Inconel 718 es una superaleación de níquel-cromo endurecida por precipitación con designación UNS N07718, reconocida mundialmente como la superaleación de base níquel más utilizada en el mundo, que representa aproximadamente 35% de toda la producción de superaleaciones en peso. Alcanza resistencias últimas a la tracción superiores a 1.380 MPa (200 ksi) en estado completamente envejecido mediante un tratamiento térmico en dos etapas que precipita fases de refuerzo gamma prime (γ') y gamma double-prime (γ'') dentro de la matriz de níquel, un mecanismo que produce un rendimiento mecánico excepcional a temperaturas de hasta aproximadamente 650°C (1200°F) sin sacrificar la soldabilidad que la mayoría de las demás superaleaciones de alta resistencia sacrifican por completo.
En MWalloys suministramos Inconel 718 en barras, placas, láminas, tubos, piezas forjadas y alambre para soldar a clientes de los sectores aeroespacial, del petróleo y el gas, la generación de energía y la defensa.
¿Cuál es la historia y el desarrollo de Inconel 718?
El Inconel 718 fue desarrollado a finales de los años 50 y principios de los 60 por Herbert Eiselstein en la International Nickel Company (ahora Special Metals Corporation, una empresa de Precision Castparts). La cronología de su desarrollo coincide directamente con la rápida expansión de la tecnología de motores a reacción tras la Segunda Guerra Mundial, cuando los diseñadores de motores aumentaron la temperatura de entrada de las turbinas para mejorar la eficacia y el empuje, lo que generó una demanda de materiales más resistentes que pudieran funcionar a temperaturas elevadas sin sufrir fallos por fluencia u oxidación.
La innovación clave en Inconel 718 fue el uso de niobio como elemento de refuerzo primario, que produce la fase precipitada de doble prima gamma (γ''). Las aleaciones de níquel endurecidas por precipitación anteriores se basaban principalmente en el aluminio y el titanio para producir gamma prime (γ'), que reforzaba eficazmente pero hacía que las aleaciones fueran extremadamente sensibles a la fisuración por deformación durante la soldadura. Los precipitados γ'' que contienen niobio se forman más lentamente durante la exposición térmica, dando tiempo a las uniones soldadas y a las zonas afectadas por el calor para aliviar la tensión antes de que se produzca un endurecimiento por precipitación significativo, una propiedad que transformó la economía de fabricación de los componentes de superaleaciones.
La aleación se introdujo comercialmente por primera vez en torno a 1963 y ganó rápida aceptación en la industria aeroespacial a lo largo de las décadas de 1960 y 1970. En la actualidad, los fabricantes de todo el mundo la fabrican con múltiples nombres comerciales y denominaciones equivalentes, pero la designación "718" se ha convertido en genérica en las especificaciones de ingeniería, aunque técnicamente "Inconel" sigue siendo una marca registrada de Special Metals Corporation.

¿Cuál es la composición química del Inconel 718?
La composición química del Inconel 718 se controla estrictamente para garantizar una respuesta uniforme al tratamiento térmico de endurecimiento por precipitación y unas propiedades mecánicas y de corrosión fiables. La especificación que rige la composición se define en ASTM B637, AMS 5662, AMS 5664 y normas equivalentes.
Tabla completa de composición química según AMS 5662 / ASTM B637
| Elemento | Mínimo (%) | Máximo (%) | Típico (%) |
|---|---|---|---|
| Níquel + Cobalto (Ni+Co) | 50.0 | 55.0 | 52.5 |
| Cromo (Cr) | 17.0 | 21.0 | 19.0 |
| Niobio + Tántalo (Nb+Ta) | 4.75 | 5.50 | 5.13 |
| Molibdeno (Mo) | 2.80 | 3.30 | 3.05 |
| Titanio (Ti) | 0.65 | 1.15 | 0.90 |
| Aluminio (Al) | 0.20 | 0.80 | 0.50 |
| Hierro (Fe) | Saldo | Saldo | ~18.5 |
| Cobalto (Co) | - | 1.00 | 0.30 |
| Carbono (C) | - | 0.08 | 0.04 |
| Manganeso (Mn) | - | 0.35 | 0.18 |
| Silicio (Si) | - | 0.35 | 0.18 |
| Fósforo (P) | - | 0.015 | - |
| Azufre (S) | - | 0.015 | - |
| Boro (B) | - | 0.006 | 0.003 |
| Cobre (Cu) | - | 0.30 | 0.15 |
Función de cada elemento de aleación clave en Inconel 718
Níquel (50-55%): La matriz FCC austenítica proporciona la tenacidad, ductilidad y resistencia a la corrosión básicas en entornos reductores. El níquel también estabiliza las fases de precipitado gamma-prima y gamma-doble-prima, responsables de la resistencia de la aleación.
Cromo (17-21%): Crea la película de óxido pasiva que confiere a la aleación su resistencia a los ácidos oxidantes y a la oxidación a alta temperatura. Con un contenido típico de 19%, el cromo proporciona una resistencia a la corrosión significativa, pero no excepcional, en comparación con aleaciones con mayor contenido de cromo, como Inconel 625 o 690.
Niobio + Tántalo (4,75-5,50%): Esta es la característica composicional que define al Inconel 718. El niobio se combina con el níquel para precipitar la fase gamma de doble cal (Ni₃Nb), la principal fase de refuerzo responsable del alto límite elástico de la aleación. El niobio también forma la fase delta (Ni₃Nb con estructura cristalina ortorrómbica) en los límites de grano cuando se envejece a temperaturas más altas, lo que controla el crecimiento del grano durante el forjado y contribuye a una buena resistencia a la fatiga. El tántalo se agrupa con el niobio en la especificación porque tiene un comportamiento metalúrgico similar y se cuenta junto en el balance de composición.
Molibdeno (2,80-3,30%): Proporciona un refuerzo en solución sólida y mejora la resistencia a la corrosión por picaduras y grietas en ambientes clorados. El contenido de molibdeno es inferior al del Inconel 625 (8-10%), por lo que el 718 presenta una menor resistencia a las picaduras.
Titanio (0,65-1,15%): El titanio contribuye a la precipitación de gamma prime (γ', Ni₃(Al,Ti)), proporcionando un mecanismo de refuerzo secundario junto a la fase primaria γ''. El titanio también actúa como estabilizador de carburos, reduciendo el riesgo de formación de carburos de cromo en los límites de grano.
Aluminio (0,20-0,80%): Junto con el titanio, el aluminio forma la fase gamma prime. El contenido de aluminio en el 718 se mantiene deliberadamente bajo (en comparación con aleaciones como Waspaloy o René 41) para mantener una buena soldabilidad limitando la fracción de volumen de la fase γ' de formación rápida.
Hierro (Balance, aproximadamente 18%): El hierro es una característica inusual de Inconel 718 en comparación con muchas superaleaciones de níquel: la mayoría de las superaleaciones de alto rendimiento minimizan el contenido de hierro. El contenido relativamente alto de hierro en el 718 reduce el coste de la materia prima y formaba parte de la estrategia de diseño original. El hierro ayuda a estabilizar la fase γ'' a expensas de cierta capacidad a altas temperaturas, pero mejora significativamente la economía de fabricación de la aleación.
Boro (máx. 0,006%): Incluso a niveles mínimos, el boro se segrega en los límites de grano y mejora la vida útil a la rotura por fluencia y la ductilidad a la rotura por tensión reforzando la cohesión de los límites de grano. El contenido exacto de boro requiere un control estricto porque un exceso de boro puede provocar grietas en caliente durante la soldadura.
¿Cuáles son las propiedades mecánicas del Inconel 718?
Las propiedades mecánicas del Inconel 718 dependen en gran medida de las condiciones de tratamiento térmico. La aleación puede utilizarse en estado recocido en solución (no envejecido), pero esto infrautiliza significativamente su capacidad. Para obtener la máxima resistencia es necesario un tratamiento de envejecimiento por precipitación en dos fases.
Propiedades mecánicas según el estado de tratamiento térmico
| Propiedad | Recocido por disolución | Recocido por disolución + Envejecido (AMS 5664) |
|---|---|---|
| Resistencia a la tracción | ~930 MPa (135 ksi) | ≥ 1.380 MPa (200 ksi) |
| 0,2% Límite elástico | ~515 MPa (75 ksi) | ≥ 1.170 MPa (170 ksi) |
| Alargamiento | ~45% | ≥ 12% |
| Reducción de la superficie | ~60% | ≥ 15% |
| Dureza (Brinell) | ~200 HB | 331-401 HB |
| Impacto Charpy (temperatura ambiente) | Alta | Moderado |
El aumento de casi el triple del límite elástico desde el recocido hasta el envejecimiento completo es el cambio de propiedades más espectacular que se puede conseguir en cualquier superaleación forjada estándar sin recurrir al trabajo mecánico en frío.
Propiedades mecánicas a temperatura elevada (estado envejecido)
| Temperatura (°C) | UTS (MPa) | 0,2% YS (MPa) | Alargamiento (%) |
|---|---|---|---|
| 25 | 1,435 | 1,185 | 22 |
| 200 | 1,340 | 1,090 | 20 |
| 300 | 1,310 | 1,055 | 19 |
| 400 | 1,275 | 1,020 | 18 |
| 500 | 1,220 | 980 | 17 |
| 550 | 1,185 | 960 | 17 |
| 600 | 1,105 | 930 | 18 |
| 650 | 985 | 860 | 20 |
| 700 | 700 | 590 | 25 |
| 750 | 450 | 340 | 35 |
El acantilado de propiedades entre 650 °C y 700 °C es claramente visible y explica por qué el Inconel 718 se limita generalmente al servicio por debajo de 650 °C para aplicaciones estructurales. Por encima de esta temperatura, la fase γ'' se transforma en la fase delta incoherente, que no proporciona el mismo efecto de refuerzo.
Propiedades de fatiga y fluencia
Inconel 718 tiene una excelente resistencia a la fatiga, que es una de las razones por las que domina las aplicaciones de discos de turbina donde la carga cíclica es el principal impulsor del diseño. Las principales características de fatiga son:
- Resistencia a la fatiga de alto ciclo (10⁷ ciclos) a temperatura ambiente: aproximadamente 620-690 MPa.
- El rendimiento a fatiga de bajo ciclo (LCF) es un parámetro de diseño crítico para los componentes giratorios.
- Vida de rotura por fluencia a 650°C / 620 MPa: normalmente más de 100 horas en material de especificación estándar.
- La ductilidad a la rotura por tensión se mantiene por encima del alargamiento 5% en el material correctamente procesado.
Propiedades físicas del Inconel 718
| Propiedad | Valor |
|---|---|
| Densidad | 8,22 g/cm³ (0,297 lb/pulg³) |
| Intervalo de fusión | 1260-1336°C (2300-2437°F) |
| Calor específico (a 21°C) | 435 J/kg-°C (0,104 BTU/lb-°F) |
| Conductividad térmica (a 100°C) | 11,4 W/m-K |
| Expansión térmica (21-100°C) | 13,0 μm/m-°C |
| Resistividad eléctrica | 1,25 μΩ-m |
| Permeabilidad magnética (recocido) | ~1,001 (esencialmente no magnético) |
| Módulo de Young | 200 GPa (29.000 ksi) |
¿Qué normas y especificaciones se aplican al Inconel 718?
Con frecuencia, los ingenieros de compras y los responsables de calidad necesitan confirmar qué norma rige la forma específica del producto que están comprando. El Inconel 718 está cubierto por un amplio conjunto de especificaciones nacionales e internacionales.
Normas ASTM para Inconel 718
| Norma ASTM | Forma del producto |
|---|---|
| ASTM B637 | Barra, varilla y alambre (forjado) |
| ASTM B670 | Chapas, hojas y tiras |
| ASTM B906 | Tubos sin soldadura |
Especificaciones AMS para Inconel 718
| Especificación AMS | Descripción |
|---|---|
| AMS 5596 | Chapas, bandas y placas (recocidas) |
| AMS 5597 | Chapa, fleje y placa (endurecida por precipitación) |
| AMS 5662 | Barra, alambrón y alambre (recocido en disolución) |
| AMS 5663 | Barra, alambrón y alambre (endurecidos por precipitación) |
| AMS 5664 | Barra y varilla (recocida por disolución y envejecida, alta resistencia) |
| AMS 5832 | Alambre para soldar (ERNiFeCr-2) |
| AMS 5914 | Polvo para fabricación aditiva |
| AMS 2801 | Tratamiento térmico de piezas de aleación de níquel |
Normas internacionales y otras normas equivalentes
| Estándar | Designación | País / Organismo |
|---|---|---|
| DIN / EN | 2.4668 | Europeo (Alemania) |
| UNS | N07718 | Estados Unidos |
| W. Nr. | 2.4668 | Europa |
| BS | HR51 | Reino Unido |
| AFNOR | NC19FeNb | Francia |
| ASME | SB-637 | Código de recipientes a presión |
| NACE MR0175 | Cualificado (dureza limitada) | Servicio agrio |
| Especificaciones GE | B50TF15 | Propiedad de General Electric |
| Rolls-Royce | MSRR 7225 | Propiedad de Rolls-Royce |
La existencia de múltiples especificaciones propias de fabricantes de equipos originales -en particular de GE Aviation, Pratt & Whitney, Rolls-Royce y Safran- refleja la profundidad de la penetración del Inconel 718 en la cadena de suministro aeroespacial. Cada fabricante de motores impone requisitos adicionales más allá de la especificación AMS básica, incluidos controles de composición más estrictos, requisitos específicos de prácticas de fusión (VIM+VAR o VIM+ESR) y ensayos no destructivos más exhaustivos.

¿Qué tratamiento térmico requiere el Inconel 718?
El tratamiento térmico de Inconel 718 es más complejo que el de la mayoría de las aleaciones de ingeniería, y hacerlo correctamente es fundamental para conseguir las propiedades mecánicas de diseño. Muchos de los problemas de calidad que encontramos en el material suministrado se deben a un tratamiento térmico inadecuado más que a desviaciones en la composición.
Secuencia estándar de tratamiento térmico (AMS 5664 / AMS 5663)
Paso 1: Recocido de la solución
- Temperatura: 954-1010°C (1750-1850°F).
- Tiempo de retención: Normalmente 1 hora para diámetros de barra estándar.
- Enfriamiento: Enfriamiento rápido por aire o por agua.
- Finalidad: Disolver los precipitados, recristalizar la microestructura, establecer la estructura de grano para una respuesta óptima al envejecimiento.
Nota: La selección de la temperatura de recocido por disolución es muy importante. Las temperaturas más bajas dentro de la gama (954-982°C) producen granos más finos y mejores propiedades a la tracción. Las temperaturas más altas (982-1010°C) producen granos más gruesos y una mayor vida útil a la rotura por fluencia. Los fabricantes de componentes rotativos aeroespaciales suelen utilizar temperaturas más bajas para maximizar la resistencia a la fatiga.
Paso 2: Primer tratamiento de envejecimiento
- Temperatura: 718°C (1325°F) - notablemente, la temperatura de envejecimiento da a esta aleación su designación numérica.
- Tiempo de espera: 8 horas
- Enfriamiento: Enfriamiento del horno a aproximadamente 55°C por hora hasta la segunda temperatura de envejecimiento.
Paso 3: Segundo tratamiento de envejecimiento
- Temperatura: 621°C (1150°F).
- Tiempo de mantenimiento: 8 horas en total a esta temperatura (siguiendo el enfriamiento controlado del paso 2).
- Enfriar: Enfriar a temperatura ambiente.
El ciclo de envejecimiento en dos etapas precipita primero la fase gamma de doble imprimación a 718°C y luego permite que la fase gamma de imprimación precipite y crezca a 621°C, produciendo una microestructura equilibrada con combinaciones óptimas de resistencia a la tracción, vida de rotura por tensión y ductilidad.
Efecto de las variaciones de envejecimiento en las propiedades
| Variante de tratamiento térmico | Aplicación principal | Resultado clave de la propiedad |
|---|---|---|
| Recocido sólo por solución | Masilla de soldadura, material intermedio | Menor resistencia, máxima ductilidad |
| Envejecimiento directo (sin recocido en solución) | Opción de tratamiento térmico posterior a la soldadura | Resistencia moderada con alivio de tensión |
| Envejecimiento en una sola etapa (sólo 718°C) | Componentes no críticos | Mayor resistencia, menor vida de fluencia |
| Doble envejecimiento (estándar) | La mayoría de las aplicaciones de ingeniería | Propiedades equilibradas óptimas |
| Envejecimiento modificado (temperatura más alta) | Componentes críticos para la fluencia | Mejor vida de fluencia, menor tracción |
¿Cuáles son las principales aplicaciones del Inconel 718?
La amplitud de las aplicaciones del Inconel 718 refleja la inusual combinación de alta resistencia, buena soldabilidad y aceptable resistencia a la corrosión que ofrece esta aleación. Ninguna otra superaleación cubre tantos sectores diferentes con niveles de rendimiento comparables.
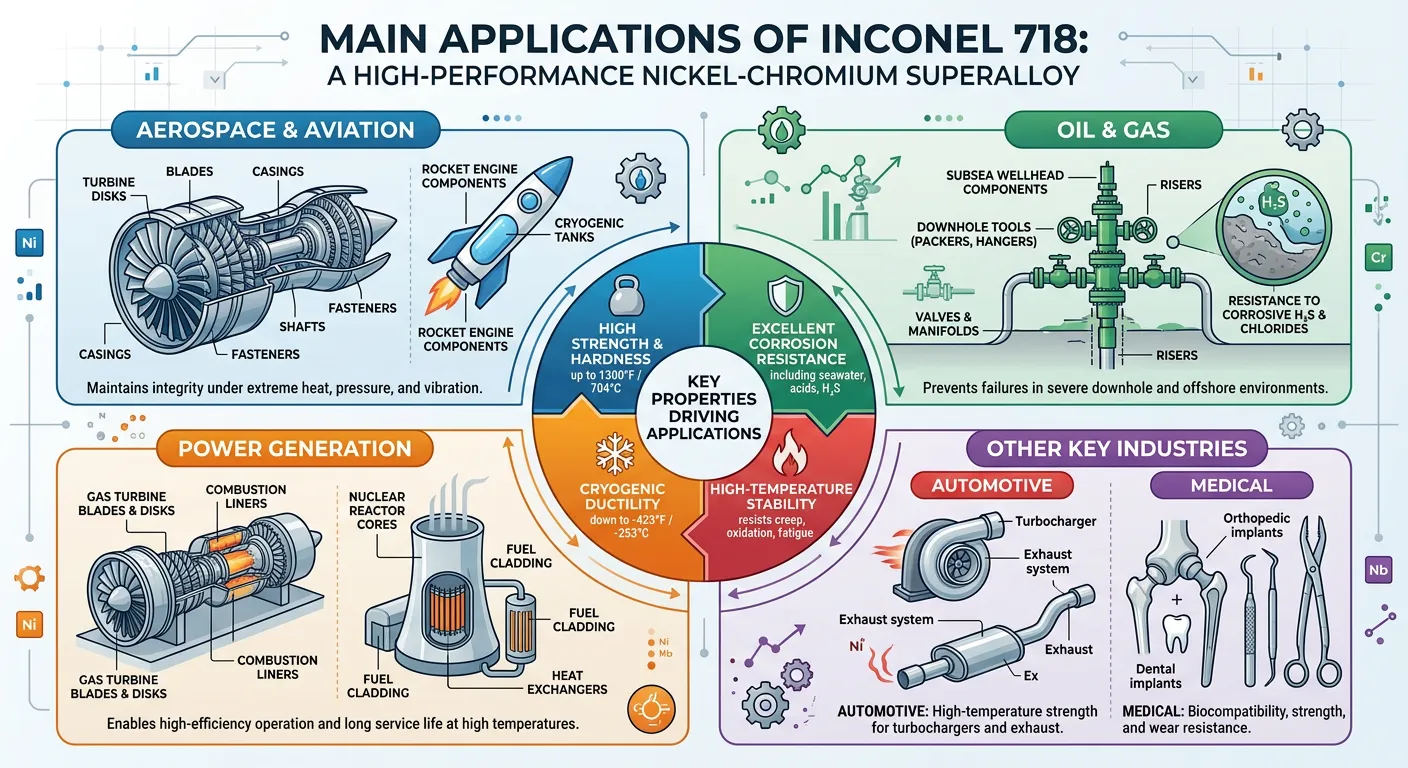
Aplicaciones aeroespaciales y motores a reacción
El sector aeroespacial representa el mayor campo de aplicación del Inconel 718, donde se estima que constituye el 30-40% del peso total de un motor a reacción moderno. Los principales componentes fabricados con esta aleación son:
Discos de turbina y discos de compresor:
Los discos de turbinas y compresores se encuentran entre los componentes más críticos para la seguridad de cualquier motor de avión. Giran a decenas de miles de RPM mientras retienen álabes que operan en corrientes de gas caliente, creando un enorme estado combinado de tensión centrífuga, térmica y vibratoria. Las piezas forjadas de Inconel 718 se utilizan para los discos de las etapas de turbina y compresor de baja presión de prácticamente todos los motores a reacción comerciales y militares actualmente en producción, incluidos los de las familias GE90, GEnx, LEAP, Pratt & Whitney PW1000G y Rolls-Royce Trent.
Carcasas de motor y anillos estructurales:
La carcasa del ventilador, la carcasa del compresor y la carcasa de la turbina que contienen el disco giratorio y los conjuntos de álabes se fabrican con frecuencia con anillos de Inconel 718 o chapas laminadas. Estos componentes deben contener la energía de liberación de los álabes en caso de desprendimiento de los mismos, un requisito de certificación que impone exigencias extremas a la tenacidad y la capacidad de absorción de energía del material.
Hardware del combustor:
Las camisas de combustión, las carcasas de los difusores y las piezas de montaje de la cámara de combustión utilizan láminas de Inconel 718 soldadas en formas complejas. La ventaja de la soldabilidad del 718 sobre otras superaleaciones de alta resistencia es más visible aquí: el conjunto de la cámara de combustión implica cientos de soldaduras y no puede fabricarse económicamente con aleaciones endurecidas por precipitación sensibles a las grietas.
Fijaciones y pernos:
Los elementos de fijación Inconel 718 se utilizan ampliamente en motores a reacción, en aplicaciones que van desde los pernos de retención de álabes hasta los espárragos de unión de carcasas. Los elementos de fijación de alta resistencia requieren materiales que mantengan la carga de apriete a la temperatura de funcionamiento, por lo que la barra 718 se mecaniza en decenas de miles de elementos de fijación para cada motor.
Ejes de turbina y componentes de sellado:
Los ejes giratorios que conectan las etapas del ventilador, el compresor y la turbina, junto con las juntas laberínticas y los patines de estanqueidad que controlan las fugas de aire entre las etapas del motor, se fabrican frecuentemente con barras y anillos forjados de Inconel 718.
Aplicaciones de lanzamiento espacial y propulsión de cohetes
Más allá de los vuelos atmosféricos, el Inconel 718 tiene una larga historia en el ámbito de los equipos espaciales:
- Componentes de turbobombas de motores de cohetes de propulsión líquida (giran a una velocidad extrema mientras manipulan propulsantes criogénicos).
- Componentes estructurales del vehículo de lanzamiento sometidos a elevadas cargas acústicas y de vibración durante el ascenso.
- Accesorios estructurales para satélites que requieren una elevada resistencia específica.
- Componentes de vehículos de lanzamiento reutilizables que realizan ciclos térmicos entre temperaturas criogénicas y elevadas.
La experiencia de la NASA con Inconel 718 en las turbobombas del motor principal del transbordador espacial (SSME), posiblemente la turbomaquinaria más exigente jamás construida, estableció una base de datos de rendimiento extraordinario para esta aleación en las condiciones más extremas.
Aplicaciones en la industria del petróleo y el gas
El sector del petróleo y el gas es el segundo mayor consumidor de Inconel 718, impulsado por los requisitos de las herramientas de perforación y terminación de pozos, los componentes de cabezales de pozos y los equipos de producción del subsuelo.
Herramientas de perforación de fondo de pozo:
Los collarines de perforación, las carcasas de herramientas MWD (medición durante la perforación), los mandriles del estator del motor y los componentes del sistema rotativo direccional se enfrentan al reto combinado de la carga mecánica del par de perforación y el peso sobre la broca, los fluidos de perforación corrosivos que contienen cloruros y H₂S, y las elevadas temperaturas de fondo de pozo. La barra de Inconel 718 es el material estándar para los cuerpos de los componentes de fondo de pozo sometidos a mayores cargas.
Herramientas de finalización y producción:
Las herramientas de terminación de pozos, incluidas las válvulas de seguridad, los empaquetadores y los medidores de fondo de pozo, utilizan muelles, ejes y carcasas de Inconel 718 cuando se requiere una alta resistencia combinada con resistencia a los gases sulfurosos. La norma NACE MR0175 / ISO 15156 califica el Inconel 718 para el servicio H₂S cuando la dureza se controla hasta un máximo de 40 HRC.
Equipo de boca de pozo:
Los equipos de alta presión para boca de pozo (API 6A de 15.000 ó 20.000 psi) utilizan Inconel 718 para vástagos de válvulas, cuerpos de colgadores y componentes de conectores en los que la combinación de contención de alta presión y resistencia a la corrosión no puede conseguirse con aceros de aleación inferior.
Compresión de gas a alta presión:
Los componentes de compresores alternativos y centrífugos que manipulan gases de proceso corrosivos -incluidos impulsores, casquillos de eje y componentes de sellado- se fabrican con Inconel 718 cuando las condiciones de proceso implican H₂S, CO₂ y cloruros a temperaturas superiores a la capacidad de los aceros inoxidables estándar.
Aplicaciones de generación de energía
Las turbinas de gas para la generación de energía utilizan Inconel 718 en muchos de los mismos componentes que los motores aeronáuticos, aunque las prioridades de diseño difieren un poco: las turbinas de generación de energía funcionan a velocidad y temperatura constantes en lugar del ciclo variable de los motores aeronáuticos, lo que hace que la resistencia a la fluencia sea relativamente más importante que la vida útil a la fatiga en algunos componentes.
Las aplicaciones incluyen:
- Forjas de discos de compresores en turbinas de gas industriales.
- Separadores de disco de turbina y juntas interetapas.
- Paneles de revestimiento de combustión y conductos de transición.
- Tornillería y fijaciones en todo el conjunto de la sección caliente.
- Anillos de retención del rotor del generador (aunque aquí compite el acero 18Mn-18Cr).
Las turbinas de vapor de las centrales nucleares y fósiles utilizan pernos de Inconel 718 en uniones embridadas de alta temperatura, aprovechando la capacidad de la aleación para mantener la carga de apriete durante largos periodos a temperaturas elevadas sin relajación de tensiones.
Defensa y aplicaciones militares
Las aplicaciones de defensa aprovechan la elevada relación resistencia-peso de Inconel 718 y su resistencia a condiciones extremas:
- Ejes de propulsión de submarinos: Los sistemas de propulsión de submarinos nucleares utilizan componentes de Inconel 718 en la bomba de refrigerante del reactor y en la maquinaria de propulsión.
- Carcasas de motores de misiles: Las carcasas de los motores de misiles tácticos de alto rendimiento se benefician de la resistencia específica de la aleación (relación resistencia-peso).
- Motores de turbina de gas para vehículos blindados: Los componentes de las turbinas de propulsión de vehículos se fabrican con las mismas familias de aleaciones que los motores de aviación.
- Cañones y componentes de sistemas de armas: Los sistemas de armamento especializados utilizan Inconel 718 en componentes sometidos a presiones y ciclos térmicos extremos.
Aplicaciones de automoción y competición
Las aplicaciones de alto rendimiento en deportes de motor utilizan Inconel 718 cuando la combinación de capacidad a altas temperaturas y resistencia justifica el coste del material:
- Sistemas de escape de Fórmula 1 y NASCAR: Carcasas de turbocompresores, componentes de válvulas de descarga y colectores de escape.
- Ruedas para turbocompresores de automoción: Algunas ruedas de compresor de turbocompresor de alto rendimiento utilizan piezas fundidas o forjadas de Inconel 718.
- Muelles de válvulas en motores de altas revoluciones: El alambre Inconel 718 se utiliza para muelles de válvulas en motores de competición en los que el acero para muelles convencional no puede mantener la carga a temperaturas elevadas.
Aplicaciones médicas y nucleares
Productos sanitarios:
El Inconel 718 se utiliza en determinados instrumentos quirúrgicos y componentes de dispositivos médicos que requieren una gran solidez y resistencia a la corrosión. Las aplicaciones compatibles con IRM se benefician del carácter casi no magnético de la aleación en estado recocido (nota: el envejecimiento aumenta ligeramente la permeabilidad, por lo que debe verificarse la compatibilidad con IRM del material totalmente envejecido).
Energía nuclear:
Más allá de las aplicaciones aeroespaciales e industriales de turbinas de gas, el Inconel 718 se utiliza en mecanismos de accionamiento de barras de control de reactores nucleares, carcasas de instrumentación de reactores y diversas fijaciones estructurales dentro de la barrera de presión primaria.
¿Cómo se compara Inconel 718 con otras superaleaciones?
Conocer la posición de Inconel 718 en relación con los materiales de la competencia ayuda a los ingenieros a seleccionar mejor los materiales y a los equipos de compras a comprender por qué las sustituciones son o no aceptables.
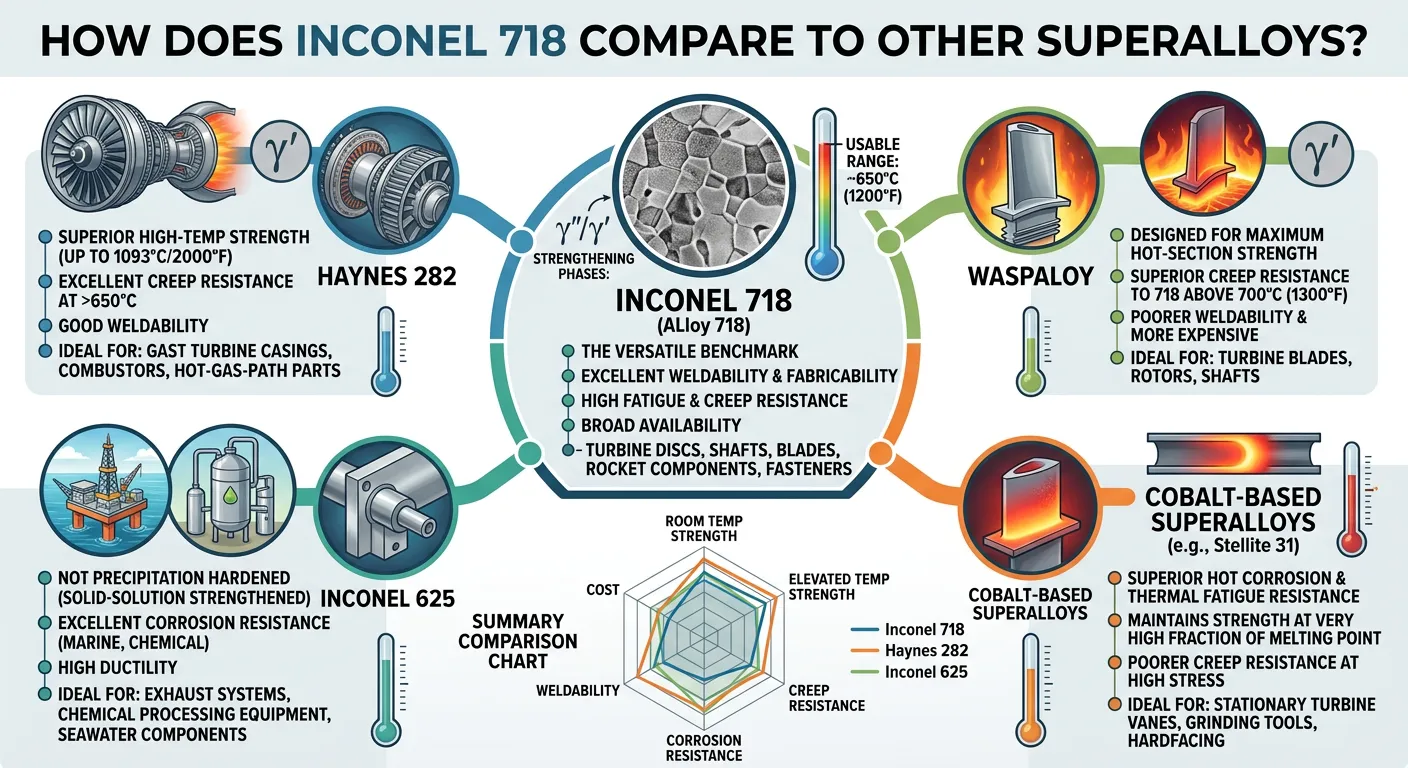
Inconel 718 frente a Inconel 625
| Propiedad | Inconel 718 (envejecido) | Inconel 625 (recocido) |
|---|---|---|
| UTS | 1.380 MPa | 827 MPa |
| Límite elástico | 1.170 MPa | 414 MPa |
| Temperatura máxima de servicio (estructural) | ~650°C | ~800°C |
| Resistencia a la corrosión | Moderado | Excelente |
| Resistencia a las picaduras (PREN) | ~25 | ~51 |
| Soldabilidad | Bueno (requiere PWHT) | Excelente (no necesita PWHT) |
| Refuerzo primario | Endurecimiento por precipitación | Solución sólida |
| Uso típico | Estructura de alta resistencia | Aplicaciones críticas de corrosión |
Inconel 718 vs Inconel 725
| Propiedad | Inconel 718 | Inconel 725 (N07725) |
|---|---|---|
| Contenido en niobio | 4,75-5,50% | 2,75-4,00% |
| Contenido de molibdeno | 2,80-3,30% | 7.00-9.50% |
| Resistencia a la corrosión | Moderado | Superior (Mo superior) |
| Límite elástico (envejecido) | ~1.170 MPa | ~827 MPa |
| Límite de dureza NACE | 40 HRC | 35 HRC (más restrictivo) |
| Aplicación principal | Estructuras aeroespaciales | Petróleo y gas |
El Inconel 725 se describe a veces como una "versión resistente a la corrosión del 718", ya que cambia algo de resistencia por un mayor contenido de molibdeno que mejora el rendimiento en servicios difíciles. Para aplicaciones de perforación de petróleo y gas en entornos altamente agresivos de H₂S, el 725 se especifica cada vez más en lugar del 718.
Inconel 718 vs Waspaloy
| Propiedad | Inconel 718 | Waspaloy (N07001) |
|---|---|---|
| Temperatura máxima de servicio | ~650°C | ~870°C |
| Límite elástico (envejecido) | ~1.170 MPa | ~795 MPa |
| Resistencia a la fluencia | Bueno hasta 650°C | Excelente hasta 870°C |
| Soldabilidad | Bien | Difícil (alto contenido en γ') |
| Coste | Baja | Más alto |
| Aplicación principal | Componentes de alta resistencia a bajas temperaturas | Discos de turbina de alta temperatura |
El Waspaloy se selecciona cuando las temperaturas de funcionamiento superan la capacidad del 718, aceptando la penalización de la soldabilidad. La línea divisoria en el diseño de motores a reacción suele situarse en torno a los 650 °C: por debajo de esa temperatura, se prefiere el 718; por encima, se considera el Waspaloy o el René 41.
¿Cómo se suelda el Inconel 718 y qué metal de aportación se utiliza?
La soldabilidad es uno de los atributos más importantes de Inconel 718 desde el punto de vista comercial. La aleación puede soldarse sin que se produzcan inmediatamente grietas por deformación, ya que la fase de refuerzo γ'' se forma con la suficiente lentitud como para que las tensiones residuales de soldadura puedan relajarse antes de que se produzca un endurecimiento significativo.
Compatibilidad del proceso de soldadura
| Proceso de soldadura | Idoneidad | Aplicación común |
|---|---|---|
| GTAW (TIG) | Excelente | Fabricación de precisión aeroespacial y de petróleo y gas |
| GMAW (MIG) | Bien | Fabricación estructural con mayor tasa de deposición |
| SMAW | Moderado | Reparación sobre el terreno y unión de secciones pesadas |
| PAW (Arco de Plasma) | Bien | Soldadura por chaveta de secciones medianas |
| Haz de electrones | Excelente | Componentes aeroespaciales de precisión |
| Rayo láser | Muy buena | Sección fina y montaje de precisión |
| Agitación por fricción | Emergentes | Fase de investigación para aplicaciones aeroespaciales |
Metales de aportación recomendados
El metal de aportación estándar para soldar Inconel 718 a sí mismo es ERNiFeCr-2 (AWS A5.14), que corresponde al hilo de soldadura AMS 5832. Este relleno tiene una composición muy parecida a la aleación base y proporciona buenas propiedades del metal de soldadura tras el tratamiento térmico posterior a la soldadura.
Para uniones de metales distintos entre Inconel 718 y acero inoxidable o acero al carbono, ERNiCrMo-3 (relleno de Inconel 625) se utiliza frecuentemente como amortiguador composicional que acomoda la dilución entre los metales base disímiles sin producir fases intermetálicas frágiles en la soldadura.
Requisitos del tratamiento térmico posterior a la soldadura
A diferencia del Inconel 625, el Inconel 718 casi siempre requiere un tratamiento térmico posterior a la soldadura (PWHT) para desarrollar las propiedades mecánicas requeridas en la zona de soldadura y en la zona afectada por el calor. La secuencia estándar de PWHT es:
- Envejecimiento directo: 718°C durante 8 horas, enfriamiento del horno a 621°C a 55°C/hora.
- Mantener a 621°C durante 8 horas más.
- Dejar enfriar a temperatura ambiente.
En algunos casos en los que el material base haya sido recocido previamente en solución, puede ser necesario volver a recocido en solución antes del envejecimiento en función de los requisitos del código de aplicación. Para los recipientes a presión soldados según el código ASME, los requisitos específicos de PWHT deben confirmarse en el caso del código aplicable.
¿Cuáles son las características de mecanizado del Inconel 718?
El mecanizado de Inconel 718 es una de las operaciones más difíciles en la fabricación de precisión. La combinación de la alta resistencia de la aleación en estado envejecido, el rápido endurecimiento por deformación y las partículas abrasivas de carburo crea importantes problemas de desgaste de la herramienta y generación de calor.
Parámetros de corte recomendados para Inconel 718
| Operación | Velocidad de corte (m/min) | Avance (mm/rev o mm/diente) | Profundidad de corte (mm) | Herramienta preferida |
|---|---|---|---|---|
| Giro brusco | 15-30 | 0.15-0.35 | 2.0-5.0 | Carburo revestido o cerámica |
| Acabado Torneado | 30-50 | 0.05-0.12 | 0.3-1.5 | Carburo revestido de grano fino |
| Fresado frontal | 20-35 | 0,08-0,15 por diente | 1.0-3.0 | Carburo recubierto de PVD |
| Perforación | 5-12 | 0.04-0.08 | Por diámetro | Carburo con refrigerante |
| Tapping | 3-8 | Por parcela | - | Carburo o HSS-Co |
| Rectificado | - | 0,005-0,025 por pasada | - | Preferiblemente muelas CBN |
Reglas críticas de mecanizado:
- El material envejecido (HRC 38-43) acelera drásticamente el desgaste de la herramienta.
- El refrigerante de alta presión a través del centro de la herramienta es preferible al refrigerante externo.
- Evite el uso de herramientas o cortes interrumpidos que permitan el endurecimiento del trabajo en la superficie.
- Las plaquitas desgastadas provocan un endurecimiento de la superficie que arruina el acabado superficial y la vida útil de la herramienta en operaciones posteriores.
- Para el desbaste se prefiere el fresado convencional (sin escalado) para dirigir las fuerzas de corte lejos de la fijación de la pieza.
¿En qué formas se presenta el Inconel 718?
MWalloys suministra Inconel 718 en toda la gama de formas estándar de productos forjados. A continuación se muestra una visión general de la disponibilidad.
Tabla de disponibilidad de formularios de productos
| Forma del producto | Norma reguladora | Tamaños típicos | Afección común |
|---|---|---|---|
| Barra redonda | ASTM B637 / AMS 5662 | 6 mm-500 mm de diámetro | Recocido o envejecido por disolución |
| Placa | ASTM B670 / AMS 5596 | 3 mm-150 mm de grosor | Recocido por disolución |
| Hoja | ASTM B670 / AMS 5596 | 0,3 mm-3 mm de grosor | Recocido por disolución |
| Tira | ASTM B670 | Anchura hasta 600 mm | Recocido por disolución |
| Tubo sin soldadura | ASTM B906 | DE 6mm-200mm | Recocido por disolución |
| Piezas forjadas | AMS 2280 | A medida | Recocido por disolución |
| Alambre | ASTM B637 | 0,1 mm-12 mm de diámetro | Varios |
| Alambre para soldar | AMS 5832 | 0,8 mm-3,2 mm | Recocido |
| Polvo (AM) | AMS 5914 | 15-45 μm (LPBF) | Esférica |
| Anillos | A medida | Por diseño | Laminado y recocido |
Preguntas frecuentes sobre Inconel 718
1: ¿Es magnético el Inconel 718?
En el estado recocido en solución, el Inconel 718 es esencialmente no magnético, con una permeabilidad magnética inferior a 1,01 μ aproximadamente. Sin embargo, el tratamiento de envejecimiento por precipitación provoca un aumento pequeño pero medible de la permeabilidad debido a que la fase delta rica en niobio que se forma tiene características magnéticas diferentes a las de la matriz austenítica. El Inconel 718 totalmente envejecido suele tener valores de permeabilidad entre 1,002 y 1,010, lo que sigue considerándose no magnético para la mayoría de los fines prácticos, pero debe verificarse para aplicaciones de dispositivos médicos compatibles con la resonancia magnética.
2: ¿Cuál es la temperatura máxima de servicio del Inconel 718?
La temperatura máxima de servicio generalmente aceptada para el Inconel 718 en aplicaciones estructurales con una carga mecánica significativa es de 650°C (1200°F). Por encima de esta temperatura, la fase de refuerzo gamma doble-prima (γ'') se transforma en la fase delta incoherente (también Ni₃Nb pero con diferente estructura cristalina), que no proporciona refuerzo por precipitación. El resultado es una rápida pérdida del límite elástico por encima de 650°C. Para aplicaciones que requieren temperaturas más elevadas, las alternativas típicas son la Waspaloy (hasta ~870°C) o las superaleaciones monocristalinas (por encima de 1000°C).
3: ¿Necesita el Inconel 718 un tratamiento térmico posterior a la soldadura?
Sí, para la mayoría de las aplicaciones estructurales. Aunque el Inconel 718 es mucho más fácil de soldar que otras superaleaciones endurecidas por precipitación, y puede soldarse sin agrietamiento inmediato por deformación, el estado de soldadura no permite obtener todas las propiedades mecánicas de diseño. Es necesario un tratamiento de envejecimiento en dos etapas (718°C + 621°C) después de la soldadura para precipitar las fases de refuerzo en el metal de soldadura y en la zona afectada por el calor. En algunas aplicaciones de baja tensión, el tratamiento de envejecimiento directo (sin recocido en solución previo) se aplica directamente después de la soldadura, lo que también proporciona cierto alivio de la tensión durante el mantenimiento del envejecimiento.
4: ¿En qué se diferencia Inconel 718 de Inconel 718 Plus?
El Inconel 718 Plus (o 718Plus, UNS N07818) es una versión modificada desarrollada en la década de 1990 específicamente para ampliar el límite de temperatura de servicio de 650°C a 700°C aproximadamente. La modificación consiste en aumentar el aluminio y reducir el contenido de hierro para desplazar la fase de refuerzo primaria de γ'' a γ', que es estable a temperaturas más elevadas. El 718Plus consigue esta ampliación de la temperatura manteniendo en gran medida la ventaja de soldabilidad del 718 estándar. Está disponible en formas de producto limitadas y se utiliza principalmente en aplicaciones de discos de turbina de alta presión en las que el aumento de la capacidad de temperatura justifica el coste adicional y la menor disponibilidad de material.
5: ¿Puede utilizarse Inconel 718 en servicio de gas ácido según NACE MR0175?
Sí, Inconel 718 está cualificado según NACE MR0175 / ISO 15156 para su uso en servicios que contengan H₂S. La cualificación incluye un límite de dureza - normalmente 40 HRC como máximo (aproximadamente 375 HB o 40 HRC) - que restringe el nivel de resistencia que puede utilizarse en servicio ácido. Este límite de dureza corresponde a un límite elástico de aproximadamente 965 MPa (140 ksi), por debajo del máximo alcanzable mediante envejecimiento. Los documentos de adquisición para aplicaciones de servicio ácido deben especificar tanto la conformidad con ASTM B637 (o AMS 5662/5663) como con NACE MR0175, indicando claramente el requisito específico de dureza.
6: ¿Qué práctica de fusión se especifica para el Inconel 718 de calidad aeroespacial?
El Inconel 718 de calidad aeroespacial requiere prácticas de fusión de primera calidad para conseguir la limpieza y homogeneidad microestructural necesarias para las aplicaciones de componentes giratorios. La práctica estándar es la fusión triple:
- VIM (Fusión por inducción en vacío): Fusión inicial en vacío para controlar la composición y eliminar los gases disueltos.
- ESR (Electroslag Remelting) o VAR (Vacuum Arc Remelting): Refusión secundaria para reducir la macrosegregación y mejorar la homogeneidad.
VIM+VAR es lo más común en Estados Unidos; VIM+ESR o VIM+ESR+VAR (triple fusión) se utiliza para los componentes giratorios más críticos. La práctica de fusión se especifica en el documento de adquisición del material y debe documentarse en la certificación del material.
7: ¿Cuál es la densidad de Inconel 718 en comparación con las aleaciones de titanio?
Inconel 718 tiene una densidad de 8,22 g/cm³, frente a Ti-6Al-4V de 4,43 g/cm³. Esto significa que el titanio es aproximadamente 46% más ligero. Sin embargo, el Inconel 718 en estado envejecido alcanza un límite elástico de 1.170 MPa frente al Ti-6Al-4V de aproximadamente 880 MPa, lo que compensa parcialmente la diferencia de densidad en las comparaciones de resistencia específica. El factor decisivo en la selección del material entre estos dos es la capacidad de temperatura: El Ti-6Al-4V está limitado a un servicio continuo de aproximadamente 300°C, mientras que el Inconel 718 funciona a 650°C. En el intervalo de temperaturas en el que ambos podrían funcionar mecánicamente, la elección implica un auténtico compromiso entre peso y coste (a favor del titanio) frente a margen de temperatura y coste en cantidades inferiores (a favor del Inconel 718 en algunos casos).
8: ¿Se utiliza Inconel 718 en la fabricación aditiva?
Sí, y ésta es una de las áreas de aplicación de la aleación que crece con mayor rapidez. El polvo de Inconel 718 procesado mediante fusión de lecho de polvo por láser (LPBF) y deposición de energía dirigida (DED) produce componentes con propiedades mecánicas similares a las del material forjado tras un tratamiento térmico posterior adecuado. La susceptibilidad relativamente moderada de esta aleación al agrietamiento por solidificación durante ciclos térmicos rápidos la convierte en una de las superaleaciones de níquel impresas con más éxito. Las aplicaciones actuales de la AM incluyen cuerpos de toberas de combustible con conductos de refrigeración internos, reparación de álabes de turbina mediante DED y componentes complejos de colectores que no pueden mecanizarse económicamente a partir de barras macizas.
9: ¿Cómo debe almacenarse y manipularse la barra de Inconel 718?
El Inconel 718 debe almacenarse separado del acero al carbono para evitar la contaminación por hierro de la superficie, que puede causar corrosión localizada. El material debe almacenarse en estanterías limpias no metálicas o en soportes recubiertos de polímero. Para aplicaciones aeroespaciales y nucleares, el material debe mantenerse en su embalaje certificado original hasta su uso, con las etiquetas de número de colada intactas y legibles. Se recomienda manipular el material con guantes limpios para evitar la contaminación por cloruros debida a la transpiración, especialmente en el caso del material aeroespacial que vaya a estar expuesto a temperaturas elevadas. Cualquier contaminación superficial (aceite, grasa, residuos de fluidos de corte) debe limpiarse con disolventes autorizados antes del tratamiento térmico para evitar picaduras superficiales durante el recocido.
10: ¿Cuál es el coste aproximado del material Inconel 718?
El precio del Inconel 718 depende principalmente de los precios al contado del níquel en la Bolsa de Metales de Londres (LME), más los precios de mercado del molibdeno y el niobio, los costes de transformación y el nivel de especificación. Los rangos de precios indicativos (en función del mercado, USD/kg) son:
- Barra recocida por disolución (calidad comercial, ASTM B637): $45-$80/kg
- Barra recocida por disolución (calidad aeroespacial, AMS 5662, VIM+VAR): $80-$150/kg
- Barra endurecida por precipitación (AMS 5663/5664): Añadir prima 15-25%
- Chapa (AMS 5596): $50-$90/kg comercial, superior para aeroespacial
- Alambre para soldar (AMS 5832): $60-$120/kg
- Polvo de AM (AMS 5914, grado LPBF): $80-$200/kg dependiendo de la distribución del tamaño de las partículas
Póngase en contacto con MWalloys e indíquenos sus requisitos específicos (diámetro, longitud, cantidad, condición de tratamiento térmico, especificación aplicable y cualquier requisito específico de un OEM) para conocer los precios y la disponibilidad actuales del mercado.
Resumen: Por qué Inconel 718 sigue siendo la superaleación más utilizada del mundo
Tras más de seis décadas de producción comercial, Inconel 718 mantiene su posición como superaleación dominante en la fabricación mundial por una razón que queda clara al examinar las alternativas. Ningún otro material combina en un solo sistema de aleación unos límites elásticos endurecidos por precipitación superiores a 1.170 MPa, una soldabilidad fiable sin agrietamiento inmediato por deformación, una resistencia adecuada a la corrosión en muchos entornos industriales y una cadena de suministro de fabricación de eficacia probada capaz de satisfacer los requisitos de volumen de la industria aeroespacial comercial.
Las limitaciones son reales y bien conocidas: el límite máximo de temperatura de 650°C, la resistencia moderada a la corrosión en comparación con aleaciones como Inconel 625 o C-276, y los retos de mecanizado que añaden coste a los componentes acabados. Los ingenieros que comprenden estas limitaciones seleccionan Inconel 718 precisamente para las aplicaciones en las que sus puntos fuertes son decisivos y especifican aleaciones alternativas cuando no lo son.
En MWalloys, nuestro equipo técnico trabaja con los ingenieros en la fase de especificación para confirmar que el Inconel 718 es realmente el material adecuado para la aplicación específica, los requisitos dimensionales, la condición de tratamiento térmico y el código aplicable. Suministramos a partir de existencias en tamaños estándar y organizamos pedidos de laminación para dimensiones no estándar, con paquetes completos de documentación que cubren la química, las propiedades mecánicas, los registros de tratamiento térmico y los resultados de pruebas no destructivas.
Póngase en contacto con nuestro equipo de ingeniería de ventas e indíquenos los detalles de su aplicación, la forma requerida del producto, la cantidad y las necesidades de certificación. Le responderemos con la disponibilidad de materiales, el alcance de la documentación y los precios actuales en un día laborable.
MWalloys es un proveedor especializado en superaleaciones de níquel, aleaciones de alta temperatura, materiales resistentes a la corrosión y metales especiales. Nuestra gama de productos abarca todas las formas estándar y de grado aeroespacial de Inconel 718 con trazabilidad y certificación completas. Ofrecemos asesoramiento técnico para la selección de materiales, la revisión de especificaciones y el apoyo a la cualificación de proveedores.
Normas y referencias citadas:
- ASTM B637: Especificación estándar para barras de aleación de níquel endurecidas por precipitación.
- ASTM B670: Placa, lámina y banda.
- AMS 5662, 5663, 5664: Especificaciones de barras, alambrón y alambre.
- AMS 5596, 5597: Especificaciones de chapas, bandas y placas.
- AMS 5832: Alambre para soldar ERNiFeCr-2.
- AMS 5914: Polvo para Fabricación Aditiva.
- ASME SB-637: equivalente a BPVC.
- NACE MR0175 / ISO 15156: Calificación del Servicio de Aguas.
- AWS A5.14: Electrodos de soldadura desnudos de aleación de níquel.
- Corporación de Metales Especiales: Boletín técnico de la aleación 718 de Inconel.
