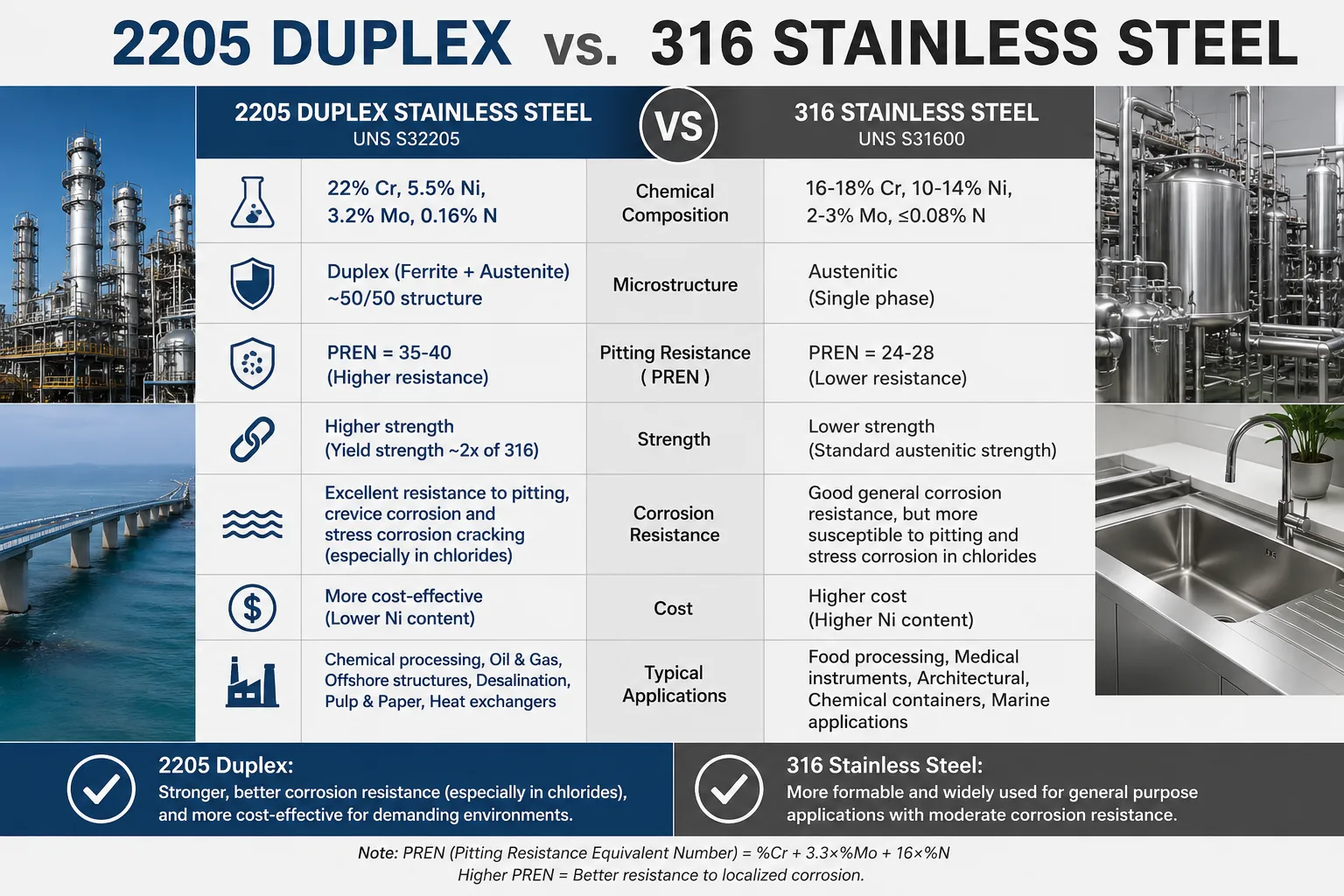
2205 二相ステンレス鋼 降伏強度は316ステンレス鋼の約2.5倍 (最小450MPa 対 最小170MPa)、耐塩化物孔食性はPREN 35 (316Lの24)と優れており、石油・ガス、化 学処理、海洋環境における腐食性構造用途に おいて、技術的に優れ、多くの場合よりコスト効 率の良い選択肢となっている。しかし、極低温での使用、大がかりな 溶接を必要とする複雑な加工、315°Cを超え る用途、腐食の要求が中程度でコスト重視のプロ ジェクトでは、316ステンレス鋼の方が明らかに優 れている。これら2つの合金のうち、誤った等級を選 択すると、サービス環境に応じて、予定外のメンテ ナンスが40%から300%増加する。.
2205二相鋼と316ステンレス鋼の基本的な冶金学 的相違点とは?
これら2つの合金の性能差は、恣意的なものではなく、その微細構造と組成から直接生じるものです。私たちは、長年にわたって何百もの材料置換事例を検証してきました。そして、最良の選択決定を下すエンジニアは、公表されている数字だけでなく、なぜそれぞれの合金がそのような挙動を示すのかを一貫して理解している人たちです。.
316ステンレス鋼完全オーステナイト組織
タイプ316ステンレス鋼 (UNS S31600)とその低炭素変種 316L (UNS S31603)は、オーステナイト系ステンレ ス鋼に属し、世界的に最も広く使用されている ステンレス鋼である。オーステナイト系ミクロ組織は、面心立方 (FCC) ガンマ相のみから成り、高クロム鉄合金で室温で発生する体心立方 (BCC) フェライトへの変態を防ぐため、十分なニッケルおよびマンガン添加により安定化されている。.
316Lの公称組成は、16%から18%のクロム、10%から14%のニッケル、2%から3%のモリブデン、および最大0.03%の炭素を含む。316のモリブデン添加は、基本的な304グレードと区別し、塩化物環境での耐孔食性と耐隙間腐食性に意味のある改善をもたらします。316Lの低炭素仕様 (標準316の0.08% maxに対し0.03% max)は、鋭敏化-溶接中の粒界におけるクロム炭化物の析出-を防止し、そうでなければ粒界領域からクロムを枯渇させ、耐粒界腐食性を劇的に低下させる。.
316の完全オーステナイト系FCC構造は、二相 鋼では完全には再現できない2つの特性、すなわち卓越 した延性(伸びは通常40%~60%)と-196℃以 下の極低温でも保持される靭性を提供する。BCCフェライト相が存在しないため、延性 から脆性への遷移温度がなく、316は液体 窒素および液体酸素での使用に適している。.
2205二相ステンレス鋼二相の利点
2205 合金 (UNS S32205, EN 1.4462) は、約 50% のオーステナイト相と 50% のフェライト相を含む意図的に設計され た二相組織により、その性能プロファイルを達成 している。この二相組織は、高クロム (22% から 23%) とモリブデン (3.0% から 3.5%) がフェライト相を安定化させ、ニッケル (4.5% から 6.5%) と窒素 (0.14% から 0.20%) がオーステナイト相を安定化させるという組成バランスに起因している。.
窒素は、2205の性能に関する議論において、 最も過小評価されがちな組成元素である。0.14%~0.20%の窒素は、固溶硬 化によってオーステナイト相を強化すると同時に (降伏強 度は約100~150MPa)、溶接および熱処理中の相バ ランスを安定化させ、耐孔食性を向上させる (窒素 0.10%あたり約1.6PREN単位)。2205がニッケル含有量が低いにもかかわら ず、オーステナイト系鋼種の2倍の降伏強度を達成し ている主な理由はここにある。.
フェライト相は、塩化物環境で使用されるエンジニアリング用途に最も重要な2つの特性、すなわち高い降伏強度(BCCフェライトは、同等の組成でFCCオーステナイトよりも本質的に強い)と塩化物応力腐食割れに対する耐性をもたらす。二相組織は、単相オーステナイトマトリックス中を連続的に走るSCC亀裂伝播経路を遮断する。.
コンポジション比較:演奏に隠された数字
| エレメント | 316 / 316L | 2205 (S32205) | パフォーマンスへの影響 |
|---|---|---|---|
| カーボン(C) | 0.08% / 最大0.03% | 0.030%最大 | いずれの低Cグレードも鋭敏化しにくい |
| クロム(Cr) | 16-18% | 22-23% | 2205のCrが高い:不動態皮膜が良好 |
| ニッケル(Ni) | 10-14% | 4.5-6.5% | 316のNiが高い:優れた還元性酸 |
| モリブデン (Mo) | 2-3% | 3.0-3.5% | 2205のMoが高い:耐Cl性が向上 |
| 窒素(N) | 最大0.10% | 0.14-0.20% | 2205 N: 強化+耐孔食性 |
| 鉄(Fe) | バランス | バランス | マトリックス |
| マンガン (Mn) | 最大2.0% | 最大2.0% | 同様 |
| 微細構造 | 100% オーステナイト | ~50% オーステナイト + 50% フェライト | すべてのキー・プロパティを決定する |
| PREN(計算値) | ~24-26 | ~35-36 | 耐孔食性指数 |
| UNS指定 | S31600 / S31603 | S32205 | 標準的な識別 |
出典ASTM A276-21; ASTM A240-21; Outokumpu Corrosion Handbook, 2015
機械的強度の特性は温度範囲によってどう違うのか?
2205と316の強度差は、これらの合金の間で 最も定量化可能な性能差であり、エンジニアリング 設計計算に最も直接適用できるものである。様々な温度におけるこのギャップを理解するこ とにより、設計者は強度の優位性が実際の材料節約に つながる場所を判断することができる。.
室温機械的性質
ASTM規格で定められている機械的性質の最低要件は、保証された下限を表しています。生産材は通常、これらの最小値を意味のあるマージンで上回っています:
| プロパティ | 316L (astm a276) | 316 (astm a276) | 2205 S32205 (astm a276) | 試験方法 |
|---|---|---|---|---|
| 極限引張強さ | 485 MPa (70 ksi) 以上 | 515 MPa (75 ksi) 以上 | 655 MPa (95 ksi) 以上 | ASTM A370 |
| 0.2% 降伏強さ | 170 MPa (25 ksi) 以上 | 205 MPa (30 ksi) 以上 | 450 MPa (65 ksi) 以上 | ASTM A370 |
| 伸び(2インチ・ゲージ) | 最小40% | 最小40% | 最低15% | ASTM A370 |
| 面積の縮小 | 最小50% | 最小50% | 最小35% | ASTM A370 |
| 硬度(最大) | 217 HB / 95 HRB | 217 HB / 95 HRB | 293 HB / 36 HRC | ASTM E18/E10 |
| シャルピー衝撃(0) | >代表値>200 J | >代表値>200 J | 150-250 J 標準 | ASTM E23 |
情報源ASTM A276-21; スペシャルメタル・コーポレーションのデータ; Outokumpuテクニカルハンドブック
2205(最小450MPa、通常生産では515~650MPa) と316L(最小170MPa、通常生産では220~310MPa) の降伏強度の差は劇的である。ASME BPVC Section VIIIに基 づく圧力容器の設計では、これはそのまま許容肉厚 削減につながる。2205圧力容器は、同じ設計圧力 で同等の316L圧力容器より約60%薄い肉厚を持 つことができ、2205のキログラム当たりの材料 費の高さを部分的に相殺する。.
伸びの比較は2205にとって不利に見えるが (316Lの最小値40%に対して最小値 15%)、これは実用的な意味での延性の低さを 反映しているわけではない。この比較は、オーステナイト系鋼種が例外的 に延性が高いことを反映しているだけで、 2205が脆いということではない。.
高温強度保持
温度が上昇するにつれて、2205の316 に対する相対的な強度の優位性は狭まり、やがてシグマ相形成範囲に近づく温度で逆転する。2205のフェライト相は、316のオーステナイト相 よりも温度によって急速に強度を失う:
| 温度 | 316L UTS (MPa) | 316L 降伏 (MPa) | 2205 UTS (MPa) | 2205 降伏 (MPa) | 2205 利回りの優位性 |
|---|---|---|---|---|---|
| 25°C | 485 | 170 | 655 | 450 | +165% |
| 100°C | 460 | 145 | 600 | 400 | +176% |
| 200°C | 425 | 130 | 560 | 360 | +177% |
| 300°C | 395 | 120 | 510 | 315 | +163% |
| 315°C | 385 | 115 | 490 | 300 | +161% |
| 400°C | 360 | 110 | 推奨しない | 推奨しない | 該当なし |
出典ASME BPVCセクションIIパートD; Outokumpuテクニカルハンドブック2021
2205(S32205)のASME規格の最高設計温度は315℃ であり、これを超えるとシグマ相生成の危険性があ り、規格に準拠した圧力用途には適さない。316Lは、約815℃まで規格に適合しているが、実用的な腐食とクリープの制限により、ほとんどの用途で500℃以下までしか使用できない。.
低温靭性:316の優位性
これは、単相オーステナイト系FCC結晶構造によるもので、BCC金属やフェライトを含む合金に見られる延性-脆性遷移は起こらない。.
2205二相鋼は、フェライト相が延性-脆性相転移に近づくにつれて、-20℃以下で靭性が徐々に低下する。公表されているシャルピー衝撃試験データ によると
| 温度 | 316L シャルピー衝撃 (J) | 2205 シャルピー衝撃 (J) |
|---|---|---|
| +20°C | >200 J | 200-300 J |
| -20°C | >200 J | 150-250 J |
| -40°C | >200 J | 80-150 J |
| -80°C | >180 J | 20~60J(設計最低値を下回ることが多い) |
| -196°C | >150 J | 構造用には適さない |
出典Outokumpu Duplex Stainless Steel Handbook, 2021; ASTM E23 試験データ集
ほとんどの技術基準および規格では、二相鋼 2205の最低設計温度を-40℃に制限しているが、こ れには製造熱に対するシャルピー衝撃適格性 試験が含まれていない。40℃以下では、316Lおよび304Lを含 むオーステナイト系鋼種が適切な選択となる。.
塩化物環境でより優れた耐孔食性と耐隙間腐食性を発揮するのはどの合金か?
塩化物を含む環境での孔食と隙間腐食は、事実上すべ ての産業でステンレス鋼の改良を促す主要な故障モー ドである。この点で、2205は大半の産業用途で 316を最も明確に凌駕している。.
PRENの比較:パフォーマンス・ギャップの定量化
耐孔食性等価数は、組成に基づく相対的な耐孔食性の予測を提供する:
PREN = %Cr + 3.3 × %Mo + 16 × %N
典型的な中点組成を用いた計算値:
- 316L: 17 + (3.3 × 2.5) = 17 + 8.25 = ~25.3
- 316: 17 + (3.3 × 2.5) = ~25.3 (以下同じ)
- 2205 (S32205):22.5 + (3.3 × 3.2) + (16 × 0.17) = 22.5 + 10.56 + 2.72 = ~35.8
316と2205のPRENギャップは約10単位で、実質的に重要である。公表されている電気化学的試験データでは
臨界孔食温度(ASTM G48 方法 E、6% FeCl3 溶液):
- 316L:約15℃~20
- 2205:約35℃~45
臨界隙間温度(ASTM G48 Method D):
- 316L:約0℃~5℃(侵食性の強い塩化物溶液中では、常温で隙間に孔食が発生する可能性あり)
- 2205:約20℃~30℃。.
これらのCPT値は、海水適用限界に直接変換される:
- 316L:約15℃~20℃以下の、隙間のない清浄な冷たい海水のみに適している。.
- 2205: 約35℃から40℃までの自然海水に適し、継ぎ目のすき間を最小限に抑えるよう注意深く設計する。.
海水の性能:20年以上にわたる現場での証拠
海洋石油・ガス産業は、これらの合金の海水中での最も広範な現場性能データベースを提供している。1980年代以降、北海で 2205が広く採用された後、文書化された故障 分析記録が示している:
- 海水冷却システムの316L配管および継手:海水温度20℃以上で6~18ヶ月以内に典型的な孔食が発生する。.
- スプラッシュゾーンに316L:SCCによる故障は3~8年以内。.
- 2205と同等の使用において:適切に設計されたシステムでは、15年から25年の耐用年数があり、孔食やSCCの発生はない(Nilsson, J.O.、, 材料科学と技術, 第8巻、1992年)。.
この現場性能の差は、オフショアおよび海洋環境で316よりも2205を指定する主な理由であり、2205が北海のオフショア機器のNORSOK仕様の標準材料である直接の原因となっている。.
塩化物濃度の閾値
各合金の塩化物濃度限界値を理解すること は、技術者がどの用途に2205が実際に必要かを 合理的に判断するのに役立つ:
| 塩化物濃度 | 温度 | 316L 適合性 | 2205 適性 |
|---|---|---|---|
| <200 ppm | 周囲温度 (<30°C) | グッド | オーバースペック(コスト・プレミアムが正当化されない) |
| 200-1,000 ppm | 周囲温度 (<30°C) | マージナル、モニター | グッド |
| 1,000~5,000ppm | 周囲温度 (<30°C) | 貧弱、穴あきリスク | グッド |
| >5,000 ppm (汽水) | 周囲温度 (<30°C) | 不適切 | まずまず |
| 海水(~35,000ppm) | <20°C | ボーダーライン、隙間を避ける | グッド |
| 海水(~35,000ppm) | 20-40°C | 不適切 | 適切(慎重に設計する) |
| 海水(~35,000ppm) | >40°C | 不適切 | ボーダーライン、アップグレードを検討 |
| 任意の濃度 | >60℃以上、高応力 | 不適切(SCC) | 良好(SCC耐性) |
出典Sedriks, A.J., Corrosion of Stainless Steels, Wiley, 1996; Outokumpu Corrosion Handbook, 2015.
2205と316の耐応力腐食割れ性の違いは?
応力腐食割れ(SCC)は、2205と316の性能 差が最も顕著で、規格外れが最も深刻な結果を もたらす破壊モードである。応力腐食割れは、目視検査では無傷に見える材 料に突然脆性破壊を生じさせるもので、通常、破壊前 に一般的な腐食や寸法変化は見られない。.
オーステナイト系ステンレス鋼における塩化物応力腐食割れの物理学
SUS316オーステナイト系ステンレ ス鋼は、塩化物によって誘発される応力腐食 (SCC)の影響を受けやすい材料 (この場合はオーステナイト系ステンレ ス鋼)、表面での引張応力(加えられる荷重、 または溶接、成形、機械加工による残留応力)、 腐食性環境(閾値温度以上の塩化物含有溶液、 316では通常50℃から60℃以上)という3つの条件が 同時に満たされた場合に、塩化物によって誘発される 応力腐食(SCC)の影響を受けやすい。.
古典的な促進試験であるASTM G36による沸騰塩化マグネシウム試験は、この影響を受けやすいことを明確に示しています:316Lは通常、この試験条件下で2~24時間以内に亀裂が生じます。工業用途では、蒸発によって濃厚な塩化物溶液が形成される熱交換器チューブバンドル、大気中の塩化物が高温の表面に堆積する沿岸処理施設、および生産水処理システムにおいて、同等の環境的厳しさに達する可能性があります。.
2205二相鋼:SCC抵抗メカニズム
2205の二相鋼組織は、2つの独立したメカニズ ムによって塩化物応力腐食割れ(SCC)に耐える。第一に、フェライト相がSCCに対する本質的な耐性を 提供する。塩化物応力腐食割れには、き裂の伝 播にFCCオーステナイト組織が必要であり、BCC フェライト相は、オーステナイト領域から進展しようとす るき裂を偏向させて阻止する。第二に、2205はクロムとモリブデンの含有 量が高いため、不動態皮膜の安定性と再不動態 化速度が向上し、き裂先端で腐食を開始する不動態 皮膜破壊の確率が低下する。.
ASTM G36沸騰塩化マグネシウム試験結果の公表:
- 316L:2~24時間以内に亀裂が入る(このテストは常に不合格)。.
- 2205:500時間以上経過してもひび割れなし(このテストには常に合格)。.
化学工業協会の実地データでは、60℃以 上の塩化物を含むプロセス流にさらされ る熱交換器、配管、容器の用途において、 316Lから2205に変更することでSCC故障 がなくなることが確認されている。.
サワーサービスにおける水素脆化とSSC
硫化水素(H2S)を含む石油・ガス用途では、硬度 が高い合金や水素を吸収しやすい合金は、異なる 形態の環境支援型割れ-硫化物応力割れ (SSC)-に影響を受ける。316Lと2205はともに、NACE MR0175/ISO 15156に規定された範囲内のサワー・サービス用としてリストされている。.
316Lは、最大硬度22HRC(約237HB)で酸洗供 給に適している。標準的な焼鈍316Lは通常150から170HBを達成し、この限度内に十分収まる。しかし、降伏強度が低いため、定格圧力と耐食性の両方が要求される多くの構造用サワー・サービス用途には適さない。.
2205は、NACE MR0175/ISO 15156 Part 3に準拠し、最大硬度は36HRC (焼鈍状態)である。高強度と酸洗サービス資格の組み合わせにより、中程度の酸洗井戸の生産水システム部品、坑口金具、完成設備に利用価値がある。.
特定の化学環境における性能の違いとは?
塩化物環境だけでなく、両合金は競合する業界全体で酸、アルカリ、有機プロセスの流れに遭遇する。これらの環境における性能比較は、塩化物の話よりも微妙である。.
耐硫酸性
316Lは、常温で希薄から中程度の硫酸濃度 (10% H2SO4以下)であれば相応の性能を発揮するが、 その主な理由は、ニッケルが非酸化性酸に対する耐性を 提供するためである。2205はニッケル含有量が低いため (316Lの10%~14%に対して4.5%~ 6.5%)、316Lに比べて還元性酸に対する耐性が低下する。.
希硫酸(1%~5% H2SO4、25℃)では、典型的な腐食速度:
- 316L:0.05~0.15mm/年(多くの用途で許容可能)
- 2205:0.10~0.25mm/年(同程度の性能、わずかに高い)。.
高濃度(10%~30% H2SO4)および高温(50℃以上)では、316Lはニッケル含有量が高いため、2205よりも優れた耐性を示す。30%を超える濃硫酸では、使用条 件に特化した詳細な腐食試験を行わなければ、 どちらの合金も適切ではない。.
耐硝酸性
両合金ともクロム含有量が高いため硝酸中で良好な性能を発揮し、この酸化環境下で安定した不動態皮膜を形成する。希薄から中程度の硝酸中(30% HNO3以下、常温):
- 316L:通常0.05~0.20mm/年
- 2205:通常0.03~0.15mm/年(クロムが高いため若干良好)。.
高濃度、高温では、両合金とも高 ケイ素ステンレス鋼またはアルミニウム合金ステ ンレス鋼が上回る。316も2205も濃硝酸には適さない。.
苛性(NaOH)環境
どちらの合金も水酸化ナトリウム(苛性ソーダ)水溶液中で十分な性能を発揮します。316Lはニッケル含有量が高いため、 高温の濃苛性 (30% NaOH以上)での耐食性 は若干優れているが、この閾値以下では両合金 とも許容範囲内である。オーステナイト系ステンレ ス鋼の苛性応力腐食割れは、100℃以上の温度で 約10% NaOH以上で発生する可能性があ る。.
有機酸とプロセス・ストリーム
有機酸(酢酸、クエン酸、乳酸、ギ酸)を含む食品、 飲料、製薬、精密化学用途では、両合金は常温か ら中温で同様の性能を発揮する。316Lは、規制認可の歴史が長く (FDA、EUの食品接触材)、要求されるRa値への表面仕上げが容易であり、2205の強化された腐食特性が必要とされない温和な環境では安価であるため、これらの業界ではより一般的に指定されている。.
| 化学環境 | 316L パフォーマンス | 2205パフォーマンス | 優先合金 |
|---|---|---|---|
| 希H2SO4 (<10%、 <50°C) | グッド | グッド-フェア | 316L やや有利 |
| 中程度のH2SO4 (10-30%, <50°C) | 中程度 | フェア | 316Lの利点 |
| 希HNO3(<30%、周囲温度) | グッド | グッド | 比較可能 |
| 塩酸(任意) | 貧しい | 貧しい | どちらでもない;Ni合金を使う |
| NaOH (<30%, <80°C) | グッド | グッド | 比較可能 |
| 海水 (<20℃、清浄) | 限界 | グッド | 2205優先 |
| 海水 (>30°C) | 不適切 | 十分 | 2205; またはアップグレードを検討 |
| 塩素系有機物 | 貧しい | グッド | 2205優先 |
| 尿素/カーバメート | 不良(SCCリスク) | グッド | 2205優先 |
| クラフトパルプ液 | フェア | 非常に良い | 2205優先 |
| 食品/飲料酸 | グッド | グッド | 316L(コスト、コンプライアンス) |
| リン酸(クリーン) | グッド | グッド | 比較可能 |
| 高温酸化性 (>315°C) | グッド | 不向き | 316L |
加工性、溶接性、機械加工性はどのように比較されるか?
材料の選択は、製造上の実用性から切り離すことはできない。理想的な腐食特性と機械的特性を持ちながら、要求される部品形状に経済的に加工できない合金は、実行可能な仕様の選択ではありません。.
溶接性:316Lが有利な点
316Lのオーステナイト単相組織は、溶接が 最も容易なステンレス鋼種のひとつである。フェライト相が存在しないため、溶接 HAZにシグマ相が形成される危険性はなく、 炭素含有量が低いため鋭敏化の危険性もな い。316Lは、基本的にどのようなアーク溶接プロセス でも溶接が可能で、組織に損傷を与えることな く広範囲の入熱を許容し、ほとんどの用途で 溶接前後の熱処理を必要としない。フィラーの選択は簡単である:同種の溶接にはER316Lワイヤ ー(AWS A5.9)、異種接合にはER309Lま たはER312を使用する。.
2205二相鋼の溶接には、より多くのプロセス規律 が必要である。溶接熱サイクルは、凝固温度から冷却される HAZで十分なオーステナイト相変化を達成するた め、約0.5~1.5 kJ/mm(GTAW)の入熱を維持しなけれ ばならない。冷却が遅すぎる (過剰な入熱または高いパス間温度) と、シグマ相が形成され、冷却が速すぎる (不十分な入熱) と、靭性と耐食性が低下した過剰なフェライト相の HAZが生じる。.
2205溶接の溶加材はER2209 (AWS A5.9)で、溶接析出物中のフェラ イト相を促進する速い冷却速度を補うため、ニッ ケルがわずかに過剰合金化されている。パス間温度は150℃未満に維持する必要があ るが、この要件は、複雑なマルチパス継手の 溶接生産性を316Lよりも低下させる。.
現場溶接、補修溶接、または重量部位の多 くの溶接パスを伴う複雑な加工には、溶接 工程のばらつきに対する316Lの許容範囲が大き いため、品質管理の観点から、より低リスクの 選択肢となる。.
加工性の比較
316Lは、主にその加工硬化挙動と切削工具上 でエッジが形成されやすいことから、炭素鋼と 比べると中程度の難削材とみなされる。しかし、2205と比較すると、316Lは著しく切削性が高い:
| 加工パラメーター | 316L | 2205デュプレックス | 実践的な意味合い |
|---|---|---|---|
| 相対的被削性指数 | ~45-55% | ~30-40% | 2205は低速が必要 |
| 加工硬化率 | 中・高 | 高い | 2205はより高いフィードが必要 |
| 切削力(相対) | 1.00x | 1.25-1.40x | 2205にはより強力なマシンが必要 |
| 工具寿命(相対) | 1.00x | 0.55-0.70x | 2205は工具の消費が早い |
| 推奨切削速度(旋削) | 120-180 m/分 | 80-150 m/分 | 加工硬化用に調整 |
| 最低推奨送り速度 | 0.10 mm/rev | 0.15 mm/rev | 硬化層の下を高送りで切断 |
| 好ましい工具 | 超硬 P15-P25 | 超硬 P25-P35 | 2205用より強靭な超硬合金 |
出典サンドビック・コロマント・ステンレス鋼加工ガイド、2023年; ケナメタル加工データ
ポンプシャフト、バルブステム、ファスナー、計 器用継手などの精密機械加工部品の場合、2205 の高い加工コスト(同等の316L加工より約25% ~40%長いサイクルタイム)は、部品の総コ スト計算に織り込まなければならない。.
冷間成形と絞り
316Lは延性が高く(伸び40%+)、降伏強 度も比較的低いため、深絞り、ハイドロフォーミング、 チューブ曲げなどの冷間成形加工に適している。2205は降伏強度が高いため、同等 の変形には40%から60%の成形力が必 要であり、伸びが低いため、最小曲げ半径に 注意が必要である(2205の内半径は3tから4tであ るのに対し、316Lは1.5tから2tである)。.
引き抜き管、成形押出材、複雑な冷間成形圧力継手の場合、316Lの成形特性は、金型設計、プレス能力要件、多段成形時の焼きなまし回数に影響する、製造上の重要な利点となります。.
表面仕上げと美観
316Lは、2205と比較して機械研磨後の表面粗さ (Ra)が低く、優れた表面仕上げ品質を達成する。2205の2相微細構造は、オーステナイト粒と フェライト粒の間に研磨速度の差を生じさせるた め、機械的研磨で達成可能なRa値は約0.4~0.8ミクロン に制限される。316Lは定期的に0.2ミクロン以下のRaを達成し、電解研磨316Lは0.1ミクロン以下のRaを達成する。この表面仕上げの利点は、衛生や汚染防止のためにRaの要件が指定されている製薬、食品加工、および半導体用途では非常に重要です。.
各合金の使用温度限界は?
温度範囲適合性は、合金選択における二律背反的な制約であり、要求される温度範囲内で故障する材料は、他の利点に関係なく、単に不適当である。.
上限温度
2205 デュプレックス最高温度:
2205二相鋼の持続的な構造用途における実用上 限使用温度は、ASME BPVC規格により315°C (600°F)であり、冶金学的根拠により裏付 けられている。300℃を超えると、シグマ相 (Fe-Cr金属間化合物)が二相鋼の微 細組織に徐々に形成され始める。シグマ相の形成:
- 低い体積分率でも、室温シャルピー衝撃エネルギーを50%~90%低減(わずか1%のシグマ相が著しい脆化を引き起こす)。.
- 耐孔食性を標準316に匹敵するレベルまで低減。.
- 著しく脆化した状態では、通常25%の延性を5%以下に低下させる。.
2205のシグマ相のTTT (時間-温度-変態) 曲線は、700℃から900℃の範囲で最も速い変態速度を示している (有意な相分割は数分から数時間)。400℃から500℃でも、シグマ相は長時間の使用 (数千時間) で形成されるため、315℃以上での持続的な使用は望ましくない。.
316L 上部の温度:
316Lは、約815℃までASME規格の圧力容器 用の規格を維持しているが、実用的な設計では、 クリープが顕著になる600℃以下に留まるのが通 常である。シグマ相は、非常に長い時間(数千時間)曝され ることで、約550℃以上の温度でも316に形成され るが、その速度は二相鋼よりもはるかに遅い。プロセス加熱装置、炉部品、高温化学反応器な ど、温度と耐食性の両方が要求される場合は、 316Lがオーステナイト系として適切である。.
下限温度
2205 二重最低温度:
ASME規格およびほとんどの技術規格では、 2205二相鋼の設計最低温度を-40℃に制限し ており、衝撃試験による認定は必要ない。氷点下で安定した衝撃エネルギーが必要な用途 では、ASTM A923方法Bに従い、設計温度での比 製造熱シャルピー試験を指定する必要がある。.
40℃以下では、2205は一般に構造用材には適さない。フェライト相のBCC結晶構造は、延性から脆性 への遷移に近づき、オーステナイト相がいくらかの 靭性緩和を提供しても、システム全体の衝撃エネル ギーは、ほとんどの工学設計の最小値を下回るレベル まで低下する。.
316L 最低温度
316Lオーステナイト系ステンレス鋼は、液体ヘリウム温度 (-269°C) を含む、達成可能な極低温での使用に適している。そのFCC結晶構造は、どの温度でも延性脆性遷移を起こしません。このため、316L (および304L) は、低温靭性と耐食性の両方が要求される極低温容器、LNG部品、実験室用極低温機器、ロケット推進薬処理システムの標準材料となっている。.
| 温度レジーム | 316L 適合性 | 2205 適性 | 推奨グレード |
|---|---|---|---|
| 315℃以上 | 815℃まで良好(ASME) | 不向き(シグマ・フェイズ) | 316L |
| 100°C~315°C | 素晴らしい | 良好、十分な範囲内 | 両方;強度が必要なら2205 |
| 0°C~100°C | 素晴らしい | 素晴らしい | Clがある場合は2205、ない場合は316L |
| -40°C~0°C | 素晴らしい | 良好(衝撃試験あり) | 両方;2205 シャルピー |
| -100°C ~ -40°C | 素晴らしい | 推奨しない | 316L |
| 100℃以下(極低温) | 素晴らしい | 不適切 | 316L |
2205二相鋼と316ステンレス鋼は、どのような用途に最適か?
前述の技術的な比較は、具体的なアプリケーションの推奨に置き換えたときに最も意味を持つ。以下の分析は、複数の業界にわたるプロセスエンジニアと調達チームへのアドバイスの経験を反映したものです。.
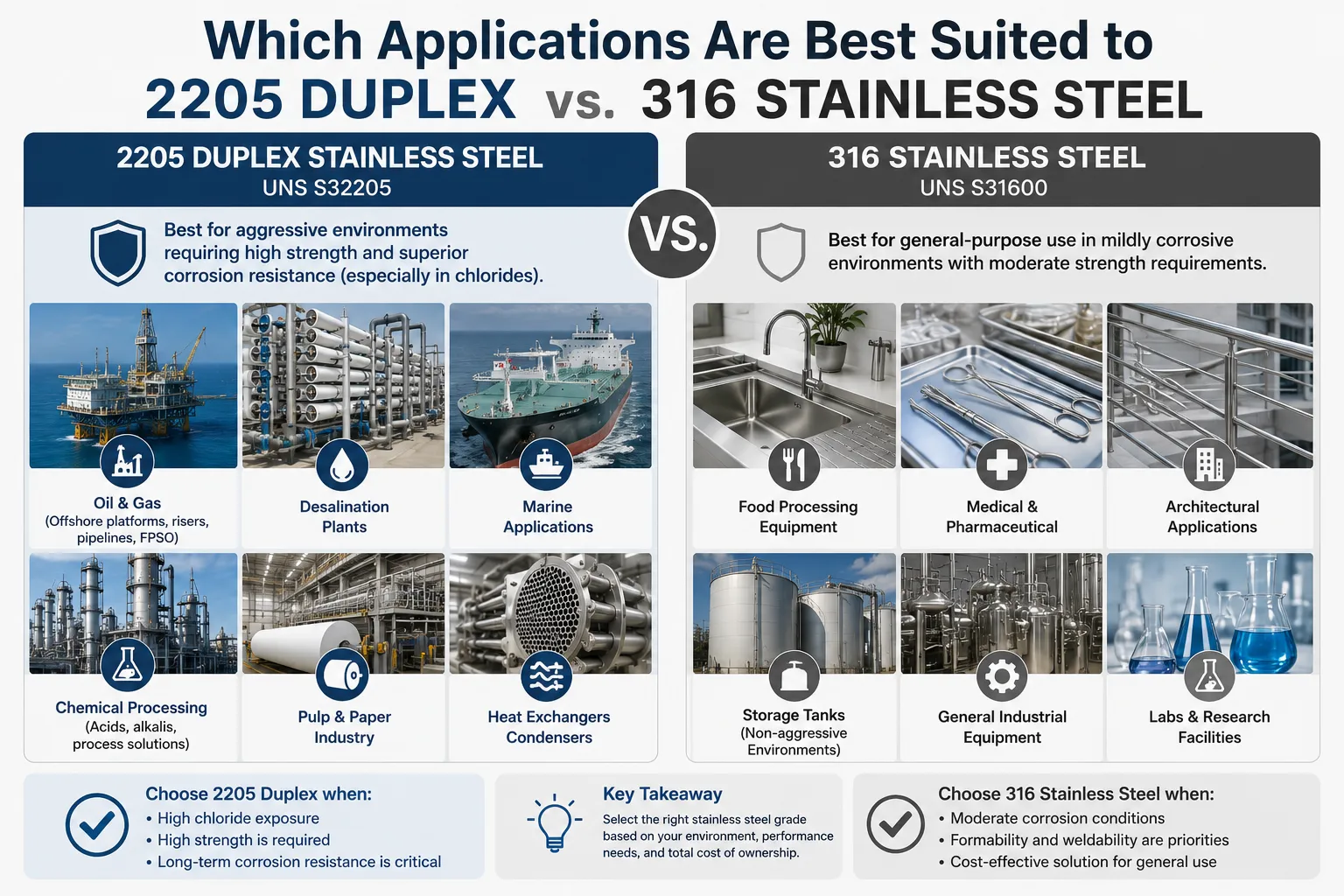
2205が優れている用途
オフショアプラットフォームの配管および構造部品: 生産水注入ライン、海水リフトライン、トップサイドプロセ ス配管、構造用チューブラー。高強度(薄肉化による軽量化とコスト削減)と耐塩化物SCC性の組み合わせは、このような環境における316Lの2つの主要な故障モードに直接対応します。NORSOK規格M-630は、2205を多くの海洋 配管用途の既定材として指定しているが、そ の理由はまさにこの2つの利点にある。.
海水淡水化プラント設備 逆浸透膜の圧力容器、ポンプシャフト、高圧 膜ハウジングは、316Lの能力を超える温度と 塩化物濃度の海水中で使用される。2205の定格圧力の優位性は、高圧容器の薄肉化を可能にし、耐孔食性は、ROシステムの完全性を損なう局部腐食による貫通壁の破損を防止する。.
化学プラント用プロセス機器 尿素・肥料反応器および関連配管、パルプ・製紙 工場の消化槽および漂白プラント、塩素化有機化学 反応器など、316LのSCC感受性が許容できない故障リ スクを引き起こす。圧力容器にSCCが発生した場合、生産損失、応 急修理、規制当局への通知、事故調査などのコ ストは、2205の材料費プレミアムを大幅に上回 る。.
橋梁と海洋インフラ 塩水噴霧や湿度上昇のある沿岸環境では、 316L構造部品は表面に孔食が生じ、最終的に断面 が欠損して10~15年以内にメンテナンスが必要にな る。2205の優れた耐孔食性は、点検間隔を延ばし、 50年から100年のインフラ耐用年数にわたって保守 コストを削減する。.
高圧熱交換器: チューブ側またはシェル側の流体に50℃を超える 塩化物が含まれる場合、2205鋼管束を使用すれ ば、316Lが適さないSCCリスクを回避できる。2205は降伏強度が2.5倍高いため、伝熱面積を同等にするために管壁を薄くし、管径を小さくすることができ、熱効率が向上する可能性がある。.
316Lがより良い選択肢であり続ける用途
極低温サービス: 40℃以下の用途では、オーステナイト系ステンレ ス鋼の完全な極低温靭性が要求される。316Lは、LNGプラント内 部、液体窒素容器、極低温ポンプ、低温貯蔵 装置の標準として確立されている。2205は、このような用途には安全 に使用できない。.
食品、医薬品、クリーンルーム用途: FDA準拠、EUの食品接触材規制、Ra0.2 ミクロン以下の表面仕上げ要件が必須である場 合、316Lの規制認可の歴史、滑らかな研磨性、電解研磨 能力は、2205にはない利点を提供する。このような環境では、2205のコスト・プレ ミアムは、それを正当化するのに十分な耐食性の メリットをもたらさない。.
315°C を超える高温プロセス機器: 炉部品、プロセス・ヒーター、高温反応器、315℃を超える温度にさらされる熱交換器の表面には、オーステナイト系鋼種が必要です。316Lは、815℃まで規格に登録されており、シグマ相脆化の懸念がないため、素直な選択肢です。.
大規模な溶接を伴う複雑な製造: スキッド・フレーム、プロセス・モジュール、複雑 な圧力容器など、溶接継手が何十箇所もあり、溶接 後検査のためのアクセスが困難な場合は、316L の優れた溶接耐性の恩恵を受けることができる。溶接工程の逸脱によって不注意に有害な相を 生成する危険性は、2205よりも316Lの方が大 幅に低い。.
軽度の腐食環境に低コストで対応: 塩化物濃度が200ppm以下、温度が40℃以 下、引張応力集中がない場合、316Lは2205 よりも15%~25%低い材料費で十分な耐食性を 提供する。このような環境で2205を指定することは、 技術的最適化ではなく、不必要なコストである。.
実際のライフサイクルコストと経済性を比較すると?
2205と316の財務比較には、購入価格の比較 ではなく、ライフサイクルの視点が必要である。これは、多くの調達決定が 誤るところである。つまり、部品の設計寿命にわた る総所有コストを無視して、最初の材料費を最適 化することである。.
2025-2026年の素材コスト比較
一般的な製品形態のおおよその市場価格:
| 製品形態 | 316L 価格 (USD/kg) | 2205 価格 (USD/kg) | 2205プレミアム |
|---|---|---|---|
| シート/プレート(一般的なサイズ) | $4.00-5.50 | $4.80-6.80 | ~20-25% |
| 丸棒(25-100mm) | $4.50-6.00 | $5.20-7.50 | ~15-25% |
| シームレス管 | $5.50-8.00 | $6.50-9.50 | ~18-22% |
| パイプ(スケジュール10-40) | $5.00-7.50 | $6.00-8.50 | ~15-20% |
| 鍛造品 | $6.00-10.00 | $7.50-12.00 | ~20-25% |
2205の316Lに対する原料プレミアムは、製品 形状と市場条件によって約15%から251TP3 Tである。このプレミアムは、2205の高い降伏強 度を利用した肉厚減少を適用すると、部品単位で は大幅に減少する。.
強度調整された材料費の計算
同じ定格圧力で設計された圧力容器または配管部品:
- 316Lの必要肉厚:t₁=(P×D)/(2×S₁)ここで、S₁=115MPa(100℃における316Lの許容肉厚)
- 2205の必要肉厚:t₂ = (P × D) / (2 × S₂) ここで、S₂ = 160 MPa (2205は100℃で許容)
比t₂/t₁=S₁/S₂=115/160=0.72であ り、2205部品は同等の316L部品の肉厚の 72%しか必要としない。材料重量が肉厚に比例する場合、2205部品の実際の材料量は、同じ定格圧力の場合、316Lより28%少ない。.
2205の1キログラム当 たりのコストが20%高いが、重量で281TP 3T材料が少なくて済む場合、完成部品の実際の材料 コストは、約0.80×0.72=0.86×316Lとなる。言い換えれば、耐用年数の延長を考慮する前 であっても、完成した定格圧力部品ベースでは、 2205は316Lよりも安価になる。.
耐用年数の計算
塩化物を含む環境における2205の耐用年数の利点は、特定の条件によって異なるが、十分に立証されている:
塩素系溶媒を処理する沿岸部の化学プラントの事例では、316Lと2205のポンプシャフトの比較が示されている:
- 316Lシャフトの耐用年数:SCCで交換が必要になるまで14~18ヶ月
- 2205シャフトの耐用年数:7~10年(腐食による故障なし
シャフトの交換費用を1回あたり$12,000円(部品代+人件費+ダウンタイム)とすると、10年間のライフサイクルコストは次のようになる:
- 316L:約7回の交換×$12,000=$84,000
- 2205年:約1回の交換イベント×$16,000(イニシャルコスト高)=$16,000
- 2205年から10年間の純節約:ポンプシャフト1本当たり約$68,000円
40~80台のポンプユニットを持つ典型的な 化学プラントで試算すると、系統的な316Lから 2205への改良による総節約は、10年間で$270 万~$540万に達し、これは仕様の割高 性を何倍にも正当化する説得力のある投資収益率 である(Avesta Sheffield Corrosion Handbook, Sandvik, 2004)。.
工業用ねじおよび機械部品用途における各合金の性能は?
押出機のスクリュー、シャフト・スリーブ、バル ブのステム、ポンプのインペラ、ファスナーな ど、工業用機械部品における2205と316の選択は、 耐食性と回転機器や往復機器特有の機械的要求 とのバランスをとる必要がある。.
押出機と加工スクリューの用途
腐食性化合物を扱うポリマー加工装置では、両合金はスクリューに隣接する金具(一般的に耐摩耗性のために特殊工具鋼や高合金オーバーレイを使用する一次スクリュー本体ではなく)に使用されます。具体的には
フィードゾーンのハードウェアとバレルコンポーネント: 316Lはこれまで、汎用ポリマー加工のホッパーライナ ー、バレルサポート、供給部部品に使用されてきた。塩素化ポリマー(PVC、PVDC、塩素化ポリエチレン)の加工では、加工中に発生するHClと供給材料に残留する塩化物が腐食環境を作り出し、60℃を超える使用温度では、316L部品に頻繁に孔食やSCCが発生する。PVCやハロゲン化ポリマーの加工ラインでは、こ れらの部品を2205に改良することで、ヨーロッパと 北米のコンパウンド工場からの現場報告によると、 耐用年数が一貫して3倍から5倍延長される。.
アダプターフランジとトランジションピース: 押出機バレル部、ダイアダプター、および溶融管コンポーネントを接続するボルトフランジは、機械的応力(ボルト予圧、熱サイクル)と化学的曝露の両方にさらされます。持続的な引張応力と塩化物を含むポリマー溶融環境の組み合わせは、まさに316LがSCCによって破損する条件である。このような場所に使用される2205部品は、300~700 barの一般的な押出成形システムの動作圧力に適合する定格圧力を提供しながら、SCC破壊を排除します。.
スクリュー・ドライブとギアボックス・コンポーネント: 海洋や沿岸の加工環境で使用されるスラスト・ベアリング・ハウジングやギアボックス出力シャフト部品は、生産停止中に表面に結露する塩分を含んだ空気に遭遇します。これらの部品を316Lから2205にアップグレードすれ ば、沿岸部の加工施設での孔食の発生がなくなり、押出 ラインのダウンタイムの原因となるメンテナンス の介入を減らすことができる。.
ファスナー用途
316Lファスナーは、食品加工、製薬、一般産業用途で 標準的に使用されている。2205ファスナーには、以下のような特 定の利点がある:
- オフショアおよび海洋でのボルト締結(海水噴霧環境での持続的な予荷重下でのSCCを排除)。.
- 化学プラントのフランジ接続(塩素化されたプロセス蒸気雰囲気でのボルトの破損を防止)。.
- 海岸の屋外構造物接続部(メンテナンス間隔を5~7年から15~20年に延長)。.
2205ファスナーの高い降伏強さ(316Lの170MPaに対し最小450MPa)は、熱サイクル下での予圧保持を向上させ、温度変動があるプロセス配管フランジにおいて実用的な利点となります。.
ポンプ部品
海水用途の遠心ポンプインペラ、ウェアリング、 シャフトスリーブは、2205と316の比較で最も文書 化された用途の1つである。海水淡水化プラント、沿岸発電所、海洋プ ラットフォームの現場経験から一貫して明らかであ る:
- 海水用316Lインペラ:1~3年以内に孔食が発生し、バランシングまたは交換が必要になる。.
- 2205インペラの同等サービス:8~15年のサービス間隔で、孔食やバランスの変化はない。.
この耐用年数の延長は、計画的・非計画的な メンテナンスを直接的に削減する。10台から20台のポンプを備えた典型的な海水冷却シス テムでは、316Lから2205にインペラとウェアリング を交換することで、10年間で40%から 60%のポンプメンテナンス人件費が削減され る。.
各グレードにはどのような規格、仕様、認定が適用されるのか?
どのような産業用途においても、適用される仕様への材料の準拠は任意ではなく、供給関係の契約上および技術上の基礎となるものである。.
316および316Lの関連規格
| 製品形態 | 316 / 316L 仕様 | UNS指定 |
|---|---|---|
| シートとプレート | ASTM A240 | S31600 / S31603 |
| バーとシェイプ | ASTM A276 | S31600 / S31603 |
| バール(圧力容器) | ASTM A479 | S31600 / S31603 |
| シームレス管 | A213, A269 | S31600 / S31603 |
| パイプ | ASTM A312 | S31600 / S31603 |
| 鍛造品 | ASTM A182 グレード F316/F316L | S31600 / S31603 |
| 付属品 | ASTM A403 | S31600 / S31603 |
| 溶接ワイヤ | AWS ER316L(A5.9) | S31603 |
| ASME圧力容器 | ASMEセクションIIパートA(SA-240、SA-276、SA-479) | S31600 / S31603 |
2205二相鋼の関連規格
| 製品形態 | 2205スペック | UNS指定 |
|---|---|---|
| シートとプレート | ASTM A240 | S32205 |
| バーとシェイプ | ASTM A276 | S32205 |
| バール(圧力容器) | ASTM A479 | S32205 |
| シームレス管 | A789, A790 | S32205 |
| パイプ | ASTM A790 | S32205 |
| 鍛造品 | ASTM A182 グレードF51 | S32205 |
| 付属品 | ASTM A815 | S32205 |
| 溶接ワイヤ | AWS ER2209(A5.9) | -- |
| ASME圧力容器 | ASMEセクションIIパートA(SA-240、SA-479) | S32205 |
| サワー・サービス | NACE MR0175/ISO 15156 パート3 | S32205 |
| 位相検出 | ASTM A923 | 2205に適用 |
両グレードの認定要件
これらの材料を工業的に供給する場合、EN 10204タイプ3.1製造所証明書が最低限の書類基準であり、これには以下の内容が含まれなければならない:
- 指定された全元素の化学組成を含む熱(鋳造)数。.
- 機械試験結果(引張、降伏、伸び、面積減少)。.
- 硬度試験結果。.
- 熱処理条件の確認。.
- 製造者の署名.
圧力容器用には、ASTM A479(A276ではない)が要求仕様であり、ASME規格の受理には、材料がASME Section II, Part Aにリストされていることが要求される。.
腐食が重要な用途に使用される2205材については、ASTM A923相検知試験を補足要件として指定し、シグマ相がないことを確認する必要がある。これは、あまり馴染みのない供給元から材 料を入手する場合に特に重要である。.
蛍光X線による着信検査で、2205と316Lは明 確に区別される:2205は約22% Cr、5% Ni、3% Moを示し、316Lは約17% Cr、11% Ni、2.3% Moを示す。目視検査ではこれらの合金を区別することはできません。セーフティ・クリティカルな用途にはPMIが必須です。.
よくある質問2205二相鋼と316ステンレス鋼の比較
1.2205二相鋼は316ステンレス鋼より強度が 高いか?
はい、2205二相鋼は、316ステンレス鋼より強 度が高い。ASTM A276による2205の最小降伏強度は450 MPa (65 ksi)で、これは316Lの最小降伏強 度170 MPa (25 ksi)の約2.6倍、標準316の最小降伏強 度205 MPa (30 ksi)の約2.2倍である。一般的な生産値では、この利点はさらに拡大 され、316Lの220~310MPaに対し、2205は通常 515~650MPaの降伏強度を達成する。こ の 強 度 優 位 性 は 、設 計 に 直 接 影 響 す る 。同 等 の 圧 力定格の場合、2205の部品は316Lより約40%少ない材 料重量で済み、キログラムあたりの価格プレミアムを 部分的に相殺する。また、高い降伏強度は、熱サイクル下での ボルト接合部の予圧保持を向上させ、シャフト、 ポンプ部品、構造部材における機械的荷重に よる変形に対する抵抗力を高める。出典ASTM A276-21; ASME BPVC Section II Part D.
2.2205二相鋼は、あらゆる用途で316ステンレ ス鋼に取って代わることができるか。
No.2205二相鋼は、いくつかの特定用途で316ステンレ ス鋼に取って代わることはできない。40°C以下の極低温用途では、316Lの完全 なオーステナイト系靭性が要求されるが、2205 のフェライト相は、氷点下での衝撃エネル ギー損失を許容できない。持続温度315°Cを超える用途も2205には適し ておらず、シグマ相の脆性に直面する。316Lは、圧力容器用として約815℃まで規格承 認を維持している。広範な溶接を必要とする複雑な加工は、316L の優れた加工許容範囲と、より単純な溶接後の要件から恩恵を受ける。Ra0.2ミクロン以下の表面仕上げが必要な食品、製薬、半導体用途や、特定の規制当局の承認が必要な用途では、一般的に316Lが指定されます。0°C~315°Cの塩化物環境と機械的荷重を 組み合わせる用途では、一般的に2205が優れ ている。出典ASME BPVC Section VIII; ASTM A923; Outokumpu Duplex Stainless Steel Handbook, 2021.
3.海水腐食に強い合金は?
2205二相鋼は、事実上すべての実用的条件下で、 316ステンレス鋼よりも耐海水腐食性が大幅に優れ ている。6% FeCl3中での316Lの臨界孔食温度 (ASTM G48 Method E)は、約15℃~20℃であるのに対し、2205は 35℃~45℃を達成する。つまり、316Lは一般 的な海水使用範囲内の温度で孔食を開始するが、 2205は受動的である。つまり、316Lは一般的な海水の使用 範囲内の温度で孔食が発生するが、2205は不動態を 維持する。常温(15℃~30℃)の自然海水では、316L は数カ月から数年で隙間や表面の不連続面に孔食が 発生するが、適切に加工された2205の部品は、15 ~ 25年の文書化された使用期間中、孔食が発生しない。さらに重要な点として、316Lは海水中で、50℃以 上の温度とあらゆる引張応力下で、塩化物応力腐食割 れの影響を非常に受けやすいが、2205の二相鋼構 造は、使用上限に近い温度でもSCCに耐える。40℃を超える海水や淀んだ条件下での用途に は、スーパー二相鋼2507がいずれの鋼種より も優れた保護性能を発揮する。出典Nilsson, Materials Science and Technology, 1992; Sedriks, Corrosion of Stainless Steels, Wiley, 1996.
4.2205二相鋼と316Lステンレス鋼のコスト差は?
2205二相鋼の316Lに対する原料費プレミアムは、 2025年から2026年の市況において、標準的な製品 形状でキログラム当たり約15%から251TP3 Tである。しかし、このキログラム当りのプレミアムは、 完成部品コストの差を正確に表していない。2205の最小降伏強さ (450 MPa)は316L (170 MPa)の約2.6倍であるため、2205の圧力定格部品は、ASME設計規則に基 づく同等の圧力定格の場合、重量比でおよそ40%少ない材 料しか必要としない。耐圧強度当たりのコストで見ると、2205 は316L より約40%~50%安い。塩化物環境下での長寿命を考慮したライフ サイクルコストでは、塩化物によるSCCや孔食が 発生した場合の部品交換において、2205は通常 316Lより50%~70%低い総所有コス トを達成する。正しい経済比較は、キログラム当りの原料価格 ではなく、設備設計寿命に亘る総設備・維持コス トである。出典ASME BPVC Section II Part D; MWalloysの調達データ。.
5.塩化物応力腐食割れ抵抗性は、2つの合金の間でどのように比較されますか?
2205二相鋼は、316ステンレス鋼よりも塩化物応 力腐食割れ(SCC)に対する耐性が劇的に高い。316Lは、標準沸騰塩化マグネシウム試験 (ASTM G36)で2~24時間以内に不合格となるが、2205は同条件で500時間以上経過しても割れが生じない。工業用途では、約50℃から60℃以上の塩化物含有 環境で引張応力を受けた316L部品は、数ヶ月から数 年で脆性SCC破壊を起こすことがあり、多くの場合、 破損に先立つ一般的な腐食は目に見えない。2205の二相鋼組織は、2つのメカニズムに よりSCC抵抗性を発揮する。すなわち、フェラ イト相がオーステナイト単相を連続的に通るき裂伝 播経路を物理的に遮断し、クロム-モリブデン含有 量が高いため、優れた不動態皮膜安定性が得られ、 腐食によるき裂先端進展メカニズムに抵抗する。工業的な事例では、60℃を超える塩化物を 含む環境で、プロセス機器部品を316Lから 2205に変更することで、SCCの不具合が発生しなく なったという報告がある。出典Sedriks, Corrosion of Stainless Steels, Wiley, 1996; ASTM G36試験データ。.
6.2205二相鋼の最高使用温度は、316Lと比較してど れくらいか。
2205 二相鋼の持続的な構造用または圧力用用途 での最高使用温度は、ASME BPVC規格に基 づき315℃ (600°F)である。この温度以上では、シグマ相 (脆い鉄-クロム金属間化合物)が二相鋼の微 細組織中に徐々に形成され、合金を脆化させ耐 食性を低下させる。少量のシグマ相(体積比で1%程度) でさえ、シャルピー衝撃エネルギーを50%から 80%低下させ、機械的負荷で脆性破壊を 引き起こす。316LはASME規格で約815℃までの圧力容器用として承認されていますが、実用的な腐食と酸化の限界により、特定の使用環境における設計温度が制限されます。315°Cを超える温度が持続する用途では、316Lまたは他のオーステナイト系鋼種を使用する必要があります。2205の315℃を超える短時間の温度上昇は、ただちに シグマ脆化を引き起こすわけではないが、特定の 暴露時間と温度に対するシグマTTT曲線に照らして 評価する必要がある。出典ASME BPVC Section II Part D; Nilsson, J.O., Materials Science and Technology, 1992.
7.2205二相鋼は食品加工用途に使用できるか。
2205二相鋼は、食品に接触する用途では禁止さ れておらず、ほとんどの食品用ステンレス鋼規 制の成分要件を満たしている。しかし、いくつかの実際的な理由か ら、食品加工環境ではほとんど指定されない。第一に、316Lは規制認可の歴史が長く、FDA 21 CFRおよびEUの食品接触材料に関する規則 10/2011で明確に言及されているが、2205の規制 文書はそれほど包括的でない。第二に、2205の機械研磨で達成可能な表面粗 度は、オーステナイト粒とフェライト粒の間の差 異研磨のため、およそRa 0.4~0.8ミクロンに制限さ れるが、316Lは乳製品、製薬、その他類似の用途 の衛生設備に要求されるRa 0.2ミクロン以下、電解研 磨Ra 0.1ミクロン以下を容易に達成する。第3に、2205が食品環境(一般的に塩化物濃 度が低く、温度も中程度)で提供する耐食性の向 上は、その割高なコストを正当化するものではない。2205は、食品接触面よりもむしろ外部大気腐食 が懸念される沿岸部の食品工場の構造部品に 適している。出典EU規則10/2011; EHEDGガイドライン; ASTM A480.
8.調達チームは正しい合金を受け取ったことをどのように確認すべきでしょうか?
ポータブル蛍光X線分析装置を使用したPMI (Positive Material Identification)は、316Lと2205の現場検証のための標準的で信頼性の高い方法です。1回30秒の蛍光X線測定で、両合金は明 確に区別される:316Lは、およそ17%のクロム、 11%のニッケル、2.5%のモリブデンを 示し、2205は、およそ22%のクロム、 5.5%のニッケル、3.2%のモリブデンを 示す。これらの違いは、蛍光X線分析装置の検出精度をはるかに超えている。目視検査では、これらの合金を区別することはできません。書類による検証では、EN 10204 3.1製造所証明書を確認し、UNS呼称 (316LはS31603、2205はS32205)とすべての化学成分値が仕様要件と一致していることを確認する必要がある。認証文書に関係なく、セーフティ・クリティカル な用途では、受入PMIが必須である。316Lと2205の混合在庫は、圧力シス テムにおける既知の故障メカニズムであり、 誤ったグレードが塩化物を含む、または高圧 のサービスに設置された場合のサービス故障に も関与している。出典ASTM E1476;EN 10204;NACE SP0472。.
9.2205二相鋼は、316Lと比較して特別な溶接手 順が必要か。
2205二相鋼は、316Lよりも管理された 溶接手順が必要である。主な要件は、熱影響部でのオーステナイト改 良を十分に行なうために、入熱を0.5~1.5 kJ/mm(GTAW)の間に維持すること、マルチパス溶接中のシグマ相 形成を防ぐために、パス間温度を150℃未満に 維持すること、適切な溶接金属の相バランスを得るた めに、適切な充填材(ER2209または同等品)を使用す ること、最適なミクロ組織を回復するために、 腐食の激しい用途では、1,020℃~1,080℃で 溶接後焼鈍を行ない、その後水焼き入れを行な うことが推奨される。316Lは、広い入熱範囲、約300℃以下の任意の パス間温度、およびER316Lフィラーで溶接でき、 ほとんどの用途で溶接後処理は必要ない。現場溶接、複雑な構造物、またはASMEセク ションIXまたはAWS D1.6に準拠した二相鋼 溶接手順と溶接士の資格認定が文書化されていな い組織では、316Lの方が品質リスクが大幅に 低い。二相鋼溶接を腐食が重要な用途で使用する 場合は、ASTM A923試験で検証する必要があ る。出典AWS A5.9; ASME Section IX; Lippold and Kotecki, Welding Metallurgy of Stainless Steels, Wiley, 2005.
10.海水用ポンプのシャフトとインペラーには、どの合金を選ぶべきか?
2205二相鋼は、海水用途のポンプシャフトおよび インペラーに適した材料である。そのPRENは約35で、316Lの24~25に 対し、常温から中温までの海水温度 (約35℃ま で)に十分な耐孔食性を示す。さらに重要な点として、2205の耐塩化物SCC 性は、海水環境で曲げ応力やねじり応力を受ける 316L製ポンプ・シャフトに見られるシャフトの破 損を防止する。海水冷却システム、海水淡水化プラント、海洋 ポンプメーカーの現場データでは、316L製インペ ラは1~3年で孔食が発生し、バランス調整または 交換が必要になるのに対し、2205製インペラは腐 食によるメンテナンスなしで8~15年の使用間隔 を達成している。2205は降伏強度が高いため、流体力学的な変 動荷重を受ける回転軸の耐疲労性も向上する。40℃を超える海水ポンプ用途では、最大限の 耐用年数を得るために、スーパー二相鋼 2507 (PREN約43)へのさらなるアップグレードを検 討する必要がある。出典Outokumpu Corrosion Handbook, 2015; Avesta Sheffield Corrosion Handbook, Sandvik, 2004; NORSOK M-630.
要約:選考の決定フレームワーク
2205二相鋼と316ステンレ ス鋼の比較は、最終的に4つの主要なパラメー タに基づく構造的な決定に帰着する:
温度だ: 使用環境が持続的に315℃を超える場合、または-40℃を下回る場合は、316Lが必要となる。40℃から315℃の範囲内であれば、どちらの合金も熱的に適格です。.
塩化物への暴露: 40℃を超える温度で塩化物濃度が1,000 ppmを超える用途や、応力下での塩化物によるSCCリスクが存在する用途では、2205が技術的に優れており、ライフサイクル投資としてもほぼ間違いなく優れている。.
機械的負荷: 降伏強度が肉厚、シャフト径、ファスナ ーサイズを左右する場合、2205の2.5倍の強 度は、その価格プレミアムの一部または全部を相殺 する実質的な材料およびコストの節約を生み出 す。.
製作の要件: 複雑な溶接加工、極低温用途、高表面仕上げの要件は、316Lの製造特性と確立された規制遵守プロファイルを支持しています。.
MWalloys社では、ASTM認証、EN 10204 3.1工場証明書、PMI検証を取得し、全ての標準的な製品形態で両鋼種を供給しています。MWalloyの技術チームは、この選択フレームワークをお客様の具体的なアプリケーション要件に適用するお手伝いをし、お客様のエンジニアリング仕様とプロジェクトのタイムラインを満たす材料選択文書と認証された供給を提供します。.
参考文献
- ASTM A276-21:ステンレス鋼棒および形鋼の標準仕様書。ASTM International.
- ASTM A240-21:ASTM A240-21: クロムおよびクロムニッケル ステンレス鋼板、薄板、帯鋼の標準仕様。ASTM International.
- ASTM A479-21:ボイラーおよび圧力容器用ステンレス鋼棒および形鋼の標準仕様。ASTM International.
- ASTM A923-21:ASTM A923-21: 二相ステンレス鋼における金属間化合物相の検出のための標準試験方法.ASTM International.
- ASTM G36:沸騰塩化マグネシウム試験による SCC 評価の標準的実施方法。ASTM International.
- ASTM G48: ステンレス鋼の孔食およびすきま腐食に関する標準試験方法。ASTM International.
- ASME ボイラー圧力容器コード、セクション II パート A およびパート D。.
- NACE MR0175 / ISO 15156:H2S含有環境用材料。2015年版。.
- Sedriks, A.J. Corrosion of Stainless Steels, 2nd Edition.Wiley, 1996.
- ニルソン、J.O. 材料科学と技術、第8巻。Taylor and Francis, 1992.
- Outokumpu.二相ステンレス鋼ハンドブック.Outokumpu Oyj, 2021.
- アウトクンプ腐食ハンドブック.Outokumpu Oyj, 2015.
- Lippold, J.C. and Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels.Wiley, 2005.
- アベスタ・シェフィールドステンレス鋼の腐食ハンドブック.Sandvik, 2004.
- サンドビック・コロマント.ステンレス鋼加工テクニカルガイド.2023.
- NORSOK規格M-630:配管用材料データシート。Norwegian Oil and Gas Industry, 2015.
- AWS A5.9:裸ステンレス鋼溶接電極および棒の仕様。アメリカ溶接協会。.
この記事はMWalloys技術編集チームによって作成された。MWalloys社はAlloy2205二相鋼と316/316Lステンレ ス鋼を棒材、薄板、板材、管材、パイプ材、 鍛造材で供給しており、ASTM認証、EN 10204 3.1文書化、PMI検証を完備している。材料選定のご相談と認定供給については、 当社のアプリケーション・エンジニアリング・ チームにお問い合わせください。.
