インコネル718 はUNS呼称N07718の析出硬化型ニッケルクロム超合金で、世界で最も広く使用されているニッケル基超合金として世界的に認められており、全超合金生産量の約35%を占めています。完全時効状態で1,380 MPa (200 ksi)を超える極限引張強さを達成するために、ニッケルマトリックス内にガンマプライム(γ')およびガンマダブルプライム(γ'')強化相を析出させる2段階の熱処理を施しています。これは、他の多くの高強度超合金が完全に犠牲にしている溶接性を犠牲にすることなく、最高約650℃(1200°F)の温度で卓越した機械的性能を生み出すメカニズムです。.
MWalloys社では、インコネル718を棒材、板材、シート、チューブ、鍛造品、溶接ワイヤーを航空宇宙、石油・ガス、発電、防衛産業などのお客様に提供しています。.
インコネル718の歴史と開発の背景とは?
インコネル718は、1950年代後半から1960年代前半にかけて、インターナショナル・ニッケル社(現在のプレシジョン・キャストパーツ社であるスペシャル・メタルズ社)のハーバート・アイゼルスタインによって開発されました。この開発時期は、第二次世界大戦後にジェットエンジン技術が急速に拡大した時期と直接一致しており、エンジン設計者は効率と推力を向上させるためにタービン入口温度を上昇させ、クリープや酸化破壊を起こすことなく高温で作動できるより強い材料への需要を生み出していた。.
インコネル718の主な革新点は、ガンマ・ダブルプライム(γ'')析出相を生成する主要強化元素としてニオブを使用したことである。以前の析出硬化型ニッケル合金は、主にアルミニウムとチタンに依存してγプライム(γ')を生成していたため、効果的に強化されたものの、溶接時のひずみ時効割れに対して非常に敏感な合金となっていました。ニオブを含有するγ''析出物は、熱に曝される間、よりゆっくりと形成されるため、溶接継手や熱影響部に、著しい析出硬化が起こる前に応力を緩和する時間を与え、この特性は超合金部品の製造経済性を一変させた。.
この合金は1963年頃に初めて商業的に導入され、1960年代から1970年代にかけて航空宇宙産業で急速に受け入れられた。今日、この合金は世界中の製造業者によって複数の商品名と同等の呼称で製造されているが、「718」の呼称は技術仕様書では事実上一般的なものとなっている。.

インコネル718の化学組成は?
インコネル718の化学組成は、析出硬化熱処理に対する一貫した反応と、信頼性の高い機械的特性および腐食特性を保証するために厳密に管理されています。成分規格はASTM B637、AMS 5662、AMS 5664、および同等の規格で規定されています。.
AMS 5662 / ASTM B637による全化学成分表
| エレメント | 最小(%) | 最大(%) | 代表値(%) |
|---|---|---|---|
| ニッケル+コバルト(Ni+Co) | 50.0 | 55.0 | 52.5 |
| クロム(Cr) | 17.0 | 21.0 | 19.0 |
| ニオブ+タンタル(Nb+Ta) | 4.75 | 5.50 | 5.13 |
| モリブデン (Mo) | 2.80 | 3.30 | 3.05 |
| チタン(Ti) | 0.65 | 1.15 | 0.90 |
| アルミニウム(Al) | 0.20 | 0.80 | 0.50 |
| 鉄(Fe) | バランス | バランス | ~18.5 |
| コバルト | - | 1.00 | 0.30 |
| カーボン(C) | - | 0.08 | 0.04 |
| マンガン (Mn) | - | 0.35 | 0.18 |
| ケイ素 (Si) | - | 0.35 | 0.18 |
| リン (P) | - | 0.015 | - |
| 硫黄 (S) | - | 0.015 | - |
| ホウ素(B) | - | 0.006 | 0.003 |
| 銅(Cu) | - | 0.30 | 0.15 |
インコネル718における各主要合金元素の役割
ニッケル(50-55%): オーステナイト系FCC母相は、還元性環境における基本的な靭性、延性、耐食性を提供します。ニッケルはまた、合金の強度の原因となるガンマプライム相とガンマダブルプライム相を安定化させます。.
クロム(17-21%): 酸化性酸や高温酸化に対する合金の耐性を与える不動態酸化皮膜を形成する。19%の典型的な含有量では、クロムはインコネル625や690のような高クロム合金と比較して、意味のある耐食性を提供しますが、例外的ではありません。.
ニオブ+タンタル(4.75-5.50%): これがインコネル718の特徴である。ニオブはニッケルと結合してガンマダブルプライム相(Ni₃Nb相)を析出し、この合金の高い降伏強度の主な強化相となる。ニオブはまた、高温で時効処理すると結晶粒界にデルタ相(斜方晶構造を持つNi₃Nb)を形成し、鍛造中の結晶粒成長を制御し、優れた耐疲労性に寄与する。タンタルは、冶金学的に同様の挙動を示し、組成バランスで一緒にカウントされるため、仕様書ではニオブとグループ化されている。.
モリブデン(2.80-3.30%): 固溶強化をもたらし、塩化物環境での耐孔食性と耐隙間腐食性を向上させる。モリブデン含有量はインコネル625 (8-10%)より少なく、そのため718は耐孔食性が低い。.
チタン(0.65-1.15%): チタンはγ', Ni₃(Al,Ti)相の析出に寄与し、γ''相と並ぶ二次強化メカニズムを提供する。チタンは炭化物安定剤としても作用し、粒界でクロム炭化物が形成されるリスクを低減する。.
アルミニウム(0.20-0.80%): アルミニウムはチタンと共にγプライム相を形成する。718のアルミニウム含有量は、急速に生成するγ'相の体積分率を制限することにより良好な溶接性を維持するため、(ワスパロイやルネ41のような合金と比較して)意図的に低く抑えられています。.
鉄(バランス、約18%): 鉄は、多くのニッケル超合金と比較してインコネル718の珍しい特徴であり、ほとんどの高性能超合金は鉄の含有量を最小限に抑えている。718の鉄含有量が比較的高いため、原料コストが削減され、当初の設計戦略の一部でした。鉄はγ''相を安定させるのに役立ち、一部の高温能力を犠牲にしますが、合金の製造経済性を大幅に改善します。.
ホウ素(最大0.006%): ホウ素は微量でも粒界に偏析し、粒界凝集力を強 化してクリープ破断寿命と応力破断延性を改善する。過剰なホウ素は溶接時に熱間割れを引き起こす可能性があるため、正確なホウ素含有量の管理が必要である。.
インコネル718の機械的特性は?
インコネル718の機械的特性は熱処理条件に強く依存する。インコネル718は溶体化処理(時効処理なし)の状態でも使用できるが、これではその能力が著しく不足する。完全な強度を得るには、2段階の析出時効処理が必要である。.
熱処理条件による機械的性質
| プロパティ | 溶体化処理のみ | 溶体化処理+時効処理 (AMS 5664) |
|---|---|---|
| 極限引張強さ | ~930 MPa (135 ksi) | ≥ 1,380MPa(200ksi)以上 |
| 0.2% 降伏強さ | ~515 MPa (75 ksi) | ≥ 1,170 MPa (170 ksi) |
| 伸び | ~45% | ≥ 12% |
| 面積の縮小 | ~60% | ≥ 15% |
| 硬度(ブリネル) | ~200 HB | 331-401 HB |
| シャルピー衝撃(室温) | 高い | 中程度 |
焼なましから完全時効処理にかけて降伏強度がほぼ3倍になることは、機械的冷間加工に頼らずに、標準的な展伸超合金で達成可能な最も劇的な特性変化である。.
高温機械的特性(エージング状態)
| 温度 (°C) | UTS (MPa) | 0.2% YS (MPa) | エロンゲーション(%) |
|---|---|---|---|
| 25 | 1,435 | 1,185 | 22 |
| 200 | 1,340 | 1,090 | 20 |
| 300 | 1,310 | 1,055 | 19 |
| 400 | 1,275 | 1,020 | 18 |
| 500 | 1,220 | 980 | 17 |
| 550 | 1,185 | 960 | 17 |
| 600 | 1,105 | 930 | 18 |
| 650 | 985 | 860 | 20 |
| 700 | 700 | 590 | 25 |
| 750 | 450 | 340 | 35 |
650°Cと700°Cの間の特性崖ははっきりと見て取れ、インコネル718が構造用途で一般に650°C以下の使用に制限されている理由を説明している。この温度以上では、γ''相はインコヒーレントなデルタ相に変化し、同じ強化効果は得られません。.
疲労とクリープ特性
インコネル718は優れた耐疲労性を持ち、これが繰り返し荷重が設計の主な要因となるタービンディスク用途で優位を占める理由の一つとなっています。主な疲労特性は以下の通り:
- 室温での高サイクル疲労強度(10⁷サイクル):約620~690MPa。.
- 低サイクル疲労(LCF)性能は、回転部品の重要な設計パラメータである。.
- 650℃/620MPaでのクリープ破断寿命:標準仕様の材料では通常100時間以上。.
- 応力破断延性は、適切に処理された材料では5%以上の伸びを維持している。.
インコネル718の物理的性質
| プロパティ | 価値 |
|---|---|
| 密度 | 8.22g/cm³(0.297ポンド/インチ) |
| 溶解範囲 | 1260~1336度C(2300~2437度F) |
| 比熱(21℃の場合) | 435 J/kg・℃(0.104 BTU/lb・°F) |
| 熱伝導率(100℃にて) | 11.4 W/m-K |
| 熱膨張率 (21-100°C) | 13.0 μm/m-°C |
| 電気抵抗率 | 1.25 μΩ-m |
| 透磁率(アニール処理) | ~1.001(実質的に非磁性) |
| ヤング率 | 200 GPa (29,000 ksi) |
インコネル718にはどのような規格や仕様が適用されますか?
調達エンジニアや品質管理者は、購入する特定の製品形状がどの規格に準拠しているかを確認する必要が頻繁にあります。インコネル718は、国内外の広範な規格でカバーされています。.
インコネル718のASTM規格
| ASTM規格 | 製品形態 |
|---|---|
| ASTM B637 | 棒、ロッド、ワイヤー(鍛造) |
| ASTM B670 | プレート、シート、ストリップ |
| ASTM B906 | シームレス鋼管 |
インコネル718のAMS規格
| AMS仕様 | 説明 |
|---|---|
| AMS 5596 | シート、ストリップ、プレート(焼きなまし) |
| AMS 5597 | シート、ストリップ、プレート(析出硬化型) |
| AMS 5662 | 棒、ロッド、ワイヤー(溶体化処理) |
| AMS 5663 | 棒、ロッド、ワイヤー(析出硬化型) |
| AMS 5664 | 棒鋼(溶体化処理および時効処理、高強度) |
| AMS 5832 | 溶接ワイヤ(ERNiFeCr-2) |
| AMS 5914 | 積層造形用パウダー |
| AMS 2801 | ニッケル合金部品の熱処理 |
国際基準およびその他の同等基準
| スタンダード | 指定 | 国名 / ボディ |
|---|---|---|
| DIN / EN | 2.4668 | ヨーロッパ(ドイツ) |
| 国連 | N07718 | 米国 |
| W.Nr. | 2.4668 | ヨーロッパ |
| BS | HR51 | イギリス |
| アフノール | NC19FeNb | フランス |
| アメリカ機械学会 | SB-637 | 圧力容器コード |
| NACE MR0175 | 適格(硬度制限あり) | サワー・サービス |
| GEスペック | B50TF15 | ゼネラル・エレクトリック所有 |
| ロールス・ロイス | MSRR 7225 | ロールス・ロイス |
特にGEアビエーション、プラット・アンド・ホイットニー、ロールス・ロイス、サフランなど、複数のOEM独自仕様の存在は、インコネル718の航空宇宙サプライチェーンへの浸透の深さを反映しています。各エンジンメーカーは、より厳しい組成管理、特定の溶融実施要件(VIM+VARまたはVIM+ESR)、より広範な非破壊検査など、基本的なAMS仕様以上の追加要件を課している。.

インコネル718にはどのような熱処理が必要ですか?
インコネル718の熱処理は、他の多くのエンジニアリング合金よりも複雑であり、熱処理を正しく行うことは、設計された機械的特性を達成するために非常に重要です。供給された材料で遭遇する品質問題の多くは、組成の偏差よりもむしろ不適切な熱処理に起因しています。.
標準熱処理シーケンス (AMS 5664 / AMS 5663)
ステップ1:溶液アニーリング
- 温度:954~1010℃(1750~1850°F)。.
- 保持時間:標準的なバー径で通常1時間。.
- 冷却:急速空冷または水冷。.
- 目的:析出物を溶解し、微細構造を再結晶化し、最適なエージング反応が得られるように結晶粒構造を整える。.
注:溶体化処理温度の選択は非常に重要である。954~982℃の範囲内で温度が低いと結晶粒が微細になり、引張特性が向上する。高温(982~1010℃)では結晶粒が粗くなり、クリープ破断寿命が向上する。航空宇宙用回転部品メーカーは通常、耐疲労性を最大化するために低い温度を使用する。.
ステップ2:最初のエイジングケア
- 温度:718°C(1325°F)-注目すべきは、この時効温度がこの合金の番号の由来となっていることである。.
- ホールド時間:8時間
- 冷却:1時間あたり約55℃の冷却速度で、第2エージング温度まで炉を冷却する。.
ステップ3:2回目のエイジング・トリートメント
- 温度:621℃(1150°F)。.
- 保持時間:この温度で合計8時間(ステップ2の管理された冷却に従う)。.
- 冷却:室温まで空冷する。.
2段階の時効サイクルにより、まず718℃でガンマ・ダブルプライム相を析出させ、次に621℃でガンマ・プライム相を析出・成長させることで、引張強さ、応力破断寿命、延性を最適に組み合わせたバランスの取れたミクロ組織を生成する。.
エージング変化による特性への影響
| 熱処理バリエーション | 主な用途 | 主要物件の成果 |
|---|---|---|
| 溶液アニールのみ | 溶接フィラー、中間ストック | 低強度、最大延性 |
| ダイレクトエイジング(溶液アニールなし) | 溶接後熱処理オプション | 適度な強さとストレス緩和 |
| シングルステージ熟成(718℃のみ) | 非重要部品 | 高強度、低クリープ寿命 |
| ダブルエイジド(スタンダード) | ほとんどのエンジニアリング用途 | 最適なバランス特性 |
| 改良エージング(高温) | クリープが重要な部品 | より良いクリープ寿命、より低い引張 |
インコネル718の主な用途は?
インコネル718の用途の広さは、この合金が提供する高強度、良好な溶接性、および許容可能な耐食性の珍しい組み合わせを反映しています。単一の超合金で、同等の性能レベルでこれほど多くの異なる産業をカバーするものは他にありません。.
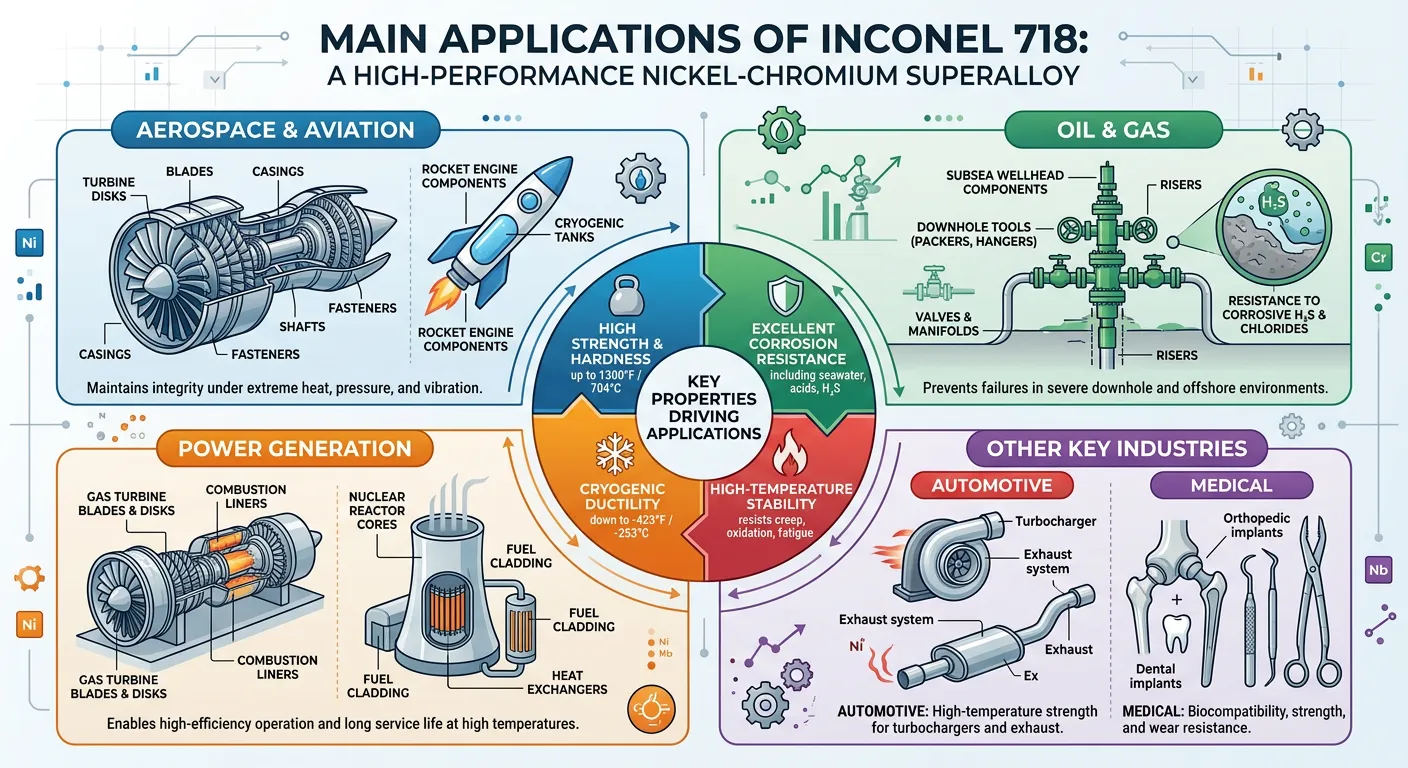
航空宇宙およびジェットエンジン用途
航空宇宙はインコネル718の最大の用途領域であり、最新のジェットエンジンの総重量の30~40%を占めると推定されています。この合金から製造される主要部品には以下のものがある:
タービンディスクとコンプレッサーディスク:
タービンとコンプレッサーのディスクは、航空機エンジンの中で最も安全性が重要なコンポーネントのひとつです。高温のガス流の中で作動するブレードを保持しながら何万回転もの速度で回転するため、遠心力、熱、振動の複合応力が膨大な状態になります。インコネル718鍛造材は、GE90、GEnx、LEAP、Pratt & Whitney PW1000G、Rolls-Royce Trentファミリーなど、現在生産されている事実上すべての民間および軍用ジェットエンジンの低圧タービンおよびコンプレッサーステージのディスクに使用されています。.
エンジンケーシングと構造リング:
回転ディスクとブレードアセンブリを収納するファンケース、コンプレッサーケース、タービンケースは、インコネル718リングまたは圧延プレート加工品で製造されることがよくあります。これらの部品は、ブレードオフが発生した場合のブレード解放エネルギーを封じ込めなければなりません。この認定要件は、材料の靭性とエネルギー吸収能力に極端な要求を突きつけるものです。.
燃焼器のハードウェア:
燃焼器ライナー、ディフューザーケース、燃焼器取り付け金具には、複雑な形状に溶接されたインコネル718板材が使用されています。他の高強度超合金に対する718の溶接性の優位性は、ここで最も顕著に現れます。燃焼器アセンブリには何百もの溶接部があり、亀裂の影響を受けやすい析出硬化型合金では経済的に製造できません。.
ファスナーとボルト:
インコネル718ファスナーは、ブレード保持ボルトからケース・ジョイント・スタッドまで、ジェット・エンジン全体で幅広く使用されています。高強度ファスナーは、動作温度でクランプ荷重を維持する材料を必要とし、718棒材は各エンジン用に何万ものファスナーに加工されます。.
タービンシャフトとシール部品:
ファン、コンプレッサー、タービンの各ステージをつなぐ回転シャフトや、エンジンステージ間の空気漏れを制御するラビリンスシールやシールランナーは、インコネル718棒材やリング鍛造品から製造されることが多い。.
宇宙打ち上げとロケット推進アプリケーション
インコネル718は、大気圏外での飛行にとどまらず、宇宙用ハードウェアの分野でもその歴史を確立しています:
- 液体ロケットエンジンのターボポンプ部品(極低温推進剤を扱いながら超高速で回転する)。.
- 上昇中に高い音響振動負荷を受けるロケットの構造部品。.
- 高い比強度を必要とする衛星構造用継手。.
- 極低温と高温の間で熱サイクルを行う再使用可能なロケット部品。.
NASAがスペースシャトル・メインエンジン(SSME)のターボポンプにインコネル718を使用した経験は、間違いなくこれまでに製造されたターボ機械の中で最も要求の厳しいものであり、最も過酷な条件下でこの合金の並外れた性能データベースを確立しました。.
石油・ガス産業用途
石油・ガス産業は、インコネル718の第2位の消費者であり、坑内掘削・完成工具、坑口部品、地下生産設備の要件がその原動力となっている。.
ダウンホールドリリングツール
ドリルカラー、MWD(Measurement While Drilling)ツールハウジング、モーターステーターマンドレル、およびロータリーステアラブルシステムコンポーネントは、掘削トルクとウェイトオンビットによる機械的負荷、塩化物とH₂Sを含む腐食性掘削流体、および上昇したダウンホール温度という複合的な課題に直面しています。インコネル718棒は、最も負荷の高いダウンホールコンポーネント本体の標準材料です。.
完成と生産ツール:
安全弁、パッカー、ダウンホールゲージを含む坑井掘削完了ツールは、高強度と耐サワーガス性を兼ね備えたインコネル718スプリング、シャフト、ハウジングを使用しています。NACE MR0175 / ISO 15156は、硬度が最大40 HRCに制御されている場合、H₂SサービスのためのInconel 718を修飾します。.
坑口設備:
高圧坑口設備(API 6A 定格15,000 または 20,000 psi)では、バルブステム、ハンガーボディ、コネクター部品にインコネル718が使用され、高圧封じ込めと耐食性の組み合わせが低合金鋼では対応できない場合に使用されます。.
高圧ガス圧縮:
インペラー、シャフトスリーブ、シール部品など、腐食性プロセスガスを扱う往復圧縮機および遠心圧縮機部品は、プロセス条件が標準ステンレス鋼の能力を超える温度でH₂S、CO₂、塩化物を含む場合、インコネル718から製造されます。.
発電用途
発電用ガスタービンは、航空機エンジンと同じ部品の多くにインコネル718が使用されているが、設計の優先順位は多少異なっている。発電用タービンは、航空機エンジンのような可変サイクルではなく、一定の速度と温度で運転されるため、部品によっては疲労寿命よりも耐クリープ性の方が相対的に重要になる。.
用途は以下の通り:
- 産業用ガスタービンのコンプレッサーディスク鍛造品。.
- タービンディスクスペーサーと段間シール。.
- 燃焼ライナーパネルとトランジションダクト。.
- ホットセクションの組み立て全体を通してのボルトとファスナー。.
- ジェネレーター・ローターの止め輪(ただし、18Mn-18Cr鋼が競合する)。.
原子力発電所や化石燃料発電所の蒸気タービンには、高温のフランジ継手にインコネル718ボルトが使用されており、応力緩和することなく高温で長期間クランプ荷重を維持できる合金の特性を利用しています。.
防衛および軍事用途
防衛用途では、インコネル718の高強度対重量比と極限条件への耐性が活用される:
- 潜水艦の推進シャフト: 原子力潜水艦の推進システムには、原子炉冷却水ポンプと推進機械にインコネル718部品が使用されている。.
- ミサイルのモーターケース 高性能戦術ミサイルのモーターケースは、合金の比強度(強度対重量比)の恩恵を受けている。.
- 装甲車両用ガスタービンエンジン: 車両推進用タービンのタービン部品は、航空機エンジンと同じ合金系列から製造されている。.
- 銃身と武器システム部品: 特殊な兵器システムでは、極度の圧力や熱サイクルにさらされる部品にインコネル718が使用されています。.
自動車およびレース用途
高性能モータースポーツ用途では、高温性能と強度の組み合わせが材料コストを正当化する場合にインコネル718が使用される:
- F1やNASCARのエキゾーストシステム: ターボチャージャーハウジング、ウェイストゲート部品、エキゾーストマニホールド。.
- 自動車用ターボチャージャー・ホイール 一部の高性能ターボチャージャー用コンプレッサー・ホイールには、インコネル718鋳造品または鍛造品が使用されています。.
- 高回転エンジンのバルブスプリング: インコネル718ワイヤーは、従来のスプリング鋼が高温で荷重を維持できないレーシングエンジンのバルブスプリングに使用されています。.
医療と原子力への応用
医療機器
インコネル718は、高い強度と耐食性を必要とする特定の手術器具や医療機器部品に使用されています。MRI適合の用途では、この合金の焼きなまし状態での非磁性に近い特性(注:時効により透磁率がわずかに増加するため、MRI適合性については完全時効材を確認する必要がある)が有益である。.
原子力:
インコネル718は、航空宇宙用途や産業用ガスタービン用途以外にも、原子炉の制御棒駆動機構、原子炉計装ハウジング、および一次圧力境界内のさまざまな構造用ファスナーに使用されている。.
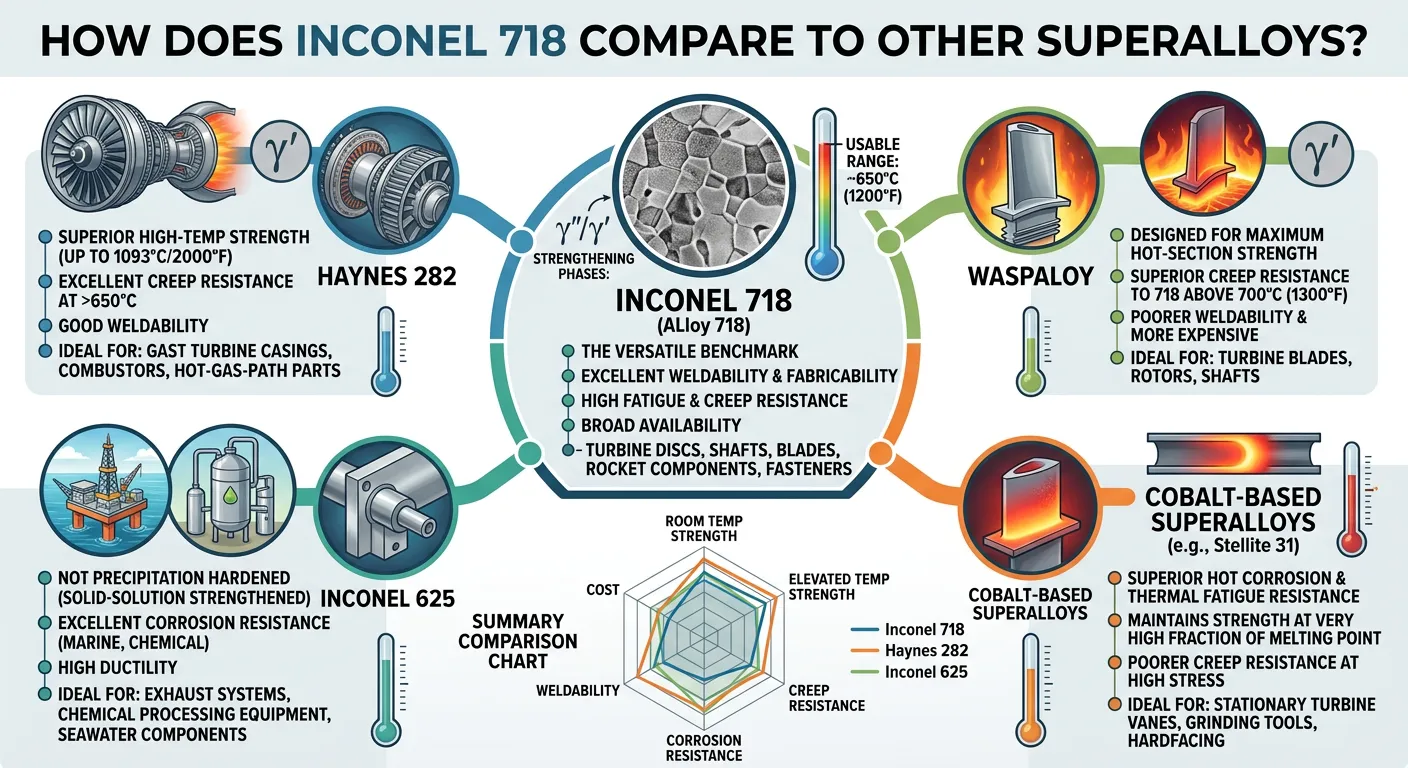
インコネル718と他の超合金との比較
インコネル718が競合材料と比較してどのような位置にあるかを理解することは、エンジニアがより良い材料を選択するのに役立ち、調達チームが代替品が受け入れられる理由や受け入れられない理由を理解するのに役立ちます。.
インコネル718対 インコネル625
| プロパティ | インコネル718(エージング) | インコネル625(焼きなまし) |
|---|---|---|
| UTS | 1,380 MPa | 827 MPa |
| 降伏強度 | 1,170 MPa | 414 MPa |
| 最高使用温度(構造) | ~650°C | ~800°C |
| 耐食性 | 中程度 | 素晴らしい |
| 耐孔食性(PREN) | ~25 | ~51 |
| 溶接性 | 良好(PWHTが必要) | エクセレント(PWHT不要) |
| 一次強化 | 析出硬化 | 固体溶液 |
| 典型的な使用例 | 高強度構造 | 腐食が重要な用途 |
インコネル718とインコネル725の比較
| プロパティ | インコネル718 | インコネル725 (N07725) |
|---|---|---|
| ニオブ含有量 | 4.75-5.50% | 2.75-4.00% |
| モリブデン含有量 | 2.80-3.30% | 7.00-9.50% |
| 耐食性 | 中程度 | スーペリア(より高いMo) |
| 降伏強度(エージング) | ~1,170 MPa | ~827 MPa |
| NACE硬度限界 | 40 HRC | 35 HRC(より制限的) |
| 主な用途 | 航空宇宙構造 | サワー・サービス石油・ガス |
インコネル725は "718の耐食バージョン "と表現されることがあるが、これはサワー・サービス性能を向上させる高いモリブデン含有量のために強度をいくらか引き換えている。非常にアグレッシブなH₂S環境における坑内石油・ガス用途では、718よりも725の指定が増えている。.
インコネル718とワスパロイの比較
| プロパティ | インコネル718 | ワスパロイ (N07001) |
|---|---|---|
| 最高使用温度 | ~650°C | ~870°C |
| 降伏強度(エージング) | ~1,170 MPa | ~795 MPa |
| クリープ抵抗 | 650℃まで良好 | 870℃まで良好 |
| 溶接性 | グッド | 難しい(γ'含有率が高い) |
| コスト | より低い | より高い |
| 主な用途 | 高強度低温コンポーネント | 高温タービンディスク |
ワスパロイは、使用温度が718の能力を超 える場合に、溶接性というペナルティを覚悟の上 で選択される。ジェットエンジン設計の分かれ目は通常650℃前後で、それ以下では718が選択され、それ以上ではワスパロイかルネ41が検討される。.
インコネル718はどのように溶接され、どのようなフィラーメタルが使用されるか?
溶接性は、インコネル718の商業的に最も重要な特 性のひとつである。この合金は、γ''強化相がゆっくりと形成され、著しい硬化が起こる前に溶接残留応力が緩和されるため、直ちにひずみ時効割れを起こすことなく溶接できる。.
溶接プロセス適合性
| 溶接プロセス | 適合性 | 共通アプリケーション |
|---|---|---|
| GTAW (TIG) | 素晴らしい | 精密航空宇宙および石油・ガス加工 |
| GMAW(ミグ) | グッド | より高い蒸着率の構造物製造 |
| SMAW | 中程度 | 現場補修と重セクションの接合 |
| PAW(プラズマアーク) | グッド | 中セクションのキーホール溶接 |
| 電子ビーム | 素晴らしい | 精密航空宇宙部品 |
| レーザービーム | 非常に良い | 薄い断面と精密な組み立て |
| 摩擦攪拌 | エマージング | 航空宇宙用途の研究段階 |
推奨フィラーメタル
インコネル718を溶接する標準的な溶加材は次のとおりです。 ERNiFeCr-2 (AWS A5.14)、これはAMS 5832 溶接ワイヤに相当する。この充填材は、母合金の組成に密接に適合し、 溶接後の熱処理後に良好な溶接金属特性を提供 する。.
インコネル718とステンレス鋼または炭素鋼の異種金属接合用、, ERNiCrMo-3 (インコネル625フィラー)は、溶接部に脆い 金属間化合物を生成することなく、異種母材間の希 薄化に対応する組成緩衝材として頻繁に使用 される。.
溶接後の熱処理要件
インコネル625とは異なり、インコネル718は、 溶接部と熱影響部に必要な機械的特性を発現 させるために、ほとんどの場合、溶接後熱処理 (PWHT)を必要とする。標準的なPWHTの順序は以下の通りである:
- 直接熟成:718℃で8時間、55℃/時間で621℃まで炉冷。.
- 621℃でさらに8時間保持する。.
- 室温まで冷ます。.
母材に溶体化焼鈍が施されている場合、適用規 格の要件によっては、時効処理前の溶体化再 焼鈍が必要になることがある。ASME規格に基づく溶接圧力容器の場合、具体的なPWHT要件は、適用される規格ケースで確認する必要がある。.
インコネル718の加工特性は?
インコネル718の加工は、精密製造の中でもより困難な作業の一つです。この合金は、時効状態での高強度、急速な加工硬化、研磨性炭化物粒子の組み合わせにより、工具の摩耗と発熱が大きな課題となります。.
インコネル718の推奨切削パラメータ
| オペレーション | 切削速度(m/min) | 送り(mm/revまたはmm/歯) | 切り込み深さ (mm) | 優先ツール |
|---|---|---|---|---|
| ラフ・ターニング | 15-30 | 0.15-0.35 | 2.0-5.0 | コーティングされたカーバイドまたはセラミック |
| 仕上げ旋盤加工 | 30-50 | 0.05-0.12 | 0.3-1.5 | 微粒子コーティング超硬合金 |
| フライス加工 | 20-35 | 0.08~0.15/歯 | 1.0-3.0 | PVDコーティング超硬合金 |
| 掘削 | 5-12 | 0.04-0.08 | 直径あたり | クーラントスルー付き超硬合金 |
| タッピング | 3-8 | ピッチあたり | - | 超硬またはHSS-Co |
| 研磨 | - | 0.005~0.025/パス | - | CBNホイールが望ましい |
重要な加工規則:
- 可能な限り、溶体化処理された状態で加工すること。時効処理された材料(HRC 38-43)は、工具の摩耗を劇的に早める。.
- 外部浸水クーラントよりも、ツールセンター経由の高圧クーラントが強く推奨される。.
- 表面で加工硬化が進行するような、工具の滞留や断続切削は避ける。.
- 鋭利で新鮮な工具を維持しなければならない。摩耗したチップは、表面下の加工硬化を引き起こし、その後の作業で表面仕上げと工具寿命を台無しにする。.
- 荒加工では、切削力をワーク固定具から遠ざけるために、従来の(登りではない)フライス加工が好まれる。.
インコネル718はどのような製品形態で入手できますか?
MWalloys社は、インコネル718を標準的な鍛造製品の全形状で供給しています。以下は在庫の概要です。.
製品形態在庫表
| 製品形態 | 統治基準 | 典型的なサイズ範囲 | 共通条件 |
|---|---|---|---|
| 丸棒 | ASTM B637 / AMS 5662 | 直径6mm-500mm | ソリューションアニールまたはエージング |
| プレート | ASTM B670 / AMS 5596 | 3mm-150mm の厚さ | ソリューションアニール |
| シート | ASTM B670 / AMS 5596 | 0.3mm-3mm厚 | ソリューションアニール |
| ストリップ | ASTM B670 | 幅600mmまで | ソリューションアニール |
| シームレス管 | ASTM B906 | 外径 6mm-200mm | ソリューションアニール |
| 鍛造品 | AMS 2280 | カスタム | ソリューションアニール |
| ワイヤー | ASTM B637 | 直径0.1mm~12mm | いろいろ |
| 溶接ワイヤ | AMS 5832 | 0.8mm-3.2mm | アニール |
| パウダー(AM) | AMS 5914 | 15-45 μm (LPBF) | 球形 |
| リング | カスタム | デザイン | 圧延・焼鈍 |
インコネル718に関するよくある質問
1: インコネル718は磁性ですか?
溶体化焼鈍状態では、インコネル718は基本的に非磁性で、透磁率は約1.01μ以下である。しかし、析出時効処理により、形成されるニオブに富むδ相がオーステナイト系マトリックスとは異なる磁気特性を持つため、透磁率がわずかではあるが測定可能な範囲で上昇する。完全に時効処理されたインコネル718の透磁率は、通常1.002から1.010の間であり、ほとんどの実用目的では非磁性とみなされるが、MRI対応の医療機器用途では検証する必要がある。.
2: インコネル718の最高使用温度は?
インコネル718の機械的負荷が大きい構造用 途で一般に認められている最高使用温度は650℃ (1200°F)である。この温度以上では、γダブルプライム (γ'')強化相がインコヒーレントなデルタ相 (Ni₃Nbでも結晶構造が異なる)に変化し、析出強化が得られなくなる。その結果、650℃以上では降伏強度が急速に低下する。より高い温度特性が要求される用途では、ワスパロイ(~870℃)または単結晶超合金(1000℃以上)が代表的な選択肢となる。.
3: インコネル718は溶接後の熱処理が必要ですか?
はい、ほとんどの構造用途に使用できます。インコネル718は、他の析出硬化型超合金と比較し て溶接性に優れ、直ちにひずみ時効割れを発生 させることなく溶接が可能であるが、溶接したままの 状態では、設計された機械的特性を十分に発揮 することはできない。溶接金属と熱影響部に強化相を析出させるた めには、溶接後に2段階の時効処理(718℃ + 621℃)が必要である。低応力用途では、溶接後に直接時効処理 (溶体化焼鈍なし)を行なう場合もある。.
4: インコネル718とインコネル718プラスはどう違うのですか?
インコネル718プラス(または718Plus、UNS N07818)は、使用温度限界を650℃から約700℃に拡張するために1990年代に開発された改良型である。この改良では、アルミニウムを増やし、鉄の含有量を減らすことで、主強化相をγ''からγ'に戻し、より高温で安定な相とした。718Plusは、標準718の溶接性の利点をほぼ維持したまま、この温度拡張を達成した。718Plusは、限られた製品形態で入手可能であり、主に高圧タービン・ディスク用途で使用される。.
5: NACE MR0175に従って、インコネル718はサワーガスサービスに使用できますか?
はい、インコネル718は、H₂S含有サービスでの使用のためにNACE MR0175 / ISO 15156の下で修飾します。この資格には、酸欠サービスで使用できる強度レベルを制限する硬度制限(通常は最大40HRC(約375HBまたは40HRC))が含まれます。この硬度制限は、時効処理によって達成可能な最大値を下回る約965MPa(140ksi)の降伏強度に相当する。サワーサービス用途の調達書類には、ASTM B637(またはAMS 5662/5663)とNACE MR0175の両方への適合を明記し、特定の硬度要件を明記する必要がある。.
6: 航空宇宙グレードのインコネル718にはどのような溶解方法が規定されていますか?
航空宇宙グレードのインコネル718は、回転部品の用途に必要な清浄度と微細構造の均一性を達成するために、最高級の溶解方法を必要とします。標準的な溶解方法はトリプル溶解です:
- VIM(真空誘導溶解):組成を制御し、溶存ガスを除去するために真空中で初期溶融を行う。.
- ESR(エレクトロスラグ再溶解)またはVAR(真空アーク再溶解):マクロ偏析を減らし、均質性を向上させるための二次再溶解。.
米国ではVIM+VARが最も一般的で、最も重要な回転部品にはVIM+ESRまたはVIM+ESR+VAR(トリプル溶融)が使用される。溶融方法は材料調達文書で指定され、材料証明書に文書化されなければならない。.
7: インコネル718の密度はチタン合金と比べてどうですか?
インコネル718の密度は8.22g/cm³であるのに対し、Ti-6Al-4Vは4.43g/cm³である。これは、チタンの方が約46%軽いことを意味する。しかし、インコネル718は時効処理された状態で、Ti-6Al-4Vの約880MPaに対して1,170MPaの降伏強度を達成し、比強度の比較において密度の差を部分的に相殺します。この2つの材料選択の決め手となるのは、温度耐性である:Ti-6Al-4Vは連続使用温度が約300℃に制限されているのに対し、インコネル718は650℃まで使用できる。両方が機械的に機能する温度範囲では、選択は重量とコスト(チタン有利)対温度マージンと低量でのコスト(場合によってはインコネル718有利)の真のトレードオフを伴います。.
8: インコネル718は積層造形に使用されますか?
はい、これはこの合金の最も急速に成長している応用分野の一つです。レーザー粉末床溶融法(LPBF)と指向性エネルギー蒸着法(DED)により加工されたインコネル718粉末は、製造後の適切な熱処理後に溶製材に近い機械的特性を持つ部品を製造します。この合金は、急速な熱サイクル中の凝固割れに対する感受性が比較的低いため、印刷に最も成功したニッケル超合金の1つとなっています。現在のAMアプリケーションには、内部冷却通路を持つ燃料ノズルボディ、DEDによるタービンブレードの修理、ソリッドバーから経済的に機械加工できない複雑なマニホールド部品などがあります。.
9: インコネル718棒はどのように保管し、取り扱うべきですか?
インコネル718は、局部腐食の原因となる表面の鉄 汚染を防ぐため、炭素鋼とは別に保管する必 要がある。材料は、清潔な非金属ラックまたはポリマーコーティングされた支持体に保管する必要があります。航空宇宙および原子力用途の場合、材料は、熱番号ラベルがそのままの状態で読み取り可能な状態で、使用まで認証済みの元の包装に保管する必要があります。汗による塩化物汚染を防ぐため、特に高温にさらされる航空宇宙用途の材料は、清潔な手袋を着用して取り扱うことを推奨する。表面の汚染(オイル、グリース、切削液の残留物) は、アニール中の表面孔食を防ぐため、熱処理前に認 可された溶剤で洗浄しなければならない。.
10: インコネル718材のおおよそのコストは?
インコネル718の価格設定は、主にロンドン金属取引所(LME)のニッケルスポット価格、さらにモリブデンとニオブの市場価格、加工コスト、仕様レベルによって左右される。指標となる価格帯(市場依存、USD/kg)は以下の通り:
- 溶体化焼鈍棒鋼(市販グレード、ASTM B637):$45-$80/キログラム
- 溶体化焼鈍棒鋼(航空宇宙グレード、AMS 5662、VIM+VAR):$80-$150/kg
- 析出硬化バー(AMS 5663/5664):15-25%を追加
- プレート(AMS 5596):$50-$90/kg 商業用、航空宇宙用にはそれ以上
- 溶接ワイヤ (AMS 5832):$60〜$120/kg
- AMパウダー(AMS 5914、LPBFグレード):粒度分布により$80-$200/kg
MWalloys社にお客様の具体的な要件(直径、長さ、数量、熱処理条件、適用仕様、OEM固有の要件など)をご連絡いただければ、現在の市場価格と在庫状況をお知らせいたします。.
要約:インコネル718が世界で最も使用される超合金であり続ける理由
インコネル718は、60年以上にわたる商業生産の後、世界の製造業において支配的な超合金としての地位を維持していますが、その理由は代替材料を検討すれば明らかです。1,170MPaを超える析出硬化型降伏強さ、ひずみ時効割れのない信頼性の高い溶接性、多くの産業環境における十分な耐食性、民間航空宇宙産業の大量要求に対応できる実績のある製造サプライチェーン、これらすべてを単一の合金系で兼ね備えた材料は他にありません。.
インコネル625やC-276のような合金に比べ、650℃の温度上限、中程度の耐食性、そして完成部品にコストを上乗せする加工上の課題などです。これらの限界を理解している技術者は、インコネル718の強みが決定的な用途にはインコネル718を正確に選択し、そうでない用途には代替合金を指定します。.
MWalloys社の技術チームは、仕様の段階でエンジニアと協力し、インコネル718が特定の用途、寸法要求、熱処理条件、適用される規格に本当に適した材料であることを確認します。また、化学的性質、機械的性質、熱処理記録、非破壊検査結果を網羅した完全な文書パッケージとともに、標準サイズの在庫品から供給し、非標準寸法のミルオーダーを手配します。.
アプリケーションの詳細、必要な製品形態、数量、および認証のニーズを当社のエンジニアリング・セールス・チームにお知らせください。1営業日以内に、材料の在庫状況、ドキュメンテーションの範囲、および現在の価格について回答いたします。.
MWalloys社はニッケル超合金、高温合金、耐食材料、特殊金属の専門サプライヤーです。当社の製品範囲は、インコネル718のすべての標準および航空宇宙グレードの形状を完全なトレーサビリティと認証でカバーしています。材料選定、仕様検討、サプライヤー認定サポートなど、技術的なご相談も承ります。.
規格と引用文献:
- ASTM B637:析出硬化ニッケル合金棒の標準仕様。.
- ASTM B670:板、薄板、帯板。.
- 5662, 5663, 5664:棒、ロッド、ワイヤーの仕様.
- AMS 5596、5597:シート、ストリップ、プレート仕様。.
- AMS 5832:溶接ワイヤ ERNiFeCr-2.
- AMS 5914:積層造形用粉末。.
- ASME SB-637:BPVCと同等。.
- NACE MR0175 / ISO 15156:サワーサービス資格。.
- AWS A5.14: ニッケル合金裸溶接電極。.
- 特殊金属株式会社:インコネル合金718技術情報.
