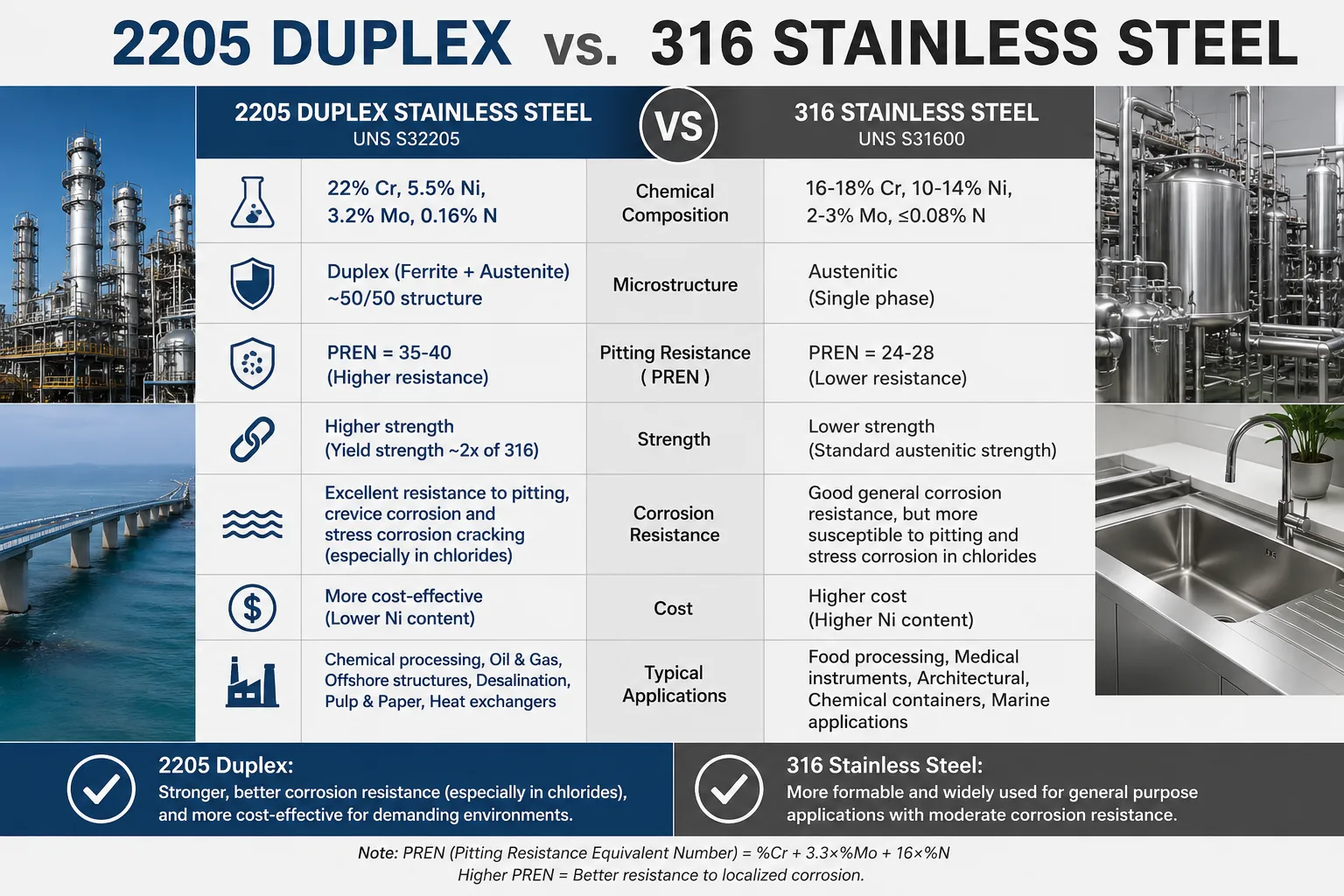
2205 Duplex-Edelstahl übertrifft die Streckgrenze von Edelstahl 316 um das 2,5-fache (mindestens 450 MPa gegenüber mindestens 170 MPa) und bietet eine bessere Beständigkeit gegen Chlorid-Lochfraß mit einem PREN-Wert von 35 gegenüber 24 für 316L. Damit ist er die technisch überlegene und oft auch kostengünstigere Wahl für korrosive strukturelle Anwendungen in der Öl- und Gasindustrie, der chemischen Verarbeitung und der Schifffahrt. Edelstahl 316 ist jedoch eindeutig im Vorteil, wenn es um Tieftemperaturanwendungen, komplexe Konstruktionen, die umfangreiche Schweißarbeiten erfordern, Anwendungen über 315°C und kostensensible Projekte mit moderaten Korrosionsanforderungen geht. Die Wahl der falschen Sorte zwischen diesen beiden Legierungen erhöht die ungeplanten Wartungsereignisse um 40% bis 300%, je nach Einsatzumgebung.
Was sind die grundlegenden metallurgischen Unterschiede zwischen 2205 Duplex und 316 Edelstahl?
Die Leistungsunterschiede zwischen diesen beiden Legierungen sind nicht willkürlich - sie ergeben sich direkt aus ihren Mikrostrukturen und Zusammensetzungen. Wir haben im Laufe der Jahre Hunderte von Substitutionsfällen geprüft, und die Ingenieure, die die besten Auswahlentscheidungen treffen, sind durchweg diejenigen, die verstehen, warum sich jede Legierung so verhält, wie sie es tut, und nicht nur, was die veröffentlichten Zahlen sagen.
Rostfreier Stahl 316: Die vollständig austenitische Struktur
Edelstahl des Typs 316 (UNS S31600) und seine kohlenstoffarme Variante 316L (UNS S31603) gehören zur Familie der austenitischen Edelstähle - der weltweit am häufigsten verwendeten Kategorie von Edelstahl. Das austenitische Gefüge besteht vollständig aus der kubisch-flächenzentrierten (FCC) Gamma-Phase, die durch ausreichende Nickel- und Manganzusätze stabilisiert wird, um die Umwandlung in kubisch-flächenzentrierten (BCC) Ferrit zu verhindern, die sonst bei Raumtemperatur in hochchromhaltigen Eisenlegierungen auftreten würde.
Die nominale Zusammensetzung von 316L umfasst 16% bis 18% Chrom, 10% bis 14% Nickel, 2% bis 3% Molybdän und maximal 0,03% Kohlenstoff. Der Molybdänzusatz in 316 unterscheidet sich von der Grundqualität 304 und bietet eine deutliche Verbesserung der Lochfraß- und Spaltkorrosionsbeständigkeit in chloridhaltigen Umgebungen. Die niedrige Kohlenstoffspezifikation von 316L (0,03% max. gegenüber 0,08% max. für Standard-316) verhindert die Sensibilisierung - die Ausscheidung von Chromkarbiden an den Korngrenzen während des Schweißens -, die andernfalls Chrom aus dem Korngrenzenbereich abziehen und die interkristalline Korrosionsbeständigkeit drastisch reduzieren würde.
Die vollständig austenitische FCC-Struktur von 316 bietet zwei Eigenschaften, die keine Duplex-Legierung vollständig nachbilden kann: außergewöhnliche Duktilität (Dehnung typischerweise 40% bis 60%) und gleichbleibende Zähigkeit bei kryogenen Temperaturen bis zu -196°C und darunter. Das Fehlen einer BCC-Ferritphase bedeutet, dass es keine Übergangstemperatur von duktil zu spröde gibt, wodurch 316 für den Einsatz in flüssigem Stickstoff und flüssigem Sauerstoff geeignet ist.
2205 Duplex-Edelstahl: Der Zwei-Phasen-Vorteil
Die Legierung 2205 (UNS S32205, EN 1.4462) erreicht ihr Leistungsprofil durch eine bewusst hergestellte zweiphasige Mikrostruktur mit etwa 50% Austenit und 50% Ferrit. Diese Duplexstruktur ergibt sich aus dem Gleichgewicht der Zusammensetzung: viel Chrom (22% bis 23%) und Molybdän (3,0% bis 3,5%) stabilisieren den Ferrit, während Nickel (4,5% bis 6,5%) und Stickstoff (0,14% bis 0,20%) den Austenit stabilisieren.
Stickstoff ist das Zusammensetzungselement, das bei Diskussionen über die Leistungsfähigkeit von 2205 am häufigsten unterschätzt wird. Mit einem Gehalt von 0,14% bis 0,20% stärkt Stickstoff gleichzeitig die Austenitphase durch Mischkristallhärtung (was zu einer Streckgrenze von etwa 100 bis 150 MPa beiträgt), stabilisiert das Phasengleichgewicht beim Schweißen und bei der thermischen Verarbeitung und verbessert die Lochfraßbeständigkeit (jede 0,10% Stickstoff trägt etwa 1,6 PREN-Einheiten bei). Dies ist der Hauptgrund dafür, dass 2205 trotz seines geringeren Nickelgehalts eine doppelt so hohe Streckgrenze wie austenitische Werkstoffe erreicht.
Die Ferritphase trägt zu den beiden Eigenschaften bei, die für technische Anwendungen im Chlorideinsatz am wichtigsten sind: hohe Streckgrenze (BCC-Ferrit ist von Natur aus stärker als FCC-Austenit bei gleicher Zusammensetzung) und Beständigkeit gegen Chlorid-Spannungsrisskorrosion. Die zweiphasige Mikrostruktur unterbricht die Ausbreitungswege von SCC-Rissen, die in einer einphasigen austenitischen Matrix kontinuierlich verlaufen würden.
Kompositorischer Vergleich: Die Zahlen hinter der Leistung
| Element | 316 / 316L | 2205 (S32205) | Auswirkung auf die Leistung |
|---|---|---|---|
| Kohlenstoff (C) | 0,08% / 0,03% max | 0,030% max | Beide Low-C-Sorten sind resistent gegen Sensibilisierung |
| Chrom (Cr) | 16-18% | 22-23% | Höheres Cr in 2205: besserer passiver Film |
| Nickel (Ni) | 10-14% | 4.5-6.5% | Höherer Ni-Gehalt in 316: bessere reduzierende Säuren |
| Molybdän (Mo) | 2-3% | 3.0-3.5% | Mehr Mo in 2205: bessere Cl-Beständigkeit |
| Stickstoff (N) | 0,10% max | 0.14-0.20% | 2205 N: Verfestigung + Lochfraßbeständigkeit |
| Eisen (Fe) | Bilanz | Bilanz | Matrix |
| Mangan (Mn) | 2,0% max | 2,0% max | Ähnlich |
| Mikrostruktur | 100% Austenit | ~50% Austenit + ~50% Ferrit | Bestimmt alle Schlüsseleigenschaften |
| PREN (berechnet) | ~24-26 | ~35-36 | Index der Lochfraßbeständigkeit |
| UNS-Bezeichnung | S31600 / S31603 | S32205 | Standard-Identifikation |
Quellen: ASTM A276-21; ASTM A240-21; Outokumpu Korrosionshandbuch, 2015
Wie lassen sich die mechanischen Festigkeitseigenschaften über verschiedene Temperaturbereiche hinweg vergleichen?
Der Festigkeitsunterschied zwischen 2205 und 316 ist der am besten quantifizierbare Leistungsunterschied zwischen diesen Legierungen und derjenige, der sich am direktesten auf Konstruktionsberechnungen anwenden lässt. Das Verständnis dieses Unterschieds bei verschiedenen Temperaturen hilft den Konstrukteuren festzustellen, wo sich der Festigkeitsvorteil in echten Materialeinsparungen niederschlägt.
Mechanische Eigenschaften bei Raumtemperatur
Die in den ASTM-Spezifikationen festgelegten Mindestanforderungen an die mechanischen Eigenschaften stellen die garantierten Untergrenzen dar. Das Produktionsmaterial übertrifft diese Mindestanforderungen in der Regel um ein Vielfaches:
| Eigentum | 316L (ASTM A276) | 316 (ASTM A276) | 2205 S32205 (ASTM A276) | Prüfverfahren |
|---|---|---|---|---|
| Zugfestigkeit (Ultimate Tensile Strength) | 485 MPa (70 ksi) min | 515 MPa (75 ksi) min | 655 MPa (95 ksi) min | ASTM A370 |
| 0.2% Streckgrenze | 170 MPa (25 ksi) min | 205 MPa (30 ksi) min | 450 MPa (65 ksi) min | ASTM A370 |
| Dehnung (2" Spurweite) | 40% Minimum | 40% Minimum | 15% Minimum | ASTM A370 |
| Verkleinerung der Fläche | 50% Minimum | 50% Minimum | 35% Minimum | ASTM A370 |
| Härte (maximal) | 217 HB / 95 HRB | 217 HB / 95 HRB | 293 HB / 36 HRC | ASTM E18/E10 |
| Charpy-Schlagzähigkeit (0°C) | >200 J typisch | >200 J typisch | 150-250 J typisch | ASTM E23 |
Quellen: ASTM A276-21; Daten der Special Metals Corporation; Technisches Handbuch von Outokumpu
Der Unterschied in der Streckgrenze zwischen 2205 (mindestens 450 MPa, typischerweise 515 bis 650 MPa in der Produktion) und 316L (mindestens 170 MPa, typischerweise 220 bis 310 MPa in der Produktion) ist dramatisch. Bei der Konstruktion von Druckbehältern nach ASME BPVC Abschnitt VIII führt dies direkt zu einer Verringerung der zulässigen Wandstärke: Ein 2205-Druckbehälter kann bei gleichem Auslegungsdruck etwa 60% dünnere Wände haben als ein entsprechender 316L-Behälter, was die höheren Materialkosten von 2205 pro Kilogramm teilweise ausgleicht.
Der Vergleich der Dehnung scheint für 2205 ungünstig zu sein (15% Minimum gegenüber 40% Minimum für 316L), aber dies spiegelt keine schlechte Duktilität in irgendeinem praktischen Sinne wider - 15% Dehnung bleibt nach technischen Standards hochgradig duktil, geeignet für die meisten Anforderungen an Umformung, Herstellung und Duktilität im Betrieb. Der Vergleich zeigt lediglich, dass austenitische Güten außergewöhnlich duktil sind, nicht dass 2205 spröde ist.
Beibehaltung der Festigkeit bei erhöhter Temperatur
Mit steigender Temperatur verringert sich der relative Festigkeitsvorteil von 2205 gegenüber 316 und kehrt sich schließlich bei Temperaturen um, die sich dem Bereich der Sigma-Phasenbildung nähern. Die Ferritphase in 2205 verliert mit der Temperatur schneller an Festigkeit als die Austenitphase in 316:
| Temperatur | 316L UTS (MPa) | 316L Streckgrenze (MPa) | 2205 UTS (MPa) | 2205 Streckgrenze (MPa) | 2205 Renditevorteil |
|---|---|---|---|---|---|
| 25°C | 485 | 170 | 655 | 450 | +165% |
| 100°C | 460 | 145 | 600 | 400 | +176% |
| 200°C | 425 | 130 | 560 | 360 | +177% |
| 300°C | 395 | 120 | 510 | 315 | +163% |
| 315°C | 385 | 115 | 490 | 300 | +161% |
| 400°C | 360 | 110 | Nicht empfohlen | Nicht empfohlen | K.A. |
Quelle: ASME BPVC Abschnitt II Teil D; Outokumpu Technical Handbook 2021
Die maximale Auslegungstemperatur des ASME-Codes für 2205 (S32205) liegt bei 315°C, oberhalb derer das Risiko der Sigma-Phasenbildung den Werkstoff für den Druckbetrieb nach dem Code ungeeignet macht. 316L behält seine Codeliste bis etwa 815°C bei, obwohl praktische Korrosions- und Kriechbeschränkungen seinen Nutzbereich in den meisten Anwendungen auf unter 500°C einschränken.
Zähigkeit bei niedrigen Temperaturen: Der Vorteil von 316
Unter -40°C behält Edelstahl 316 unbegrenzt seine volle Duktilität und Schlagzähigkeit bei - eine Folge seiner einphasigen austenitischen FCC-Kristallstruktur, die den Übergang von duktil zu spröde, der bei BCC-Metallen und ferrithaltigen Legierungen auftritt, nicht kennt.
2205 Duplex verliert unterhalb von -20°C zunehmend an Zähigkeit, da sich die Ferritphase dem Übergang von duktil zu spröde nähert. Die veröffentlichten Charpy-Kerbschlagdaten zeigen:
| Temperatur | 316L Charpy-Schlagzähigkeit (J) | 2205 Charpy Impact (J) |
|---|---|---|
| +20°C | >200 J | 200-300 J |
| -20°C | >200 J | 150-250 J |
| -40°C | >200 J | 80-150 J |
| -80°C | >180 J | 20-60 J (oft unter den Mindestanforderungen) |
| -196°C | >150 J | Nicht für den Einsatz im Bauwesen geeignet |
Quelle: Outokumpu Duplex Stainless Steel Handbook, 2021; ASTM E23 Testdatenerhebungen
Die meisten technischen Regelwerke und Normen beschränken Duplex 2205 auf eine Mindestauslegungstemperatur von -40°C ohne spezielle Charpy-Kerbschlagzähigkeitsprüfung in der Produktionswärme. Unterhalb von -40 °C sind austenitische Güten wie 316L und 304L die richtige Wahl.
Welche Legierung bietet eine bessere Lochfraß- und Spaltkorrosionsbeständigkeit in chloridhaltigen Umgebungen?
Lochfraß und Spaltkorrosion in chloridhaltigen Umgebungen sind die vorherrschenden Versagensarten, die in praktisch allen Industriezweigen zur Aufrüstung von Edelstahl führen. Hier übertrifft 2205 in den meisten industriellen Anwendungen eindeutig 316.
PREN-Vergleich: Quantifizierung des Leistungsgefälles
Die Lochfraßbeständigkeits-Äquivalenzzahl bietet eine auf der Zusammensetzung basierende Vorhersage der relativen Lochfraßbeständigkeit:
PREN = %Cr + 3,3 × %Mo + 16 × %N
Berechnete Werte unter Verwendung typischer Midpoint-Zusammensetzungen:
- 316L: 17 + (3.3 × 2.5) = 17 + 8.25 = ~25.3
- 316: 17 + (3.3 × 2.5) = ~25.3 (gleich)
- 2205 (S32205): 22.5 + (3.3 × 3.2) + (16 × 0.17) = 22.5 + 10.56 + 2.72 = ~35.8
Der PREN-Unterschied von etwa 10 Einheiten zwischen 316 und 2205 ist praktisch signifikant. Die veröffentlichten elektrochemischen Testdaten zeigen:
Kritische Lochfraßtemperatur (ASTM G48 Methode E, 6% FeCl3-Lösung):
- 316L: etwa 15°C bis 20°C
- 2205: etwa 35°C bis 45°C
Kritische Spalttemperatur (ASTM G48 Methode D):
- 316L: ca. 0°C bis 5°C (Lochfraß unter Spalten bei Raumtemperatur ist in aggressiven Chloridlösungen möglich)
- 2205: etwa 20°C bis 30°C.
Diese CPT-Werte lassen sich direkt auf die Anwendungsgrenzen für Meerwasser übertragen:
- 316L: nur für sauberes, kaltes Seewasser unter ca. 15°C bis 20°C geeignet, ohne Risse.
- 2205: geeignet für natürliches Meerwasser bei Temperaturen bis ca. 35°C bis 40°C, bei sorgfältiger Ausführung der Fugen zur Minimierung von Rissen.
Leistung von Meerwasser: Beweise aus der Praxis über mehr als 20 Jahre
Die Offshore-Öl- und -Gasindustrie verfügt über die umfangreichste Datenbank zum Einsatzverhalten dieser Legierungen in Meerwasser. Nach der weit verbreiteten Einführung von 2205 in der Nordsee ab den 1980er Jahren zeigen die dokumentierten Fehleranalysen:
- 316L-Rohrleitungen und -Formstücke in Seewasserkühlsystemen: typische Lochfraßbildung innerhalb von 6 bis 18 Monaten bei Seewassertemperaturen über 20°C.
- 316L in Spritzwasserzonen: SCC-induzierte Ausfälle innerhalb von 3 bis 8 Jahren.
- 2205 im gleichwertigen Einsatz: Wartungsintervalle von 15 bis 25 Jahren ohne Lochfraß oder SCC-Ausfälle in ordnungsgemäß ausgelegten Systemen (Nilsson, J.O., Materialwissenschaft und Technologie, Band 8, 1992).
Dieses Leistungsdelta ist der Hauptgrund für die Verwendung von 2205 anstelle von 316 in Offshore- und Meeresumgebungen und ist direkt dafür verantwortlich, dass 2205 der Standardwerkstoff in den NORSOK-Spezifikationen für Offshore-Anlagen in der Nordsee ist.
Schwellenwerte für die Chloridkonzentration
Die Kenntnis der Grenzwerte für die Chloridkonzentration der einzelnen Legierungen hilft Ingenieuren, rationale Entscheidungen darüber zu treffen, für welche Anwendungen 2205 tatsächlich erforderlich ist:
| Chlorid-Konzentration | Temperatur | 316L Eignung | 2205 Angemessenheit |
|---|---|---|---|
| <200 ppm | Umgebungsbedingungen (<30°C) | Gut | Überspezifiziert (Kostenaufschlag nicht gerechtfertigt) |
| 200-1.000 ppm | Umgebungsbedingungen (<30°C) | Geringfügig, überwachen | Gut |
| 1.000-5.000 ppm | Umgebungsbedingungen (<30°C) | Schlecht, Lochfraßgefahr | Gut |
| >5.000 ppm (Brackwasser) | Umgebungsbedingungen (<30°C) | Ungeeignet | Gut-ausreichend |
| Meerwasser (~35.000 ppm) | <20°C | Grenzwertig, Risse vermeiden | Gut |
| Meerwasser (~35.000 ppm) | 20-40°C | Ungeeignet | Angemessen (sorgfältige Planung) |
| Meerwasser (~35.000 ppm) | >40°C | Ungeeignet | Borderline, Upgrade in Betracht ziehen |
| Jede Konzentration | >60°C, hohe Belastung | Ungeeignet (SCC) | Gut (SCC-resistent) |
Quelle: Sedriks, A.J., Corrosion of Stainless Steels, Wiley, 1996; Outokumpu Corrosion Handbook, 2015.
Wie unterscheidet sich die Spannungsrisskorrosionsbeständigkeit zwischen 2205 und 316?
Spannungsrisskorrosion (SCC) ist die Versagensart, bei der der Leistungsunterschied zwischen 2205 und 316 am dramatischsten ist und bei der die Folgen einer falschen Spezifizierung am schwersten sind. Spannungsrisskorrosion führt zu einem plötzlichen Sprödbruch in einem Werkstoff, der bei einer Sichtprüfung intakt zu sein scheint - in der Regel ist vor dem Versagen keine allgemeine Korrosion oder Dimensionsänderung sichtbar.
Die Physik des Chlorid-SCC in austenitischen nichtrostenden Stählen
Austenitischer rostfreier Stahl des Typs 316 ist anfällig für chloridinduzierten SCC, wenn drei Bedingungen gleichzeitig erfüllt sind: ein anfälliges Material (in diesem Fall austenitischer rostfreier Stahl), eine Zugspannung an der Oberfläche (entweder eine aufgebrachte Last oder eine Eigenspannung vom Schweißen, Formen oder Bearbeiten) und eine korrosive Umgebung (chloridhaltige Lösung oberhalb einer Schwellentemperatur, typischerweise über 50°C bis 60°C für 316).
Der klassische beschleunigte Test - siedendes Magnesiumchlorid nach ASTM G36 - zeigt diese Anfälligkeit eindeutig auf: 316L reißt unter diesen Testbedingungen normalerweise innerhalb von 2 bis 24 Stunden. Im industriellen Einsatz kann eine vergleichbare Umweltbelastung in Wärmetauscherrohrbündeln erreicht werden, in denen sich durch Verdampfung konzentrierte Chloridlösungen bilden, in Verarbeitungsanlagen an der Küste, wo sich atmosphärisches Chlorid auf heißen Oberflächen ablagert, und in Systemen zur Förderung von Produktionswasser.
2205 Duplex: Der Mechanismus der SCC-Beständigkeit
Die Duplex-Mikrostruktur von 2205 widersteht Chlorid-SCC durch zwei unabhängige Mechanismen. Erstens bietet die Ferritphase einen intrinsischen Widerstand gegen SCC - Chlorid-SSCC erfordert die FCC-Austenitstruktur für die Rissausbreitung, und die BCC-Ferritphase lenkt Risse ab und hält sie auf, die versuchen, sich von den Austenitregionen auszubreiten. Zweitens verbessert der höhere Chrom- und Molybdängehalt von 2205 die Stabilität und die Repassivierungskinetik der Passivschicht, wodurch die Wahrscheinlichkeit eines Durchbruchs der Passivschicht, der die Korrosion an der Rissspitze auslöst, verringert wird.
Veröffentlichte ASTM G36 Testergebnisse für siedendes Magnesiumchlorid:
- 316L: Risse innerhalb von 2 bis 24 Stunden (dieser Test wird regelmäßig nicht bestanden).
- 2205: keine Rissbildung nach 500+ Stunden (besteht diesen Test durchweg).
Felddaten der Chemical Industries Association bestätigen, dass die Umstellung von 316L auf 2205 in Wärmetauschern, Rohrleitungen und Behältern, die chloridhaltigen Prozessströmen bei Temperaturen über 60 °C ausgesetzt sind, SCC-Ausfälle verhindert - eine Erkenntnis, die in Dutzenden von dokumentierten Fallstudien in MRO-Aufzeichnungen von Chemieanlagen seit den 1990er Jahren übereinstimmt.
Wasserstoffversprödung und SSC im sauren Betrieb
Bei Öl- und Gasanwendungen, die Schwefelwasserstoff (H2S) enthalten, betrifft eine andere Form der umweltbedingten Rissbildung - die sulfidische Spannungsrissbildung (SSC) - Legierungen mit hoher Härte oder Anfälligkeit für Wasserstoffaufnahme. Sowohl 316L als auch 2205 sind in der NACE MR0175/ISO 15156 für saure Anwendungen innerhalb bestimmter Grenzen aufgeführt.
316L ist mit einer maximalen Härte von 22 HRC (ca. 237 HB) für den sauren Einsatz geeignet. Standardgeglühtes 316L erreicht in der Regel 150 bis 170 HB und liegt damit deutlich unter dieser Grenze. Aufgrund seiner geringen Streckgrenze ist es jedoch für viele strukturelle Anwendungen im sauren Betrieb, bei denen sowohl Druckfestigkeit als auch Korrosionsbeständigkeit erforderlich sind, ungeeignet.
2205 ist gemäß NACE MR0175/ISO 15156 Teil 3 mit einer maximalen Härte von 36 HRC für den geglühten Zustand qualifiziert. Die Kombination aus hoher Festigkeit und der Eignung für saure Medien macht es zu einem wertvollen Werkstoff für Komponenten des Produktionswassersystems, Bohrlochkopfbeschläge und Ausrüstungen in mäßig sauren Bohrlöchern.
Was sind die Leistungsunterschiede in bestimmten chemischen Umgebungen?
Abgesehen von der chloridhaltigen Umgebung sind beide Legierungen in den Branchen, in denen sie konkurrieren, Säuren, Laugen und organischen Prozessströmen ausgesetzt. Der Leistungsvergleich in diesen Umgebungen ist nuancierter als bei Chlorid.
Beständigkeit gegen Schwefelsäure
316L schneidet in verdünnten bis mäßigen Schwefelsäurekonzentrationen (unter 10% H2SO4) bei Raumtemperatur recht gut ab, vor allem weil Nickel die Beständigkeit gegenüber nicht oxidierenden Säuren gewährleistet. Der niedrigere Nickelgehalt von 2205 (4,5% bis 6,5% im Vergleich zu 10% bis 14% für 316L) verringert seine Beständigkeit gegenüber reduzierenden Säuren im Vergleich zu 316L.
In verdünnter Schwefelsäure (1% bis 5% H2SO4, 25°C), typische Korrosionsraten:
- 316L: 0,05 bis 0,15 mm/Jahr (akzeptabel für viele Anwendungen)
- 2205: 0,10 bis 0,25 mm/Jahr (ähnliche Leistung, etwas höher).
Bei höheren Konzentrationen (10% bis 30% H2SO4) und erhöhten Temperaturen (über 50°C) zeigt 316L aufgrund seines höheren Nickelgehalts eine bessere Beständigkeit als 2205. Für den Einsatz in konzentrierter Schwefelsäure über 30% ist keine der beiden Legierungen geeignet, ohne dass detaillierte Korrosionsprüfungen speziell für die Einsatzbedingungen durchgeführt werden.
Salpetersäure-Beständigkeit
Beide Legierungen eignen sich gut für Salpetersäure, da ihr hoher Chromgehalt in dieser oxidierenden Umgebung eine stabile Passivschicht bildet. In verdünnter bis mäßiger Salpetersäure (unter 30% HNO3, Umgebungstemperatur):
- 316L: typischerweise 0,05 bis 0,20 mm/Jahr
- 2205: typischerweise 0,03 bis 0,15 mm/Jahr (etwas besser aufgrund des höheren Chromgehalts).
Bei höheren Konzentrationen und Temperaturen werden beide Legierungen von hochsiliziumhaltigen oder aluminiumlegierten nichtrostenden Stählen übertroffen. Weder 316 noch 2205 sind die bevorzugte Wahl für den Einsatz in konzentrierter heißer Salpetersäure.
Ätzende (NaOH) Umgebungen
Beide Legierungen sind in Natriumhydroxidlösungen (Laugen) ausreichend beständig. Der höhere Nickelgehalt von 316L bietet eine etwas bessere Beständigkeit in konzentrierter Lauge (über 30% NaOH) bei erhöhten Temperaturen, aber beide Legierungen sind unterhalb dieser Schwelle akzeptabel. Bei austenitischen nichtrostenden Stählen kann es bei Temperaturen über 100 °C ab ca. 10% NaOH zu Spannungsrisskorrosion kommen. Die Duplex-Struktur von 2205 bietet eine bessere SCC-Beständigkeit in laugenhaltigen Umgebungen, ebenso wie in chloridhaltigen Umgebungen.
Organische Säuren und Prozessströme
Bei Anwendungen in der Lebensmittel-, Getränke-, Pharma- und Feinchemieindustrie, die organische Säuren (Essig-, Zitronen-, Milch- und Ameisensäure) enthalten, zeigen beide Legierungen ähnliche Leistungen bei Umgebungstemperaturen bis zu moderaten Temperaturen. 316L wird in diesen Branchen häufiger spezifiziert, da es schon seit längerer Zeit behördlich zugelassen ist (FDA, EU-Materialien mit Lebensmittelkontakt), die Oberflächenbearbeitung auf die erforderlichen Ra-Werte einfacher ist und die Kosten in milden Umgebungen, in denen die verbesserten Korrosionseigenschaften von 2205 nicht benötigt werden, niedriger sind.
| Chemische Umwelt | 316L Leistung | 2205 Leistung | Bevorzugte Legierung |
|---|---|---|---|
| Verdünnte H2SO4 (<10%, <50°C) | Gut | Gut-Fair | 316L leichter Vorteil |
| Mäßiges H2SO4 (10-30%, <50°C) | Mäßig | Messe | 316L-Vorteil |
| Verdünntes HNO3 (<30%, Umgebung) | Gut | Gut | Vergleichbar |
| Salzsäure (beliebig) | Schlecht | Schlecht | Weder noch; verwenden Sie Ni-Legierungen |
| NaOH (<30%, <80°C) | Gut | Gut | Vergleichbar |
| Seewasser (<20°C, sauber) | Marginal | Gut | 2205 bevorzugt |
| Meerwasser (>30°C) | Ungeeignet | Angemessen | 2205; oder erwägen Sie ein Upgrade |
| Chlorierte organische Stoffe | Schlecht | Gut | 2205 bevorzugt |
| Harnstoff/Karbamat | Schlecht (SCC-Risiko) | Gut | 2205 bevorzugt |
| Kraftzellstoffablauge | Messe | Sehr gut | 2205 bevorzugt |
| Lebensmittel-/Getränkesäuren | Gut | Gut | 316L (Kosten, Konformität) |
| Phosphorsäure (sauber) | Gut | Gut | Vergleichbar |
| Hochtemperatur-Oxidation (>315°C) | Gut | Nicht geeignet | 316L |
Wie sieht es mit der Verarbeitbarkeit, Schweißbarkeit und Bearbeitbarkeit aus?
Die Wahl des Werkstoffs kann nicht von der Fertigungspraktikabilität abgekoppelt werden. Eine Legierung mit idealen Korrosions- und mechanischen Eigenschaften, die sich nicht wirtschaftlich in der gewünschten Bauteilgeometrie herstellen lässt, ist keine praktikable Wahl.
Schweißbarkeit: Wo 316L einen bedeutenden Vorteil hat
Das einphasige austenitische Gefüge von 316L macht es zu einer der am einfachsten zu schweißenden rostfreien Sorten. Das Fehlen von Ferrit bedeutet, dass keine Gefahr der Bildung von Sigma-Phasen in der Schweißnaht-Zwischenzone besteht, und der niedrige Kohlenstoffgehalt schließt das Risiko einer Sensibilisierung aus. 316L kann mit praktisch jedem Lichtbogenschweißverfahren geschweißt werden, verträgt eine große Bandbreite an Wärmeeinbringung ohne Gefügeschäden und erfordert für die meisten Anwendungen keine Wärmebehandlung vor oder nach dem Schweißen. Die Auswahl des Schweißzusatzes ist einfach: ER316L-Draht (AWS A5.9) für gleichartige Schweißungen, ER309L oder ER312 für ungleichartige Verbindungen.
Das Schweißen von 2205-Duplex erfordert mehr Prozessdisziplin. Der thermische Zyklus der Schweißung muss die Wärmezufuhr zwischen ca. 0,5 und 1,5 kJ/mm (WIG) halten, um eine ausreichende Austenitumformung in der von der Erstarrungstemperatur abkühlenden WEZ zu erreichen. Eine zu langsame Abkühlung (übermäßige Wärmezufuhr oder hohe Zwischenlagentemperatur) führt zur Bildung von Sigma-Phasen; eine zu schnelle Abkühlung (unzureichende Wärmezufuhr) führt zu einer übermäßig ferritischen WEZ mit reduzierter Zähigkeit und Korrosionsbeständigkeit.
Der Schweißzusatzwerkstoff für 2205 ist ER2209 (AWS A5.9), der leicht überlegiert ist, um die schnellere Abkühlung zu kompensieren, die zu Ferrit im Schweißgut führt. Die Zwischenlagentemperatur muss unter 150 °C gehalten werden - eine Anforderung, die die Schweißproduktivität bei komplexen Verbindungen mit mehreren Lagen im Vergleich zu 316L verlangsamt.
Beim Schweißen vor Ort, beim Reparaturschweißen oder bei komplexen Fertigungen mit vielen Schweißdurchgängen an schweren Profilen ist 316L aufgrund seiner größeren Toleranz gegenüber Schwankungen im Schweißprozess aus Sicht der Qualitätskontrolle eine risikoärmere Wahl.
Vergleich der Bearbeitbarkeit
316L selbst gilt im Vergleich zu Kohlenstoffstahl als mäßig schwer zu bearbeitender Werkstoff, was in erster Linie auf sein Kaltverfestigungsverhalten und seine Neigung zur Bildung von Aufbauschneiden an Schneidwerkzeugen zurückzuführen ist. Im Vergleich zu 2205 ist 316L jedoch deutlich besser zerspanbar:
| Bearbeitungsparameter | 316L | 2205 Doppelhaushälfte | Praktische Auswirkung |
|---|---|---|---|
| Relativer Zerspanbarkeitsindex | ~45-55% | ~30-40% | 2205 erfordert langsamere Geschwindigkeiten |
| Aushärtungsrate | Mäßig-hoch | Hoch | 2205 braucht mehr Futtermittel |
| Schnittkraft (relativ) | 1.00x | 1.25-1.40x | 2205 erfordert leistungsfähigere Maschinen |
| Standzeit (relativ) | 1.00x | 0.55-0.70x | 2205 verbraucht Werkzeuge schneller |
| Empfohlene Schnittgeschwindigkeit (Drehen) | 120-180 m/min | 80-150 m/min | Angepasst für Kaltverfestigung |
| Empfohlene Mindestvorschubgeschwindigkeit | 0,10 mm/Umdrehung | 0,15 mm/Umdrehung | Höherer Vorschub schneidet unter der gehärteten Schicht |
| Bevorzugte Werkzeuge | Hartmetall P15-P25 | Hartmetall P25-P35 | Zäheres Hartmetall für 2205 |
Quelle: Sandvik Coromant Stainless Steel Machining Guide, 2023; Kennametal Machining Data
Bei präzisionsbearbeiteten Komponenten - Pumpenwellen, Ventilschäfte, Verschlüsse und Instrumentenarmaturen - müssen die höheren Bearbeitungskosten von 2205 (ca. 25% bis 40% längere Zykluszeiten als bei entsprechenden 316L-Operationen) bei der Berechnung der Gesamtkosten der Komponenten berücksichtigt werden.
Kaltumformung und Ziehen
Die hohe Duktilität von 316L (40%+ Dehnung) und die relativ niedrige Streckgrenze machen es zu einem ausgezeichneten Werkstoff für die Kaltumformung, einschließlich Tiefziehen, Hydroforming und Rohrbiegen. Die höhere Streckgrenze von 2205 erfordert eine um 40% bis 60% höhere Umformkraft für eine gleichwertige Verformung, und die geringere Dehnung erfordert die Beachtung von Mindestbiegeradien (3t bis 4t Innenradius für 2205 gegenüber 1,5t bis 2t für 316L im Flachmaterial).
Bei gezogenen Rohren, geformten Strangpressprofilen oder komplexen kaltgeformten Druckfittings stellen die Umformeigenschaften von 316L einen bedeutenden Fertigungsvorteil dar, der sich auf die Werkzeugkonstruktion, die Anforderungen an die Pressenkapazität und die Glühhäufigkeit bei mehrstufigen Umformvorgängen auswirkt.
Oberflächengüte und Ästhetik
316L erreicht nach dem mechanischen Polieren eine bessere Oberflächenqualität mit geringeren Rauhigkeitswerten (Ra) als 2205. Die zweiphasige Mikrostruktur von 2205 führt zu unterschiedlichen Poliergeschwindigkeiten zwischen Austenit- und Ferritkörnern, wodurch der erreichbare Ra-Wert beim mechanischen Polieren auf etwa 0,4 bis 0,8 Mikrometer begrenzt wird. 316L erreicht regelmäßig Ra-Werte unter 0,2 Mikrometer, und elektropoliertes 316L erreicht Ra-Werte unter 0,1 Mikrometer. Dieser Vorteil bei der Oberflächengüte ist in der Pharmazie, der Lebensmittelverarbeitung und der Halbleiterindustrie von entscheidender Bedeutung, wo Ra-Anforderungen für die Hygiene oder die Kontaminationskontrolle festgelegt sind.
Wie hoch sind die Gebrauchstemperaturen der einzelnen Legierungen?
Die Temperaturbereichskompatibilität ist eine binäre Bedingung bei der Auswahl von Legierungen - ein Material, das innerhalb des erforderlichen Temperaturbereichs versagt, ist einfach ungeeignet, ungeachtet anderer Vorteile.
Obere Temperaturgrenzwerte
2205 Duplex Maximale Temperatur:
Die praktische obere Gebrauchstemperatur für 2205 Duplex in dauerhaften strukturellen Anwendungen beträgt 315°C (600°F), die durch die ASME BPVC Code-Listen festgelegt und durch metallurgische Überlegungen gestützt wird. Oberhalb von 300°C beginnt sich die Sigma-Phase (intermetallische Fe-Cr-Verbindung) allmählich im Duplex-Mikrogefüge zu bilden. Bildung der Sigma-Phase:
- Reduziert die Charpy-Kerbschlagarbeit bei Raumtemperatur um 50% bis 90% selbst bei geringen Volumenanteilen (bereits 1% Sigma-Phase führt zu erheblicher Versprödung).
- Reduziert die Lochfraßkorrosionsbeständigkeit auf ein Niveau, das mit dem von 316 vergleichbar ist.
- Reduziert die Duktilität von typischerweise 25% Dehnung auf unter 5% unter stark versprödeten Bedingungen.
Die TTT-Kurve (Time-Temperature-Transformation) für die Sigma-Phase in 2205 zeigt die schnellste Umwandlungskinetik im Bereich von 700°C bis 900°C (Minuten bis Stunden für einen signifikanten Phasenanteil). Selbst bei 400°C bis 500°C bildet sich die Sigma-Phase über längere Zeiträume (Tausende von Stunden), so dass ein dauerhafter Einsatz über 315°C nicht zu empfehlen ist.
316L Obere Temperatur:
316L ist nach dem ASME-Code für Druckbehälter bis zu einer Temperatur von etwa 815 °C zugelassen, obwohl die praktische Konstruktion in der Regel unter 600 °C bleibt, wo das Kriechen erheblich wird. Die Sigma-Phase kann sich in 316 auch bei Temperaturen über ca. 550 °C bei extrem langer Einwirkung (Tausende von Stunden) bilden, aber die Kinetik ist viel langsamer als bei Duplex-Sorten. Für Prozesswärmeanlagen, Ofenkomponenten und chemische Hochtemperaturreaktoren ist 316L die geeignete austenitische Wahl, wenn sowohl Temperatur- als auch Korrosionsbeständigkeit erforderlich sind.
Untere Temperaturgrenzwerte
2205 Duplex Mindesttemperatur:
Der ASME-Code und die meisten technischen Normen beschränken 2205 Duplex auf eine Mindestauslegungstemperatur von -40°C ohne Kerbschlagbiegeversuch. Zwischen -20°C und -40°C sinkt die Charpy-Kerbschlagarbeit von ca. 150 bis 250 J auf ca. 80 bis 150 J. Für Anwendungen, die eine gleichbleibende Kerbschlagarbeit bei Temperaturen unter dem Gefrierpunkt erfordern, sollte eine spezifische Charpy-Produktionswärmeprüfung bei der Auslegungstemperatur nach ASTM A923 Methode B durchgeführt werden.
Unter -40°C ist 2205 im Allgemeinen für strukturelle Anwendungen ungeeignet. Die BCC-Kristallstruktur der Ferritphase nähert sich dem Übergang von duktil zu spröde, und selbst wenn Austenit die Zähigkeit etwas mildert, sinkt die gesamte Aufprallenergie des Systems auf Werte, die unter den meisten technischen Mindestanforderungen liegen.
316L Mindesttemperatur:
Der austenitische Edelstahl 316L eignet sich für den Einsatz bei jeder erreichbaren kryogenen Temperatur, einschließlich der Temperatur von flüssigem Helium (-269 °C). Seine FCC-Kristallstruktur macht bei keiner Temperatur einen Übergang von duktil zu spröde durch. Dies macht 316L (und 304L) zum Standardwerkstoff für kryogene Behälter, LNG-Komponenten, kryogene Laborausrüstungen und Systeme zur Handhabung von Raketentreibstoffen, bei denen sowohl Tieftemperaturzähigkeit als auch Korrosionsbeständigkeit erforderlich sind.
| Temperatur-Regime | 316L Eignung | 2205 Angemessenheit | Empfohlene Note |
|---|---|---|---|
| Über 315°C | Gut bis ~815°C (ASME) | Nicht geeignet (Sigma-Phase) | 316L |
| 100°C bis 315°C | Ausgezeichnet | Gut, gut innerhalb der Grenzen | Beides; 2205, wenn Festigkeit erforderlich |
| 0°C bis 100°C | Ausgezeichnet | Ausgezeichnet | 2205 wenn Cl vorhanden; 316L wenn nicht |
| -40°C bis 0°C | Ausgezeichnet | Gut (mit Schlagprüfung) | Beide; 2205 Charpy prüfen |
| -100°C bis -40°C | Ausgezeichnet | Nicht empfohlen | 316L |
| Unter -100°C (kryogenisch) | Ausgezeichnet | Ungeeignet | 316L |
Für welche Anwendungen ist 2205 Duplex im Vergleich zu Edelstahl 316 am besten geeignet?
Der vorangegangene technische Vergleich wird am aussagekräftigsten, wenn er in konkrete Anwendungsempfehlungen umgesetzt wird. Die folgende Analyse spiegelt unsere Erfahrung bei der Beratung von Verfahrenstechnikern und Beschaffungsteams in verschiedenen Branchen wider.
Anwendungen, bei denen 2205 die beste Wahl ist
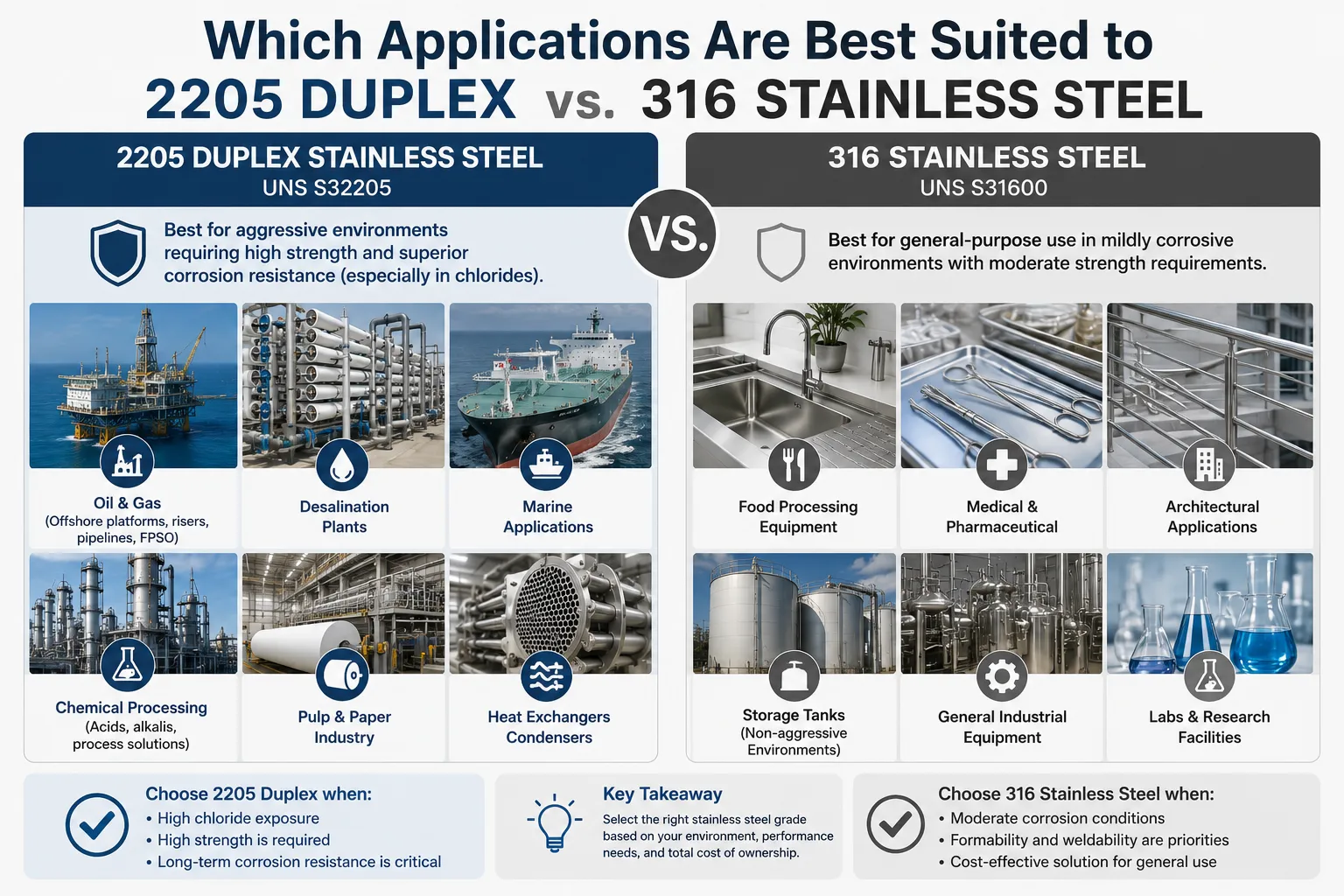
Rohrleitungen und strukturelle Komponenten von Offshore-Plattformen: Produktionswassereinspritzleitungen, Meerwasserhebeleitungen, Prozessrohrleitungen auf der Oberseite und Konstruktionsrohre. Die Kombination aus hoher Festigkeit (Gewichts- und Kosteneinsparungen durch dünnere Wandabschnitte) und Chlorid-SCC-Beständigkeit geht direkt auf die beiden vorherrschenden Versagensarten von 316L in dieser Umgebung ein. Die NORSOK-Norm M-630 spezifiziert 2205 als Standardmaterial für viele Offshore-Rohrleitungsanwendungen, und zwar genau wegen dieses doppelten Vorteils.
Ausrüstung für Entsalzungsanlagen: Druckbehälter für die Umkehrosmose, Pumpenwellen und Hochdruckmembrangehäuse werden in Meerwasser bei Temperaturen und Chloridkonzentrationen betrieben, die die Möglichkeiten von 316L übersteigen. Der Vorteil von 2205 in Bezug auf die Druckrate ermöglicht dünnere Wände in Hochdruckbehältern, während seine Lochfraßbeständigkeit Ausfälle durch lokale Korrosion verhindert, die die Integrität des Umkehrosmosesystems beeinträchtigen würden.
Prozessausrüstung für chemische Anlagen: Harnstoff- und Düngemittelreaktoren und die dazugehörigen Rohrleitungen, Zellstoff- und Papierfabriken, Bleichanlagen und Reaktoren für chlorierte organische Chemikalien, bei denen die SCC-Anfälligkeit von 316L ein inakzeptables Ausfallrisiko darstellt. Die Kosten eines SCC-Versagens in einem Druckbehälter - einschließlich Produktionsausfall, Notfallreparaturen, Benachrichtigung der Behörden und Untersuchung des Vorfalls - übersteigen bei weitem die Materialkosten für 2205.
Brücken- und Meeresinfrastruktur: In küstennahen Umgebungen mit Salzsprühnebel und hoher Luftfeuchtigkeit entwickeln 316L-Strukturbauteile Lochfraß an der Oberfläche und schließlich einen Querschnittsverlust, der innerhalb von 10 bis 15 Jahren Wartungseingriffe erfordert. Die überragende Lochfraßbeständigkeit von 2205 verlängert die Inspektionsintervalle und senkt die Wartungskosten über eine Lebensdauer der Infrastruktur von 50 bis 100 Jahren.
Hochdruck-Wärmeaustauscher: Wenn rohr- oder mantelseitige Flüssigkeiten bei Temperaturen über 50°C Chloride enthalten, eliminieren 2205-Rohrbündel das SCC-Risiko, das 316L ungeeignet macht. Die 2,5-fach höhere Streckgrenze von 2205 ermöglicht außerdem dünnere Rohrwände und kleinere Rohrdurchmesser bei gleicher Wärmeübertragungsfläche, was die thermische Effizienz verbessern kann.
Anwendungen, bei denen 316L weiterhin die bessere Wahl ist
Kryogener Service: Jede Anwendung bei Temperaturen unter -40°C erfordert die volle kryogene Zähigkeit des austenitischen Edelstahls. 316L ist der etablierte Standard für Einbauten in LNG-Anlagen, Flüssigstickstoffbehälter, Kryopumpen und Kühllagereinrichtungen. 2205 kann für diese Anwendungen nicht sicher verwendet werden.
Lebensmittel-, Pharma- und Reinraumanwendungen: Wenn die Einhaltung der FDA-Vorschriften, der EU-Vorschriften für Materialien mit Lebensmittelkontakt oder Anforderungen an die Oberflächenbeschaffenheit von weniger als 0,2 Mikron vorgeschrieben sind, bieten die Zulassungsgeschichte von 316L, die glatte Polierbarkeit und die Fähigkeit zum Elektropolieren Vorteile, die 2205 nicht bieten kann. Der Kostenaufschlag für 2205 in diesen Umgebungen bietet keinen ausreichenden Korrosionsbeständigkeitsvorteil, um ihn zu rechtfertigen.
Prozessausrüstung für Hochtemperaturen über 315°C: Ofenkomponenten, Prozessheizungen, Hochtemperaturreaktoren und Wärmetauscheroberflächen, die Temperaturen über 315°C ausgesetzt sind, erfordern austenitische Qualitäten. 316L ist mit seiner Codeliste bis 815 °C und der Tatsache, dass es keine Bedenken hinsichtlich der Sigma-Phasen-Versprödung gibt, die richtige Wahl.
Komplexe Anfertigungen mit umfangreichen Schweißarbeiten: Skid Frames, Prozessmodule und komplexe Druckbehälter mit Dutzenden von Schweißnähten und schwierigem Zugang für die Inspektion nach dem Schweißen profitieren von der hervorragenden Schweißtoleranz von 316L. Das Risiko, versehentlich schädliche Phasen durch Schweißprozessabweichungen zu erzeugen, ist bei 316L wesentlich geringer als bei 2205.
Mild korrosive Umgebungen zu geringen Kosten: Wenn die Chloridkonzentration unter 200 ppm liegt, die Temperaturen unter 40°C bleiben und keine Zugspannungskonzentrationen vorhanden sind, bietet 316L einen angemessenen Korrosionsschutz zu 15% bis 25% niedrigeren Materialkosten als 2205. Die Verwendung von 2205 in diesen Umgebungen ist keine technische Optimierung - es sind unnötige Kosten.
Wie sehen die tatsächlichen Lebenszykluskosten und die Wirtschaftlichkeit aus?
Der finanzielle Vergleich zwischen 2205 und 316 erfordert eine Lebenszyklusperspektive, nicht einen Kaufpreisvergleich. Dies ist der Punkt, an dem viele Beschaffungsentscheidungen scheitern: die Optimierung der anfänglichen Materialrechnung bei gleichzeitiger Vernachlässigung der Gesamtbetriebskosten über die gesamte Lebensdauer des Bauteils.
Vergleich der Materialkosten in den Jahren 2025-2026
Ungefähre Marktpreise für gängige Produktformen:
| Produkt Form | 316L Preis (USD/kg) | 2205 Preis (USD/kg) | 2205 Prämie |
|---|---|---|---|
| Blatt/Platte (gängige Größen) | $4.00-5.50 | $4.80-6.80 | ~20-25% |
| Rundstab (25-100mm) | $4.50-6.00 | $5.20-7.50 | ~15-25% |
| Nahtloses Rohr | $5.50-8.00 | $6.50-9.50 | ~18-22% |
| Rohre (Tabelle 10-40) | $5.00-7.50 | $6.00-8.50 | ~15-20% |
| Schmiedeteile | $6.00-10.00 | $7.50-12.00 | ~20-25% |
Der Rohstoffaufschlag für 2205 gegenüber 316L liegt je nach Produktform und Marktbedingungen zwischen 15% und 25%. Dieser Aufschlag verringert sich pro Bauteil erheblich, wenn die durch die höhere Streckgrenze von 2205 ermöglichte Verringerung der Wandstärke berücksichtigt wird.
Die festigkeitsangepasste Materialkostenberechnung
Für einen Druckbehälter oder ein Rohrleitungsbauteil, das für denselben Nenndruck ausgelegt ist:
- Erforderliche 316L-Wandstärke: t₁ = (P × D) / (2 × S₁), wobei S₁ = 115 MPa (316L zulässig bei 100°C)
- Erforderliche 2205-Wanddicke: t₂ = (P × D) / (2 × S₂), wobei S₂ = 160 MPa (2205 zulässig bei 100°C)
Das Verhältnis t₂/t₁ = S₁/S₂ = 115/160 = 0,72 - das bedeutet, dass ein 2205-Bauteil nur 72% der Wandstärke eines entsprechenden 316L-Bauteils benötigt. Wenn das Materialgewicht proportional zur Wandstärke ist, ist die tatsächliche Materialmenge für ein 2205-Bauteil 28% geringer als bei 316L für dieselbe Druckstufe.
Wenn 2205 pro Kilogramm 20% mehr kostet, aber 28% weniger Material nach Gewicht benötigt, betragen die tatsächlichen Materialkosten des fertigen Bauteils etwa 0,80 × 0,72 = 0,86 × die 316L-Kosten. Mit anderen Worten: 2205 kann als fertiges, druckbeständiges Bauteil billiger sein als 316L, selbst wenn man die Verlängerung der Lebensdauer nicht berücksichtigt.
Die Lebensdauerwertberechnung
Der Vorteil der Lebensdauer von 2205 in chloridhaltigen Umgebungen variiert je nach den spezifischen Bedingungen, ist jedoch gut dokumentiert:
In einer dokumentierten Fallstudie aus einem Chemiewerk an der Küste, das chlorierte Lösungsmittel verarbeitet, zeigte der Vergleich zwischen Pumpenschächten aus 316L und 2205:
- Lebensdauer der 316L-Welle: 14 bis 18 Monate, bevor SCC ausfällt und ausgetauscht werden muss
- Lebensdauer der Welle 2205: 7 bis 10 Jahre ohne korrosionsbedingte Ausfälle
Bei Kosten für den Austausch der Welle von $12.000 pro Ereignis (Teil + Arbeit + Ausfallzeit) betrugen die Lebenszykluskosten über 10 Jahre:
- 316L: etwa 7 Austauschvorgänge × $12.000 = $84.000
- 2205: etwa 1 Ersatzereignis × $16.000 (höhere Anfangskosten) = $16.000
- Nettoeinsparung über 10 Jahre ab 2205: etwa $68.000 pro Pumpenschacht
Hochgerechnet auf ein typisches Chemiewerk mit 40 bis 80 Pumpeneinheiten belaufen sich die Gesamteinsparungen durch die systematische Umrüstung von 316L auf 2205 auf $2,7 Millionen bis $5,4 Millionen über einen Zeitraum von 10 Jahren - eine überzeugende Investitionsrendite, die den Spezifikationsaufschlag um ein Vielfaches rechtfertigt (Avesta Sheffield Corrosion Handbook, Sandvik, 2004).
Wie schneiden die einzelnen Legierungen bei industriellen Schrauben und mechanischen Bauteilen ab?
Die Wahl zwischen 2205 und 316 bei industriellen mechanischen Komponenten - einschließlich Extruderschnecken, Wellenschutzhülsen, Ventilschäften, Pumpenlaufrädern und Befestigungselementen - erfordert ein ausgewogenes Verhältnis zwischen Korrosionsbeständigkeit und den mechanischen Anforderungen, die für rotierende und sich hin- und herbewegende Geräte gelten.
Anwendungen für Extruder und Verarbeitungsschnecken
In Polymerverarbeitungsanlagen, die mit korrosiven Verbindungen arbeiten, kommen beide Legierungen in schraubennahen Bauteilen vor (und nicht im primären Schneckenkörper, für den in der Regel spezielle Werkzeugstähle oder hochlegierte Überzüge zur Verschleißfestigkeit verwendet werden). Speziell:
Feed Zone Hardware und Laufkomponenten: 316L wurde in der Vergangenheit für Trichterauskleidungen, Fasshalterungen und Komponenten des Zufuhrbereichs in der allgemeinen Polymerverarbeitung verwendet. Bei der Verarbeitung von chlorierten Polymeren (PVC, PVDC, chloriertes Polyethylen) schaffen die bei der Verarbeitung entstehende HCl und Chloridreste in den Zuführungsmaterialien eine korrosive Umgebung, die bei Betriebstemperaturen über 60 °C häufig Lochfraß und SCC in 316L-Komponenten verursacht. Die Umrüstung auf 2205 für diese Komponenten in PVC- und halogenierten Polymerverarbeitungsanlagen verlängert die Lebensdauer durchweg um das Drei- bis Fünffache, wie Erfahrungsberichte von europäischen und nordamerikanischen Compoundieranlagen zeigen.
Adapterflansche und Übergangsstücke: Verschraubte Flansche, die Extruderzylinder, Düsenadapter und Schmelzerohrkomponenten verbinden, sind sowohl mechanischer Belastung (Vorspannung der Schrauben, Temperaturwechsel) als auch chemischer Belastung ausgesetzt. Die Kombination aus anhaltender Zugspannung und chloridhaltiger Polymerschmelze ist genau die Bedingung, unter der 316L durch SCC versagt. 2205-Komponenten an diesen Stellen verhindern SCC-Versagen und bieten gleichzeitig Druckwerte, die mit den typischen Betriebsdrücken von Extrusionssystemen von 300 bis 700 bar kompatibel sind.
Schneckenantrieb und Getriebekomponenten: Drucklagergehäuse und Getriebeabtriebswellenkomponenten in maritimen oder küstennahen Verarbeitungsumgebungen sind mit salzhaltiger Luft konfrontiert, die bei Produktionsstillstand auf den Oberflächen kondensiert. Die Aufrüstung dieser Komponenten von 316L auf 2205 verhindert Lochfraß in küstennahen Verarbeitungsanlagen und reduziert Wartungseingriffe, die Stillstandzeiten in der Extrusionsanlage verursachen.
Anwendungen von Verbindungselementen
316L-Verbindungselemente sind Standard in der Lebensmittelverarbeitung, der Pharmazie und bei allgemeinen industriellen Anwendungen. 2205-Verbindungselemente bieten spezifische Vorteile in:
- Verschraubungen im Offshore- und Marinebereich (verhindert SCC bei anhaltender Vorspannung in Seewasser-Spritzwasser-Umgebungen).
- Flanschverbindungen in Chemieanlagen (verhindert das Versagen von Schrauben in chlorhaltigen Prozessdampfatmosphären).
- Strukturelle Verbindungen im Außenbereich der Küste (verlängert die Wartungsintervalle von 5 bis 7 Jahren auf 15 bis 20 Jahre).
Die höhere Streckgrenze von 2205-Verbindungselementen (mindestens 450 MPa im Vergleich zu 170 MPa bei 316L) ermöglicht eine bessere Beibehaltung der Vorspannung bei Temperaturschwankungen - ein praktischer Vorteil bei Flanschen für Prozessleitungen, die Temperaturschwankungen ausgesetzt sind.
Komponenten der Pumpe
Zentrifugalpumpenlaufräder, Verschleißringe und Wellenschutzhülsen für den Einsatz in Meerwasser sind einer der am besten dokumentierten Anwendungsvergleiche zwischen 2205 und 316. Veröffentlichte Praxiserfahrungen aus Entsalzungsanlagen, Küstenkraftwerken und Offshore-Plattformen zeigen dies immer wieder:
- 316L-Laufräder im Seewasserbetrieb: Lochfraßschäden innerhalb von 1 bis 3 Jahren, die ein Auswuchten oder einen Austausch erfordern.
- 2205-Laufräder in gleichwertigem Betrieb: 8 bis 15 Jahre Wartungsintervalle ohne Lochfraß oder Wuchtveränderungen.
Durch diese verlängerte Lebensdauer werden geplante und ungeplante Wartungsarbeiten direkt reduziert. In einem typischen Seewasserkühlsystem mit 10 bis 20 Pumpensätzen reduziert der Wechsel von 316L- zu 2205-Laufrädern und -Schleißringen die Arbeitskosten für die Pumpenwartung über einen Zeitraum von 10 Jahren um 40% bis 60%, basierend auf dokumentierten Aufzeichnungen der Schiffstechnik aus mehreren Marine- und Handelsschiffbauprogrammen.
Welche Normen, Spezifikationen und Zertifizierungen gelten für die einzelnen Klassen?
Die Einhaltung der geltenden Spezifikationen ist bei keiner industriellen Anwendung optional - sie ist die vertragliche und technische Grundlage der Lieferbeziehung.
Einschlägige Normen für 316 und 316L
| Produkt Form | 316 / 316L Spezifikation | UNS-Bezeichnung |
|---|---|---|
| Blech und Platte | ASTM A240 | S31600 / S31603 |
| Balken und Formen | ASTM A276 | S31600 / S31603 |
| Bar (Druckgefäß) | ASTM A479 | S31600 / S31603 |
| Nahtloses Rohr | ASTM A213, A269 | S31600 / S31603 |
| Rohrleitung | ASTM A312 | S31600 / S31603 |
| Schmiedeteile | ASTM A182 Güteklasse F316/F316L | S31600 / S31603 |
| Beschläge | ASTM A403 | S31600 / S31603 |
| Schweißdraht | AWS ER316L (A5.9) | S31603 |
| ASME-Druckbehälter | ASME Abschnitt II Teil A (SA-240, SA-276, SA-479) | S31600 / S31603 |
Einschlägige Normen für 2205 Duplex
| Produkt Form | 2205 Spezifikation | UNS-Bezeichnung |
|---|---|---|
| Blech und Platte | ASTM A240 | S32205 |
| Balken und Formen | ASTM A276 | S32205 |
| Bar (Druckgefäß) | ASTM A479 | S32205 |
| Nahtloses Rohr | ASTM A789, A790 | S32205 |
| Rohrleitung | ASTM A790 | S32205 |
| Schmiedeteile | ASTM A182 Güteklasse F51 | S32205 |
| Beschläge | ASTM A815 | S32205 |
| Schweißdraht | AWS ER2209 (A5.9) | -- |
| ASME-Druckbehälter | ASME Abschnitt II Teil A (SA-240, SA-479) | S32205 |
| Saurer Service | NACE MR0175/ISO 15156 Teil 3 | S32205 |
| Phase Erkennung | ASTM A923 | Gilt für 2205 |
Zertifizierungsanforderungen für beide Klassenstufen
Für die industrielle Lieferung dieser Materialien gilt als Mindeststandard für die Dokumentation das Werkszeugnis EN 10204 Typ 3.1, das folgende Angaben enthalten muss:
- Wärmezahl (Guss) mit vollständiger chemischer Zusammensetzung für alle angegebenen Elemente.
- Mechanische Testergebnisse (Zug, Streckung, Dehnung, Flächenreduzierung).
- Ergebnisse des Härtetests.
- Bestätigung der Wärmebehandlungsbedingungen.
- Autorisierte Unterschrift des Herstellers.
Für den Einsatz in Druckbehältern ist ASTM A479 (nicht A276) die erforderliche Spezifikation, und für die Annahme des ASME-Codes muss das Material in ASME Section II, Part A aufgeführt sein.
Für 2205 in allen korrosionskritischen Anwendungen sollte die ASTM A923-Phasendetektionsprüfung als zusätzliche Anforderung spezifiziert werden, um die Freiheit von Sigma-Phasen zu überprüfen. Dies ist besonders wichtig, wenn das Material aus weniger bekannten Quellen stammt.
Die eingehende positive Materialidentifizierung (PMI) durch XRF unterscheidet 2205 definitiv von 316L: 2205 zeigt ungefähr 22% Cr, 5% Ni, 3% Mo; 316L zeigt ungefähr 17% Cr, 11% Ni, 2,3% Mo. Eine Sichtprüfung kann diese Legierungen nicht unterscheiden - PMI ist für jede sicherheitskritische Anwendung obligatorisch.
FAQs: 2205 Duplex vs. 316 Edelstahl
1. Ist 2205 Duplex stärker als Edelstahl 316?
Ja, der rostfreie Duplexstahl 2205 ist wesentlich stärker als der rostfreie Stahl 316. Die Mindeststreckgrenze von 2205 nach ASTM A276 beträgt 450 MPa (65 ksi), das ist etwa das 2,6-fache der Mindeststreckgrenze von 316L von 170 MPa (25 ksi) und das 2,2-fache der Mindeststreckgrenze von Standard-316 von 205 MPa (30 ksi). Typische Produktionswerte bauen diesen Vorteil noch weiter aus: 2205 erreicht in der Regel eine Streckgrenze von 515 bis 650 MPa gegenüber 220 bis 310 MPa bei 316L. Dieser Festigkeitsvorteil hat unmittelbare Auswirkungen auf die Konstruktion: Für gleichwertige Druckstufen benötigen 2205-Komponenten etwa 40% weniger Material als 316L, was den Preisaufschlag pro Kilogramm teilweise ausgleicht. Die höhere Streckgrenze verbessert auch den Erhalt der Vorspannung in Schraubverbindungen bei thermischen Wechselbelastungen und bietet einen größeren Widerstand gegen Verformungen durch mechanische Belastungen in Wellen, Pumpenkomponenten und Bauteilen. Quelle: ASTM A276-21; ASME BPVC Abschnitt II Teil D.
2. Kann 2205 Duplex den rostfreien Stahl 316 in allen Anwendungen ersetzen?
Nr. 2205 Duplex kann 316er Edelstahl in mehreren spezifischen Anwendungskategorien nicht ersetzen. Tieftemperaturanwendungen unter -40°C erfordern die volle austenitische Zähigkeit von 316L - die Ferritphase von 2205 führt zu einem inakzeptablen Verlust an Schlagenergie bei Temperaturen unter dem Gefrierpunkt. Anwendungen mit einer Dauertemperatur von über 315 °C sind für 2205 ebenfalls ungeeignet, da es oberhalb dieser Grenze zu einer Versprödung der Sigma-Phase kommt. 316L ist für Druckbehälter bis etwa 815 °C zugelassen. Komplexe Konstruktionen, die umfangreiche Schweißarbeiten erfordern, profitieren von der größeren Prozesstoleranz von 316L und den einfacheren Anforderungen nach dem Schweißen. Für Anwendungen in der Lebensmittel-, Pharma- und Halbleiterindustrie, die eine Oberflächengüte von weniger als Ra 0,2 Mikron oder spezielle behördliche Zulassungen erfordern, wird in der Regel 316L verwendet. Für Anwendungen, bei denen Chloridumgebungen mit Temperaturen zwischen 0°C und 315°C und mechanischer Belastung kombiniert werden, ist 2205 im Allgemeinen überlegen. Quelle: ASME BPVC Abschnitt VIII; ASTM A923; Outokumpu Duplex Stainless Steel Handbook, 2021.
3. Welche Legierung ist widerstandsfähiger gegen Korrosion durch Meerwasser?
Der nichtrostende Duplexstahl 2205 bietet unter praktisch allen praktischen Bedingungen eine wesentlich bessere Korrosionsbeständigkeit gegenüber Meerwasser als der nichtrostende Stahl 316. Die kritische Lochfraßtemperatur (ASTM G48 Methode E) für 316L in 6% FeCl3 liegt bei etwa 15°C bis 20°C, während 2205 35°C bis 45°C erreicht - was bedeutet, dass 316L bereits bei Temperaturen weit innerhalb der typischen Betriebsbereiche von Meerwasser Lochfraß entwickelt, während 2205 passiv bleibt. In natürlichem Meerwasser bei Umgebungstemperaturen (15°C bis 30°C) entwickelt 316L innerhalb von Monaten bis Jahren Lochfraß an Spalten und Oberflächenunterbrechungen, während ordnungsgemäß hergestellte 2205-Komponenten nachweislich 15 bis 25 Jahre lang frei von Lochfraß bleiben. Noch kritischer ist, dass 316L bei Temperaturen über 50 °C und unter jeglicher Zugspannung in Meerwasser sehr anfällig für Chlorid-Spannungsrisskorrosion ist, während die Duplex-Mikrostruktur von 2205 selbst bei Temperaturen nahe der oberen Einsatzgrenze gegen SCC resistent ist. Bei Anwendungen in Meerwasser über 40 °C oder unter stagnierenden Bedingungen bietet Superduplex 2507 einen besseren Schutz als beide Sorten. Quelle: Nilsson, Materials Science and Technology, 1992; Sedriks, Corrosion of Stainless Steels, Wiley, 1996.
4. Was ist der Kostenunterschied zwischen 2205 Duplex und 316L Edelstahl?
Der Rohstoffkostenaufschlag für 2205-Duplex im Vergleich zu 316L beträgt etwa 15% bis 25% pro Kilogramm für alle Standardproduktformen unter den Marktbedingungen von 2025 bis 2026. Dieser Aufschlag pro Kilogramm entspricht jedoch nicht genau dem Kostenunterschied bei den fertigen Komponenten. Da die Mindeststreckgrenze von 2205 (450 MPa) etwa 2,6 Mal so hoch ist wie die von 316L (170 MPa), benötigen druckbeständige Bauteile aus 2205 für entsprechende Druckstufen nach den ASME-Konstruktionsvorschriften etwa 40% weniger Material nach Gewicht. Auf der Basis der Kosten pro MPa der Streckgrenze ist 2205 etwa 40% bis 50% billiger als 316L. Auf der Basis der Lebenszykluskosten, die eine verlängerte Lebensdauer in chloridhaltigen Umgebungen berücksichtigen, erzielt 2205 beim Austausch von Komponenten bei chloridbedingten SCC- oder Lochfraßausfällen in der Regel 50% bis 70% niedrigere Gesamtbetriebskosten als 316L. Der korrekte wirtschaftliche Vergleich ist niemals der Rohstoffpreis pro Kilogramm, sondern vielmehr die Gesamtkosten für Installation und Wartung über die gesamte Lebensdauer der Anlage. Quelle: ASME BPVC Abschnitt II Teil D; MWalloys Beschaffungsdaten.
5. Wie sieht es mit der Beständigkeit gegen Chlorid-Spannungsrisskorrosion bei den beiden Legierungen aus?
2205 Duplex-Edelstahl ist wesentlich widerstandsfähiger gegen Chlorid-SCC als 316er-Edelstahl. 316L versagt beim Standardtest mit kochendem Magnesiumchlorid (ASTM G36) innerhalb von 2 bis 24 Stunden, während 2205 unter den gleichen Bedingungen nach mehr als 500 Stunden keine Rissbildung aufweist. Im industriellen Einsatz können 316L-Bauteile unter Zugspannung in chloridhaltigen Umgebungen bei über 50°C bis 60°C innerhalb von Monaten bis Jahren einen spröden SCC-Bruch erleiden, oft ohne sichtbare allgemeine Korrosion vor dem Bruch. Die Duplex-Mikrostruktur von 2205 bietet SCC-Widerstand durch zwei Mechanismen: Die Ferritphase unterbricht physikalisch die Rissausbreitungspfade, die kontinuierlich durch einphasigen Austenit verlaufen würden, und der höhere Chrom-Molybdän-Gehalt bietet eine überlegene passive Filmstabilität, die dem korrosionsunterstützten Rissspitzenvorschubmechanismus widersteht. Dokumentierte Fallstudien aus der Industrie zeigen, dass der Wechsel von 316L zu 2205 in chloridhaltigen Umgebungen bei Temperaturen über 60 °C zu keinen SCC-Ausfällen führt. Quelle: Sedriks, Corrosion of Stainless Steels, Wiley, 1996; ASTM G36 Testdaten.
6. Wie hoch ist die maximale Betriebstemperatur für 2205 Duplex im Vergleich zu 316L?
Die maximale Betriebstemperatur für 2205 Duplex bei dauerhaftem strukturellem oder druckhaltigem Einsatz beträgt 315°C (600°F) gemäß ASME BPVC Code Listing. Oberhalb dieser Temperatur bildet sich im Duplex-Mikrogefüge nach und nach eine Sigma-Phase (ein sprödes intermetallisches Eisen-Chrom-Gemisch), die die Legierung versprödet und die Korrosionsbeständigkeit verringert. Selbst geringe Mengen an Sigma-Phase (bis zu 1% nach Volumen) können die Charpy-Kerbschlagarbeit um 50% bis 80% reduzieren und bei mechanischer Belastung einen Sprödbruch verursachen. 316L ist nach dem ASME-Code für den Einsatz in Druckbehältern bis zu einer Temperatur von ca. 815°C (1.500°F) zugelassen, obwohl die Auslegungstemperatur in bestimmten Einsatzbereichen durch Korrosion und Oxidation eingeschränkt ist. Die Temperaturgrenze ist daher ein entscheidender Auswahlfaktor: Für alle Anwendungen, bei denen die Temperatur dauerhaft über 315°C liegt, muss 316L oder ein anderer austenitischer Werkstoff verwendet werden. Kurzzeitige Temperaturausschläge über 315 °C führen bei 2205 nicht sofort zur Sigma-Versprödung, sollten aber anhand der Sigma-TTT-Kurve für die jeweilige Expositionszeit und Temperatur bewertet werden. Quelle: ASME BPVC Abschnitt II Teil D; Nilsson, J.O., Materials Science and Technology, 1992.
7. Kann rostfreier Duplexstahl 2205 für die Lebensmittelverarbeitung verwendet werden?
Der nichtrostende Duplexstahl 2205 ist für Anwendungen mit Lebensmittelkontakt nicht verboten und erfüllt die Anforderungen an die Zusammensetzung der meisten Vorschriften für nichtrostenden Stahl in Lebensmittelqualität. Allerdings wird er aus mehreren praktischen Gründen nur selten in der Lebensmittelverarbeitung eingesetzt. Erstens hat 316L eine längere Zulassungsgeschichte und wird in der FDA 21 CFR und der EU-Verordnung Nr. 10/2011 für Werkstoffe mit Lebensmittelkontakt ausdrücklich erwähnt, während die Zulassungsdokumentation für 2205 weniger umfassend ist. Zweitens ist die mit 2205 durch mechanisches Polieren erreichbare Oberflächengüte aufgrund des unterschiedlichen Polierens zwischen Austenit- und Ferritkörnern auf ca. Ra 0,4 bis 0,8 Mikrometer begrenzt, während 316L ohne weiteres Ra unter 0,2 Mikrometer und elektropoliertes Ra unter 0,1 Mikrometer erreicht, was für hygienische Ausrüstungen in Molkereien, pharmazeutischen und ähnlichen Anwendungen erforderlich ist. Drittens rechtfertigt die verbesserte Korrosionsbeständigkeit von 2205 in Lebensmittelumgebungen (wo die Chloridkonzentration in der Regel niedrig und die Temperaturen moderat sind) nicht seinen Kostenaufschlag. 2205 eignet sich für strukturelle Komponenten in küstennahen Lebensmittelfabriken, wo es eher um atmosphärische Außenkorrosion als um Oberflächen mit Lebensmittelkontakt geht. Quelle: EU-Verordnung 10/2011; EHEDG-Leitlinien; ASTM A480.
8. Wie sollten die Beschaffungsteams überprüfen, ob sie die richtige Legierung erhalten haben?
Die positive Materialidentifizierung (PMI) mit tragbaren RFA-Analysatoren (Röntgenfluoreszenz) ist die standardmäßige und zuverlässige Methode zur Überprüfung von 316L und 2205 vor Ort. Eine einzige 30-Sekunden-Röntgenfluoreszenzmessung ermöglicht eine eindeutige Unterscheidung der beiden Legierungen: 316L weist etwa 17% Chrom, 11% Nickel und 2,5% Molybdän auf; 2205 weist etwa 22% Chrom, 5,5% Nickel und 3,2% Molybdän auf. Diese Unterschiede liegen weit außerhalb der Nachweisgenauigkeit eines RFA-Geräts. Bei einer Sichtprüfung können diese Legierungen nicht unterschieden werden - sie haben ein identisches Aussehen. Die Dokumentenprüfung erfordert eine Überprüfung der Werksbescheinigung nach EN 10204 3.1, bei der sichergestellt wird, dass die UNS-Bezeichnung (S31603 für 316L, S32205 für 2205) und alle Werte der chemischen Zusammensetzung mit den Spezifikationsanforderungen übereinstimmen. Eine eingehende PMI sollte für jede sicherheitskritische Anwendung unabhängig von der Zertifizierungsdokumentation obligatorisch sein. Ein gemischter Bestand von 316L und 2205 ist ein bekannter Fehlermechanismus in Drucksystemen und wurde in Betriebsausfälle verwickelt, wenn die falsche Sorte in einem chloridhaltigen oder Hochdruckbetrieb installiert wird. Quelle: ASTM E1476; EN 10204; NACE SP0472.
9. Erfordert 2205 Duplex im Vergleich zu 316L besondere Schweißverfahren?
Ja. 2205 Duplex erfordert kontrolliertere Schweißverfahren als 316L. Die wichtigsten Anforderungen sind: Die Wärmeeinbringung muss zwischen 0,5 und 1,5 kJ/mm (WIG) gehalten werden, um eine ausreichende Austenitreformation in der Wärmeeinflusszone zu gewährleisten; die Zwischenlagentemperatur muss unter 150°C bleiben, um die Bildung von Sigma-Phasen während des Mehrlagenschweißens zu verhindern; es muss der richtige Schweißzusatz (ER2209 oder gleichwertig) verwendet werden, um ein angemessenes Phasengleichgewicht des Schweißguts zu erreichen; und für stark korrosive Anwendungen wird ein Glühen nach dem Schweißen bei 1.020°C bis 1.080°C mit anschließender Wasserabschreckung empfohlen, um das optimale Mikrogefüge wieder herzustellen. 316L kann mit einem breiten Wärmeeinbringungsbereich, jeder Zwischenlagentemperatur unter ca. 300 °C und ER316L-Zusatzwerkstoff geschweißt werden, wobei für die meisten Anwendungen keine Nachbehandlung erforderlich ist. Beim Schweißen vor Ort, bei komplexen Strukturen oder bei Unternehmen ohne dokumentierte Duplex-Schweißverfahren und Schweißerqualifikation gemäß ASME Section IX oder AWS D1.6 stellt 316L ein wesentlich geringeres Qualitätsrisiko dar. Duplex-Schweißnähte sollten durch ASTM A923-Prüfungen verifiziert werden, wenn sie in korrosionskritischen Anwendungen eingesetzt werden. Quelle: AWS A5.9; ASME Section IX; Lippold und Kotecki, Welding Metallurgy of Stainless Steels, Wiley, 2005.
10. Welche Legierung sollte für Pumpenwellen und Laufräder im Seewasserbetrieb gewählt werden?
2205 Duplex-Edelstahl ist der bevorzugte Werkstoff für Pumpenwellen und Laufräder im Seewasserbetrieb. Sein PREN-Wert von ca. 35 im Vergleich zu 24 bis 25 bei 316L bietet eine Lochfraßbeständigkeit, die für normale bis mäßig erhöhte Meerwassertemperaturen (bis zu ca. 35 °C) ausreicht. Noch wichtiger ist, dass die Beständigkeit von 2205 gegen Chlorid-SCC die Wellenbrüche verhindert, die bei 316L-Pumpenwellen auftreten, wenn diese unter Biege- oder Torsionsbelastung in Meerwasserumgebungen betrieben werden. Felddaten von Seewasserkühlsystemen, Entsalzungsanlagen und Herstellern von Schiffspumpen zeigen durchweg, dass 316L-Laufräder innerhalb von 1 bis 3 Jahren Lochfraßschäden aufweisen und ausgewuchtet oder ausgetauscht werden müssen, während gleichwertige 2205-Komponenten 8 bis 15 Jahre lang ohne korrosionsbedingte Wartungsarbeiten eingesetzt werden können. Die höhere Streckgrenze von 2205 bietet auch eine bessere Ermüdungsbeständigkeit für rotierende Wellen unter variablen hydrodynamischen Belastungen. Bei Seewasserpumpenanwendungen über 40°C sollte für eine maximale Lebensdauer eine weitere Aufrüstung auf Superduplex 2507 (PREN ca. 43) in Betracht gezogen werden. Quelle: Outokumpu Corrosion Handbook, 2015; Avesta Sheffield Corrosion Handbook, Sandvik, 2004; NORSOK M-630.
Zusammenfassung: Der Auswahlentscheidungsrahmen
Der Vergleich zwischen 2205 Duplex und 316 Edelstahl reduziert sich letztendlich auf eine strukturierte Entscheidung, die auf vier primären Parametern basiert:
Temperatur: Wenn die Betriebsumgebung 315°C dauerhaft überschreitet oder unter -40°C fällt, ist 316L erforderlich. Innerhalb des Temperaturfensters von -40°C bis 315°C sind beide Legierungen thermisch geeignet.
Chloridexposition: Bei allen Anwendungen mit Chloridkonzentrationen über 1.000 ppm bei Temperaturen über 40°C oder bei allen Anwendungen, bei denen das Risiko von SCC durch Chloride unter Belastung besteht, ist 2205 technisch überlegen und mit ziemlicher Sicherheit die bessere Investition während der Lebensdauer.
Mechanische Belastung: Wo die Streckgrenze die Wandstärke, den Wellendurchmesser oder die Größe der Befestigungselemente bestimmt, führt der 2,5-fache Festigkeitsvorteil von 2205 zu echten Material- und Kosteneinsparungen, die den Preisaufschlag teilweise oder vollständig ausgleichen.
Anforderungen für die Herstellung: Komplexe Schweißkonstruktionen, kryogene Anwendungen und hohe Anforderungen an die Oberflächenbeschaffenheit begünstigen die Fertigungseigenschaften von 316L und das etablierte Profil zur Einhaltung von Vorschriften.
MWalloys liefert beide Güten in allen Standard-Produktformen mit vollständiger ASTM-Zertifizierung, EN 10204 3.1 Werkszertifikaten und PMI-Verifizierung. Unser technisches Team kann Sie bei der Anwendung dieses Auswahlrahmens auf Ihre spezifischen Anwendungsanforderungen unterstützen, indem es Ihnen Unterlagen zur Materialauswahl und zertifizierte Lieferungen zur Verfügung stellt, die Ihren technischen Spezifikationen und Projektzeitplänen entsprechen.
Referenzen:
- ASTM A276-21: Standardspezifikation für Stäbe und Formen aus rostfreiem Stahl. ASTM International.
- ASTM A240-21: Standardspezifikation für Chrom- und Chrom-Nickel-Edelstahlplatten, -bleche und -bänder. ASTM International.
- ASTM A479-21: Standardspezifikation für Stäbe und Formstücke aus rostfreiem Stahl für Kessel und Druckbehälter. ASTM International.
- ASTM A923-21: Standardprüfverfahren zum Nachweis schädlicher intermetallischer Phasen in nichtrostenden Duplexstählen. ASTM International.
- ASTM G36: Standard Practice for Evaluating SCC by Boiling Magnesium Chloride Test. ASTM International.
- ASTM G48: Standard Test Methods for Pitting and Crevice Corrosion of Stainless Steels. ASTM International.
- ASME Boiler and Pressure Vessel Code, Abschnitt II Teil A und Teil D. ASME, 2023.
- NACE MR0175 / ISO 15156: Materialien für H2S-haltige Umgebungen. Ausgabe 2015.
- Sedriks, A.J. Corrosion of Stainless Steels, 2nd Edition. Wiley, 1996.
- Nilsson, J.O. Materialwissenschaft und Technologie, Band 8. Taylor and Francis, 1992.
- Outokumpu. Handbuch für Duplex-Edelstahl. Outokumpu Oyj, 2021.
- Outokumpu. Corrosion Handbook. Outokumpu Oyj, 2015.
- Lippold, J.C. und Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels. Wiley, 2005.
- Avesta Sheffield. Korrosionshandbuch für nichtrostende Stähle. Sandvik, 2004.
- Sandvik Coromant. Technischer Leitfaden für die Bearbeitung von Edelstahl. 2023.
- NORSOK-Norm M-630: Materialdatenblätter für Rohrleitungen. Norwegische Öl- und Gasindustrie, 2015.
- AWS A5.9: Spezifikation für blanke Schweißelektroden und -stäbe aus nichtrostendem Stahl. American Welding Society.
Dieser Artikel wurde von der technischen Redaktion von MWalloys erstellt. MWalloys liefert Alloy 2205 Duplex und 316/316L Edelstahl in Stangen, Blechen, Platten, Rohren und geschmiedeten Formen mit vollständiger ASTM-Zertifizierung, EN 10204 3.1 Dokumentation und PMI-Verifizierung. Wenden Sie sich an unser Anwendungstechnik-Team, um eine Beratung zur Materialauswahl und eine zertifizierte Lieferung zu erhalten.
