الفولاذ الكرومولي 4130 هو فولاذ منخفض السبائك يحتوي على الكروم (0.80–1.10%) والموليبدينوم (0.15–0.25%) ويوفر نسبة قوة إلى وزن استثنائية، وقابلية لحام متميزة، واستجابة معالجة حرارية يمكن التنبؤ بها، مما يجعله أحد أكثر أنواع الفولاذ الهندسي تنوعًا المتاحة اليوم. يستخدم الفولاذ 4130 في صناعات الفضاء والسيارات والنفط والغاز ورياضة السيارات، ويتفوق باستمرار على أنواع الفولاذ الكربوني العادي في مقاومة الإجهاد والصلابة وقابلية التصلب دون التعقيدات التصنيعية التي تتسم بها البدائل عالية السبائك.
في MWalloys، نوفر مادة الكرومولي 4130 في شكل قضبان وأنابيب وألواح وصفيح للمهندسين وفرق المشتريات في العديد من القطاعات الصناعية. على مر السنين، كانت إحدى الملاحظات الأكثر شيوعًا من فريقنا الفني هي أن الفولاذ 4130 غالبًا ما يتم تحديد مواصفاته بأقل من اللازم أو يتم تطبيقه بشكل خاطئ لمجرد أن المهندسين ليسوا على دراية كاملة بنطاق خصائصه الكامل في ظل ظروف المعالجة الحرارية المختلفة.
إذا كان مشروعك يتطلب استخدام الفولاذ 4130، فيمكنك اتصل بنا للحصول على عرض أسعار مجاني.
ما هو الفولاذ الكرومولي 4130 ولماذا يُسمى "كرومولي"؟
اسم "كرومولي" هو اختصار لعبارة "الكروم والموليبدينوم"، وهما العنصران المكونان للسبائك اللذان يحددان سلسلة 41xx من الفولاذ منخفض السبائك في نظام تصنيف AISI/SAE. يتبع التسمية 4130 منطق ترقيم محدد: يحدد الرقمان الأولان (41) سلسلة السبائك على أنها فولاذ الكروم-الموليبدينوم، ويشير الرقمان الأخيران (30) إلى محتوى كربوني اسمي يبلغ 0.30%.
شرح نظام ترقيم AISI/SAE
| موضع الرقم | المعنى في 4130 | القيمة |
|---|---|---|
| الرقم الأول (4) | مجموعة السبائك: فولاذ الموليبدينوم | سلسلة تحتوي على عنصر الموليبدينوم |
| الرقم الثاني (1) | المجموعة الفرعية: فولاذ الكروم والموليبدن | أُضيف Cr |
| الرقمان الثالث والرابع (30) | المحتوى الاسمي للكربون × 100 | 0.30% C |
يُطبق نظام الترقيم هذا بشكل متسق على جميع أنواع عائلة 41xx، والتي تشمل 4140 (0.40% C) و4150 (0.50% C) وغيرها. يعد محتوى الكربون هو العامل الرئيسي الذي يتحكم في الصلابة التي يمكن تحقيقها بعد المعالجة الحرارية، ولهذا السبب فإن فهم مكانة 4130 ضمن هذه العائلة أمر مهم لاختيار التطبيق المناسب.
لماذا الكروم والموليبدينوم؟
يؤدي كل من عنصري السبائك وظائف معدنية متميزة ترفع من مستوى الفولاذ 4130 إلى ما هو أعلى بكثير من الفولاذ الكربوني العادي الذي يحتوي على نسبة كربون مماثلة:
الكروم يزيد من قابلية التصلب، ويحسن مقاومة الأكسدة والتآكل عند درجات حرارة مرتفعة قليلاً، ويقوي الفولاذ من خلال التصلب بالمحلول الصلب. كما تعمل كربيدات الكروم على تحسين مقاومة التآكل.
الموليبدينوم يعزز قابلية التصلب بشكل أكثر فعالية من الكروم على أساس الوزن، ويحسن مقاومة الزحف، ويقلل بشكل كبير من خطر التقصف الناتج عن التبريد (وهي ظاهرة تصبح فيها بعض أنواع سبائك الفولاذ هشة بعد التبريد البطيء عبر نطاقات حرارية محددة). كما يعمل الموليبدينوم على تحسين حجم الحبيبات، مما يساهم في تعزيز المتانة.
تؤدي هذه العناصر مجتمعة إلى إنتاج فولاذ يتسم بصلابة شاملة في المقاطع ذات الأبعاد الأكبر بكثير مقارنة بالفولاذ الكربوني العادي، مما يجعل الفولاذ 4130 مناسبًا للمكونات التي تتطلب خصائص متجانسة عبر المقطع العرضي بأكمله.
ما هو التركيب الكيميائي الكامل لفولاذ 4130؟
يحدد التركيب الكيميائي كل ما يتعلق بسلوك الفولاذ أثناء المعالجة والاستخدام. وتفرض مواصفة 4130 حدودًا صارمة نسبيًا على التركيب مقارنةً بالعديد من أنواع الفولاذ الهندسي.
التركيب الكيميائي لـ AISI 4130 (بالنسبة المئوية من الوزن)
| العنصر | الحد الأدنى (%) | الحد الأقصى (%) | الوظيفة الأساسية |
|---|---|---|---|
| الكربون (C) | 0.28 | 0.33 | الصلابة والقوة بعد المعالجة الحرارية |
| المنجنيز (Mn) | 0.40 | 0.60 | القدرة على التصلب، إزالة الأكسدة |
| الفوسفور (P) | - | 0.035 | يتم التحكم فيه باعتباره شائبة |
| الكبريت (S) | - | 0.040 | يتم التحكم فيه باعتباره شائبة |
| السيليكون (Si) | 0.15 | 0.35 | إزالة الأكسدة، القوة |
| الكروم (Cr) | 0.80 | 1.10 | القدرة على التصلب، مقاومة التآكل |
| الموليبدينوم (Mo) | 0.15 | 0.25 | القدرة على التصلب، ومقاومة التقصف الناتج عن التلدين |
| النيكل (ني) | - | - | غير محدد في المعيار |
| النحاس (النحاس) | - | - | غير محدد في المعيار |
تقييم مكافئ الكربون وقابلية اللحام
تعد قيمة المكافئ الكربوني (CE) معلمة أساسية لتقييم متطلبات التسخين المسبق لللحام ومدى التعرض للتشقق الناتج عن الهيدروجين. والصيغة الأكثر استخدامًا (صيغة المعهد الدولي للحام) هي:
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
بالنسبة لـ 4130 باستخدام القيم الاسمية للتركيب:
CE = 0.30 + 0.50/6 + (0.95 + 0.20)/5 = 0.30 + 0.083 + 0.230 = ~0.61%
إن وجود معامل التمدد الحراري (CE) أعلى من 0.60% يضع الفولاذ 4130 من الناحية الفنية ضمن نطاق يتطلب إدارة دقيقة لعملية التسخين المسبق، لا سيما في المقاطع السميكة. ومع ذلك، فإن المحتوى الفعلي المنخفض للكربون في 4130 (الأقرب إلى 0.30%) وطبيعة عناصر السبائك الخاصة به تعني أنه في الممارسة العملية، يمكن لحام الأنابيب والألواح ذات المقاطع الرقيقة مع الحد الأدنى من التسخين المسبق أو بدونه عند اتباع الإجراءات المناسبة. نناقش هذا بالتفصيل في قسم اللحام أدناه.
ما هي الخصائص الميكانيكية لفولاذ 4130 في الظروف المختلفة؟
تختلف الخصائص الميكانيكية لـ 4130 اختلافًا جوهريًا اعتمادًا على الحالة التي يتم توريدها أو استخدامها فيها. وهذا أحد أهم الفروق التي يجب على المهندسين فهمها: فالمادة 4130 في حالة التلدين والمادة 4130 في حالة التبريد والتقسية هما، من الناحية العملية، مادتان مختلفتان تمامًا من حيث القوة والصلابة.
الخصائص الميكانيكية حسب الحالة
| الممتلكات | ملدن | تطبيع | Q&T (تصلب عند 315 درجة مئوية) | Q&T (تصلب عند 425 درجة مئوية) | Q&T (تصلب عند 540 درجة مئوية) |
|---|---|---|---|---|---|
| قوة الشد | 670 ميجا باسكال (97 ألف باسكال) | 670 ميجا باسكال (97 ألف باسكال) | 1620 ميجا باسكال (235 كيلو باسكال) | 1380 ميجا باسكال (200 كيلو باسكال) | 1090 ميجا باسكال (158 كيلو باسكال) |
| قوة الخضوع (0.2%) | 435 ميجا باسكال (63 ألف باسكال) | 435 ميجا باسكال (63 ألف باسكال) | 1470 ميجا باسكال (213 كيلو باسكال) | 1240 ميجا باسكال (180 كسي) | 960 ميجا باسكال (139 ألف باسكال) |
| التمدد (2 بوصة) | 28% | 26% | 10% | 13% | 17% |
| تقليل المساحة | 60% | 57% | 42% | 50% | 57% |
| الصلابة (برينل) | حوالي 197 هكتوغرام | حوالي 197 هكتوغرام | حوالي 460 درجة هاردبيل | حوالي 400 درجة هاردبيل | حوالي 320 درجة هاردبيل |
| الصدم (اختبار شاربي ذو الشق على شكل حرف V) | حوالي 100 جول | حوالي 90 جول | حوالي 35 جول | حوالي 55 جول | حوالي 85 جول |
تمثل القيم الخصائص النموذجية للقضبان الدائرية مقاس 25 مم (1 بوصة). وتختلف الخصائص الفعلية باختلاف حجم المقطع، والتركيب الكيميائي الدقيق، وتاريخ المعالجة.
كيف يؤثر حجم القسم على الخصائص
إن قابلية الصلب 4130 للتصلب، رغم أنها أفضل من الفولاذ الكربوني العادي، إلا أنها ليست غير محدودة. ويحدد اختبار جوميني للتبريد الطرفي كيفية انخفاض الصلابة من السطح المبرد باتجاه قلب المقطع:
| المسافة من الطرف المُبرد | الصلابة النموذجية (HRC) |
|---|---|
| 1.6 ملم (1/16 بوصة) | 52 – 55 |
| 6.4 ملم (4/16 بوصة) | 45 – 50 |
| 12.7 ملم (8/16 بوصة) | 35 – 42 |
| 25.4 ملم (16/16 بوصة) | 28 - 36 |
| 38.1 ملم (24/16 بوصة) | 25 – 32 |
تُظهر هذه البيانات أن الفولاذ 4130 يتصلب بشكل موثوق في المقاطع التي يصل قطرها إلى حوالي 38 ملم (1.5 بوصة) عند التبريد بالزيت. وعند تجاوز هذا الحجم، يظهر تدرج في الخصائص بين قلب القطعة وسطحها. بالنسبة للمقاطع العرضية الأكبر التي تتطلب خصائص موحدة، ينبغي النظر في استخدام 4140 أو 4340 ذات قابلية التصلب الأعلى.
الخصائص الفيزيائية
| الممتلكات المادية | القيمة | الملاحظات |
|---|---|---|
| الكثافة | 7.85 غ/سم³ (0.284 رطل/بوصة مكعبة) | معيار الفولاذ منخفض السبائك |
| معامل المرونة | 205 جيجاباسكال (29.7 × 10⁶ رطل لكل بوصة مربعة) | مثل معظم أنواع الفولاذ الكربوني |
| التوصيل الحراري | 42.7 واط/م·كلفن عند 100 درجة مئوية | تبديد جيد للحرارة |
| معامل التمدد الحراري | 12.3 ميكرومتر/متر·درجة مئوية (21–93 درجة مئوية) | من الخصائص النموذجية لسبائك الفولاذ |
| السعة الحرارية النوعية | 477 جول/كجم·كلفن | - |
| المقاوماتية الكهربائية | 0.22 ميكروأوم·م | - |
| نطاق الذوبان | 1432 – 1471 درجة مئوية (2610 – 2680 درجة فهرنهايت) | - |
| نسبة بواسون | 0.29 | - |
ما هي الأنواع المماثلة عالمياً لفولاذ الكرومولي 4130؟
عند شراء الفولاذ 4130 لمشاريع دولية، من الضروري فهم التسميات المكافئة في مختلف المعايير الوطنية. فقد يؤدي استخدام بديل غير صحيح إلى اختلافات كبيرة في الخصائص، لا سيما في قابلية التصلب ومقاومة الصدمات.
جدول المعايير الدولية المكافئة
| قياسي | التعيين | البلد/المنطقة | الملاحظات |
|---|---|---|---|
| AISI/SAE | 4130 | الولايات المتحدة الأمريكية | المعيار المرجعي |
| UNS | G41300 | الولايات المتحدة الأمريكية | نظام الترقيم الموحد |
| ASTM | A29/A29M من الدرجة 4130 | الولايات المتحدة الأمريكية | مواصفات البار |
| ASTM | A519 من الدرجة 4130 | الولايات المتحدة الأمريكية | أنبوب غير ملحوم |
| ASTM | A322 من الدرجة 4130 | الولايات المتحدة الأمريكية | قضبان معدنية |
| EN / DIN | 25CrMo4 | أوروبا | المرادف الأوروبي الأكثر شيوعًا |
| دين | 1.7218 | ألمانيا | رقم المادة |
| EN | 34CrMo4 | أوروبا | ارتفاع طفيف في درجة الحرارة؛ ما يعادل تقريبًا |
| ب | 708M25 | المملكة المتحدة | المكافئ القياسي البريطاني |
| JIS | SCM430 | اليابان | مكافئ تقريبًا |
| GB | 30CrMo | الصين | المعيار الصيني المكافئ |
| الأيزو | 25CrMo4 | الدولية | تصنيف ISO 683-1 |
| NF | 25CD4 | فرنسا | المعيار الفرنسي المكافئ |
| GOST | 30 كيلومترًا | روسيا | مكافئ تقريبًا |
الاختلافات بين الفئة 4130 وما يعادلها
على الرغم من أن المواد المكافئة الواردة في الجدول أعلاه تُستخدم غالبًا كبدائل للمادة 4130، إلا أنها ليست متطابقة دائمًا. النقاط الأساسية التي يجب التحقق منها عند استخدام مواد مكافئة غير تابعة لمعيار AISI:
- 25CrMo4 (1.7218): أقرب نظير أوروبي. تتراوح نسبة الكربون بين 0.22 و 0.29% مقابل 0.28 و 0.33% في 4130، مما يعني أن 25CrMo4 أقل قليلاً في متوسط نسبة الكربون. وهذا ينتج صلابة أقل بشكل هامشي بعد التبريد ولكن بخصائص تصنيع مماثلة.
- SCM430 (JIS): يتراوح محتوى الكروم في النوع الياباني بين 0.90 و1.201٪، ومحتوى الموليبدينوم بين 0.15 و0.301٪، وهو ما يوسع النطاق قليلاً مقارنة بمواصفات AISI. وتعتبر الخصائص متكافئة بشكل عام في معظم التطبيقات الإنشائية.
- 30CrMo (GB/T): تبلغ نسبة الكربون الاسمية في المكافئ الصيني 0.26–0.341٪، وهو ما يتطابق بشكل جيد مع المعيار 4130. ومع ذلك، قد تكون الحدود القصوى لنسب الكبريت والفوسفور في معايير GB القديمة أقل صرامةً قليلاً مقارنةً بالحدود الدنيا الحالية لمعايير ASTM.
عندما تكون شهادات المواد مطلوبة للتطبيقات الحيوية (الفضاء، وأوعية الضغط، والامتثال للوائح رياضة السيارات)، يجب دائمًا التحقق من أن المواد الموردة تستوفي متطلبات معايير ASTM أو AMS المحددة أو أي معيار آخر ساري المفعول، بدلاً من الاعتماد فقط على التسميات المكافئة.
كيف تتم المعالجة الحرارية للفولاذ 4130 لتحقيق الخصائص المطلوبة؟
تُظهر فولاذ 4130 كامل إمكاناته في المعالجة الحرارية. ويُعد فهم عملية المعالجة الحرارية بأكملها، بما في ذلك الغرض من كل مرحلة وتأثير متغيرات العملية، أمرًا ضروريًا لأي مهندس أو متخصص في المعالجة الحرارية يعمل مع هذه المادة.
تليين الفولاذ 4130
الغرض: تليين الفولاذ استعدادًا للتشغيل الآلي، وتخفيف الضغوط الداخلية الناتجة عن المعالجة السابقة، وتكوين بنية مجهرية متجانسة.
إجراءات التلدين الكامل:
- تسخين إلى 843 – 871 درجة مئوية (1550 – 1600 درجة فهرنهايت)
- اتركه عند هذه الدرجة لمدة كافية (حوالي ساعة لكل بوصة من سمك المقطع، بحد أدنى 30 دقيقة)
- يُبرد ببطء داخل الفرن بمعدل لا يتجاوز 22 درجة مئوية (40 درجة فهرنهايت) في الساعة حتى تنخفض درجة الحرارة إلى ما دون 538 درجة مئوية (1000 درجة فهرنهايت)
- تبريد الهواء من 538 درجة مئوية إلى درجة حرارة الغرفة
النتيجة: بنية مجهرية لينة، مكونة بالكامل من الفريت والبيرليت، تبلغ صلابتها عادةً ما بين 156 و207 وحدة هاردن، وتبلغ قوة الشد القصوى حوالي 670 ميجا باسكال. وتعد هذه الحالة مثالية لعمليات التصنيع الثقيلة قبل المعالجة الحرارية النهائية.
عملية التلدين (التلدين دون الحرج):
- تسخين إلى 649 – 704 درجة مئوية (1200 – 1300 درجة فهرنهايت)
- الاحتفاظ بالحرارة وتبريد الفرن
- يُستخدم بشكل أساسي لتخفيف تصلب المادة الناتج عن التشكيل على البارد بين عمليات التشكيل البارد دون إعادة بلورة كاملة
تسوية الفولاذ 4130
الغرض: تحسين بنية الحبيبات بعد التشكيل بالحرارة، وتحقيق خصائص موحدة، وزيادة القوة بشكل طفيف مقارنة بالحالة بعد التلدين الكامل.
إجراءات التطبيع:
- تسخين إلى 871 – 927 درجة مئوية (1600 – 1700 درجة فهرنهايت)
- الحفاظ على درجة الحرارة (حوالي ساعة لكل بوصة من المقطع)
- هواء بارد بدرجة حرارة الغرفة
النتيجة: بنية مجهرية بيرليتية دقيقة، وصلابة تبلغ حوالي 197 وحدة هاردوت، وقوة شد تبلغ حوالي 670 ميجا باسكال. غالبًا ما يُطلب إجراء عملية التسوية كمرحلة نهائية للأنابيب والقضبان الهيكلية التي تتطلب الحد الأدنى من المعالجة الميكانيكية.
المعالجة الحرارية بالتبريد والتلطيف (Q&T)
هذه هي أهم سلسلة من المعالجات الحرارية لتحقيق خصائص القوة العالية التي تجعل من الفولاذ 4130 مادة قيّمة في التطبيقات الصعبة.
المرحلة الأولى: الأوستنيتة (التصلب)
- يُسخَّن إلى 871 – 900 درجة مئوية (1600 – 1650 درجة فهرنهايت)
- يُنقع لمدة لا تقل عن 30 دقيقة، مع إضافة وقت إضافي حسب سماكة القطعة (ساعة واحدة لكل بوصة على الأقل للقطع التي يزيد سمكها عن 25 ملم)
- يجب أن يكون الفولاذ قد خضع لعملية أوستنيتية كاملة (بحيث تتحول البنية المجهرية بالكامل إلى أوستينيت) قبل التبريد السريع
المرحلة الثانية: التبريد السريع
- يتم التبريد بالزيت في معظم الأجزاء (يضمن التبريد بالزيت درجة صلابة كافية مع انخفاض مخاطر التشوه والتشقق مقارنةً بالماء)
- يمكن استخدام التبريد بالماء في المقطوعات الرقيقة جدًّا، لكنه يزيد بشكل كبير من مخاطر التشوه والتشقق
- يُعد التبريد بالبوليمر بديلاً عن الزيت في بعض التطبيقات
- يجب أن تكون عملية التبريد سريعة بما يكفي لمنع تكوّن البيرلايت والباينيت، مما يؤدي إلى تكوّن المارتينسيت
المرحلة الثالثة: التلدين (حاسمة – لا يجب تخطيها)
- يجب إجراء عملية التلدين فور الانتهاء من التبريد (خلال ساعتين) لتخفيف إجهادات التبريد وتقليل الهشاشة
- يحدد اختيار درجة حرارة التلدين التوازن النهائي بين القوة والصلابة:
| درجة حرارة التقسية | قوة الشد | قوة المردود | الصلابة | الصلابة |
|---|---|---|---|---|
| 200 درجة مئوية (390 درجة فهرنهايت) | حوالي 1800 ميجا باسكال | حوالي 1650 ميجا باسكال | حوالي 52 درجة على مقياس هيرتز | منخفضة جداً |
| 315 درجة مئوية (600 درجة فهرنهايت) | حوالي 1620 ميجا باسكال | حوالي 1470 ميجا باسكال | حوالي 46 درجة على مقياس هارتس | منخفضة |
| 425 درجة مئوية (800 درجة فهرنهايت) | ~حوالي 1380 ميجا باسكال | حوالي 1240 ميجا باسكال | حوالي 41 درجة مئوية | معتدل |
| 540 درجة مئوية (1000 درجة فهرنهايت) | حوالي 1090 ميجا باسكال | حوالي 960 ميجا باسكال | حوالي 32 درجة على مقياس هارتس | جيد |
| 595 درجة مئوية (1100 درجة فهرنهايت) | حوالي 930 ميجا باسكال | حوالي 800 ميجا باسكال | حوالي 28 درجة على مقياس هارت | جيد جداً |
| 650 درجة مئوية (1200 درجة فهرنهايت) | حوالي 780 ميجا باسكال | حوالي 655 ميجا باسكال | حوالي 22 درجة على مقياس هارتس | ممتاز |
ملاحظة مهمة بشأن التقصف الناتج عن التبريد: لا ينبغي تليين الفولاذ 4130 في نطاق درجات الحرارة 260 – 370 درجة مئوية (500 – 700 درجة فهرنهايت) في التطبيقات التي تتطلب صلابة عالية. يتوافق هذا النطاق مع ظاهرة تسمى تقصف المارتنسيت المقسى (TME)، حيث يؤدي ترسيب الكربيد عند حدود شرائح المارتنسيت إلى تقليل صلابة الصدم دون توفير تخفيف كافٍ للإجهاد. يعمل الموليبدينوم الموجود في 4130 على كبح التقصف الناتج عن التلدين الكلاسيكي (فولاذات Ni-Cr-Mn بدون Mo) ولكنه لا يقضي تمامًا على TME.
خيارات التصلب السطحي لـ 4130
على الرغم من أن الفولاذ 4130 يتم تصلبه بشكل أساسي حتى النخاع، إلا أنه يمكن تطبيق معالجات التصلب السطحي عندما تكون هناك حاجة إلى مقاومة التآكل على السطح مقترنة بالصلابة في اللب:
التكربن: يزيد من محتوى الكربون السطحي إلى 0.8 – 1.01٪، ويلي ذلك عملية التبريد السريع والتلطيف. ينتج طبقة خارجية صلبة (58 – 62 HRC) مع قلب متين. عمق الطبقة الفعال: 0.5 – 2.0 مم حسب المدة والحرارة.
النيترة: يُدمج النيتروجين في السطح عند درجة حرارة تتراوح بين 500 و550 درجة مئوية دون تبريد سريع لاحق. ينتج سطحًا شديد الصلابة (900 – 1100 HV) مع حد أدنى من التشوه في الأبعاد. مثالي للمكونات الدقيقة بعد المعالجة النهائية.
التصلب التعريفي: يتم تسخين السطح بسرعة باستخدام ملف حثي، يليه تبريد فوري بالماء. ينتج عن ذلك تصلب موضعي في المناطق المحددة. فعال في معالجة أعمدة الدوران، وأسنان التروس، وأسطح التآكل الموضعية.
كيف يتم لحام الفولاذ 4130 وتشكيله وتصنيعه؟
تعد خصائص تصنيع الفولاذ 4130 عاملاً أساسياً في نجاحه التجاري. ويختار العديد من المهندسين الفولاذ 4130 على وجه التحديد لأنه يوفر خصائص ميكانيكية فائقة دون التعرض لمشاكل التصنيع المرتبطة بأنواع الفولاذ عالية السبائك أو عالية الكربون.
لحام الفولاذ الكرومولي 4130
يُعتبر الفولاذ 4130 قابلاً للحام بجميع طرق اللحام بالانصهار الشائعة، لكن اتباع التقنية الصحيحة أمر ضروري لتجنب حدوث تشققات ناتجة عن الهيدروجين (التشقق البارد) في منطقة التأثير الحراري.
عمليات اللحام الموصى بها:
- اللحام بقوس التنغستن بالغاز (GTAW/TIG): يُفضل استخدامه في التطبيقات الحيوية في مجال الفضاء والرياضات الميكانيكية؛ حيث يوفر أفضل تحكم في الحرارة وأقل كمية من الهيدروجين.
- اللحام بالقوس المعدني بالغاز (GMAW/MIG): مناسب لللحام الإنتاجي للتركيبات الهيكلية.
- اللحام بالقوس الكهربائي بالمعدن المغلف (SMAW): مقبول باستخدام أقطاب كهربائية منخفضة الهيدروجين (E7018، E8018).
- اللحام بالقوس المغمور (SAW): مناسب للتطبيقات الهيكلية الثقيلة.
اختيار معدن الحشو:
| التطبيق | حشو موصى به | تصنيف AWS |
|---|---|---|
| الهيكل العام (بعد اللحام) | ER70S-2، ER70S-6 | AWS A5.18 |
| التطبيقات التي تتطلب قوة عالية | ER80S-D2 | AWS A5.28 |
| مطابقة القوة القصوى | ER100S-2 | AWS A5.28 |
| اللحام بالقطعة المعدنية (منخفض الهيدروجين) | E7018، E8018-G | AWS A5.1/A5.5 |
متطلبات التسخين المسبق:
| سماكة المقطع | الحالة | درجة حرارة التسخين المسبق |
|---|---|---|
| أقل من 3 ملم (0.125 بوصة) | مُصلب/مُعادل | لا حاجة للتسخين المسبق |
| 3 – 25 ملم (0.125 – 1 بوصة) | مُصلب/مُعادل | 50 – 100 درجة مئوية (120 – 210 درجة فهرنهايت) |
| > 25 ملم (1 بوصة) | أي حالة | 150 – 260 درجة مئوية (300 – 500 درجة فهرنهايت) |
| أي سماكة | حالة Q&T | 150 – 260 درجة مئوية (300 – 500 درجة فهرنهايت) |
بعد اللحام، يجب إخضاع الفولاذ 4130 في حالة Q&T لعملية تخفيف الإجهاد بعد اللحام عند درجة حرارة تتراوح بين 595 و650 درجة مئوية (1100 – 1200 درجة فهرنهايت) لاستعادة الصلابة في منطقة التأثير الحراري (HAZ). بالنسبة للأنابيب ذات الجدران الرقيقة في الحالة المعيارية (مثل هياكل جسم الطائرة وأقفاص الحماية)، يتم لحام العديد من التطبيقات دون معالجة التسخين المسبق أو ما بعد اللحام وتعتمد على صلابة المعدن الأساسي المعياري.
قابلية معالجة الفولاذ 4130
يبلغ تصنيف قابلية المعالجة الميكانيكية لـ 4130 في الحالة الملدنة حوالي 70% مقارنةً بفولاذ AISI 1212 سهل المعالجة (الذي يبلغ تصنيفه 100%). وهذا تصنيف مقبول لقابلية التشغيل الآلي بالنسبة لفولاذ منخفض السبائك، وهو أفضل بكثير من السبائك الأكثر صلابة مثل 4340.
توصيات عملية بشأن المعالجة الآلية:
- الأدوات المصنوعة من الكربيد يُفضل استخدامها في عمليات الإنتاج بكميات كبيرة؛ أما أدوات HSS فهي مقبولة في العمليات ذات الكميات الصغيرة.
- سرعة القطع: 100 – 180 م/دقيقة (330 – 590 قدم/دقيقة) للخراطة باستخدام شفرات كربيدية.
- معدل التغذية: 0.15 – 0.30 مم/دورة للخراطة النهائية.
- سائل التبريد: يُنصح باستخدام زيت قابل للذوبان أو سائل تبريد صناعي للتحكم في درجة حرارة الأداة وتكوين البرادة.
- تصلب العمل: يتصلب المعدن 4130 أثناء القطع؛ لذا يجب الحفاظ على تغذية ثابتة لمنع الاحتكاك وتراكم الحواف.
التشكيل على البارد والتشكيل على الساخن
التشكيل على البارد: يمكن تشكيل الفولاذ 4130 في حالته الملدنة على البارد باستخدام معدات الثني والسحب والختم التقليدية. وتتطلب قوته العالية مقارنة بالفولاذ الطري استخدام قوى تشكيل أكبر وتخصيص هامش أكبر للارتداد. الحد الأدنى لنصف قطر الانحناء: ما يقارب 1.5 إلى 2.0 ضعف سماكة المادة بالنسبة للصفائح في حالتها الملدنة.
التشكيل على الساخن: يتم إجراء التشكيل على الساخن عند درجة حرارة تتراوح بين 900 و1200 درجة مئوية (1650 – 2200 درجة فهرنهايت). بعد التشكيل الساخن، يجب إجراء معالجة تطبيع أو تلدين كامل لاستعادة البنية المجهرية والخصائص المتجانسة. يُفضل التشكيل الساخن للأشكال المعقدة التي تتطلب مراحل متعددة من التشكيل البارد مع عمليات تلدين وسيطة.
ما هي الصناعات والتطبيقات التي تستخدم فولاذ الكرومولي 4130؟
إن الجمع بين القوة العالية وقابلية اللحام الجيدة والاستجابة المتوقعة للمعالجة الحرارية في الفولاذ 4130 قد جعل منه خيارًا مفضلًا في مجموعة واسعة جدًّا من الصناعات. وفهم مجالات تطبيقه يساعد المهندسين على تحديد الحالات التي يكون فيها الفولاذ 4130 هو الخيار المناسب.
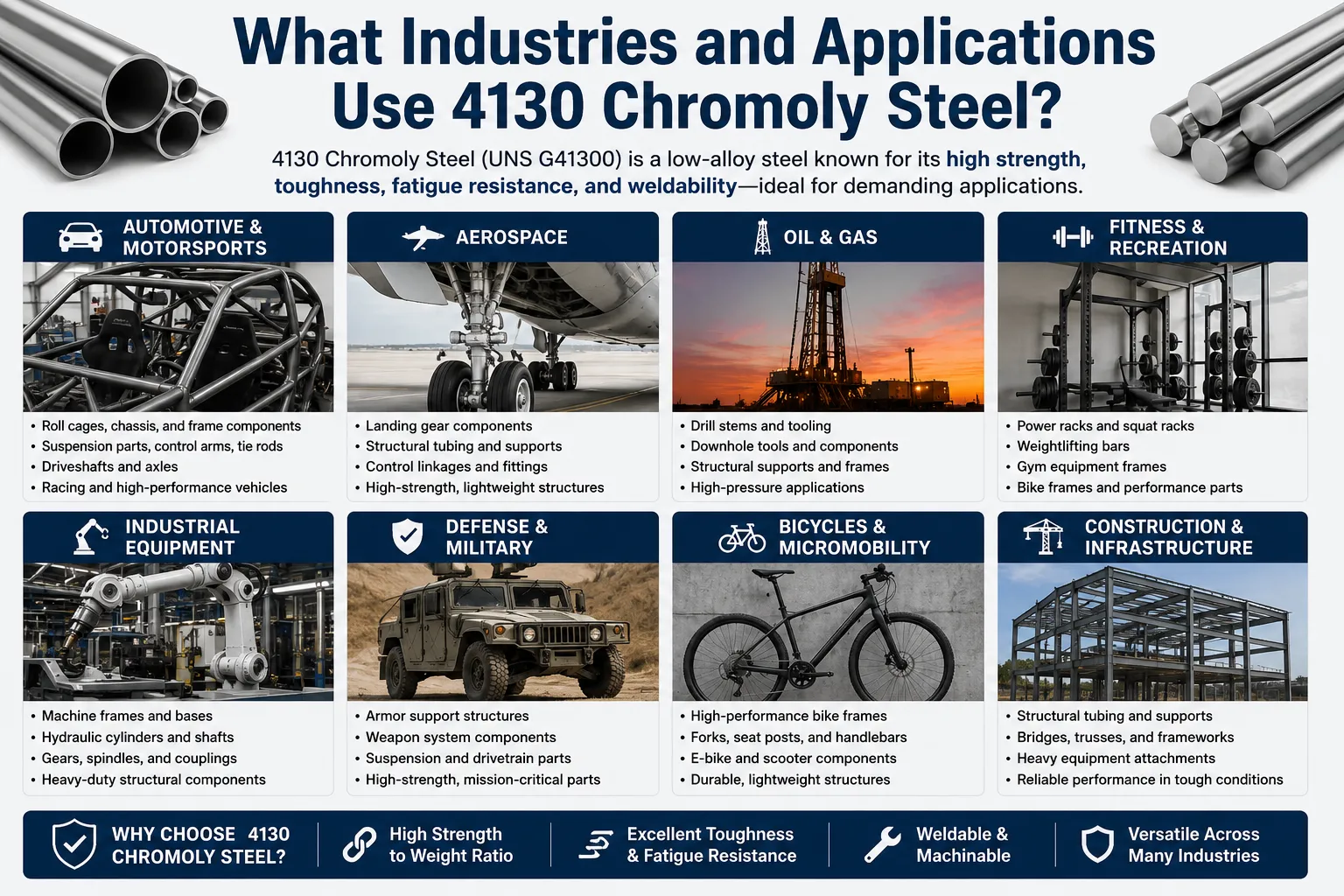
تطبيقات الفضاء والطيران
يُعد الفولاذ الكرومولي 4130 أحد أكثر أنواع الفولاذ أهميةً تاريخياً في مجال الفضاء. يعود استخدامه في صناعة الطائرات إلى أوائل القرن العشرين، ولا يزال مستمراً حتى اليوم وفقاً لمعايير AMS (مواصفات مواد الفضاء):
- أنابيب جسم الطائرة والإطارات الهيكلية: الأنابيب المعيارية 4130 هي المادة القياسية المستخدمة في هياكل الطائرات المصنوعة من الأنابيب الفولاذية الملحومة، وفقًا للتعميم الاستشاري AC43.13 الصادر عن إدارة الطيران الفيدرالية (FAA).
- مكونات نظام الهبوط: يوفر Q&T 4130 نسبة القوة إلى الوزن المطلوبة لدعامات التروس ومكونات المشغلات.
- هياكل تثبيت المحرك: إن الجمع بين قابلية اللحام والمتانة يجعل الفولاذ 4130 خيارًا عمليًا لتصنيع حوامل المحركات.
- مكونات دوار المروحية: الوصلات التحكمية والأجزاء الهيكلية الصغيرة.
مواصفات AMS المعمول بها:
- AMS 6345: 4130 صفائح وشرائط وألواح
- AMS 6346: 4130 صفائح وشرائح وألواح (معالجة حرارية بديلة)
- AMS 6370: أنابيب غير ملحومة 4130
- AMS 6528: قضبان ومشغولات مطروقة
رياضة السيارات وسباقات السيارات
يُعد الفولاذ الكرومولي 4130 المادة السائدة في صناعة أقفاص الحماية والهيكل للمركبات المخصصة للمنافسات في جميع أنحاء العالم:
- أقفاص أمان: تقبل لوائح السلامة الصادرة عن الاتحاد الدولي للسيارات (FIA) والرابطة الوطنية لسباقات السيارات (NHRA) والرابطة الأمريكية لسباقات السيارات (SCCA) ومعظم الهيئات الوطنية لرياضة السيارات استخدام الأنابيب من نوع 4130 في بناء أقفاص الحماية، أو تشترط ذلك.
- تصنيع هياكل سيارات السباق: سيارات الفورمولا، ومركبات السباق على الطرق الوعرة، وهياكل سيارات سباق السرعة، وهياكل سيارات السباق القصير.
- مكونات نظام التعليق: أذرع التحكم المُصنعة، وقضبان التوجيه، وحوامل قضيب التثبيت.
- أعمدة الدفع: أنابيب Q&T 4130 المخصصة للتطبيقات التي تتطلب عزم دوران عالٍ.
صناعة النفط والغاز
يُستخدم الطراز 4130 على نطاق واسع في معدات قطاع التنقيب والإنتاج في صناعة النفط والغاز:
- أطواق الحفر ووصلات الأدوات: يوفر Q&T 4130 المزيج المثالي من القوة والمتانة ومقاومة الضغط المطلوب لأدوات قاع البئر.
- مكونات رأس البئر: المكونات المقاومة للضغط المستخدمة في مجموعات رؤوس الآبار السطحية.
- أجسام الصمامات: تطبيقات الصمامات ذات الضغط المتوسط.
- مجموعات المشعبات: مشعبات مصنعة لمعدات الإنتاج والاختبار.
يُشار عادةً إلى معياري ASTM A519 (الأنابيب الميكانيكية غير الملحومة) و ASTM A505 (الألواح والشرائط) في تطبيقات النفط والغاز.
تطبيقات صناعية أخرى
| فئة التطبيق | الاستخدامات المحددة |
|---|---|
| المعدات الزراعية | أذرع الرافعات، الهياكل الإطارية، الوصلات المعرضة لضغوط عالية |
| معدات البناء | أذرع الرافعات، أذرع الحفارات، العناصر الهيكلية |
| الدفاع والشؤون العسكرية | مكونات المركبات المدرعة، وأجزاء أنظمة الأسلحة |
| تصنيع الدراجات | إطارات دراجات فائقة الجودة مصنوعة من الفولاذ (أنابيب كرومولي) |
| الأسلحة النارية | قطع خام للأسطوانات، ومكونات جسم السلاح، وأجسام المزلاج |
| أوعية الضغط | تطبيقات القسم الثامن من معايير ASME (المطروقات SA-372) |
| الأدوات والقوالب | حاملات الأدوات، التجهيزات، التطبيقات ذات التآكل المعتدل |
كيف يقارن الفولاذ 4130 بالفولاذ 4140 وأنواع الفولاذ السبائكي الشائعة الأخرى؟
غالبًا ما يواجه المهندسون خيارًا بين الفولاذ 4130 والسبائك المشابهة له. وتختلف معايير اتخاذ القرار باختلاف حجم المقطع، ومستوى القوة المطلوب، ومتطلبات قابلية اللحام، وطريقة التصنيع.
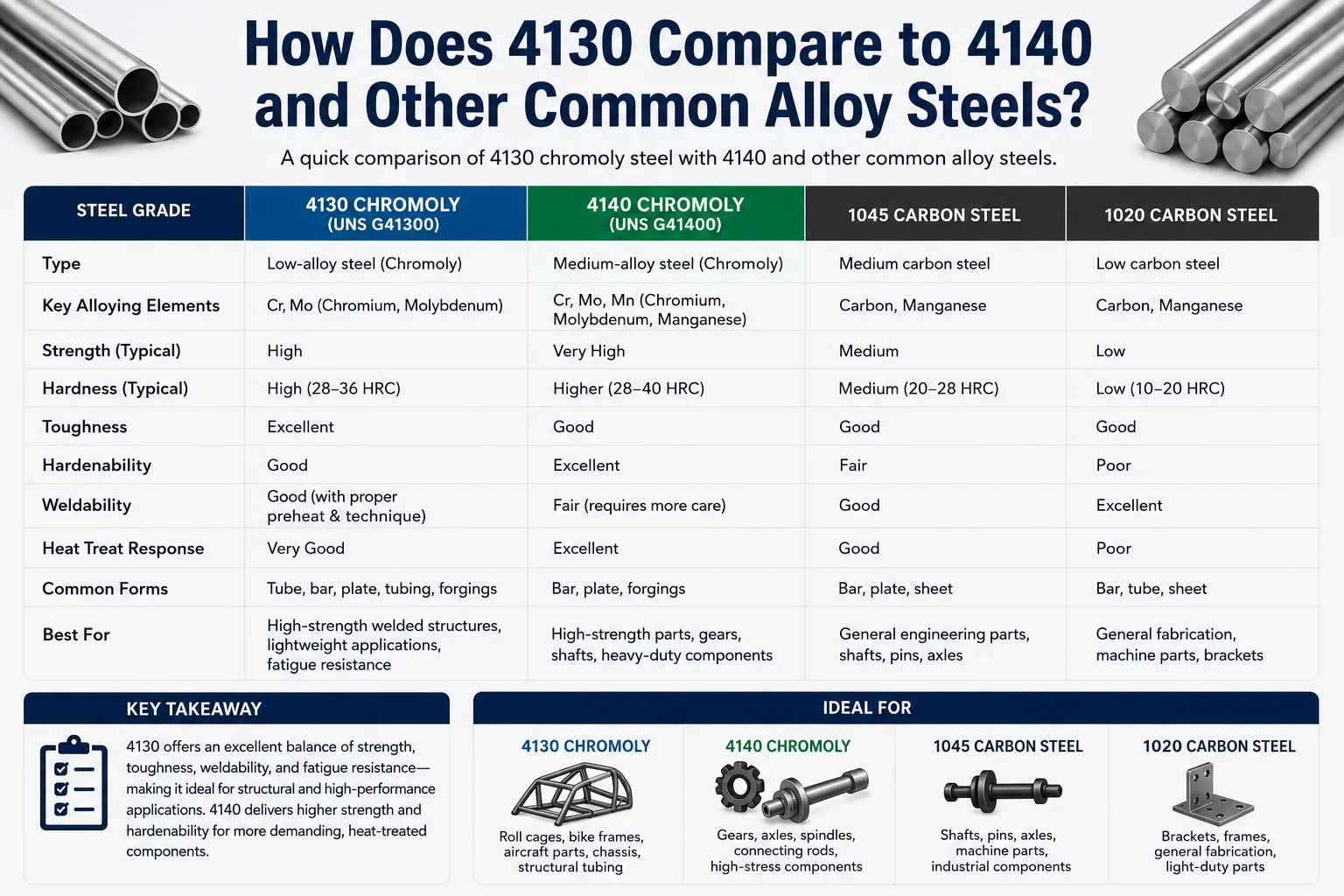
4130 مقابل 4140 مقابل 4340: الاختلافات الرئيسية
| الممتلكات | 4130 | 4140 | 4340 |
|---|---|---|---|
| محتوى الكربون | 0.28 – 0.33% | 0.38 – 0.43% | 0.38 – 0.43% |
| الكروم | 0.80 – 1.10% | 0.80 – 1.10% | 0.70 – 0.90% |
| الموليبدينوم | 0.15 – 0.25% | 0.15 – 0.25% | 0.20 – 0.30% |
| نيكل | لا يوجد | لا يوجد | 1.65 – 2.00% |
| الشد الأقصى (Q&T) | حوالي 1620 ميجا باسكال | حوالي 1900 ميجا باسكال | ~2070 ميجا باسكال |
| الصلابة | معتدل | جيد | ممتاز |
| قابلية اللحام | جيد | معتدل | محدودة |
| مقطع نموذجي (مُصلَّب بالكامل) | حوالي 38 ملم | حوالي 64 ملم | >100 ملم |
| التكلفة النسبية | منخفضة | منخفضة-متوسطة | متوسط-عالي |
| التطبيقات النموذجية | الأنابيب، المقاطع الرقيقة، الطائرات | الأعمدة، التروس، الأدوات | المقاطع الثقيلة، قطع الطائرات المطروقة |
متى يُفضل اختيار الفولاذ 4130 بدلاً من 4140:
- الأجزاء التي يقل قطرها عن 38 ملم (1.5 بوصة) أو ما يعادلها.
- التطبيقات التي تتطلب اللحام دون الحاجة إلى معالجة معقدة قبل أو بعد اللحام.
- التطبيقات التي يُعد فيها الوزن عاملاً حاسماً، حيث تُعتبر الكثافة الأقل قليلاً للصلابة التي يمكن تحقيقها في الفولاذ 4130 مقبولة.
- التطبيقات التي تراعي التكلفة، حيث يمكن تحقيق القوة المطلوبة باستخدام الفولاذ 4130.
متى يُفضل اختيار الفولاذ 4140 بدلاً من 4130:
- الأجزاء التي يزيد قطرها عن 38 ملم والتي تتطلب تصلبًا كاملاً.
- التطبيقات التي تتطلب مقاومة شد تزيد عن 1400 ميجا باسكال تقريبًا.
- الأعمدة والتروس والمكونات المعرضة لأحمال التواء عالية.
- التطبيقات التي لا تُعد قابلية اللحام فيها من الأولويات.
متى يُفضل اختيار الفولاذ 4340 بدلاً من كلا النوعين:
- المقاطع العرضية الضخمة التي تتطلب قوة عالية وموحدة في جميع أنحاء المقطع.
- التطبيقات التي تتطلب أقصى درجات المتانة، مثل عجلات الهبوط للطائرات وأعمدة الكرنك الكبيرة.
- التطبيقات التي تبرر فيها متطلبات الأداء ارتفاع التكلفة.
ما هي المواصفات والمعايير التي تنطبق على الفولاذ 4130؟
يتطلب تحديد معيار 4130 بشكل صحيح اختيار المعيار المناسب لشكل المنتج وتطبيقه. هناك معايير متعددة تغطي معيار 4130، ويحدد المعيار المطبق الاختبارات المطلوبة، والشهادات، ونطاقات الخصائص المسموح بها.
مرجع المعايير الكامل لـ 4130
| قياسي | نموذج المنتج | المتطلبات الرئيسية |
|---|---|---|
| ASTM A29/A29M | القضبان المدرفلة على الساخن والمطلية على البارد | الكيمياء، الخصائص الميكانيكية (بشكل عام) |
| ASTM A322 | قضبان من سبائك الصلب المدرفلة على الساخن | قضيب هيكلي قياسي |
| ASTM A331 | قضبان من سبائك الصلب المُشكلة على البارد | تفاوتات أبعاد أكثر دقة |
| ASTM A519 | أنابيب ميكانيكية غير ملحومة | DOM والأنابيب غير الملحومة |
| ASTM A505 | الصفائح والشرائح (الممددة على الساخن) | منتجات الألواح العامة |
| ASTM A506 | الألواح والشرائح (جودة عادية) | الصفحة الهيكلية |
| ASTM A513 | أنبوب ملحوم بالمقاومة الكهربائية | مواصفات أنابيب ERW |
| ASTM A534 | الفولاذ المُكربّن (المحامل) | نظافة خاصة |
| AMS 6345 | ورقة، شريط، لوحة، صفيحة | جودة صناعة الطيران |
| AMS 6370 | أنابيب غير ملحومة | أنابيب الطيران |
| AMS 6528 | قضبان، قضبان معدنية، قطع مطروقة | شريط الفضاء الجوي |
| AMS 6350 | الأسلاك | أسلاك الطيران |
| ASME SA-29 | قضيب (وعاء ضغط) | قضيب وعاء الضغط |
| MIL-S-6758 | الأنابيب (الطائرات العسكرية) | المواصفات العسكرية للفضاء الجوي |
متطلبات الاعتماد حسب نوع الطلب
| نوع التطبيق | مستوى الشهادة المطلوب | الفحوصات الإضافية الأساسية |
|---|---|---|
| الهيكلية العامة | EN 10204 النوع 2.1 أو 2.2 | الكيمياء فقط |
| أوعية الضغط | EN 10204 النوع 3.1 | الكيمياء + الهندسة الميكانيكية |
| الفضاء (AMS) | EN 10204 النوع 3.2 | الكيمياء الكاملة + الميكانيكا + NDE |
| رياضة السيارات (قفص الحماية) | شهادة المواد + الأبعاد | التحقق من الصلابة |
| النفط والغاز | EN 10204 النوع 3.1 + الاختبار غير التدميري | المواصفات الكاملة وفقًا لواجهة برمجة التطبيقات (API) |
ما هي خيارات المعالجة السطحية والطلاء المتاحة لـ 4130؟
إن الفولاذ الكرومولي 4130، شأنه شأن جميع أنواع الفولاذ منخفضة السبائك، يتعرض للصدأ في وجود الرطوبة ما لم يتم توفير حماية لسطحه. ويعتمد اختيار المعالجة السطحية المناسبة على بيئة الاستخدام، والتفاوتات المسمارية، والمتطلبات الجمالية، والتوافق مع عمليات التجميع اللاحقة.
مقارنة بين طرق معالجة الأسطح
| العلاج | وصف العملية | الحماية من التآكل | التأثير على الأبعاد | التطبيقات النموذجية |
|---|---|---|---|---|
| الأكسيد الأسود | طلاء التحويل الكيميائي | بسيط (يتطلب طبقة طلاء زيتية) | ضئيل | الأدوات، الأسلحة النارية، الاستخدام الداخلي |
| فوسفات الزنك | التحويل الكيميائي + الزيت أو الطلاء | معتدل مع معطف | ضئيل | السيارات، الهندسة الإنشائية |
| النيكل غير الكهربائي | ترسب النيكل والفوسفور ذاتي التحفيز | جيد | بسماكة تتراوح بين 0.01 و0.05 ملم | مكونات دقيقة، مقاومة معتدلة للمواد الكيميائية |
| كروم صلب | الطلاء الكهربائي | جيد | 0.01 – 0.25 ملم | الأعمدة الهيدروليكية، الأسطح المعرضة للتآكل |
| الطلاء بالزنك | الترسيب الكهربائي | جيد | 0.005 – 0.025 ملم | المثبتات، الدعامات |
| الجلفنة بالغمس الساخن | الغمر في حمام الزنك | ممتاز | 0.05 – 0.15 مم (متغير) | هياكل ثقيلة، خارجية |
| الرش الحراري | الطلاء بالرش القوسي أو باللهب | ممتاز | متغير | الصناعات الثقيلة، المكونات الكبيرة |
| طلاء المسحوق | تطبيق البوليمر الكهروستاتيكي | جيد جداً | 0.05 – 0.15 ملم | رياضة السيارات، هياكل الدراجات، الأسطح الظاهرة |
| الطلاء (طبقة أولية من الإيبوكسي) | الطلاء بالفرشاة، بالرش، أو بالغمس | جيد في الصيانة | ضئيل | متعدد الاستخدامات، سهل الإصلاح في الميدان |
في مجال الطيران، يُعد الطلاء الكيميائي التحويلي (معالجة بالالودين/الكرومات وفقًا لمعيار MIL-DTL-5541) المتبوع بطبقة أولية من الإيبوكسي هو النهج المعتاد للمكونات الفولاذية في المناطق غير الهيكلية. أما بالنسبة للأنابيب الفولاذية الهيكلية في الطائرات، فغالبًا ما تُعالج الأسطح الداخلية بالزيت أو بطبقة أولية من كرومات الزنك.
الأسئلة الشائعة: كل ما تحتاج إلى معرفته عن الفولاذ 4130
1: ما الفرق بين الفولاذ 4130 والفولاذ العادي، ومتى ينبغي عليّ استخدام الفولاذ 4130؟
يكمن الاختلاف الرئيسي في القوة وقابلية التصلب: حيث يصل معدن 4130 إلى قوة تتراوح بين ضعفين وخمسة أضعاف قوة الفولاذ الطري (A36 أو 1018) من خلال المعالجة الحرارية، في حين أن الفولاذ الطري لا يمكن تصلبه بشكل ملحوظ. تبلغ قوة الشد للفولاذ الطري (A36) حوالي 400 – 550 ميجا باسكال في حالته المدرفلة، ولا يمكن زيادة هذه القوة بشكل ملحوظ من خلال المعالجة الحرارية. يضاهي الفولاذ 4130 في حالته المعتادة الفولاذ الطري أو يتفوق عليه، ويصل في حالة Q&T إلى قوة شد تتراوح بين 930 و 1620 ميجا باسكال اعتمادًا على درجة حرارة التلدين. عادةً ما يتراوح تخفيض الوزن الذي يمكن تحقيقه باستبدال الفولاذ الطري بـ 4130 في التصميمات المحدودة القوة بين 30 و60%، وهذا هو السبب في أن 4130 يهيمن على التطبيقات الحساسة للوزن في مجال الفضاء والرياضات الميكانيكية والمركبات عالية الأداء. تكون قابلية اللحام متشابهة بشكل عام بين الفولاذ الطري والأنابيب المعيارية 4130 في المقاطع الرقيقة، على الرغم من أن 4130 يتطلب عناية أكبر قليلاً مع التسخين المسبق في المقاطع الأثقل. اختر الفولاذ الطري عندما تكون التكلفة هي الدافع الرئيسي ومتطلبات القوة منخفضة. اختر 4130 عندما لا يمكن للفولاذ الطري تلبية متطلبات تخفيف الوزن أو مستويات الإجهاد الأعلى أو مقاومة الإجهاد.
2: هل يمكن لحام الفولاذ 4130 دون تسخين مسبق؟
نعم، يمكن عادةً لحام المقاطع الرقيقة من الفولاذ 4130 (التي يقل سمك جدارها عن 3 مم تقريبًا) في حالتها المُعَدَّلة حراريًّا دون الحاجة إلى التسخين المسبق، لكن المقاطع الأكثر سمكًا والمواد المعالجة بالحرارة (Q&T) تتطلب دائمًا تسخينًا مسبقًا بدرجة حرارة لا تقل عن 150 درجة مئوية. يتم لحام الأنابيب الرقيقة المصنوعة من الفولاذ 4130 والمعالجة بالحرارة بشكل روتيني من قِبل مصنّعين ذوي خبرة باستخدام تقنية GTAW (TIG) دون تسخين مسبق، وذلك وفقًا للممارسات المعمول بها في التعميم الاستشاري AC43.13-1B الصادر عن إدارة الطيران الفيدرالية (FAA) ومعايير التصنيع الخاصة برياضة السيارات. العوامل الرئيسية التي تسمح بلحام 4130 الرقيق بدون تسخين مسبق هي: المحتوى المنخفض من الكربون (0.30% كحد أقصى)، الكتلة الحرارية الصغيرة للمقطع التي تسمح بالتبريد السريع بعد اللحام دون تركيز مفرط للهيدروجين، واستخدام معادن حشو نظيفة ومنخفضة الهيدروجين (ER70S-2 أو ER80S-D2). بالنسبة للمقاطع التي يزيد سمكها عن 6 مم، أو أي فولاذ 4130 معالج حرارياً، يصبح التسخين المسبق ضرورياً لمنع التشقق الناتج عن الهيدروجين. استخدم دائماً سلك ملء جاف ونظيف وغاز واقي، وتجنب اللحام على معدن أساسي رطب أو ملوث بغض النظر عن حجم المقطع.
3: ما هي أقصى درجة صلابة يمكن تحقيقها باستخدام الفولاذ 4130؟
تبلغ الصلابة القصوى التي يمكن تحقيقها لسبائك 4130 بعد التبريد (دون التلدين) حوالي 55 – 58 درجة روكويل C (HRC)، وهو ما يتوافق مع بنية مجهرية مارتنسيتية بالكامل. ويخضع هذا الحد الأقصى لمحتوى الكربون (0.28 – 0.33%)، لأن الكربون هو العامل الرئيسي المحدد لصلابة المارتينسيت. في الممارسة العملية، تتراوح قياسات الصلابة بعد التبريد على قضبان الاختبار القياسية عادةً بين 52 و56 HRC. هذه الحالة بعد التبريد صلبة للغاية ولكنها أيضًا هشة جدًا ولا ينبغي أبدًا استخدامها في هذه الحالة للتطبيقات الهيكلية. يأتي التلدين دائمًا بعد التبريد لتقليل الصلابة وزيادة المتانة. تبلغ درجة الحرارة الدنيا الموصى بها للتلدين لـ 4130 150 درجة مئوية (300 درجة فهرنهايت) لمعظم التطبيقات، مع نطاق صلابة عملي بعد التلدين يتراوح بين 22 و46 HRC اعتمادًا على درجة حرارة التلدين. للمقارنة، يصل 4140 إلى حوالي 60 HRC بعد التبريد بسبب محتواه العالي من الكربون، مما يمنحه ميزة واضحة في التطبيقات التي تتطلب أقصى درجة من الصلابة.
4: هل الفولاذ الكرومولي 4130 مغناطيسي؟
نعم، يعتبر الفولاذ الكرومولي 4130 مغناطيسيًا في جميع حالات التوريد العادية (المُصلب، والمُعادل، والمُعالج حرارياً). على عكس الفولاذ المقاوم للصدأ الأوستنيتي (مثل 304 أو 316) الذي يكون غير مغناطيسي في حالة التلدين، يتميز الفولاذ 4130 ببنية مجهرية فيريتية/مارتنسيتية/بيرليتية في جميع حالات المعالجة الحرارية، وجميعها تستجيب للمغناطيسية. وهذا له آثار عملية: يمكن رفع مكونات 4130 باستخدام معدات الرفع المغناطيسية، والكشف عنها باستخدام فحص الجسيمات المغناطيسية (MPI) للعيوب السطحية وشبه السطحية، وهي غير مناسبة للتطبيقات التي تتطلب خصائص غير مغناطيسية (مثل المعدات القريبة من أجهزة التصوير بالرنين المغناطيسي أو تركيبات البوصلة المغناطيسية). لا تتغير الاستجابة المغناطيسية لـ 4130 بشكل كبير مع حالة المعالجة الحرارية، على الرغم من أن تحريض التشبع وقوة الإكراه يختلفان قليلاً بين حالات التلدين (سلوك مغناطيسي أكثر ليونة) والتصلب (سلوك مغناطيسي أكثر صلابة قليلاً).
5: كيف يكون أداء الفولاذ 4130 في درجات الحرارة المنخفضة (التطبيقات المبردة)؟
لا يُنصح باستخدام الفئة 4130 في التطبيقات المبردة التي تقل درجة الحرارة فيها عن حوالي -40 درجة مئوية (-40 درجة فهرنهايت) دون الحصول على اعتماد خاص، لأن صلابة الصدم لديها تنخفض بشكل كبير عند درجات الحرارة تحت الصفر. تقع درجة حرارة الانتقال من حالة الليونة إلى حالة الهشاشة (DBTT) لسبائك 4130 في الحالة المعيارية عادةً في نطاق يتراوح بين -20 و-50 درجة مئوية، اعتمادًا على المعالجة الحرارية المحددة وحجم الحبيبات. تحت درجة حرارة DBTT، تنخفض طاقة الصدمة بشكل كبير ويمكن أن يحدث كسر هش في ظروف لا تسبب سوى تشوه مطاوع في درجة حرارة الغرفة. بالنسبة للتطبيقات ذات درجات الحرارة المنخفضة، يجب تحديد 4130 في حالة Q&T بدرجة حرارة تقسية عالية نسبيًا (595 – 650 درجة مئوية) مما ينتج أفضل مزيج من القوة والمتانة تحت الصفر. بالنسبة لدرجات الحرارة التي تقل عن -50 درجة مئوية، تكون السبائك المطورة خصيصًا للاستخدام في درجات الحرارة المنخفضة للغاية، مثل الفولاذ النيكل 9% أو الفولاذ المقاوم للصدأ الأوستنيتي أو السبائك القائمة على النيكل، أكثر ملاءمة. حدد دائمًا اختبار الصدم Charpy V-notch عند درجة حرارة التشغيل الدنيا عند استخدام 4130 في البيئات الباردة.
6: ما الفرق بين الأنابيب المصنوعة من الفولاذ 4130 DOM والأنابيب غير الملحومة من الفولاذ 4130؟
تعد أنابيب DOM (المصنوعة بالتمديد على مغزل) والأنابيب غير الملحومة عمليتين تصنيعيتين مختلفتين تنتجان أنابيب من الفولاذ 4130 ذات تفاوتات أبعاد وخصائص سطحية مختلفة، وليس بخصائص مادية مختلفة. يتم إنتاج الأنابيب غير الملحومة من الفولاذ 4130 عن طريق ثقب وتطويل قطعة فولاذية صلبة دون وجود خط لحام طولي. يتم إنتاج الأنابيب DOM بالبدء بأنبوب ERW (ملحوم بالمقاومة الكهربائية) ثم سحبه على البارد فوق مغزل، مما يعمل بشكل فعال على صقل منطقة اللحام حتى تصبح غير قابلة للتمييز من الناحية المعدنية عن المادة الأصلية. توفر أنابيب DOM تفاوتات أبعاد أقل (خاصة في توحيد سماكة الجدار وتركيز القطر الداخلي) مقارنة بالأنابيب غير الملحومة القياسية، وعادةً ما تتمتع بلمسة نهائية أفضل للسطح الداخلي. بالنسبة لمعظم تطبيقات رياضة السيارات والفضاء والهندسة الإنشائية، يُفضل استخدام أنابيب DOM 4130 لدقتها الأبعاد. يُفضل استخدام الأنابيب غير الملحومة في التطبيقات التي تحتوي على ضغط بموجب القوانين التي تحظر استخدام الأنابيب الملحومة (بعض مواصفات ASME و API)، وفي التطبيقات الهيدروليكية عالية الضغط. يفي كلا النوعين بنفس متطلبات الخصائص الكيميائية والميكانيكية.
7: ما الذي يتسبب في هشاشة الفولاذ 4130 بعد اللحام، وكيف يمكن تجنب ذلك؟
تنجم هشاشة ما بعد اللحام في الفولاذ 4130 عن ثلاث آليات رئيسية: التشقق الناتج عن الهيدروجين في منطقة التأثير الحراري (HAZ)، وتكوّن المارتينسيت الصلب غير المُخفف في منطقة التأثير الحراري (HAZ)، وهشاشة المارتينسيت المُخفف في حالة إجراء عملية تخفيف الإجهاد عند درجة حرارة غير مناسبة. في منطقة التأثير الحراري (HAZ) المجاورة لحبيبة اللحام، تتجاوز درجة الحرارة القصوى درجة حرارة الأوستينيت، وعادةً ما يكون معدل التبريد اللاحق سريعًا بما يكفي لتكوين المارتينسيت. وفي حالة وجود الهيدروجين (من الرطوبة الموجودة في سلك الحشو أو مادة التلحيم أو سطح المعدن الأساسي)، فإنه يمكن أن ينتشر في منطقة التأثير الحراري المارتينسيتية الصلبة ويؤدي إلى حدوث تشققات. يتطلب الوقاية ما يلي: استخدام معدن حشو جاف ونظيف منخفض الهيدروجين مخزن في فرن قضبان، وتسخين المعدن الأساسي مسبقًا كما هو محدد (انظر جدول التسخين المسبق أعلاه)، والحفاظ على درجة الحرارة بين الممرات أثناء اللحام متعدد الممرات، وتطبيق تخفيف الإجهاد بعد اللحام عند 595 – 650 درجة مئوية (ليس في نطاق التقصف 260 – 370 درجة مئوية). بالنسبة للتطبيقات الحرجة، يتم أحيانًا تحديد عملية إزالة الهيدروجين بالتسخين عند 150 – 200 درجة مئوية لمدة 4 ساعات بعد اللحام. يؤكد الاختبار غير المتلف (فحص الجسيمات المغناطيسية أو اختبار الاختراق) لمنطقة التأثير الحراري (HAZ) بعد اللحام والمعالجة اللاحقة لللحام عدم وجود تشققات.
8: هل يمكنني استخدام الفولاذ 4130 في تصنيع أوعية الضغط؟
نعم، يمكن استخدام الفئة 4130 في تصنيع أوعية الضغط وفقًا للجزء الثامن، القسم الأول من مدونة ASME للغلايات وأوعية الضغط، شريطة أن تتوافق مع مواصفات المواد المحددة من قبل ASME. المواصفات ذات الصلة الصادرة عن ASME هي SA-29 (القضبان)، وSA-519 (الأنابيب)، وSA-505 (الألواح والشرائط). أما القطع المطروقة فتخضع للمواصفة SA-372 (الدرجة J، الفئة 110 لـ Q&T 4130). تسرد قوائم قواعد التصميم الضغوط المسموح بها لـ 4130 عند درجات حرارة تصل إلى حوالي 425 درجة مئوية، وبعدها تنخفض الضغوط المسموح بها بسرعة بسبب اعتبارات الزحف. بالنسبة لتطبيقات أوعية الضغط ASME، يجب أن تكون المواد معتمدة وفقًا لمواصفات سلسلة SA مع شهادة اختبار المواد من النوع 3.1 أو 3.2. يلزم إجراء اختبار الصدم وفقًا لمعيار UG-84 عندما تنخفض درجة الحرارة الدنيا للتصميم عن منحنيات الإعفاء المطبقة في المعيار. بالنسبة لتطبيقات الضغط العالي في قطاع النفط والغاز، تغطي مواصفات API 6A وAPI 16A معدات رأس البئر وشجرة عيد الميلاد المصنعة من مادة 4130.
9: كيف يمكنني اختيار أنابيب فولاذية من نوع 4130 لتصنيع قفص الحماية؟
بالنسبة لتصنيع قفص الحماية، يرجى تحديد أنابيب 4130 غير ملحومة ومعالجة حرارياً أو أنابيب DOM التي تتوافق مع معيار ASTM A519، مع أبعاد تتوافق مع قواعد الهيئة المنظمة الخاصة بك، وطلب شهادة اختبار المواد الكاملة (MTC) التي تؤكد الخصائص الكيميائية والميكانيكية. تحدد معظم الهيئات المنظمة لرياضة السيارات الحد الأدنى لسمك الجدار وقطر أنابيب قفص الحماية من طراز 4130 بناءً على وزن السيارة. على سبيل المثال، تنص العديد من لوائح سباقات الطرق على حد أدنى يبلغ 1.5 بوصة للقطر الخارجي × 0.120 بوصة لسمك الجدار في هيكل القوس الرئيسي للسيارات التي يقل وزنها عن 2500 رطل. تعتبر الحالة المعيارية هي المعيار القياسي لأنابيب قفص الحماية لأنها توفر الصلابة الكافية لتحمل أحمال الصدمات دون التعقيدات التي تنطوي عليها المعالجة الحرارية بعد اللحام. تأكد دائمًا من أن المورد يقدم شهادة اختبار مادة (MTC) قابلة للتتبع (EN 10204 النوع 3.1 كحد أدنى) تؤكد التركيب الكيميائي لـ AISI 4130 والحالة المعيارية. تجنب الادعاءات العامة بـ "الكرومولي" دون شهادة موثقة. بعد التصنيع، لا ينبغي طلاء القفص بطبقات سميكة قد تخفي الشقوق، ويجب فحص مناطق اللحام الحرجة بصريًا بعد الانتهاء.
10: ما هي مقاومة الإجهاد المتكرر لسبائك 4130 وكيف تؤثر حالة السطح عليها؟
يتراوح حد مقاومة الإجهاد لسبائك 4130 من حوالي 310 ميجا باسكال (45 كيلو باسكال) في الحالة الملدنة إلى حوالي 700 ميجا باسكال (102 كيلو باسكال) في الحالة المعالجة بالحرارة (Q&T) عالية القوة، ولكن تشطيب السطح له تأثير كبير يمكن أن يقلل من عمر التعب بنسبة 30 إلى 70%. تبدأ شقوق الإجهاد في الغالب على السطح، مما يجعل حالة السطح هي المتغير الأكثر أهمية في التطبيقات المعرضة لأحمال الإجهاد. تنطبق بيانات حدود التحمل المذكورة أعلاه على عينات الاختبار المصقولة. في المكونات العملية ذات الأسطح المُشكلة آليًا، تنخفض مقاومة الإجهاد بنسبة 20 – 30%. أما المكونات ذات الأسطح المُشكلة بالحدادة أو الدرفلة، فتُظهر انخفاضًا بنسبة 30 – 50%. ويؤدي أي تركيز للإجهاد السطحي (الشقوق، الحواف الحادة، علامات الأدوات) إلى انخفاض كبير في العمر الافتراضي. يمكن للمعالجات السطحية التي تسبب إجهادات ضغطية متبقية، مثل السفع بالخردق، أن تحسن العمر التعب بمقدار 20 – 40%. للحصول على أقصى مقاومة للتعب في مكونات 4130: استخدم أعلى درجة حرارة تقسية عملية لا تزال تلبي متطلبات القوة (تؤدي الصلابة الأعلى إلى تحسين مقاومة نمو الشقوق الناتجة عن الإجهاد)، وحدد تشطيب سطح أملس (Ra ≤ 1.6 µm) في المناطق الحرجة، واستخدم نصف قطر حواف كبير عند انتقالات الشكل الهندسي، وفكر في استخدام السفع بالخردق للمكونات في خدمة التحميل الدوري.
الخلاصة: لا يزال الفولاذ الكرومولي 4130 أحد أكثر الخيارات موثوقية في مجال الهندسة
وبعد استعراض الصورة الفنية الكاملة، يتضح أن الشعبية المستمرة لفولاذ الكرومولي 4130 لها ما يبررها تمامًا. فلا يوجد أي فولاذ منخفض السبائك آخر في نفس الفئة السعرية يجمع بين هذا المستوى من قابلية اللحام ومرونة المعالجة الحرارية وإمكانات القوة في المقاطع التي يصل قطرها إلى 38 ملم. عندما يتم معالجته حرارياً وتصنيعه بشكل صحيح وفقاً للإجراءات المعمول بها، يوفر الفولاذ 4130 أداءً موثوقاً ويمكن التنبؤ به عبر نطاق درجات حرارة تشغيل يتراوح من حوالي -40 درجة مئوية إلى 425 درجة مئوية.
تتمثل عوامل النجاح الحاسمة لأي تطبيق من طراز 4130 في:
- مواءمة المعالجة الحرارية مع متطلبات القوة: لا تستخدم الفولاذ 4130 المُصلب بالحرارة في الحالات التي تتطلب خصائص الصلابة والتقسية، ولا تبالغ في تحديد متطلبات الصلابة والتقسية في الحالات التي يكفي فيها الفولاذ المُعادل حرارياً.
- التعرف على الحد الأقصى لحجم القسم: إذا تجاوز القطر الفعلي 38 ملم (1.5 بوصة)، يُنصح بالترقية إلى الفئة 4140 أو 4340 للحصول على خصائص موحدة.
- التحكم في إجراءات اللحام بعناية: إن استخدام عملية منخفضة الهيدروجين، والتسخين المسبق المناسب لسمك المقطع، وتخفيف الإجهاد بعد اللحام عند درجة الحرارة الصحيحة، كل ذلك يمنع معظم حالات الفشل المرتبطة باللحام.
- حدد المعيار الصحيح: يجب أن تتوافق مواصفات ASTM أو AMS أو ASME مع التطبيق، كما يجب دائمًا طلب شهادات مواد قابلة للتتبع.
احصل على فولاذ الكرومولي 4130 من MWalloys
تخزن شركة MWalloys مادة الكرومولي 4130 في شكل قضبان وأنابيب (غير ملحومة وDOM) وألواح وألواح رقيقة وشرائط، وتغطي مجموعة واسعة من الأحجام المتاحة للشحن الفوري. تشمل سلسلة التوريد لدينا مواد معتمدة مباشرة من المصنع تتوافق مع مواصفات ASTM و AMS و ASME، مع توفير شهادات اختبار المواد الكاملة EN 10204 من النوع 3.1 مع كل طلب.
فريقنا الفني على استعداد لتقديم المساعدة في:
- اختيار المواد من بين 4130 و4140 و4340 وسبائك بديلة
- مواصفات المعالجة الحرارية ووضع الإجراءات
- القطع والتجهيز حسب المقاسات التي تريدها
- تسليم عاجل من المخزون
اتصل ب MWalloys اليوم لطلب عرض أسعار أو التحدث مع أحد مهندسي المواد بشأن متطلبات مشروعك المحددة. أرسل استفسارك عبر نموذج الاتصال على موقعنا الإلكتروني أو تواصل مباشرةً مع فريق المبيعات الفنية لدينا للحصول على رد في نفس اليوم.
مصادر موثوقة وموثقة
المعلومات الفنية الواردة في هذه المقالة مستمدة من المنشورات التالية التي خضعت لمراجعة الأقران، ومعايير الصناعة، والوثائق المرجعية الموثوقة:
- شركة ASM الدولية – دليل ASM، المجلد 1: الخصائص والاختيار: الحديد والصلب والسبائك عالية الأداء. ASM International، ماتيريالز بارك، أوهايو. ISBN 978-0-87170-377-4.
- شركة ASM الدولية – دليل ASM، المجلد 4: المعالجة الحرارية. ASM International. ISBN 978-0-87170-379-8.
- منظمة ASTM الدولية – ASTM A519: المواصفات القياسية للأنابيب الميكانيكية المصنوعة من الفولاذ الكربوني والسبائكي غير الملحومة.
- منظمة ASTM الدولية – ASTM A29/A29M: المواصفات القياسية للمتطلبات العامة لقضبان الصلب الكربونية والسبائكية المشكّلة على الساخن.
- شركة SAE الدولية – SAE J404: التركيب الكيميائي لسبائك الفولاذ وفقًا لمعايير SAE. SAE International، وارينديل، بنسلفانيا.
- مواصفات المواد المستخدمة في صناعة الطيران – AMS 6370: أنابيب فولاذية غير ملحومة 0.28-0.33C (SAE 4130). SAE International.
- مواصفات المواد المستخدمة في صناعة الطيران – AMS 6345: الفولاذ، والصفائح، والشرائط، والألواح 0.28-0.33C (SAE 4130). SAE International.
- قانون ASME للغلايات وأوعية الضغط، القسم الثاني، الجزء أ – مواصفات المواد الحديدية (SA-29، SA-519، SA-372).
- إدارة الطيران الفيدرالية – التعميم الاستشاري AC43.13-1B: الطرق والتقنيات والممارسات المقبولة – فحص وإصلاح الطائرات. الفصل 4 (الهياكل الفولاذية الملحومة).
- شركة لينكولن إلكتريك – دليل إجراءات اللحام بالقوس الكهربائي، الطبعة الرابعة عشرة. كليفلاند، أوهايو.
- برينغاس، ج. إ. (محرر) – دليل المعايير العالمية المقارنة للصلب، الطبعة الرابعة. ASTM International. ISBN 978-0-8031-4362-0.
- مؤسسة NACE الدولية – NACE MR0175 / ISO 15156: صناعات النفط والغاز الطبيعي – المواد المستخدمة في البيئات التي تحتوي على كبريتيد الهيدروجين.
- شيغلي، ج. إ.، ميشكي، س. ر.، بوديناس، ر. ج. – «تصميم الهندسة الميكانيكية»، الطبعة الثامنة. دار ماكغرو هيل. رقم ISBN 978-0-07-312193-2.
- المعيار الأوروبي EN 10083-3 – الفولاذ المخصص للتبريد والتلدين – الجزء 3: الشروط الفنية للتسليم الخاصة بالفولاذ السبائكي. CEN، بروكسل.
- كاليستر، دبليو. دي.، ريثويش، د. ج. – علم وهندسة المواد: مقدمة، الطبعة العاشرة. دار ويلي للنشر. رقم ISBN 978-1-119-40500-9.
