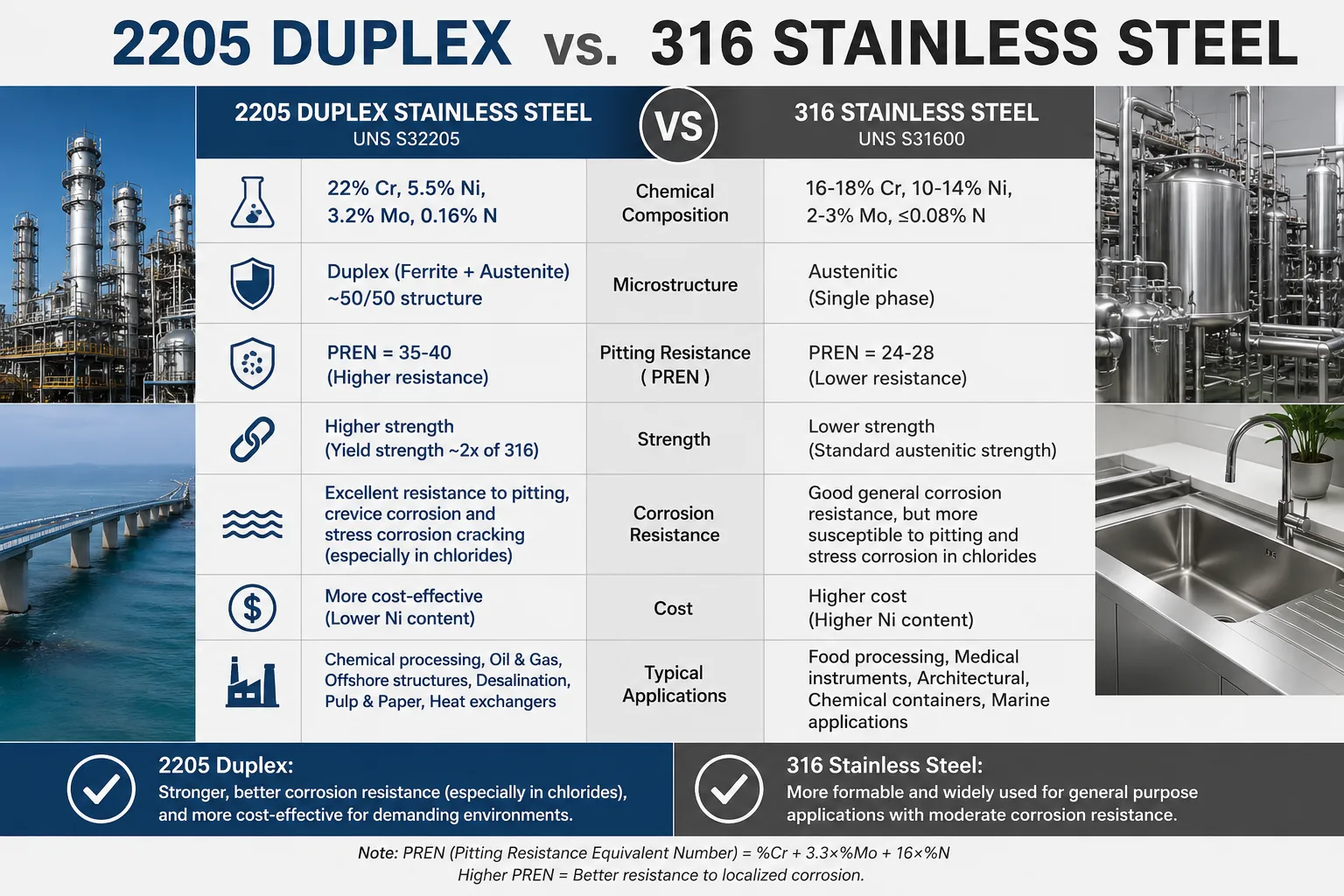
Acero inoxidable dúplex 2205 supera al acero inoxidable 316 en límite elástico en aproximadamente 2,5 veces (450 MPa mínimo frente a 170 MPa mínimo) y ofrece una resistencia superior a las picaduras por cloruros con un PREN de 35 frente a 24 para el 316L, lo que lo convierte en la opción técnicamente superior y a menudo más rentable para aplicaciones estructurales corrosivas en los sectores del petróleo y el gas, el procesamiento químico y los entornos marinos. Sin embargo, el acero inoxidable 316 mantiene claras ventajas en servicios criogénicos, fabricaciones complejas que requieren soldaduras extensas, aplicaciones por encima de 315 °C y proyectos sensibles a los costes en los que las exigencias de corrosión son moderadas. La selección de un grado incorrecto entre estas dos aleaciones aumenta los casos de mantenimiento no planificado entre 40% y 300% en función del entorno de servicio.
¿Cuáles son las diferencias metalúrgicas fundamentales entre el acero dúplex 2205 y el acero inoxidable 316?
Las diferencias de rendimiento entre estas dos aleaciones no son arbitrarias, sino que se derivan directamente de sus microestructuras y composiciones. Hemos revisado cientos de casos de sustitución de materiales a lo largo de los años, y los ingenieros que toman las mejores decisiones de selección son siempre aquellos que entienden por qué cada aleación se comporta como lo hace, no sólo lo que dicen los números publicados.
Acero inoxidable 316: La estructura totalmente austenítica
El acero inoxidable de tipo 316 (UNS S31600) y su variante de bajo contenido en carbono 316L (UNS S31603) pertenecen a la familia de los aceros inoxidables austeníticos, la categoría de acero inoxidable más utilizada en todo el mundo. La microestructura austenítica está formada en su totalidad por la fase gamma cúbica centrada en la cara (FCC), estabilizada por adiciones suficientes de níquel y manganeso para evitar la transformación en ferrita cúbica centrada en el cuerpo (BCC) que, de otro modo, se produciría a temperatura ambiente en las aleaciones de hierro con alto contenido de cromo.
La composición nominal del 316L incluye 16% a 18% de cromo, 10% a 14% de níquel, 2% a 3% de molibdeno y un máximo de 0,03% de carbono. La adición de molibdeno en el 316 lo distingue del 304 básico y mejora significativamente la resistencia a la corrosión por picaduras y grietas en entornos con cloruros. La baja especificación de carbono del 316L (0,03% máx. frente a 0,08% máx. del 316 estándar) evita la sensibilización -la precipitación de carburos de cromo en los límites de grano durante la soldadura- que, de otro modo, agotaría el cromo de la región de los límites de grano y reduciría drásticamente la resistencia a la corrosión intergranular.
La estructura FCC totalmente austenítica de la 316 proporciona dos propiedades que ninguna aleación dúplex puede reproducir totalmente: ductilidad excepcional (alargamiento típico de 40% a 60%) y tenacidad retenida a temperaturas criogénicas de hasta -196°C e inferiores. La ausencia de fase de ferrita BCC significa que no hay temperatura de transición de dúctil a frágil, lo que hace que el 316 sea adecuado para el servicio con nitrógeno líquido y oxígeno líquido.
Acero inoxidable dúplex 2205: La ventaja de las dos fases
La aleación 2205 (UNS S32205, EN 1.4462) alcanza su perfil de prestaciones gracias a una microestructura bifásica deliberadamente diseñada que contiene aproximadamente 50% de austenita y 50% de ferrita. Esta estructura dúplex es el resultado del equilibrio composicional: el alto contenido en cromo (22% a 23%) y molibdeno (3,0% a 3,5%) estabiliza la ferrita, mientras que el níquel (4,5% a 6,5%) y el nitrógeno (0,14% a 0,20%) estabilizan la austenita.
El nitrógeno es el elemento de composición que menos se tiene en cuenta en los debates sobre el rendimiento de la 2205. Entre 0,14% y 0,20%, el nitrógeno refuerza simultáneamente la fase austenita mediante el endurecimiento por disolución sólida (aportando aproximadamente entre 100 y 150 MPa de límite elástico), estabiliza el equilibrio de fases durante la soldadura y el tratamiento térmico y mejora la resistencia a las picaduras (cada 0,10% de nitrógeno aporta aproximadamente 1,6 unidades PREN). Es la razón principal por la que el 2205 alcanza límites elásticos dos veces superiores a los de los grados austeníticos a pesar de tener un contenido de níquel inferior.
La fase de ferrita aporta las dos propiedades más críticas para las aplicaciones de ingeniería en servicio de cloruros: alto límite elástico (la ferrita BCC es intrínsecamente más fuerte que la austenita FCC a composición equivalente) y resistencia al agrietamiento por corrosión bajo tensión por cloruros. La microestructura bifásica interrumpe las vías de propagación de las grietas SCC que atravesarían continuamente una matriz austenítica monofásica.
Comparación compositiva: Los números detrás de la interpretación
| Elemento | 316 / 316L | 2205 (S32205) | Implicación en el rendimiento |
|---|---|---|---|
| Carbono (C) | 0,08% / 0,03% máx. | 0,030% máx | Los dos grados C bajos resisten la sensibilización |
| Cromo (Cr) | 16-18% | 22-23% | Mayor Cr en 2205: mejor película pasiva |
| Níquel (Ni) | 10-14% | 4.5-6.5% | Más Ni en 316: mejores ácidos reductores |
| Molibdeno (Mo) | 2-3% | 3.0-3.5% | Mayor Mo en 2205: mejor resistencia al Cl |
| Nitrógeno (N) | 0,10% máx | 0.14-0.20% | 2205 N: refuerzo + resistencia a las picaduras |
| Hierro (Fe) | Saldo | Saldo | Matriz |
| Manganeso (Mn) | 2,0% máx. | 2,0% máx. | Similar |
| Microestructura | 100% Austenita | ~50% Austenita + ~50% Ferrita | Determina todas las propiedades clave |
| PREN (calculado) | ~24-26 | ~35-36 | Índice de resistencia a la picadura |
| Designación UNS | S31600 / S31603 | S32205 | Identificación estándar |
Fuentes: ASTM A276-21; ASTM A240-21; Manual de corrosión de Outokumpu, 2015.
¿Cómo se comparan las propiedades de resistencia mecánica entre distintos rangos de temperatura?
La diferencia de resistencia entre la 2205 y la 316 es la diferencia de rendimiento más cuantificable entre estas aleaciones y la más directamente aplicable a los cálculos de diseño técnico. Comprender esta diferencia a distintas temperaturas ayuda a los diseñadores a determinar dónde se traduce la ventaja de resistencia en un ahorro real de material.
Propiedades mecánicas a temperatura ambiente
Los requisitos mínimos de propiedades mecánicas establecidos por las especificaciones ASTM representan los límites inferiores garantizados. El material de producción suele superar estos mínimos con márgenes significativos:
| Propiedad | 316L (ASTM A276) | 316 (ASTM A276) | 2205 S32205 (ASTM A276) | Método de ensayo |
|---|---|---|---|---|
| Resistencia a la tracción | 485 MPa (70 ksi) min | 515 MPa (75 ksi) min | 655 MPa (95 ksi) mín. | ASTM A370 |
| 0,2% Límite elástico | 170 MPa (25 ksi) min | 205 MPa (30 ksi) min | 450 MPa (65 ksi) min | ASTM A370 |
| Alargamiento (calibre 2") | 40% mínimo | 40% mínimo | 15% mínimo | ASTM A370 |
| Reducción de la superficie | 50% mínimo | 50% mínimo | 35% mínimo | ASTM A370 |
| Dureza (máxima) | 217 HB / 95 HRB | 217 HB / 95 HRB | 293 HB / 36 HRC | ASTM E18/E10 |
| Impacto Charpy (0°C) | >200 J típicos | >200 J típicos | 150-250 J típico | ASTM E23 |
Fuentes: ASTM A276-21; datos de Special Metals Corporation; Manual técnico de Outokumpu.
La diferencia de límite elástico entre el 2205 (450 MPa mínimo, normalmente de 515 a 650 MPa en producción) y el 316L (170 MPa mínimo, normalmente de 220 a 310 MPa en producción) es espectacular. En el diseño de recipientes a presión según ASME BPVC Sección VIII, esto se traduce directamente en una reducción del espesor de pared admisible: un recipiente a presión de 2205 puede tener paredes aproximadamente 60% más delgadas que un recipiente equivalente de 316L para la misma presión de diseño, compensando parcialmente el mayor coste de material por kilogramo del 2205.
La comparación del alargamiento parece desfavorable para el 2205 (15% mínimo frente a 40% mínimo para el 316L), pero esto no refleja una ductilidad deficiente en ningún sentido práctico: el alargamiento de 15% sigue siendo muy dúctil según los estándares de ingeniería, adecuado para la mayoría de los requisitos de ductilidad de conformado, fabricación y servicio. La comparación refleja simplemente que los grados austeníticos son excepcionalmente dúctiles, no que el 2205 sea quebradizo.
Resistencia a temperaturas elevadas
A medida que aumenta la temperatura, la ventaja relativa de resistencia del 2205 sobre el 316 se reduce y finalmente se invierte a temperaturas cercanas al intervalo de formación de la fase sigma. La fase ferrita del 2205 pierde resistencia más rápidamente con la temperatura que la fase austenita del 316:
| Temperatura | 316L UTS (MPa) | 316L Rendimiento (MPa) | 2205 UTS (MPa) | 2205 Rendimiento (MPa) | 2205 Ventaja de rendimiento |
|---|---|---|---|---|---|
| 25°C | 485 | 170 | 655 | 450 | +165% |
| 100°C | 460 | 145 | 600 | 400 | +176% |
| 200°C | 425 | 130 | 560 | 360 | +177% |
| 300°C | 395 | 120 | 510 | 315 | +163% |
| 315°C | 385 | 115 | 490 | 300 | +161% |
| 400°C | 360 | 110 | No recomendado | No recomendado | N/A |
Fuente: ASME BPVC Sección II Parte D; Outokumpu Manual Técnico 2021
La temperatura máxima de diseño del código ASME para el 2205 (S32205) es de 315°C, por encima de la cual el riesgo de formación de fase sigma lo hace inadecuado para el servicio de presión con sello de código. El 316L se mantiene en el código hasta aproximadamente 815 °C, aunque las limitaciones prácticas de corrosión y fluencia restringen su rango útil por debajo de 500 °C en la mayoría de las aplicaciones.
Resistencia a bajas temperaturas: La ventaja 316
Por debajo de -40 °C, el acero inoxidable 316 mantiene indefinidamente toda su ductilidad y tenacidad al impacto, como consecuencia de su estructura cristalina austenítica FCC monofásica, que no experimenta la transición de dúctil a frágil que afecta a los metales BCC y a las aleaciones que contienen ferrita.
El dúplex 2205 pierde tenacidad progresivamente por debajo de -20°C a medida que la fase ferrita se aproxima a su transición dúctil-frágil. Los datos de impacto Charpy publicados muestran:
| Temperatura | 316L Impacto Charpy (J) | 2205 Impacto Charpy (J) |
|---|---|---|
| +20°C | >200 J | 200-300 J |
| -20°C | >200 J | 150-250 J |
| -40°C | >200 J | 80-150 J |
| -80°C | >180 J | 20-60 J (a menudo por debajo de los mínimos de diseño) |
| -196°C | >150 J | No apto para servicio estructural |
Fuente: Outokumpu Duplex Stainless Steel Handbook, 2021; recopilaciones de datos de ensayos ASTM E23.
La mayoría de los códigos y normas de ingeniería limitan el dúplex 2205 a una temperatura mínima de diseño de -40°C sin pruebas específicas de cualificación de impacto Charpy en el calor de producción. Por debajo de -40 °C, los grados austeníticos, incluidos el 316L y el 304L, son la opción adecuada.
¿Qué aleación ofrece mejor resistencia a la corrosión por picaduras y fisuras en entornos con cloruros?
Las picaduras y la corrosión por intersticios en entornos con cloruros son los modos de fallo dominantes que impulsan las mejoras de los aceros inoxidables en prácticamente todos los sectores industriales. Aquí es donde el 2205 supera claramente al 316 en la mayoría de las aplicaciones industriales.
Comparación PREN: Cuantificación de las diferencias de rendimiento
El número equivalente de resistencia a las picaduras proporciona una predicción basada en la composición de la resistencia relativa a las picaduras:
PREN = %Cr + 3,3 × %Mo + 16 × %N
Valores calculados utilizando composiciones típicas de punto medio:
- 316L: 17 + (3.3 × 2.5) = 17 + 8.25 = ~25.3
- 316: 17 + (3.3 × 2.5) = ~25.3 (igual)
- 2205 (S32205): 22.5 + (3.3 × 3.2) + (16 × 0.17) = 22.5 + 10.56 + 2.72 = ~35.8
La diferencia PREN de aproximadamente 10 unidades entre 316 y 2205 es prácticamente significativa. Los datos de ensayos electroquímicos publicados muestran:
Temperatura crítica de picadura (ASTM G48 Método E, solución 6% FeCl3):
- 316L: aproximadamente de 15°C a 20°C
- 2205: aproximadamente de 35°C a 45°C
Temperatura crítica de hendidura (ASTM G48 Método D):
- 316L: aproximadamente de 0°C a 5°C (es posible que se produzcan picaduras bajo las grietas a temperatura ambiente en soluciones de cloruro agresivas)
- 2205: aproximadamente de 20°C a 30°C.
Estos valores CPT se traducen directamente en límites de aplicación de agua de mar:
- 316L: adecuado únicamente en agua de mar limpia y fría, por debajo de aproximadamente 15°C a 20°C, sin grietas.
- 2205: adecuado en agua de mar natural a temperaturas de hasta aproximadamente 35°C a 40°C, con un diseño cuidadoso de las juntas para minimizar las grietas.
Rendimiento del agua de mar: Pruebas prácticas durante más de 20 años
La industria del petróleo y el gas en alta mar proporciona la base de datos más amplia sobre el rendimiento de estas aleaciones en agua de mar. Tras la adopción generalizada de la 2205 en el Mar del Norte a partir de la década de 1980, los registros documentados de análisis de fallos muestran:
- Tuberías y accesorios de 316L en sistemas de refrigeración por agua de mar: inicio típico de las picaduras en un plazo de 6 a 18 meses a temperaturas del agua de mar superiores a 20°C.
- 316L en zonas de salpicaduras: Fallos iniciados por SCC en un plazo de 3 a 8 años.
- 2205 en servicio equivalente: intervalos de servicio de 15 a 25 años sin picaduras ni fallos de SCC en sistemas correctamente diseñados (Nilsson, J.O., Ciencia y tecnología de los materiales, volumen 8, 1992).
Este delta de rendimiento sobre el terreno es la principal justificación para especificar 2205 en lugar de 316 en entornos marinos y de alta mar, y es directamente responsable de que 2205 sea el material estándar en las especificaciones NORSOK para los equipos de alta mar del Mar del Norte.
Umbrales de concentración de cloruro
Conocer los límites de concentración de cloruro de cada aleación ayuda a los ingenieros a tomar decisiones racionales sobre qué aplicaciones requieren realmente 2205:
| Concentración de cloruro | Temperatura | 316L Idoneidad | 2205 Idoneidad |
|---|---|---|---|
| <200 ppm | Ambiente (<30°C) | Bien | Sobreespecificación (prima de coste no justificada) |
| 200-1.000 ppm | Ambiente (<30°C) | Marginal, monitor | Bien |
| 1.000-5.000 ppm | Ambiente (<30°C) | Pobre, riesgo de picaduras | Bien |
| >5.000 ppm (salobre) | Ambiente (<30°C) | No apto | Bueno-adecuado |
| Agua de mar (~35.000 ppm) | <20°C | Límite, evitar grietas | Bien |
| Agua de mar (~35.000 ppm) | 20-40°C | No apto | Adecuado (diseño cuidadoso) |
| Agua de mar (~35.000 ppm) | >40°C | No apto | Al límite, considere la actualización |
| Cualquier concentración | >60°C, esfuerzo elevado | No apto (SCC) | Buena (resistente al SCC) |
Fuente: Sedriks, A.J., Corrosion of Stainless Steels, Wiley, 1996; Outokumpu Corrosion Handbook, 2015.
¿En qué se diferencia la resistencia al agrietamiento por corrosión bajo tensión entre 2205 y 316?
El agrietamiento por corrosión bajo tensión (SCC) es el modo de fallo en el que la diferencia de rendimiento entre 2205 y 316 es más dramática y en el que las consecuencias de una especificación errónea son más graves. El agrietamiento por corrosión bajo tensión produce una fractura frágil repentina en un material que parece intacto en la inspección visual: normalmente no hay corrosión general visible ni cambios dimensionales antes del fallo.
Física de la SCC por cloruros en aceros inoxidables austeníticos
El acero inoxidable austenítico tipo 316 es susceptible de sufrir una SCC inducida por cloruros cuando se dan simultáneamente tres condiciones: un material susceptible (acero inoxidable austenítico en este caso), una tensión de tracción en la superficie (ya sea carga aplicada o tensión residual de soldadura, conformado o mecanizado) y un entorno corrosivo (solución que contenga cloruros por encima de una temperatura umbral, normalmente por encima de 50°C a 60°C para el 316).
La clásica prueba acelerada -cloruro de magnesio hirviendo según ASTM G36- demuestra esta susceptibilidad sin ambigüedades: El 316L suele agrietarse en un plazo de 2 a 24 horas en estas condiciones de ensayo. En el servicio industrial, se puede alcanzar una severidad ambiental equivalente en haces de tubos de intercambiadores de calor donde se forman soluciones concentradas de cloruro por evaporación, en instalaciones de procesamiento costero donde el cloruro atmosférico se deposita en superficies calientes y en sistemas de manipulación de agua producida.
2205 Duplex: El mecanismo de resistencia al SCC
La microestructura dúplex de la 2205 resiste la corrosión por cloruros mediante dos mecanismos independientes. En primer lugar, la fase de ferrita proporciona resistencia intrínseca a la SCC - la SCC por cloruros requiere la estructura de austenita FCC para la propagación de grietas, y la fase de ferrita BCC desvía y detiene las grietas que intentan propagarse desde las regiones de austenita. En segundo lugar, el mayor contenido de cromo y molibdeno de la 2205 mejora la estabilidad y la cinética de repasivación de la película pasiva, reduciendo la probabilidad de rotura de la película pasiva que inicia la corrosión en la punta de la grieta.
Resultados publicados de la prueba ASTM G36 de cloruro de magnesio en ebullición:
- 316L: se agrieta en un plazo de 2 a 24 horas (no supera sistemáticamente esta prueba).
- 2205: no se agrieta después de más de 500 horas (supera sistemáticamente esta prueba).
Los datos de campo de la Asociación de Industrias Químicas confirman que el cambio de 316L a 2205 en aplicaciones de intercambiadores de calor, tuberías y recipientes expuestos a flujos de proceso con cloruros a temperaturas superiores a 60 °C elimina los fallos de SCC, un hallazgo consistente en docenas de estudios de casos documentados en registros de MRO de plantas químicas desde la década de 1990 en adelante.
Fragilización por hidrógeno y CSS en servicio ácido
En las aplicaciones de petróleo y gas que contienen sulfuro de hidrógeno (H2S), una forma diferente de agrietamiento asistido por el ambiente - agrietamiento por tensión de sulfuro (SSC) - afecta a las aleaciones con alta dureza o susceptibilidad a la absorción de hidrógeno. Tanto el 316L como el 2205 están incluidos en la lista NACE MR0175/ISO 15156 para servicio ácido dentro de unos límites definidos.
El 316L está cualificado para servicio ácido con una dureza máxima de 22 HRC (aproximadamente 237 HB). El 316L recocido estándar suele alcanzar entre 150 y 170 HB, muy por debajo de este límite. Sin embargo, su bajo límite elástico lo hace inadecuado para muchas aplicaciones estructurales de servicio crítico en las que se requieren tanto la presión nominal como la resistencia a la corrosión.
El 2205 está cualificado según la norma NACE MR0175/ISO 15156 Parte 3 con una dureza máxima de 36 HRC en estado recocido. Su combinación de alta resistencia y cualificación para servicios ácidos lo hace valioso para componentes de sistemas de agua producida, equipos de boca de pozo y equipos de terminación en pozos moderadamente ácidos.
¿Cuáles son las diferencias de rendimiento en entornos químicos específicos?
Más allá de los entornos con cloruros, ambas aleaciones se enfrentan a ácidos, álcalis y flujos de procesos orgánicos en las industrias en las que compiten. La comparación del rendimiento en estos entornos es más matizada que la historia del cloruro.
Resistencia al ácido sulfúrico
El 316L funciona razonablemente bien en concentraciones de ácido sulfúrico de diluidas a moderadas (por debajo de 10% H2SO4) a temperatura ambiente, principalmente porque el níquel proporciona resistencia a los ácidos no oxidantes. El menor contenido de níquel del 2205 (4,5% a 6,5% frente a 10% a 14% del 316L) reduce su resistencia a los ácidos reductores en relación con el 316L.
En ácido sulfúrico diluido (1% a 5% H2SO4, 25°C), índices de corrosión típicos:
- 316L: 0,05 a 0,15 mm/año (aceptable para muchas aplicaciones)
- 2205: de 0,10 a 0,25 mm/año (rendimiento similar, ligeramente superior).
A concentraciones más altas (10% a 30% H2SO4) y temperaturas elevadas (por encima de 50°C), el 316L muestra mejor resistencia que el 2205 debido a su mayor contenido en níquel. Para el servicio de ácido sulfúrico concentrado por encima de 30%, ninguna de las aleaciones es apropiada sin pruebas detalladas de corrosión específicas para las condiciones de servicio.
Resistencia al ácido nítrico
Ambas aleaciones se comportan bien en ácido nítrico debido a su alto contenido en cromo que forma una película pasiva estable en este medio oxidante. En ácido nítrico de diluido a moderado (por debajo de 30% HNO3, temperatura ambiente):
- 316L: normalmente de 0,05 a 0,20 mm/año
- 2205: normalmente de 0,03 a 0,15 mm/año (ligeramente mejor debido al mayor contenido de cromo).
A mayores concentraciones y temperaturas, ambas aleaciones son superadas por los aceros inoxidables de alto contenido en silicio o aleados con aluminio. Ni el 316 ni el 2205 son la opción preferida para el servicio con ácido nítrico caliente concentrado.
Entornos cáusticos (NaOH)
Ambas aleaciones se comportan adecuadamente en soluciones de hidróxido de sodio (cáusticas). El mayor contenido de níquel del 316L proporciona una resistencia ligeramente mejor en sosa cáustica concentrada (por encima de 30% NaOH) a temperaturas elevadas, pero ambas aleaciones son aceptables por debajo de este umbral. El agrietamiento por corrosión bajo tensión cáustica de los aceros inoxidables austeníticos puede producirse por encima de aproximadamente 10% NaOH a temperaturas superiores a 100°C - la estructura dúplex del 2205 proporciona una mejor resistencia a la SCC en ambientes cáusticos al igual que lo hace en ambientes de cloruro.
Ácidos orgánicos y flujos de proceso
En aplicaciones alimentarias, de bebidas, farmacéuticas y de química fina en las que intervienen ácidos orgánicos (acético, cítrico, láctico, fórmico), ambas aleaciones tienen un comportamiento similar a temperaturas ambiente a moderadas. El 316L se especifica con más frecuencia en estos sectores debido a su mayor historial de aprobación reglamentaria (FDA, materiales en contacto con alimentos de la UE), su mayor facilidad de acabado superficial para alcanzar los valores Ra requeridos y su menor coste en entornos suaves en los que no se necesitan las propiedades anticorrosivas mejoradas del 2205.
| Medio ambiente químico | 316L Rendimiento | 2205 Rendimiento | Aleación preferida |
|---|---|---|---|
| H2SO4 diluido (<10%, <50°C) | Bien | Bueno-Justo | 316L ligera ventaja |
| H2SO4 moderado (10-30%, <50°C) | Moderado | Feria | Ventaja 316L |
| HNO3 diluido (<30%, ambiente) | Bien | Bien | Comparable |
| Ácido clorhídrico (cualquiera) | Pobre | Pobre | Ninguno de los dos; utilizar aleaciones de Ni |
| NaOH (<30%, <80°C) | Bien | Bien | Comparable |
| Agua de mar (<20°C, limpia) | Marginal | Bien | 2205 preferido |
| Agua de mar (>30°C) | No apto | Adecuado | 2205; o considerar la actualización |
| Sustancias orgánicas cloradas | Pobre | Bien | 2205 preferido |
| Urea/carbamato | Pobre (riesgo de SCC) | Bien | 2205 preferido |
| Licor para pasta kraft | Feria | Muy buena | 2205 preferido |
| Ácidos de alimentos/bebidas | Bien | Bien | 316L (coste, conformidad) |
| Ácido fosfórico (limpio) | Bien | Bien | Comparable |
| Oxidante a alta temperatura (>315°C) | Bien | No apto | 316L |
¿Cómo se comparan la fabricabilidad, la soldabilidad y la mecanizabilidad?
La selección del material no puede disociarse de la viabilidad de la fabricación. La aleación con propiedades mecánicas y de corrosión ideales que no puede fabricarse económicamente en la geometría de componente requerida no es una opción de especificación viable.
Soldabilidad: Donde el 316L tiene una ventaja significativa
La microestructura austenítica monofásica del 316L lo convierte en uno de los tipos de acero inoxidable más fáciles de soldar. La ausencia de ferrita significa que no hay riesgo de formación de fase sigma en la ZAT de soldadura, y el bajo contenido de carbono elimina el riesgo de sensibilización. El 316L puede soldarse prácticamente con cualquier proceso de soldadura por arco, acepta amplios rangos de aporte térmico sin daños microestructurales y no requiere tratamiento térmico previo o posterior en la mayoría de las aplicaciones. La selección del material de aportación es sencilla: Hilo ER316L (AWS A5.9) para soldaduras similares, ER309L o ER312 para uniones diferentes.
La soldadura de 2205 dúplex requiere más disciplina de proceso. El ciclo térmico de la soldadura debe mantener el aporte de calor entre aproximadamente 0,5 y 1,5 kJ/mm (GTAW) para conseguir una adecuada reformación de la austenita en la ZAT enfriándose desde la temperatura de solidificación. Un enfriamiento demasiado lento (aporte de calor excesivo o alta temperatura entre pasadas) provoca la formación de la fase sigma; un enfriamiento demasiado rápido (aporte de calor insuficiente) produce una ZAT excesivamente ferrítica con tenacidad y resistencia a la corrosión reducidas.
El material de aportación para la soldadura de 2205 es ER2209 (AWS A5.9), que está ligeramente sobrealeado en níquel para compensar la mayor velocidad de enfriamiento que favorece la ferrita en el depósito de soldadura. La temperatura entre pasadas debe mantenerse por debajo de 150°C, un requisito que ralentiza la productividad de la soldadura en uniones complejas de varias pasadas en comparación con el 316L.
Para soldaduras de campo, soldaduras de reparación o fabricaciones complejas que impliquen muchas pasadas de soldadura en secciones pesadas, la mayor tolerancia del 316L a la variación del proceso de soldadura lo convierte en una opción de menor riesgo desde el punto de vista del control de calidad.
Comparación de mecanizabilidad
El 316L se considera en sí mismo un material moderadamente difícil de mecanizar en comparación con el acero al carbono, debido principalmente a su comportamiento de endurecimiento por deformación y a su tendencia a la formación de filos acumulados en las herramientas de corte. Sin embargo, en comparación con el 2205, el 316L es mucho más mecanizable:
| Parámetros de mecanizado | 316L | Dúplex 2205 | Implicaciones prácticas |
|---|---|---|---|
| Índice de maquinabilidad relativa | ~45-55% | ~30-40% | 2205 requiere velocidades más lentas |
| Tasa de endurecimiento | Moderado-alto | Alta | 2205 necesita mayor alimentación |
| Fuerza de corte (relativa) | 1.00x | 1.25-1.40x | 2205 requiere máquinas más potentes |
| Vida útil de la herramienta (relativa) | 1.00x | 0.55-0.70x | 2205 consume herramientas más rápido |
| Velocidad de corte recomendada (torneado) | 120-180 m/min | 80-150 m/min | Ajustado para el endurecimiento del trabajo |
| Avance mínimo recomendado | 0,10 mm/rev | 0,15 mm/rev | Cortes de mayor avance por debajo de la capa endurecida |
| Herramientas preferidas | Carburo P15-P25 | Carburo P25-P35 | Metal duro para 2205 |
Fuente: Guía de mecanizado de acero inoxidable Sandvik Coromant, 2023; Datos de mecanizado de Kennametal.
En el caso de componentes mecanizados de precisión (ejes de bombas, vástagos de válvulas, elementos de fijación y accesorios para instrumentos), el mayor coste de mecanizado de la 2205 (tiempos de ciclo aproximadamente entre 25% y 40% más largos que las operaciones equivalentes en 316L) debe tenerse en cuenta en los cálculos del coste total del componente.
Conformado en frío y embutición
La alta ductilidad del 316L (alargamiento 40%+) y su límite elástico relativamente bajo lo hacen excelente para operaciones de conformado en frío, como la embutición profunda, el hidroconformado y el curvado de tubos. El mayor límite elástico del 2205 requiere una fuerza de conformado de 40% a 60% mayor para una deformación equivalente, y su menor alargamiento exige prestar atención a los radios de curvatura mínimos (3t a 4t de radio interior para el 2205 frente a 1,5t a 2t para el 316L en material plano).
Para tubos estirados, extrusiones conformadas o accesorios de presión complejos conformados en frío, las características de conformado del 316L representan una importante ventaja de fabricación que afecta al diseño de las herramientas, los requisitos de capacidad de las prensas y la frecuencia de recocido durante las operaciones de conformado en varias etapas.
Acabado superficial y estética
El 316L consigue una calidad de acabado superficial superior con valores de rugosidad superficial (Ra) inferiores tras el pulido mecánico en comparación con el 2205. La microestructura bifásica del 2205 crea velocidades de pulido diferenciales entre los granos de austenita y ferrita, lo que limita el valor de Ra alcanzable a aproximadamente 0,4 a 0,8 micras mediante pulido mecánico. El 316L alcanza regularmente Ra por debajo de 0,2 micras, y el 316L electropulido alcanza Ra por debajo de 0,1 micras. Esta ventaja en el acabado superficial es fundamental en aplicaciones farmacéuticas, de procesamiento de alimentos y de semiconductores en las que los requisitos de Ra se especifican para la higiene o el control de la contaminación.
¿Cuáles son los límites de temperatura de servicio de cada aleación?
La compatibilidad con el rango de temperatura es una restricción binaria en la selección de aleaciones: un material que falla dentro de su rango de temperatura requerido es simplemente inadecuado, independientemente de otras ventajas.
Límites superiores de temperatura
2205 Duplex Temperatura máxima:
La temperatura de servicio máxima práctica para el dúplex 2205 en aplicaciones estructurales sostenidas es de 315°C (600°F), establecida por los listados del código ASME BPVC y respaldada por razonamientos metalúrgicos. Por encima de 300°C, la fase sigma (compuesto intermetálico Fe-Cr) comienza a formarse progresivamente en la microestructura del dúplex. Formación de la fase sigma:
- Reduce la energía de impacto Charpy a temperatura ambiente de 50% a 90% incluso con fracciones de volumen bajas (tan solo 1% de fase sigma provoca una fragilización significativa).
- Reduce la resistencia a la corrosión por picaduras a niveles comparables al 316 estándar.
- Reduce la ductilidad de un alargamiento típico de 25% a menos de 5% en condiciones de fuerte fragilización.
La curva TTT (Tiempo-Temperatura-Transformación) para la fase sigma en 2205 muestra la cinética de transformación más rápida en el rango de 700°C a 900°C (minutos a horas para una fracción de fase significativa). Incluso entre 400°C y 500°C, la fase sigma se forma durante largos periodos de servicio (miles de horas), lo que desaconseja un servicio sostenido por encima de 315°C.
316L Temperatura superior:
El 316L se mantiene en la lista del código ASME para recipientes a presión hasta aproximadamente 815°C, aunque el diseño práctico suele permanecer por debajo de 600°C, donde la fluencia se vuelve significativa. La fase sigma también puede formarse en el 316 a temperaturas superiores a 550°C aproximadamente con una exposición extremadamente larga (miles de horas), pero la cinética es mucho más lenta que en los grados dúplex. Para equipos de calentamiento de procesos, componentes de hornos y reactores químicos de alta temperatura, el 316L es la elección austenítica adecuada cuando se requiere resistencia tanto a la temperatura como a la corrosión.
Límites inferiores de temperatura
2205 Duplex Temperatura mínima:
El código ASME y la mayoría de las normas de ingeniería limitan el dúplex 2205 a una temperatura mínima de diseño de -40°C sin cualificación de prueba de impacto. Entre -20°C y -40°C, la energía de impacto Charpy desciende de aproximadamente 150 a 250 J a aproximadamente 80 a 150 J. Para aplicaciones que requieren una energía de impacto constante a temperaturas bajo cero, se debe especificar la prueba Charpy de calor específico de producción a la temperatura de diseño según ASTM A923 Método B.
Por debajo de -40°C, el 2205 no suele ser apto para el servicio estructural. La estructura cristalina BCC de la fase ferrita se aproxima a su transición de dúctil a quebradizo, e incluso con la austenita proporcionando cierta moderación de la tenacidad, la energía de impacto total del sistema cae a niveles por debajo de la mayoría de los mínimos de diseño de ingeniería.
316L Temperatura mínima:
El acero inoxidable austenítico 316L es adecuado para el servicio a cualquier temperatura criogénica alcanzable, incluida la temperatura del helio líquido (-269 °C). Su estructura cristalina FCC no experimenta una transición de dúctil a frágil a ninguna temperatura. Esto hace que el 316L (y el 304L) sea el material estándar para recipientes criogénicos, componentes de GNL, equipos criogénicos de laboratorio y sistemas de manipulación de propulsantes de cohetes en los que se requiere tanto tenacidad a baja temperatura como resistencia a la corrosión.
| Régimen de temperatura | 316L Idoneidad | 2205 Idoneidad | Grado recomendado |
|---|---|---|---|
| Por encima de 315°C | Bueno hasta ~815°C (ASME) | No apto (fase sigma) | 316L |
| 100°C a 315°C | Excelente | Bien, dentro de los límites | Ambos; 2205 si se necesita resistencia |
| 0°C a 100°C | Excelente | Excelente | 2205 si Cl presente; 316L si no |
| -40°C a 0°C | Excelente | Bueno (con pruebas de impacto) | Ambos; verificar 2205 Charpy |
| -100°C a -40°C | Excelente | No recomendado | 316L |
| Por debajo de -100°C (criogénico) | Excelente | No apto | 316L |
¿Qué aplicaciones son las más adecuadas para el acero dúplex 2205 frente al acero inoxidable 316?
La comparación técnica anterior adquiere mayor sentido cuando se traduce en recomendaciones de aplicación específicas. El siguiente análisis refleja nuestra experiencia asesorando a ingenieros de procesos y equipos de compras de múltiples sectores.
Aplicaciones en las que 2205 es la mejor opción
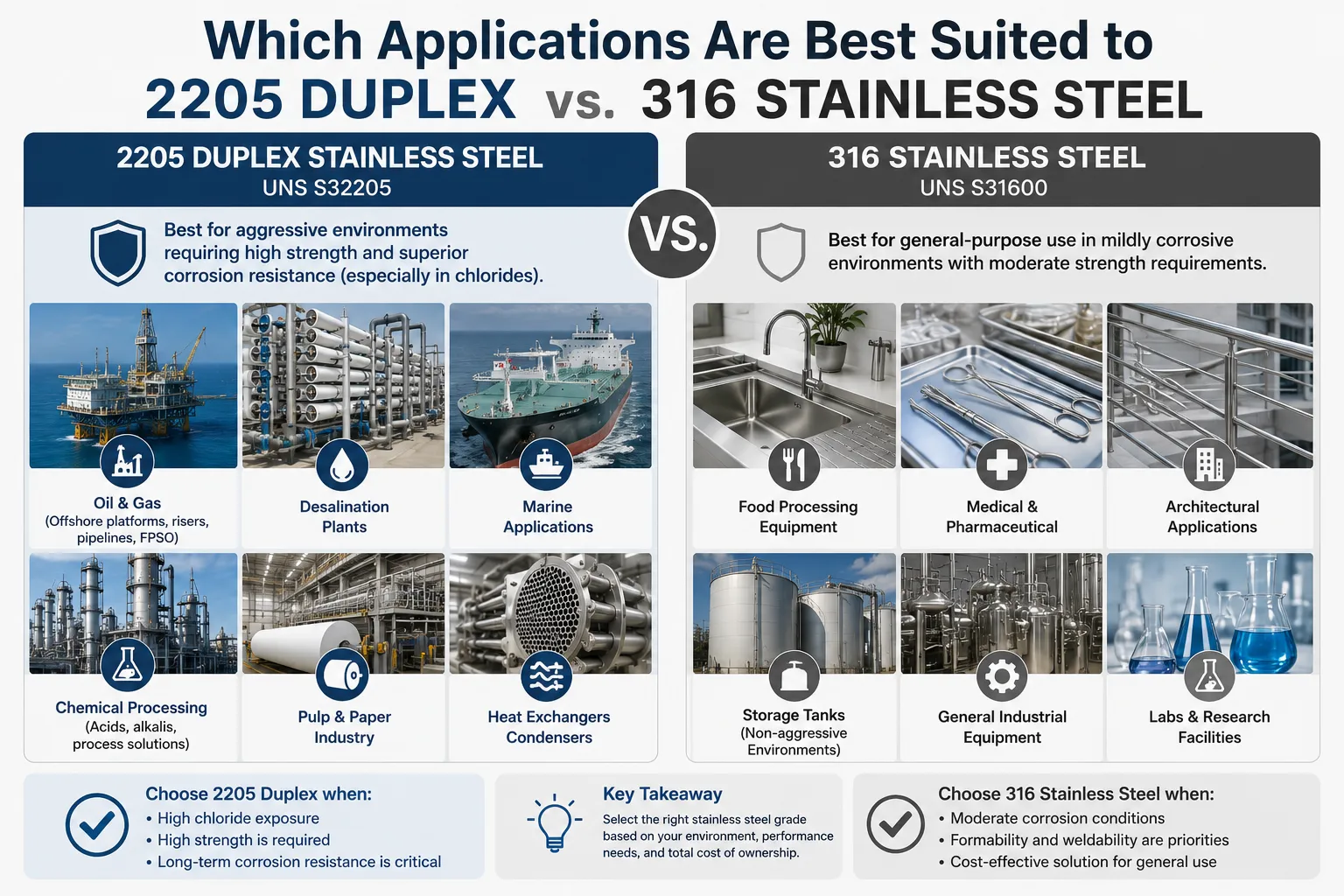
Tuberías y componentes estructurales de plataformas marinas: Líneas de inyección de agua producida, líneas de elevación de agua de mar, tuberías de proceso de superficie y tubulares estructurales. La combinación de alta resistencia (ahorro de peso y costes gracias a secciones de pared más finas) y resistencia a la corrosión por cloruros aborda directamente los dos modos de fallo dominantes del 316L en este entorno. La norma NORSOK M-630 especifica el 2205 como material por defecto para muchas aplicaciones de tuberías en alta mar precisamente por esta doble ventaja.
Equipos de plantas desalinizadoras: Los recipientes a presión para ósmosis inversa, los ejes de las bombas y las carcasas de las membranas de alta presión funcionan en agua de mar a temperaturas y concentraciones de cloruro que superan la capacidad del 316L. La ventaja de la resistencia a la presión del 2205 permite utilizar paredes más delgadas en los recipientes de alta presión, mientras que su resistencia a las picaduras evita los fallos de corrosión localizada a través de las paredes que comprometerían la integridad del sistema de ósmosis inversa.
Equipos de proceso de plantas químicas: Reactores de urea y fertilizantes y tuberías asociadas, digestores de fábricas de pasta y papel y plantas de blanqueo, y reactores de productos químicos orgánicos clorados en los que la susceptibilidad a la SCC del 316L crea un riesgo de fallo inaceptable. El coste de un fallo de SCC en un recipiente a presión -incluidas las pérdidas de producción, las reparaciones de emergencia, las notificaciones reglamentarias y la investigación del incidente- supera con creces cualquier prima en el coste del material 2205.
Infraestructuras de puentes y marinas: En entornos costeros con niebla salina y humedad elevada, los componentes estructurales de 316L desarrollan picaduras superficiales y, finalmente, pérdida de sección que requiere una intervención de mantenimiento en un plazo de 10 a 15 años. La mayor resistencia a las picaduras del 2205 amplía los intervalos de inspección y reduce los costes de mantenimiento a lo largo de la vida útil de las infraestructuras, que oscila entre 50 y 100 años.
Intercambiadores de calor de alta presión: Cuando los fluidos del lado del tubo o del revestimiento contienen cloruros a temperaturas superiores a 50 °C, los haces de tubos de 2205 eliminan el riesgo de SCC que hace inadecuado el 316L. El límite elástico 2,5 veces superior del 2205 también permite paredes de tubo más delgadas y diámetros de tubo más pequeños para una superficie de transferencia de calor equivalente, lo que puede mejorar la eficiencia térmica.
Aplicaciones en las que el 316L sigue siendo la mejor opción
Servicio criogénico: Cualquier aplicación a temperaturas inferiores a -40 °C requiere toda la tenacidad criogénica del acero inoxidable austenítico. El 316L es la norma establecida para los componentes internos de las plantas de GNL, los recipientes de nitrógeno líquido, las bombas criogénicas y los equipos de almacenamiento en frío. El 2205 no puede utilizarse con seguridad en estas aplicaciones.
Aplicaciones alimentarias, farmacéuticas y de salas blancas: Cuando son obligatorios el cumplimiento de la FDA, la normativa de la UE sobre materiales en contacto con alimentos o los requisitos de acabado superficial por debajo de Ra 0,2 micras, el historial de aprobación normativa, la capacidad de pulido suave y la capacidad de electropulido del 316L ofrecen ventajas que el 2205 no puede igualar. El sobrecoste del 2205 en estos entornos no aporta ninguna ventaja de resistencia a la corrosión que lo justifique.
Equipos de proceso de alta temperatura por encima de 315°C: Los componentes de hornos, calentadores de procesos, reactores de alta temperatura y superficies de intercambiadores de calor expuestos a temperaturas superiores a 315 °C requieren calidades austeníticas. El 316L, con su clasificación hasta 815 °C y la ausencia de problemas de fragilización en fase sigma, es la elección más sencilla.
Fabricaciones complejas con soldadura extensiva: Los bastidores de patines, los módulos de proceso y los recipientes a presión complejos con docenas de uniones soldadas y difícil acceso para la inspección posterior a la soldadura se benefician de la tolerancia superior de la soldadura del 316L. El riesgo de producir inadvertidamente fases perjudiciales por desviaciones del proceso de soldadura es sustancialmente menor con el 316L que con el 2205.
Entornos ligeramente corrosivos a bajo coste: Cuando las concentraciones de cloruro son inferiores a 200 ppm, las temperaturas se mantienen por debajo de 40°C y no hay concentraciones de tensión de tracción, el 316L proporciona una protección adecuada contra la corrosión con un coste de material entre 15% y 25% inferior al del 2205. Especificar 2205 en estos entornos no es una optimización de la ingeniería, sino un coste innecesario.
¿Cómo se comparan los costes reales del ciclo de vida y la economía?
La comparación financiera entre 2205 y 316 requiere una perspectiva de ciclo de vida, no una comparación del precio de compra. Aquí es donde muchas decisiones de compra son erróneas: optimizar la factura inicial del material ignorando el coste total de propiedad a lo largo de la vida útil del componente.
Comparación del coste de los materiales en 2025-2026
Precios de mercado aproximados para formas de producto comunes:
| Forma del producto | 316L Precio (USD/kg) | 2205 Precio (USD/kg) | Prima 2205 |
|---|---|---|---|
| Chapa (tamaños comunes) | $4.00-5.50 | $4.80-6.80 | ~20-25% |
| Barra redonda (25-100 mm) | $4.50-6.00 | $5.20-7.50 | ~15-25% |
| Tubo sin soldadura | $5.50-8.00 | $6.50-9.50 | ~18-22% |
| Tubería (schedule 10-40) | $5.00-7.50 | $6.00-8.50 | ~15-20% |
| Piezas forjadas | $6.00-10.00 | $7.50-12.00 | ~20-25% |
La prima de la materia prima del 2205 sobre el 316L oscila aproximadamente entre 15% y 25%, dependiendo de la forma del producto y de las condiciones del mercado. Esta prima se reduce considerablemente por componente cuando se aplican las reducciones de espesor de pared que permite el mayor límite elástico del 2205.
Cálculo del coste del material ajustado a la resistencia
Para un recipiente a presión o un componente de tubería diseñado para la misma presión nominal:
- Espesor de pared de 316L necesario: t₁ = (P × D) / (2 × S₁) donde S₁ = 115 MPa (316L admisible a 100 °C).
- Espesor de pared 2205 necesario: t₂ = (P × D) / (2 × S₂) donde S₂ = 160 MPa (2205 admisible a 100°C).
La relación t₂/t₁ = S₁/S₂ = 115/160 = 0,72, lo que significa que un componente de 2205 requiere sólo 72% del espesor de pared de un componente equivalente de 316L. Cuando el peso del material es proporcional al grosor de la pared, la cantidad real de material para un componente de 2205 es 28% menor que el de 316L para la misma presión nominal.
Si el 2205 cuesta 20% más por kilogramo pero requiere 28% menos de material en peso, el coste real del material del componente acabado es aproximadamente 0,80 × 0,72 = 0,86 × el coste del 316L. En otras palabras, el 2205 puede ser más barato que el 316L en términos de componente acabado a presión, incluso antes de tener en cuenta la prolongación de la vida útil.
Cálculo del valor de la vida útil
La ventaja de la vida útil de la 2205 en entornos con cloruros varía según las condiciones específicas, pero está bien documentada:
En un estudio de caso documentado de una planta química costera que procesa disolventes clorados, la comparación entre ejes de bomba de 316L y 2205 demostró:
- Vida útil del eje de 316L: de 14 a 18 meses antes de que se produzca un fallo del SCC que requiera sustitución
- Vida útil del eje 2205: de 7 a 10 años sin fallos relacionados con la corrosión
Con un coste de sustitución del eje de $12.000 por evento (pieza + mano de obra + tiempo de inactividad), los costes del ciclo de vida de 10 años fueron:
- 316L: aproximadamente 7 sustituciones × $12.000 = $84.000
- 2205: aproximadamente 1 sustitución × $16.000 (mayor coste inicial) = $16.000
- Ahorro neto en 10 años a partir de 2205: aproximadamente $68.000 por eje de bomba
Extrapolado a una planta química típica con 40 a 80 unidades de bombeo, el ahorro total de la mejora sistemática de 316L a 2205 alcanza de $2,7 millones a $5,4 millones en un período de 10 años, un convincente retorno de la inversión que justifica varias veces el sobreprecio de la especificación (Avesta Sheffield Corrosion Handbook, Sandvik, 2004).
¿Cómo se comporta cada aleación en aplicaciones de tornillería industrial y componentes mecánicos?
La selección entre 2205 y 316 en componentes mecánicos industriales -incluidos tornillos de extrusoras, manguitos de ejes, vástagos de válvulas, impulsores de bombas y elementos de fijación- exige equilibrar la resistencia a la corrosión con las exigencias mecánicas específicas de los equipos giratorios y alternativos.
Aplicaciones de extrusoras y tornillos de procesamiento
En los equipos de procesamiento de polímeros que manipulan compuestos corrosivos, ambas aleaciones aparecen en los herrajes adyacentes a los tornillos (en lugar del cuerpo primario del tornillo, que suele utilizar aceros para herramientas especializados o revestimientos de alta aleación para la resistencia al desgaste). Específicamente:
Herrajes de la zona de alimentación y componentes del cañón: El 316L se ha utilizado históricamente para revestimientos de tolvas, soportes de barriles y componentes de secciones de alimentación en el procesamiento de polímeros de uso general. Cuando se procesan polímeros clorados (PVC, PVDC, polietileno clorado), el HCl generado durante el procesamiento y cualquier cloruro residual en los materiales de alimentación crean un entorno corrosivo que con frecuencia causa picaduras y SCC en componentes de 316L a temperaturas de funcionamiento superiores a 60°C. La actualización a 2205 de estos componentes en las líneas de procesamiento de PVC y polímeros halogenados prolonga sistemáticamente la vida útil entre 3 y 5 veces, según los informes de campo de las instalaciones de compuestos europeas y norteamericanas.
Bridas adaptadoras y piezas de transición: Las bridas atornilladas que conectan las secciones del barril de la extrusora, los adaptadores de las matrices y los componentes del tubo de fusión experimentan tanto tensión mecánica (precarga de los pernos, ciclos térmicos) como exposición química. La combinación de tensión de tracción sostenida y entornos de polímero fundido que contienen cloruro es precisamente la condición en la que el 316L falla por SCC. Los componentes 2205 en estos lugares eliminan el fallo por SCC a la vez que proporcionan presiones nominales compatibles con las presiones de funcionamiento típicas de los sistemas de extrusión de 300 a 700 bar.
Componentes de transmisión por tornillo y caja de cambios: Los alojamientos de los cojinetes de empuje y los componentes del eje de salida de la caja de engranajes en entornos de procesamiento marinos o costeros se encuentran con aire cargado de sal que se condensa en las superficies durante las paradas de producción. La actualización de estos componentes de 316L a 2205 elimina los fallos por picaduras en las instalaciones de procesamiento costeras, reduciendo las intervenciones de mantenimiento que provocan paradas en la línea de extrusión.
Aplicaciones de fijación
Los elementos de fijación 316L son estándar en aplicaciones de procesamiento de alimentos, farmacéuticas e industriales en general. Los elementos de fijación 2205 ofrecen ventajas específicas en:
- Atornillado marino y en alta mar (elimina la SCC bajo precarga sostenida en entornos de pulverización de agua de mar).
- Conexiones embridadas de plantas químicas (evita el fallo de los pernos en atmósferas de vapor de proceso clorado).
- Conexiones estructurales exteriores costeras (amplía los intervalos de mantenimiento de 5 a 7 años a 15 o 20 años).
El mayor límite elástico de los elementos de fijación 2205 (450 MPa mínimo frente a 170 MPa para 316L) permite una mejor retención de la precarga en ciclos térmicos, una ventaja práctica en bridas de tuberías de proceso que experimentan fluctuaciones de temperatura.
Componentes de la bomba
Los impulsores de bombas centrífugas, los anillos de desgaste y los manguitos de eje en servicio de agua de mar representan una de las comparaciones de aplicaciones más documentadas entre 2205 y 316. La experiencia de campo publicada de plantas desalinizadoras, centrales eléctricas costeras y plataformas marinas demuestra sistemáticamente:
- Rodetes de 316L en servicio de agua de mar: daños por picaduras en un plazo de 1 a 3 años, que requieren equilibrado o sustitución.
- Rodetes 2205 en servicio equivalente: intervalos de servicio de 8 a 15 años sin picaduras ni cambios de equilibrio.
Esta mayor vida útil reduce directamente las tareas de mantenimiento planificadas y no planificadas. En un sistema típico de refrigeración por agua de mar con 10 a 20 conjuntos de bombas, el cambio de impulsores y anillos de desgaste de 316L a 2205 reduce el coste de mano de obra de mantenimiento de las bombas entre 401 y 601 TTP3T en un período de 10 años, según los registros de ingeniería naval documentados de múltiples programas de construcción naval y comercial.
¿Qué normas, especificaciones y certificaciones se aplican a cada grado?
El cumplimiento por parte de los materiales de las especificaciones aplicables no es opcional en ninguna aplicación industrial: es la base contractual y de ingeniería de la relación de suministro.
Normas pertinentes para 316 y 316L
| Forma del producto | Especificación 316 / 316L | Designación UNS |
|---|---|---|
| Chapa y placa | ASTM A240 | S31600 / S31603 |
| Barra y formas | ASTM A276 | S31600 / S31603 |
| Bar (Recipiente a presión) | ASTM A479 | S31600 / S31603 |
| Tubo sin soldadura | ASTM A213, A269 | S31600 / S31603 |
| Tubería | ASTM A312 | S31600 / S31603 |
| Piezas forjadas | ASTM A182 Grado F316/F316L | S31600 / S31603 |
| Accesorios | ASTM A403 | S31600 / S31603 |
| Alambre de soldadura | AWS ER316L (A5.9) | S31603 |
| Recipientes a presión ASME | ASME Sección II Parte A (SA-240, SA-276, SA-479) | S31600 / S31603 |
Normas relevantes para 2205 Duplex
| Forma del producto | Especificación 2205 | Designación UNS |
|---|---|---|
| Chapa y placa | ASTM A240 | S32205 |
| Barra y formas | ASTM A276 | S32205 |
| Bar (Recipiente a presión) | ASTM A479 | S32205 |
| Tubo sin soldadura | ASTM A789, A790 | S32205 |
| Tubería | ASTM A790 | S32205 |
| Piezas forjadas | ASTM A182 Grado F51 | S32205 |
| Accesorios | ASTM A815 | S32205 |
| Alambre de soldadura | AWS ER2209 (A5.9) | -- |
| Recipientes a presión ASME | ASME Sección II Parte A (SA-240, SA-479) | S32205 |
| Servicio agrio | NACE MR0175/ISO 15156 Parte 3 | S32205 |
| Detección de fase | ASTM A923 | Se aplica a 2205 |
Requisitos de certificación para ambos grados
Para cualquier suministro industrial de estos materiales, la norma mínima de documentación es el certificado de fábrica EN 10204 Tipo 3.1, que debe incluir:
- Número de colada con composición química completa para todos los elementos especificados.
- Resultados de ensayos mecánicos (tracción, fluencia, alargamiento, reducción de área).
- Resultados de las pruebas de dureza.
- Confirmación del estado del tratamiento térmico.
- Firma autorizada del fabricante.
Para el servicio de recipientes a presión, ASTM A479 (no A276) es la especificación requerida, y la aceptación del código ASME requiere que el material esté listado en ASME Sección II, Parte A.
Para 2205 en cualquier aplicación de corrosión crítica, debe especificarse el ensayo de detección de fase ASTM A923 como requisito complementario para verificar la ausencia de fase sigma. Esto es especialmente importante cuando se recibe material de fuentes menos conocidas.
La identificación positiva de materiales (PMI) por FRX distingue definitivamente la 2205 de la 316L: la 2205 muestra aproximadamente 22% Cr, 5% Ni, 3% Mo; la 316L muestra aproximadamente 17% Cr, 11% Ni, 2,3% Mo. La inspección visual no puede distinguir estas aleaciones: la PMI es obligatoria para cualquier aplicación de seguridad crítica.
Preguntas frecuentes: Acero dúplex 2205 frente a acero inoxidable 316
1. ¿Es el dúplex 2205 más resistente que el acero inoxidable 316?
Sí, el acero inoxidable dúplex 2205 es significativamente más resistente que el acero inoxidable 316. El límite elástico mínimo del 2205 según ASTM A276 es de 450 MPa (65 ksi), que es aproximadamente 2,6 veces el límite elástico mínimo de 170 MPa (25 ksi) del 316L y 2,2 veces el mínimo de 205 MPa (30 ksi) del 316 estándar. Los valores típicos de producción amplían aún más esta ventaja, ya que el 2205 suele alcanzar un límite elástico de 515 a 650 MPa frente a los 220 a 310 MPa del 316L. Esta ventaja de resistencia tiene implicaciones directas en el diseño: para presiones nominales equivalentes, los componentes de 2205 requieren aproximadamente 40% menos material en peso que los de 316L, lo que compensa parcialmente el sobreprecio por kilogramo. El mayor límite elástico también mejora la retención de la precarga en uniones atornilladas sometidas a ciclos térmicos y ofrece mayor resistencia a la deformación por cargas mecánicas en ejes, componentes de bombas y elementos estructurales. Fuente: ASTM A276-21; ASME BPVC Sección II Parte D.
2. ¿Puede el dúplex 2205 sustituir al acero inoxidable 316 en todas las aplicaciones?
El dúplex 2205 no puede sustituir al acero inoxidable 316 en varias categorías de aplicaciones específicas. El servicio criogénico por debajo de -40°C requiere toda la tenacidad austenítica del 316L - la fase de ferrita del 2205 crea una pérdida de energía de impacto inaceptable a temperaturas bajo cero. Las aplicaciones por encima de 315 °C de temperatura sostenida tampoco son adecuadas para el 2205, que se enfrenta a la fragilización en fase sigma por encima de este límite. El 316L mantiene la homologación hasta aproximadamente 815 °C para recipientes a presión. Las fabricaciones complejas que requieren soldaduras extensas se benefician de la mayor tolerancia al proceso del 316L y de unos requisitos postsoldadura más sencillos. Las aplicaciones alimentarias, farmacéuticas y de semiconductores que requieren un acabado superficial por debajo de Ra 0,2 micras o aprobaciones reglamentarias específicas suelen especificar 316L. Para aplicaciones que combinan entornos clorados con temperaturas entre 0 °C y 315 °C y carga mecánica, el 2205 suele ser superior. Fuente: ASME BPVC Sección VIII; ASTM A923; Outokumpu Duplex Stainless Steel Handbook, 2021.
3. ¿Qué aleación es más resistente a la corrosión del agua de mar?
El acero inoxidable dúplex 2205 proporciona una resistencia a la corrosión en agua de mar sustancialmente mejor que el acero inoxidable 316 en prácticamente todas las condiciones prácticas. La temperatura crítica de picadura (ASTM G48 Método E) para el 316L en 6% FeCl3 es aproximadamente de 15°C a 20°C, mientras que el 2205 alcanza de 35°C a 45°C, lo que significa que el 316L comienza a picarse a temperaturas muy por debajo de los rangos de funcionamiento típicos en agua de mar, mientras que el 2205 permanece pasivo. En agua de mar natural a temperatura ambiente (15 °C a 30 °C), el 316L desarrolla picaduras en grietas y discontinuidades superficiales en un plazo de meses a años, mientras que los componentes de 2205 fabricados correctamente permanecen libres de picaduras durante 15 a 25 años de servicio documentado. Y lo que es más grave, el 316L es muy susceptible al agrietamiento por corrosión bajo tensión por cloruros en agua de mar a temperaturas superiores a 50°C y bajo cualquier esfuerzo de tracción, mientras que la microestructura dúplex del 2205 resiste la SCC incluso a temperaturas próximas a su límite superior de servicio. Para aplicaciones en agua de mar por encima de 40°C o en condiciones de estancamiento, el superdúplex 2507 ofrece mejor protección que cualquiera de los dos grados. Fuente: Nilsson, Materials Science and Technology, 1992; Sedriks, Corrosion of Stainless Steels, Wiley, 1996.
4. ¿Cuál es la diferencia de coste entre el acero dúplex 2205 y el acero inoxidable 316L?
La prima del coste de la materia prima del dúplex 2205 sobre el 316L es de aproximadamente 15% a 25% por kilogramo en todas las formas de producto estándar en las condiciones de mercado de 2025 a 2026. Sin embargo, esta prima por kilogramo no representa con exactitud la diferencia de coste del componente acabado. Dado que el límite elástico mínimo de 2205 (450 MPa) es aproximadamente 2,6 veces el de 316L (170 MPa), los componentes de 2205 sometidos a presión requieren aproximadamente 40% menos de material en peso para una presión equivalente según las normas de diseño ASME. En términos de coste por MPa de límite elástico, el 2205 es entre 40% y 50% más barato que el 316L. En cuanto al coste del ciclo de vida, teniendo en cuenta la prolongación de la vida útil en entornos con cloruros, el 2205 suele tener un coste total de propiedad de 50% a 70% inferior al del 316L cuando se sustituyen componentes en caso de SCC inducida por cloruros o fallos de servicio por picaduras. La comparación económica correcta nunca es el precio de la materia prima por kilogramo, sino el coste total instalado y mantenido a lo largo de la vida útil del equipo. Fuente: ASME BPVC Sección II Parte D; datos de aprovisionamiento de MWalloys.
5. ¿Cómo se compara la resistencia al agrietamiento por corrosión bajo tensión por cloruro entre las dos aleaciones?
El acero inoxidable dúplex 2205 es mucho más resistente a la SCC por cloruros que el acero inoxidable 316. El 316L no supera la prueba estándar de cloruro de magnesio en ebullición (ASTM G36) en un plazo de 2 a 24 horas, mientras que el 2205 no muestra agrietamiento tras más de 500 horas en las mismas condiciones. En el servicio industrial, los componentes de 316L sometidos a esfuerzos de tracción en entornos que contienen cloruro por encima de aproximadamente 50°C a 60°C pueden sufrir fractura frágil por SCC en un plazo de meses a años, a menudo sin corrosión general visible que preceda al fallo. La microestructura dúplex del 2205 proporciona resistencia a la SCC a través de dos mecanismos: la fase de ferrita interrumpe físicamente las vías de propagación de grietas que discurrirían continuamente a través de la austenita monofásica, y el mayor contenido de cromo-molibdeno proporciona una estabilidad superior de la película pasiva que resiste el mecanismo de avance de la punta de la grieta asistido por la corrosión. En estudios de casos industriales documentados, el cambio de componentes de equipos de proceso de 316L a 2205 en entornos que contienen cloruros a temperaturas superiores a 60 °C elimina los fallos por SCC. Fuente: Sedriks, Corrosion of Stainless Steels, Wiley, 1996; datos de ensayo ASTM G36.
6. ¿Cuál es la temperatura máxima de servicio del dúplex 2205 en comparación con el 316L?
La temperatura máxima de servicio para el dúplex 2205 en servicio estructural sostenido o que contenga presión es de 315°C (600°F) según el listado del código ASME BPVC. Por encima de esta temperatura, la fase sigma (un intermetálico frágil de hierro-cromo) se forma progresivamente en la microestructura dúplex, fragilizando la aleación y reduciendo la resistencia a la corrosión. Incluso pequeñas cantidades de fase sigma (tan sólo 1% en volumen) pueden reducir la energía de impacto Charpy entre 50% y 80% y provocar una fractura frágil bajo carga mecánica. El 316L mantiene la aprobación del código ASME para el servicio de recipientes a presión hasta aproximadamente 815°C (1.500°F), aunque las limitaciones prácticas de corrosión y oxidación rigen la temperatura de diseño en entornos de servicio específicos. El límite de temperatura es, por tanto, un factor de selección decisivo: cualquier aplicación que experimente temperaturas sostenidas superiores a 315 °C debe utilizar 316L u otro grado austenítico. Las excursiones de corta duración de la temperatura por encima de 315°C en 2205 no causan inmediatamente fragilización sigma, pero deben evaluarse con respecto a la curva sigma TTT para el tiempo de exposición y la temperatura específicos. Fuente: ASME BPVC Sección II Parte D; Nilsson, J.O., Materials Science and Technology, 1992.
7. ¿Puede utilizarse el acero inoxidable dúplex 2205 en aplicaciones alimentarias?
El acero inoxidable dúplex 2205 no está prohibido en aplicaciones en contacto con alimentos y cumple los requisitos de composición de la mayoría de las normativas sobre acero inoxidable para uso alimentario. Sin embargo, rara vez se especifica en entornos de procesamiento de alimentos por varias razones prácticas. En primer lugar, el 316L tiene un historial de aprobación reglamentaria más largo y se menciona explícitamente en el 21 CFR de la FDA y en el Reglamento nº 10/2011 de la UE para materiales en contacto con alimentos, mientras que la documentación reglamentaria del 2205 es menos exhaustiva. En segundo lugar, el acabado superficial alcanzable con 2205 mediante pulido mecánico está limitado a aproximadamente Ra 0,4 a 0,8 micras debido al pulido diferencial entre los granos de austenita y ferrita, mientras que 316L alcanza fácilmente Ra por debajo de 0,2 micras y Ra electropulido por debajo de 0,1 micras requerido para equipos higiénicos en aplicaciones lácteas, farmacéuticas y similares. En tercer lugar, la mejora de la resistencia a la corrosión que ofrece el 2205 en entornos alimentarios (donde las concentraciones de cloruro suelen ser bajas y las temperaturas moderadas) no justifica su sobrecoste. El 2205 es apropiado para componentes estructurales en fábricas alimentarias costeras, donde la corrosión atmosférica externa es más preocupante que las superficies en contacto con los alimentos. Fuente: Reglamento UE 10/2011; Directrices EHEDG; ASTM A480.
8. ¿Cómo deben verificar los equipos de contratación que han recibido la aleación correcta?
La identificación positiva de materiales (PMI) mediante analizadores XRF (fluorescencia de rayos X) portátiles es el método estándar y fiable para la verificación sobre el terreno de 316L frente a 2205. Una sola medición XRF de 30 segundos distingue definitivamente las aleaciones: 316L muestra aproximadamente 17% de cromo, 11% de níquel, 2,5% de molibdeno; 2205 muestra aproximadamente 22% de cromo, 5,5% de níquel, 3,2% de molibdeno. Estas diferencias están muy por encima de la precisión de detección de cualquier instrumento de FRX. La inspección visual no permite distinguir estas aleaciones, ya que su aspecto es idéntico. La verificación documental requiere la revisión del certificado de laminación EN 10204 3.1, comprobando que la designación UNS (S31603 para 316L, S32205 para 2205) y todos los valores de composición química coinciden con los requisitos de la especificación. El PMI entrante debería ser obligatorio para cualquier aplicación de seguridad crítica, independientemente de la documentación de certificación. El inventario mixto de 316L y 2205 es un mecanismo de fallo conocido en sistemas de presión y se ha visto implicado en fallos de servicio cuando se instala el grado incorrecto en un servicio que contiene cloruros o de alta presión. Fuente: ASTM E1476; EN 10204; NACE SP0472.
9. ¿Requiere el dúplex 2205 procedimientos de soldadura especiales en comparación con el 316L?
Sí. El dúplex 2205 requiere procedimientos de soldadura más controlados que el 316L. Los requisitos clave son: el aporte de calor debe mantenerse entre 0,5 y 1,5 kJ/mm (GTAW) para garantizar una reformación adecuada de la austenita en la zona afectada por el calor; la temperatura entre pasadas debe mantenerse por debajo de 150°C para evitar la formación de la fase sigma durante la soldadura en varias pasadas; debe utilizarse la aportación correcta (ER2209 o equivalente) para conseguir un equilibrio adecuado de las fases del metal de soldadura; y se recomienda un recocido posterior a la soldadura entre 1.020°C y 1.080°C seguido de un enfriamiento rápido con agua en servicios muy corrosivos para restaurar una microestructura óptima. El 316L puede soldarse con amplios rangos de aporte térmico, cualquier temperatura entre pasadas inferior a 300°C aproximadamente y con aportación ER316L, sin que sea necesario un tratamiento postsoldadura para la mayoría de las aplicaciones. Para soldaduras de campo, estructuras complejas u organizaciones sin procedimientos de soldadura dúplex documentados y cualificación de soldadores según ASME Sección IX o AWS D1.6, el 316L presenta un riesgo de calidad sustancialmente menor. Las soldaduras dúplex deben verificarse mediante ensayos ASTM A923 cuando se utilicen en servicios críticos de corrosión. Fuente: AWS A5.9; ASME Sección IX; Lippold y Kotecki, Welding Metallurgy of Stainless Steels, Wiley, 2005.
10. ¿Qué aleación debe elegirse para los ejes e impulsores de las bombas que funcionan con agua de mar?
El acero inoxidable dúplex 2205 es el material preferido para ejes e impulsores de bombas en servicio de agua de mar. Su PREN de aproximadamente 35 frente al 24-25 del 316L proporciona una resistencia a las picaduras adecuada para temperaturas del agua de mar de ambiente a moderadamente elevadas (hasta aproximadamente 35°C). Y lo que es más importante, la resistencia de la 2205 al cloruro SCC elimina los fallos por fractura del eje que afectan a los ejes de las bombas de 316L que funcionan bajo esfuerzos de flexión o torsión en entornos de agua de mar. Los datos de campo de los sistemas de refrigeración por agua de mar, plantas desalinizadoras y fabricantes de bombas marinas muestran sistemáticamente que los impulsores de 316L sufren daños por picaduras en un plazo de 1 a 3 años, lo que requiere su equilibrado o sustitución, mientras que los componentes equivalentes de 2205 alcanzan intervalos de servicio de 8 a 15 años sin mantenimiento relacionado con la corrosión. El mayor límite elástico del 2205 también proporciona una mayor resistencia a la fatiga de los ejes giratorios sometidos a cargas hidrodinámicas variables. Para aplicaciones de bombas de agua de mar a temperaturas superiores a 40°C, considere la posibilidad de utilizar el súper dúplex 2507 (PREN aproximadamente 43) para obtener la máxima vida útil. Fuente: Outokumpu Corrosion Handbook, 2015; Avesta Sheffield Corrosion Handbook, Sandvik, 2004; NORSOK M-630.
Resumen: El marco de decisión para la selección
La comparación entre el acero dúplex 2205 y el inoxidable 316 se reduce en última instancia a una decisión estructurada basada en cuatro parámetros principales:
Temperatura: Si el entorno de servicio supera los 315°C sostenidos, o desciende por debajo de -40°C, se requiere 316L. Dentro del intervalo de -40 °C a 315 °C, ambas aleaciones están cualificadas térmicamente.
Exposición al cloruro: En cualquier aplicación con concentraciones de cloruros superiores a 1.000 ppm a temperaturas superiores a 40°C, o cualquier aplicación en la que exista riesgo de SCC por cloruros bajo tensión, la 2205 es técnicamente superior y casi con toda seguridad la mejor inversión para el ciclo de vida.
Carga mecánica: Cuando el límite elástico determina el grosor de la pared, el diámetro del eje o el tamaño del tornillo, la ventaja de 2,5 veces la resistencia del 2205 genera un ahorro real de material y costes que compensa parcial o totalmente su sobreprecio.
Requisitos de fabricación: Las fabricaciones soldadas complejas, las aplicaciones criogénicas y los requisitos de acabado superficial favorecen las características de fabricación del 316L y su perfil de cumplimiento normativo establecido.
En MWalloys, suministramos ambas calidades en todas las formas de producto estándar con certificación ASTM completa, certificados de laminación EN 10204 3.1 y verificación PMI. Nuestro equipo técnico puede ayudarle a aplicar este marco de selección a los requisitos específicos de su aplicación, proporcionándole documentación de selección de materiales y un suministro certificado que cumpla sus especificaciones de ingeniería y los plazos del proyecto.
Referencias:
- ASTM A276-21: Especificación estándar para barras y perfiles de acero inoxidable. ASTM Internacional.
- ASTM A240-21: Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip. ASTM Internacional.
- ASTM A479-21: Especificación estándar para barras y perfiles de acero inoxidable para calderas y recipientes a presión. ASTM Internacional.
- ASTM A923-21: Standard Test Methods for Detecting Detrimental Intermetallic Phase in Duplex Stainless Steels. ASTM Internacional.
- ASTM G36: Standard Practice for Evaluating SCC by Boiling Magnesium Chloride Test. ASTM Internacional.
- ASTM G48: Standard Test Methods for Pitting and Crevice Corrosion of Stainless Steels. ASTM Internacional.
- Código ASME de Calderas y Recipientes a Presión, Sección II Parte A y Parte D. ASME, 2023.
- NACE MR0175 / ISO 15156: Materiales para ambientes que contienen H2S. Edición de 2015.
- Sedriks, A.J. Corrosion of Stainless Steels, 2ª edición. Wiley, 1996.
- Nilsson, J.O. Ciencia y Tecnología de Materiales, Volumen 8. Taylor and Francis, 1992. Taylor and Francis, 1992.
- Outokumpu. Manual de acero inoxidable dúplex. Outokumpu Oyj, 2021.
- Outokumpu. Manual de corrosión. Outokumpu Oyj, 2015.
- Lippold, J.C. y Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels. Wiley, 2005.
- Avesta Sheffield. Manual de corrosión para aceros inoxidables. Sandvik, 2004.
- Sandvik Coromant. Guía técnica de mecanizado de acero inoxidable. 2023.
- Norma NORSOK M-630: Material Data Sheets for Piping. Industria noruega del petróleo y el gas, 2015.
- AWS A5.9: Specification for Bare Stainless Steel Welding Electrodes and Rods. Sociedad Americana de Soldadura.
Este artículo ha sido elaborado por el Equipo Técnico Editorial de MWalloys. MWalloys suministra aleación 2205 dúplex y acero inoxidable 316/316L en barra, chapa, placa, tubo, tubería y formas forjadas con certificación ASTM completa, documentación EN 10204 3.1 y verificación PMI. Póngase en contacto con nuestro equipo de ingeniería de aplicaciones para consultas sobre selección de materiales y suministro certificado.
