Inconel 718 is a precipitation-hardened nickel-chromium superalloy with UNS designation N07718, recognized globally as the most widely used nickel-based superalloy in the world, accounting for roughly 35% of all superalloy production by weight. It achieves ultimate tensile strengths exceeding 1,380 MPa (200 ksi) in the fully aged condition through a two-stage heat treatment that precipitates gamma prime (γ') and gamma double-prime (γ'') strengthening phases within the nickel matrix — a mechanism that produces exceptional mechanical performance at temperatures up to approximately 650°C (1200°F) without sacrificing the weldability that most other high-strength superalloys sacrifice entirely.
At MWalloys, we supply Inconel 718 in bar, plate, sheet, tube, forgings, and weld wire to customers across aerospace, oil and gas, power generation, and defense industries.
What is the History and Development Background of Inconel 718?
Inconel 718 was developed in the late 1950s and early 1960s by Herbert Eiselstein at the International Nickel Company (now Special Metals Corporation, a Precision Castparts company). The development timeline coincides directly with the rapid expansion of jet engine technology following World War II, when engine designers were pushing turbine inlet temperatures higher to improve efficiency and thrust, creating a demand for stronger materials that could operate at elevated temperatures without creep or oxidation failure.
The key innovation in Inconel 718 was the use of niobium as a primary strengthening element, producing the gamma double-prime (γ'') precipitate phase. Earlier precipitation-hardened nickel alloys relied primarily on aluminum and titanium to produce gamma prime (γ'), which strengthened effectively but made the alloys extremely sensitive to strain-age cracking during welding. Niobium-containing γ'' precipitates form more slowly during thermal exposure, giving welded joints and heat-affected zones time to relieve stress before significant precipitation hardening occurs — a property that transformed the manufacturing economics of superalloy components.
The alloy was first introduced commercially around 1963 and gained rapid acceptance in the aerospace industry throughout the 1960s and 1970s. Today it is manufactured under multiple trade names and equivalent designations by producers worldwide, but the "718" designation has become effectively generic in engineering specifications, though technically "Inconel" remains a registered trademark of Special Metals Corporation.

What is the Chemical Composition of Inconel 718?
The chemical composition of Inconel 718 is tightly controlled to ensure consistent response to the precipitation hardening heat treatment and reliable mechanical and corrosion properties. The governing composition specification is defined in ASTM B637, AMS 5662, AMS 5664, and equivalent standards.
Full Chemical Composition Table Per AMS 5662 / ASTM B637
| Element | Minimum (%) | Maximum (%) | Typical (%) |
|---|---|---|---|
| Nickel + Cobalt (Ni+Co) | 50.0 | 55.0 | 52.5 |
| Chromium (Cr) | 17.0 | 21.0 | 19.0 |
| Niobium + Tantalum (Nb+Ta) | 4.75 | 5.50 | 5.13 |
| Molybdenum (Mo) | 2.80 | 3.30 | 3.05 |
| Titanium (Ti) | 0.65 | 1.15 | 0.90 |
| Aluminum (Al) | 0.20 | 0.80 | 0.50 |
| Iron (Fe) | Balance | Balance | ~18.5 |
| Cobalt (Co) | — | 1.00 | 0.30 |
| Carbon (C) | — | 0.08 | 0.04 |
| Manganese (Mn) | — | 0.35 | 0.18 |
| Silicon (Si) | — | 0.35 | 0.18 |
| Phosphorus (P) | — | 0.015 | — |
| Sulfur (S) | — | 0.015 | — |
| Boron (B) | — | 0.006 | 0.003 |
| Copper (Cu) | — | 0.30 | 0.15 |
The Role of Each Key Alloying Element in Inconel 718
Nickel (50–55%): The austenitic FCC matrix provides the base toughness, ductility, and corrosion resistance in reducing environments. Nickel also stabilizes the gamma prime and gamma double-prime precipitate phases that are responsible for the alloy's strength.
Chromium (17–21%): Creates the passive oxide film that gives the alloy its resistance to oxidizing acids and high-temperature oxidation. At 19% typical content, chromium provides meaningful but not exceptional corrosion resistance compared to higher-chromium alloys like Inconel 625 or 690.
Niobium + Tantalum (4.75–5.50%): This is the defining compositional feature of Inconel 718. Niobium combines with nickel to precipitate the gamma double-prime (Ni₃Nb) phase — the primary strengthening phase responsible for the alloy's high yield strength. Niobium also forms delta phase (Ni₃Nb with orthorhombic crystal structure) at grain boundaries when aged at higher temperatures, which controls grain growth during forging and contributes to good fatigue resistance. Tantalum is grouped with niobium in the specification because it behaves similarly metallurgically and is counted together in the compositional balance.
Molybdenum (2.80–3.30%): Provides solid-solution strengthening and improves resistance to pitting and crevice corrosion in chloride environments. The molybdenum content is lower than in Inconel 625 (8–10%), which is why 718 has lower pitting resistance.
Titanium (0.65–1.15%): Titanium contributes to gamma prime (γ', Ni₃(Al,Ti)) precipitation, providing a secondary strengthening mechanism alongside the primary γ'' phase. Titanium also acts as a carbide stabilizer, reducing the risk of chromium carbide formation at grain boundaries.
Aluminum (0.20–0.80%): Along with titanium, aluminum forms the gamma prime phase. The aluminum content in 718 is deliberately kept low (compared to alloys like Waspaloy or René 41) to maintain good weldability by limiting the volume fraction of rapidly forming γ' phase.
Iron (Balance, approximately 18%): Iron is an unusual feature of Inconel 718 compared to many nickel superalloys — most high-performance superalloys minimize iron content. The relatively high iron in 718 reduces raw material cost and was part of the original design strategy. Iron helps stabilize the γ'' phase at the expense of some high-temperature capability but significantly improves the alloy's manufacturing economics.
Boron (max 0.006%): Even at trace levels, boron segregates to grain boundaries and improves creep rupture life and stress rupture ductility by strengthening grain boundary cohesion. The precise boron content requires tight control because excessive boron can cause hot cracking during welding.
What Are the Mechanical Properties of Inconel 718?
The mechanical properties of Inconel 718 are strongly dependent on the heat treatment condition. The alloy can be used in the solution-annealed (non-aged) condition, but this underutilizes its capability significantly. Full strength requires the two-stage precipitation aging treatment.
Mechanical Properties by Heat Treatment Condition
| Property | Solution Annealed Only | Solution Annealed + Aged (AMS 5664) |
|---|---|---|
| Ultimate Tensile Strength | ~930 MPa (135 ksi) | ≥ 1,380 MPa (200 ksi) |
| 0.2% Yield Strength | ~515 MPa (75 ksi) | ≥ 1,170 MPa (170 ksi) |
| Elongation | ~45% | ≥ 12% |
| Reduction of Area | ~60% | ≥ 15% |
| Hardness (Brinell) | ~200 HB | 331–401 HB |
| Charpy Impact (room temp) | High | Moderate |
The nearly threefold increase in yield strength from annealing to full aging is the most dramatic property change achievable in any standard wrought superalloy without resorting to mechanical cold working.
Elevated Temperature Mechanical Properties (Aged Condition)
| Temperature (°C) | UTS (MPa) | 0.2% YS (MPa) | Elongation (%) |
|---|---|---|---|
| 25 | 1,435 | 1,185 | 22 |
| 200 | 1,340 | 1,090 | 20 |
| 300 | 1,310 | 1,055 | 19 |
| 400 | 1,275 | 1,020 | 18 |
| 500 | 1,220 | 980 | 17 |
| 550 | 1,185 | 960 | 17 |
| 600 | 1,105 | 930 | 18 |
| 650 | 985 | 860 | 20 |
| 700 | 700 | 590 | 25 |
| 750 | 450 | 340 | 35 |
The property cliff between 650°C and 700°C is clearly visible and explains why Inconel 718 is generally limited to service below 650°C for structural applications. Above this temperature, the γ'' phase transforms to the incoherent delta phase, which does not provide the same strengthening effect.
Fatigue and Creep Properties
Inconel 718 has excellent fatigue resistance, which is one reason it dominates turbine disk applications where cyclic loading is the primary design driver. Key fatigue characteristics include:
- High-cycle fatigue strength (10⁷ cycles) at room temperature: approximately 620–690 MPa.
- Low-cycle fatigue (LCF) performance is a critical design parameter for rotating components.
- Creep rupture life at 650°C / 620 MPa: typically 100+ hours in standard specification material.
- Stress rupture ductility remains above 5% elongation in properly processed material.
Physical Properties of Inconel 718
| Property | Value |
|---|---|
| Density | 8.22 g/cm³ (0.297 lb/in³) |
| Melting Range | 1260–1336°C (2300–2437°F) |
| Specific Heat (at 21°C) | 435 J/kg·°C (0.104 BTU/lb·°F) |
| Thermal Conductivity (at 100°C) | 11.4 W/m·K |
| Thermal Expansion (21–100°C) | 13.0 μm/m·°C |
| Electrical Resistivity | 1.25 μΩ·m |
| Magnetic Permeability (annealed) | ~1.001 (essentially non-magnetic) |
| Young's Modulus | 200 GPa (29,000 ksi) |
What Standards and Specifications Apply to Inconel 718?
Procurement engineers and quality managers frequently need to confirm which standard governs the specific product form they are purchasing. Inconel 718 is covered by an extensive set of domestic and international specifications.
ASTM Standards for Inconel 718
| ASTM Standard | Product Form |
|---|---|
| ASTM B637 | Bar, Rod, and Wire (wrought) |
| ASTM B670 | Plate, Sheet, and Strip |
| ASTM B906 | Seamless Pipe and Tube |
AMS Specifications for Inconel 718
| AMS Specification | Description |
|---|---|
| AMS 5596 | Sheet, Strip, and Plate (annealed) |
| AMS 5597 | Sheet, Strip, and Plate (precipitation hardened) |
| AMS 5662 | Bar, Rod, and Wire (solution annealed) |
| AMS 5663 | Bar, Rod, and Wire (precipitation hardened) |
| AMS 5664 | Bar and Rod (solution annealed and aged, high strength) |
| AMS 5832 | Weld Wire (ERNiFeCr-2) |
| AMS 5914 | Powder for Additive Manufacturing |
| AMS 2801 | Heat Treatment of Nickel Alloy Parts |
International and Other Equivalent Standards
| Standard | Designation | Country / Body |
|---|---|---|
| DIN / EN | 2.4668 | European (Germany) |
| UNS | N07718 | United States |
| W. Nr. | 2.4668 | Europe |
| BS | HR51 | United Kingdom |
| AFNOR | NC19FeNb | France |
| ASME | SB-637 | Pressure Vessel Code |
| NACE MR0175 | Qualified (hardness limited) | Sour Service |
| GE Spec | B50TF15 | General Electric proprietary |
| Rolls-Royce | MSRR 7225 | Rolls-Royce proprietary |
The existence of multiple OEM proprietary specifications — particularly from GE Aviation, Pratt & Whitney, Rolls-Royce, and Safran — reflects the depth of Inconel 718's penetration into the aerospace supply chain. Each engine manufacturer imposes additional requirements beyond the base AMS specification, including tighter compositional controls, specific melting practice requirements (VIM+VAR or VIM+ESR), and more extensive non-destructive testing.

What Heat Treatment is Required for Inconel 718?
The heat treatment of Inconel 718 is more complex than most engineering alloys, and getting it right is critical to achieving the design mechanical properties. Many quality problems we encounter in supplied material trace back to improper heat treatment rather than compositional deviations.
Standard Heat Treatment Sequence (AMS 5664 / AMS 5663)
Step 1: Solution Annealing
- Temperature: 954–1010°C (1750–1850°F).
- Hold time: Typically 1 hour for standard bar diameters.
- Cooling: Rapid air cool or water quench.
- Purpose: Dissolves precipitates, recrystallizes the microstructure, sets up the grain structure for optimal aging response.
Note: Solution annealing temperature selection matters significantly. Lower temperatures within the range (954–982°C) produce finer grain sizes and better tensile properties. Higher temperatures (982–1010°C) produce coarser grains and better creep rupture life. Aerospace rotating component manufacturers typically use lower temperatures to maximize fatigue resistance.
Step 2: First Aging Treatment
- Temperature: 718°C (1325°F) — notably, the aging temperature gives this alloy its number designation.
- Hold time: 8 hours
- Cooling: Furnace cool at approximately 55°C per hour to the second aging temperature.
Step 3: Second Aging Treatment
- Temperature: 621°C (1150°F).
- Hold time: 8 hours total at this temperature (following the controlled cool from Step 2).
- Cooling: Air cool to room temperature.
The two-stage aging cycle first precipitates the gamma double-prime phase at 718°C, then allows the gamma prime phase to precipitate and grow at 621°C, producing a balanced microstructure with optimal combinations of tensile strength, stress rupture life, and ductility.
Effect of Aging Variations on Properties
| Heat Treatment Variant | Primary Application | Key Property Outcome |
|---|---|---|
| Solution anneal only | Weld filler, intermediate stock | Lower strength, maximum ductility |
| Direct aged (no solution anneal) | Post-weld heat treatment option | Moderate strength with stress relief |
| Single stage aged (718°C only) | Non-critical components | Higher strength, lower creep life |
| Double aged (standard) | Most engineering applications | Optimal balanced properties |
| Modified aging (higher temp) | Creep-critical components | Better creep life, lower tensile |
What Are the Main Applications of Inconel 718?
The breadth of Inconel 718 applications reflects the unusual combination of high strength, good weldability, and acceptable corrosion resistance that this alloy provides. No other single superalloy covers as many different industries at comparable performance levels.
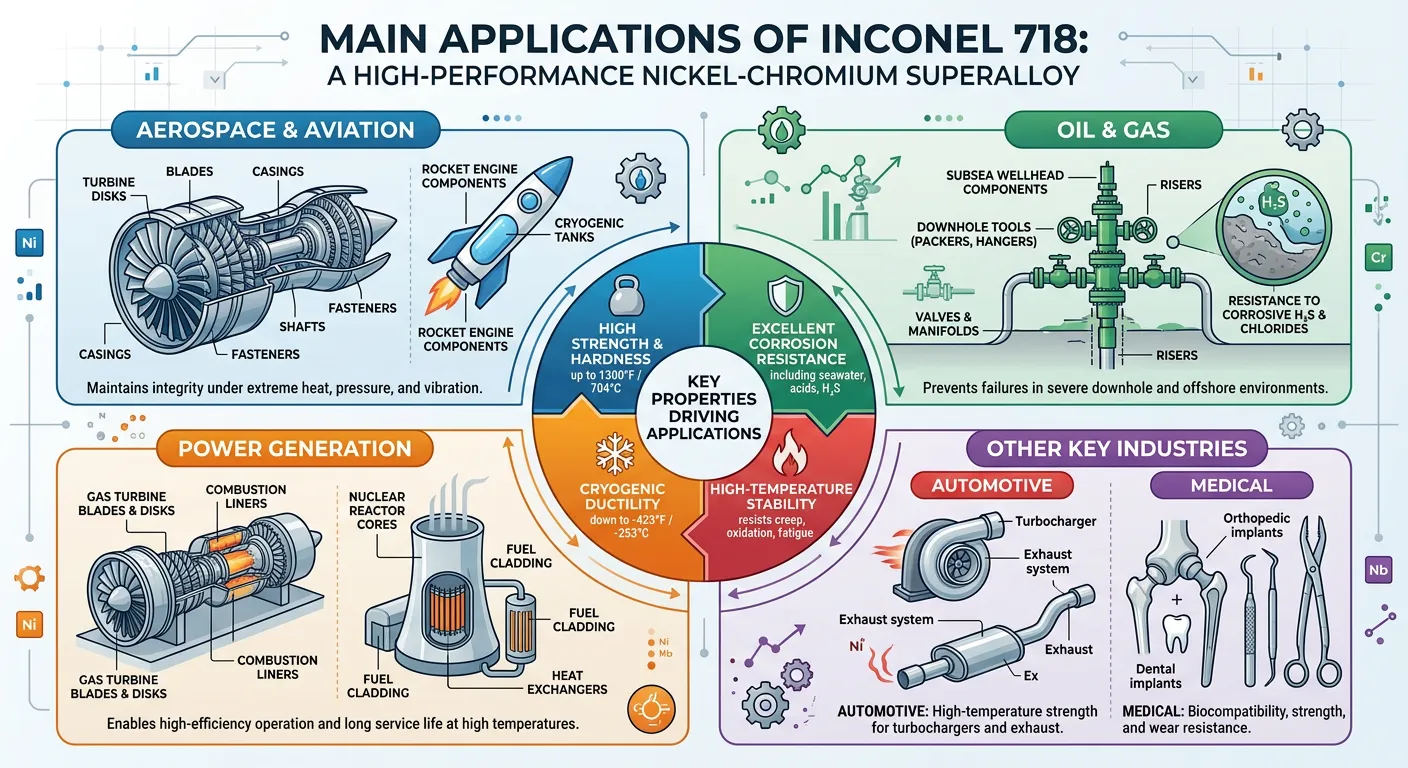
Aerospace and Jet Engine Applications
Aerospace represents the largest application domain for Inconel 718, where it is estimated to constitute 30–40% of the total weight of a modern jet engine. The key components manufactured from this alloy include:
Turbine Disks and Compressor Disks:
Turbine and compressor disks are among the most safety-critical components in any aircraft engine. They spin at tens of thousands of RPM while retaining blades operating in hot gas streams, creating an enormous combined centrifugal, thermal, and vibrational stress state. Inconel 718 forgings are used for disks in the low-pressure turbine and compressor stages of virtually every commercial and military jet engine currently in production, including the GE90, GEnx, LEAP, Pratt & Whitney PW1000G, and Rolls-Royce Trent family.
Engine Casings and Structural Rings:
The fan case, compressor case, and turbine case that contain the rotating disk and blade assemblies are frequently fabricated from Inconel 718 rings or rolled plate fabrications. These components must contain blade release energy in the event of a blade-off event — a certification requirement that puts extreme demands on the material's toughness and energy absorption capability.
Combustor Hardware:
Combustion liners, diffuser cases, and combustor mounting hardware use Inconel 718 sheet fabrications welded into complex shapes. The weldability advantage of 718 over other high-strength superalloys is most visible here — the combustor assembly involves hundreds of welds and cannot be manufactured economically from crack-sensitive precipitation-hardened alloys.
Fasteners and Bolting:
Inconel 718 fasteners are used extensively throughout jet engines, in applications ranging from blade retention bolts to case joint studs. High-strength fasteners require materials that maintain clamping load at operating temperature, and 718 bar stock is machined into tens of thousands of fasteners for each engine.
Turbine Shafts and Seal Components:
The rotating shafts that connect fan, compressor, and turbine stages, along with the labyrinth seals and seal runners that control air leakage between engine stages, are frequently manufactured from Inconel 718 bar and ring forgings.
Space Launch and Rocket Propulsion Applications
Beyond atmospheric flight, Inconel 718 has an established history in space hardware:
- Liquid rocket engine turbopump components (rotating at extreme speed while handling cryogenic propellants).
- Launch vehicle structural components subjected to high acoustic and vibration loading during ascent.
- Satellite structural fittings requiring high specific strength.
- Reusable launch vehicle components that cycle thermally between cryogenic and elevated temperatures.
NASA's experience with Inconel 718 in the Space Shuttle Main Engine (SSME) turbopumps — arguably the most demanding turbomachinery ever built — established an extraordinary performance database for this alloy under the most extreme conditions.
Oil and Gas Industry Applications
The oil and gas industry is the second largest consumer of Inconel 718, driven by the requirements of downhole drilling and completion tools, wellhead components, and subsurface production equipment.
Downhole Drilling Tools:
Drill collars, MWD (Measurement While Drilling) tool housings, motor stator mandrels, and rotary steerable system components face the combined challenge of mechanical loading from drilling torque and weight-on-bit, corrosive drilling fluids containing chlorides and H₂S, and elevated downhole temperatures. Inconel 718 bar is the standard material for the most highly loaded downhole component bodies.
Completion and Production Tools:
Wellbore completion tools including safety valves, packers, and downhole gauges use Inconel 718 springs, shafts, and housings where high strength combined with sour gas resistance is required. NACE MR0175 / ISO 15156 qualifies Inconel 718 for H₂S service when hardness is controlled to 40 HRC maximum.
Wellhead Equipment:
High-pressure wellhead equipment (API 6A rated to 15,000 or 20,000 psi) uses Inconel 718 for valve stems, hanger bodies, and connector components where the combination of high pressure containment and corrosion resistance cannot be met by lower-alloy steels.
High-Pressure Gas Compression:
Reciprocating and centrifugal compressor components handling corrosive process gas — including impellers, shaft sleeves, and seal components — are manufactured from Inconel 718 when the process conditions involve H₂S, CO₂, and chlorides at temperatures above the capability of standard stainless steels.
Power Generation Applications
Gas turbines for power generation use Inconel 718 in many of the same components as aircraft engines, though the design priorities differ somewhat — power generation turbines run at constant speed and temperature rather than the variable cycle of aircraft engines, making creep resistance relatively more important than fatigue life in some components.
Applications include:
- Compressor disk forgings in industrial gas turbines.
- Turbine disk spacers and interstage seals.
- Combustion liner panels and transition ducts.
- Bolting and fasteners throughout the hot section assembly.
- Generator rotor retaining rings (though 18Mn-18Cr steel competes here).
Steam turbines for nuclear and fossil power plants use Inconel 718 bolting in high-temperature flanged joints, taking advantage of the alloy's ability to maintain clamping load over long periods at elevated temperature without stress relaxation.
Defense and Military Applications
Defense applications leverage Inconel 718's high strength-to-weight ratio and resistance to extreme conditions:
- Submarine propulsion shafts: Nuclear submarine propulsion systems use Inconel 718 components in the reactor coolant pump and propulsion machinery.
- Missile motor cases: High-performance tactical missile motor cases benefit from the alloy's specific strength (strength-to-weight ratio).
- Armored vehicle gas turbine engines: Turbine components in vehicle propulsion turbines are manufactured from the same alloy families as aircraft engines.
- Gun barrels and weapon system components: Specialized weapon systems use Inconel 718 in components subjected to extreme pressure and thermal cycling.
Automotive and Racing Applications
High-performance motorsport applications use Inconel 718 where the combination of high temperature capability and strength justifies the material cost:
- Formula 1 and NASCAR exhaust systems: Turbocharger housings, wastegate components, and exhaust manifolds.
- Automotive turbocharger wheels: Some high-performance turbocharger compressor wheels use Inconel 718 castings or forgings.
- Valve springs in high-revving engines: Inconel 718 wire is used for valve springs in racing engines where conventional spring steel cannot maintain load at elevated temperatures.
Medical and Nuclear Applications
Medical Devices:
Inconel 718 is used in certain surgical instruments and medical device components requiring high strength and corrosion resistance. MRI-compatible applications benefit from the alloy's near-non-magnetic character in the annealed condition (note: aging slightly increases permeability, so fully aged material should be verified for MRI compatibility).
Nuclear Power:
Beyond the aerospace and industrial gas turbine applications, Inconel 718 is used in nuclear reactor control rod drive mechanisms, reactor instrumentation housings, and various structural fasteners within the primary pressure boundary.
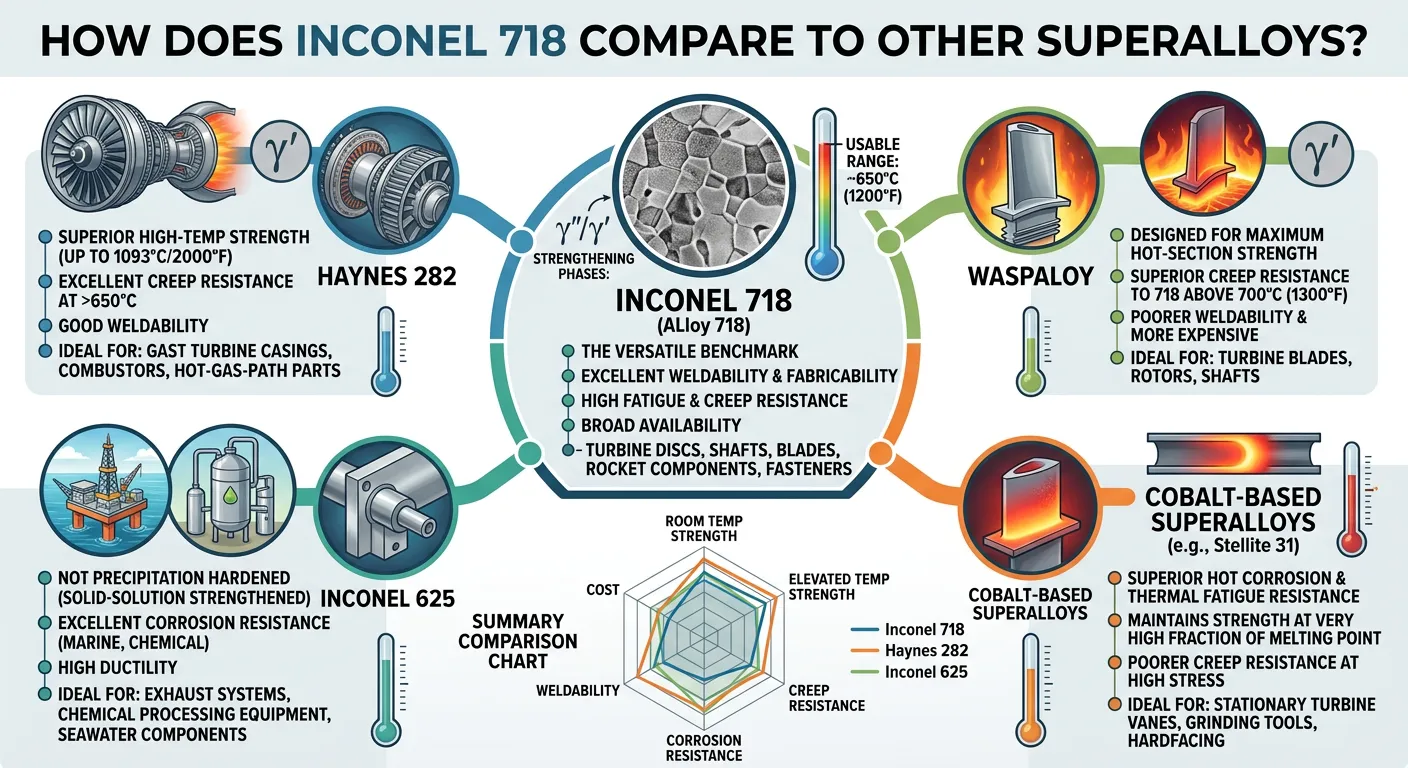
How Does Inconel 718 Compare to Other Superalloys?
Understanding where Inconel 718 sits relative to competing materials helps engineers make better material selections and helps procurement teams understand why substitutions are or are not acceptable.
Inconel 718 vs Inconel 625
| Property | Inconel 718 (aged) | Inconel 625 (annealed) |
|---|---|---|
| UTS | 1,380 MPa | 827 MPa |
| Yield Strength | 1,170 MPa | 414 MPa |
| Max Service Temp (structural) | ~650°C | ~800°C |
| Corrosion Resistance | Moderate | Excellent |
| Pitting Resistance (PREN) | ~25 | ~51 |
| Weldability | Good (requires PWHT) | Excellent (no PWHT needed) |
| Primary Strengthening | Precipitation hardening | Solid solution |
| Typical Use | High-strength structural | Corrosion-critical applications |
Inconel 718 vs Inconel 725
| Property | Inconel 718 | Inconel 725 (N07725) |
|---|---|---|
| Niobium Content | 4.75–5.50% | 2.75–4.00% |
| Molybdenum Content | 2.80–3.30% | 7.00–9.50% |
| Corrosion Resistance | Moderate | Superior (higher Mo) |
| Yield Strength (aged) | ~1,170 MPa | ~827 MPa |
| NACE Hardness Limit | 40 HRC | 35 HRC (more restrictive) |
| Primary Application | Aerospace structural | Sour service oil and gas |
Inconel 725 is sometimes described as a "corrosion-resistant version of 718" — it trades some strength for the higher molybdenum content that improves sour service performance. For downhole oil and gas applications in highly aggressive H₂S environments, 725 is increasingly specified over 718.
Inconel 718 vs Waspaloy
| Property | Inconel 718 | Waspaloy (N07001) |
|---|---|---|
| Max Service Temperature | ~650°C | ~870°C |
| Yield Strength (aged) | ~1,170 MPa | ~795 MPa |
| Creep Resistance | Good to 650°C | Excellent to 870°C |
| Weldability | Good | Difficult (high γ' content) |
| Cost | Lower | Higher |
| Primary Application | High-strength lower-temp components | High-temperature turbine disks |
Waspaloy is selected when operating temperatures exceed the 718 capability, accepting the weldability penalty. The dividing line in jet engine design is typically around 650°C — below that, 718 is the preferred choice; above that, Waspaloy or René 41 is considered.
How is Inconel 718 Welded and What Filler Metal is Used?
Weldability is one of Inconel 718's most commercially significant attributes. The alloy can be welded without immediate strain-age cracking because the γ'' strengthening phase forms slowly enough that welding residual stresses can relax before significant hardening occurs.
Welding Process Compatibility
| Welding Process | Suitability | Common Application |
|---|---|---|
| GTAW (TIG) | Excellent | Precision aerospace and oil and gas fabrication |
| GMAW (MIG) | Good | Higher deposition rate structural fabrication |
| SMAW | Moderate | Field repair and heavy section joining |
| PAW (Plasma Arc) | Good | Keyhole welding of medium sections |
| Electron Beam | Excellent | Precision aerospace components |
| Laser Beam | Very Good | Thin section and precision assembly |
| Friction Stir | Emerging | Research phase for aerospace applications |
Recommended Filler Metals
The standard filler metal for welding Inconel 718 to itself is ERNiFeCr-2 (AWS A5.14), which corresponds to AMS 5832 weld wire. This filler has a composition closely matched to the base alloy and provides good weld metal properties after post-weld heat treatment.
For dissimilar metal joints between Inconel 718 and stainless steel or carbon steel, ERNiCrMo-3 (Inconel 625 filler) is frequently used as a compositional buffer that accommodates the dilution between the dissimilar base metals without producing brittle intermetallic phases in the weld.
Post-Weld Heat Treatment Requirements
Unlike Inconel 625, Inconel 718 almost always requires post-weld heat treatment (PWHT) to develop the required mechanical properties in the weld zone and heat-affected zone. The standard PWHT sequence is:
- Direct age: 718°C for 8 hours, furnace cool to 621°C at 55°C/hour.
- Hold at 621°C for 8 additional hours.
- Air cool to room temperature.
In some cases where the base material was previously solution annealed, a solution re-anneal before aging may be required depending on the application code requirements. For welded pressure vessels under ASME code, the specific PWHT requirements must be confirmed in the applicable code case.
What Are the Machining Characteristics of Inconel 718?
Machining Inconel 718 is one of the more challenging operations in precision manufacturing. The alloy's combination of high strength in the aged condition, rapid work hardening, and abrasive carbide particles creates significant tool wear and heat generation challenges.
Recommended Cutting Parameters for Inconel 718
| Operation | Cutting Speed (m/min) | Feed (mm/rev or mm/tooth) | Depth of Cut (mm) | Preferred Tool |
|---|---|---|---|---|
| Rough Turning | 15–30 | 0.15–0.35 | 2.0–5.0 | Coated carbide or ceramic |
| Finish Turning | 30–50 | 0.05–0.12 | 0.3–1.5 | Fine-grain coated carbide |
| Face Milling | 20–35 | 0.08–0.15 per tooth | 1.0–3.0 | PVD-coated carbide |
| Drilling | 5–12 | 0.04–0.08 | Per diameter | Carbide with coolant-through |
| Tapping | 3–8 | Per pitch | — | Carbide or HSS-Co |
| Grinding | — | 0.005–0.025 per pass | — | CBN wheels preferred |
Critical Machining Rules:
- Machine in the solution-annealed condition whenever possible; aged material (HRC 38–43) dramatically accelerates tool wear.
- High-pressure coolant through the tool center is strongly preferred over external flood coolant.
- Avoid tool dwelling or interrupted cuts that allow work hardening to develop at the surface.
- Sharp, fresh tooling must be maintained — worn inserts cause subsurface work hardening that ruins surface finish and tool life in subsequent operations.
- Conventional (not climb) milling is preferred for roughing to direct cutting forces away from the workpiece fixture.
What Product Forms is Inconel 718 Available In?
MWalloys supplies Inconel 718 across the full range of standard wrought product forms. Below is a comprehensive availability overview.
Product Form Availability Table
| Product Form | Governing Standard | Typical Size Range | Common Condition |
|---|---|---|---|
| Round Bar | ASTM B637 / AMS 5662 | 6mm–500mm diameter | Solution annealed or aged |
| Plate | ASTM B670 / AMS 5596 | 3mm–150mm thickness | Solution annealed |
| Sheet | ASTM B670 / AMS 5596 | 0.3mm–3mm thickness | Solution annealed |
| Strip | ASTM B670 | Width up to 600mm | Solution annealed |
| Seamless Tube | ASTM B906 | OD 6mm–200mm | Solution annealed |
| Forgings | AMS 2280 | Custom | Solution annealed |
| Wire | ASTM B637 | 0.1mm–12mm diameter | Various |
| Weld Wire | AMS 5832 | 0.8mm–3.2mm | Annealed |
| Powder (AM) | AMS 5914 | 15–45 μm (LPBF) | Spherical |
| Rings | Custom | Per design | Rolled and annealed |
Frequently Asked Questions About Inconel 718
1: Is Inconel 718 magnetic?
In the solution-annealed condition, Inconel 718 is essentially non-magnetic, with magnetic permeability below approximately 1.01 μ. However, the precipitation aging treatment causes a small but measurable increase in permeability because the niobium-rich delta phase that forms has different magnetic characteristics than the austenitic matrix. Fully aged Inconel 718 typically has permeability values between 1.002 and 1.010, which is still considered non-magnetic for most practical purposes but should be verified for MRI-compatible medical device applications.
2: What is the maximum service temperature for Inconel 718?
The generally accepted maximum service temperature for Inconel 718 in structural applications with significant mechanical loading is 650°C (1200°F). Above this temperature, the gamma double-prime (γ'') strengthening phase transforms to the incoherent delta phase (also Ni₃Nb but with different crystal structure), which does not provide precipitation strengthening. The result is rapid loss of yield strength above 650°C. For applications requiring higher temperature capability, Waspaloy (to ~870°C) or single-crystal superalloys (above 1000°C) are the typical alternatives.
3: Does Inconel 718 require post-weld heat treatment?
Yes, for most structural applications. While Inconel 718 is considerably more weld-friendly than other precipitation-hardened superalloys — and can be welded without immediate strain-age cracking — the as-welded condition does not achieve the full design mechanical properties. A two-stage aging treatment (718°C + 621°C) is required after welding to precipitate the strengthening phases in the weld metal and heat-affected zone. In some low-stress applications, the direct-age treatment (without prior solution annealing) is applied directly after welding, which also provides some stress relief during the aging hold.
4: How does Inconel 718 differ from Inconel 718 Plus?
Inconel 718 Plus (or 718Plus, UNS N07818) is a modified version developed in the 1990s specifically to extend the service temperature limit from 650°C to approximately 700°C. The modification involves increasing aluminum and reducing iron content to shift the primary strengthening phase from γ'' back to γ', which is stable at higher temperatures. 718Plus achieves this temperature extension while largely maintaining the weldability advantage of standard 718. It is available in limited product forms and is primarily used in high-pressure turbine disk applications where the temperature capability gain justifies the additional cost and reduced material availability.
5: Can Inconel 718 be used in sour gas service per NACE MR0175?
Yes, Inconel 718 qualifies under NACE MR0175 / ISO 15156 for use in H₂S-containing service. The qualification includes a hardness limit — typically 40 HRC maximum (approximately 375 HB or 40 HRC) — which restricts the strength level that can be used in sour service. This hardness limit corresponds to a yield strength of approximately 965 MPa (140 ksi), below the maximum achievable through aging. Procurement documents for sour service applications should specify both ASTM B637 (or AMS 5662/5663) and NACE MR0175 compliance, with the specific hardness requirement stated clearly.
6: What melting practice is specified for aerospace-grade Inconel 718?
Aerospace-grade Inconel 718 requires premium melting practices to achieve the cleanliness and microstructural homogeneity needed for rotating component applications. The standard practice is triple melting:
- VIM (Vacuum Induction Melting): Initial melt in vacuum to control composition and remove dissolved gases.
- ESR (Electroslag Remelting) or VAR (Vacuum Arc Remelting): Secondary remelting to reduce macro-segregation and improve homogeneity.
VIM+VAR is most common in the United States; VIM+ESR or VIM+ESR+VAR (triple melt) is used for the most critical rotating components. The melting practice is specified in the material procurement document and must be documented in the material certification.
7: What is the density of Inconel 718 compared to titanium alloys?
Inconel 718 has a density of 8.22 g/cm³, compared to Ti-6Al-4V at 4.43 g/cm³. This means titanium is approximately 46% lighter. However, Inconel 718 in the aged condition achieves yield strengths of 1,170 MPa versus Ti-6Al-4V at approximately 880 MPa, partially offsetting the density difference in specific strength comparisons. The decisive factor in material selection between these two is temperature capability: Ti-6Al-4V is limited to approximately 300°C continuous service, while Inconel 718 operates to 650°C. In the temperature range where both could work mechanically, the choice involves a genuine trade-off between weight and cost (favoring titanium) versus temperature margin and cost at lower quantities (favoring Inconel 718 in some cases).
8: Is Inconel 718 used in additive manufacturing?
Yes, and this is one of the most rapidly growing application areas for the alloy. Inconel 718 powder processed by laser powder bed fusion (LPBF) and directed energy deposition (DED) produces components with mechanical properties approaching wrought material after appropriate post-build heat treatment. The alloy's relatively moderate susceptibility to solidification cracking during rapid thermal cycling makes it one of the most successfully printed nickel superalloys available. Current AM applications include fuel nozzle bodies with internal cooling passages, turbine blade repair via DED, and complex manifold components that cannot be economically machined from solid bar.
9: How should Inconel 718 bar be stored and handled?
Inconel 718 should be stored separately from carbon steel to prevent iron contamination of the surface, which can cause localized corrosion. Material should be stored on clean non-metallic racks or polymer-coated supports. For aerospace and nuclear applications, material must be maintained in its original certified packaging until use, with heat number labels intact and readable. Handling with clean gloves is recommended to prevent chloride contamination from perspiration, particularly for aerospace material that will be exposed to elevated-temperature service. Any surface contamination (oil, grease, cutting fluid residue) must be cleaned with approved solvents before heat treatment to prevent surface pitting during annealing.
10: What is the approximate cost of Inconel 718 material?
Inconel 718 pricing is driven primarily by nickel spot prices on the London Metal Exchange (LME), plus molybdenum and niobium market prices, processing costs, and specification level. Indicative price ranges (market-dependent, USD/kg) are:
- Solution-annealed bar (commercial grade, ASTM B637): $45–$80/kg
- Solution-annealed bar (aerospace grade, AMS 5662, VIM+VAR): $80–$150/kg
- Precipitation-hardened bar (AMS 5663/5664): Add 15–25% premium
- Plate (AMS 5596): $50–$90/kg commercial, higher for aerospace
- Weld wire (AMS 5832): $60–$120/kg
- AM powder (AMS 5914, LPBF grade): $80–$200/kg depending on particle size distribution
Contact MWalloys with your specific requirements — diameter, length, quantity, heat treatment condition, applicable specification, and any OEM-specific requirements — for current market pricing and availability.
Summary: Why Inconel 718 Remains the World's Most Used Superalloy
After more than six decades of commercial production, Inconel 718 retains its position as the dominant superalloy in global manufacturing for a reason that becomes clear when you examine the alternatives. No other single material combines precipitation-hardened yield strengths above 1,170 MPa, reliable weldability without immediate strain-age cracking, adequate corrosion resistance in many industrial environments, and a proven manufacturing supply chain capable of supporting the volume requirements of the commercial aerospace industry — all within a single alloy system.
The limitations are real and well-understood: the 650°C temperature ceiling, moderate corrosion resistance compared to alloys like Inconel 625 or C-276, and the machining challenges that add cost to finished components. Engineers who understand these limitations select Inconel 718 precisely for the applications where its strengths are decisive and specify alternative alloys where they are not.
At MWalloys, our technical team works with engineers at the specification stage to confirm that Inconel 718 is genuinely the right material for the specific application, dimensional requirements, heat treatment condition, and applicable code. We supply from inventory in standard sizes and arrange mill orders for non-standard dimensions, with full documentation packages covering chemistry, mechanical properties, heat treatment records, and non-destructive test results.
Reach out to our engineering sales team with your application details, required product form, quantity, and certification needs. We respond with material availability, documentation scope, and current pricing within one business day.
MWalloys is a specialized supplier of nickel superalloys, high-temperature alloys, corrosion-resistant materials, and specialty metals. Our product range covers all standard and aerospace-grade forms of Inconel 718 with full traceability and certification. Technical consultation is available for material selection, specification review, and supplier qualification support.
Standards and References Cited:
- ASTM B637: Standard Specification for Precipitation-Hardening Nickel Alloy Bars.
- ASTM B670: Plate, Sheet, and Strip.
- AMS 5662, 5663, 5664: Bar, Rod, and Wire specifications.
- AMS 5596, 5597: Sheet, Strip, and Plate specifications.
- AMS 5832: Weld Wire ERNiFeCr-2.
- AMS 5914: Powder for Additive Manufacturing.
- ASME SB-637: BPVC equivalent.
- NACE MR0175 / ISO 15156: Sour Service Qualification.
- AWS A5.14: Nickel Alloy Bare Welding Electrodes.
- Special Metals Corporation: Inconel Alloy 718 Technical Bulletin.
