El acero cromomolibdénico 4130 es un acero de baja aleación que contiene cromo (0,80–1,101 % en peso) y molibdeno (0,15–0,251 % en peso) que ofrece una relación resistencia-peso excepcional, una soldabilidad sobresaliente y una respuesta predecible al tratamiento térmico, lo que lo convierte en uno de los aceros de ingeniería más versátiles disponibles en la actualidad. Utilizado en los sectores aeroespacial, de la automoción, del petróleo y el gas, y del automovilismo, el 4130 supera sistemáticamente a los aceros al carbono en resistencia a la fatiga, tenacidad y templabilidad, sin la complejidad de fabricación de las alternativas de mayor aleación.
En MWalloys, suministramos cromo-molibdeno 4130 en forma de barras, tubos, placas y chapas a ingenieros y equipos de compras de diversos sectores. A lo largo de los años, una de las observaciones más habituales de nuestro equipo técnico es que el 4130 suele especificarse de forma insuficiente o aplicarse incorrectamente, simplemente porque los ingenieros no conocen a fondo todo su abanico de propiedades en las diferentes condiciones de tratamiento térmico.
Si tu proyecto requiere el uso de acero 4130, puedes Contacto para obtener un presupuesto gratuito.
¿Qué es el acero cromolibdeno 4130 y por qué se llama "cromolibdeno"?
El nombre "cromoly" es una contracción de cromo-molibdeno, los dos elementos de aleación que definen la serie 41xx de aceros de baja aleación en el sistema de clasificación AISI/SAE. La designación 4130 sigue una lógica de numeración específica: los dos primeros dígitos (41) identifican la serie de aleaciones como acero al cromo-molibdeno, y los dos últimos dígitos (30) indican un contenido nominal de carbono de 0,301 %.
Explicación del sistema de numeración AISI/SAE
| Posición del dígito | Significado en 4130 | Valor |
|---|---|---|
| Primer dígito (4) | Grupo de aleaciones: Aceros al molibdeno | Serie que contiene molibdeno |
| Segundo dígito (1) | Subgrupo: Aceros al cromo-molibdeno | Cr añadido |
| 3.º y 4.º dígitos (30) | Contenido nominal de carbono × 100 | 0,301 TP3T C |
Esta convención de numeración se aplica de forma coherente en toda la familia 41xx, que incluye el 4140 (0,401 % C, 3 % P, 3 % T), el 4150 (0,501 % C, 3 % P, 3 % T) y otros. El contenido de carbono es el factor principal que determina la dureza que se puede alcanzar tras el tratamiento térmico, por lo que comprender la posición que ocupa el 4130 dentro de la familia es importante para la selección de la aplicación.
¿Por qué el cromo y el molibdeno?
Ambos elementos de aleación desempeñan funciones metalúrgicas específicas que sitúan al acero 4130 muy por encima de los aceros al carbono sin alear con un contenido de carbono equivalente:
Cromo aumenta la templabilidad, mejora la resistencia a la oxidación y a la corrosión a temperaturas ligeramente elevadas y refuerza el acero mediante el endurecimiento por solución sólida. Los carburos de cromo también mejoran la resistencia al desgaste.
Molibdeno mejora la templabilidad de forma aún más eficaz que el cromo en términos de peso, mejora la resistencia a la fluencia y reduce significativamente el riesgo de fragilización por templado (un fenómeno por el cual ciertos aceros aleados se vuelven frágiles tras un enfriamiento lento a través de rangos de temperatura específicos). El molibdeno también refina el tamaño del grano, lo que contribuye a mejorar la tenacidad.
En conjunto, estos elementos dan lugar a un acero que se endurece en profundidad en secciones de dimensiones mucho mayores que el acero al carbono simple, lo que hace que el 4130 sea adecuado para componentes en los que se requieren propiedades uniformes en toda la sección transversal.
¿Cuál es la composición química completa del acero 4130?
La composición química determina todas las características del comportamiento del acero durante su procesamiento y uso. La especificación 4130 establece límites de composición relativamente estrictos en comparación con muchos aceros de ingeniería.
Composición química del AISI 4130 (porcentaje en peso)
| Elemento | Mínimo (%) | Máx (%) | Función principal |
|---|---|---|---|
| Carbono (C) | 0.28 | 0.33 | Dureza y resistencia tras el tratamiento térmico |
| Manganeso (Mn) | 0.40 | 0.60 | Templabilidad, desoxidación |
| Fósforo (P) | - | 0.035 | Controlado como impureza |
| Azufre (S) | - | 0.040 | Controlado como impureza |
| Silicio (Si) | 0.15 | 0.35 | Desoxidación, fuerza |
| Cromo (Cr) | 0.80 | 1.10 | Templabilidad, resistencia a la corrosión |
| Molibdeno (Mo) | 0.15 | 0.25 | Capacidad de templado, resistencia a la fragilización por templado |
| Níquel (Ni) | - | - | No se especifica en la norma |
| Cobre (Cu) | - | - | No se especifica en la norma |
Evaluación del equivalente de carbono y de la soldabilidad
El valor del equivalente de carbono (CE) es un parámetro fundamental para evaluar los requisitos de precalentamiento de la soldadura y la susceptibilidad a la fisuración inducida por hidrógeno. La fórmula más utilizada (fórmula del IIW) es:
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Para el 4130, utilizando los valores de composición nominal:
CE = 0,30 + 0,50/6 + (0,95 + 0,20)/5 = 0,30 + 0,083 + 0,230 = ~0.61%
Un coeficiente de expansión térmica (CE) superior a 0,60% sitúa técnicamente al 4130 en un rango que requiere un control minucioso del precalentamiento, especialmente en secciones de mayor espesor. Sin embargo, el bajo contenido real de carbono del 4130 (más cercano a 0,30%) y la naturaleza de sus elementos de aleación hacen que, en la práctica, los tubos y chapas de sección delgada puedan soldarse con un precalentamiento mínimo o nulo cuando se siguen los procedimientos adecuados. Analizamos esto en detalle en la sección de soldadura que figura a continuación.
¿Cuáles son las propiedades mecánicas del acero 4130 en diferentes condiciones?
Las propiedades mecánicas del 4130 varían considerablemente en función del estado en el que se suministra o se utiliza. Esta es una de las distinciones más importantes que deben comprender los ingenieros: el 4130 en estado recocido y el 4130 en estado templado y revenido son, a efectos prácticos, materiales completamente diferentes en cuanto a resistencia y dureza.
Propiedades mecánicas según las condiciones
| Propiedad | Recocido | Normalizado | Q&T (templado a 315 °C) | Q&T (templado a 425 °C) | Q&T (templado a 540 °C) |
|---|---|---|---|---|---|
| Resistencia a la tracción | 670 MPa (97 ksi) | 670 MPa (97 ksi) | 1620 MPa (235 ksi) | 1380 MPa (200 ksi) | 1090 MPa (158 ksi) |
| Límite elástico (0,2%) | 435 MPa (63 ksi) | 435 MPa (63 ksi) | 1470 MPa (213 ksi) | 1240 MPa (180 ksi) | 960 MPa (139 ksi) |
| Alargamiento (5 cm) | 28% | 26% | 10% | 13% | 17% |
| Reducción de la superficie | 60% | 57% | 42% | 50% | 57% |
| Dureza (Brinell) | ~197 HB | ~197 HB | ~460 HB | ~400 HB | ~320 HB |
| Resistencia al impacto (método Charpy con muesca en V) | ~100 J | ~90 J | ~35 J | ~55 J | ~85 J |
Los valores indican las propiedades típicas de una barra redonda de 25 mm (1 pulgada). Las propiedades reales varían en función del tamaño de la sección, la composición química exacta y el historial de procesamiento.
Cómo influye el tamaño de la sección en las propiedades
La templabilidad del 4130, aunque superior a la de los aceros al carbono simples, no es ilimitada. El ensayo de templado en los extremos de Jominy describe cómo disminuye la dureza desde la superficie templada hacia el núcleo de una sección:
| Distancia desde el extremo templado | Dureza típica (HRC) |
|---|---|
| 1,6 mm (1/16 pulg.) | 52 – 55 |
| 6,4 mm (4/16 pulgadas) | 45 – 50 |
| 12,7 mm (8/16 pulgadas) | 35 – 42 |
| 25,4 mm (16/16 pulgadas) | 28 - 36 |
| 38,1 mm (24/16 pulgadas) | 25 – 32 |
Estos datos muestran que el acero 4130 se templa de forma fiable en secciones de hasta aproximadamente 38 mm (1,5 pulgadas) de diámetro mediante temple en aceite. Más allá de este tamaño, se produce un gradiente de propiedades entre el núcleo y la superficie. Para secciones transversales más grandes que requieran propiedades uniformes, se debe considerar el 4140 o el 4340, que presentan una mayor templabilidad.
Propiedades físicas
| Propiedad física | Valor | Notas |
|---|---|---|
| Densidad | 7,85 g/cm³ (0,284 lb/pulg³) | Norma para aceros de baja aleación |
| Módulo de elasticidad | 205 GPa (29,7 × 10⁶ psi) | Igual que la mayoría de los aceros al carbono |
| Conductividad térmica | 42,7 W/m·K a 100 °C | Buena disipación del calor |
| Coeficiente de dilatación térmica | 12,3 µm/m·°C (21–93 °C) | Característico de los aceros aleados |
| Capacidad calorífica específica | 477 J/kg·K | - |
| Resistividad eléctrica | 0,22 µΩ·m | - |
| Intervalo de fusión | 1432 – 1471 °C (2610 – 2680 °F) | - |
| Relación de Poisson | 0.29 | - |
¿Cuáles son los equivalentes internacionales del acero cromomolibdénico 4130?
A la hora de adquirir acero 4130 para proyectos internacionales, es fundamental conocer las designaciones equivalentes en las distintas normas nacionales. La sustitución por un equivalente incorrecto puede dar lugar a diferencias significativas en las propiedades, especialmente en lo que respecta a la templabilidad y la resistencia al impacto.
Tabla de normas equivalentes internacionales
| Estándar | Designación | País/Región | Notas |
|---|---|---|---|
| AISI/SAE | 4130 | EE.UU. | Norma de referencia |
| UNS | G41300 | EE.UU. | Sistema de numeración unificado |
| ASTM | A29/A29M, grado 4130 | EE.UU. | Especificaciones de la barra |
| ASTM | A519, grado 4130 | EE.UU. | Tubo sin soldadura |
| ASTM | A322, grado 4130 | EE.UU. | Barra de acero |
| EN / DIN | 25CrMo4 | Europa | Equivalente europeo más habitual |
| DIN | 1.7218 | Alemania | Número de material |
| ES | 34CrMo4 | Europa | C ligeramente superior; equivalente cercano |
| BS | 708M25 | Reino Unido | Norma británica equivalente |
| JIS | SCM430 | Japón | Aproximadamente equivalente |
| GB | 30CrMo | China | Equivalente a la norma china |
| ISO | 25CrMo4 | Internacional | Designación ISO 683-1 |
| NF | 25CD4 | Francia | Equivalente a la norma francesa |
| GOST | 30KhMA | Rusia | Aproximadamente equivalente |
Diferencias entre el 4130 y sus equivalentes
Aunque los equivalentes que figuran en la tabla anterior se utilizan con frecuencia como sustitutos del 4130, no siempre son idénticos. Aspectos clave que hay que comprobar al utilizar equivalentes no AISI:
- 25CrMo4 (1.7218): El equivalente europeo más cercano. El rango de carbono es de 0,22–0,291 % en el TP3T frente al 0,28–0,331 % en el 4130, lo que significa que el 25CrMo4 tiene un contenido de carbono ligeramente inferior en promedio. Esto da lugar a una dureza alcanzable ligeramente inferior tras el temple, pero con características de fabricación similares.
- SCM430 (JIS): El equivalente japonés tiene un rango de cromo de 0,90-1,20 % y de molibdeno de 0,15-0,30 %; esto amplía ligeramente el rango en comparación con la especificación AISI. Las propiedades son, en general, equivalentes para la mayoría de las aplicaciones estructurales.
- 30CrMo (GB/T): El equivalente chino tiene un contenido nominal de carbono de 0,26-0,341 % en peso, lo que se ajusta bien al 4130. Sin embargo, los límites de azufre y fósforo de las normas GB más antiguas pueden ser ligeramente más flexibles que los mínimos actuales de la ASTM.
Cuando se requieran certificaciones de materiales para aplicaciones críticas (sector aeroespacial, recipientes a presión, cumplimiento de la normativa en el deporte del motor), compruebe siempre que el material suministrado cumpla con la norma ASTM, AMS o cualquier otra norma aplicable específica, en lugar de basarse únicamente en designaciones equivalentes.
¿Cómo se somete a tratamiento térmico el acero 4130 para conseguir las propiedades deseadas?
El tratamiento térmico es donde el acero 4130 despliega todo su potencial. Comprender el proceso completo de tratamiento térmico, incluyendo el objetivo de cada etapa y el efecto de las variables del proceso, es fundamental para cualquier ingeniero o profesional del tratamiento térmico que trabaje con este material.
Recocido del acero 4130
Propósito: Ablandar el acero para su mecanizado, eliminar las tensiones internas derivadas de procesos previos y conseguir una microestructura homogénea.
Procedimiento completo de recocido:
- Calentar a una temperatura de entre 843 y 871 °C (1550 – 1600 °F)
- Mantener a esa temperatura durante el tiempo necesario (aproximadamente 1 hora por cada 2,5 cm de espesor de la sección, con un mínimo de 30 minutos)
- Dejar enfriar lentamente en el horno a una velocidad que no supere los 22 °C (40 °F) por hora hasta alcanzar una temperatura inferior a 538 °C (1000 °F)
- Enfriamiento por aire desde 538 °C hasta temperatura ambiente
Resultado: Microestructura blanda, totalmente ferrítico-perlítica, con una dureza típica de 156 a 207 HB y una resistencia máxima a la tracción de aproximadamente 670 MPa. Este estado es ideal para operaciones de mecanizado intensivo antes del tratamiento térmico final.
Recocido de proceso (recocido subcrítico):
- Calentar a una temperatura de entre 649 y 704 °C (1200 – 1300 °F)
- Mantener en reposo y dejar enfriar en el horno
- Se utiliza principalmente para aliviar el endurecimiento por deformación entre operaciones de conformado en frío sin recristalización completa
Normalización del acero 4130
Propósito: Perfeccionar la estructura del grano tras el trabajo en caliente, conseguir unas propiedades uniformes y aumentar ligeramente la resistencia en comparación con el estado de recocido completo.
Procedimiento de normalización:
- Calentar a una temperatura de entre 871 y 927 °C (1600 – 1700 °F)
- Mantener a temperatura (aproximadamente 1 hora por cada 2,5 cm de sección)
- De la nevera a temperatura ambiente
Resultado: Microestructura perlítica fina, dureza aproximada de 197 HB, resistencia a la tracción aproximada de 670 MPa. La normalización se suele especificar como tratamiento final para tubos y barras estructurales en los que el mecanizado es mínimo.
Tratamiento térmico de temple y revenido (Q&T)
Esta es la secuencia de tratamiento térmico más importante para conseguir las propiedades de alta resistencia que hacen que el acero 4130 sea tan valioso en aplicaciones exigentes.
Fase 1: Austenización (templado)
- Calentar a una temperatura de entre 871 y 900 °C (1600 – 1650 °F)
- Dejar en remojo durante un mínimo de 30 minutos, más el tiempo adicional correspondiente al grosor de la pieza (como mínimo, 1 hora por cada 2,5 cm para piezas de más de 25 mm).
- El acero debe estar completamente austenizado (con la microestructura convertida íntegramente en austenita) antes del temple
Fase 2: Enfriamiento rápido
- En la mayoría de los casos, se realiza un temple en aceite (el temple en aceite proporciona un endurecimiento adecuado con menos riesgo de deformación y agrietamiento que el temple en agua)
- El temple en agua se puede utilizar para secciones muy delgadas, pero aumenta considerablemente el riesgo de deformación y agrietamiento
- El enfriamiento rápido con polímeros es una alternativa al aceite en algunas aplicaciones
- El enfriamiento rápido debe ser lo suficientemente rápido como para impedir la formación de perlita y bainita, dando lugar a la formación de martensita
Etapa 3: Templado (fundamental; no debe omitirse)
- Realizar el templado inmediatamente después del enfriamiento rápido (en un plazo de 2 horas) para aliviar las tensiones de enfriamiento rápido y reducir la fragilidad
- La elección de la temperatura de templado determina el equilibrio final entre resistencia y tenacidad:
| Temperatura de revenido | Resistencia a la tracción | Límite elástico | Dureza | Dureza |
|---|---|---|---|---|
| 200°C (390°F) | ~1800 MPa | ~1650 MPa | ~52 HRC | Muy bajo |
| 315°C (600°F) | ~1620 MPa | ~1470 MPa | ~46 HRC | Bajo |
| 425 °C (800 °F) | ~1380 MPa | ~1240 MPa | ~41 HRC | Moderado |
| 540°C (1000°F) | ~1090 MPa | ~960 MPa | ~32 HRC | Bien |
| 595 °C (1100 °F) | ~930 MPa | ~800 MPa | ~28 HRC | Muy buena |
| 650°C (1200°F) | ~780 MPa | ~655 MPa | ~22 HRC | Excelente |
Nota importante sobre la fragilización por temple: El acero 4130 no debe someterse a un tratamiento de revenido en el intervalo de 260 a 370 °C (500 a 700 °F) en aplicaciones que requieran una alta tenacidad. Este rango corresponde a un fenómeno denominado fragilización de la martensita templada (TME), en el que la precipitación de carburos en los límites de las láminas de martensita reduce la tenacidad al impacto sin proporcionar un alivio de tensiones adecuado. El molibdeno presente en el 4130 suprime la fragilización por templado clásica (aceros Ni-Cr-Mn sin Mo), pero no elimina por completo el TME.
Opciones de cementación para el acero 4130
Aunque el acero 4130 se endurece principalmente en profundidad, se pueden aplicar tratamientos de endurecimiento superficial cuando se requiere resistencia al desgaste en la superficie combinada con tenacidad en el núcleo:
Carburación: Aumenta el contenido de carbono superficial hasta 0,8 – 1,01 % en peso, seguido de un proceso de temple y revenido. Produce una capa superficial dura (58 – 62 HRC) con un núcleo tenaz. Profundidad efectiva de la capa superficial: 0,5 – 2,0 mm, dependiendo del tiempo y la temperatura.
Nitruración: Difunde nitrógeno en la superficie a una temperatura de entre 500 y 550 °C sin enfriamiento posterior. Produce una superficie extremadamente dura (900-1100 HV) con una deformación dimensional mínima. Ideal para componentes de precisión tras el mecanizado final.
Templado por inducción: Calienta rápidamente la superficie mediante una bobina de inducción, seguido de un enfriamiento inmediato con agua. Produce un endurecimiento localizado en las zonas seleccionadas. Eficaz para muñones, dientes de engranajes y superficies con desgaste localizado.
¿Cómo se suelda, mecaniza y conforma el acero 4130?
Las características de mecanizado del acero 4130 son fundamentales para su éxito comercial. Muchos ingenieros eligen el acero 4130 precisamente porque ofrece unas propiedades mecánicas superiores sin las dificultades de mecanizado asociadas a los aceros de mayor aleación o con mayor contenido en carbono.
Soldadura de acero cromomolibdénico 4130
El 4130 se considera soldable mediante todos los procesos habituales de soldadura por fusión, pero es fundamental emplear la técnica adecuada para evitar la formación de grietas inducidas por hidrógeno (grietas en frío) en la zona afectada por el calor.
Procesos de soldadura recomendados:
- Soldadura por arco con gas y tungsteno (GTAW/TIG): la opción preferida para aplicaciones críticas en el sector aeroespacial y el automovilismo; ofrece el mejor control del calor y la menor aportación de hidrógeno.
- Soldadura por arco con gas y electrodo metálico (GMAW/MIG): adecuada para la soldadura en serie de conjuntos estructurales.
- Soldadura por arco con electrodo revestido (SMAW): Admisible con electrodos de bajo contenido en hidrógeno (E7018, E8018).
- Soldadura por arco sumergido (SAW): adecuada para aplicaciones estructurales pesadas.
Selección del metal de aportación:
| Aplicación | Relleno recomendado | Clasificación AWS |
|---|---|---|
| Estructura general (tal y como se ha soldado) | ER70S-2, ER70S-6 | AWS A5.18 |
| Aplicaciones de alta resistencia | ER80S-D2 | AWS A5.28 |
| Máxima compatibilidad de potencia | ER100S-2 | AWS A5.28 |
| SMAW (bajo contenido en hidrógeno) | E7018, E8018-G | AWS A5.1/A5.5 |
Requisitos de precalentamiento:
| Espesor de la sección | Condición | Temperatura de precalentamiento |
|---|---|---|
| < 3 mm (0,125 pulgadas) | Recocido/Normalizado | No es necesario precalentar |
| 3 – 25 mm (0,125 – 1 pulg.) | Recocido/Normalizado | 50 – 100 °C (120 – 210 °F) |
| > 25 mm (1 pulg.) | Cualquier condición | 150 – 260 °C (300 – 500 °F) |
| Cualquier grosor | Condición Q&T | 150 – 260 °C (300 – 500 °F) |
Tras la soldadura, el acero 4130 en estado Q&T debe someterse a un tratamiento de alivio de tensiones posterior a la soldadura a una temperatura de entre 595 y 650 °C (1100 y 1200 °F) para restaurar la tenacidad en la zona afectada por la soldadura. En el caso de los tubos de pared delgada en estado normalizado (como los bastidores del fuselaje de aeronaves y las jaulas antivuelco), muchas aplicaciones se sueldan sin precalentamiento ni tratamiento posterior a la soldadura y se basan en la tenacidad del metal base normalizado.
Mecanizabilidad del acero 4130
El acero 4130 en estado recocido tiene un índice de maquinabilidad de aproximadamente 70% en comparación con el acero de maquinabilidad fácil AISI 1212 (con un índice de 100%). Se trata de un índice de maquinabilidad aceptable para un acero de baja aleación y significativamente mejor que el de aleaciones más duras como el 4340.
Recomendaciones prácticas para el mecanizado:
- Herramientas de metal duro Se recomienda para series de producción; las herramientas de acero rápido (HSS) son adecuadas para operaciones de bajo volumen.
- Velocidad de corte: 100 – 180 m/min (330 – 590 pies/min) para el torneado con plaquitas de metal duro.
- Velocidad de avance: 0,15 – 0,30 mm/rev para el torneado de acabado.
- Refrigerante: Se recomienda utilizar aceite soluble o un refrigerante sintético para controlar la temperatura de la herramienta y la formación de virutas.
- Endurecimiento del trabajo: El 4130 se endurece por deformación durante el corte; mantenga un avance constante para evitar el roce y la formación de rebabas.
Conformado en frío y en caliente
Conformado en frío: El 4130 en estado recocido puede conformarse en frío utilizando equipos convencionales de plegado, embutición y estampado. Su mayor resistencia en comparación con el acero dulce requiere fuerzas de conformado más elevadas y un mayor margen de recuperación elástica. Radio mínimo de plegado: aproximadamente entre 1,5 y 2,0 veces el espesor del material para chapas en estado recocido.
Conformado en caliente: El conformado en caliente se lleva a cabo a una temperatura de entre 900 y 1200 °C (1650 – 2200 °F). Tras el conformado en caliente, se debe realizar un tratamiento de normalización o recocido completo para restaurar la microestructura y las propiedades uniformes. El conformado en caliente es preferible para formas complejas que requerirían múltiples etapas de conformado en frío con recocidos intermedios.
¿En qué sectores y aplicaciones se utiliza el acero cromomolibdénico 4130?
La combinación de alta resistencia, buena soldabilidad y respuesta predecible al tratamiento térmico del acero 4130 ha permitido su implantación en una gama extraordinariamente amplia de sectores. Conocer sus aplicaciones ayuda a los ingenieros a determinar cuándo es el acero 4130 la opción más adecuada.
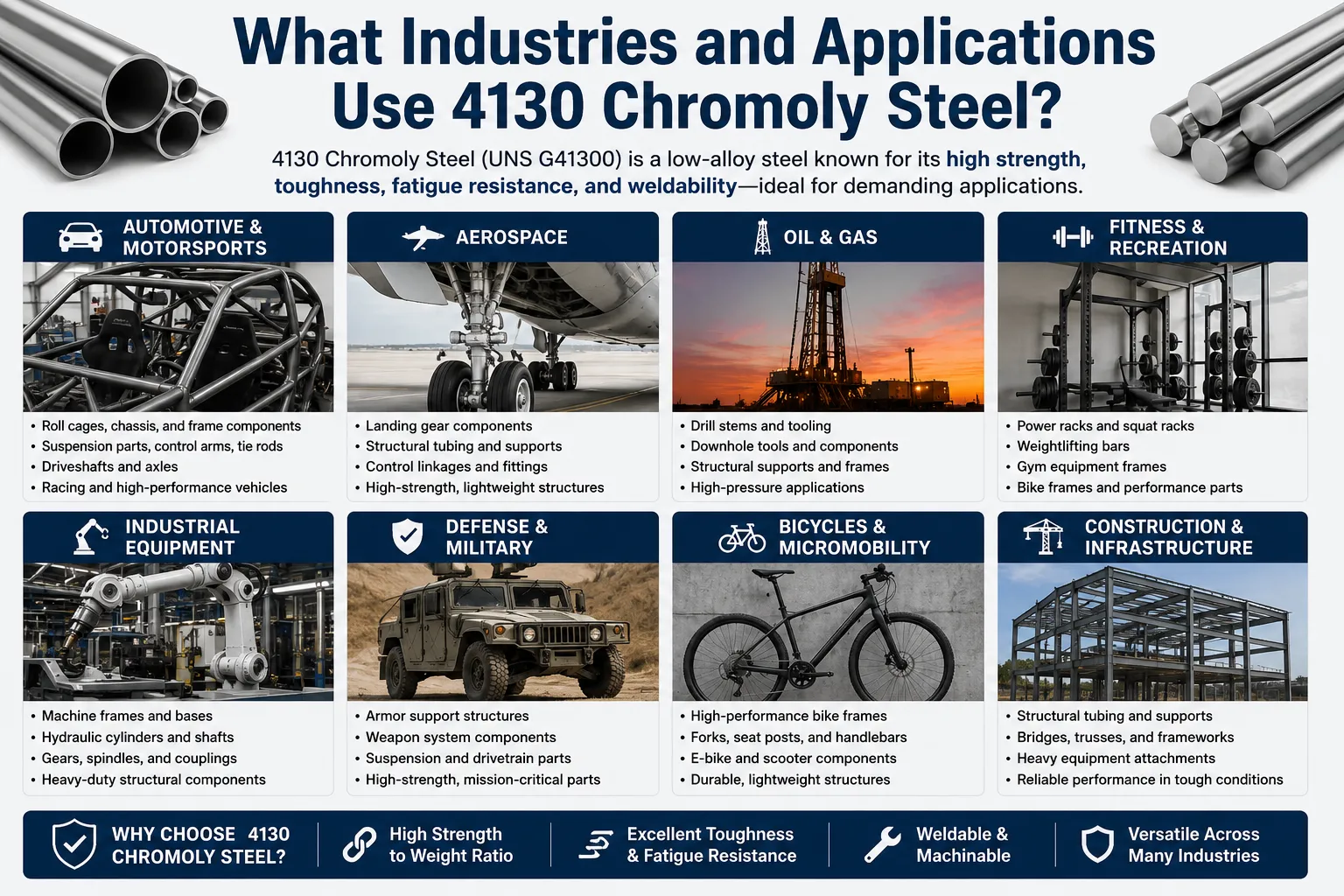
Aplicaciones aeroespaciales y aeronáuticas
El acero al cromo-molibdeno 4130 es uno de los aceros aeroespaciales de mayor relevancia histórica. Su uso en la construcción de aeronaves se remonta a principios del siglo XX y continúa hoy en día bajo el control de las especificaciones AMS (Aerospace Material Specifications):
- Tubos del fuselaje y bastidores estructurales: El tubo normalizado 4130 es el material estándar para las estructuras aeronáuticas de tubos de acero soldados, según la Circular Consultiva AC43.13 de la FAA.
- Componentes del tren de aterrizaje: El Q&T 4130 ofrece la relación resistencia-peso necesaria para los puntales de los engranajes y los componentes de los actuadores.
- Estructuras de soporte del motor: La combinación de soldabilidad y resistencia hace que el acero 4130 sea ideal para la fabricación de soportes de motor.
- Componentes del rotor de un helicóptero: Articulaciones de control y elementos estructurales pequeños.
Especificaciones AMS aplicables:
- AMS 6345: 4130 láminas, tiras y placas
- AMS 6346: 4130 láminas, tiras y placas (tratamiento térmico alternativo)
- AMS 6370: Tubos sin soldadura de 4130
- AMS 6528: Barras y piezas forjadas de 4130
Deportes de motor y carreras automovilísticas
El acero al cromo-molibdeno 4130 es el material más utilizado en todo el mundo para la fabricación de jaulas antivuelco y chasis de vehículos de competición:
- Jaulas antivuelco: Las normas de seguridad de la FIA, la NHRA, la SCCA y la mayoría de los organismos nacionales de automovilismo aceptan o exigen el uso de tubos 4130 para la construcción de jaulas antivuelco.
- Fabricación de chasis de competición: Coches de Fórmula, vehículos de carreras todoterreno, chasis para carreras de aceleración y bastidores para coches de sprint.
- Componentes de la suspensión: Brazos de control, barras radiales y soportes de barra estabilizadora fabricados.
- Ejes de transmisión: Tubos Q&T 4130 para aplicaciones de alto par.
Industria del petróleo y el gas
El 4130 tiene una amplia aplicación en equipos para la exploración y producción de petróleo y gas:
- Collares de perforación y uniones de herramientas: El Q&T 4130 ofrece la combinación de resistencia, tenacidad y resistencia a la presión necesaria para las herramientas de fondo de pozo.
- Componentes de boca de pozo: Componentes a presión para conjuntos de cabezales de pozo en superficie.
- Cuerpos de válvula: Aplicaciones de válvulas de presión moderada.
- Conjuntos de colectores: Colectores fabricados para equipos de producción y ensayo.
Las normas ASTM A519 (tubos mecánicos sin soldadura) y ASTM A505 (chapas y bandas) son las que se suelen utilizar como referencia en aplicaciones del sector del petróleo y el gas.
Otras aplicaciones industriales
| Categoría de aplicación | Usos específicos |
|---|---|
| Maquinaria agrícola | Brazos de cargadora, bastidores estructurales, articulaciones sometidas a grandes esfuerzos |
| Maquinaria de construcción | Plumas de grúa, brazos de excavadora, elementos estructurales |
| Defensa y ejército | Componentes de vehículos blindados, piezas de sistemas de armas |
| Fabricación de bicicletas | Cuadros de bicicleta de acero de alta gama (tubos de cromoly) |
| Armas de fuego | Piezas en bruto para cañones, componentes del receptor, cuerpos de cerrojo |
| Recipientes a presión | Aplicaciones de la Sección VIII de la ASME (piezas forjadas SA-372) |
| Herramientas y troqueles | Portaherramientas, accesorios, aplicaciones de desgaste moderado |
¿En qué se diferencia el 4130 del 4140 y de otros aceros aleados habituales?
Los ingenieros se enfrentan a menudo a la disyuntiva de elegir entre el acero 4130 y aleaciones muy similares. Los criterios de decisión varían en función del tamaño de la sección, el nivel de resistencia requerido, los requisitos de soldabilidad y el método de fabricación.
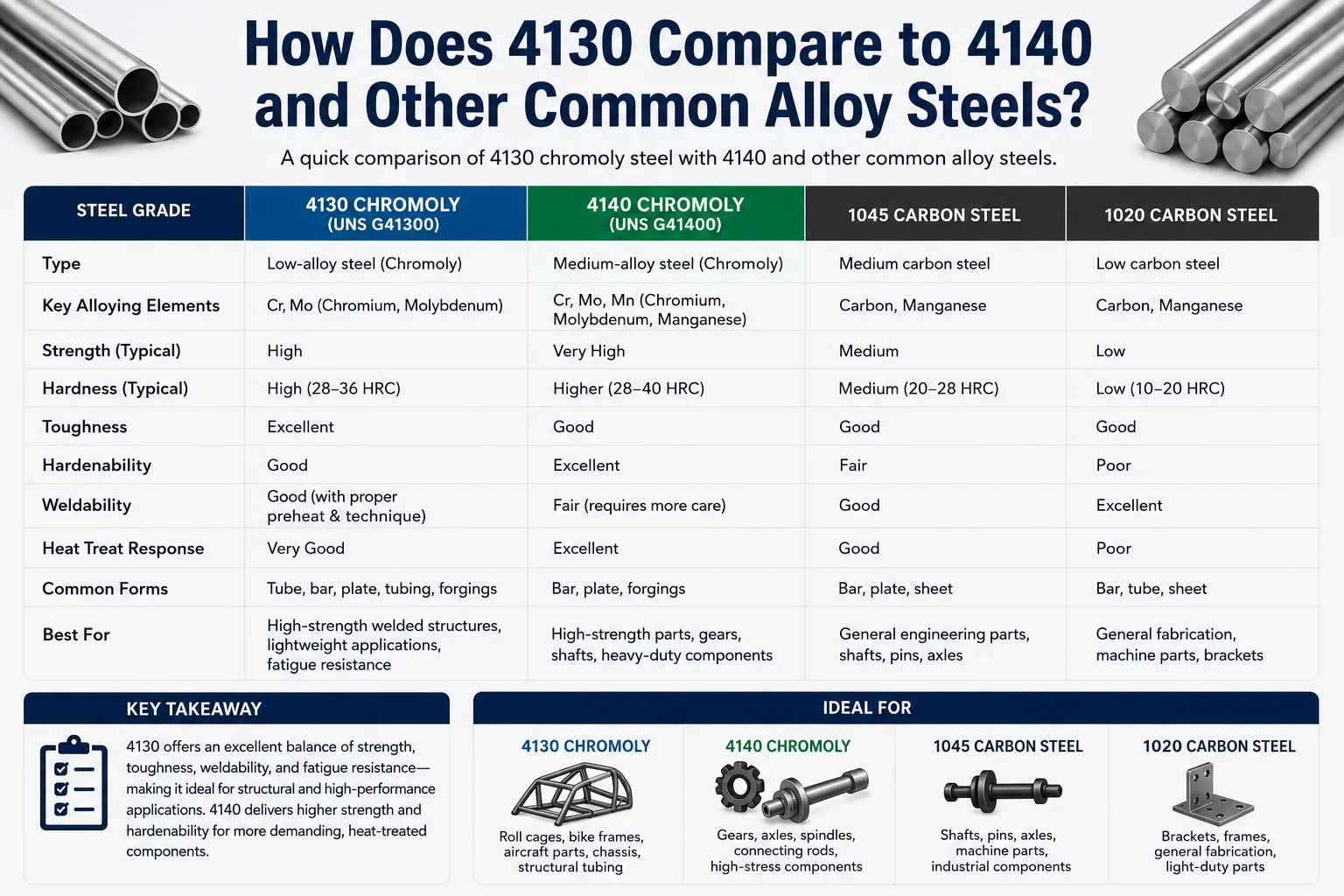
4130, 4140 y 4340: diferencias clave
| Propiedad | 4130 | 4140 | 4340 |
|---|---|---|---|
| Contenido de carbono | 0.28 – 0.33% | 0.38 – 0.43% | 0.38 – 0.43% |
| Cromo | 0.80 – 1.10% | 0.80 – 1.10% | 0.70 – 0.90% |
| Molibdeno | 0.15 – 0.25% | 0.15 – 0.25% | 0.20 – 0.30% |
| Níquel | Ninguno | Ninguno | 1.65 – 2.00% |
| Resistencia máxima a la tracción (Q&T) | ~1620 MPa | ~1900 MPa | ~2070 MPa |
| Endurecimiento | Moderado | Bien | Excelente |
| Soldabilidad | Bien | Moderado | Limitado |
| Sección típica de Max (templado completo) | ~38 mm | ~64 mm | >100 mm |
| Coste relativo | Bajo | Bajo-Moderado | Moderado-alto |
| Aplicaciones típicas | Tubos, perfiles delgados, aeronaves | Ejes, engranajes, herramientas | Perfiles pesados, piezas forjadas para aeronaves |
Cuándo es mejor elegir el 4130 en lugar del 4140:
- Perfiles de menos de 38 mm (1,5 pulgadas) de diámetro o equivalentes.
- Aplicaciones en las que se requiere soldadura sin tratamientos complejos previos o posteriores a la soldadura.
- Aplicaciones en las que el peso es un factor crítico y en las que resulta aceptable la resistencia ligeramente inferior que ofrece el acero 4130.
- Aplicaciones en las que el coste es un factor determinante y en las que se puede alcanzar la resistencia adecuada con el acero 4130.
Cuándo es mejor elegir el 4140 en lugar del 4130:
- Secciones de más de 38 mm en las que se requiere un temple completo.
- Aplicaciones que requieren una resistencia a la tracción superior a aproximadamente 1400 MPa.
- Ejes, engranajes y componentes sometidos a elevadas cargas de torsión.
- Aplicaciones en las que la soldabilidad no es una preocupación fundamental.
Cuándo es mejor optar por el 4340 en lugar de ambos:
- Secciones transversales muy grandes que requieren una resistencia elevada y uniforme en toda su extensión.
- Aplicaciones que requieren una resistencia máxima, como los trenes de aterrizaje de aviones y los cigüeñales de gran tamaño.
- Aplicaciones en las que el mayor coste se justifica por los requisitos de rendimiento.
¿Qué especificaciones y normas se aplican al acero 4130?
Para especificar correctamente el 4130 es necesario seleccionar la norma adecuada en función de la forma del producto y su aplicación. Existen varias normas que regulan el 4130, y la norma aplicable determina los ensayos y la certificación necesarios, así como los rangos de propiedades permitidos.
Referencia completa de normas para el 4130
| Estándar | Forma del producto | Requisitos clave |
|---|---|---|
| ASTM A29/A29M | Barra laminada en caliente y acabada en frío | Química, propiedades mecánicas (en general) |
| ASTM A322 | Barra de acero aleado laminada en caliente | Barra estructural estándar |
| ASTM A331 | Barra de acero aleado laminada en frío | Tolerancias dimensionales más estrictas |
| ASTM A519 | Tubos mecánicos sin soldadura | DOM y tubo sin soldadura |
| ASTM A505 | Chapas y flejes (laminados en caliente) | Productos laminados en general |
| ASTM A506 | Láminas y tiras (calidad estándar) | Lámina estructural |
| ASTM A513 | Tubo soldado por resistencia eléctrica | Especificaciones de los tubos ERW |
| ASTM A534 | Aceros de cementación (rodamientos) | Limpieza especial |
| AMS 6345 | Chapa, fleje, placa | Calidad aeroespacial |
| AMS 6370 | Tubos sin soldadura | Tubos para la industria aeroespacial |
| AMS 6528 | Barras, varillas, piezas forjadas | Barra aeroespacial |
| AMS 6350 | Alambre | Cable aeroespacial |
| ASME SA-29 | Barra (recipiente a presión) | Barra para recipientes a presión |
| MIL-S-6758 | Tubos (aviones militares) | Especificaciones aeroespaciales militares |
Requisitos de certificación por tipo de solicitud
| Tipo de aplicación | Nivel de certificación requerido | Pruebas adicionales clave |
|---|---|---|
| Estructura general | EN 10204, tipo 2.1 o 2.2 | Solo química |
| Recipientes a presión | EN 10204 Tipo 3.1 | Química + mecánica |
| Aeroespacial (AMS) | EN 10204 Tipo 3.2 | Química completa + Mecánica + NDE |
| Deportes de motor (jaula antivuelco) | Certificado de materiales + dimensiones | Verificación de la dureza |
| Petróleo y gas | EN 10204 Tipo 3.1 + ensayos no destructivos | Cumplimiento íntegro de la API |
¿Qué opciones de tratamiento superficial y recubrimiento hay disponibles para el acero 4130?
El acero al cromo-molibdeno 4130, al igual que todos los aceros de baja aleación, se oxida en presencia de humedad si no cuenta con protección superficial. La elección del tratamiento superficial adecuado depende del entorno de uso, las tolerancias dimensionales, los requisitos estéticos y la compatibilidad con las operaciones de montaje posteriores.
Comparación de tratamientos superficiales
| Tratamiento | Descripción del proceso | Protección contra la corrosión | Efecto sobre las dimensiones | Aplicaciones típicas |
|---|---|---|---|---|
| Óxido negro | Recubrimiento por conversión química | Mínimo (requiere una capa de aceite) | Insignificante | Herramientas, armas de fuego, uso en interiores |
| Fosfato de zinc | Conversión química + aceite o pintura | Moderado con capa | Insignificante | Automoción, estructuras |
| Níquel químico | Depósito autocatalítico de níquel-fósforo | Bien | 0,01 – 0,05 mm de grosor | Componentes de precisión, resistencia química moderada |
| Cromo duro | Galvanoplastia | Bien | 0,01 – 0,25 mm | Ejes hidráulicos, superficies de desgaste |
| Cincado | Electrodeposición | Bien | 0,005 – 0,025 mm | Elementos de fijación, soportes |
| Galvanización en caliente | Inmersión en baño de cinc | Excelente | 0,05 – 0,15 mm (variable) | Estructuras pesadas, exteriores |
| Pulverización térmica | Recubrimiento por pulverización por arco o por llama | Excelente | Variable | Industria pesada, componentes de gran tamaño |
| Recubrimiento en polvo | Aplicación electrostática de polímeros | Muy buena | 0,05 – 0,15 mm | Deportes de motor, cuadros de bicicleta, superficies visibles |
| Pintura (imprimación epoxi) | Aplicación con brocha, pulverización o inmersión | Buen estado de mantenimiento | Insignificante | De uso general, fácil de reparar sobre el terreno |
En aplicaciones aeroespaciales, el recubrimiento químico de conversión (tratamiento con Alodine/cromato según la norma MIL-DTL-5541), seguido de una imprimación epoxi, es el procedimiento habitual para los componentes de acero en zonas no estructurales. En el caso de los tubos de acero estructurales de las aeronaves, las superficies internas suelen tratarse con aceite o con una imprimación de cromato de zinc.
Preguntas frecuentes: Todo lo que necesitas saber sobre el acero 4130
1: ¿Cuál es la diferencia entre el acero 4130 y el acero dulce, y cuándo debo utilizar el 4130?
La diferencia fundamental radica en la resistencia y la templabilidad: el acero 4130 alcanza una resistencia entre dos y cinco veces superior a la del acero dulce (A36 o 1018) mediante tratamiento térmico, mientras que el acero dulce no puede endurecerse de forma significativa. El acero dulce (A36) tiene una resistencia a la tracción de aproximadamente 400-550 MPa en estado laminado, y esta no puede aumentarse de forma significativa mediante tratamiento térmico. El 4130 en estado normalizado ya iguala o supera al acero dulce, y en estado Q&T alcanza resistencias a la tracción de 930 a 1620 MPa, dependiendo de la temperatura de revenido. La reducción de peso que se puede lograr sustituyendo el acero dulce por el 4130 en un diseño con limitaciones de resistencia suele ser de entre 30 y 60 %, razón por la cual el 4130 predomina en aplicaciones sensibles al peso en los sectores aeroespacial, del automovilismo y de los vehículos de alto rendimiento. La soldabilidad es generalmente comparable entre el acero dulce y los tubos normalizados 4130 en secciones delgadas, aunque el 4130 requiere un poco más de cuidado con el precalentamiento en secciones más gruesas. Elija el acero dulce cuando el coste sea el factor principal y los requisitos de resistencia sean bajos. Elija el 4130 cuando el acero dulce no pueda satisfacer los requisitos de reducción de peso, mayores niveles de tensión o resistencia a la fatiga.
2: ¿Se puede soldar el acero 4130 sin precalentamiento?
Sí, el acero 4130 de sección delgada (con un espesor de pared inferior a 3 mm aproximadamente) en estado normalizado suele poder soldarse sin precalentamiento, pero las secciones más gruesas y el material Q&T siempre requieren un precalentamiento de al menos 150 °C. Los tubos normalizados de pared delgada de acero 4130 que se utilizan en los bastidores del fuselaje de los aviones y en las jaulas antivuelco suelen ser soldados por fabricantes experimentados mediante el proceso GTAW (TIG) sin precalentamiento, siguiendo las prácticas establecidas en la Circular Consultiva AC43.13-1B de la FAA y las normas de fabricación del automovilismo. Los factores clave que permiten la soldadura sin precalentamiento del 4130 de pared delgada son: el bajo contenido en carbono (0,301 % como máximo), la pequeña masa térmica de la sección, que permite un enfriamiento rápido tras la soldadura sin una concentración excesiva de hidrógeno, y el uso de metales de aportación limpios y con bajo contenido en hidrógeno (ER70S-2 o ER80S-D2). Para secciones superiores a 6 mm, o cualquier 4130 Q&T, es necesario el precalentamiento para evitar grietas inducidas por el hidrógeno. Utilice siempre alambre de aportación y gas de protección secos y limpios, y evite soldar sobre metal base húmedo o contaminado, independientemente del tamaño de la sección.
3: ¿Cuál es la dureza máxima que se puede alcanzar con el acero 4130?
La dureza máxima que puede alcanzar el acero 4130 tras el temple (sin revenido) es de aproximadamente 55-58 HRC (Rockwell C), lo que corresponde a una microestructura totalmente martensítica. Este valor máximo viene determinado por el contenido de carbono (0,28 – 0,331 % en peso), ya que el carbono es el principal factor que determina la dureza de la martensita. En la práctica, las mediciones de dureza tras el temple en barras de ensayo estándar suelen situarse entre 52 y 56 HRC. Este estado tras el temple es extremadamente duro, pero también muy frágil, y nunca debe utilizarse en este estado para aplicaciones estructurales. El revenido siempre sigue al temple para reducir la dureza y aumentar la tenacidad. La temperatura mínima de revenido recomendada para el 4130 es de 150 °C (300 °F) para la mayoría de las aplicaciones, con un rango de dureza práctico tras el revenido de entre 22 y 46 HRC, dependiendo de la temperatura de revenido. A modo de comparación, el 4140 alcanza aproximadamente 60 HRC tras el temple debido a su mayor contenido en carbono, lo que le confiere una clara ventaja en aplicaciones que requieren la máxima dureza.
4: ¿Es magnético el acero cromolibdeno 4130?
Sí, el acero cromolibdeno 4130 es ferromagnético en todas las condiciones normales de suministro (recocido, normalizado y Q&T). A diferencia de los aceros inoxidables austeníticos (como el 304 o el 316), que son no magnéticos en estado recocido, el 4130 presenta una microestructura ferrítica/martensítica/perlítica en todas las condiciones de tratamiento térmico, todas ellas magnéticamente sensibles. Esto tiene implicaciones prácticas: los componentes de 4130 pueden levantarse con equipos de elevación magnéticos, detectarse mediante inspección por partículas magnéticas (MPI) para detectar defectos superficiales y subsuperficiales, y no son adecuados para aplicaciones que requieran propiedades no magnéticas (como equipos cerca de máquinas de resonancia magnética o instalaciones de brújulas magnéticas). La respuesta magnética del 4130 no cambia significativamente con las condiciones de tratamiento térmico, aunque la inducción de saturación y la fuerza coercitiva varían ligeramente entre las condiciones de recocido (comportamiento magnético más blando) y de endurecimiento (comportamiento magnético ligeramente más duro).
5: ¿Qué rendimiento ofrece el acero 4130 a bajas temperaturas (aplicaciones criogénicas)?
No se recomienda el uso del 4130 en aplicaciones criogénicas a temperaturas inferiores a aproximadamente -40 °C (-40 °F) sin una homologación especial, ya que su resistencia al impacto disminuye considerablemente a temperaturas bajo cero. La temperatura de transición dúctil-frágil (DBTT) del acero 4130 en estado normalizado suele situarse entre -20 y -50 °C, dependiendo del tratamiento térmico específico y del tamaño del grano. Por debajo de la DBTT, la energía de impacto desciende drásticamente y puede producirse una fractura frágil en condiciones que, a temperatura ambiente, solo causarían una deformación dúctil. Para aplicaciones a baja temperatura, el 4130 debe especificarse en el estado Q&T con una temperatura de revenido relativamente alta (595 – 650 °C), lo que produce la mejor combinación de resistencia y tenacidad a temperaturas bajo cero. Para temperaturas inferiores a -50 °C, son más adecuadas las aleaciones desarrolladas específicamente para servicio criogénico, como el acero al níquel 9%, los aceros inoxidables austeníticos o las aleaciones a base de níquel. Especifique siempre el ensayo de impacto Charpy con muesca en V a la temperatura mínima de servicio cuando se utilice el 4130 en entornos fríos.
6: ¿Cuál es la diferencia entre los tubos DOM de acero 4130 y los tubos sin soldadura de acero 4130?
Los tubos DOM (Drawn Over Mandrel) y los tubos sin soldadura son dos procesos de fabricación distintos que dan lugar a tubos de acero 4130 con diferentes tolerancias dimensionales y características superficiales, pero no con propiedades del material diferentes. Los tubos sin soldadura 4130 se fabrican perforando y estirando una barra maciza sin cordón de soldadura longitudinal. Los tubos DOM se fabrican partiendo de un tubo ERW (soldado por resistencia eléctrica) y sometiéndolo a un estirado en frío sobre un mandril, lo que trabaja y refina eficazmente la zona de soldadura hasta que resulta metalúrgicamente indistinguible del material de base. Los tubos DOM ofrecen tolerancias dimensionales más estrictas (especialmente en cuanto a la uniformidad del espesor de la pared y la concentricidad del diámetro interior) que los tubos sin soldadura estándar y suelen tener un mejor acabado de la superficie interna. Para la mayoría de las aplicaciones en automovilismo, aeroespacial y estructurales, se prefiere el tubo DOM 4130 por su precisión dimensional. Se prefiere el tubo sin soldadura para aplicaciones de contención de presión bajo códigos que prohíben el uso de tubos soldados (ciertas especificaciones ASME y API), y para aplicaciones hidráulicas de alta presión. Ambos tipos cumplen los mismos requisitos químicos y de propiedades mecánicas.
7: ¿Qué provoca que el acero 4130 se vuelva quebradizo tras la soldadura y cómo se puede evitar?
La fragilidad post-soldadura en el acero 4130 se debe a tres mecanismos principales: la formación de grietas inducidas por hidrógeno en la zona afectada por el calor (HAZ), la formación de martensita dura sin templar en la HAZ y la fragilización de la martensita templada si el tratamiento de alivio de tensiones se realiza a una temperatura inadecuada. En la zona afectada por el calor (HAZ) adyacente al cordón de soldadura, la temperatura máxima supera la temperatura de austenización y la velocidad de enfriamiento posterior suele ser lo suficientemente rápida como para formar martensita. Si hay hidrógeno presente (procedente de la humedad del alambre de aportación, del fundente o de la superficie del metal base), este puede difundirse en la zona martensítica endurecida de la HAZ y provocar la aparición de grietas. Para prevenirlo es necesario: utilizar metal de aportación seco, limpio y con bajo contenido en hidrógeno almacenado en un horno para varillas, precalentar el metal base según lo especificado (véase la tabla de precalentamiento anterior), mantener la temperatura entre pasadas durante las soldaduras de múltiples pasadas y aplicar un tratamiento de alivio de tensiones post-soldadura a 595 – 650 °C (no en el rango de fragilización de 260 – 370 °C). Para aplicaciones críticas, a veces se especifica un recocido de hidrógeno a 150 – 200 °C durante 4 horas después de la soldadura. Los ensayos no destructivos (inspección por partículas magnéticas o ensayos por penetración) de la zona afectada por el calor (HAZ) tras la soldadura y el tratamiento posterior a la soldadura verifican la ausencia de fisuras.
8: ¿Puedo utilizar el acero 4130 para la construcción de recipientes a presión?
Sí, el acero 4130 puede utilizarse para la construcción de recipientes a presión con arreglo a la Sección VIII, División 1, del Código ASME de Calderas y Recipientes a Presión, siempre que cumpla las especificaciones de materiales ASME correspondientes. Las especificaciones ASME pertinentes son SA-29 (barras), SA-519 (tubos) y SA-505 (chapas y flejes). Las piezas forjadas se rigen por la norma SA-372 (Grado J, Clase 110 para Q&T 4130). Las listas del código de diseño indican las tensiones admisibles para el 4130 a temperaturas de hasta aproximadamente 425 °C; por encima de esta temperatura, la tensión admisible desciende rápidamente debido a consideraciones de fluencia. Para aplicaciones en recipientes a presión ASME, el material debe estar certificado según las especificaciones de la serie SA con un certificado de ensayo de material de tipo 3.1 o 3.2. Se requiere un ensayo de impacto según la norma UG-84 cuando la temperatura mínima de diseño es inferior a las curvas de exención aplicables en la norma. Para aplicaciones de alta presión en el sector del petróleo y el gas, las especificaciones API 6A y API 16A cubren los equipos de cabezales de pozo y árboles de Navidad fabricados con material 4130.
9: ¿Cómo se especifica el uso de tubos de acero 4130 para la construcción de una jaula antivuelco?
Para la construcción de la jaula antivuelco, especifique tubos sin soldadura normalizados 4130 o tubos DOM que cumplan con la norma ASTM A519, con dimensiones conformes a las normas de su organismo regulador, y solicite un certificado completo de ensayo de materiales (MTC) que confirme la composición química y las propiedades mecánicas. La mayoría de los organismos reguladores del automovilismo especifican el espesor mínimo de pared y el diámetro de los tubos de jaula antivuelco de acero 4130 en función del peso del vehículo. Por ejemplo, muchos reglamentos de carreras en circuito especifican un diámetro exterior mínimo de 1,5 pulgadas y un espesor de pared mínimo de 0,120 pulgadas para la construcción del aro principal en vehículos de menos de 2500 libras. El estado normalizado es el estándar para los tubos de jaula antivuelco, ya que proporciona la dureza adecuada para soportar cargas de impacto sin la complicación del tratamiento térmico posterior a la soldadura. Compruebe siempre que el proveedor facilite un certificado de material (MTC) trazable (como mínimo EN 10204 Tipo 3.1) que confirme la composición química AISI 4130 y el estado normalizado. Evite las afirmaciones genéricas de "cromoly" sin certificación documentada. Tras la fabricación, la jaula no debe pintarse con capas gruesas que puedan ocultar grietas, y las zonas de soldadura críticas deben inspeccionarse visualmente una vez finalizada la obra.
10: ¿Cuál es la resistencia a la fatiga del acero 4130 y cómo influye en ella el estado de la superficie?
El límite de resistencia a la fatiga del 4130 varía entre aproximadamente 310 MPa (45 ksi) en estado recocido y aproximadamente 700 MPa (102 ksi) en estado Q&T de alta resistencia, pero el acabado superficial tiene un efecto drástico que puede reducir la vida a fatiga entre un 30 % y un 70 %%. Las grietas por fatiga casi siempre se inician en la superficie, lo que convierte al estado de la superficie en la variable más crítica en aplicaciones sometidas a cargas de fatiga. Los datos sobre el límite de resistencia citados anteriormente se refieren a probetas pulidas. En componentes prácticos con superficies mecanizadas, la resistencia a la fatiga se reduce entre un 20 y un 30 %. Los componentes con superficies tal y como se forjan o laminan presentan una reducción del 30 al 50 %. Cualquier concentración de tensiones en la superficie (muescas, filetes afilados, marcas de herramientas) reduce aún más la vida útil a la fatiga de forma drástica. Los tratamientos superficiales que inducen tensiones residuales de compresión, como el granallado, pueden mejorar la vida útil a fatiga en un 20-40 %. Para obtener la máxima resistencia a la fatiga en componentes de 4130: utilice la temperatura de templado más alta posible que aún cumpla los requisitos de resistencia (una mayor tenacidad mejora la resistencia al crecimiento de grietas por fatiga), especifique un acabado superficial liso (Ra ≤ 1,6 µm) en las zonas críticas, utilice radios de filete generosos en las transiciones geométricas y considere el granallado para los componentes sometidos a cargas cíclicas.
Conclusión: el acero cromomolibdeno 4130 sigue siendo una de las opciones más fiables en ingeniería
Tras analizar todos los aspectos técnicos, la popularidad duradera del acero cromomolibdénico 4130 está plenamente justificada. Ningún otro acero de baja aleación de su rango de precios combina este nivel de soldabilidad, flexibilidad en el tratamiento térmico y potencial de resistencia en secciones de hasta 38 mm. Cuando se somete a un tratamiento térmico adecuado y se fabrica siguiendo los procedimientos establecidos, el 4130 ofrece un rendimiento fiable y predecible en un rango de temperaturas de servicio que va desde aproximadamente -40 °C hasta 425 °C.
Los factores clave para el éxito de cualquier aplicación del 4130 son:
- Adapta el tratamiento térmico a los requisitos de resistencia: No utilice acero 4130 recocido cuando se requieran propiedades de templado y revenido, y no especifique un grado de templado y revenido superior al necesario cuando baste con el normalizado.
- Ten en cuenta el límite de tamaño de la sección: A partir de un diámetro efectivo de 38 mm (1,5 pulgadas), se recomienda pasar a los aceros 4140 o 4340 para obtener propiedades uniformes.
- Controla el procedimiento de soldadura con cuidado: Un proceso con bajo contenido en hidrógeno, un precalentamiento adecuado al espesor de la pieza y un tratamiento de distensión tras la soldadura a la temperatura correcta evitan la mayoría de los fallos relacionados con la soldadura.
- Especifique la norma correcta: Adapta las especificaciones ASTM, AMS o ASME a la aplicación y exige siempre certificados de materiales trazables.
Adquiera su acero cromolibdeno 4130 en MWalloys
MWalloys dispone de existencias de cromo-molibdeno 4130 en barras, tubos (sin soldadura y DOM), placas, chapas y flejes, en una amplia gama de dimensiones para su envío inmediato. Nuestra cadena de suministro incluye material certificado procedente directamente de fábrica que cumple con las especificaciones ASTM, AMS y ASME, y se proporcionan certificados completos de ensayo de materiales según la norma EN 10204 Tipo 3.1 con cada pedido.
Nuestro equipo técnico está a su disposición para ayudarle con:
- Selección de materiales entre 4130, 4140, 4340 y otras aleaciones
- Elaboración de especificaciones y procedimientos para el tratamiento térmico
- Corte y procesamiento a medida según sus especificaciones dimensionales
- Entrega urgente desde el stock disponible
Póngase en contacto con MWalloys para solicitar un presupuesto o hablar con un ingeniero de materiales sobre los requisitos específicos de su proyecto. Envíe su consulta a través del formulario de contacto de nuestra página web o póngase en contacto directamente con nuestro equipo técnico-comercial para recibir una respuesta el mismo día.
Fuentes verificadas y fidedignas
La información técnica que se presenta en este artículo se basa en las siguientes publicaciones revisadas por pares, normas del sector y documentos de referencia de prestigio:
- ASM Internacional – Manual ASM, volumen 1: Propiedades y selección: hierros, aceros y aleaciones de alto rendimiento. ASM International, Materials Park, Ohio. ISBN 978-0-87170-377-4.
- ASM Internacional – Manual ASM, volumen 4: Tratamiento térmico. ASM International. ISBN 978-0-87170-379-8.
- ASTM Internacional – ASTM A519: Especificación estándar para tubos mecánicos sin soldadura de acero al carbono y aleado.
- ASTM Internacional – ASTM A29/A29M: Especificación estándar sobre requisitos generales para barras de acero al carbono y aleado, forjadas en caliente.
- SAE Internacional – SAE J404: Composiciones químicas de los aceros aleados SAE. SAE International, Warrendale, Pensilvania.
- Especificaciones de materiales aeroespaciales – AMS 6370: Tubos de acero sin soldadura de 0,28-0,33 C (SAE 4130). SAE International.
- Especificaciones de materiales aeroespaciales – AMS 6345: Acero, chapa, fleje y placa 0,28-0,33 % de carbono (SAE 4130). SAE International.
- Código ASME de calderas y recipientes a presión, Sección II, Parte A – Especificaciones de materiales ferrosos (SA-29, SA-519, SA-372).
- Administración Federal de Aviación – Circular consultiva AC43.13-1B: Métodos, técnicas y prácticas aceptables – Inspección y reparación de aeronaves. Capítulo 4 (Estructuras de acero soldadas).
- Lincoln Electric Company – Manual de procedimientos de soldadura por arco, 14.ª edición. Cleveland, Ohio.
- Bringas, J. E. (ed.) – Manual de normas comparativas mundiales sobre el acero, 4.ª edición. ASTM International. ISBN 978-0-8031-4362-0.
- NACE Internacional – NACE MR0175 / ISO 15156: Industrias del petróleo y del gas natural – Materiales para su uso en entornos que contienen H₂S.
- Shigley, J. E., Mischke, C. R., Budynas, R. G. – Diseño de ingeniería mecánica, 8.ª edición. McGraw-Hill. ISBN 978-0-07-312193-2.
- Norma europea EN 10083-3 – Aceros para templado y revenido – Parte 3: Condiciones técnicas de suministro para aceros aleados. CEN, Bruselas.
- Callister, W. D., Rethwisch, D. G. – Ciencia e ingeniería de materiales: una introducción, 10.ª edición. Wiley. ISBN 978-1-119-40500-9.
