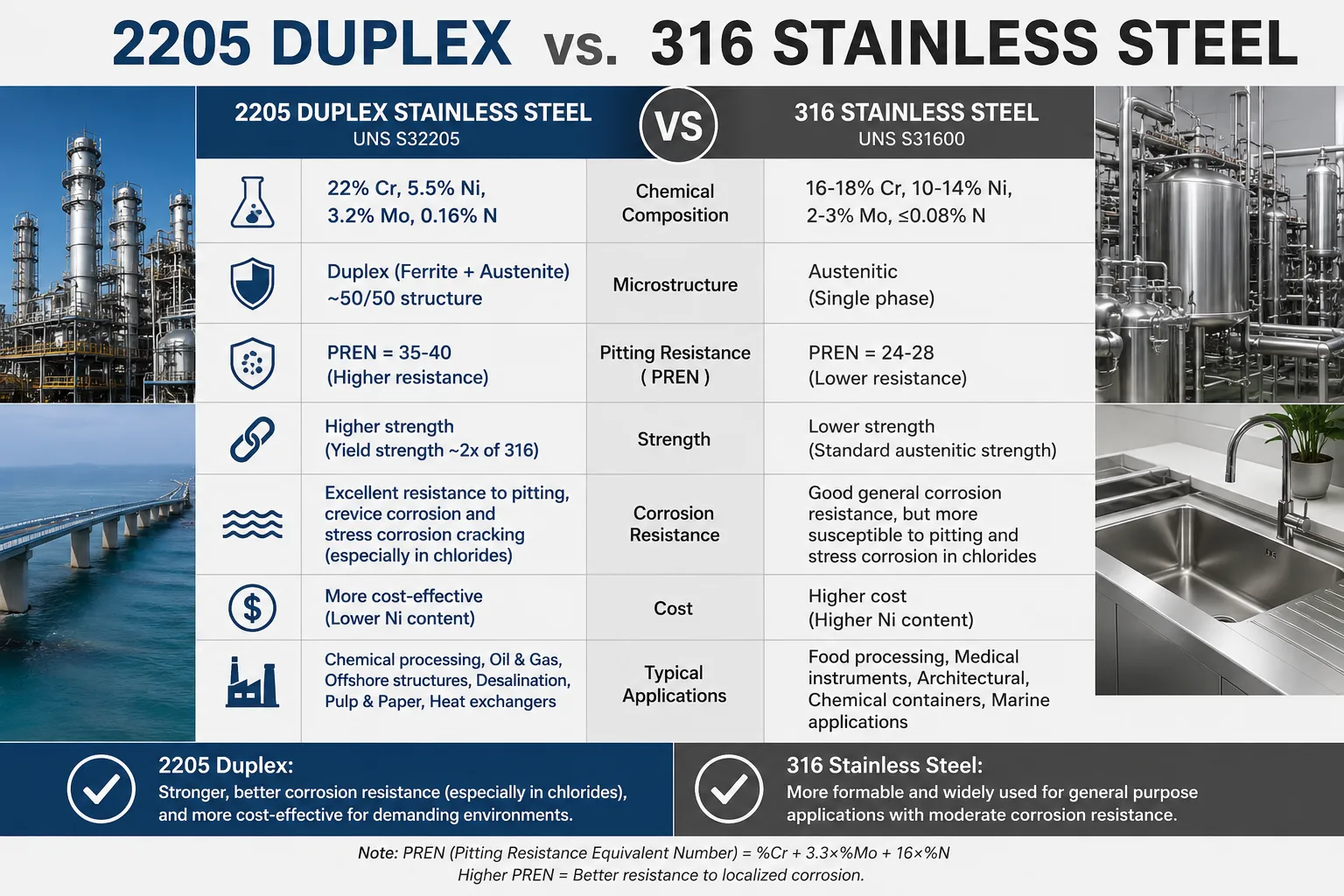
2205 acciaio inossidabile duplex supera l'acciaio inox 316 per quanto riguarda la resistenza allo snervamento di circa 2,5 volte (450 MPa minimo contro 170 MPa minimo) e offre una resistenza superiore al pitting da cloruri con un PREN di 35 contro 24 per il 316L, rendendolo la scelta tecnicamente superiore e spesso più economica per le applicazioni strutturali corrosive in ambienti petroliferi e del gas, di lavorazione chimica e marini. Tuttavia, l'acciaio inossidabile 316 mantiene chiari vantaggi nel servizio criogenico, nelle lavorazioni complesse che richiedono saldature estese, nelle applicazioni al di sopra dei 315°C e nei progetti sensibili ai costi in cui le esigenze di corrosione sono moderate. La scelta del grado sbagliato tra queste due leghe aumenta gli eventi di manutenzione non programmata da 40% a 300% a seconda dell'ambiente di servizio.
Quali sono le differenze metallurgiche fondamentali tra l'acciaio 2205 Duplex e l'acciaio 316?
Le differenze di prestazioni tra queste due leghe non sono arbitrarie: derivano direttamente dalle loro microstrutture e composizioni. Abbiamo esaminato centinaia di casi di sostituzione di materiali nel corso degli anni e gli ingegneri che prendono le migliori decisioni di selezione sono sempre quelli che capiscono perché ogni lega si comporta come si comporta, non solo quello che dicono i numeri pubblicati.
Acciaio inossidabile 316: La struttura completamente austenitica
L'acciaio inossidabile di tipo 316 (UNS S31600) e la sua variante a basso tenore di carbonio 316L (UNS S31603) appartengono alla famiglia degli acciai inossidabili austenitici, la categoria di acciai inossidabili più diffusa a livello globale. La microstruttura austenitica consiste interamente nella fase gamma cubica a facce centrate (FCC), stabilizzata da aggiunte di nichel e manganese sufficienti a prevenire la trasformazione in ferrite cubica a corpo centrato (BCC) che altrimenti si verificherebbe a temperatura ambiente nelle leghe di ferro ad alto tenore di cromo.
La composizione nominale del 316L comprende da 16% a 18% di cromo, da 10% a 14% di nichel, da 2% a 3% di molibdeno e un massimo di 0,03% di carbonio. L'aggiunta di molibdeno nel 316 lo distingue dal grado base 304 e fornisce un significativo miglioramento nella resistenza alla corrosione per vaiolatura e interstiziale in ambienti con cloruri. Il basso tenore di carbonio del 316L (0,03% max contro 0,08% max del 316 standard) impedisce la sensibilizzazione - la precipitazione di carburi di cromo ai bordi dei grani durante la saldatura - che altrimenti impoverirebbe il cromo dalla regione dei bordi dei grani e ridurrebbe drasticamente la resistenza alla corrosione intergranulare.
La struttura FCC completamente austenitica del 316 fornisce due proprietà che nessuna lega duplex è in grado di replicare completamente: eccezionale duttilità (allungamento tipico da 40% a 60%) e tenacità conservata a temperature criogeniche fino a -196°C e inferiori. L'assenza di una fase di ferrite BCC significa che non esiste una temperatura di transizione da duttile a fragile, rendendo il 316 adatto al servizio con azoto liquido e ossigeno liquido.
Acciaio inox 2205 Duplex: Il vantaggio delle due fasi
La lega 2205 (UNS S32205, EN 1.4462) raggiunge il suo profilo prestazionale grazie a una microstruttura bifasica deliberatamente progettata, contenente circa 50% di austenite e 50% di ferrite. Questa struttura duplex deriva dall'equilibrio compositivo: cromo elevato (da 22% a 23%) e molibdeno (da 3,0% a 3,5%) stabilizzano la ferrite, mentre nichel (da 4,5% a 6,5%) e azoto (da 0,14% a 0,20%) stabilizzano l'austenite.
L'azoto è l'elemento compositivo più spesso sottovalutato nelle discussioni sulle prestazioni del 2205. Con valori compresi tra 0,14% e 0,20%, l'azoto rafforza contemporaneamente la fase austenitica mediante indurimento in soluzione solida (contribuendo a circa 100-150 MPa di carico di snervamento), stabilizza l'equilibrio di fase durante la saldatura e il trattamento termico e migliora la resistenza alla vaiolatura (ogni 0,10% di azoto contribuisce a circa 1,6 unità PREN). È il motivo principale per cui il 2205 raggiunge carichi di snervamento doppi rispetto ai gradi austenitici, pur avendo un contenuto di nichel inferiore.
La fase di ferrite contribuisce alle due proprietà più critiche per le applicazioni ingegneristiche in presenza di cloruri: l'elevata resistenza allo snervamento (la ferrite BCC è intrinsecamente più forte dell'austenite FCC a composizione equivalente) e la resistenza alla cricca da tensocorrosione da cloruri. La microstruttura bifase interrompe i percorsi di propagazione delle cricche SCC che attraverserebbero continuamente una matrice austenitica monofase.
Confronto compositivo: I numeri dietro l'esecuzione
| Elemento | 316 / 316L | 2205 (S32205) | Implicazioni per le prestazioni |
|---|---|---|---|
| Carbonio (C) | 0,08% / 0,03% max | 0,030% max | Entrambi i gradi low-C resistono alla sensibilizzazione |
| Cromo (Cr) | 16-18% | 22-23% | Cr più alto nel 2205: migliore film passivo |
| Nichel (Ni) | 10-14% | 4.5-6.5% | Ni più elevato in 316: migliori acidi riducenti |
| Molibdeno (Mo) | 2-3% | 3.0-3.5% | Mo più elevato nel 2205: migliore resistenza al Cl |
| Azoto (N) | 0,10% max | 0.14-0.20% | 2205 N: rafforzamento + resistenza alla vaiolatura |
| Ferro (Fe) | Equilibrio | Equilibrio | Matrice |
| Manganese (Mn) | 2,0% max | 2,0% max | Simile |
| Microstruttura | 100% Austenite | ~50% Austenite + ~50% Ferrite | Determina tutte le proprietà dei tasti |
| PREN (calcolato) | ~24-26 | ~35-36 | Indice di resistenza alla vaiolatura |
| Designazione UNS | S31600 / S31603 | S32205 | Identificazione standard |
Fonti: ASTM A276-21; ASTM A240-21; Outokumpu Corrosion Handbook, 2015.
Come si confrontano le proprietà di resistenza meccanica tra gli intervalli di temperatura?
La differenza di resistenza tra 2205 e 316 è il divario di prestazioni più quantificabile tra queste leghe e quello più direttamente applicabile ai calcoli di progettazione. La comprensione di questo divario a varie temperature aiuta i progettisti a determinare dove il vantaggio di resistenza si traduce in un reale risparmio di materiale.
Proprietà meccaniche a temperatura ambiente
I requisiti minimi delle proprietà meccaniche stabiliti dalle specifiche ASTM rappresentano i limiti inferiori garantiti. Il materiale di produzione in genere supera questi minimi con margini significativi:
| Proprietà | 316L (ASTM A276) | 316 (ASTM A276) | 2205 S32205 (ASTM A276) | Metodo di prova |
|---|---|---|---|---|
| Resistenza alla trazione finale | 485 MPa (70 ksi) min | 515 MPa (75 ksi) min | 655 MPa (95 ksi) min | ASTM A370 |
| 0,2% Resistenza allo snervamento | 170 MPa (25 ksi) min | 205 MPa (30 ksi) min | 450 MPa (65 ksi) min | ASTM A370 |
| Allungamento (calibro 2") | 40% minimo | 40% minimo | 15% minimo | ASTM A370 |
| Riduzione dell'area | 50% minimo | 50% minimo | 35% minimo | ASTM A370 |
| Durezza (massima) | 217 HB / 95 HRB | 217 HB / 95 HRB | 293 HB / 36 HRC | ASTM E18/E10 |
| Impatto Charpy (0°C) | >200 J tipico | >200 J tipico | 150-250 J tipici | ASTM E23 |
Fonti: ASTM A276-21; dati Special Metals Corporation; manuale tecnico Outokumpu.
Il divario di snervamento tra il 2205 (450 MPa minimo, in genere 515-650 MPa in produzione) e il 316L (170 MPa minimo, in genere 220-310 MPa in produzione) è notevole. Nella progettazione dei recipienti a pressione secondo la sezione VIII dell'ASME BPVC, questo si traduce direttamente in una riduzione dello spessore delle pareti consentito: un recipiente a pressione in 2205 può avere pareti più sottili di circa 60% rispetto a un recipiente equivalente in 316L per la stessa pressione di progetto, compensando in parte il maggiore costo del materiale per chilogrammo del 2205.
Il confronto dell'allungamento appare sfavorevole per il 2205 (15% minimo contro 40% minimo per il 316L), ma ciò non riflette una scarsa duttilità in senso pratico: l'allungamento di 15% rimane altamente duttile per gli standard ingegneristici, adatto alla maggior parte dei requisiti di duttilità di formatura, fabbricazione e servizio. Il confronto riflette semplicemente che i gradi austenitici sono eccezionalmente duttili, non che il 2205 è fragile.
Mantenimento della resistenza a temperature elevate
Con l'aumento della temperatura, il vantaggio relativo di resistenza del 2205 rispetto al 316 si restringe e alla fine si inverte a temperature prossime all'intervallo di formazione della fase sigma. La fase di ferrite nel 2205 perde resistenza più rapidamente con la temperatura rispetto alla fase di austenite nel 316:
| Temperatura | 316L UTS (MPa) | 316L Resa (MPa) | 2205 UTS (MPa) | 2205 Snervamento (MPa) | 2205 Vantaggio di rendimento |
|---|---|---|---|---|---|
| 25°C | 485 | 170 | 655 | 450 | +165% |
| 100°C | 460 | 145 | 600 | 400 | +176% |
| 200°C | 425 | 130 | 560 | 360 | +177% |
| 300°C | 395 | 120 | 510 | 315 | +163% |
| 315°C | 385 | 115 | 490 | 300 | +161% |
| 400°C | 360 | 110 | Non raccomandato | Non raccomandato | N/D |
Fonte: ASME BPVC Sezione II Parte D; Manuale tecnico Outokumpu 2021
La temperatura massima di progetto secondo il codice ASME per il 2205 (S32205) è di 315°C, al di sopra della quale il rischio di formazione della fase sigma lo rende inadatto al servizio in pressione secondo il codice. Il 316L mantiene il codice fino a circa 815°C, anche se le limitazioni pratiche di corrosione e scorrimento ne limitano l'utilizzo a meno di 500°C nella maggior parte delle applicazioni.
Resistenza alle basse temperature: Il vantaggio del 316
Al di sotto dei -40°C, l'acciaio inossidabile 316 mantiene la piena duttilità e la tenacità agli urti per un tempo indefinito, grazie alla sua struttura cristallina austenitica FCC monofase, che non subisce la transizione duttile-fragile che interessa i metalli BCC e le leghe contenenti ferrite.
Il 2205 duplex perde progressivamente tenacità al di sotto dei -20°C, man mano che la fase di ferrite si avvicina alla transizione duttile-fragile. I dati pubblicati sull'impatto Charpy mostrano:
| Temperatura | 316L Impatto Charpy (J) | 2205 Impatto Charpy (J) |
|---|---|---|
| +20°C | >200 J | 200-300 J |
| -20°C | >200 J | 150-250 J |
| -40°C | >200 J | 80-150 J |
| -80°C | >180 J | 20-60 J (spesso al di sotto dei minimi di progetto) |
| -196°C | >150 J | Non adatto al servizio strutturale |
Fonte: Outokumpu Duplex Stainless Steel Handbook, 2021; compilazione dei dati di prova ASTM E23.
La maggior parte dei codici e degli standard ingegneristici limita il duplex 2205 a una temperatura minima di progetto di -40°C senza specifiche prove di qualificazione all'impatto Charpy sul calore di produzione. Al di sotto dei -40°C, i gradi austenitici, tra cui 316L e 304L, sono la scelta più appropriata.
Quale lega offre una migliore resistenza alla vaiolatura e alla corrosione interstiziale in ambienti con cloruri?
La vaiolatura e la corrosione interstiziale in ambienti contenenti cloruri sono le modalità di guasto dominanti che spingono ad aggiornare gli acciai inossidabili in quasi tutti i settori. È qui che il 2205 supera nettamente il 316 nella maggior parte delle applicazioni industriali.
Confronto PREN: Quantificare il divario di prestazioni
Il numero equivalente di resistenza al pitting fornisce una previsione basata sulla composizione della resistenza relativa al pitting:
PREN = %Cr + 3,3 × %Mo + 16 × %N
Valori calcolati utilizzando composizioni tipiche del punto medio:
- 316L: 17 + (3.3 × 2.5) = 17 + 8.25 = ~25.3
- 316: 17 + (3.3 × 2.5) = ~25.3 (lo stesso)
- 2205 (S32205): 22.5 + (3.3 × 3.2) + (16 × 0.17) = 22.5 + 10.56 + 2.72 = ~35.8
Il divario PREN di circa 10 unità tra il 316 e il 2205 è praticamente significativo. I dati dei test elettrochimici pubblicati mostrano:
Temperatura critica di vaiolatura (ASTM G48 Metodo E, soluzione 6% FeCl3):
- 316L: circa 15°C a 20°C
- 2205: da 35°C a 45°C circa
Temperatura critica di interstizio (ASTM G48 Metodo D):
- 316L: circa da 0°C a 5°C (è possibile la vaiolatura sotto le fessure a temperatura ambiente in presenza di soluzioni aggressive di cloruro)
- 2205: da 20°C a 30°C circa.
Questi valori CPT si traducono direttamente in limiti di applicazione dell'acqua di mare:
- 316L: adatto solo in acqua di mare pulita e fredda, al di sotto di circa 15°C - 20°C, senza fessure.
- 2205: adatto in acqua di mare naturale a temperature fino a circa 35°C - 40°C, con un'attenta progettazione dei giunti per ridurre al minimo le fessure.
Prestazioni dell'acqua di mare: Prove sul campo per oltre 20 anni
L'industria petrolifera e del gas offshore fornisce il più ampio database di prestazioni sul campo per queste leghe in acqua di mare. In seguito all'adozione diffusa della 2205 nel Mare del Nord a partire dagli anni '80, le analisi dei guasti documentati mostrano che:
- Tubazioni e raccordi in 316L nei sistemi di raffreddamento ad acqua di mare: inizio tipico della vaiolatura entro 6-18 mesi a temperature dell'acqua di mare superiori a 20°C.
- 316L nelle zone soggette a spruzzi: Guasti provocati da SCC entro 3-8 anni.
- 2205 in condizioni di servizio equivalenti: intervalli di servizio da 15 a 25 anni senza rotture da pitting o SCC in sistemi correttamente progettati (Nilsson, J.O., Scienza e tecnologia dei materiali, volume 8, 1992).
Questo delta di prestazioni sul campo è la principale giustificazione per la scelta del 2205 rispetto al 316 in ambienti offshore e marini ed è direttamente responsabile del fatto che il 2205 sia il materiale standard nelle specifiche NORSOK per le attrezzature offshore del Mare del Nord.
Soglie di concentrazione del cloruro
La comprensione dei limiti di concentrazione di cloruro per ciascuna lega aiuta gli ingegneri a prendere decisioni razionali su quali applicazioni richiedano effettivamente il 2205:
| Concentrazione di cloruro | Temperatura | 316L Idoneità | 2205 Idoneità |
|---|---|---|---|
| <200 ppm | Ambiente (<30°C) | Buono | Sovraspecificato (premio di costo non giustificato) |
| 200-1.000 ppm | Ambiente (<30°C) | Marginale, monitorare | Buono |
| 1.000-5.000 ppm | Ambiente (<30°C) | Scarso, rischio di vaiolatura | Buono |
| >5.000 ppm (salmastro) | Ambiente (<30°C) | Non idoneo | Buono-adeguato |
| Acqua di mare (~35.000 ppm) | <20°C | Al limite, evitare le fessure | Buono |
| Acqua di mare (~35.000 ppm) | 20-40°C | Non idoneo | Adeguato (progettazione accurata) |
| Acqua di mare (~35.000 ppm) | >40°C | Non idoneo | Al limite, considerare l'aggiornamento |
| Qualsiasi concentrazione | >60°C, sollecitazione elevata | Non idoneo (SCC) | Buono (resistente agli SCC) |
Fonte: Sedriks, A.J., Corrosion of Stainless Steels, Wiley, 1996; Outokumpu Corrosion Handbook, 2015.
Come si differenzia la resistenza alla corrosione da stress tra 2205 e 316?
La cricca da corrosione sotto sforzo (SCC) è la modalità di guasto in cui il divario di prestazioni tra il 2205 e il 316 è più evidente e in cui le conseguenze di una specifica errata sono più gravi. L'SCC produce una frattura improvvisa e fragile in un materiale che appare intatto all'ispezione visiva: in genere non è visibile alcuna corrosione generale o variazione dimensionale prima del cedimento.
La fisica della SCC da cloruro negli acciai inossidabili austenitici
L'acciaio inossidabile austenitico di tipo 316 è suscettibile di SCC indotta da cloruri quando si verificano contemporaneamente tre condizioni: un materiale suscettibile (l'acciaio inossidabile austenitico in questo caso), una sollecitazione di trazione sulla superficie (carico applicato o sollecitazione residua da saldatura, formatura o lavorazione) e un ambiente corrosivo (soluzione contenente cloruri al di sopra di una temperatura di soglia, in genere superiore a 50-60°C per il 316).
Il classico test accelerato - l'ebollizione del cloruro di magnesio secondo la norma ASTM G36 - dimostra inequivocabilmente questa suscettibilità: Il 316L si fessura tipicamente entro 2-24 ore in queste condizioni di prova. Nel servizio industriale, una gravità ambientale equivalente può essere raggiunta nei fasci di tubi degli scambiatori di calore, dove si formano soluzioni concentrate di cloruro per evaporazione, negli impianti di lavorazione delle coste, dove il cloruro atmosferico si deposita sulle superfici calde, e nei sistemi di trattamento dell'acqua prodotta.
2205 Duplex: il meccanismo di resistenza alla SCC
La microstruttura duplex del 2205 resiste alla SCC da cloruri attraverso due meccanismi indipendenti. In primo luogo, la fase di ferrite fornisce una resistenza intrinseca alla SCC: la SCC da cloruro richiede la struttura FCC dell'austenite per la propagazione delle cricche, e la fase di ferrite BCC devia e arresta le cricche che tentano di propagarsi dalle regioni di austenite. In secondo luogo, l'elevato contenuto di cromo e molibdeno del 2205 migliora la stabilità e la cinetica di ripassivazione del film passivo, riducendo la probabilità di rottura del film passivo che dà inizio alla corrosione sulla punta della cricca.
Risultati pubblicati dei test sul cloruro di magnesio bollente ASTM G36:
- 316L: si incrina entro 2-24 ore (non supera costantemente questo test).
- 2205: nessuna fessurazione dopo oltre 500 ore (supera costantemente questo test).
I dati raccolti sul campo dalla Chemical Industries Association confermano che il passaggio dal 316L al 2205 negli scambiatori di calore, nelle tubazioni e nei serbatoi esposti a flussi di processo contenenti cloruro a temperature superiori a 60°C elimina i guasti da SCC - un risultato coerente con decine di casi di studio documentati nei registri delle revisioni degli impianti chimici a partire dagli anni Novanta.
Infragilimento da idrogeno e SSC in servizio acido
Nelle applicazioni petrolifere e del gas contenenti idrogeno solforato (H2S), una diversa forma di criccatura assistita dall'ambiente - la criccatura da stress da solfuro (SSC) - colpisce le leghe con elevata durezza o suscettibilità all'assorbimento di idrogeno. Sia il 316L che il 2205 sono elencati in NACE MR0175/ISO 15156 per il servizio sour entro limiti definiti.
Il 316L è qualificato per il servizio acido con una durezza massima di 22 HRC (circa 237 HB). Il 316L ricotto standard raggiunge in genere da 150 a 170 HB, ben entro questo limite. Tuttavia, il suo basso limite di snervamento lo rende inadatto a molte applicazioni strutturali in condizioni di servizio acide, dove sono richieste sia la pressione che la resistenza alla corrosione.
Il 2205 è qualificato secondo NACE MR0175/ISO 15156 Parte 3 con una durezza massima di 36 HRC per lo stato ricotto. La combinazione di elevata resistenza e qualificazione per servizi acidi lo rende prezioso per i componenti del sistema di acqua prodotta, per l'hardware della testa del pozzo e per le attrezzature di completamento in pozzi moderatamente acidi.
Quali sono le differenze di prestazioni in ambienti chimici specifici?
Oltre agli ambienti con cloruri, entrambe le leghe sono soggette ad acidi, alcali e flussi di processi organici nei settori in cui operano. Il confronto delle prestazioni in questi ambienti è più sfumato rispetto alla storia del cloruro.
Resistenza all'acido solforico
Il 316L si comporta ragionevolmente bene in presenza di concentrazioni di acido solforico da diluite a moderate (inferiori a 10% H2SO4) a temperatura ambiente, soprattutto perché il nichel offre resistenza agli acidi non ossidanti. Il minore contenuto di nichel del 2205 (da 4,5% a 6,5% rispetto a 10% a 14% del 316L) riduce la sua resistenza agli acidi riducenti rispetto al 316L.
In acido solforico diluito (da 1% a 5% H2SO4, 25°C), tassi di corrosione tipici:
- 316L: da 0,05 a 0,15 mm/anno (accettabile per molte applicazioni)
- 2205: da 0,10 a 0,25 mm/anno (prestazioni simili, leggermente superiori).
A concentrazioni più elevate (da 10% a 30% H2SO4) e a temperature elevate (superiori a 50°C), il 316L mostra una resistenza migliore del 2205 grazie al suo maggiore contenuto di nichel. Per il servizio con acido solforico concentrato al di sopra di 30%, nessuna delle due leghe è appropriata senza test di corrosione dettagliati specifici per le condizioni di servizio.
Resistenza all'acido nitrico
Entrambe le leghe si comportano bene in acido nitrico grazie all'elevato contenuto di cromo che forma una pellicola passiva stabile in questo ambiente ossidante. In acido nitrico da diluito a moderato (sotto 30% HNO3, temperatura ambiente):
- 316L: tipicamente da 0,05 a 0,20 mm/anno
- 2205: in genere da 0,03 a 0,15 mm/anno (leggermente migliore grazie al cromo più elevato).
A concentrazioni e temperature più elevate, entrambe le leghe sono superate dagli acciai inossidabili ad alto tenore di silicio o legati all'alluminio. Né il 316 né il 2205 sono da preferire per il servizio con acido nitrico concentrato a caldo.
Ambienti caustici (NaOH)
Entrambe le leghe si comportano adeguatamente in soluzioni di idrossido di sodio (caustiche). Il maggior contenuto di nichel del 316L offre una resistenza leggermente migliore alle soluzioni caustiche concentrate (oltre 30% NaOH) a temperature elevate, ma entrambe le leghe sono accettabili al di sotto di questa soglia. La criccatura da tensocorrosione caustica degli acciai inossidabili austenitici può verificarsi al di sopra di circa 10% NaOH a temperature superiori a 100°C. La struttura duplex del 2205 offre una migliore resistenza alla SCC in ambienti caustici, proprio come in ambienti con cloruri.
Acidi organici e flussi di processo
Nelle applicazioni di alimenti, bevande, prodotti farmaceutici e chimica fine che coinvolgono acidi organici (acetico, citrico, lattico, formico), entrambe le leghe hanno prestazioni simili a temperature ambiente o moderate. Il 316L è più comunemente richiesto in questi settori per la sua lunga storia di approvazione normativa (FDA, materiali per il contatto con gli alimenti dell'UE), per la facilità di finitura della superficie per ottenere i valori Ra richiesti e per il costo inferiore in ambienti miti in cui non sono necessarie le migliori proprietà di corrosione del 2205.
| Ambiente chimico | 316L Prestazioni | 2205 Prestazioni | Lega preferita |
|---|---|---|---|
| H2SO4 diluito (<10%, <50°C) | Buono | Buono-Scarso | 316L leggero vantaggio |
| H2SO4 moderato (10-30%, <50°C) | Moderato | Fiera | Vantaggio 316L |
| HNO3 diluito (<30%, ambiente) | Buono | Buono | Comparabile |
| Acido cloridrico (qualsiasi) | Povero | Povero | Nessuno dei due; utilizzare leghe di Ni |
| NaOH (<30%, <80°C) | Buono | Buono | Comparabile |
| Acqua di mare (<20°C, pulita) | Marginale | Buono | 2205 preferito |
| Acqua di mare (>30°C) | Non idoneo | Adeguato | 2205; oppure considerare l'aggiornamento |
| Sostanze organiche clorurate | Povero | Buono | 2205 preferito |
| Urea/carbammato | Scarso (rischio SCC) | Buono | 2205 preferito |
| Liquido di macinazione Kraft | Fiera | Molto buono | 2205 preferito |
| Acidi alimentari/bevande | Buono | Buono | 316L (costo, conformità) |
| Acido fosforico (pulito) | Buono | Buono | Comparabile |
| Ossidante ad alta temperatura (>315°C) | Buono | Non adatto | 316L |
Come si confrontano la fabbricabilità, la saldabilità e la lavorabilità?
La scelta del materiale non può prescindere dalla praticità di produzione. La lega con proprietà meccaniche e di corrosione ideali che non può essere fabbricata in modo economico nella geometria del componente richiesto non è una scelta di specifica valida.
Saldabilità: Dove il 316L ha un vantaggio significativo
La microstruttura austenitica monofase del 316L lo rende uno dei gradi inossidabili più facili da saldare. L'assenza di ferrite significa che non c'è rischio di formazione di fase sigma nella ZTA di saldatura e il basso contenuto di carbonio elimina il rischio di sensibilizzazione. Il 316L può essere saldato essenzialmente con qualsiasi processo di saldatura ad arco, accetta ampi intervalli di apporto termico senza danni microstrutturali e non richiede alcun trattamento termico pre o post-saldatura per la maggior parte delle applicazioni. La scelta del riempitivo è semplice: filo ER316L (AWS A5.9) per saldature simili, ER309L o ER312 per giunti dissimili.
La saldatura del 2205 duplex richiede una maggiore disciplina di processo. Il ciclo termico di saldatura deve mantenere l'apporto di calore tra circa 0,5 e 1,5 kJ/mm (GTAW) per ottenere un'adeguata riformazione dell'austenite nella ZTA raffreddata dalla temperatura di solidificazione. Un raffreddamento troppo lento (apporto termico eccessivo o temperatura di interpass elevata) provoca la formazione della fase sigma; un raffreddamento troppo rapido (apporto termico insufficiente) produce una ZTA eccessivamente ferritica con tenacità e resistenza alla corrosione ridotte.
L'apporto per la saldatura del 2205 è ER2209 (AWS A5.9), leggermente sovra-legato in nichel per compensare la maggiore velocità di raffreddamento che favorisce la ferrite nel deposito di saldatura. La temperatura di interpass deve essere mantenuta al di sotto dei 150°C, un requisito che rallenta la produttività della saldatura su giunti complessi a più passate rispetto al 316L.
Per le saldature sul campo, le saldature di riparazione o le lavorazioni complesse che prevedono molte passate di saldatura su sezioni pesanti, la maggiore tolleranza del 316L alle variazioni del processo di saldatura lo rende una scelta meno rischiosa dal punto di vista del controllo qualità.
Confronto della lavorabilità
Il 316L è di per sé considerato un materiale moderatamente difficile da lavorare rispetto all'acciaio al carbonio, soprattutto a causa del suo comportamento di incrudimento e della tendenza alla formazione di bordi sugli utensili da taglio. Tuttavia, rispetto al 2205, il 316L è significativamente più lavorabile:
| Parametro di lavorazione | 316L | 2205 Duplex | Implicazioni pratiche |
|---|---|---|---|
| Indice di lavorabilità relativa | ~45-55% | ~30-40% | Il 2205 richiede velocità inferiori |
| Tasso di indurimento del lavoro | Moderato-alto | Alto | Il 2205 ha bisogno di alimentazioni più elevate |
| Forza di taglio (relativa) | 1.00x | 1.25-1.40x | Il 2205 richiede macchine più potenti |
| Durata dell'utensile (relativa) | 1.00x | 0.55-0.70x | 2205 consuma gli utensili più velocemente |
| Velocità di taglio consigliata (tornitura) | 120-180 m/min | 80-150 m/min | Adeguato alla tempra del lavoro |
| Velocità di avanzamento minima consigliata | 0,10 mm/giro | 0,15 mm/giro | Tagli con avanzamento più elevato al di sotto dello strato indurito |
| Utensili preferiti | Carburo P15-P25 | Carburo P25-P35 | Metallo duro per 2205 |
Fonte: Guida alla lavorazione dell'acciaio inossidabile di Sandvik Coromant, 2023; dati di lavorazione di Kennametal.
Per i componenti lavorati di precisione (alberi di pompe, steli di valvole, elementi di fissaggio e raccordi per strumenti), il costo di lavorazione più elevato del 2205 (da 25% a 40% di tempo di ciclo in più rispetto alle operazioni equivalenti in 316L) deve essere considerato nel calcolo del costo totale del componente.
Formatura e trafilatura a freddo
L'elevata duttilità del 316L (40%+ di allungamento) e il suo limite di snervamento relativamente basso lo rendono eccellente per le operazioni di formatura a freddo, tra cui l'imbutitura profonda, l'idroformatura e la curvatura dei tubi. Il maggiore carico di snervamento del 2205 richiede una forza di formatura da 40% a 60% maggiore per una deformazione equivalente e il suo minore allungamento richiede attenzione ai raggi di curvatura minimi (raggio interno da 3t a 4t per il 2205 contro 1,5t - 2t per il 316L in stock piatto).
Per i tubi trafilati, gli estrusi sagomati o i complessi raccordi a pressione formati a freddo, le caratteristiche di formatura del 316L rappresentano un significativo vantaggio produttivo che influisce sulla progettazione degli utensili, sui requisiti di capacità delle presse e sulla frequenza di ricottura durante le operazioni di formatura in più fasi.
Finitura ed estetica della superficie
Il 316L raggiunge una qualità di finitura superficiale superiore con valori di rugosità superficiale (Ra) inferiori dopo la lucidatura meccanica rispetto al 2205. La microstruttura bifasica del 2205 crea tassi di lucidatura differenziati tra i grani di austenite e ferrite, limitando il valore di Ra ottenibile con la lucidatura meccanica a circa 0,4-0,8 micron. Il 316L raggiunge regolarmente Ra inferiori a 0,2 micron e il 316L elettrolucidato raggiunge Ra inferiori a 0,1 micron. Questo vantaggio di finitura superficiale è fondamentale nelle applicazioni farmaceutiche, alimentari e dei semiconduttori, dove i requisiti di Ra sono specificati per l'igiene o il controllo della contaminazione.
Quali sono i limiti di temperatura di servizio per ciascuna lega?
La compatibilità dell'intervallo di temperatura è un vincolo binario nella selezione delle leghe: un materiale che si guasta nell'intervallo di temperatura richiesto è semplicemente inadatto, indipendentemente da altri vantaggi.
Limiti superiori di temperatura
2205 Duplex Temperatura massima:
La temperatura di servizio massima pratica per il duplex 2205 in applicazioni strutturali sostenute è di 315°C (600°F), stabilita dalle norme ASME BPVC e supportata da un ragionamento metallurgico. Al di sopra dei 300°C, la fase sigma (composto intermetallico Fe-Cr) inizia a formarsi progressivamente nella microstruttura del duplex. Formazione della fase sigma:
- Riduce l'energia d'urto Charpy a temperatura ambiente da 50% a 90% anche a basse frazioni di volume (una fase sigma di soli 1% causa un significativo infragilimento).
- Riduce la resistenza alla corrosione per vaiolatura a livelli paragonabili a quelli del 316 standard.
- Riduce la duttilità dall'allungamento tipico di 25% a meno di 5% in condizioni di grave infragilimento.
La curva TTT (Tempo-Temperatura-Trasformazione) per la fase sigma nel 2205 mostra la cinetica di trasformazione più rapida nell'intervallo 700°C-900°C (da minuti a ore per una frazione di fase significativa). Anche a 400-500°C, la fase sigma si forma in periodi di servizio prolungati (migliaia di ore), rendendo sconsigliabile un servizio prolungato al di sopra dei 315°C.
316L Temperatura superiore:
Il 316L mantiene la classificazione del codice ASME per i recipienti a pressione fino a circa 815°C, anche se la progettazione pratica rimane in genere al di sotto dei 600°C, dove il creep diventa significativo. La fase Sigma può formarsi anche nel 316 a temperature superiori a circa 550°C con un'esposizione estremamente lunga (migliaia di ore), ma la cinetica è molto più lenta rispetto ai gradi duplex. Per le apparecchiature di riscaldamento di processo, i componenti dei forni e i reattori chimici ad alta temperatura, il 316L è la scelta austenitica appropriata quando sono richieste sia la temperatura che la resistenza alla corrosione.
Limiti inferiori di temperatura
2205 Duplex Temperatura minima:
Il codice ASME e la maggior parte degli standard ingegneristici limitano il duplex 2205 a una temperatura minima di progetto di -40°C senza che sia necessario eseguire prove d'urto. Tra -20°C e -40°C, l'energia d'impatto Charpy scende da circa 150-250 J a circa 80-150 J. Per le applicazioni che richiedono un'energia d'impatto costante a temperature inferiori allo zero, è necessario specificare il test Charpy a calore di produzione specifico alla temperatura di progetto secondo il metodo B di ASTM A923.
Al di sotto dei -40°C, il 2205 è generalmente inadatto al servizio strutturale. La struttura cristallina BCC della fase di ferrite si avvicina alla transizione da duttile a fragile e, anche se l'austenite fornisce una certa moderazione della tenacità, l'energia d'impatto totale del sistema scende a livelli inferiori alla maggior parte dei minimi di progettazione.
316L Temperatura minima:
L'acciaio inossidabile austenitico 316L è adatto al servizio a qualsiasi temperatura criogenica raggiungibile, compresa quella dell'elio liquido (-269°C). La sua struttura cristallina FCC non subisce una transizione da duttile a fragile a nessuna temperatura. Ciò rende il 316L (e il 304L) il materiale standard per recipienti criogenici, componenti LNG, apparecchiature criogeniche di laboratorio e sistemi di manipolazione del propellente per razzi, dove sono richieste sia la tenacità alle basse temperature che la resistenza alla corrosione.
| Regime di temperatura | 316L Idoneità | 2205 Idoneità | Grado consigliato |
|---|---|---|---|
| Oltre 315°C | Buono fino a ~815°C (ASME) | Non adatto (fase sigma) | 316L |
| Da 100°C a 315°C | Eccellente | Buono, entro i limiti | Entrambi; 2205 se è necessaria la resistenza |
| Da 0°C a 100°C | Eccellente | Eccellente | 2205 se presente Cl; 316L se non presente |
| Da -40°C a 0°C | Eccellente | Buono (con test d'impatto) | Entrambi; verificare 2205 Charpy |
| Da -100°C a -40°C | Eccellente | Non raccomandato | 316L |
| Sotto i -100°C (criogenico) | Eccellente | Non idoneo | 316L |
Quali applicazioni sono più adatte all'acciaio duplex 2205 rispetto all'acciaio inossidabile 316?
Il confronto tecnico precedente diventa più significativo se tradotto in raccomandazioni applicative specifiche. L'analisi che segue riflette la nostra esperienza di consulenza a ingegneri di processo e team di approvvigionamento in diversi settori industriali.
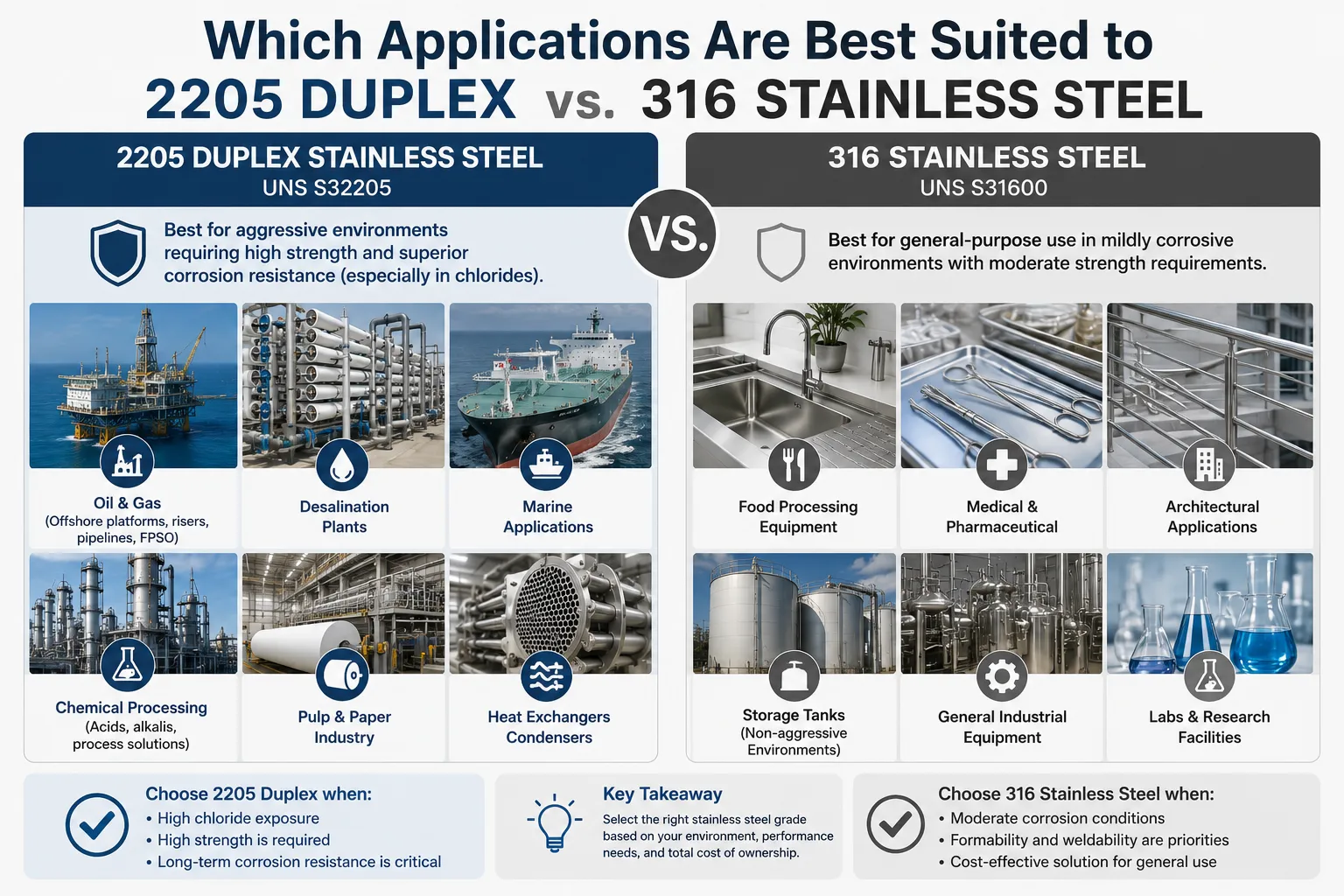
Applicazioni in cui il 2205 è la scelta migliore
Componenti strutturali e tubazioni della piattaforma offshore: Linee di iniezione dell'acqua prodotta, linee di sollevamento dell'acqua di mare, tubazioni di processo in superficie e tubolari strutturali. La combinazione di elevata resistenza (risparmio di peso e di costi grazie a sezioni di parete più sottili) e di resistenza alla SCC da cloruro affronta direttamente le due modalità di guasto dominanti del 316L in questo ambiente. Lo standard NORSOK M-630 indica il 2205 come materiale standard per molte applicazioni di tubazioni offshore proprio per questo duplice vantaggio.
Apparecchiature per impianti di desalinizzazione: I recipienti a pressione per l'osmosi inversa, gli alberi delle pompe e gli alloggiamenti delle membrane ad alta pressione operano in acqua di mare a temperature e concentrazioni di cloruro che superano le capacità del 316L. Il vantaggio del 2205 in termini di pressione consente di avere pareti più sottili nei recipienti ad alta pressione, mentre la sua resistenza alla vaiolatura previene i guasti passanti da corrosione localizzata che comprometterebbero l'integrità del sistema RO.
Apparecchiature di processo per impianti chimici: Reattori di urea e fertilizzanti e relative tubazioni, digestori di cartiere e impianti di candeggio e reattori di prodotti chimici organici clorurati, dove la suscettibilità del 316L alle SCC crea un rischio di guasto inaccettabile. Il costo di un guasto da SCC in un recipiente a pressione - comprese le perdite di produzione, le riparazioni di emergenza, le notifiche alle autorità e le indagini sull'incidente - supera di gran lunga qualsiasi premio di costo del materiale per il 2205.
Ponti e infrastrutture marine: In ambienti costieri caratterizzati da nebbia salina e umidità elevata, i componenti strutturali in 316L sviluppano vaiolatura superficiale e perdita di sezione che richiede un intervento di manutenzione entro 10-15 anni. La superiore resistenza alla vaiolatura del 2205 allunga gli intervalli di ispezione e riduce i costi di manutenzione per una vita utile delle infrastrutture di 50-100 anni.
Scambiatori di calore ad alta pressione: Quando i fluidi lato tubo o lato mantello contengono cloruri a temperature superiori a 50°C, i fasci di tubi 2205 eliminano il rischio di SCC che rende inadatto il 316L. La resistenza allo snervamento 2,5 volte superiore del 2205 consente inoltre di avere pareti dei tubi più sottili e diametri più piccoli per una superficie di trasferimento del calore equivalente, migliorando potenzialmente l'efficienza termica.
Applicazioni in cui il 316L rimane la scelta migliore
Servizio criogenico: Qualsiasi applicazione a temperature inferiori a -40°C richiede la piena tenacità criogenica dell'acciaio inossidabile austenitico. Il 316L è lo standard consolidato per gli interni degli impianti di GNL, per i serbatoi di azoto liquido, per le pompe criogeniche e per le apparecchiature di stoccaggio a freddo. Il 2205 non può essere utilizzato con sicurezza in queste applicazioni.
Applicazioni alimentari, farmaceutiche e in camera bianca: Nei casi in cui la conformità alla FDA, le normative UE sui materiali destinati al contatto con gli alimenti o i requisiti di finitura superficiale al di sotto di Ra 0,2 micron sono obbligatori, la storia dell'approvazione normativa del 316L, la levigabilità e la capacità di elettrolucidatura offrono vantaggi che il 2205 non può eguagliare. Il sovrapprezzo del 2205 in questi ambienti non offre vantaggi di resistenza alla corrosione tali da giustificarlo.
Apparecchiature di processo ad alta temperatura superiori a 315°C: I componenti dei forni, i riscaldatori di processo, i reattori ad alta temperatura e le superfici degli scambiatori di calore esposti a temperature superiori a 315°C richiedono gradi austenitici. Il 316L, con il suo codice di classificazione fino a 815°C e l'assenza di problemi di infragilimento di fase sigma, è la scelta più semplice.
Costruzioni complesse con saldature estese: I telai di skid, i moduli di processo e i recipienti a pressione complessi con decine di giunti di saldatura e un accesso difficile per l'ispezione post-saldatura beneficiano della tolleranza di saldatura superiore del 316L. Il rischio di produrre inavvertitamente fasi deleterie attraverso deviazioni del processo di saldatura è sostanzialmente inferiore con il 316L rispetto al 2205.
Ambienti leggermente corrosivi a basso costo: Quando le concentrazioni di cloruro sono inferiori a 200 ppm, le temperature sono inferiori a 40°C e non sono presenti concentrazioni di tensioni di trazione, il 316L offre un'adeguata protezione dalla corrosione a un costo del materiale inferiore di 15%- 25% rispetto al 2205. Specificare il 2205 in questi ambienti non è un'ottimizzazione ingegneristica, ma un costo inutile.
Come si confrontano i costi reali del ciclo di vita e l'economia?
Il confronto finanziario tra 2205 e 316 richiede una prospettiva del ciclo di vita, non un confronto del prezzo di acquisto. È qui che molte decisioni di acquisto sbagliano: ottimizzare la fattura iniziale del materiale ignorando il costo totale di proprietà nel corso della vita del componente.
Confronto dei costi dei materiali nel 2025-2026
Prezzi di mercato approssimativi per forme di prodotto comuni:
| Forma del prodotto | 316L Prezzo (USD/kg) | 2205 Prezzo (USD/kg) | 2205 Premium |
|---|---|---|---|
| Foglio/piastra (dimensioni comuni) | $4.00-5.50 | $4.80-6.80 | ~20-25% |
| Barra rotonda (25-100 mm) | $4.50-6.00 | $5.20-7.50 | ~15-25% |
| Tubo senza saldatura | $5.50-8.00 | $6.50-9.50 | ~18-22% |
| Tubo (programma 10-40) | $5.00-7.50 | $6.00-8.50 | ~15-20% |
| Forgiati | $6.00-10.00 | $7.50-12.00 | ~20-25% |
Il sovrapprezzo della materia prima per il 2205 rispetto al 316L varia da circa 15% a 25% a seconda della forma del prodotto e delle condizioni di mercato. Questo premio si riduce sostanzialmente su base individuale quando si applicano le riduzioni di spessore delle pareti consentite dal maggiore carico di snervamento del 2205.
Il calcolo del costo del materiale adeguato alla resistenza
Per un recipiente a pressione o un componente di tubazione progettato con la stessa pressione nominale:
- Spessore della parete del 316L richiesto: t₁ = (P × D) / (2 × S₁) dove S₁ = 115 MPa (316L ammissibile a 100°C)
- Spessore della parete 2205 richiesto: t₂ = (P × D) / (2 × S₂) dove S₂ = 160 MPa (2205 ammissibile a 100°C)
Il rapporto t₂/t₁ = S₁/S₂ = 115/160 = 0,72 - significa che un componente 2205 richiede solo 72% dello spessore di parete di un componente 316L equivalente. Se il peso del materiale è proporzionale allo spessore della parete, la quantità effettiva di materiale per un componente 2205 è inferiore di 28% rispetto al 316L a parità di pressione nominale.
Se il 2205 costa 20% in più al chilogrammo ma richiede 28% in meno di materiale in peso, il costo effettivo del materiale del componente finito è circa 0,80 × 0,72 = 0,86 × il costo del 316L. In altre parole, il 2205 può essere più economico del 316L su una base di componenti finiti classificati in base alla pressione, anche senza tener conto dell'estensione della vita utile.
Il calcolo del valore della vita utile
Il vantaggio di durata del 2205 in ambienti contenenti cloruri varia a seconda delle condizioni specifiche, ma è ben documentato:
In un caso di studio documentato di un impianto chimico costiero che tratta solventi clorurati, il confronto tra gli alberi delle pompe in 316L e in 2205 ha mostrato:
- Durata dell'albero in 316L: da 14 a 18 mesi prima che il guasto dell'SCC renda necessaria la sua sostituzione
- Durata di vita dell'albero 2205: da 7 a 10 anni senza guasti dovuti alla corrosione
Con un costo di sostituzione dell'albero di $12.000 per evento (parte + manodopera + tempo di inattività), i costi del ciclo di vita a 10 anni sono stati:
- 316L: circa 7 eventi di sostituzione × $12.000 = $84.000
- 2205: circa 1 evento di sostituzione × $16.000 (costo iniziale più elevato) = $16.000
- Risparmio netto a 10 anni dal 2205: circa $68.000 per albero della pompa
Estrapolando i dati da un tipico impianto chimico con 40-80 unità di pompaggio, i risparmi totali derivanti dall'aggiornamento sistematico del 316L al 2205 raggiungono da $2,7 a $5,4 milioni in un periodo di 10 anni: un ritorno sull'investimento irresistibile che giustifica molte volte il sovrapprezzo della specifica (Avesta Sheffield Corrosion Handbook, Sandvik, 2004).
Come si comporta ogni lega nelle applicazioni industriali di viti e componenti meccanici?
La scelta tra 2205 e 316 nei componenti meccanici industriali - tra cui viti per estrusori, manicotti per alberi, steli di valvole, giranti di pompe e dispositivi di fissaggio - richiede un bilanciamento tra la resistenza alla corrosione e i requisiti meccanici specifici delle apparecchiature rotanti e alternate.
Applicazioni di estrusori e viti di lavorazione
Nelle apparecchiature per la lavorazione dei polimeri che trattano composti corrosivi, entrambe le leghe sono presenti nell'hardware adiacente alla vite (piuttosto che nel corpo della vite primaria, che in genere utilizza acciai da utensili speciali o sovrapposizioni ad alta lega per la resistenza all'usura). In particolare:
Hardware della zona di alimentazione e componenti della canna: Il 316L è stato storicamente utilizzato per rivestimenti di tramogge, supporti di barili e componenti di sezioni di alimentazione nella lavorazione di polimeri per uso generale. Quando si lavorano polimeri clorurati (PVC, PVDC, polietilene clorurato), l'HCl generato durante la lavorazione e il cloruro residuo nei materiali di alimentazione creano un ambiente corrosivo che spesso provoca vaiolatura e SCC nei componenti in 316L a temperature operative superiori a 60°C. L'aggiornamento al 2205 per questi componenti nelle linee di lavorazione del PVC e dei polimeri alogenati prolunga costantemente la durata di vita da 3 a 5 volte, secondo quanto riportato dagli impianti di compoundazione europei e nordamericani.
Flange di adattamento e pezzi di transizione: Le flange imbullonate che collegano le sezioni del barile dell'estrusore, gli adattatori della matrice e i componenti del tubo di fusione sono soggette a sollecitazioni meccaniche (precarico del bullone, cicli termici) e all'esposizione chimica. La combinazione di sollecitazioni di trazione sostenute e ambienti di fusione di polimeri contenenti cloruri è esattamente la condizione in cui il 316L si guasta per SCC. I componenti 2205 in questi luoghi eliminano i guasti da SCC, fornendo al contempo valori di pressione compatibili con le pressioni operative tipiche dei sistemi di estrusione, da 300 a 700 bar.
Componenti della trasmissione a vite e del riduttore: Gli alloggiamenti dei cuscinetti reggispinta e i componenti degli alberi di uscita delle scatole degli ingranaggi in ambienti di lavorazione marini o costieri sono esposti all'aria salata che si condensa sulle superfici durante le interruzioni della produzione. L'aggiornamento di questi componenti dal 316L al 2205 elimina i guasti da vaiolatura negli impianti di lavorazione costieri, riducendo gli interventi di manutenzione che causano i tempi di fermo della linea di estrusione.
Applicazioni dei dispositivi di fissaggio
Gli elementi di fissaggio 316L sono standard nelle applicazioni alimentari, farmaceutiche e industriali in generale. Gli elementi di fissaggio 2205 offrono vantaggi specifici in:
- Bullonatura offshore e marina (elimina la SCC in caso di precarico prolungato in ambienti con spruzzi di acqua di mare).
- Connessioni flangiate per impianti chimici (evita la rottura dei bulloni in atmosfere di vapore di processo clorurato).
- Collegamenti strutturali esterni costieri (estende gli intervalli di manutenzione da 5-7 anni a 15-20 anni).
La maggiore resistenza allo snervamento degli elementi di fissaggio 2205 (450 MPa minimo contro i 170 MPa del 316L) consente una migliore ritenzione del precarico durante i cicli termici, un vantaggio pratico nelle flange delle tubazioni di processo che subiscono fluttuazioni di temperatura.
Componenti della pompa
Le giranti delle pompe centrifughe, gli anelli di usura e i manicotti degli alberi in servizio in acqua di mare rappresentano uno dei confronti applicativi più documentati tra 2205 e 316. L'esperienza sul campo pubblicata da impianti di desalinizzazione, centrali elettriche costiere e piattaforme offshore dimostra costantemente:
- Giranti in 316L in servizio con acqua di mare: danni da vaiolatura entro 1 - 3 anni, con necessità di equilibratura o sostituzione.
- Giranti 2205 in servizio equivalente: intervalli di servizio da 8 a 15 anni senza vaiolatura o alterazioni dell'equilibrio.
Questa maggiore durata riduce direttamente gli eventi di manutenzione pianificati e non pianificati. In un tipico sistema di raffreddamento ad acqua di mare con 10-20 gruppi di pompe, il passaggio da giranti e anelli di usura in 316L a 2205 riduce il costo della manodopera per la manutenzione delle pompe da 40% a 60% su un periodo di 10 anni, sulla base di documenti di ingegneria navale provenienti da diversi programmi di costruzione navale e commerciale.
Quali standard, specifiche e certificazioni si applicano a ciascun grado?
La conformità dei materiali alle specifiche applicabili non è facoltativa in nessuna applicazione industriale: è il fondamento contrattuale e ingegneristico del rapporto di fornitura.
Standard rilevanti per 316 e 316L
| Forma del prodotto | 316 / 316L Specifiche | Designazione UNS |
|---|---|---|
| Lastre e piastre | ASTM A240 | S31600 / S31603 |
| Bar e forme | ASTM A276 | S31600 / S31603 |
| Bar (recipiente a pressione) | ASTM A479 | S31600 / S31603 |
| Tubo senza saldatura | ASTM A213, A269 | S31600 / S31603 |
| Tubo | ASTM A312 | S31600 / S31603 |
| Forgiati | ASTM A182 Grado F316/F316L | S31600 / S31603 |
| Raccordi | ASTM A403 | S31600 / S31603 |
| Filo per saldatura | AWS ER316L (A5.9) | S31603 |
| Vaso a pressione ASME | ASME Sezione II Parte A (SA-240, SA-276, SA-479) | S31600 / S31603 |
Norme pertinenti per 2205 Duplex
| Forma del prodotto | 2205 Specifiche | Designazione UNS |
|---|---|---|
| Lastre e piastre | ASTM A240 | S32205 |
| Bar e forme | ASTM A276 | S32205 |
| Bar (recipiente a pressione) | ASTM A479 | S32205 |
| Tubo senza saldatura | ASTM A789, A790 | S32205 |
| Tubo | ASTM A790 | S32205 |
| Forgiati | ASTM A182 Grado F51 | S32205 |
| Raccordi | ASTM A815 | S32205 |
| Filo per saldatura | AWS ER2209 (A5.9) | -- |
| Vaso a pressione ASME | ASME Sezione II Parte A (SA-240, SA-479) | S32205 |
| Servizio acido | NACE MR0175/ISO 15156 Parte 3 | S32205 |
| Rilevamento di fase | ASTM A923 | Si applica alla 2205 |
Requisiti di certificazione per entrambi i gradi
Per qualsiasi fornitura industriale di questi materiali, lo standard minimo di documentazione è il certificato di macinazione EN 10204 Tipo 3.1, che deve includere:
- Numero di calore (fuso) con composizione chimica completa per tutti gli elementi specificati.
- Risultati delle prove meccaniche (trazione, snervamento, allungamento, riduzione dell'area).
- Risultati del test di durezza.
- Conferma delle condizioni di trattamento termico.
- Firma autorizzata del produttore.
Per il servizio di recipienti a pressione, la specifica richiesta è ASTM A479 (non A276) e l'accettazione del codice ASME richiede che il materiale sia elencato nella sezione II, parte A, dell'ASME.
Per il 2205 in qualsiasi applicazione critica per la corrosione, il test di rilevamento della fase ASTM A923 deve essere specificato come requisito supplementare per verificare l'assenza di fase sigma. Ciò è particolarmente importante quando si riceve materiale da fonti meno conosciute.
L'identificazione positiva del materiale (PMI) mediante XRF distingue definitivamente il 2205 dal 316L: il 2205 mostra circa 22% Cr, 5% Ni, 3% Mo; il 316L mostra circa 17% Cr, 11% Ni, 2,3% Mo. L'ispezione visiva non è in grado di distinguere queste leghe: il PMI è obbligatorio per qualsiasi applicazione critica per la sicurezza.
Domande frequenti: 2205 Duplex vs. acciaio inox 316
1. Il 2205 duplex è più resistente dell'acciaio inox 316?
Sì, l'acciaio duplex 2205 è significativamente più resistente dell'acciaio inossidabile 316. Il limite minimo di snervamento del 2205 secondo la norma ASTM A276 è di 450 MPa (65 ksi), pari a circa 2,6 volte il limite minimo di 170 MPa (25 ksi) del 316L e a 2,2 volte il limite minimo di 205 MPa (30 ksi) del 316 standard. I valori di produzione tipici estendono ulteriormente questo vantaggio, con il 2205 che in genere raggiunge una resistenza allo snervamento di 515-650 MPa rispetto ai 220-310 MPa del 316L. Questo vantaggio di resistenza ha implicazioni dirette sulla progettazione: per valori di pressione equivalenti, i componenti in 2205 richiedono circa 40% di materiale in meno rispetto al 316L, compensando in parte il sovrapprezzo al chilogrammo. La maggiore resistenza allo snervamento migliora anche il mantenimento del precarico nelle connessioni bullonate sottoposte a cicli termici e offre una maggiore resistenza alla deformazione da carichi meccanici in alberi, componenti di pompe e membri strutturali. Fonte: ASTM A276-21; ASME BPVC Sezione II Parte D.
2. Il 2205 duplex può sostituire l'acciaio inox 316 in tutte le applicazioni?
Il duplex 2205 non può sostituire l'acciaio inossidabile 316 in diverse categorie di applicazioni specifiche. Il servizio criogenico a temperature inferiori a -40°C richiede la piena tenacità austenitica del 316L, mentre la fase di ferrite del 2205 crea una perdita di energia d'impatto inaccettabile a temperature inferiori allo zero. Anche le applicazioni a temperature superiori a 315°C non sono adatte al 2205, che al di sopra di questo limite subisce l'infragilimento della fase sigma. Il 316L mantiene l'approvazione del codice fino a circa 815°C per i recipienti a pressione. I manufatti complessi che richiedono saldature estese beneficiano della maggiore tolleranza di processo del 316L e dei requisiti post-saldatura più semplici. Le applicazioni in campo alimentare, farmaceutico e dei semiconduttori che richiedono una finitura superficiale inferiore a Ra 0,2 micron o specifiche approvazioni normative sono tipicamente indicate per il 316L. Per le applicazioni che combinano ambienti con cloruri, temperature comprese tra 0°C e 315°C e carichi meccanici, il 2205 è generalmente superiore. Fonte: ASME BPVC Sezione VIII; ASTM A923; Outokumpu Duplex Stainless Steel Handbook, 2021.
3. Quale lega è più resistente alla corrosione dell'acqua di mare?
L'acciaio duplex 2205 offre una resistenza alla corrosione dell'acqua di mare nettamente superiore a quella dell'acciaio 316 in quasi tutte le condizioni pratiche. La temperatura critica di vaiolatura (ASTM G48 Metodo E) per il 316L in 6% FeCl3 è di circa 15-20°C, mentre il 2205 raggiunge 35-45°C - il che significa che il 316L inizia a vaiolarsi a temperature ben al di sotto degli intervalli operativi tipici dell'acqua di mare, mentre il 2205 rimane passivo. In acqua di mare naturale a temperatura ambiente (15°C - 30°C), il 316L sviluppa la vaiolatura nelle fessure e nelle discontinuità superficiali nel giro di mesi o anni, mentre i componenti in 2205 fabbricati correttamente rimangono privi di vaiolatura per 15-25 anni di servizio documentato. Inoltre, il 316L è altamente suscettibile alla cricca da tensocorrosione da cloruri in acqua di mare a temperature superiori a 50°C e sotto qualsiasi sollecitazione di trazione, mentre la microstruttura duplex del 2205 resiste alla SCC anche a temperature prossime al limite superiore di servizio. Per applicazioni in acqua di mare a temperature superiori a 40°C o in condizioni di stagnazione, il super duplex 2507 offre una protezione migliore di entrambi i gradi. Fonte: Nilsson, Materials Science and Technology, 1992; Sedriks, Corrosion of Stainless Steels, Wiley, 1996.
4. Qual è la differenza di costo tra l'acciaio duplex 2205 e l'acciaio inossidabile 316L?
Il premio sul costo delle materie prime per il 2205 duplex rispetto al 316L è di circa 15% - 25% per chilogrammo nelle forme di prodotto standard nelle condizioni di mercato del 2025-2026. Tuttavia, questo premio al chilogrammo non rappresenta con precisione la differenza di costo del componente finito. Poiché il carico di snervamento minimo del 2205 (450 MPa) è circa 2,6 volte quello del 316L (170 MPa), i componenti a pressione in 2205 richiedono circa 40% in meno di materiale in peso per valori di pressione equivalenti secondo le norme di progettazione ASME. In termini di costo per MPa di resistenza, il 2205 è da 40% a 50% circa meno costoso del 316L. Su una base di costo del ciclo di vita che tiene conto dell'estensione della durata di servizio in ambienti con cloruri, il 2205 raggiunge in genere un costo totale di proprietà da 50% a 70% inferiore a quello del 316L quando si sostituiscono componenti in caso di SCC indotto da cloruri o di guasti da vaiolatura. Il confronto economico corretto non è mai il prezzo della materia prima al chilogrammo, ma piuttosto il costo totale di installazione e manutenzione nel corso della vita utile dell'apparecchiatura. Fonte: ASME BPVC Sezione II Parte D; dati di approvvigionamento MWalloys.
5. Come si confronta la resistenza alla criccatura da stress da cloruro tra le due leghe?
L'acciaio duplex 2205 è molto più resistente all'SCC da cloruro rispetto all'acciaio 316. Il 316L non supera il test standard del cloruro di magnesio bollente (ASTM G36) entro 2-24 ore, mentre il 2205 non mostra alcuna cricca dopo oltre 500 ore nelle stesse condizioni. Nel servizio industriale, i componenti in 316L sottoposti a sollecitazione di trazione in ambienti contenenti cloruro a temperature superiori a circa 50-60°C possono subire una frattura fragile da SCC entro mesi o anni, spesso senza che la corrosione generale visibile preceda il cedimento. La microstruttura duplex del 2205 offre resistenza agli SCC attraverso due meccanismi: la fase di ferrite interrompe fisicamente i percorsi di propagazione delle cricche che si snoderebbero in modo continuo attraverso l'austenite monofasica e il contenuto più elevato di cromo-molibdeno fornisce una stabilità superiore del film passivo che resiste al meccanismo di avanzamento della punta della cricca assistito dalla corrosione. In casi industriali documentati, il passaggio di componenti di apparecchiature di processo dal 316L al 2205 in ambienti contenenti cloruri a temperature superiori a 60°C elimina i guasti da SCC. Fonte: Sedriks, Corrosion of Stainless Steels, Wiley, 1996; dati dei test ASTM G36.
6. Qual è la temperatura massima di servizio del 2205 duplex rispetto al 316L?
La temperatura massima di servizio per il duplex 2205 in servizi strutturali o di pressione sostenuti è di 315°C (600°F) secondo il codice ASME BPVC. Al di sopra di questa temperatura, la fase sigma (un intermetallo ferro-cromo fragile) si forma progressivamente nella microstruttura del duplex, infragilendo la lega e riducendo la resistenza alla corrosione. Anche piccole quantità di fase sigma (appena 1% in volume) possono ridurre l'energia d'urto Charpy da 50% a 80% e causare fratture fragili sotto carico meccanico. Il 316L è approvato dal codice ASME per il servizio in recipienti a pressione fino a circa 815°C (1.500°F), anche se le limitazioni pratiche di corrosione e ossidazione regolano la temperatura di progetto in ambienti di servizio specifici. Il limite di temperatura è quindi un fattore di selezione decisivo: qualsiasi applicazione che preveda temperature sostenute superiori a 315°C deve utilizzare il 316L o un altro grado austenitico. Le escursioni termiche di breve durata al di sopra dei 315°C nel 2205 non causano immediatamente infragilimento sigma, ma devono essere valutate in base alla curva sigma TTT per il tempo di esposizione e la temperatura specifici. Fonte: ASME BPVC Sezione II Parte D; Nilsson, J.O., Scienza e Tecnologia dei Materiali, 1992.
7. L'acciaio duplex 2205 può essere utilizzato in applicazioni alimentari?
L'acciaio duplex 2205 non è vietato nelle applicazioni a contatto con gli alimenti e soddisfa i requisiti di composizione della maggior parte delle normative sugli acciai inossidabili per uso alimentare. Tuttavia, è raramente specificato negli ambienti di lavorazione degli alimenti per diverse ragioni pratiche. In primo luogo, il 316L ha una storia di approvazione normativa più lunga ed è esplicitamente citato nella FDA 21 CFR e nel Regolamento UE n. 10/2011 per i materiali a contatto con gli alimenti, mentre la documentazione normativa del 2205 è meno completa. In secondo luogo, la finitura superficiale ottenibile con il 2205 mediante lucidatura meccanica è limitata a circa Ra 0,4-0,8 micron a causa della lucidatura differenziale tra i grani di austenite e ferrite, mentre il 316L raggiunge facilmente Ra inferiori a 0,2 micron e Ra elettrolucidati inferiori a 0,1 micron richiesti per le apparecchiature igieniche in applicazioni casearie, farmaceutiche e simili. In terzo luogo, il miglioramento della resistenza alla corrosione che il 2205 offre negli ambienti alimentari (dove le concentrazioni di cloruro sono tipicamente basse e le temperature moderate) non giustifica il suo sovrapprezzo. Il 2205 è appropriato per i componenti strutturali delle fabbriche alimentari costiere, dove è la corrosione atmosferica esterna a preoccupare, piuttosto che le superfici a contatto con gli alimenti. Fonte: Regolamento UE 10/2011; Linee guida EHEDG; ASTM A480.
8. In che modo i team di approvvigionamento devono verificare di aver ricevuto la lega corretta?
L'identificazione positiva del materiale (PMI) mediante analizzatori XRF (fluorescenza a raggi X) portatili è il metodo standard e affidabile per la verifica sul campo del 316L rispetto al 2205. Una singola misurazione XRF di 30 secondi distingue definitivamente le leghe: Il 316L mostra circa 17% di cromo, 11% di nichel, 2,5% di molibdeno; il 2205 mostra circa 22% di cromo, 5,5% di nichel, 3,2% di molibdeno. Queste differenze sono ben al di là della precisione di rilevamento di qualsiasi strumento XRF. L'ispezione visiva non è in grado di distinguere queste leghe, che hanno un aspetto identico. La verifica documentale richiede l'esame del certificato di laminazione EN 10204 3.1, controllando che la designazione UNS (S31603 per il 316L, S32205 per il 2205) e tutti i valori di composizione chimica corrispondano ai requisiti della specifica. Il PMI in entrata dovrebbe essere obbligatorio per qualsiasi applicazione critica per la sicurezza, indipendentemente dalla documentazione di certificazione. L'inventario misto di 316L e 2205 è un meccanismo di guasto noto nei sistemi a pressione ed è stato coinvolto in guasti di servizio quando il grado sbagliato è installato in un servizio contenente cloruro o ad alta pressione. Fonte: ASTM E1476; EN 10204; NACE SP0472.
9. Il 2205 duplex richiede procedure di saldatura speciali rispetto al 316L?
Sì. Il 2205 duplex richiede procedure di saldatura più controllate rispetto al 316L. I requisiti principali sono: l'apporto di calore deve essere mantenuto tra 0,5 e 1,5 kJ/mm (GTAW) per garantire un'adeguata riformazione dell'austenite nella zona termicamente interessata; la temperatura di interpass deve rimanere al di sotto dei 150°C per evitare la formazione della fase sigma durante la saldatura a più passate; è necessario utilizzare l'apporto corretto (ER2209 o equivalente) per ottenere un corretto bilanciamento delle fasi del metallo saldato; per il servizio gravemente corrosivo si raccomanda una ricottura post-saldatura a 1.020°C-1.080°C seguita da spegnimento in acqua per ripristinare la microstruttura ottimale. Il 316L può essere saldato con ampi intervalli di apporto termico, con qualsiasi temperatura di interpass inferiore a circa 300°C e con l'apporto di ER316L, senza che sia necessario alcun trattamento post-saldatura per la maggior parte delle applicazioni. Per le saldature sul campo, per le strutture complesse o per le organizzazioni che non dispongono di procedure di saldatura duplex documentate e di qualifiche dei saldatori secondo la Sezione IX dell'ASME o l'AWS D1.6, il 316L presenta un rischio di qualità sostanzialmente inferiore. Le saldature duplex devono essere verificate con test ASTM A923 quando vengono utilizzate in servizi critici per la corrosione. Fonte: AWS A5.9; ASME Sezione IX; Lippold e Kotecki, Welding Metallurgy of Stainless Steels, Wiley, 2005.
10. Quale lega si dovrebbe scegliere per gli alberi e le giranti delle pompe in servizio con acqua di mare?
L'acciaio duplex 2205 è il materiale preferito per gli alberi e le giranti delle pompe in servizio in acqua di mare. Il suo PREN, pari a circa 35 contro i 24-25 del 316L, garantisce una resistenza alla vaiolatura adeguata a temperature dell'acqua di mare da normali a moderatamente elevate (fino a circa 35°C). Inoltre, la resistenza del 2205 al cloruro SCC elimina le fratture dell'albero che colpiscono gli alberi delle pompe in 316L sottoposti a sollecitazioni di flessione o torsione in ambienti marini. I dati raccolti sul campo dai sistemi di raffreddamento dell'acqua di mare, dagli impianti di desalinizzazione e dai produttori di pompe marine mostrano costantemente che le giranti in 316L subiscono danni da vaiolatura entro 1 o 3 anni, richiedendo la bilanciatura o la sostituzione, mentre i componenti equivalenti in 2205 raggiungono intervalli di servizio da 8 a 15 anni senza manutenzione per corrosione. La maggiore resistenza allo snervamento del 2205 offre anche una migliore resistenza alla fatica per gli alberi rotanti sottoposti a carichi idrodinamici variabili. Per applicazioni con pompe per acqua di mare a temperature superiori a 40°C, si consiglia di passare al super duplex 2507 (PREN circa 43) per ottenere la massima durata. Fonte: Outokumpu Corrosion Handbook, 2015; Avesta Sheffield Corrosion Handbook, Sandvik, 2004; NORSOK M-630.
Sintesi: il quadro decisionale della selezione
Il confronto tra il 2205 duplex e l'acciaio inossidabile 316 si riduce in ultima analisi a una decisione strutturata basata su quattro parametri principali:
Temperatura: Se l'ambiente di servizio supera i 315°C sostenuti o scende sotto i -40°C, è necessario il 316L. Entro la finestra da -40°C a 315°C, entrambe le leghe sono termicamente qualificate.
Esposizione al cloruro: In qualsiasi applicazione con concentrazioni di cloruro superiori a 1.000 ppm a temperature superiori a 40°C, o in qualsiasi applicazione in cui sia presente il rischio di SCC da cloruri sotto sforzo, il 2205 è tecnicamente superiore e quasi certamente il migliore investimento per il ciclo di vita.
Carico meccanico: Nei casi in cui la resistenza allo snervamento determina lo spessore della parete, il diametro dell'albero o le dimensioni del dispositivo di fissaggio, il vantaggio di 2,5 volte della resistenza del 2205 genera un reale risparmio di materiale e di costi che compensa parzialmente o totalmente il suo sovrapprezzo.
Requisiti di fabbricazione: Le lavorazioni saldate complesse, le applicazioni criogeniche e i requisiti di finitura ad alta superficie favoriscono le caratteristiche di produzione del 316L e il suo profilo di conformità alle normative.
MWalloys fornisce entrambi i gradi in tutte le forme di prodotto standard con certificazione ASTM completa, certificati di laminazione EN 10204 3.1 e verifica PMI. Il nostro team tecnico può aiutarvi ad applicare questo quadro di selezione ai vostri requisiti applicativi specifici, fornendovi la documentazione di selezione del materiale e una fornitura certificata che soddisfi le vostre specifiche ingegneristiche e le tempistiche del progetto.
Riferimenti:
- ASTM A276-21: Specifiche standard per barre e forme di acciaio inossidabile. ASTM International.
- ASTM A240-21: Specifiche standard per lamiere, fogli e strisce di acciaio inossidabile al cromo e al cromo-nichel. ASTM International.
- ASTM A479-21: Specifiche standard per barre e forme di acciaio inossidabile per caldaie e recipienti a pressione. ASTM International.
- ASTM A923-21: Metodi di prova standard per il rilevamento di fasi intermetalliche dannose negli acciai inossidabili duplex. ASTM International.
- ASTM G36: Pratica standard per la valutazione della SCC mediante il test del cloruro di magnesio bollente. ASTM International.
- ASTM G48: Metodi di prova standard per la corrosione puntiforme e interstiziale degli acciai inossidabili. ASTM International.
- Codice ASME per caldaie e recipienti a pressione, Sezione II Parte A e Parte D. ASME, 2023.
- NACE MR0175 / ISO 15156: Materiali per ambienti contenenti H2S. Edizione 2015.
- Sedriks, A.J. Corrosion of Stainless Steels, 2a edizione. Wiley, 1996.
- Nilsson, J.O. Scienza e tecnologia dei materiali, volume 8. Taylor and Francis, 1992.
- Outokumpu. Manuale degli acciai inossidabili duplex. Outokumpu Oyj, 2021.
- Outokumpu. Manuale sulla corrosione. Outokumpu Oyj, 2015.
- Lippold, J.C. e Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels. Wiley, 2005.
- Avesta Sheffield. Manuale sulla corrosione degli acciai inossidabili. Sandvik, 2004.
- Sandvik Coromant. Guida tecnica alla lavorazione dell'acciaio inossidabile. 2023.
- Norma NORSOK M-630: Schede tecniche dei materiali per le tubazioni. Industria norvegese del petrolio e del gas, 2015.
- AWS A5.9: Specifiche per elettrodi e fili di saldatura nudi in acciaio inossidabile. American Welding Society.
Questo articolo è stato prodotto dal team di redazione tecnica di MWalloys. MWalloys fornisce l'acciaio duplex Alloy 2205 e l'acciaio inossidabile 316/316L in barre, lamiere, piastre, tubi e forme forgiate con certificazione ASTM completa, documentazione EN 10204 3.1 e verifica PMI. Contattate il nostro team di ingegneri applicativi per una consulenza sulla scelta del materiale e per una fornitura certificata.
