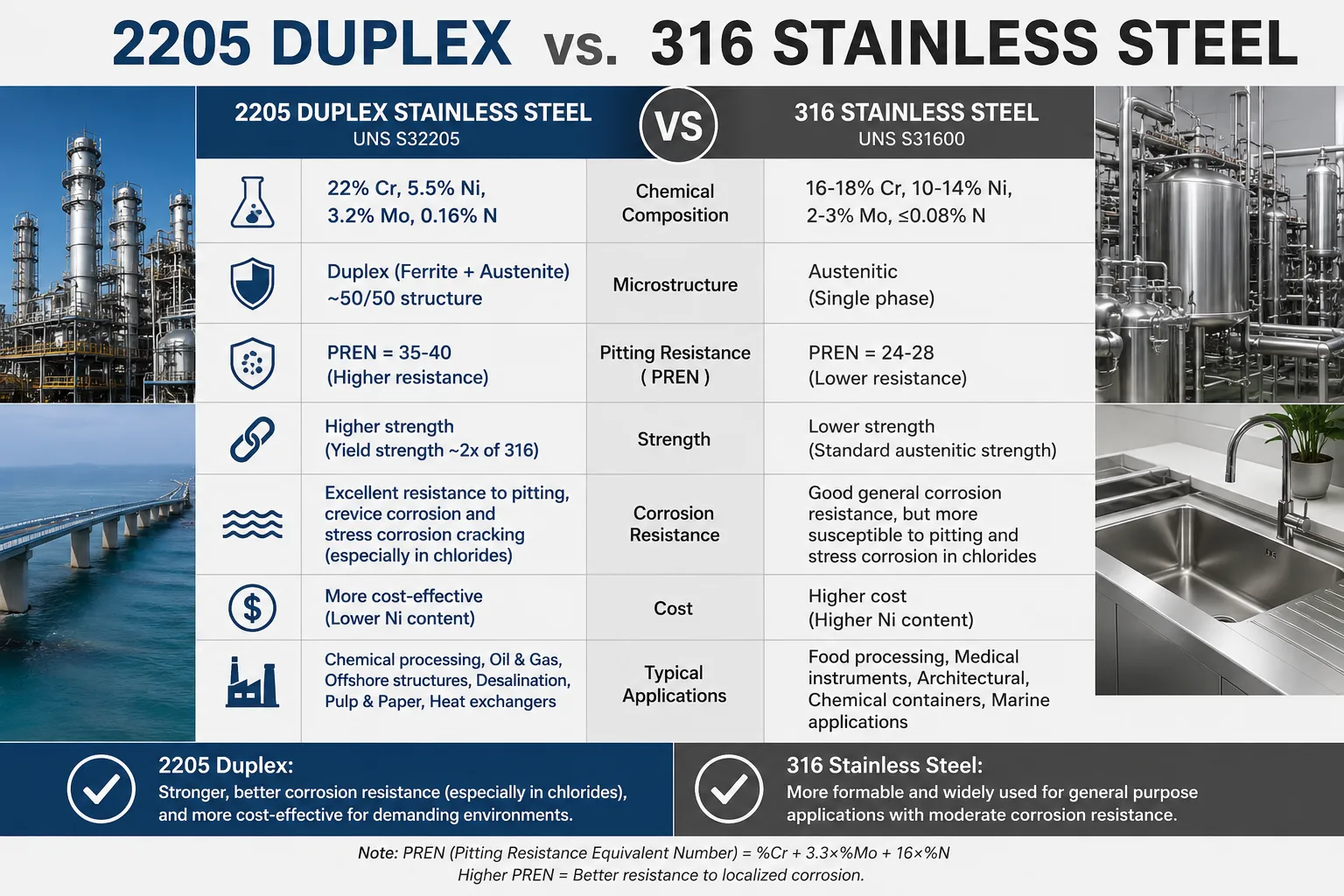
2205 duplex stainless steel outperforms 316 stainless steel in yield strength by approximately 2.5 times (450 MPa minimum vs. 170 MPa minimum) and delivers superior chloride pitting resistance with a PREN of 35 versus 24 for 316L, making it the technically superior and often more cost-effective choice for corrosive structural applications in oil and gas, chemical processing, and marine environments. However, 316 stainless steel retains clear advantages in cryogenic service, complex fabrications requiring extensive welding, applications above 315°C, and cost-sensitive projects where corrosion demands are moderate. Selecting the wrong grade between these two alloys increases unplanned maintenance events by 40% to 300% depending on the service environment.
What Are the Fundamental Metallurgical Differences Between 2205 Duplex and 316 Stainless Steel?
The performance differences between these two alloys are not arbitrary — they flow directly from their microstructures and compositions. We have reviewed hundreds of material substitution cases over the years, and the engineers who make the best selection decisions are consistently those who understand why each alloy behaves as it does, not just what the published numbers say.
316 Stainless Steel: The Fully Austenitic Structure
Type 316 stainless steel (UNS S31600) and its low-carbon variant 316L (UNS S31603) belong to the austenitic stainless steel family — the most widely used category of stainless steel globally. The austenitic microstructure consists entirely of the face-centered cubic (FCC) gamma phase, stabilized by sufficient nickel and manganese additions to prevent the transformation to body-centered cubic (BCC) ferrite that would otherwise occur at room temperature in high-chromium iron alloys.
The nominal composition of 316L includes 16% to 18% chromium, 10% to 14% nickel, 2% to 3% molybdenum, and a maximum of 0.03% carbon. The molybdenum addition in 316 distinguishes it from the basic 304 grade and provides meaningful improvement in pitting and crevice corrosion resistance in chloride environments. The low carbon specification of 316L (0.03% max vs. 0.08% max for standard 316) prevents sensitization — the precipitation of chromium carbides at grain boundaries during welding — which would otherwise deplete chromium from the grain boundary region and dramatically reduce intergranular corrosion resistance.
The fully austenitic FCC structure of 316 provides two properties that no duplex alloy can fully replicate: exceptional ductility (elongation typically 40% to 60%) and retained toughness at cryogenic temperatures down to -196°C and below. The absence of any BCC ferrite phase means there is no ductile-to-brittle transition temperature, making 316 suitable for liquid nitrogen and liquid oxygen service.
2205 Duplex Stainless Steel: The Two-Phase Advantage
Alloy 2205 (UNS S32205, EN 1.4462) achieves its performance profile through a deliberately engineered two-phase microstructure containing approximately 50% austenite and 50% ferrite. This duplex structure results from the compositional balance: high chromium (22% to 23%) and molybdenum (3.0% to 3.5%) stabilize ferrite, while nickel (4.5% to 6.5%) and nitrogen (0.14% to 0.20%) stabilize austenite.
Nitrogen is the compositional element most often underappreciated in discussions of 2205 performance. At 0.14% to 0.20%, nitrogen simultaneously strengthens the austenite phase by solid solution hardening (contributing approximately 100 to 150 MPa of yield strength), stabilizes the phase balance during welding and thermal processing, and improves pitting resistance (each 0.10% nitrogen contributes approximately 1.6 PREN units). It is the primary reason 2205 achieves yield strengths twice those of austenitic grades despite having a lower nickel content.
The ferrite phase contributes the two properties most critical for engineering applications in chloride service: high yield strength (BCC ferrite is intrinsically stronger than FCC austenite at equivalent composition) and resistance to chloride stress corrosion cracking. The two-phase microstructure interrupts SCC crack propagation paths that would run continuously through a single-phase austenitic matrix.
Compositional Comparison: The Numbers Behind the Performance
| Element | 316 / 316L | 2205 (S32205) | Performance Implication |
|---|---|---|---|
| Carbon (C) | 0.08% / 0.03% max | 0.030% max | Both low-C grades resist sensitization |
| Chromium (Cr) | 16-18% | 22-23% | Higher Cr in 2205: better passive film |
| Nickel (Ni) | 10-14% | 4.5-6.5% | Higher Ni in 316: better reducing acids |
| Molybdenum (Mo) | 2-3% | 3.0-3.5% | Higher Mo in 2205: better Cl resistance |
| Nitrogen (N) | 0.10% max | 0.14-0.20% | 2205 N: strengthening + pitting resistance |
| Iron (Fe) | Balance | Balance | Matrix |
| Manganese (Mn) | 2.0% max | 2.0% max | Similar |
| Microstructure | 100% Austenite | ~50% Austenite + ~50% Ferrite | Determines all key properties |
| PREN (calculated) | ~24-26 | ~35-36 | Pitting resistance index |
| UNS Designation | S31600 / S31603 | S32205 | Standard identification |
Sources: ASTM A276-21; ASTM A240-21; Outokumpu Corrosion Handbook, 2015
How Do the Mechanical Strength Properties Compare Across Temperature Ranges?
The strength difference between 2205 and 316 is the most quantifiable performance gap between these alloys and the one most directly applicable to engineering design calculations. Understanding this gap at various temperatures helps designers determine where the strength advantage translates into real material savings.
Room Temperature Mechanical Properties
The minimum mechanical property requirements set by ASTM specifications represent the guaranteed lower bounds. Production material typically exceeds these minimums by meaningful margins:
| Property | 316L (ASTM A276) | 316 (ASTM A276) | 2205 S32205 (ASTM A276) | Test Method |
|---|---|---|---|---|
| Ultimate Tensile Strength | 485 MPa (70 ksi) min | 515 MPa (75 ksi) min | 655 MPa (95 ksi) min | ASTM A370 |
| 0.2% Yield Strength | 170 MPa (25 ksi) min | 205 MPa (30 ksi) min | 450 MPa (65 ksi) min | ASTM A370 |
| Elongation (2" gauge) | 40% minimum | 40% minimum | 15% minimum | ASTM A370 |
| Reduction of Area | 50% minimum | 50% minimum | 35% minimum | ASTM A370 |
| Hardness (maximum) | 217 HB / 95 HRB | 217 HB / 95 HRB | 293 HB / 36 HRC | ASTM E18/E10 |
| Charpy Impact (0°C) | >200 J typical | >200 J typical | 150-250 J typical | ASTM E23 |
Sources: ASTM A276-21; Special Metals Corporation data; Outokumpu Technical Handbook
The yield strength gap between 2205 (450 MPa minimum, typically 515 to 650 MPa in production) and 316L (170 MPa minimum, typically 220 to 310 MPa in production) is dramatic. In pressure vessel design under ASME BPVC Section VIII, this translates directly to allowable wall thickness reduction: a 2205 pressure vessel can have approximately 60% thinner walls than an equivalent 316L vessel for the same design pressure, partially offsetting the higher per-kilogram material cost of 2205.
The elongation comparison appears unfavorable for 2205 (15% minimum vs. 40% minimum for 316L), but this does not reflect poor ductility in any practical sense — 15% elongation remains highly ductile by engineering standards, suitable for most forming, fabrication, and service ductility requirements. The comparison simply reflects that austenitic grades are exceptionally ductile, not that 2205 is brittle.
Elevated Temperature Strength Retention
As temperature increases, the relative strength advantage of 2205 over 316 narrows and eventually reverses at temperatures approaching the sigma phase formation range. The ferrite phase in 2205 loses strength more rapidly with temperature than the austenite phase in 316:
| Temperature | 316L UTS (MPa) | 316L Yield (MPa) | 2205 UTS (MPa) | 2205 Yield (MPa) | 2205 Yield Advantage |
|---|---|---|---|---|---|
| 25°C | 485 | 170 | 655 | 450 | +165% |
| 100°C | 460 | 145 | 600 | 400 | +176% |
| 200°C | 425 | 130 | 560 | 360 | +177% |
| 300°C | 395 | 120 | 510 | 315 | +163% |
| 315°C | 385 | 115 | 490 | 300 | +161% |
| 400°C | 360 | 110 | Not recommended | Not recommended | N/A |
Source: ASME BPVC Section II Part D; Outokumpu Technical Handbook 2021
The ASME code maximum design temperature for 2205 (S32205) is 315°C, above which sigma phase formation risk makes it unsuitable for code-stamped pressure service. 316L maintains code listing to approximately 815°C, though practical corrosion and creep limitations constrain its useful range to below 500°C in most applications.
Low Temperature Toughness: The 316 Advantage
Below -40°C, 316 stainless steel maintains full ductility and impact toughness indefinitely — a consequence of its single-phase austenitic FCC crystal structure, which does not experience the ductile-to-brittle transition that affects BCC metals and alloys containing ferrite.
2205 duplex loses toughness progressively below -20°C as the ferrite phase approaches its ductile-to-brittle transition. Published Charpy impact data shows:
| Temperature | 316L Charpy Impact (J) | 2205 Charpy Impact (J) |
|---|---|---|
| +20°C | >200 J | 200-300 J |
| -20°C | >200 J | 150-250 J |
| -40°C | >200 J | 80-150 J |
| -80°C | >180 J | 20-60 J (often below design minimums) |
| -196°C | >150 J | Not suitable for structural service |
Source: Outokumpu Duplex Stainless Steel Handbook, 2021; ASTM E23 test data compilations
Most engineering codes and standards limit duplex 2205 to a minimum design temperature of -40°C without specific Charpy impact qualification testing on the production heat. Below -40°C, austenitic grades including 316L and 304L are the appropriate choice.
Which Alloy Provides Better Pitting and Crevice Corrosion Resistance in Chloride Environments?
Pitting and crevice corrosion in chloride-containing environments are the dominant failure modes driving stainless steel upgrades across virtually every industry. This is where 2205 most clearly outperforms 316 in the majority of industrial applications.
PREN Comparison: Quantifying the Performance Gap
The Pitting Resistance Equivalent Number provides a composition-based prediction of relative pitting resistance:
PREN = %Cr + 3.3 × %Mo + 16 × %N
Calculated values using typical midpoint compositions:
- 316L: 17 + (3.3 × 2.5) = 17 + 8.25 = ~25.3
- 316: 17 + (3.3 × 2.5) = ~25.3 (same)
- 2205 (S32205): 22.5 + (3.3 × 3.2) + (16 × 0.17) = 22.5 + 10.56 + 2.72 = ~35.8
The PREN gap of approximately 10 units between 316 and 2205 is practically significant. Published electrochemical testing data shows:
Critical Pitting Temperature (ASTM G48 Method E, 6% FeCl3 solution):
- 316L: approximately 15°C to 20°C
- 2205: approximately 35°C to 45°C
Critical Crevice Temperature (ASTM G48 Method D):
- 316L: approximately 0°C to 5°C (pitting under crevices at ambient temperature is possible in aggressive chloride solutions)
- 2205: approximately 20°C to 30°C.
These CPT values directly translate to seawater application limits:
- 316L: suitable only in clean, cold seawater below approximately 15°C to 20°C, without crevices.
- 2205: suitable in natural seawater at temperatures up to approximately 35°C to 40°C, with careful joint design to minimize crevices.
Seawater Performance: Field Evidence Over 20+ Years
The offshore oil and gas industry provides the most extensive field performance database for these alloys in seawater. Following widespread adoption of 2205 in the North Sea from the 1980s onward, documented failure analysis records show:
- 316L piping and fittings in seawater cooling systems: typical pitting initiation within 6 to 18 months at seawater temperatures above 20°C.
- 316L in splash zones: SCC-initiated failures within 3 to 8 years.
- 2205 in equivalent service: service intervals of 15 to 25 years without pitting or SCC failures in properly designed systems (Nilsson, J.O., Materials Science and Technology, Volume 8, 1992).
This field performance delta is the primary justification for specifying 2205 over 316 in offshore and marine environments and is directly responsible for 2205 being the standard material in NORSOK specifications for North Sea offshore equipment.
Chloride Concentration Thresholds
Understanding the chloride concentration limits for each alloy helps engineers make rational decisions about which applications actually require 2205:
| Chloride Concentration | Temperature | 316L Suitability | 2205 Suitability |
|---|---|---|---|
| <200 ppm | Ambient (<30°C) | Good | Overspecified (cost premium not justified) |
| 200-1,000 ppm | Ambient (<30°C) | Marginal, monitor | Good |
| 1,000-5,000 ppm | Ambient (<30°C) | Poor, pitting risk | Good |
| >5,000 ppm (brackish) | Ambient (<30°C) | Unsuitable | Good-adequate |
| Seawater (~35,000 ppm) | <20°C | Borderline, avoid crevices | Good |
| Seawater (~35,000 ppm) | 20-40°C | Unsuitable | Adequate (design carefully) |
| Seawater (~35,000 ppm) | >40°C | Unsuitable | Borderline, consider upgrade |
| Any concentration | >60°C, high stress | Unsuitable (SCC) | Good (SCC resistant) |
Source: Sedriks, A.J., Corrosion of Stainless Steels, Wiley, 1996; Outokumpu Corrosion Handbook, 2015.
How Does Stress Corrosion Cracking Resistance Differ Between 2205 and 316?
Stress corrosion cracking (SCC) is the failure mode where the performance gap between 2205 and 316 is most dramatic and where the consequences of misspecification are most severe. SCC produces sudden brittle fracture in a material that appears intact on visual inspection — there is typically no visible general corrosion or dimensional change before failure.
The Physics of Chloride SCC in Austenitic Stainless Steels
Type 316 austenitic stainless steel is susceptible to chloride-induced SCC when three conditions are simultaneously met: a susceptible material (austenitic stainless steel in this case), a tensile stress at the surface (either applied load or residual stress from welding, forming, or machining), and a corrosive environment (chloride-containing solution above a threshold temperature, typically above 50°C to 60°C for 316).
The classic accelerated test — boiling magnesium chloride per ASTM G36 — demonstrates this susceptibility unambiguously: 316L typically cracks within 2 to 24 hours under these test conditions. In industrial service, equivalent environmental severity can be reached in heat exchanger tube bundles where concentrated chloride solutions form by evaporation, in coastal processing facilities where atmospheric chloride deposits on hot surfaces, and in produced water handling systems.
2205 Duplex: The SCC Resistance Mechanism
The duplex microstructure of 2205 resists chloride SCC through two independent mechanisms. First, the ferrite phase provides intrinsic resistance to SCC — chloride SCC requires the FCC austenite structure for crack propagation, and the BCC ferrite phase deflects and arrests cracks attempting to propagate from the austenite regions. Second, 2205's higher chromium and molybdenum content improves the stability and repassivation kinetics of the passive film, reducing the probability of passive film breakdown that initiates corrosion at the crack tip.
Published ASTM G36 boiling magnesium chloride test results:
- 316L: cracks within 2 to 24 hours (consistently fails this test).
- 2205: no cracking after 500+ hours (consistently passes this test).
Field data from the Chemical Industries Association confirms that switching from 316L to 2205 in heat exchanger, piping, and vessel applications exposed to chloride-containing process streams at temperatures above 60°C eliminates SCC failures — a finding consistent across dozens of documented case studies in chemical plant MRO records from the 1990s onward.
Hydrogen Embrittlement and SSC in Sour Service
In oil and gas applications containing hydrogen sulfide (H2S), a different form of environment-assisted cracking — sulfide stress cracking (SSC) — affects alloys with high hardness or susceptibility to hydrogen absorption. Both 316L and 2205 are listed in NACE MR0175/ISO 15156 for sour service within defined limits.
316L is qualified for sour service with a maximum hardness of 22 HRC (approximately 237 HB). Standard annealed 316L typically achieves 150 to 170 HB, well within this limit. However, its low yield strength makes it unsuitable for many structural sour service applications where both pressure rating and corrosion resistance are required.
2205 is qualified under NACE MR0175/ISO 15156 Part 3 with a maximum hardness of 36 HRC for the annealed condition. Its combination of high strength and sour service qualification makes it valuable for produced water system components, wellhead hardware, and completion equipment in moderate sour wells.
What Are the Performance Differences in Specific Chemical Environments?
Beyond chloride environments, both alloys encounter acids, alkalis, and organic process streams across the industries where they compete. The performance comparison in these environments is more nuanced than the chloride story.
Sulfuric Acid Resistance
316L performs reasonably well in dilute to moderate sulfuric acid concentrations (below 10% H2SO4) at ambient temperature, primarily because nickel provides resistance to non-oxidizing acids. 2205's lower nickel content (4.5% to 6.5% vs. 10% to 14% for 316L) reduces its resistance to reducing acids relative to 316L.
In dilute sulfuric acid (1% to 5% H2SO4, 25°C), typical corrosion rates:
- 316L: 0.05 to 0.15 mm/year (acceptable for many applications)
- 2205: 0.10 to 0.25 mm/year (similar performance, slightly higher).
At higher concentrations (10% to 30% H2SO4) and elevated temperatures (above 50°C), 316L shows better resistance than 2205 due to its higher nickel content. For concentrated sulfuric acid service above 30%, neither alloy is appropriate without detailed corrosion testing specific to the service conditions.
Nitric Acid Resistance
Both alloys perform well in nitric acid due to their high chromium content forming a stable passive film in this oxidizing environment. In dilute to moderate nitric acid (below 30% HNO3, ambient temperature):
- 316L: typically 0.05 to 0.20 mm/year
- 2205: typically 0.03 to 0.15 mm/year (slightly better due to higher chromium).
At higher concentrations and temperatures, both alloys are surpassed by high-silicon or aluminum-alloyed stainless steels. Neither 316 nor 2205 is the preferred choice for concentrated hot nitric acid service.
Caustic (NaOH) Environments
Both alloys perform adequately in sodium hydroxide (caustic) solutions. 316L's higher nickel content provides slightly better resistance in concentrated caustic (above 30% NaOH) at elevated temperatures, but both alloys are acceptable below this threshold. Caustic stress corrosion cracking of austenitic stainless steels can occur above approximately 10% NaOH at temperatures above 100°C — 2205's duplex structure provides better SCC resistance in caustic environments just as it does in chloride environments.
Organic Acids and Process Streams
In food, beverage, pharmaceutical, and fine chemical applications involving organic acids (acetic, citric, lactic, formic), both alloys perform similarly at ambient to moderate temperatures. 316L is more commonly specified in these industries due to its longer history of regulatory approval (FDA, EU food contact materials), easier surface finishing to required Ra values, and lower cost in mild environments where 2205's enhanced corrosion properties are not needed.
| Chemical Environment | 316L Performance | 2205 Performance | Preferred Alloy |
|---|---|---|---|
| Dilute H2SO4 (<10%, <50°C) | Good | Good-Fair | 316L slight advantage |
| Moderate H2SO4 (10-30%, <50°C) | Moderate | Fair | 316L advantage |
| Dilute HNO3 (<30%, ambient) | Good | Good | Comparable |
| Hydrochloric acid (any) | Poor | Poor | Neither; use Ni alloys |
| NaOH (<30%, <80°C) | Good | Good | Comparable |
| Seawater (<20°C, clean) | Marginal | Good | 2205 preferred |
| Seawater (>30°C) | Unsuitable | Adequate | 2205; or consider upgrade |
| Chlorinated organics | Poor | Good | 2205 preferred |
| Urea/carbamate | Poor (SCC risk) | Good | 2205 preferred |
| Kraft pulping liquor | Fair | Very Good | 2205 preferred |
| Food/beverage acids | Good | Good | 316L (cost, compliance) |
| Phosphoric acid (clean) | Good | Good | Comparable |
| High-temp oxidizing (>315°C) | Good | Not suitable | 316L |
How Do Fabricability, Weldability, and Machinability Compare?
Material selection cannot be divorced from manufacturing practicality. The alloy with ideal corrosion and mechanical properties that cannot be economically fabricated into the required component geometry is not a viable specification choice.
Weldability: Where 316L Has a Meaningful Advantage
316L's single-phase austenitic microstructure makes it one of the easiest stainless grades to weld. The absence of ferrite means there is no risk of sigma phase formation in the weld HAZ, and the low carbon content eliminates sensitization risk. 316L can be welded with essentially any arc welding process, accepts broad ranges of heat input without microstructural damage, and requires no pre- or post-weld heat treatment for most applications. Filler selection is straightforward: ER316L wire (AWS A5.9) for like-to-like welding, ER309L or ER312 for dissimilar joints.
2205 duplex welding requires more process discipline. The weld thermal cycle must maintain heat input between approximately 0.5 and 1.5 kJ/mm (GTAW) to achieve adequate austenite reformation in the HAZ cooling from the solidification temperature. Too slow cooling (excessive heat input or high interpass temperature) causes sigma phase formation; too rapid cooling (insufficient heat input) produces excessively ferritic HAZ with reduced toughness and corrosion resistance.
Filler for 2205 welding is ER2209 (AWS A5.9), which is slightly over-alloyed in nickel to compensate for the faster cooling rate promoting ferrite in the weld deposit. Interpass temperature must be maintained below 150°C — a requirement that slows welding productivity on complex multi-pass joints compared to 316L.
For field welding, repair welding, or complex fabrications involving many weld passes on heavy sections, 316L's greater tolerance for welding process variation makes it a lower-risk choice from a quality control perspective.
Machinability Comparison
316L is itself considered a moderately difficult-to-machine material compared to carbon steel, primarily due to its work-hardening behavior and tendency to built-up edge formation on cutting tools. However, compared to 2205, 316L is significantly more machinable:
| Machining Parameter | 316L | 2205 Duplex | Practical Implication |
|---|---|---|---|
| Relative machinability index | ~45-55% | ~30-40% | 2205 requires slower speeds |
| Work hardening rate | Moderate-High | High | 2205 needs higher feeds |
| Cutting force (relative) | 1.00x | 1.25-1.40x | 2205 requires more powerful machines |
| Tool life (relative) | 1.00x | 0.55-0.70x | 2205 consumes tools faster |
| Recommended cutting speed (turning) | 120-180 m/min | 80-150 m/min | Adjusted for work hardening |
| Minimum recommended feed rate | 0.10 mm/rev | 0.15 mm/rev | Higher feed cuts below hardened layer |
| Preferred tooling | Carbide P15-P25 | Carbide P25-P35 | Tougher carbide for 2205 |
Source: Sandvik Coromant Stainless Steel Machining Guide, 2023; Kennametal Machining Data
For precision machined components — pump shafts, valve stems, fasteners, and instrument fittings — the higher machining cost of 2205 (approximately 25% to 40% longer cycle times than equivalent 316L operations) must be factored into total component cost calculations.
Cold Forming and Drawing
316L's high ductility (40%+ elongation) and relatively low yield strength make it excellent for cold forming operations including deep drawing, hydroforming, and tube bending. 2205's higher yield strength requires 40% to 60% greater forming force for equivalent deformation, and its lower elongation requires attention to minimum bend radii (3t to 4t inside radius for 2205 vs. 1.5t to 2t for 316L in flat stock).
For drawn tube, shaped extrusions, or complex cold-formed pressure fittings, 316L's forming characteristics represent a meaningful manufacturing advantage that affects tooling design, press capacity requirements, and annealing frequency during multi-stage forming operations.
Surface Finish and Aesthetics
316L achieves superior surface finish quality with lower surface roughness values (Ra) after mechanical polishing compared to 2205. The two-phase microstructure of 2205 creates differential polishing rates between austenite and ferrite grains, limiting the achievable Ra value to approximately 0.4 to 0.8 microns by mechanical polishing. 316L regularly achieves Ra below 0.2 microns, and electropolished 316L reaches Ra below 0.1 microns. This surface finish advantage is critical in pharmaceutical, food processing, and semiconductor applications where Ra requirements are specified for hygiene or contamination control.
What Are the Service Temperature Limits for Each Alloy?
Temperature range compatibility is a binary constraint in alloy selection — a material that fails within its required temperature range is simply unsuitable, regardless of other advantages.
Upper Temperature Limits
2205 Duplex Maximum Temperature:
The practical upper service temperature for 2205 duplex in sustained structural applications is 315°C (600°F), set by ASME BPVC code listings and supported by metallurgical reasoning. Above 300°C, sigma phase (Fe-Cr intermetallic compound) begins forming progressively in the duplex microstructure. Sigma phase formation:
- Reduces room-temperature Charpy impact energy by 50% to 90% even at low volume fractions (as little as 1% sigma phase causes significant embrittlement).
- Reduces pitting corrosion resistance toward levels comparable to standard 316.
- Reduces ductility from typically 25% elongation to below 5% in severely embrittled conditions.
The TTT (Time-Temperature-Transformation) curve for sigma phase in 2205 shows the fastest transformation kinetics in the range 700°C to 900°C (minutes to hours for significant phase fraction). Even at 400°C to 500°C, sigma phase forms over extended service periods (thousands of hours), making sustained service above 315°C inadvisable.
316L Upper Temperature:
316L maintains ASME code listing for pressure vessels to approximately 815°C, though practical design typically stays below 600°C where creep becomes significant. Sigma phase can also form in 316 at temperatures above approximately 550°C with extremely long exposure (thousands of hours), but the kinetics are much slower than in duplex grades. For process heating equipment, furnace components, and high-temperature chemical reactors, 316L is the appropriate austenitic choice when both temperature and corrosion resistance are required.
Lower Temperature Limits
2205 Duplex Minimum Temperature:
ASME code and most engineering standards limit 2205 duplex to a minimum design temperature of -40°C without impact testing qualification. Between -20°C and -40°C, Charpy impact energy drops from approximately 150 to 250 J to approximately 80 to 150 J. For applications requiring consistent impact energy at sub-zero temperatures, specific production heat Charpy testing at the design temperature should be specified per ASTM A923 Method B.
Below -40°C, 2205 is generally unsuitable for structural service. The ferrite phase's BCC crystal structure approaches its ductile-to-brittle transition, and even with austenite providing some toughness moderation, total system impact energy drops to levels below most engineering design minima.
316L Minimum Temperature:
316L austenitic stainless steel is suitable for service at any achievable cryogenic temperature, including liquid helium temperature (-269°C). Its FCC crystal structure does not undergo a ductile-to-brittle transition at any temperature. This makes 316L (and 304L) the standard material for cryogenic vessels, LNG components, laboratory cryogenic equipment, and rocket propellant handling systems where both low-temperature toughness and corrosion resistance are required.
| Temperature Regime | 316L Suitability | 2205 Suitability | Recommended Grade |
|---|---|---|---|
| Above 315°C | Good to ~815°C (ASME) | Not suitable (sigma phase) | 316L |
| 100°C to 315°C | Excellent | Good, well within limits | Both; 2205 if strength needed |
| 0°C to 100°C | Excellent | Excellent | 2205 if Cl present; 316L if not |
| -40°C to 0°C | Excellent | Good (with impact testing) | Both; verify 2205 Charpy |
| -100°C to -40°C | Excellent | Not recommended | 316L |
| Below -100°C (cryogenic) | Excellent | Unsuitable | 316L |
Which Applications Are Best Suited to 2205 Duplex vs. 316 Stainless Steel?
The preceding technical comparison becomes most meaningful when translated into specific application recommendations. The following analysis reflects our experience advising process engineers and procurement teams across multiple industries.
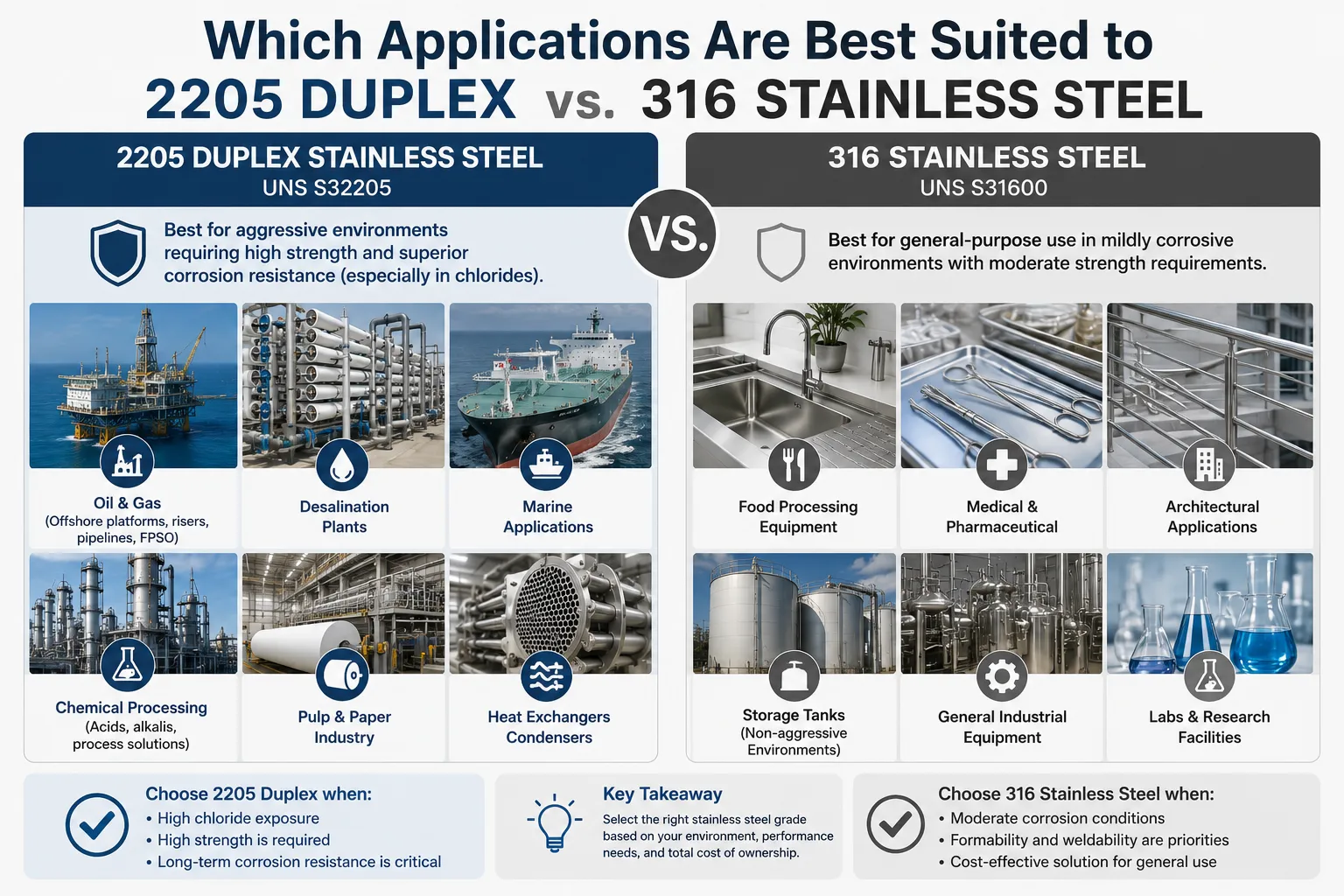
Applications Where 2205 is the Superior Choice
Offshore Platform Piping and Structural Components: Produced water injection lines, seawater lift lines, topside process piping, and structural tubulars. The combination of high strength (weight and cost savings through thinner wall sections) and chloride SCC resistance directly addresses the two dominant failure modes of 316L in this environment. NORSOK standard M-630 specifies 2205 as the default material for many offshore piping applications precisely because of this dual advantage.
Desalination Plant Equipment: Reverse osmosis pressure vessels, pump shafts, and high-pressure membrane housings operate in seawater at temperatures and chloride concentrations that exceed 316L's capability. 2205's pressure rating advantage allows thinner walls in high-pressure vessels, while its pitting resistance prevents the through-wall failures from localized corrosion that would compromise RO system integrity.
Chemical Plant Process Equipment: Urea and fertilizer reactors and associated piping, pulp and paper mill digesters and bleach plants, and chlorinated organic chemical reactors where 316L's SCC susceptibility creates unacceptable failure risk. The cost of an SCC failure in a pressure vessel — including production loss, emergency repair, regulatory notification, and incident investigation — vastly exceeds any material cost premium for 2205.
Bridge and Marine Infrastructure: In coastal environments with salt spray and elevated humidity, 316L structural components develop surface pitting and eventual section loss that requires maintenance intervention within 10 to 15 years. 2205's superior pitting resistance extends inspection intervals and reduces maintenance costs over infrastructure service lives of 50 to 100 years.
High-Pressure Heat Exchangers: Where tube-side or shell-side fluids contain chlorides at temperatures above 50°C, 2205 tube bundles eliminate the SCC risk that makes 316L unsuitable. The 2.5x higher yield strength of 2205 also allows thinner tube walls and smaller tube diameters for equivalent heat transfer surface area, potentially improving thermal efficiency.
Applications Where 316L Remains the Better Choice
Cryogenic Service: Any application at temperatures below -40°C requires the full cryogenic toughness of austenitic stainless steel. 316L is the established standard for LNG plant internals, liquid nitrogen vessels, cryogenic pumps, and cold storage equipment. 2205 cannot be safely used in these applications.
Food, Pharmaceutical, and Clean Room Applications: Where FDA compliance, EU food contact material regulations, or surface finish requirements below Ra 0.2 microns are mandatory, 316L's regulatory approval history, smooth polishability, and electropolishing capability provide advantages that 2205 cannot match. The cost premium for 2205 in these environments provides no corrosion resistance benefit sufficient to justify it.
High-Temperature Process Equipment Above 315°C: Furnace components, process heaters, high-temperature reactors, and heat exchanger surfaces exposed to temperatures above 315°C require austenitic grades. 316L, with its code listing to 815°C and absence of sigma phase embrittlement concerns, is the straightforward choice.
Complex Fabrications with Extensive Welding: Skid frames, process modules, and complex pressure vessels with dozens of weld joints and difficult access for post-weld inspection benefit from 316L's superior welding tolerance. The risk of inadvertently producing deleterious phases through welding process deviations is substantially lower with 316L than with 2205.
Mildly Corrosive Environments at Low Cost: Where chloride concentrations are below 200 ppm, temperatures stay below 40°C, and no tensile stress concentrations are present, 316L provides adequate corrosion protection at 15% to 25% lower material cost than 2205. Specifying 2205 in these environments is not engineering optimization — it is unnecessary cost.
How Do the Real Lifecycle Costs and Economics Compare?
The financial comparison between 2205 and 316 requires a lifecycle perspective, not a purchase price comparison. This is where many procurement decisions go wrong: optimizing the initial material invoice while ignoring the total cost of ownership over the component's design life.
Material Cost Comparison in 2025-2026
Approximate market pricing for common product forms:
| Product Form | 316L Price (USD/kg) | 2205 Price (USD/kg) | 2205 Premium |
|---|---|---|---|
| Sheet/plate (common sizes) | $4.00-5.50 | $4.80-6.80 | ~20-25% |
| Round bar (25-100mm) | $4.50-6.00 | $5.20-7.50 | ~15-25% |
| Seamless tube | $5.50-8.00 | $6.50-9.50 | ~18-22% |
| Pipe (schedule 10-40) | $5.00-7.50 | $6.00-8.50 | ~15-20% |
| Forgings | $6.00-10.00 | $7.50-12.00 | ~20-25% |
The raw material premium for 2205 over 316L ranges from approximately 15% to 25% depending on product form and market conditions. This premium is substantially narrowed on a per-component basis when wall thickness reductions enabled by 2205's higher yield strength are applied.
The Strength-Adjusted Material Cost Calculation
For a pressure vessel or piping component designed to the same pressure rating:
- 316L wall thickness required: t₁ = (P × D) / (2 × S₁) where S₁ = 115 MPa (316L allowable at 100°C)
- 2205 wall thickness required: t₂ = (P × D) / (2 × S₂) where S₂ = 160 MPa (2205 allowable at 100°C)
The ratio t₂/t₁ = S₁/S₂ = 115/160 = 0.72 — meaning a 2205 component requires only 72% of the wall thickness of an equivalent 316L component. When material weight is proportional to wall thickness, the actual material quantity for a 2205 component is 28% less than 316L for the same pressure rating.
If 2205 costs 20% more per kilogram but requires 28% less material by weight, the actual material cost of the finished component is approximately 0.80 × 0.72 = 0.86 × the 316L cost. In other words, 2205 can be cheaper than 316L on a finished pressure-rated component basis even before accounting for service life extension.
The Service Life Value Calculation
The service life advantage of 2205 in chloride-containing environments varies by specific conditions but is well documented:
In a documented case study from a coastal chemical plant processing chlorinated solvents, the comparison between 316L and 2205 pump shafts showed:
- 316L shaft service life: 14 to 18 months before SCC failure requiring replacement
- 2205 shaft service life: 7 to 10 years without corrosion-related failure
At a shaft replacement cost of $12,000 per event (part + labor + downtime), the 10-year lifecycle costs were:
- 316L: approximately 7 replacement events × $12,000 = $84,000
- 2205: approximately 1 replacement event × $16,000 (higher initial cost) = $16,000
- Net 10-year saving from 2205: approximately $68,000 per pump shaft
Extrapolated across a typical chemical plant with 40 to 80 pump units, the total savings from systematic 316L to 2205 upgrading reach $2.7 million to $5.4 million over a 10-year period — a compelling return on investment that justifies the specification premium many times over (Avesta Sheffield Corrosion Handbook, Sandvik, 2004).
How Does Each Alloy Perform in Industrial Screw and Mechanical Component Applications?
The selection between 2205 and 316 in industrial mechanical components — including extruder screws, shaft sleeves, valve stems, pump impellers, and fasteners — requires balancing corrosion resistance with the mechanical demands specific to rotating and reciprocating equipment.
Extruder and Processing Screw Applications
In polymer processing equipment handling corrosive compounds, both alloys appear in screw-adjacent hardware (rather than the primary screw body, which typically uses specialized tool steels or high-alloy overlays for wear resistance). Specifically:
Feed Zone Hardware and Barrel Components: 316L has historically been used for hopper liners, barrel supports, and feed section components in general-purpose polymer processing. Where chlorinated polymers (PVC, PVDC, chlorinated polyethylene) are processed, the HCl generated during processing and any residual chloride in feed materials creates a corrosive environment that frequently causes pitting and SCC in 316L components at operating temperatures above 60°C. Upgrading to 2205 for these components in PVC and halogenated polymer processing lines consistently extends service life by 3x to 5x based on field reports from European and North American compounding facilities.
Adapter Flanges and Transition Pieces: Bolted flanges connecting extruder barrel sections, die adapters, and melt pipe components experience both mechanical stress (bolt preload, thermal cycling) and chemical exposure. The combination of sustained tensile stress and chloride-containing polymer melt environments is precisely the condition under which 316L fails by SCC. 2205 components in these locations eliminate SCC failure while providing pressure ratings compatible with typical extrusion system operating pressures of 300 to 700 bar.
Screw Drive and Gearbox Components: Thrust bearing housings and gearbox output shaft components in marine or coastal processing environments encounter salt-laden air that condenses on surfaces during production shutdowns. Upgrading these components from 316L to 2205 eliminates pitting failures in coastal processing facilities, reducing maintenance interventions that cause extrusion line downtime.
Fastener Applications
316L fasteners are standard in food processing, pharmaceutical, and general industrial applications. 2205 fasteners provide specific advantages in:
- Offshore and marine bolting (eliminates SCC under sustained preload in seawater spray environments).
- Chemical plant flanged connections (prevents bolt failure in chlorinated process steam atmospheres).
- Coastal outdoor structural connections (extends maintenance intervals from 5 to 7 years to 15 to 20 years).
The higher yield strength of 2205 fasteners (450 MPa minimum vs. 170 MPa for 316L) allows better preload retention under thermal cycling — a practical advantage in process piping flanges that experience temperature fluctuations.
Pump Components
Centrifugal pump impellers, wear rings, and shaft sleeves in seawater service represent one of the most documented application comparisons between 2205 and 316. Published field experience from desalination plants, coastal power stations, and offshore platforms consistently shows:
- 316L impellers in seawater service: pitting damage within 1 to 3 years, requiring balancing or replacement.
- 2205 impellers in equivalent service: 8 to 15 year service intervals without pitting or balance changes.
This extended service life directly reduces planned and unplanned maintenance events. In a typical seawater cooling system with 10 to 20 pump sets, switching from 316L to 2205 impellers and wear rings reduces pump maintenance labor cost by 40% to 60% over a 10-year period, based on documented marine engineering records from multiple naval and commercial shipbuilding programs.
What Standards, Specifications, and Certifications Apply to Each Grade?
Material compliance with applicable specifications is not optional in any industrial application — it is the contractual and engineering foundation of the supply relationship.
Relevant Standards for 316 and 316L
| Product Form | 316 / 316L Specification | UNS Designation |
|---|---|---|
| Sheet and Plate | ASTM A240 | S31600 / S31603 |
| Bar and Shapes | ASTM A276 | S31600 / S31603 |
| Bar (Pressure Vessel) | ASTM A479 | S31600 / S31603 |
| Seamless Tube | ASTM A213, A269 | S31600 / S31603 |
| Pipe | ASTM A312 | S31600 / S31603 |
| Forgings | ASTM A182 Grade F316/F316L | S31600 / S31603 |
| Fittings | ASTM A403 | S31600 / S31603 |
| Welding Wire | AWS ER316L (A5.9) | S31603 |
| ASME Pressure Vessel | ASME Section II Part A (SA-240, SA-276, SA-479) | S31600 / S31603 |
Relevant Standards for 2205 Duplex
| Product Form | 2205 Specification | UNS Designation |
|---|---|---|
| Sheet and Plate | ASTM A240 | S32205 |
| Bar and Shapes | ASTM A276 | S32205 |
| Bar (Pressure Vessel) | ASTM A479 | S32205 |
| Seamless Tube | ASTM A789, A790 | S32205 |
| Pipe | ASTM A790 | S32205 |
| Forgings | ASTM A182 Grade F51 | S32205 |
| Fittings | ASTM A815 | S32205 |
| Welding Wire | AWS ER2209 (A5.9) | -- |
| ASME Pressure Vessel | ASME Section II Part A (SA-240, SA-479) | S32205 |
| Sour Service | NACE MR0175/ISO 15156 Part 3 | S32205 |
| Phase Detection | ASTM A923 | Applies to 2205 |
Certification Requirements for Both Grades
For any industrial supply of these materials, the minimum documentation standard is EN 10204 Type 3.1 mill certificate, which must include:
- Heat (cast) number with full chemical composition for all specified elements.
- Mechanical test results (tensile, yield, elongation, reduction of area).
- Hardness test results.
- Confirmation of heat treatment condition.
- Manufacturer's authorized signature.
For pressure vessel service, ASTM A479 (not A276) is the required specification, and ASME code acceptance requires the material to be listed in ASME Section II, Part A.
For 2205 in any corrosion-critical application, ASTM A923 phase detection testing should be specified as a supplementary requirement to verify freedom from sigma phase. This is particularly important when receiving material from less familiar sources.
Incoming Positive Material Identification (PMI) by XRF distinguishes 2205 from 316L definitively: 2205 shows approximately 22% Cr, 5% Ni, 3% Mo; 316L shows approximately 17% Cr, 11% Ni, 2.3% Mo. Visual inspection cannot distinguish these alloys — PMI is mandatory for any safety-critical application.
FAQs: 2205 Duplex vs. 316 Stainless Steel
1. Is 2205 duplex stronger than 316 stainless steel?
Yes, 2205 duplex stainless steel is significantly stronger than 316 stainless steel. The minimum yield strength of 2205 under ASTM A276 is 450 MPa (65 ksi), which is approximately 2.6 times the 170 MPa (25 ksi) minimum yield of 316L and 2.2 times the 205 MPa (30 ksi) minimum of standard 316. Typical production values extend this advantage further, with 2205 typically achieving 515 to 650 MPa yield strength versus 220 to 310 MPa for 316L. This strength advantage has direct design implications: for equivalent pressure ratings, 2205 components require approximately 40% less material by weight than 316L, partially offsetting the per-kilogram price premium. The higher yield strength also improves preload retention in bolted connections under thermal cycling and provides greater resistance to deformation from mechanical loads in shafts, pump components, and structural members. Source: ASTM A276-21; ASME BPVC Section II Part D.
2. Can 2205 duplex replace 316 stainless steel in all applications?
No. 2205 duplex cannot replace 316 stainless steel in several specific application categories. Cryogenic service below -40°C requires the full austenitic toughness of 316L — 2205's ferrite phase creates unacceptable impact energy loss at sub-zero temperatures. Applications above 315°C sustained temperature are also unsuitable for 2205, which faces sigma phase embrittlement above this limit. 316L maintains code approval to approximately 815°C for pressure vessels. Complex fabrications requiring extensive welding benefit from 316L's greater process tolerance and simpler post-weld requirements. Food, pharmaceutical, and semiconductor applications requiring surface finish below Ra 0.2 microns or specific regulatory approvals typically specify 316L. For applications combining chloride environments with temperatures between 0°C and 315°C and mechanical loading, 2205 is generally superior. Source: ASME BPVC Section VIII; ASTM A923; Outokumpu Duplex Stainless Steel Handbook, 2021.
3. Which alloy is more resistant to seawater corrosion?
2205 duplex stainless steel provides substantially better seawater corrosion resistance than 316 stainless steel in virtually all practical conditions. The critical pitting temperature (ASTM G48 Method E) for 316L in 6% FeCl3 is approximately 15°C to 20°C, while 2205 achieves 35°C to 45°C — meaning 316L begins pitting at temperatures well within typical seawater operating ranges while 2205 remains passive. In natural seawater at ambient temperatures (15°C to 30°C), 316L develops pitting at crevices and surface discontinuities within months to years, while properly fabricated 2205 components remain free of pitting for 15 to 25 years of documented service. More critically, 316L is highly susceptible to chloride stress corrosion cracking in seawater at temperatures above 50°C and under any tensile stress, while 2205's duplex microstructure resists SCC even at temperatures approaching its upper service limit. For seawater applications above 40°C or in stagnant conditions, super duplex 2507 provides better protection than either grade. Source: Nilsson, Materials Science and Technology, 1992; Sedriks, Corrosion of Stainless Steels, Wiley, 1996.
4. What is the cost difference between 2205 duplex and 316L stainless steel?
The raw material cost premium for 2205 duplex over 316L is approximately 15% to 25% per kilogram across standard product forms in 2025 to 2026 market conditions. However, this per-kilogram premium does not accurately represent the finished component cost difference. Because 2205's minimum yield strength (450 MPa) is approximately 2.6 times that of 316L (170 MPa), pressure-rated components in 2205 require roughly 40% less material by weight for equivalent pressure ratings under ASME design rules. On a cost-per-MPa-of-yield-strength basis, 2205 is approximately 40% to 50% less expensive than 316L. On a lifecycle cost basis accounting for extended service life in chloride environments, 2205 typically achieves total cost of ownership 50% to 70% lower than 316L when replacing components in chloride-induced SCC or pitting service failures. The correct economic comparison is never raw material price per kilogram but rather total installed and maintained cost over the equipment design life. Source: ASME BPVC Section II Part D; MWalloys procurement data.
5. How does chloride stress corrosion cracking resistance compare between the two alloys?
2205 duplex stainless steel is dramatically more resistant to chloride SCC than 316 stainless steel. 316L fails the standard boiling magnesium chloride test (ASTM G36) within 2 to 24 hours, while 2205 shows no cracking after 500+ hours under the same conditions. In industrial service, 316L components under tensile stress in chloride-containing environments above approximately 50°C to 60°C can experience brittle SCC fracture within months to years, often without visible general corrosion preceding failure. 2205's duplex microstructure provides SCC resistance through two mechanisms: the ferrite phase physically interrupts crack propagation paths that would run continuously through single-phase austenite, and the higher chromium-molybdenum content provides superior passive film stability that resists the corrosion-assisted crack tip advancement mechanism. In documented industrial case studies, switching process equipment components from 316L to 2205 in chloride-containing environments at temperatures above 60°C eliminates SCC failures. Source: Sedriks, Corrosion of Stainless Steels, Wiley, 1996; ASTM G36 test data.
6. What is the maximum service temperature for 2205 duplex compared to 316L?
The maximum service temperature for 2205 duplex in sustained structural or pressure-containing service is 315°C (600°F) per ASME BPVC code listing. Above this temperature, sigma phase (a brittle iron-chromium intermetallic) forms progressively in the duplex microstructure, embrittling the alloy and reducing corrosion resistance. Even small amounts of sigma phase (as little as 1% by volume) can reduce Charpy impact energy by 50% to 80% and cause brittle fracture under mechanical loading. 316L maintains ASME code approval for pressure vessel service to approximately 815°C (1,500°F), though practical corrosion and oxidation limitations govern design temperature in specific service environments. The temperature limit is therefore a decisive selection factor: any application experiencing sustained temperatures above 315°C must use 316L or another austenitic grade. Short-duration temperature excursions above 315°C in 2205 do not immediately cause sigma embrittlement but should be evaluated against the sigma TTT curve for the specific exposure time and temperature. Source: ASME BPVC Section II Part D; Nilsson, J.O., Materials Science and Technology, 1992.
7. Can 2205 duplex stainless steel be used in food processing applications?
2205 duplex stainless steel is not prohibited in food contact applications and meets the compositional requirements of most food-grade stainless steel regulations. However, it is rarely specified in food processing environments for several practical reasons. First, 316L has a longer regulatory approval history and is explicitly referenced in FDA 21 CFR and EU Regulation No. 10/2011 for food contact materials, while 2205's regulatory documentation is less comprehensive. Second, the surface finish achievable with 2205 by mechanical polishing is limited to approximately Ra 0.4 to 0.8 microns due to differential polishing between austenite and ferrite grains, while 316L readily achieves Ra below 0.2 microns and electropolished Ra below 0.1 microns required for hygienic equipment in dairy, pharmaceutical, and similar applications. Third, the corrosion resistance improvement 2205 provides in food environments (where chloride concentrations are typically low and temperatures moderate) does not justify its cost premium. 2205 is appropriate for structural components in coastal food factories where external atmospheric corrosion is the concern rather than food contact surfaces. Source: EU Regulation 10/2011; EHEDG Guidelines; ASTM A480.
8. How should procurement teams verify they received the correct alloy?
Positive Material Identification (PMI) using portable XRF (X-ray fluorescence) analyzers is the standard and reliable method for field verification of 316L versus 2205. A single 30-second XRF measurement distinguishes the alloys definitively: 316L shows approximately 17% chromium, 11% nickel, 2.5% molybdenum; 2205 shows approximately 22% chromium, 5.5% nickel, 3.2% molybdenum. These differences are well beyond the detection precision of any XRF instrument. Visual inspection cannot distinguish these alloys — they have identical appearance. Documentary verification requires review of the EN 10204 3.1 mill certificate, checking that the UNS designation (S31603 for 316L, S32205 for 2205) and all chemical composition values match the specification requirements. Incoming PMI should be mandatory for any safety-critical application regardless of certification documentation. Mixed inventory of 316L and 2205 is a known failure mechanism in pressure systems and has been implicated in service failures when the wrong grade is installed in a chloride-containing or high-pressure service. Source: ASTM E1476; EN 10204; NACE SP0472.
9. Does 2205 duplex require special welding procedures compared to 316L?
Yes. 2205 duplex requires more controlled welding procedures than 316L. The key requirements are: heat input must be maintained between 0.5 and 1.5 kJ/mm (GTAW) to ensure adequate austenite reformation in the heat-affected zone; interpass temperature must stay below 150°C to prevent sigma phase formation during multi-pass welding; the correct filler (ER2209 or equivalent) must be used to achieve proper weld metal phase balance; and post-weld annealing at 1,020°C to 1,080°C followed by water quench is recommended for severely corrosive service to restore optimal microstructure. 316L can be welded with broad heat input ranges, any interpass temperature below approximately 300°C, and ER316L filler, with no post-weld treatment required for most applications. For field welding, complex structures, or organizations without documented duplex welding procedures and welder qualification per ASME Section IX or AWS D1.6, 316L presents substantially lower quality risk. Duplex welds should be verified by ASTM A923 testing when used in corrosion-critical service. Source: AWS A5.9; ASME Section IX; Lippold and Kotecki, Welding Metallurgy of Stainless Steels, Wiley, 2005.
10. Which alloy should be chosen for pump shafts and impellers in seawater service?
2205 duplex stainless steel is the preferred material for pump shafts and impellers in seawater service. Its PREN of approximately 35 versus 24 to 25 for 316L provides pitting resistance adequate for ambient to moderately elevated seawater temperatures (up to approximately 35°C). More importantly, 2205's resistance to chloride SCC eliminates the shaft fracture failures that affect 316L pump shafts operating under bending or torsional stress in seawater environments. Field data from seawater cooling systems, desalination plants, and marine pump manufacturers consistently shows 316L impellers experiencing pitting damage within 1 to 3 years, requiring balancing or replacement, while equivalent 2205 components achieve 8 to 15 year service intervals without corrosion-related maintenance. The higher yield strength of 2205 also provides better fatigue resistance for rotating shafts under variable hydrodynamic loads. For seawater pump applications above 40°C, consider upgrading further to super duplex 2507 (PREN approximately 43) for maximum service life. Source: Outokumpu Corrosion Handbook, 2015; Avesta Sheffield Corrosion Handbook, Sandvik, 2004; NORSOK M-630.
Summary: The Selection Decision Framework
The comparison between 2205 duplex and 316 stainless steel ultimately reduces to a structured decision based on four primary parameters:
Temperature: If the service environment exceeds 315°C sustained, or falls below -40°C, 316L is required. Within the -40°C to 315°C window, both alloys are thermally qualified.
Chloride Exposure: In any application with chloride concentrations above 1,000 ppm at temperatures above 40°C, or any application where SCC risk from chlorides under stress is present, 2205 is technically superior and almost certainly the better lifecycle investment.
Mechanical Loading: Where yield strength drives wall thickness, shaft diameter, or fastener size, 2205's 2.5x strength advantage generates real material and cost savings that partially or fully offset its price premium.
Fabrication Requirements: Complex welded fabrications, cryogenic applications, and high-surface-finish requirements favor 316L's manufacturing characteristics and established regulatory compliance profile.
At MWalloys, we supply both grades across all standard product forms with full ASTM certification, EN 10204 3.1 mill certificates, and PMI verification. Our technical team can help you apply this selection framework to your specific application requirements, providing material selection documentation and certified supply that meets your engineering specifications and project timelines.
References:
- ASTM A276-21: Standard Specification for Stainless Steel Bars and Shapes. ASTM International.
- ASTM A240-21: Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip. ASTM International.
- ASTM A479-21: Standard Specification for Stainless Steel Bars and Shapes for Boilers and Pressure Vessels. ASTM International.
- ASTM A923-21: Standard Test Methods for Detecting Detrimental Intermetallic Phase in Duplex Stainless Steels. ASTM International.
- ASTM G36: Standard Practice for Evaluating SCC by Boiling Magnesium Chloride Test. ASTM International.
- ASTM G48: Standard Test Methods for Pitting and Crevice Corrosion of Stainless Steels. ASTM International.
- ASME Boiler and Pressure Vessel Code, Section II Part A and Part D. ASME, 2023.
- NACE MR0175 / ISO 15156: Materials for H2S-Containing Environments. 2015 Edition.
- Sedriks, A.J. Corrosion of Stainless Steels, 2nd Edition. Wiley, 1996.
- Nilsson, J.O. Materials Science and Technology, Volume 8. Taylor and Francis, 1992.
- Outokumpu. Duplex Stainless Steel Handbook. Outokumpu Oyj, 2021.
- Outokumpu. Corrosion Handbook. Outokumpu Oyj, 2015.
- Lippold, J.C. and Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels. Wiley, 2005.
- Avesta Sheffield. Corrosion Handbook for Stainless Steels. Sandvik, 2004.
- Sandvik Coromant. Machining Stainless Steel Technical Guide. 2023.
- NORSOK Standard M-630: Material Data Sheets for Piping. Norwegian Oil and Gas Industry, 2015.
- AWS A5.9: Specification for Bare Stainless Steel Welding Electrodes and Rods. American Welding Society.
This article was produced by the MWalloys Technical Editorial Team. MWalloys supplies Alloy 2205 duplex and 316/316L stainless steel in bar, sheet, plate, tube, pipe, and forged forms with complete ASTM certification, EN 10204 3.1 documentation, and PMI verification. Contact our application engineering team for material selection consultation and certified supply.
