:
| 焼戻し温度 | 引張強度 | 降伏強度 | 硬度 | タフネス |
|---|---|---|---|---|
| 200°C | 約1800 MPa | 約1650 MPa | 約52 HRC | 非常に低い |
| 315°C | 約1620 MPa | 約1470 MPa | 約46 HRC | 低い |
| 425°C (800°F) | ~1380 MPa | 約1240 MPa | 約41 HRC | 中程度 |
| 540°C | 約1090 MPa | 約960 MPa | 約32 HRC | グッド |
| 595°C (1100°F) | 約930 MPa | 約800 MPa | 約28 HRC | 非常に良い |
| 650°C | 約780 MPa | 約655 MPa | 約22 HRC | 素晴らしい |
「熱処理脆化」に関する重要な注意事項: 高い靭性が要求される用途では、4130鋼を260~370°C(500~700°F)の範囲で焼戻ししてはならない。 この温度範囲は、焼戻しマルテンサイト脆化(TME)と呼ばれる現象に対応しており、マルテンサイト板状粒界での炭化物の析出により、十分な応力緩和が得られないまま衝撃靭性が低下します。 4130 に含まれるモリブデンは、従来の焼戻し脆化(Mo を含まない Ni-Cr-Mn 鋼)を抑制しますが、TME を完全に排除するものではありません。.
4130用表面焼入れの選択肢
4130は主に全体焼入れ処理が施されますが、表面の耐摩耗性と芯部の靭性を併せ持つ必要がある場合には、表面硬化処理を施すことができます:
浸炭: 表面の炭素含有量を0.8~1.0%まで増加させた後、急冷・焼戻しを行う。これにより、硬い表層(58~62 HRC)と靭性の高い芯材が形成される。有効浸炭深さは、時間と温度に応じて0.5~2.0 mmとなる。.
窒化: 500~550°Cで窒素を表面に拡散させ、その後の急冷を行いません。寸法変形を最小限に抑えながら、極めて硬い表面(900~1100 HV)を形成します。最終加工後の精密部品に最適です。.
高周波焼入れ: 誘導コイルを用いて表面を急速に加熱した後、直ちに水冷を行います。これにより、指定した箇所の局所的な硬化を実現します。軸受部、歯車歯、および局所的な摩耗面に対して効果的です。.
4130鋼は、溶接、機械加工、成形においてどのような特性を持つのでしょうか?
4130の加工特性は、その商業的成功の鍵を握っています。多くのエンジニアが4130を特に選んでいるのは、高合金鋼や高炭素鋼に見られるような加工上の難点がないにもかかわらず、優れた機械的特性を備えているためです。.
4130クロモリ鋼の溶接
4130は、一般的なすべての溶接法で溶接可能とされていますが、熱影響部(HAZ)における水素誘発割れ(コールドクラック)を防ぐためには、適切な溶接技術が不可欠です。.
推奨される溶接プロセス:
- ガスタングステンアーク溶接(GTAW/TIG):航空宇宙分野やモータースポーツなどの重要な用途に最適であり、優れた熱制御と最小限の水素混入を実現します。.
- ガス金属アーク溶接(GMAW/MIG):構造組立品の量産溶接に適している。.
- 被覆アーク溶接(SMAW):低水素電極(E7018、E8018)を使用すれば適用可能。.
- サブマージアーク溶接(SAW):大型構造物の用途に適している。.
フィラーメタルの選択:
| 申し込み | おすすめのフィラー | AWSの分類 |
|---|---|---|
| 全体構造(溶接直後) | ER70S-2、ER70S-6 | AWS A5.18 |
| 高強度用途 | ER80S-D2 | AWS A5.28 |
| 最大強度マッチング | ER100S-2 | AWS A5.28 |
| SMAW(低水素) | E7018、E8018-G | AWS A5.1/A5.5 |
予熱の要件:
| 断面厚さ | コンディション | 予熱温度 |
|---|---|---|
| 3mm未満(0.125インチ) | 焼鈍/焼ならし | 予熱は不要です |
| 3~25mm(0.125~1インチ) | 焼鈍/焼ならし | 50~100°C(120~210°F) |
| > 25mm(1インチ) | どのような条件でも | 150~260℃(300~500°F) |
| どのような厚さでも | Q&T条件 | 150~260℃(300~500°F) |
溶接後、Q&T状態の4130鋼については、溶入熱影響部(HAZ)の靭性を回復させるため、595~650°C(1100~1200°F)で溶接後応力除去処理を行う必要がある。 焼ならし状態の薄肉チューブ(航空機の胴体フレームやロールケージなど)の場合、多くの用途では予熱や溶接後処理を行わず、焼ならしされた母材の靭性に依存して溶接が行われます。.
4130の加工性
焼なまし状態の4130は、AISI 1212快削鋼(100%と評価)を基準とした場合、約70%の被削性評価値を示します。 これは低合金鋼としては許容できる加工性指数であり、4340のようなより硬い合金に比べて著しく優れています。.
実用的な加工に関する推奨事項:
- 超硬工具 量産には推奨されます。小ロット生産の場合はHSS工具でも問題ありません。.
- 切削速度:超硬チップを用いた旋削加工の場合、100~180 m/min(330~590 ft/min)。.
- 送り速度: 仕上げ旋削では 0.15 ~ 0.30 mm/回転。.
- 冷却水: 工具の温度管理と切りくずの形成を制御するため、可溶性油または合成クーラントの使用をお勧めします。.
- 作業硬化: 4130は切削中に加工硬化を起こします。摩擦やエッジの堆積を防ぐため、送り速度を一定に保ってください。.
冷間成形と熱間成形
冷間成形: 焼鈍状態の4130は、一般的な曲げ、絞り、プレス加工設備を用いて冷間成形が可能です。軟鋼に比べて強度が高いため、成形にはより大きな力が必要となり、スプリングバックの余裕も多めに確保する必要があります。最小曲げ半径:焼鈍状態の板材の場合、板厚の約1.5~2.0倍。.
熱間成形: 熱間成形は900~1200°C(1650~2200°F)で行われる。 熱間成形後は、均一な組織と特性を回復させるために、焼ならしまたは完全焼鈍処理を行う必要があります。中間焼鈍を伴う複数の冷間成形工程を必要とする複雑な形状の場合、熱間成形が推奨されます。.
4130クロモリ鋼は、どのような産業や用途で使用されていますか?
4130は、高い強度、優れた溶接性、そして予測可能な熱処理特性を兼ね備えているため、極めて幅広い産業分野で定着しています。その用途を理解することで、エンジニアは4130が適切な選択肢となる場面を見極めることができるようになります。.
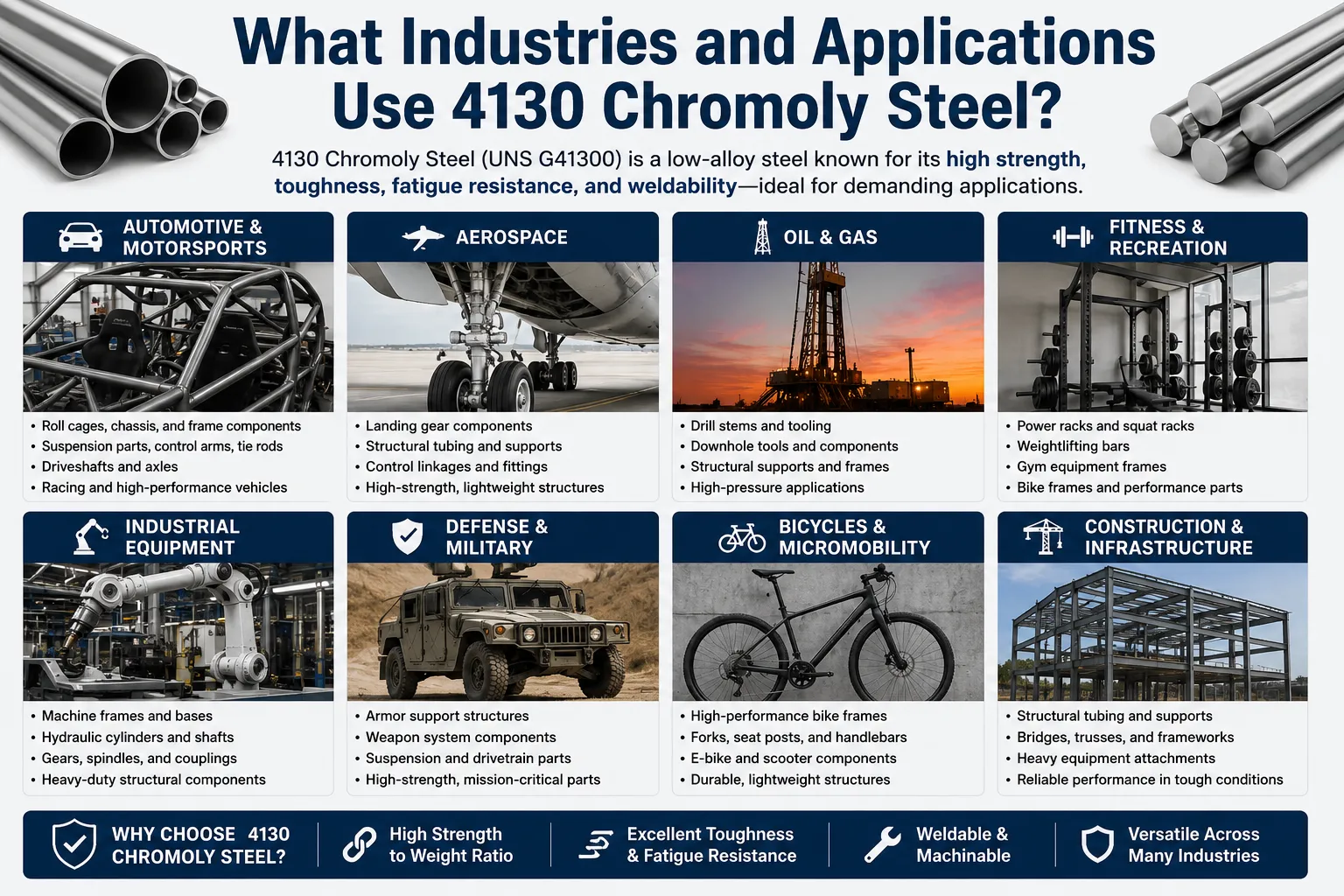
航空宇宙および航空分野での用途
4130クロモリ鋼は、航空宇宙分野において歴史的に最も重要な鋼材の一つです。航空機製造におけるその使用は20世紀初頭に遡り、現在もAMS(航空宇宙材料規格)の規定に基づき使用されています:
- 胴体用チューブおよび構造フレーム: 4130 ノーマライズドチューブは、FAA 勧告通達 AC43.13 に準拠した溶接鋼管製航空機構造物の標準材料である。.
- 着陸装置の構成部品: Q&T 4130は、ギアストラットやアクチュエータ部品に必要な強度対重量比を実現します。.
- エンジンマウント構造: 溶接性と強度の両方を兼ね備えているため、4130はエンジンマウントの製作に実用的です。.
- ヘリコプターのローター部品: リンク機構および小型構造部材。.
適用されるAMS規格:
- AMS 6345:4130 シート、ストリップ、およびプレート
- AMS 6346:4130 シート、ストリップ、およびプレート(代替熱処理)
- AMS 6370:4130シームレスチューブ
- AMS 6528:4130バーおよび鍛造品
モータースポーツおよび自動車レース
4130クロモリ鋼は、世界中で競技用車両のロールケージやシャーシの製造において主流の素材となっています:
- ロールケージ: FIA、NHRA、SCCA、およびほとんどの国内モータースポーツ団体が定める安全規定では、ロールケージの製作に4130鋼管の使用が認められているか、あるいは義務付けられています。.
- レーシングシャシーの製作:フォーミュラカー、オフロードレース車両、ドラッグレース用シャシー、スプリントカーのフレーム。.
- サスペンション部品: 加工されたコントロールアーム、ラジウスロッド、およびアンチロールバーマウント。.
- ドライブシャフト: 高トルク用途向けのQ&T 4130チューブ。.
石油・ガス産業
4130は、石油・ガス産業の上流部門向け設備において広く活用されています:
- ドリルカラーおよびツールジョイント: Q&T 4130は、坑内工具に必要な強度、靭性、耐圧性を兼ね備えています。.
- 坑口機器:坑口アセンブリ用の耐圧部品。.
- バルブ本体:中圧バルブの用途。.
- マニホールドアセンブリ: 生産・試験装置用の製造済みマニホールド。.
石油・ガス用途では、一般的にASTM A519(シームレス機械用鋼管)およびASTM A505(鋼板および帯鋼)が参照される。.
その他の産業用途
| 応募カテゴリー | 具体的な用途 |
|---|---|
| 農業機械 | ローダーアーム、構造フレーム、高応力リンク機構 |
| 建設機械 | クレーンのブーム、ショベルカーのアーム、構造部材 |
| 防衛・軍事 | 装甲車両の構成部品、兵器システムの部品 |
| 自転車製造 | 高級スチール製自転車フレーム(クロモリチューブ) |
| 銃器 | 銃身ブランク、レシーバー部品、ボルト本体 |
| 圧力容器 | ASME第VIII部への適用(SA-372鍛造品) |
| 金型 | 工具ホルダー、治具、中程度の摩耗を伴う用途 |
4130は、4140やその他の一般的な合金鋼と比べてどうでしょうか?
エンジニアは、4130鋼とそれに類似した合金との選択を迫られることがよくあります。その判断基準は、断面サイズ、必要な強度レベル、溶接性の要件、および製造方法によって異なります。.
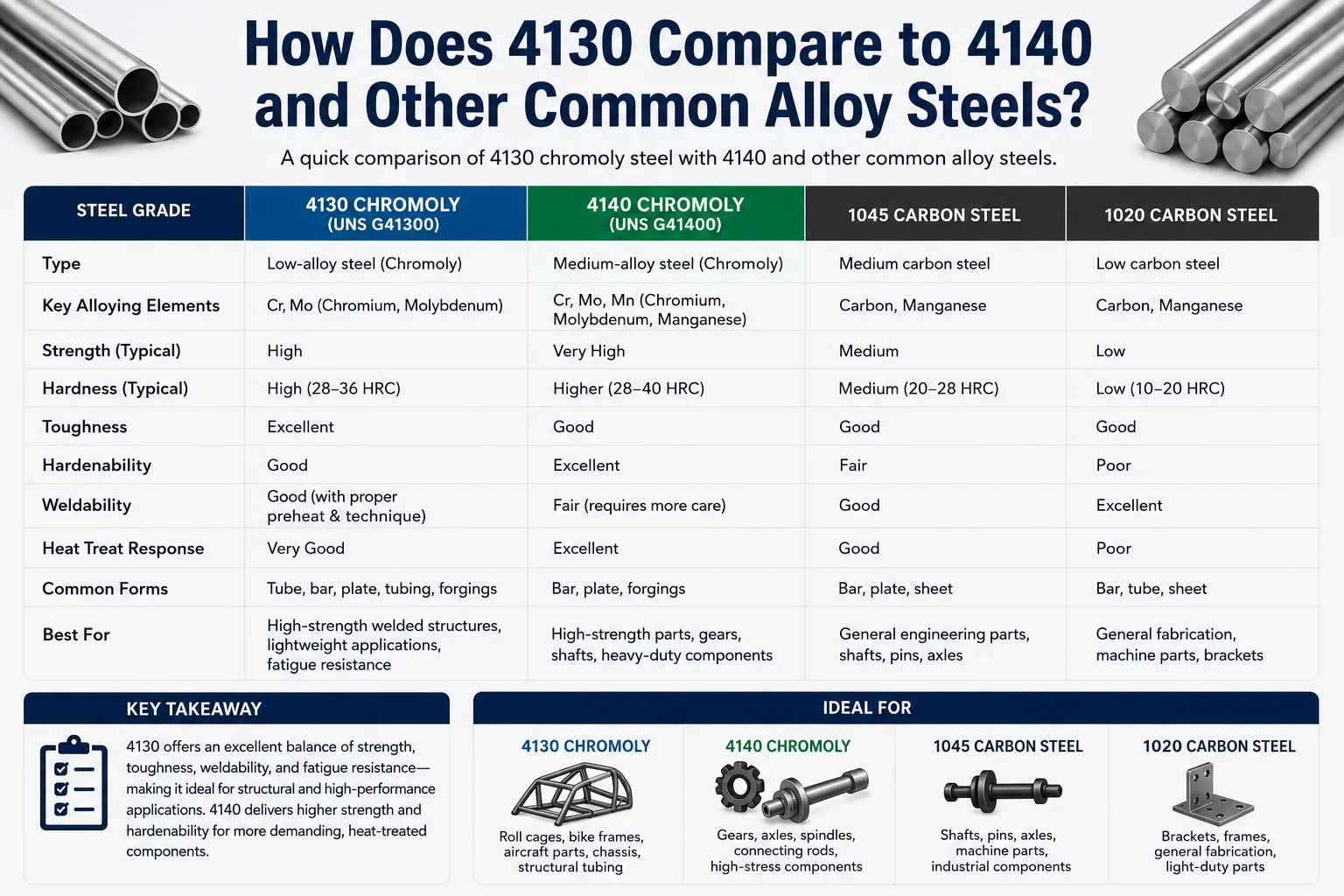
4130、4140、4340:主な違い
| プロパティ | 4130 | 4140 | 4340 |
|---|---|---|---|
| 炭素含有量 | 0.28 – 0.33% | 0.38 – 0.43% | 0.38 – 0.43% |
| クロム | 0.80 – 1.10% | 0.80 – 1.10% | 0.70 – 0.90% |
| モリブデン | 0.15 – 0.25% | 0.15 – 0.25% | 0.20 – 0.30% |
| ニッケル | なし | なし | 1.65 – 2.00% |
| 最大引張強度(Q&T) | 約1620 MPa | 約1900 MPa | 約2070 MPa |
| 硬化性 | 中程度 | グッド | 素晴らしい |
| 溶接性 | グッド | 中程度 | 限定 |
| 代表的なMaxセクション(全体焼入れ) | 約38mm | 約64mm | >100mm |
| 相対コスト | 低い | 低・中程度 | 中・高 |
| 代表的なアプリケーション | チューブ、薄肉部品、航空機 | 軸、歯車、工具 | 厚肉部材、航空機用鍛造品 |
4140ではなく4130を選ぶべき場合:
- 直径38mm(1.5インチ)未満、またはこれに相当する断面。.
- 複雑な溶接前・溶接後の処理を必要としない溶接が必要な用途。.
- 4130鋼の達成可能な強度がわずかに低いという特性が許容できる、重量が重要な用途。.
- 4130鋼で十分な強度が得られる、コスト重視の用途。.
4130ではなく4140を選ぶべき場合:
- 完全焼入れが必要な38mmを超える部分。.
- 引張強度が約1400 MPaを超える用途。.
- シャフト、歯車、および高いねじり荷重を受ける部品。.
- 溶接性が主な要件ではない用途。.
以下の2つよりも4340を選ぶべき場合:
- 断面が非常に大きく、断面全体にわたって均一な高強度が求められる。.
- 航空機の着陸装置や大型クランクシャフトなど、最高強度が求められる用途。.
- 性能要件によってコスト増が正当化される用途。.
4130鋼にはどのような仕様や規格が適用されますか?
4130を正しく指定するには、製品の形状や用途に適した規格を選択する必要があります。4130には複数の規格が適用されており、適用される規格によって、必要な試験、認証、および許容される物性範囲が決まります。.
4130に関する規格の完全な参照資料
| スタンダード | 製品形態 | 主な要件 |
|---|---|---|
| ASTM A29/A29M | 熱間圧延および冷間仕上げ棒鋼 | 化学、機械的特性(一般) |
| ASTM A322 | 熱間圧延合金鋼棒 | 標準構造用棒鋼 |
| ASTM A331 | 冷間加工合金鋼棒 | より厳しい寸法公差 |
| ASTM A519 | シームレス機械用チューブ | DOMおよびシームレス管 |
| ASTM A505 | 板・帯鋼(熱間圧延) | 一般的なシート製品 |
| ASTM A506 | 板・帯鋼(標準品質) | 構造用鋼板 |
| ASTM A513 | 電気抵抗溶接管 | ERW鋼管の仕様 |
| ASTM A534 | 浸炭鋼(軸受用) | 特別な清潔さ |
| AMS 6345 | シート、ストリップ、プレート | 航空宇宙品質 |
| AMS 6370 | シームレスチューブ | 航空宇宙用チューブ |
| AMS 6528 | 棒材、棒、鍛造品 | 航空宇宙用バー |
| AMS 6350 | ワイヤー | 航空宇宙用ワイヤー |
| ASME SA-29 | バー(圧力容器) | 圧力容器用バー |
| MIL-S-6758 | チューブ(軍用機) | 軍事航空宇宙規格 |
用途別の認証要件
| アプリケーション・タイプ | 必要な認定レベル | 主な追加検査 |
|---|---|---|
| 一般構造 | EN 10204 タイプ2.1または2.2 | 化学のみ |
| 圧力容器 | EN 10204 タイプ3.1 | 化学+機械 |
| 航空宇宙(AMS) | EN 10204 タイプ3.2 | 化学・機械・NDEの全科目 |
| モータースポーツ(ロールケージ) | 材質証明書および寸法図 | 硬度の検証 |
| 石油・ガス | EN 10204 タイプ3.1 + 非破壊検査 | APIに基づく完全な仕様 |
4130鋼にはどのような表面処理やコーティングの選択肢がありますか?
4130クロモリ鋼は、他の低合金鋼と同様、表面保護が施されていないと湿気によって錆びます。適切な表面処理の選定は、使用環境、寸法公差、外観上の要件、およびその後の組立工程との適合性によって決まります。.
表面処理の比較
| 治療 | プロセスの概要 | 腐食保護 | 寸法への影響 | 代表的なアプリケーション |
|---|---|---|---|---|
| ブラックオキサイド | 化学変換皮膜 | 最小限(オイルコーティングが必要) | ごくわずか | 工具、銃器、屋内での使用 |
| リン酸亜鉛 | 化学変換+油または塗料 | 控えめなスタイルにオーバーコートを合わせ | ごくわずか | 自動車、構造 |
| 無電解ニッケル | 自己触媒的ニッケル・リン堆積物 | グッド | 厚さ0.01~0.05mm | 精密部品、中程度の耐薬品性 |
| ハードクローム | 電気めっき | グッド | 0.01~0.25mm | 油圧シャフト、摩耗面 |
| 亜鉛メッキ | 電着 | グッド | 0.005~0.025mm | 締結部品、ブラケット |
| 溶融亜鉛メッキ | 亜鉛バス浸漬 | 素晴らしい | 0.05~0.15mm(可変) | 大型構造物、屋外 |
| 溶射 | アーク溶射またはフレーム溶射によるコーティング | 素晴らしい | 可変 | 重工業、大型部品 |
| パウダーコーティング | 静電ポリマー塗布 | 非常に良い | 0.05~0.15mm | モータースポーツ、自転車フレーム、外装面 |
| 塗料(エポキシプライマー) | 刷毛塗り、スプレー、浸漬 | メンテナンスが得意 | ごくわずか | 汎用性が高く、現場での修理が容易 |
航空宇宙分野において、非構造部における鋼製部品には、化学皮膜変換コーティング(MIL-DTL-5541に基づくアロダイン/クロメート処理)を施した後、エポキシプライマーを塗布するのが標準的な手法である。航空機の構造用鋼管については、内面には多くの場合、油または亜鉛クロメートプライマーが塗布される。.
よくある質問:4130鋼について知っておくべきすべてのこと
1: 4130鋼と軟鋼の違いは何ですか?また、4130鋼はどのような場合に使用すべきですか?
主な違いは強度と焼入れ性です。4130は熱処理により軟鋼(A36または1018)の2~5倍の強度を発揮しますが、軟鋼はそれほど硬化させることができません。. 軟鋼(A36)は、圧延状態での引張強度が約400~550 MPaであり、熱処理によってこれを大幅に高めることはできません。 4130は、焼ならし状態ですでに軟鋼と同等かそれ以上の強度を持ち、Q&T状態では、焼き戻し温度に応じて930~1620 MPaの引張強度に達します。 強度が制限される設計において、軟鋼を 4130 に置き換えることで達成できる軽量化は、通常 30~60% であり、これが 4130 が航空宇宙、モータースポーツ、高性能車などの重量が重要な用途で主流となっている理由です。 薄肉部における溶接性は、一般に軟鋼と4130焼ならし管で同等ですが、厚肉部では4130の方が予熱処理に若干の注意を要します。コストが最優先事項であり、強度要件が低い場合は軟鋼を選択してください。 軽量化、より高い応力レベル、または耐疲労性の要件が軟鋼では満たせない場合は、4130を選択してください。.
2: 4130は予熱なしで溶接できますか?
はい、焼ならし処理済みの薄肉4130鋼(肉厚約3mm未満)は、通常、予熱なしで溶接できますが、肉厚の大きい部材やQ&T材の場合は、常に少なくとも150°Cの予熱が必要です。. 航空機の胴体フレームやロールケージに使用される薄肉4130焼ならし鋼管は、FAAアドバイザリーサーキュラーAC43.13-1Bおよびモータースポーツの製造基準に定められた慣行に従い、経験豊富な製造業者によって予熱を行わずにGTAW(TIG)溶接が日常的に行われています。 薄肉4130鋼を予熱なしで溶接できる主な要因は、低炭素含有量(最大0.30%)、 断面の熱容量が小さいため、過度の水素濃縮を生じさせることなく溶接後の急速冷却が可能であること、および清浄で低水素の溶加材(ER70S-2またはER80S-D2)を使用することです。 断面が6mmを超える場合、またはQ&T処理済みの4130鋼については、水素起因の割れを防ぐために予熱が必要となります。常に乾燥した清浄な溶加材とシールドガスを使用し、断面の大きさにかかわらず、湿気や汚染のある母材への溶接は避けてください。.
3:4130鋼で達成可能な最大硬度はどれくらいですか?
4130鋼の焼入れ後(焼戻しなし)の最大到達硬度は、約55~58 HRC(ロックウェルC)であり、これは完全マルテンサイト組織に相当する。. この最大値は炭素含有量(0.28~0.33%)によって決まります。これは、炭素がマルテンサイト硬度の主な決定要因であるためです。 実際には、標準試験片の焼入れ直後の硬度は、通常 52 ~ 56 HRC の範囲になります。この焼入れ直後の状態は極めて硬い反面、非常に脆いため、構造用途には決してこの状態で使用してはなりません。 焼入れの後には、硬度を下げ、靭性を高めるために必ず焼戻しが行われます。4130 鋼の推奨最低焼戻し温度は、ほとんどの用途において 150°C (300°F) であり、焼戻し後の実用的な硬度範囲は、焼戻し温度に応じて 22 ~ 46 HRC となります。 比較として、4140は炭素含有量が高いため、焼入れ直後の硬度は約60 HRCに達し、最大硬度が要求される用途において明らかな優位性を持っています。.
4: 4130クロモリ鋼は磁性を持ちますか?
はい、4130クロモリ鋼は、通常の供給状態(焼なまし、焼ならし、Q&T)においてすべて強磁性を示します。. 焼鈍状態では非磁性であるオーステナイト系ステンレス鋼(304や316など)とは異なり、4130はあらゆる熱処理状態においてフェライト/マルテンサイト/パーライトの微細組織を有しており、これらはいずれも磁性を示します。 これには実用上の意味があります。4130製の部品は、磁気式吊り上げ装置で持ち上げることができ、磁粉探傷検査(MPI)によって表面および表面近くの欠陥を検出することができ、非磁性特性が要求される用途(MRI装置や磁気コンパス設置場所の近くにある機器など)には適していません。 4130 の磁気応答は熱処理条件によって大きく変化することはありませんが、飽和磁束密度と保磁力は、焼きなまし状態(磁気的挙動が軟らかい)と焼入れ状態(磁気的挙動がやや硬い)の間でわずかに異なります。.
5:4130は低温環境(極低温用途)においてどのような性能を発揮しますか?
4130は、特別な認定がない限り、約-40°C(-40°F)以下の極低温用途には推奨されません。これは、氷点下の温度ではその衝撃靭性が著しく低下するためです。. 焼ならし状態の4130鋼の延性から脆性への転移温度(DBTT)は、具体的な熱処理や結晶粒径にもよりますが、通常、-20~-50°Cの範囲にあります。 DBTT以下では、衝撃エネルギーが劇的に低下し、室温では延性変形のみが生じるような条件下でも、脆性破壊が発生する可能性があります。 低温用途では、強度と氷点下の靭性の最適な組み合わせが得られる、比較的高い焼戻し温度(595~650°C)の Q&T 状態の 4130 を指定する必要があります。 -50°C 以下の温度では、9% ニッケル鋼、オーステナイト系ステンレス鋼、またはニッケル基合金など、極低温用途向けに特別に開発された合金の方が適しています。4130 を低温環境で使用する場合は、必ず最低使用温度でのシャルピー V ノッチ衝撃試験を指定してください。.
6: 4130 DOMチューブと4130シームレスチューブの違いは何ですか?
DOM(ドロー・オーバー・マンドレル)管とシームレス管は、製造プロセスが異なる2つの方法で、4130鋼管を生産するものです。これらは寸法公差や表面特性が異なりますが、材料特性そのものは同じです。. シームレス4130チューブは、縦方向の溶接ビードのない固体ビレットを穿孔し、延伸させることで製造されます。 DOM チューブは、ERW(電気抵抗溶接)チューブを原料とし、マンドレル上で冷間引抜きを行うことによって製造されます。これにより、溶接部が金属組織的に母材と見分けがつかないほどになるまで、溶接部が効果的に加工・精製されます。 DOM チューブは、標準的なシームレスチューブよりも厳しい寸法公差(特に肉厚の均一性と内径の同心度)を満たしており、一般的に内部表面仕上げも優れています。 ほとんどのモータースポーツ、航空宇宙、および構造用途において、その寸法精度の高さからDOM 4130チューブが好まれます。一方、溶接管の使用が禁止されている規格(特定のASMEおよびAPI規格)に基づく耐圧用途や、高圧油圧用途では、シームレスチューブが好まれます。両タイプとも、化学成分および機械的特性に関する要件は同一です。.
7: 溶接後に4130が脆化する原因は何ですか?また、それを防ぐにはどうすればよいですか?
4130鋼における溶接後の脆化は、主に3つのメカニズムによって引き起こされる。すなわち、熱影響部(HAZ)における水素誘発亀裂、熱影響部(HAZ)における未焼戻しマルテンサイトの形成、および不適切な温度で応力除去を行った場合に生じる焼戻しマルテンサイトの脆化である。. 溶接ビードに隣接する熱影響部(HAZ)では、最高温度がオーステナイト化温度を超え、その後の冷却速度は通常、マルテンサイトを形成するのに十分な速さです。水素(溶加ワイヤ、フラックス、または母材表面の水分由来)が存在する場合、それが硬いマルテンサイト組織の熱影響部(HAZ)に拡散し、き裂の発生を引き起こす可能性があります。 これを防止するには、ロッドオーブンで保管された乾燥した清潔な低水素溶加材を使用し、規定通り母材を予熱し(上記の予熱表を参照)、多層溶接時の層間温度を維持し、595~650°Cで溶接後応力除去を行う必要があります (260~370°Cの脆化範囲外)で応力除去を行うこと。重要な用途では、溶接後に150~200°Cで4時間水素ベークアウトを行うことが指定される場合がある。 溶接および溶接後処理後の熱影響部(HAZ)の非破壊検査(磁粉探傷検査または浸透探傷検査)により、亀裂がないことを確認します。.
8:圧力容器の製造に4130を使用できますか?
はい、4130は、適切なASME材料規格に準拠して供給される場合、ASMEボイラー・圧力容器規格第VIII編第1部に基づく圧力容器の製造に使用可能です。. 関連するASME規格は、SA-29(棒鋼)、SA-519(管)、およびSA-505(板および帯鋼)である。鍛造品については、SA-372(Q&T 4130用グレードJ、クラス110)が適用される。 設計規格では、約425°Cまでの温度における4130鋼の許容応力が規定されていますが、これを超えるとクリープの考慮により許容応力は急激に低下します。ASME圧力容器用途の場合、材料はSAシリーズ規格に準拠し、タイプ3.1または3.2の材料試験証明書による認証を受けている必要があります。 最低設計温度が規格の適用免除曲線を下回る場合、UG-84に基づく衝撃試験が要求されます。石油・ガス分野の高圧用途については、API 6AおよびAPI 16A規格が、4130材で製造された坑口およびクリスマスツリー設備を対象としています。.
9: ロールケージ製作に4130鋼管を使用するにはどうすればよいですか?
ロールケージの製作にあたっては、ASTM A519に準拠した4130焼鈍処理済みシームレス管またはDOM管を指定し、その寸法が公認団体の規則に適合していることを確認してください。また、化学成分および機械的特性を証明する完全な材料試験証明書(MTC)の提出を依頼してください。. ほとんどのモータースポーツの主催団体は、車両重量に基づいて4130製ロールケージ用チューブの最小肉厚と直径を規定しています。例えば、多くのロードレースの規則では、車両重量が2500ポンド未満の場合、メインフープの構造において外径1.5インチ×肉厚0.120インチ以上を最低基準としています。 ロールケージ用チューブには、焼鈍状態が標準として採用されています。これは、溶接後の熱処理という複雑な工程を必要とせずに、衝撃荷重に対して十分な靭性を確保できるためです。サプライヤーが、AISI 4130の化学成分および焼鈍状態を確認できる、トレーサビリティのある材料試験証明書(MTC、最低でもEN 10204タイプ3.1)を提供していることを必ず確認してください。 文書化された認証のない、一般的な「クロモリ」という表示は避けてください。製作後、ケージには亀裂を隠してしまう可能性のある厚い塗装を施してはならず、完成後は重要な溶接箇所を目視検査する必要があります。.
10: 4130の疲労強度はどれくらいですか?また、表面状態はそれにどのような影響を与えますか?
4130鋼の疲労耐久限界は、焼きなまし状態では約310 MPa(45 ksi)であるのに対し、高強度Q&T状態では約700 MPa(102 ksi)に達するが、 しかし、表面仕上げは疲労寿命を30~70%も短縮させるほどの劇的な影響を及ぼす。. 疲労亀裂はほぼ常に表面から発生するため、疲労荷重がかかる用途においては、表面状態が最も重要な要因となります。前述の耐久限度データは、研磨された試験片に適用されるものです。 機械加工された表面を持つ実用部品では、疲労強度は20~30%低下する。鍛造仕上げまたは圧延仕上げの表面を持つ部品では、30~50%の低下が見られる。表面の応力集中(ノッチ、鋭いフィレット、工具痕)は、疲労寿命をさらに劇的に低下させる。 ショットピーニングなど、圧縮残留応力を生じさせる表面処理を施すことで、疲労寿命を20~40%向上させることができる。4130製部品の疲労耐性を最大化するには: 強度要件を満たす範囲で可能な限り高い焼戻し温度を使用すること(靭性が高まると疲労き裂進展抵抗性が向上する)、重要箇所では滑らかな表面仕上げ(Ra ≤ 1.6 µm)を指定すること、形状の移行部では十分なフィレット半径を採用すること、および繰返し荷重を受ける部品にはショットピーニングを検討すること。.
結論:4130クロモリ鋼は、依然として工学分野において最も信頼性の高い選択肢の一つである
技術的な側面を総合的に検討した結果、4130クロモリ鋼が長年にわたり支持され続けていることは十分に納得のいくものである。同価格帯の他の低合金鋼の中で、38mmまでの断面において、これほどの溶接性、熱処理の柔軟性、そして強度ポテンシャルを兼ね備えているものは他にない。 確立された手順に従って適切に熱処理および加工されれば、4130は、約-40°Cから425°Cまでの使用温度範囲において、信頼性が高く予測可能な性能を発揮する。.
4130のあらゆる用途において、成功の鍵となる要素は以下の通りです:
- 熱処理を強度要件に合わせて行う: 熱処理特性が求められる場合は焼なまし処理済みの4130を使用せず、また、焼ならし処理で十分な場合には熱処理の仕様を過度に厳格に設定しないこと。.
- セクションのサイズ制限を確認する: 有効径が38mm(1.5インチ)を超える場合は、均一な特性を得るために4140または4340にグレードアップしてください。.
- 溶接手順を慎重に管理する:低水素プロセス、断面厚さに応じた適切な予熱、および適切な温度での溶接後応力除去を行うことで、溶接に起因する破損の大部分を防ぐことができます。.
- 適切な規格を指定してください: 用途に応じてASTM、AMS、またはASME規格に適合させ、常にトレーサビリティのある材料証明書を要求してください。.
MWalloysで4130クロモリ鋼をご購入ください
MWalloysでは、4130クロモリ鋼の棒鋼、管(シームレス管およびDOM管)、厚板、薄板、帯鋼を在庫しており、幅広いサイズを取り揃え、即納が可能です。 当社のサプライチェーンには、ASTM、AMS、ASME規格に準拠した認定ミルダイレクト材が含まれており、すべての注文に対してEN 10204タイプ3.1の材料試験証明書が添付されます。.
当社の技術チームは、以下のサポートを提供いたします:
- 4130、4140、4340、およびその他の合金からの材料選定
- 熱処理仕様および工程の開発
- お客様のご要望に応じた寸法でのカット・加工
- 在庫品による緊急配送
MWalloysへのお問い合わせ お見積りのご依頼や、お客様のプロジェクトの具体的な要件について材料エンジニアにご相談いただく場合は、当社のウェブサイトのお問い合わせフォームからご連絡いただくか、技術営業チームに直接ご連絡ください。当日中にお返事いたします。.
信頼性の高い情報源
本記事で提示する技術情報は、以下の査読付き論文、業界標準、および権威ある参考資料に基づいています:
- ASMインターナショナル – 『ASMハンドブック』第1巻:物性および選定:鉄、鋼、および高性能合金。ASM International、オハイオ州マテリアルズ・パーク。ISBN 978-0-87170-377-4。.
- ASMインターナショナル – 『ASMハンドブック 第4巻:熱処理』ASM International。ISBN 978-0-87170-379-8。.
- ASTMインターナショナル – ASTM A519:シームレス炭素鋼および合金鋼機械用管の標準仕様。.
- ASTMインターナショナル – ASTM A29/A29M:熱間加工炭素鋼および合金鋼棒鋼の一般要件に関する標準仕様書.
- SAEインターナショナル – SAE J404:SAE合金鋼の化学成分。SAE International、ペンシルベニア州ウォーレンデール。.
- 航空宇宙用材料仕様書 – AMS 6370:鋼、シームレス管 0.28~0.33C(SAE 4130)。SAE International。.
- 航空宇宙用材料仕様書 – AMS 6345:鋼、鋼板、帯鋼、および厚板 0.28~0.33C(SAE 4130)。SAE International。.
- ASMEボイラー・圧力容器規格、第II編、A部 – 鉄系材料の仕様(SA-29、SA-519、SA-372)。.
- 連邦航空局 – 勧告通達 AC43.13-1B:許容される方法、技術および慣行 ― 航空機の点検および修理。第4章(溶接鋼構造物)。.
- リンカーン・エレクトリック社 – 『アーク溶接手順ハンドブック』第14版。オハイオ州クリーブランド。.
- ブリンガス, J.E.(編) – 『世界鉄鋼規格比較ハンドブック』第4版。ASTM International。ISBN 978-0-8031-4362-0。.
- NACEインターナショナル – NACE MR0175 / ISO 15156:石油・天然ガス産業 — H₂S含有環境で使用される材料。.
- シグリー, J.E., ミシュケ, C.R., ブディナス, R.G. – 『機械工学設計』第8版。マクグローヒル。ISBN 978-0-07-312193-2。.
- 欧州規格 EN 10083-3 – 焼入れ・焼戻し用鋼 – 第3部:合金鋼の技術的納入条件。CEN、ブリュッセル。.
- キャリスター, W.D., レトウィッシュ, D.G. – 『材料科学と工学:入門』第10版。Wiley。ISBN 978-1-119-40500-9。.
