4130 chromoly steel is a low-alloy steel containing chromium (0.80–1.10%) and molybdenum (0.15–0.25%) that delivers an exceptional strength-to-weight ratio, outstanding weldability, and predictable heat treatment response, making it one of the most versatile engineering steels available today. Used across aerospace, automotive, oil and gas, and motorsport industries, 4130 consistently outperforms plain carbon steels in fatigue resistance, toughness, and hardenability without the fabrication complexity of higher-alloy alternatives.
At MWalloys, we supply 4130 chromoly in bar, tube, plate, and sheet form to engineers and procurement teams across multiple industries. Over the years, one of the most common observations from our technical team is that 4130 is frequently underspecified or misapplied simply because engineers are not fully aware of its full property range across different heat treatment conditions.
If your project requires the use of 4130 steel, you can contact us for a free quote.
What Is 4130 Chromoly Steel and Why Is It Called "Chromoly"?
The name "chromoly" is a contraction of chromium-molybdenum, the two alloying elements that define the 41xx series of low-alloy steels in the AISI/SAE classification system. The designation 4130 follows a specific numbering logic: the first two digits (41) identify the alloy series as chromium-molybdenum steel, and the last two digits (30) indicate a nominal carbon content of 0.30%.
The AISI/SAE Numbering System Explained
| Digit Position | Meaning in 4130 | Value |
|---|---|---|
| 1st digit (4) | Alloy group: Molybdenum steels | Mo-containing series |
| 2nd digit (1) | Sub-group: Cr-Mo steels | Cr added |
| 3rd-4th digits (30) | Nominal carbon content × 100 | 0.30% C |
This numbering convention applies consistently across the 41xx family, which includes 4140 (0.40% C), 4150 (0.50% C), and others. The carbon content is the primary lever controlling achievable hardness after heat treatment, which is why understanding where 4130 sits in the family matters for application selection.
Why Chromium and Molybdenum?
Both alloying elements serve distinct metallurgical functions that elevate 4130 far above plain carbon steels of equivalent carbon content:
Chromium increases hardenability, improves oxidation and corrosion resistance at mildly elevated temperatures, and strengthens the steel through solid solution hardening. Chromium carbides also improve wear resistance.
Molybdenum enhances hardenability even more effectively than chromium on a per-weight basis, improves creep resistance, and significantly reduces the risk of temper embrittlement (a phenomenon where certain alloy steels become brittle after slow cooling through specific temperature ranges). Molybdenum also refines grain size, contributing to improved toughness.
Together, these elements produce a steel that through-hardens in much larger section sizes than plain carbon steel, making 4130 suitable for components where uniform properties through the full cross-section are required.
What Is the Full Chemical Composition of 4130 Steel?
Chemical composition governs everything about a steel's behavior during processing and service. The 4130 specification carries relatively tight composition limits compared to many engineering steels.
AISI 4130 Chemical Composition (Weight Percent)
| Element | Min (%) | Max (%) | Primary Function |
|---|---|---|---|
| Carbon (C) | 0.28 | 0.33 | Hardness, strength after heat treatment |
| Manganese (Mn) | 0.40 | 0.60 | Hardenability, deoxidation |
| Phosphorus (P) | – | 0.035 | Controlled as impurity |
| Sulfur (S) | – | 0.040 | Controlled as impurity |
| Silicon (Si) | 0.15 | 0.35 | Deoxidation, strength |
| Chromium (Cr) | 0.80 | 1.10 | Hardenability, corrosion resistance |
| Molybdenum (Mo) | 0.15 | 0.25 | Hardenability, temper embrittlement resistance |
| Nickel (Ni) | – | – | Not specified in standard |
| Copper (Cu) | – | – | Not specified in standard |
Carbon Equivalent and Weldability Assessment
The Carbon Equivalent (CE) value is a critical parameter for assessing weld preheat requirements and susceptibility to hydrogen-induced cracking. The most widely used formula (IIW formula) is:
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
For 4130 using nominal composition values:
CE = 0.30 + 0.50/6 + (0.95 + 0.20)/5 = 0.30 + 0.083 + 0.230 = ~0.61%
A CE above 0.60% technically places 4130 in a range requiring careful preheat management, particularly in thicker sections. However, 4130's low actual carbon content (closer to 0.30%) and the nature of its alloying elements mean that in practice, thin-section tubing and sheet can be welded with minimal or no preheat when proper procedures are followed. We discuss this in detail in the welding section below.
What Are the Mechanical Properties of 4130 Steel Across Different Conditions?
The mechanical properties of 4130 vary substantially depending on the condition in which it is supplied or used. This is one of the most important distinctions for engineers to understand: 4130 in the annealed condition and 4130 in the quenched-and-tempered condition are, for practical purposes, completely different materials in terms of strength and hardness.
Mechanical Properties by Condition
| Property | Annealed | Normalized | Q&T (315°C temper) | Q&T (425°C temper) | Q&T (540°C temper) |
|---|---|---|---|---|---|
| Tensile Strength | 670 MPa (97 ksi) | 670 MPa (97 ksi) | 1620 MPa (235 ksi) | 1380 MPa (200 ksi) | 1090 MPa (158 ksi) |
| Yield Strength (0.2%) | 435 MPa (63 ksi) | 435 MPa (63 ksi) | 1470 MPa (213 ksi) | 1240 MPa (180 ksi) | 960 MPa (139 ksi) |
| Elongation (2 in.) | 28% | 26% | 10% | 13% | 17% |
| Reduction of Area | 60% | 57% | 42% | 50% | 57% |
| Hardness (Brinell) | ~197 HB | ~197 HB | ~460 HB | ~400 HB | ~320 HB |
| Impact (Charpy V-notch) | ~100 J | ~90 J | ~35 J | ~55 J | ~85 J |
Values represent typical properties for 25mm (1-inch) round bar. Actual properties vary with section size, exact chemistry, and processing history.
How Section Size Affects Properties
4130's hardenability, while better than plain carbon steels, is not unlimited. The Jominy end-quench test characterizes how hardness drops off from the quenched surface toward the core of a section:
| Distance from Quenched End | Typical Hardness (HRC) |
|---|---|
| 1.6 mm (1/16 in.) | 52 – 55 |
| 6.4 mm (4/16 in.) | 45 – 50 |
| 12.7 mm (8/16 in.) | 35 – 42 |
| 25.4 mm (16/16 in.) | 28 – 36 |
| 38.1 mm (24/16 in.) | 25 – 32 |
This data shows that 4130 through-hardens reliably in sections up to approximately 38mm (1.5 inches) diameter with an oil quench. Beyond this size, a core-to-surface property gradient develops. For larger cross-sections requiring uniform properties, 4140 or 4340 with higher hardenability should be considered.
Physical Properties
| Physical Property | Value | Notes |
|---|---|---|
| Density | 7.85 g/cm³ (0.284 lb/in³) | Standard for low-alloy steels |
| Modulus of Elasticity | 205 GPa (29.7 × 10⁶ psi) | Same as most carbon steels |
| Thermal Conductivity | 42.7 W/m·K at 100°C | Good heat dissipation |
| Coefficient of Thermal Expansion | 12.3 µm/m·°C (21–93°C) | Typical for alloy steels |
| Specific Heat Capacity | 477 J/kg·K | – |
| Electrical Resistivity | 0.22 µΩ·m | – |
| Melting Range | 1432 – 1471°C (2610 – 2680°F) | – |
| Poisson's Ratio | 0.29 | – |
What Are the Global Equivalents of 4130 Chromoly Steel?
When sourcing 4130 for international projects, understanding the equivalent designations across different national standards is essential. Substituting an incorrect equivalent can result in significant property differences, particularly in hardenability and impact toughness.
International Equivalent Standards Table
| Standard | Designation | Country/Region | Notes |
|---|---|---|---|
| AISI/SAE | 4130 | USA | Reference standard |
| UNS | G41300 | USA | Unified Numbering System |
| ASTM | A29/A29M Grade 4130 | USA | Bar specification |
| ASTM | A519 Grade 4130 | USA | Seamless tube |
| ASTM | A322 Grade 4130 | USA | Bar stock |
| EN / DIN | 25CrMo4 | Europe | Most common European equivalent |
| DIN | 1.7218 | Germany | Werkstoff number |
| EN | 34CrMo4 | Europe | Slightly higher C; close equivalent |
| BS | 708M25 | United Kingdom | British standard equivalent |
| JIS | SCM430 | Japan | Near equivalent |
| GB | 30CrMo | China | Chinese standard equivalent |
| ISO | 25CrMo4 | International | ISO 683-1 designation |
| NF | 25CD4 | France | French standard equivalent |
| GOST | 30KhMA | Russia | Near equivalent |
Differences Between 4130 and Its Equivalents
While the equivalents in the table above are frequently used as substitutes for 4130, they are not always identical. Key points to verify when using non-AISI equivalents:
- 25CrMo4 (1.7218): The closest European equivalent. Carbon range is 0.22–0.29% versus 4130's 0.28–0.33%, meaning 25CrMo4 is very slightly lower in carbon on average. This produces marginally lower achievable hardness after quench but similar fabrication characteristics.
- SCM430 (JIS): The Japanese equivalent has a chromium range of 0.90–1.20% and molybdenum of 0.15–0.30%, which slightly broadens the range compared to the AISI specification. Properties are generally equivalent for most structural applications.
- 30CrMo (GB/T): The Chinese equivalent has a nominal carbon of 0.26–0.34%, which overlaps well with 4130. However, sulfur and phosphorus limits in older GB standards may be slightly looser than current ASTM minimums.
When material certifications are required for critical applications (aerospace, pressure vessels, motorsport regulation compliance), always verify that the supplied material meets the specific ASTM, AMS, or applicable standard rather than relying solely on equivalent designations.
How Is 4130 Steel Heat Treated to Achieve Target Properties?
Heat treatment is where 4130 steel delivers its full potential. Understanding the complete heat treatment process, including each stage's purpose and the effect of process variables, is essential for any engineer or heat treatment professional working with this material.
Annealing 4130 Steel
Purpose: Soften the steel for machining, relieve internal stresses from prior processing, and establish a homogeneous microstructure.
Full Anneal Procedure:
- Heat to 843 – 871°C (1550 – 1600°F)
- Hold at temperature for sufficient time (approximately 1 hour per inch of section thickness, minimum 30 minutes)
- Cool slowly in the furnace at a rate not exceeding 22°C (40°F) per hour until below 538°C (1000°F)
- Air cool from 538°C to room temperature
Result: Soft, fully ferritic-pearlitic microstructure with hardness typically 156 – 207 HB, maximum tensile strength approximately 670 MPa. This condition is ideal for heavy machining operations before final heat treatment.
Process Anneal (Subcritical Anneal):
- Heat to 649 – 704°C (1200 – 1300°F)
- Hold and furnace cool
- Used primarily to relieve work-hardening between cold-forming operations without full recrystallization
Normalizing 4130 Steel
Purpose: Refine grain structure after hot working, establish uniform properties, and slightly increase strength compared to the fully annealed condition.
Normalizing Procedure:
- Heat to 871 – 927°C (1600 – 1700°F)
- Hold at temperature (approximately 1 hour per inch of section)
- Air cool to room temperature
Result: Fine pearlitic microstructure, hardness approximately 197 HB, tensile strength approximately 670 MPa. Normalizing is often specified as a final condition for structural tubing and bar where machining is minimal.
Quench and Temper (Q&T) Heat Treatment
This is the most important heat treatment sequence for achieving the high-strength properties that make 4130 valuable in demanding applications.
Stage 1: Austenitizing (Hardening)
- Heat to 871 – 900°C (1600 – 1650°F)
- Soak for a minimum of 30 minutes plus additional time for section thickness (1 hour per inch minimum for sections above 25mm)
- The steel must be fully austenitized (microstructure converted entirely to austenite) before quenching
Stage 2: Quenching
- Quench in oil for most sections (oil quench provides adequate hardening with lower distortion and cracking risk than water)
- Water quench can be used for very thin sections but increases distortion and cracking risk significantly
- Polymer quench is an alternative to oil for some applications
- The quench must be fast enough to suppress pearlite and bainite formation, producing martensite
Stage 3: Tempering (Critical – Must Not Be Skipped)
- Temper immediately after quenching (within 2 hours) to relieve quench stresses and reduce brittleness
- Tempering temperature selection determines the final strength/toughness balance:
| Tempering Temperature | Tensile Strength | Yield Strength | Hardness | Toughness |
|---|---|---|---|---|
| 200°C (390°F) | ~1800 MPa | ~1650 MPa | ~52 HRC | Very low |
| 315°C (600°F) | ~1620 MPa | ~1470 MPa | ~46 HRC | Low |
| 425°C (800°F) | ~1380 MPa | ~1240 MPa | ~41 HRC | Moderate |
| 540°C (1000°F) | ~1090 MPa | ~960 MPa | ~32 HRC | Good |
| 595°C (1100°F) | ~930 MPa | ~800 MPa | ~28 HRC | Very good |
| 650°C (1200°F) | ~780 MPa | ~655 MPa | ~22 HRC | Excellent |
Important Note on Temper Embrittlement: 4130 should not be tempered in the range of 260 – 370°C (500 – 700°F) for applications requiring high toughness. This range corresponds to a phenomenon called tempered martensite embrittlement (TME), where carbide precipitation at martensite lath boundaries reduces impact toughness without providing adequate stress relief. Molybdenum in 4130 suppresses classical temper embrittlement (Ni-Cr-Mn steels without Mo) but does not fully eliminate TME.
Case Hardening Options for 4130
While 4130 is primarily through-hardened, surface hardening treatments can be applied when wear resistance at the surface combined with toughness at the core is required:
Carburizing: Increases surface carbon content to 0.8 – 1.0%, followed by quench and temper. Produces a hard case (58 – 62 HRC) with a tough core. Effective case depth: 0.5 – 2.0 mm depending on time and temperature.
Nitriding: Diffuses nitrogen into the surface at 500 – 550°C without a subsequent quench. Produces an extremely hard surface (900 – 1100 HV) with minimal dimensional distortion. Ideal for precision components after final machining.
Induction Hardening: Rapidly heats the surface with an induction coil, followed by immediate water quench. Produces localized hardening of selected areas. Effective for journals, gear teeth, and localized wear surfaces.
How Does 4130 Steel Weld, Machine, and Form?
The fabrication characteristics of 4130 are central to its commercial success. Many engineers choose 4130 specifically because it offers superior mechanical properties without the fabrication penalties associated with higher-alloy or higher-carbon steels.
Welding 4130 Chromoly Steel
4130 is considered weldable by all common fusion welding processes, but proper technique is essential to avoid hydrogen-induced cracking (cold cracking) in the HAZ.
Recommended Welding Processes:
- Gas Tungsten Arc Welding (GTAW/TIG): Preferred for critical aerospace and motorsport applications; provides best heat control and lowest hydrogen input.
- Gas Metal Arc Welding (GMAW/MIG): Suitable for production welding of structural assemblies.
- Shielded Metal Arc Welding (SMAW): Acceptable with low-hydrogen electrodes (E7018, E8018).
- Submerged Arc Welding (SAW): Suitable for heavy structural applications.
Filler Metal Selection:
| Application | Recommended Filler | AWS Classification |
|---|---|---|
| General structural (as-welded) | ER70S-2, ER70S-6 | AWS A5.18 |
| High-strength applications | ER80S-D2 | AWS A5.28 |
| Maximum strength matching | ER100S-2 | AWS A5.28 |
| SMAW (low hydrogen) | E7018, E8018-G | AWS A5.1/A5.5 |
Preheat Requirements:
| Section Thickness | Condition | Preheat Temperature |
|---|---|---|
| < 3mm (0.125 in.) | Annealed/Normalized | No preheat required |
| 3 – 25mm (0.125 – 1 in.) | Annealed/Normalized | 50 – 100°C (120 – 210°F) |
| > 25mm (1 in.) | Any condition | 150 – 260°C (300 – 500°F) |
| Any thickness | Q&T condition | 150 – 260°C (300 – 500°F) |
After welding, 4130 in the Q&T condition should receive a post-weld stress relief at 595 – 650°C (1100 – 1200°F) to restore toughness in the HAZ. For thin-wall tubing in the normalized condition (such as aircraft fuselage frames and roll cages), many applications are welded without preheat or post-weld treatment and rely on the normalized base metal toughness.
Machinability of 4130
4130 in the annealed condition has a machinability rating of approximately 70% relative to AISI 1212 free-machining steel (rated at 100%). This is an acceptable machinability rating for a low-alloy steel and significantly better than harder alloys like 4340.
Practical machining recommendations:
- Carbide tooling preferred for production runs; HSS tooling acceptable for low-volume operations.
- Cutting speed: 100 – 180 m/min (330 – 590 ft/min) for turning with carbide inserts.
- Feed rate: 0.15 – 0.30 mm/rev for finish turning.
- Coolant: Soluble oil or synthetic coolant recommended to control tool temperature and chip formation.
- Work hardening: 4130 work-hardens during cutting; maintain consistent feed to prevent rubbing and built-up edge.
Cold and Hot Forming
Cold Forming: 4130 in the annealed condition can be cold-formed using conventional bending, drawing, and stamping equipment. The higher strength compared to mild steel requires increased forming forces and greater springback allowance. Minimum bend radius: approximately 1.5 to 2.0 times material thickness for sheet in the annealed condition.
Hot Forming: Hot forming is performed at 900 – 1200°C (1650 – 2200°F). After hot forming, a normalizing or full anneal treatment should be performed to restore uniform microstructure and properties. Hot forming is preferred for complex shapes that would require multiple cold-forming stages with intermediate anneals.
What Industries and Applications Use 4130 Chromoly Steel?
4130's combination of high strength, good weldability, and predictable heat treatment response has established it in a remarkably broad range of industries. Understanding where it is applied helps engineers recognize when 4130 is the appropriate choice.
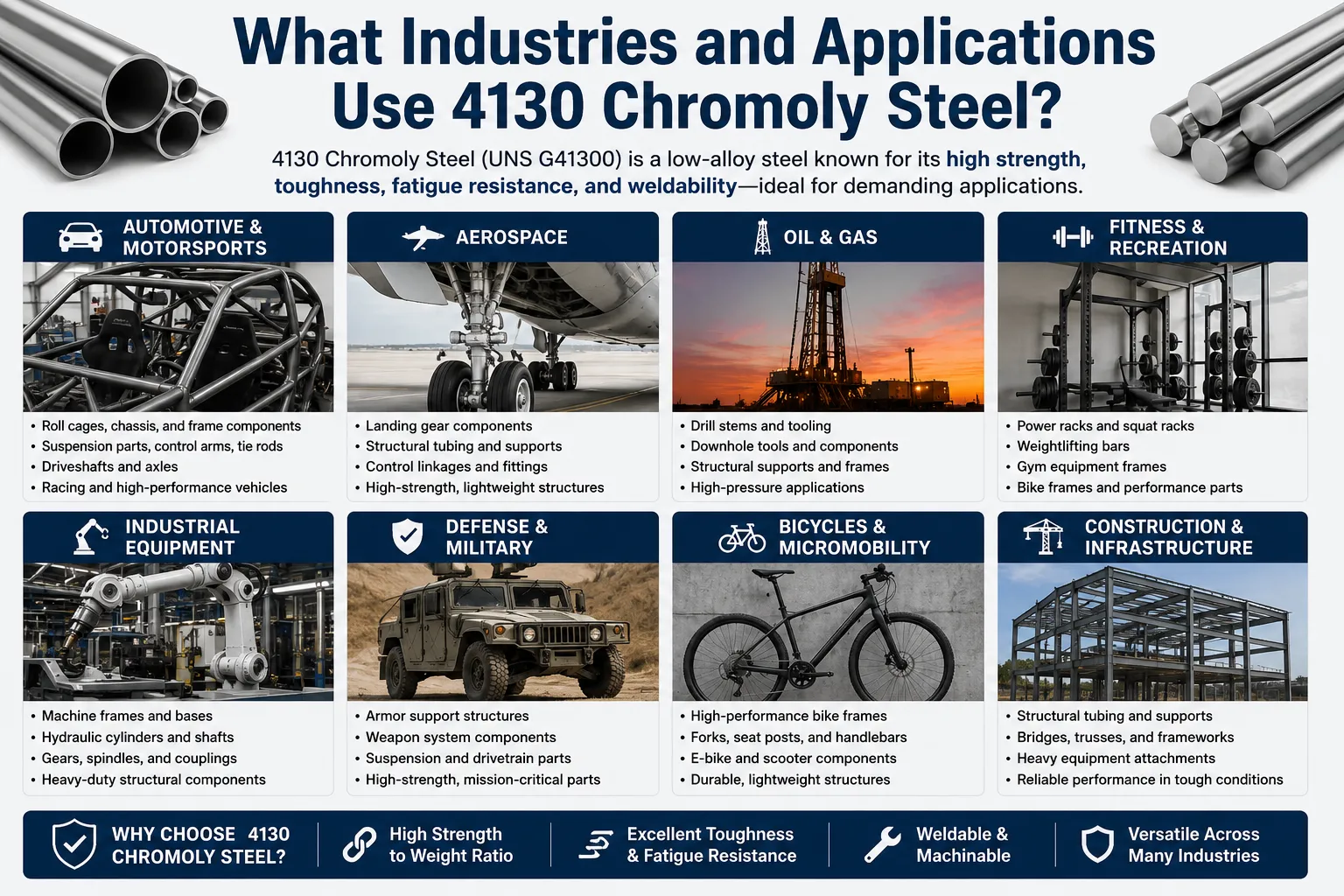
Aerospace and Aviation Applications
4130 chromoly is one of the most historically significant aerospace steels. Its use in aircraft construction dates to the early 20th century and continues today under AMS (Aerospace Material Specifications) control:
- Fuselage tubing and structural frames: 4130 normalized tubing is the standard material for welded steel tube aircraft structures per FAA Advisory Circular AC43.13.
- Landing gear components: Q&T 4130 provides the strength-to-weight ratio needed for gear struts and actuator components.
- Engine mount structures: The combination of weldability and strength makes 4130 practical for fabricated engine mounts.
- Helicopter rotor components: Control linkages and small structural members.
Applicable AMS specifications:
- AMS 6345: 4130 sheet, strip, and plate
- AMS 6346: 4130 sheet, strip, and plate (alternate heat treatment)
- AMS 6370: 4130 seamless tubing
- AMS 6528: 4130 bars and forgings
Motorsport and Automotive Racing
4130 chromoly is the dominant material for competition vehicle roll cage and chassis construction worldwide:
- Roll cages: Safety regulations from FIA, NHRA, SCCA, and most national motorsport bodies accept or require 4130 tubing for roll cage construction.
- Racing chassis fabrication: Formula cars, off-road race vehicles, drag race chassis, and sprint car frames.
- Suspension components: Fabricated control arms, radius rods, and anti-roll bar mounts.
- Driveshafts: Q&T 4130 tubing for high-torque applications.
Oil and Gas Industry
4130 finds significant application in upstream oil and gas equipment:
- Drill collars and tool joints: Q&T 4130 provides the combination of strength, toughness, and pressure resistance needed for downhole tools.
- Wellhead components: Pressure-containing components for surface wellhead assemblies.
- Valve bodies: Moderate-pressure valve applications.
- Manifold assemblies: Fabricated manifolds for production and test equipment.
ASTM A519 (seamless mechanical tubing) and ASTM A505 (sheet and strip) are commonly referenced for oil and gas applications.
Other Industrial Applications
| Application Category | Specific Uses |
|---|---|
| Agricultural equipment | Loader arms, structural frames, high-stress linkages |
| Construction equipment | Crane booms, excavator arms, structural members |
| Defense and military | Armored vehicle components, weapon system parts |
| Bicycle manufacturing | High-end steel bicycle frames (chromoly tubing) |
| Firearms | Barrel blanks, receiver components, bolt bodies |
| Pressure vessels | ASME Section VIII applications (SA-372 forgings) |
| Tooling and dies | Tool holders, fixtures, moderate-wear applications |
How Does 4130 Compare to 4140 and Other Common Alloy Steels?
Engineers frequently face the choice between 4130 and closely related alloys. The decision criteria differ depending on section size, required strength level, weldability requirements, and fabrication method.
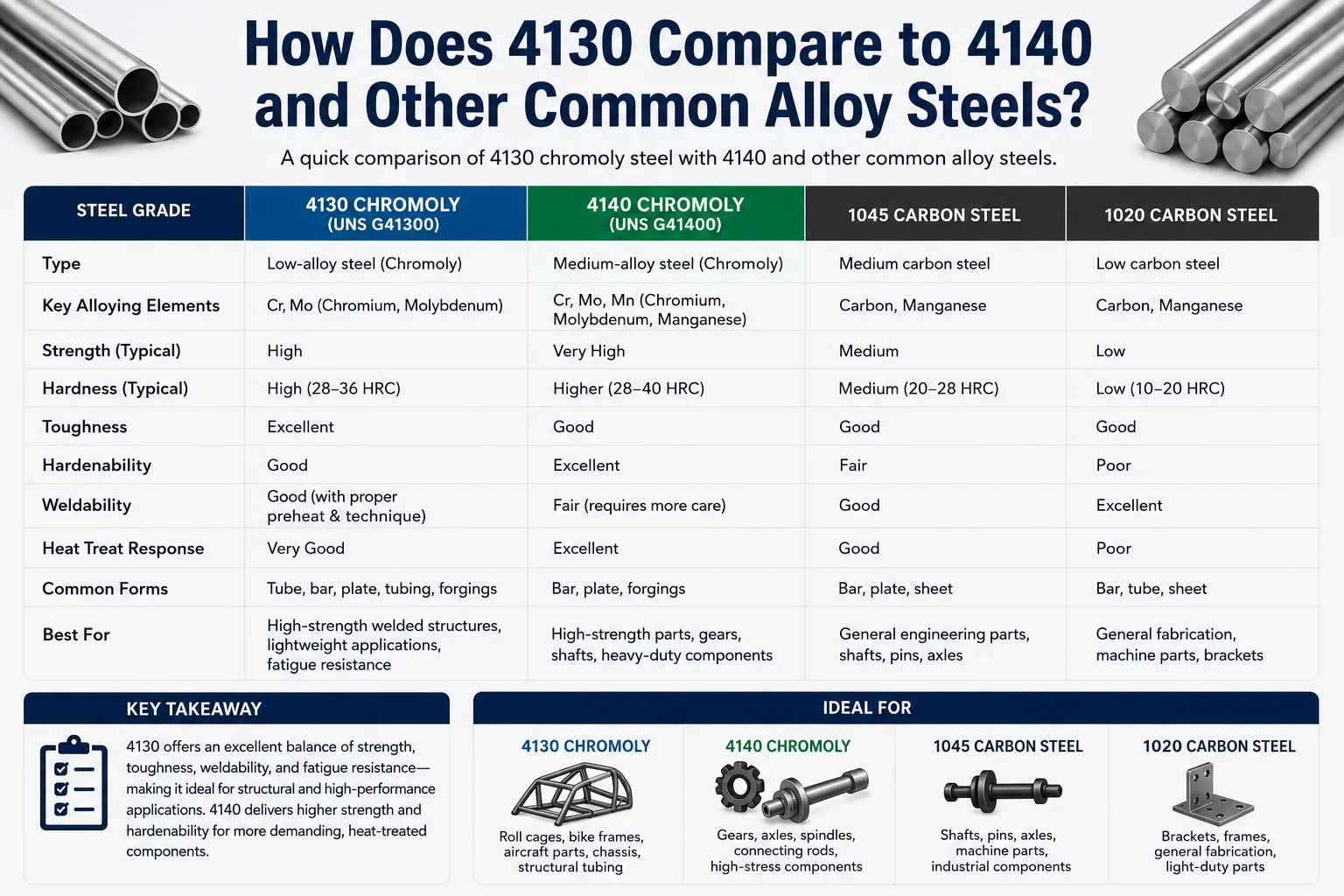
4130 vs 4140 vs 4340: Key Differences
| Property | 4130 | 4140 | 4340 |
|---|---|---|---|
| Carbon Content | 0.28 – 0.33% | 0.38 – 0.43% | 0.38 – 0.43% |
| Chromium | 0.80 – 1.10% | 0.80 – 1.10% | 0.70 – 0.90% |
| Molybdenum | 0.15 – 0.25% | 0.15 – 0.25% | 0.20 – 0.30% |
| Nickel | None | None | 1.65 – 2.00% |
| Max Tensile (Q&T) | ~1620 MPa | ~1900 MPa | ~2070 MPa |
| Hardenability | Moderate | Good | Excellent |
| Weldability | Good | Moderate | Limited |
| Typical Max Section (through-harden) | ~38mm | ~64mm | >100mm |
| Relative Cost | Low | Low-Moderate | Moderate-High |
| Typical Applications | Tubing, thin sections, aircraft | Shafts, gears, tooling | Heavy sections, aircraft forgings |
When to choose 4130 over 4140:
- Sections smaller than 38mm (1.5 inches) diameter or equivalent.
- Applications where welding is required without complex pre/post-weld treatment.
- Weight-critical applications where 4130's slightly lower density of achievable strength is acceptable.
- Cost-sensitive applications where adequate strength is achievable with 4130.
When to choose 4140 over 4130:
- Sections above 38mm where full through-hardening is required.
- Applications requiring tensile strength above approximately 1400 MPa.
- Shafts, gears, and components subject to high torsional loads.
- Applications where weldability is not a primary concern.
When to choose 4340 over both:
- Very large cross-sections requiring uniform high strength through the full section.
- Maximum strength applications such as aircraft landing gear and large crankshafts.
- Applications where the cost premium is justified by performance requirements.
What Specifications and Standards Cover 4130 Steel?
Specifying 4130 correctly requires selecting the right standard for the product form and application. Multiple standards cover 4130, and the applicable standard determines required testing, certification, and permissible property ranges.
Complete Standards Reference for 4130
| Standard | Product Form | Key Requirements |
|---|---|---|
| ASTM A29/A29M | Hot-rolled and cold-finished bar | Chemistry, mechanical properties (general) |
| ASTM A322 | Hot-rolled alloy steel bar | Standard structural bar |
| ASTM A331 | Cold-finished alloy steel bar | Tighter dimensional tolerances |
| ASTM A519 | Seamless mechanical tubing | DOM and seamless tube |
| ASTM A505 | Sheet and strip (hot-rolled) | General sheet product |
| ASTM A506 | Sheet and strip (regular quality) | Structural sheet |
| ASTM A513 | Electric-resistance-welded tube | ERW tubing specification |
| ASTM A534 | Carburizing steels (bearings) | Special cleanliness |
| AMS 6345 | Sheet, strip, plate | Aerospace quality |
| AMS 6370 | Seamless tubing | Aerospace tubing |
| AMS 6528 | Bar, rod, forgings | Aerospace bar |
| AMS 6350 | Wire | Aerospace wire |
| ASME SA-29 | Bar (pressure vessel) | Pressure vessel bar |
| MIL-S-6758 | Tubing (military aircraft) | Military aerospace specification |
Certification Requirements by Application
| Application Type | Required Certification Level | Key Additional Tests |
|---|---|---|
| General structural | EN 10204 Type 2.1 or 2.2 | Chemistry only |
| Pressure vessels | EN 10204 Type 3.1 | Chemistry + mechanical |
| Aerospace (AMS) | EN 10204 Type 3.2 | Full chem + mech + NDE |
| Motorsport (roll cage) | Material cert + dimensional | Hardness verification |
| Oil and gas | EN 10204 Type 3.1 + NDE | Full qualification per API |
What Surface Treatment and Coating Options Are Available for 4130?
4130 chromoly, like all low-alloy steels, will rust in the presence of moisture without surface protection. Selecting the right surface treatment depends on the service environment, dimensional tolerances, aesthetic requirements, and compatibility with subsequent assembly operations.
Surface Treatment Comparison
| Treatment | Process Description | Corrosion Protection | Effect on Dimensions | Typical Applications |
|---|---|---|---|---|
| Black oxide | Chemical conversion coating | Minimal (requires oil overcoat) | Negligible | Tooling, firearms, indoor use |
| Zinc phosphate | Chemical conversion + oil or paint | Moderate with overcoat | Negligible | Automotive, structural |
| Electroless nickel | Autocatalytic nickel-phosphorus deposit | Good | 0.01 – 0.05mm thick | Precision components, moderate chemical resistance |
| Hard chrome | Electroplating | Good | 0.01 – 0.25mm | Hydraulic shafts, wear surfaces |
| Zinc plating | Electrodeposition | Good | 0.005 – 0.025mm | Fasteners, brackets |
| Hot-dip galvanizing | Zinc bath immersion | Excellent | 0.05 – 0.15mm variable | Heavy structural, outdoor |
| Thermal spray | Arc or flame-sprayed coating | Excellent | Variable | Heavy industrial, large components |
| Powder coating | Electrostatic polymer application | Very good | 0.05 – 0.15mm | Motorsport, bicycle frames, visible surfaces |
| Paint (epoxy primer) | Brush, spray, dip application | Good with maintenance | Negligible | General purpose, easy field repair |
For aerospace applications, chemical film conversion coating (Alodine/Chromate treatment per MIL-DTL-5541) followed by epoxy primer is the standard approach for steel components in non-structural areas. For structural steel tubes in aircraft, internal surfaces are often treated with oil or zinc chromate primer.
FAQs: Everything You Need to Know About 4130 Steel
1: What is the difference between 4130 and mild steel, and when should I use 4130?
The key difference is strength and hardenability: 4130 achieves 2 to 5 times the strength of mild steel (A36 or 1018) through heat treatment, while mild steel cannot be significantly hardened. Mild steel (A36) has a tensile strength of approximately 400 – 550 MPa in the as-rolled condition, and this cannot be significantly increased through heat treatment. 4130 in the normalized condition already matches or exceeds mild steel, and in the Q&T condition reaches tensile strengths of 930 – 1620 MPa depending on tempering temperature. The weight reduction achievable by substituting 4130 for mild steel in a strength-limited design is typically 30 to 60%, which is why 4130 dominates weight-sensitive applications in aerospace, motorsport, and performance vehicles. Weldability is generally comparable between mild steel and 4130 normalized tubing in thin sections, though 4130 requires slightly more care with preheat in heavier sections. Choose mild steel when cost is the primary driver and strength requirements are low. Choose 4130 when weight reduction, higher stress levels, or fatigue resistance requirements cannot be met by mild steel.
2: Can 4130 be welded without preheat?
Yes, thin-section 4130 (below approximately 3mm wall thickness) in the normalized condition can typically be welded without preheat, but thicker sections and Q&T material always require preheat of at least 150°C. The thin-wall 4130 normalized tubing used in aircraft fuselage frames and roll cages is routinely welded by experienced fabricators using GTAW (TIG) without preheat, following established practices in FAA Advisory Circular AC43.13-1B and motorsport fabrication standards. The key factors that allow preheat-free welding of thin 4130 are: the low carbon content (0.30% maximum), the small thermal mass of the section which allows rapid post-weld cooling without excessive hydrogen concentration, and the use of clean, low-hydrogen filler metals (ER70S-2 or ER80S-D2). For sections above 6mm, or any Q&T 4130, preheat becomes necessary to prevent hydrogen-induced cracking. Always use dry, clean filler wire and shield gas, and avoid welding on damp or contaminated base metal regardless of section size.
3: What is the maximum hardness achievable with 4130 steel?
The maximum achievable hardness for 4130 after quenching (without temper) is approximately 55 – 58 HRC (Rockwell C), corresponding to a fully martensitic microstructure. This maximum is governed by the carbon content (0.28 – 0.33%), because carbon is the primary determinant of martensite hardness. In practice, as-quenched hardness measurements on standard test bars typically fall between 52 and 56 HRC. This as-quenched condition is extremely hard but also very brittle and should never be used in this state for structural applications. Tempering always follows quenching to reduce hardness and increase toughness. The minimum recommended tempering temperature for 4130 is 150°C (300°F) for most applications, with the practical hardness range after tempering being 22 to 46 HRC depending on tempering temperature. For comparison, 4140 achieves approximately 60 HRC as-quenched due to its higher carbon content, giving it a clear advantage in applications requiring maximum hardness.
4: Is 4130 chromoly steel magnetic?
Yes, 4130 chromoly steel is ferromagnetic in all normal supply conditions (annealed, normalized, and Q&T). Unlike austenitic stainless steels (such as 304 or 316) which are non-magnetic in the annealed condition, 4130 has a ferritic/martensitic/pearlitic microstructure in all heat-treated conditions, all of which are magnetically responsive. This has practical implications: 4130 components can be lifted with magnetic lifting equipment, detected with magnetic particle inspection (MPI) for surface and near-surface defects, and are not appropriate for applications requiring non-magnetic properties (such as equipment near MRI machines or magnetic compass installations). The magnetic response of 4130 does not change significantly with heat treatment condition, though the saturation induction and coercive force vary slightly between the annealed (softer magnetic behavior) and hardened (slightly harder magnetic behavior) conditions.
5: How does 4130 perform at low temperatures (cryogenic applications)?
4130 is not recommended for cryogenic applications below approximately -40°C (-40°F) without special qualification, because its impact toughness drops significantly at sub-zero temperatures. The ductile-to-brittle transition temperature (DBTT) for 4130 in the normalized condition typically falls in the range of -20 to -50°C, depending on the specific heat treatment and grain size. Below the DBTT, impact energy drops dramatically and brittle fracture can occur under conditions that would cause only ductile deformation at room temperature. For low-temperature applications, 4130 should be specified in the Q&T condition with a relatively high tempering temperature (595 – 650°C) which produces the best combination of strength and sub-zero toughness. For temperatures below -50°C, alloys specifically developed for cryogenic service such as 9% nickel steel, austenitic stainless steels, or nickel-based alloys are more appropriate. Always specify Charpy V-notch impact testing at the minimum service temperature when 4130 will be used in cold environments.
6: What is the difference between 4130 DOM tubing and 4130 seamless tubing?
DOM (Drawn Over Mandrel) tubing and seamless tubing are two different manufacturing processes that produce 4130 tube with different dimensional tolerances and surface characteristics, not different material properties. Seamless 4130 tubing is produced by piercing and elongating a solid billet without a longitudinal weld seam. DOM tubing is produced by starting with ERW (Electric Resistance Welded) tube and then cold-drawing it over a mandrel, which effectively works and refines the weld zone until it is metallurgically indistinguishable from the parent material. DOM tubing offers tighter dimensional tolerances (particularly in wall thickness uniformity and ID concentricity) than standard seamless tubing and typically has a better internal surface finish. For most motorsport, aerospace, and structural applications, DOM 4130 tubing is preferred for its dimensional precision. Seamless tubing is preferred for pressure-containing applications under codes that prohibit welded tube (certain ASME and API specifications), and for high-pressure hydraulic applications. Both types meet the same chemistry and mechanical property requirements.
7: What causes 4130 to become brittle after welding, and how can it be prevented?
Post-weld brittleness in 4130 results from three main mechanisms: hydrogen-induced cracking in the HAZ, formation of hard untempered martensite in the HAZ, and tempered martensite embrittlement if stress relief is done at the wrong temperature. In the HAZ adjacent to the weld bead, the peak temperature exceeds the austenitizing temperature and the subsequent cooling rate is typically fast enough to form martensite. If hydrogen is present (from moisture in the filler wire, flux, or base metal surface), it can diffuse into the hard martensitic HAZ and initiate cracking. Prevention requires: using dry, clean low-hydrogen filler metal stored in a rod oven, preheating the base metal as specified (see preheat table above), maintaining interpass temperature during multi-pass welds, and applying post-weld stress relief at 595 – 650°C (not in the 260 – 370°C embrittlement range). For critical applications, hydrogen bake-out at 150 – 200°C for 4 hours after welding is sometimes specified. Non-destructive testing (magnetic particle inspection or penetrant testing) of the HAZ after welding and post-weld treatment verifies the absence of cracking.
8: Can I use 4130 for pressure vessel construction?
Yes, 4130 can be used for pressure vessel construction under ASME Boiler and Pressure Vessel Code Section VIII, Division 1, when supplied to the appropriate ASME material specifications. The relevant ASME specifications are SA-29 (bar), SA-519 (tubing), and SA-505 (sheet and strip). Forgings are covered under SA-372 (Grade J, Class 110 for Q&T 4130). The design code lists allowable stresses for 4130 at temperatures up to approximately 425°C, beyond which the allowable stress drops rapidly due to creep considerations. For ASME pressure vessel applications, material must be certified to the SA-series specifications with a Type 3.1 or 3.2 material test certificate. Impact testing per UG-84 is required when the minimum design temperature falls below the applicable exemption curves in the code. For high-pressure applications in the oil and gas sector, API 6A and API 16A specifications cover wellhead and Christmas tree equipment manufactured from 4130 material.
9: How do I specify 4130 steel tubing for a roll cage build?
For roll cage construction, specify 4130 normalized seamless or DOM tubing meeting ASTM A519, with dimensions compliant to your sanctioning body's rules, and request a full material test certificate (MTC) confirming chemistry and mechanical properties. Most motorsport sanctioning bodies specify the minimum wall thickness and diameter for 4130 roll cage tubing based on vehicle weight. For example, many road racing regulations specify 1.5-inch OD × 0.120-inch wall minimum for main hoop construction in vehicles under 2500 lbs. The normalized condition is standard for roll cage tubing because it provides adequate toughness for impact loading without the complication of post-weld heat treatment. Always verify that the supplier provides a traceable MTC (EN 10204 Type 3.1 minimum) that confirms AISI 4130 chemistry and the normalized condition. Avoid generic "chromoly" claims without documented certification. After fabrication, the cage should not be painted with thick coatings that might conceal cracks, and critical weld zones should be inspected visually after completion.
10: What is the fatigue strength of 4130 and how does surface condition affect it?
The fatigue endurance limit of 4130 varies from approximately 310 MPa (45 ksi) in the annealed condition to approximately 700 MPa (102 ksi) in the high-strength Q&T condition, but surface finish has a dramatic effect that can reduce fatigue life by 30 to 70%. Fatigue cracks almost always initiate at the surface, making surface condition the most critical variable in fatigue-loaded applications. The endurance limit data cited above applies to polished test specimens. In practical components with machined surfaces, fatigue strength is reduced by 20 – 30%. Components with as-forged or as-rolled surfaces show 30 – 50% reduction. Any surface stress concentration (notches, sharp fillets, tool marks) further reduces fatigue life dramatically. Surface treatments that induce compressive residual stresses, such as shot peening, can improve fatigue life by 20 – 40%. For maximum fatigue resistance in 4130 components: use the highest practical tempering temperature that still meets strength requirements (higher toughness improves fatigue crack growth resistance), specify smooth surface finish (Ra ≤ 1.6 µm) in critical areas, use generous fillet radii at geometry transitions, and consider shot peening for components in cyclic loading service.
Conclusion: 4130 Chromoly Steel Remains One of Engineering's Most Reliable Choices
After reviewing the full technical picture, 4130 chromoly steel's enduring popularity is well justified. No other low-alloy steel in its cost bracket combines this level of weldability, heat treatment flexibility, and strength potential in sections up to 38mm. When properly heat-treated and fabricated following established procedures, 4130 delivers reliable, predictable performance across a service temperature range from approximately -40°C to 425°C.
The critical success factors for any 4130 application are:
- Match the heat treatment to the strength requirement: Do not use annealed 4130 where Q&T properties are needed, and do not over-specify Q&T where normalized will suffice.
- Recognize the section size limit: Beyond 38mm (1.5 inches) effective diameter, upgrade to 4140 or 4340 for uniform properties.
- Control welding procedure carefully: Low-hydrogen process, correct preheat for section thickness, and post-weld stress relief at the right temperature prevent the majority of weld-related failures.
- Specify the correct standard: Match the ASTM, AMS, or ASME specification to the application and always require traceable material certifications.
Source Your 4130 Chromoly Steel from MWalloys
MWalloys stocks 4130 chromoly in bar, tube (seamless and DOM), plate, sheet, and strip, covering a wide range of sizes for immediate shipment. Our supply chain includes certified mill-direct material meeting ASTM, AMS, and ASME specifications, with full EN 10204 Type 3.1 material test certificates provided with every order.
Our technical team is available to assist with:
- Material selection between 4130, 4140, 4340, and alternative alloys
- Heat treatment specification and procedure development
- Custom cutting and processing to your dimensional requirements
- Urgent delivery from stock inventory
Contact MWalloys today to request a quotation or speak with a materials engineer about your specific project requirements. Submit an inquiry through our website contact form or reach our technical sales team directly for same-day response.
Verified and Authoritative Sources
The technical information presented in this article draws from the following peer-reviewed publications, industry standards, and authoritative reference documents:
- ASM International – ASM Handbook, Volume 1: Properties and Selection: Irons, Steels, and High-Performance Alloys. ASM International, Materials Park, Ohio. ISBN 978-0-87170-377-4.
- ASM International – ASM Handbook, Volume 4: Heat Treating. ASM International. ISBN 978-0-87170-379-8.
- ASTM International – ASTM A519: Standard Specification for Seamless Carbon and Alloy Steel Mechanical Tubing.
- ASTM International – ASTM A29/A29M: Standard Specification for General Requirements for Steel Bars, Carbon and Alloy, Hot-Wrought.
- SAE International – SAE J404: Chemical Compositions of SAE Alloy Steels. SAE International, Warrendale, PA.
- Aerospace Materials Specification – AMS 6370: Steel, Seamless Tubing 0.28-0.33C (SAE 4130). SAE International.
- Aerospace Materials Specification – AMS 6345: Steel, Sheet, Strip, and Plate 0.28-0.33C (SAE 4130). SAE International.
- ASME Boiler and Pressure Vessel Code, Section II, Part A – Ferrous Material Specifications (SA-29, SA-519, SA-372).
- Federal Aviation Administration – Advisory Circular AC43.13-1B: Acceptable Methods, Techniques, and Practices – Aircraft Inspection and Repair. Chapter 4 (Welded Steel Structures).
- Lincoln Electric Company – Procedure Handbook of Arc Welding, 14th Edition. Cleveland, Ohio.
- Bringas, J.E. (Ed.) – Handbook of Comparative World Steel Standards, 4th Edition. ASTM International. ISBN 978-0-8031-4362-0.
- NACE International – NACE MR0175 / ISO 15156: Petroleum and natural gas industries – Materials for use in H₂S-containing environments.
- Shigley, J.E., Mischke, C.R., Budynas, R.G. – Mechanical Engineering Design, 8th Edition. McGraw-Hill. ISBN 978-0-07-312193-2.
- European Standard EN 10083-3 – Steels for quenching and tempering – Part 3: Technical delivery conditions for alloy steels. CEN, Brussels.
- Callister, W.D., Rethwisch, D.G. – Materials Science and Engineering: An Introduction, 10th Edition. Wiley. ISBN 978-1-119-40500-9.
