Inconel 718 ist eine ausscheidungsgehärtete Nickel-Chrom-Superlegierung mit der UNS-Bezeichnung N07718, die weltweit als die am häufigsten verwendete Superlegierung auf Nickelbasis anerkannt ist und etwa 35% der gesamten Superlegierungsproduktion nach Gewicht ausmacht. Sie erreicht Zugfestigkeiten von über 1.380 MPa (200 ksi) im vollständig gealterten Zustand durch eine zweistufige Wärmebehandlung, bei der sich in der Nickelmatrix Gamma-Primär- (γ') und Gamma-Doppel-Primärphasen (γ'') ausscheiden - ein Mechanismus, der eine außergewöhnliche mechanische Leistung bei Temperaturen von bis zu ca. 650°C (1200°F) ermöglicht, ohne die Schweißbarkeit zu beeinträchtigen, die bei den meisten anderen hochfesten Superlegierungen völlig verloren geht.
MWalloys liefert Inconel 718 in Form von Stangen, Platten, Blechen, Rohren, Schmiedeteilen und Schweißdraht an Kunden aus der Luft- und Raumfahrt, der Öl- und Gasindustrie, der Energieerzeugung und der Verteidigungsindustrie.
Was ist die Geschichte und der Entwicklungshintergrund von Inconel 718?
Inconel 718 wurde in den späten 1950er und frühen 1960er Jahren von Herbert Eiselstein bei der International Nickel Company (heute Special Metals Corporation, ein Unternehmen von Precision Castparts) entwickelt. Die Entwicklungszeit fällt direkt mit der rasanten Entwicklung der Düsentriebwerkstechnologie nach dem Zweiten Weltkrieg zusammen, als die Triebwerkskonstrukteure die Turbineneinlasstemperaturen erhöhten, um den Wirkungsgrad und die Schubkraft zu verbessern, was eine Nachfrage nach stärkeren Werkstoffen zur Folge hatte, die bei höheren Temperaturen ohne Kriech- oder Oxidationsschäden arbeiten konnten.
Die wichtigste Neuerung bei Inconel 718 war die Verwendung von Niob als primäres Verstärkungselement, das die Gamma-Doppelkristall-Phase (γ'') ausscheidet. Frühere ausscheidungsgehärtete Nickellegierungen basierten in erster Linie auf Aluminium und Titan zur Erzeugung der Gamma-Prime-Phase (γ'), die zwar eine wirksame Verfestigung bewirkte, die Legierungen aber extrem anfällig für Dehnungsrissbildung beim Schweißen machte. Niobhaltige γ''-Ausscheidungen bilden sich bei thermischer Belastung langsamer, so dass Schweißverbindungen und wärmebeeinflusste Zonen Zeit haben, Spannungen abzubauen, bevor eine signifikante Ausscheidungshärtung eintritt - eine Eigenschaft, die die Wirtschaftlichkeit der Herstellung von Komponenten aus Superlegierungen verändert hat.
Die Legierung wurde erstmals um 1963 kommerziell eingeführt und fand in den 1960er und 1970er Jahren in der Luft- und Raumfahrtindustrie rasche Akzeptanz. Heute wird sie unter mehreren Handelsnamen und gleichwertigen Bezeichnungen von Herstellern in aller Welt hergestellt, aber die Bezeichnung "718" ist in technischen Spezifikationen praktisch zum Gattungsbegriff geworden, obwohl "Inconel" technisch gesehen eine eingetragene Marke der Special Metals Corporation bleibt.

Wie ist die chemische Zusammensetzung von Inconel 718?
Die chemische Zusammensetzung von Inconel 718 wird streng kontrolliert, um eine gleichmäßige Reaktion auf die Ausscheidungshärtung und zuverlässige mechanische und korrosive Eigenschaften zu gewährleisten. Die maßgebliche Spezifikation der Zusammensetzung ist in ASTM B637, AMS 5662, AMS 5664 und gleichwertigen Normen festgelegt.
Vollständige Tabelle der chemischen Zusammensetzung nach AMS 5662 / ASTM B637
| Element | Minimum (%) | Höchstwert (%) | Typisch (%) |
|---|---|---|---|
| Nickel + Kobalt (Ni+Co) | 50.0 | 55.0 | 52.5 |
| Chrom (Cr) | 17.0 | 21.0 | 19.0 |
| Niob + Tantal (Nb+Ta) | 4.75 | 5.50 | 5.13 |
| Molybdän (Mo) | 2.80 | 3.30 | 3.05 |
| Titan (Ti) | 0.65 | 1.15 | 0.90 |
| Aluminium (Al) | 0.20 | 0.80 | 0.50 |
| Eisen (Fe) | Bilanz | Bilanz | ~18.5 |
| Kobalt (Co) | - | 1.00 | 0.30 |
| Kohlenstoff (C) | - | 0.08 | 0.04 |
| Mangan (Mn) | - | 0.35 | 0.18 |
| Silizium (Si) | - | 0.35 | 0.18 |
| Phosphor (P) | - | 0.015 | - |
| Schwefel (S) | - | 0.015 | - |
| Bor (B) | - | 0.006 | 0.003 |
| Kupfer (Cu) | - | 0.30 | 0.15 |
Die Rolle der einzelnen Schlüssellegierungselemente in Inconel 718
Nickel (50-55%): Die austenitische FCC-Matrix sorgt für die grundlegende Zähigkeit, Duktilität und Korrosionsbeständigkeit in reduzierenden Umgebungen. Nickel stabilisiert auch die Gamma-Prime- und Gamma-Double-Prime-Ausscheidungsphasen, die für die Festigkeit der Legierung verantwortlich sind.
Chrom (17-21%): Erzeugt die passive Oxidschicht, die der Legierung ihre Beständigkeit gegen oxidierende Säuren und Hochtemperaturoxidation verleiht. Bei einem typischen Gehalt von 19% bietet Chrom eine sinnvolle, aber keine außergewöhnliche Korrosionsbeständigkeit im Vergleich zu Legierungen mit höherem Chromgehalt wie Inconel 625 oder 690.
Niob + Tantal (4,75-5,50%): Dies ist das entscheidende Merkmal der Zusammensetzung von Inconel 718. Niob verbindet sich mit Nickel, um die Gamma-Doppelkristallphase (Ni₃Nb) auszuscheiden - die primäre Verstärkungsphase, die für die hohe Streckgrenze der Legierung verantwortlich ist. Niob bildet auch die Delta-Phase (Ni₃Nb mit orthorhombischer Kristallstruktur) an den Korngrenzen, wenn es bei höheren Temperaturen gealtert wird, was das Kornwachstum beim Schmieden kontrolliert und zu einer guten Ermüdungsfestigkeit beiträgt. Tantal wird in der Spezifikation mit Niob zusammengefasst, da es sich metallurgisch ähnlich verhält und in der Zusammensetzungsbilanz zusammen gezählt wird.
Molybdän (2.80-3.30%): Bietet eine Festigkeitssteigerung im Mischkristall und verbessert die Beständigkeit gegen Lochfraß und Spaltkorrosion in chloridhaltigen Umgebungen. Der Molybdängehalt ist niedriger als bei Inconel 625 (8-10%), weshalb 718 eine geringere Lochfraßbeständigkeit aufweist.
Titan (0,65-1,15%): Titan trägt zur Ausscheidung von Gamma Prime (γ', Ni₃(Al,Ti)) bei und bietet neben der primären γ''-Phase einen sekundären Verstärkungsmechanismus. Titan wirkt auch als Karbidstabilisator und verringert das Risiko der Chromkarbidbildung an Korngrenzen.
Aluminium (0,20-0,80%): Zusammen mit Titan bildet Aluminium die Gamma-Prime-Phase. Der Aluminiumgehalt in 718 wird absichtlich niedrig gehalten (im Vergleich zu Legierungen wie Waspaloy oder René 41), um eine gute Schweißbarkeit zu gewährleisten, indem der Volumenanteil der sich schnell bildenden γ'-Phase begrenzt wird.
Eisen (Gleichgewicht, etwa 18%): Eisen ist ein ungewöhnliches Merkmal von Inconel 718 im Vergleich zu vielen Nickelsuperlegierungen - die meisten Hochleistungssuperlegierungen minimieren den Eisengehalt. Der relativ hohe Eisengehalt in 718 senkt die Rohstoffkosten und war Teil der ursprünglichen Konstruktionsstrategie. Eisen trägt zur Stabilisierung der γ''-Phase bei, was auf Kosten einer gewissen Hochtemperaturfähigkeit geht, aber die Wirtschaftlichkeit der Herstellung der Legierung erheblich verbessert.
Bor (maximal 0,006%): Selbst in Spuren segregiert Bor an die Korngrenzen und verbessert die Zeitstandfestigkeit und die Zeitstandduktilität durch Stärkung des Korngrenzenzusammenhalts. Der genaue Borgehalt muss streng kontrolliert werden, da ein zu hoher Borgehalt beim Schweißen zu Heißrissen führen kann.
Was sind die mechanischen Eigenschaften von Inconel 718?
Die mechanischen Eigenschaften von Inconel 718 hängen stark vom Zustand der Wärmebehandlung ab. Die Legierung kann im lösungsgeglühten (nicht gealterten) Zustand verwendet werden, doch wird dadurch ihre Leistungsfähigkeit nicht voll ausgeschöpft. Die volle Festigkeit erfordert eine zweistufige Ausscheidungsalterung.
Mechanische Eigenschaften nach Wärmebehandlungsbedingungen
| Eigentum | Nur lösungsgeglüht | Lösungsgeglüht + gealtert (AMS 5664) |
|---|---|---|
| Zugfestigkeit (Ultimate Tensile Strength) | ~930 MPa (135 ksi) | ≥ 1.380 MPa (200 ksi) |
| 0.2% Streckgrenze | ~515 MPa (75 ksi) | ≥ 1.170 MPa (170 ksi) |
| Dehnung | ~45% | ≥ 12% |
| Verkleinerung der Fläche | ~60% | ≥ 15% |
| Härte (Brinell) | ~200 HB | 331-401 HB |
| Charpy Impact (Raumtemperatur) | Hoch | Mäßig |
Der fast dreifache Anstieg der Streckgrenze vom Glühen bis zur vollständigen Alterung ist die dramatischste Eigenschaftsänderung, die bei einer Standard-Knetsuperlegierung erreicht werden kann, ohne dass eine mechanische Kaltverformung erforderlich ist.
Mechanische Eigenschaften bei erhöhter Temperatur (gealterter Zustand)
| Temperatur (°C) | UTS (MPa) | 0,2% YS (MPa) | Dehnung (%) |
|---|---|---|---|
| 25 | 1,435 | 1,185 | 22 |
| 200 | 1,340 | 1,090 | 20 |
| 300 | 1,310 | 1,055 | 19 |
| 400 | 1,275 | 1,020 | 18 |
| 500 | 1,220 | 980 | 17 |
| 550 | 1,185 | 960 | 17 |
| 600 | 1,105 | 930 | 18 |
| 650 | 985 | 860 | 20 |
| 700 | 700 | 590 | 25 |
| 750 | 450 | 340 | 35 |
Die Eigenschaftsklippe zwischen 650°C und 700°C ist deutlich sichtbar und erklärt, warum Inconel 718 für strukturelle Anwendungen im Allgemeinen auf den Einsatz unter 650°C beschränkt ist. Oberhalb dieser Temperatur wandelt sich die γ''-Phase in die inkohärente Delta-Phase um, die nicht die gleiche Verstärkungswirkung hat.
Ermüdungs- und Kriecheigenschaften
Inconel 718 weist eine ausgezeichnete Ermüdungsbeständigkeit auf, was ein Grund dafür ist, dass es bei Turbinenscheibenanwendungen dominiert, bei denen zyklische Belastungen der wichtigste Konstruktionsfaktor sind. Zu den wichtigsten Ermüdungseigenschaften gehören:
- Dauerschwingfestigkeit (10⁷ Zyklen) bei Raumtemperatur: ca. 620-690 MPa.
- Die Ermüdungsleistung bei niedrigen Zyklen (LCF) ist ein kritischer Konstruktionsparameter für rotierende Bauteile.
- Zeitstandfestigkeit bei 650°C / 620 MPa: typischerweise 100+ Stunden bei Materialien mit Standardspezifikation.
- Die Zeitstandduktilität bleibt bei ordnungsgemäß verarbeitetem Material über 5% Dehnung.
Physikalische Eigenschaften von Inconel 718
| Eigentum | Wert |
|---|---|
| Dichte | 8,22 g/cm³ (0,297 lb/in³) |
| Schmelzbereich | 1260-1336°C (2300-2437°F) |
| Spezifische Wärme (bei 21°C) | 435 J/kg-°C (0,104 BTU/lb-°F) |
| Wärmeleitfähigkeit (bei 100°C) | 11,4 W/m-K |
| Thermische Ausdehnung (21-100°C) | 13,0 μm/m-°C |
| Elektrischer spezifischer Widerstand | 1,25 μΩ-m |
| Magnetische Permeabilität (geglüht) | ~1,001 (im Wesentlichen nicht magnetisch) |
| Elastizitätsmodul | 200 GPa (29.000 ksi) |
Welche Normen und Spezifikationen gelten für Inconel 718?
Beschaffungsingenieure und Qualitätsmanager müssen sich häufig vergewissern, welche Norm für die spezifische Produktform gilt, die sie kaufen. Für Inconel 718 gibt es eine Reihe von nationalen und internationalen Spezifikationen.
ASTM-Normen für Inconel 718
| ASTM-Norm | Produkt Form |
|---|---|
| ASTM B637 | Stangen, Stäbe und Draht (geschmiedet) |
| ASTM B670 | Platten, Bleche und Bänder |
| ASTM B906 | Nahtlose Rohre und Schläuche |
AMS-Spezifikationen für Inconel 718
| AMS-Spezifikation | Beschreibung |
|---|---|
| AMS 5596 | Bleche, Bänder und Platten (geglüht) |
| AMS 5597 | Bleche, Bänder und Platten (ausscheidungsgehärtet) |
| AMS 5662 | Stangen, Stäbe und Draht (lösungsgeglüht) |
| AMS 5663 | Stangen, Stäbe und Draht (ausscheidungsgehärtet) |
| AMS 5664 | Stangen und Stäbe (lösungsgeglüht und gealtert, hochfest) |
| AMS 5832 | Schweißdraht (ERNiFeCr-2) |
| AMS 5914 | Pulver für die additive Fertigung |
| AMS 2801 | Wärmebehandlung von Teilen aus Nickellegierungen |
Internationale und andere äquivalente Normen
| Standard | Bezeichnung | Land / Körperschaft |
|---|---|---|
| DIN / EN | 2.4668 | Europäisch (Deutschland) |
| UNS | N07718 | Vereinigte Staaten |
| W. Nr. | 2.4668 | Europa |
| BS | HR51 | Vereinigtes Königreich |
| AFNOR | NC19FeNb | Frankreich |
| ASME | SB-637 | Druckbehälter-Code |
| NACE MR0175 | Qualifiziert (begrenzte Härte) | Saurer Service |
| GE-Spezifikation | B50TF15 | General Electric geschützt |
| Rolls-Royce | MSRR 7225 | Rolls-Royce Eigentum |
Das Vorhandensein mehrerer proprietärer OEM-Spezifikationen - insbesondere von GE Aviation, Pratt & Whitney, Rolls-Royce und Safran - zeigt, wie tief Inconel 718 in die Lieferkette der Luftfahrtindustrie eingedrungen ist. Jeder Triebwerkshersteller stellt zusätzliche Anforderungen, die über die AMS-Basisspezifikation hinausgehen, einschließlich strengerer Zusammensetzungskontrollen, spezifischer Schmelzpraxisanforderungen (VIM+VAR oder VIM+ESR) und umfangreicherer zerstörungsfreier Prüfungen.

Welche Wärmebehandlung ist für Inconel 718 erforderlich?
Die Wärmebehandlung von Inconel 718 ist komplexer als die der meisten technischen Legierungen, und die richtige Behandlung ist entscheidend für das Erreichen der geplanten mechanischen Eigenschaften. Viele Qualitätsprobleme, auf die wir bei geliefertem Material stoßen, sind eher auf eine unsachgemäße Wärmebehandlung als auf Abweichungen in der Zusammensetzung zurückzuführen.
Standard-Wärmebehandlungsreihenfolge (AMS 5664 / AMS 5663)
Schritt 1: Lösungsglühen
- Temperatur: 954-1010°C (1750-1850°F).
- Haltezeit: In der Regel 1 Stunde bei Standard-Stangendurchmessern.
- Kühlung: Schnelle Luftkühlung oder Wasserabschreckung.
- Zweck: Löst Ausscheidungen auf, rekristallisiert das Gefüge und stellt die Kornstruktur für ein optimales Alterungsverhalten ein.
Hinweis: Die Wahl der Temperatur beim Lösungsglühen ist von großer Bedeutung. Niedrigere Temperaturen innerhalb des Bereichs (954-982°C) ergeben feinere Körner und bessere Zugeigenschaften. Höhere Temperaturen (982-1010°C) erzeugen gröbere Körner und eine bessere Zeitstandfestigkeit. Hersteller von Drehteilen für die Luft- und Raumfahrt verwenden in der Regel niedrigere Temperaturen, um die Ermüdungsbeständigkeit zu maximieren.
Schritt 2: Erste Alterungsbehandlung
- Temperatur: 718°C (1325°F) - insbesondere die Alterungstemperatur gibt dieser Legierung ihre Bezeichnung.
- Haltezeit: 8 Stunden
- Abkühlung: Abkühlung des Ofens mit ca. 55°C pro Stunde auf die zweite Alterungstemperatur.
Schritt 3: Zweite Alterungsbehandlung
- Temperatur: 621°C (1150°F).
- Haltezeit: insgesamt 8 Stunden bei dieser Temperatur (nach der kontrollierten Abkühlung aus Schritt 2).
- Kühlen: Luftkühlung auf Raumtemperatur.
Durch den zweistufigen Alterungszyklus wird zunächst die Gamma-Doppelkristallphase bei 718 °C ausgefällt, anschließend kann die Gamma-Kristallphase bei 621 °C ausfallen und wachsen, wodurch ein ausgewogenes Gefüge mit einer optimalen Kombination aus Zugfestigkeit, Zeitstandfestigkeit und Duktilität entsteht.
Auswirkungen von Alterungsschwankungen auf die Eigenschaften
| Variante der Wärmebehandlung | Primäre Anwendung | Wichtigste Immobilienergebnisse |
|---|---|---|
| Nur Lösungsglühen | Schweißzusatzwerkstoff, Zwischenprodukt | Geringere Festigkeit, maximale Duktilität |
| Direkt gealtert (keine Lösungsglühung) | Option Wärmebehandlung nach dem Schweißen | Mäßige Stärke mit Spannungsabbau |
| Einstufig gealtert (nur 718°C) | Nicht-kritische Komponenten | Höhere Festigkeit, geringere Kriechlebensdauer |
| Doppelt gealtert (Standard) | Die meisten technischen Anwendungen | Optimal ausgewogene Eigenschaften |
| Modifizierte Alterung (höhere Temperatur) | Kriechkritische Komponenten | Bessere Kriechfähigkeit, geringere Zugfestigkeit |
Was sind die wichtigsten Anwendungen von Inconel 718?
Die Vielfalt der Anwendungen von Inconel 718 spiegelt die ungewöhnliche Kombination aus hoher Festigkeit, guter Schweißbarkeit und akzeptabler Korrosionsbeständigkeit wider, die diese Legierung bietet. Keine andere Superlegierung deckt so viele verschiedene Branchen mit vergleichbarer Leistung ab.
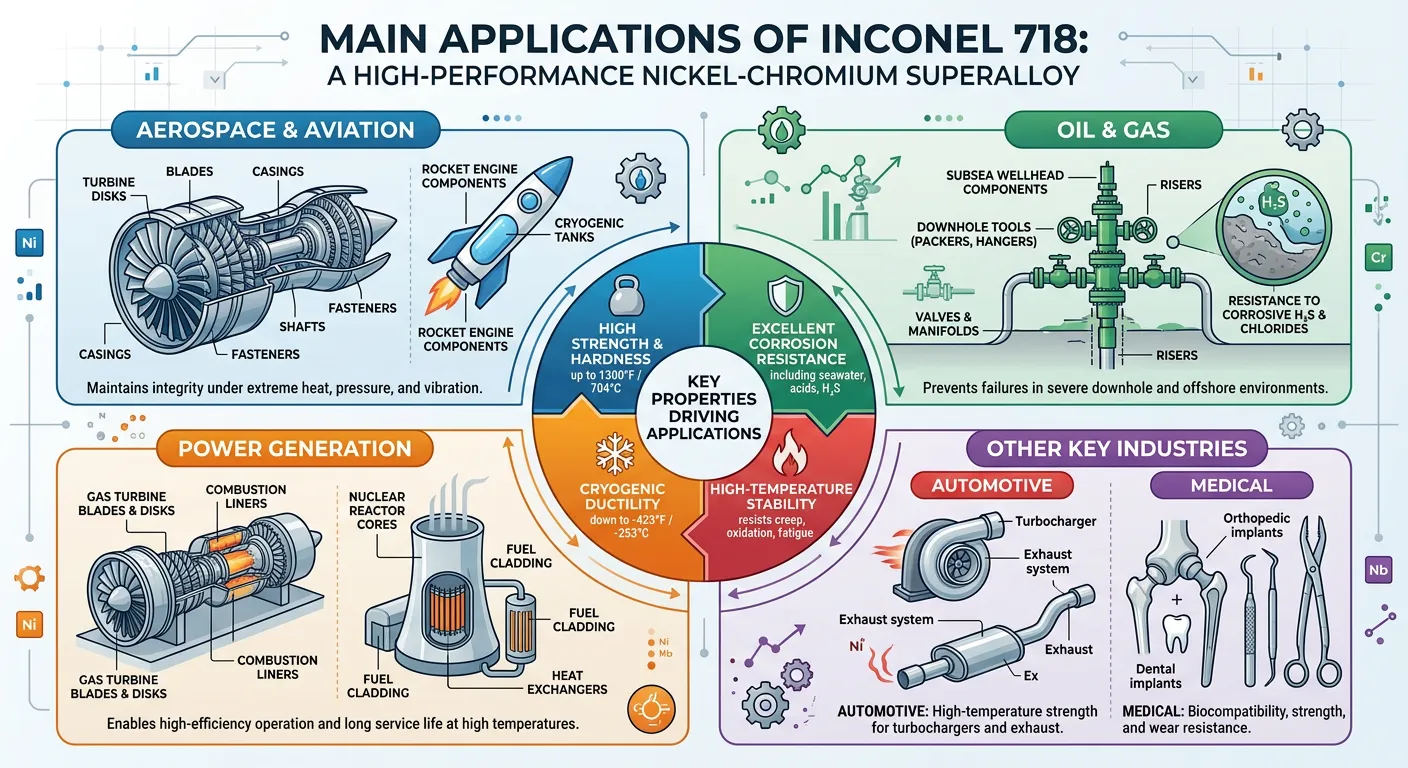
Anwendungen in der Luft- und Raumfahrt und bei Strahltriebwerken
Der größte Anwendungsbereich für Inconel 718 ist die Luft- und Raumfahrt, wo es schätzungsweise 30-40% des Gesamtgewichts eines modernen Düsentriebwerks ausmacht. Zu den wichtigsten Komponenten, die aus dieser Legierung hergestellt werden, gehören:
Turbinenscheiben und Verdichterscheiben:
Turbinen- und Verdichterscheiben gehören zu den sicherheitskritischsten Bauteilen in jedem Flugzeugtriebwerk. Sie drehen sich mit Zehntausenden von Umdrehungen pro Minute und halten die Schaufeln in heißen Gasströmen, was zu einer enormen kombinierten Zentrifugal-, Wärme- und Schwingungsbelastung führt. Inconel 718-Schmiedeteile werden für Scheiben in den Niederdruckturbinen- und Verdichterstufen praktisch aller zivilen und militärischen Flugzeugtriebwerke verwendet, die derzeit in Produktion sind, darunter das GE90, GEnx, LEAP, Pratt & Whitney PW1000G und die Rolls-Royce Trent-Familie.
Motorgehäuse und Tragringe:
Das Lüftergehäuse, das Verdichtergehäuse und das Turbinengehäuse, die die rotierenden Scheiben und Schaufeln enthalten, werden häufig aus Ringen oder gewalzten Blechen aus Inconel 718 hergestellt. Diese Komponenten müssen die Energie der Schaufeln im Falle eines Schaufelabwurfs auffangen - eine Zertifizierungsanforderung, die extreme Anforderungen an die Zähigkeit und Energieaufnahmefähigkeit des Materials stellt.
Hardware für den Brenner:
Für Brennkammerauskleidungen, Diffusorgehäuse und Befestigungselemente der Brennkammer werden Inconel 718-Bleche verwendet, die zu komplexen Formen geschweißt werden. Der Vorteil der Schweißbarkeit von 718 gegenüber anderen hochfesten Superlegierungen wird hier am deutlichsten - die Brennkammerbaugruppe umfasst Hunderte von Schweißnähten und kann aus rissempfindlichen, ausscheidungsgehärteten Legierungen nicht wirtschaftlich hergestellt werden.
Befestigungselemente und Verschraubungen:
Inconel 718-Befestigungselemente werden in großem Umfang in Düsentriebwerken verwendet, und zwar in Anwendungen, die von Schaufelhaltebolzen bis hin zu Gehäuseverbindungsbolzen reichen. Hochfeste Verbindungselemente erfordern Materialien, die die Klemmkraft bei Betriebstemperaturen aufrechterhalten, und 718-Stangenmaterial wird zu Zehntausenden von Verbindungselementen für jedes Triebwerk verarbeitet.
Turbinenwellen und Dichtungskomponenten:
Die rotierenden Wellen, die Fan-, Verdichter- und Turbinenstufen verbinden, sowie die Labyrinthdichtungen und Dichtungslaufräder, die die Luftleckage zwischen den Motorstufen kontrollieren, werden häufig aus Inconel 718-Stangen und -Ringschmiedeteilen hergestellt.
Anwendungen für Weltraumstarts und Raketenantriebe
Außerhalb des Atmosphärenflugs hat Inconel 718 eine lange Tradition in der Raumfahrttechnik:
- Komponenten von Turbopumpen für Flüssigkeitsraketentriebwerke (die mit extremer Geschwindigkeit rotieren und dabei kryogene Treibstoffe fördern).
- Strukturkomponenten der Trägerrakete, die während des Aufstiegs einer hohen Schall- und Vibrationsbelastung ausgesetzt sind.
- Satellitenbauelemente, die eine hohe spezifische Festigkeit erfordern.
- Komponenten wiederverwendbarer Trägerraketen, die thermisch zwischen kryogenen und erhöhten Temperaturen wechseln.
Die Erfahrungen der NASA mit Inconel 718 in den Turbopumpen des Space Shuttle Main Engine (SSME) - den wohl anspruchsvollsten Turbomaschinen, die je gebaut wurden - haben eine außergewöhnliche Leistungsdatenbank für diese Legierung unter extremsten Bedingungen geschaffen.
Anwendungen in der Öl- und Gasindustrie
Die Öl- und Gasindustrie ist der zweitgrößte Abnehmer von Inconel 718, was auf den Bedarf an Bohrloch- und Komplettierungswerkzeugen, Bohrlochkopfkomponenten und unterirdischen Förderanlagen zurückzuführen ist.
Bohrwerkzeuge für Bohrungen:
Bohrkränze, MWD (Measurement While Drilling)-Gehäuse, Motorstator-Dorne und drehbare Systemkomponenten sind einer kombinierten mechanischen Belastung durch das Bohrdrehmoment und das Gewicht des Bohrers, korrosive chlorid- und H₂S-haltige Bohrspülungen und erhöhte Temperaturen im Bohrloch ausgesetzt. Inconel 718 bar ist der Standardwerkstoff für die am stärksten belasteten Körper von Bohrlochkomponenten.
Fertigstellungs- und Produktionswerkzeuge:
In Bohrlochkomplettierungswerkzeugen wie Sicherheitsventilen, Packern und Bohrlochmessgeräten werden Federn, Wellen und Gehäuse aus Inconel 718 verwendet, wenn eine hohe Festigkeit in Verbindung mit einer Beständigkeit gegen Sauergas erforderlich ist. NACE MR0175 / ISO 15156 qualifiziert Inconel 718 für den H₂S-Einsatz, wenn die Härte auf maximal 40 HRC kontrolliert wird.
Bohrlochkopf-Ausrüstung:
In Hochdruck-Bohrlochkopfausrüstungen (API 6A mit einer Nennleistung von 15.000 oder 20.000 psi) wird Inconel 718 für Ventilschäfte, Aufhängungskörper und Anschlusskomponenten verwendet, wenn die Kombination aus hoher Druckfestigkeit und Korrosionsbeständigkeit von Stählen mit niedrigeren Legierungen nicht erfüllt werden kann.
Gasverdichtung unter hohem Druck:
Bauteile von Kolben- und Zentrifugalkompressoren für korrosive Prozessgase - einschließlich Laufräder, Wellenschutzhülsen und Dichtungskomponenten - werden aus Inconel 718 hergestellt, wenn die Prozessbedingungen H₂S, CO₂ und Chloride bei Temperaturen beinhalten, die über der Leistungsfähigkeit von Standard-Edelstählen liegen.
Anwendungen für die Stromerzeugung
Gasturbinen für die Energieerzeugung verwenden Inconel 718 in vielen der gleichen Komponenten wie Flugzeugtriebwerke, obwohl die Prioritäten bei der Konstruktion etwas anders liegen - Turbinen für die Energieerzeugung laufen mit konstanter Geschwindigkeit und Temperatur und nicht mit dem variablen Zyklus von Flugzeugtriebwerken, so dass die Kriechbeständigkeit bei einigen Komponenten relativ wichtiger ist als die Ermüdungsfestigkeit.
Die Anwendungen umfassen:
- Schmiedestücke für Verdichterscheiben in Industriegasturbinen.
- Abstandshalter für Turbinenscheiben und Dichtungen zwischen den Stufen.
- Verbrennungseinsätze und Übergangskanäle.
- Verschraubungen und Verbindungselemente in der gesamten Heißkanalbaugruppe.
- Sicherungsringe für Generatorrotoren (obwohl 18Mn-18Cr-Stahl hier konkurriert).
In Dampfturbinen für nukleare und fossile Kraftwerke werden Inconel 718-Schrauben in Hochtemperatur-Flanschverbindungen verwendet, wobei die Fähigkeit der Legierung genutzt wird, die Spannkraft über lange Zeiträume bei erhöhter Temperatur ohne Spannungsrelaxation aufrechtzuerhalten.
Verteidigung und militärische Anwendungen
Verteidigungsanwendungen nutzen das hohe Festigkeits-Gewichts-Verhältnis von Inconel 718 und seine Widerstandsfähigkeit gegenüber extremen Bedingungen:
- U-Boot-Antriebsschächte: In nuklearen U-Boot-Antriebssystemen werden Inconel 718-Bauteile in der Reaktorkühlmittelpumpe und den Antriebsmaschinen verwendet.
- Gehäuse für Raketenmotoren: Hochleistungsgehäuse für taktische Raketenmotoren profitieren von der spezifischen Festigkeit der Legierung (Verhältnis von Festigkeit zu Gewicht).
- Gasturbinentriebwerke für gepanzerte Fahrzeuge: Turbinenkomponenten in Fahrzeugantriebsturbinen werden aus denselben Legierungsfamilien wie Flugzeugtriebwerke hergestellt.
- Geschützrohre und Waffensystemkomponenten: In speziellen Waffensystemen wird Inconel 718 für Komponenten verwendet, die extremen Druck- und Temperaturschwankungen ausgesetzt sind.
Automobil- und Rennsportanwendungen
In Hochleistungs-Motorsportanwendungen wird Inconel 718 verwendet, wenn die Kombination aus Hochtemperaturfähigkeit und Festigkeit die Materialkosten rechtfertigt:
- Formel-1- und NASCAR-Auspuffanlagen: Turboladergehäuse, Wastegate-Komponenten und Abgaskrümmer.
- Räder für Kfz-Turbolader: Bei einigen Hochleistungs-Verdichterrädern für Turbolader werden Guss- oder Schmiedeteile aus Inconel 718 verwendet.
- Ventilfedern in hochdrehenden Motoren: Inconel 718-Draht wird für Ventilfedern in Rennmotoren verwendet, wo herkömmlicher Federstahl die Belastung bei hohen Temperaturen nicht aufrechterhalten kann.
Medizinische und nukleare Anwendungen
Medizinische Geräte:
Inconel 718 wird in bestimmten chirurgischen Instrumenten und Komponenten für medizinische Geräte verwendet, die eine hohe Festigkeit und Korrosionsbeständigkeit erfordern. MRT-kompatible Anwendungen profitieren von der nahezu unmagnetischen Eigenschaft der Legierung im geglühten Zustand (Hinweis: Die Alterung erhöht die Permeabilität geringfügig, daher sollte vollständig gealtertes Material auf MRT-Kompatibilität geprüft werden).
Kernenergie:
Neben den Anwendungen in der Luft- und Raumfahrt und in industriellen Gasturbinen wird Inconel 718 auch in Antriebsmechanismen für Steuerstäbe von Kernreaktoren, in Gehäusen für Reaktorinstrumente und in verschiedenen strukturellen Verbindungselementen innerhalb der primären Druckgrenze verwendet.
Wie ist Inconel 718 im Vergleich zu anderen Superlegierungen?
Wenn man weiß, wo Inconel 718 im Vergleich zu konkurrierenden Werkstoffen steht, können Ingenieure eine bessere Materialauswahl treffen und die Beschaffungsteams verstehen, warum Substitutionen akzeptabel sind oder nicht.
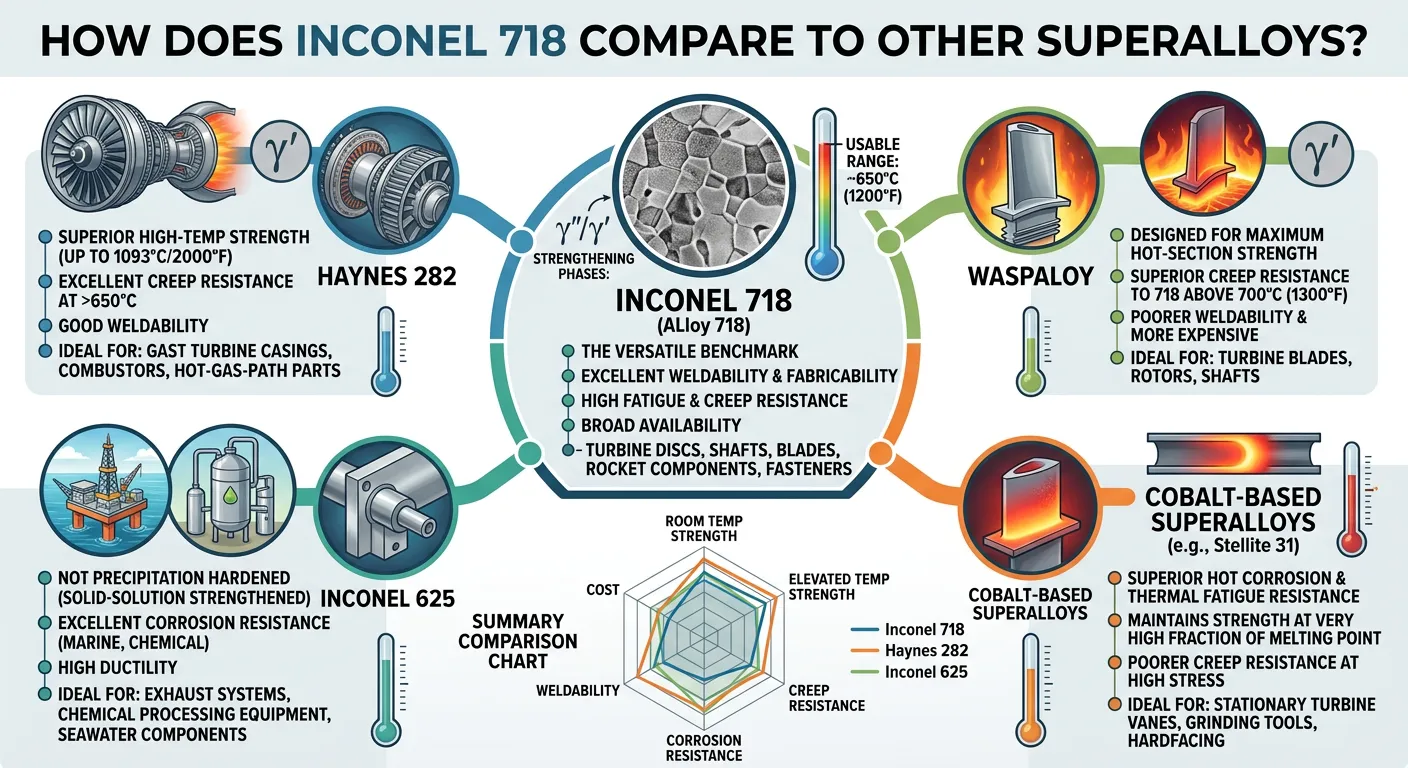
Inconel 718 gegenüber Inconel 625
| Eigentum | Inconel 718 (gealtert) | Inconel 625 (geglüht) |
|---|---|---|
| UTS | 1.380 MPa | 827 MPa |
| Streckgrenze | 1.170 MPa | 414 MPa |
| Maximale Betriebstemperatur (strukturell) | ~650°C | ~800°C |
| Korrosionsbeständigkeit | Mäßig | Ausgezeichnet |
| Lochfraßbeständigkeit (PREN) | ~25 | ~51 |
| Schweißeignung | Gut (erfordert PWHT) | Ausgezeichnet (keine PWHT erforderlich) |
| Primäre Verstärkung | Aushärtung von Niederschlägen | Feste Lösung |
| Typische Verwendung | Hochfeste Struktur | Korrosionskritische Anwendungen |
Inconel 718 gegenüber Inconel 725
| Eigentum | Inconel 718 | Inconel 725 (N07725) |
|---|---|---|
| Niobgehalt | 4.75-5.50% | 2.75-4.00% |
| Molybdän-Gehalt | 2.80-3.30% | 7.00-9.50% |
| Korrosionsbeständigkeit | Mäßig | Superior (höheres Mo) |
| Streckgrenze (gealtert) | ~1.170 MPa | ~827 MPa |
| NACE-Härtegrenze | 40 HRC | 35 HRC (restriktiver) |
| Primäre Anwendung | Luft- und Raumfahrtstruktur | Erdöl und Erdgas mit saurem Service |
Inconel 725 wird manchmal als "korrosionsbeständige Version von 718" beschrieben - es tauscht etwas Festigkeit gegen den höheren Molybdängehalt, der die Leistung im sauren Betrieb verbessert. Für Öl- und Gasanwendungen im Bohrloch in hochaggressiven H₂S-Umgebungen wird 725 zunehmend gegenüber 718 spezifiziert.
Inconel 718 vs. Waspaloy
| Eigentum | Inconel 718 | Waspaloy (N07001) |
|---|---|---|
| Maximale Betriebstemperatur | ~650°C | ~870°C |
| Streckgrenze (gealtert) | ~1.170 MPa | ~795 MPa |
| Kriechwiderstand | Gut bis 650°C | Ausgezeichnet bis 870°C |
| Schweißeignung | Gut | Schwierig (hoher γ'-Anteil) |
| Kosten | Unter | Höher |
| Primäre Anwendung | Hochfeste Komponenten für niedrigere Temperaturen | Hochtemperaturturbinenscheiben |
Waspaloy wird gewählt, wenn die Betriebstemperaturen die Möglichkeiten von 718 übersteigen, wobei der Nachteil der Schweißbarkeit in Kauf genommen wird. Die Trennlinie bei der Konstruktion von Düsentriebwerken liegt in der Regel bei 650 °C - darunter wird 718 bevorzugt; darüber wird Waspaloy oder René 41 in Betracht gezogen.
Wie wird Inconel 718 geschweißt und welches Schweißzusatzmetall wird verwendet?
Die Schweißbarkeit ist eine der kommerziell wichtigsten Eigenschaften von Inconel 718. Die Legierung kann ohne unmittelbare Spannungsrissbildung geschweißt werden, da sich die γ''-Verfestigungsphase langsam genug ausbildet, dass sich die Schweißeigenspannungen entspannen können, bevor eine signifikante Verfestigung eintritt.
Schweißprozess-Kompatibilität
| Schweissverfahren | Angemessenheit | Gemeinsame Bewerbung |
|---|---|---|
| GTAW (WIG) | Ausgezeichnet | Präzisionsfertigung für die Luft- und Raumfahrt sowie für die Öl- und Gasindustrie |
| GMAW (MIG) | Gut | Höhere Abscheiderate bei der Strukturherstellung |
| SMAW | Mäßig | Feldreparaturen und schwere Profilverbindungen |
| PAW (Plasmabogen) | Gut | Schlüssellochschweißen von mittleren Profilen |
| Elektronenstrahl | Ausgezeichnet | Präzisionskomponenten für die Luft- und Raumfahrt |
| Laserstrahl | Sehr gut | Dünnschnitt und Präzisionsmontage |
| Reibungsrühren | Auftauchen | Forschungsphase für Luft- und Raumfahrtanwendungen |
Empfohlene Schweißzusatzwerkstoffe
Der Standard-Schweißzusatzwerkstoff für das Schweißen von Inconel 718 mit sich selbst ist ERNiFeCr-2 (AWS A5.14), der dem Schweißdraht AMS 5832 entspricht. Dieser Zusatzwerkstoff ist in seiner Zusammensetzung eng auf die Grundlegierung abgestimmt und bietet nach der Wärmebehandlung nach dem Schweißen gute Eigenschaften des Schweißguts.
Für Verbindungen aus unterschiedlichen Metallen zwischen Inconel 718 und Edelstahl oder Kohlenstoffstahl, ERNiCrMo-3 (Inconel 625-Füllstoff) wird häufig als Puffer verwendet, der die Verdünnung zwischen den unterschiedlichen Grundmetallen ausgleicht, ohne dass spröde intermetallische Phasen in der Schweißnaht entstehen.
Anforderungen an die Wärmebehandlung nach dem Schweißen
Im Gegensatz zu Inconel 625 ist bei Inconel 718 fast immer eine Wärmenachbehandlung (PWHT) erforderlich, um die erforderlichen mechanischen Eigenschaften in der Schweißzone und der Wärmeeinflusszone zu erreichen. Die Standardreihenfolge der PWHT ist:
- Direkte Alterung: 718°C für 8 Stunden, Abkühlung des Ofens auf 621°C bei 55°C/Stunde.
- Für weitere 8 Stunden bei 621°C halten.
- An der Luft auf Raumtemperatur abkühlen lassen.
In einigen Fällen, in denen das Grundmaterial zuvor lösungsgeglüht wurde, kann ein erneutes Lösungsglühen vor der Alterung erforderlich sein, je nach den Anforderungen des Anwendungscodes. Bei geschweißten Druckbehältern nach ASME-Code müssen die spezifischen PWHT-Anforderungen im jeweiligen Code-Fall bestätigt werden.
Was sind die Bearbeitungseigenschaften von Inconel 718?
Die Bearbeitung von Inconel 718 gehört zu den anspruchsvollsten Operationen in der Präzisionsfertigung. Die Kombination aus hoher Festigkeit im gealterten Zustand, schneller Kaltverfestigung und abrasiven Karbidpartikeln stellt eine große Herausforderung für den Werkzeugverschleiß und die Wärmeentwicklung dar.
Empfohlene Schnittparameter für Inconel 718
| Operation | Schnittgeschwindigkeit (m/min) | Vorschub (mm/Umdrehung oder mm/Zahn) | Schnitttiefe (mm) | Bevorzugtes Werkzeug |
|---|---|---|---|---|
| Grobes Drehen | 15-30 | 0.15-0.35 | 2.0-5.0 | Beschichtetes Hartmetall oder Keramik |
| Drehen beenden | 30-50 | 0.05-0.12 | 0.3-1.5 | Feinkörnig beschichtetes Hartmetall |
| Planfräsen | 20-35 | 0,08-0,15 pro Zahn | 1.0-3.0 | PVD-beschichtetes Hartmetall |
| Bohren | 5-12 | 0.04-0.08 | Pro Durchmesser | Hartmetall mit Kühlmitteldurchführung |
| Anzapfen | 3-8 | Pro Spielfeld | - | Hartmetall oder HSS-Co |
| Schleifen | - | 0,005-0,025 pro Durchgang | - | CBN-Scheiben bevorzugt |
Kritische Bearbeitungsregeln:
- Bearbeiten Sie, wann immer möglich, im lösungsgeglühten Zustand; gealtertes Material (HRC 38-43) beschleunigt den Werkzeugverschleiß dramatisch.
- Hochdruck-Kühlmittel durch das Werkzeugzentrum ist gegenüber externem Flutkühlmittel stark zu bevorzugen.
- Vermeiden Sie das Verweilen im Werkzeug oder unterbrochene Schnitte, die eine Aushärtung an der Oberfläche ermöglichen.
- Scharfe, frische Werkzeuge müssen beibehalten werden - verschlissene Wendeplatten verursachen unterirdische Kaltverfestigungen, die die Oberflächengüte und die Standzeit der Werkzeuge bei nachfolgenden Bearbeitungen beeinträchtigen.
- Beim Schruppen wird das konventionelle (nicht das Gleichlauf-) Fräsen bevorzugt, um die Schnittkräfte von der Werkstückaufnahme wegzuleiten.
In welchen Produktformen ist Inconel 718 erhältlich?
MWalloys liefert Inconel 718 in der gesamten Bandbreite der Standard-Knetproduktformen. Nachstehend finden Sie eine umfassende Übersicht über die Verfügbarkeit.
Produktform Verfügbarkeitstabelle
| Produkt Form | Geltende Norm | Typischer Größenbereich | Allgemeiner Zustand |
|---|---|---|---|
| Rundstab | ASTM B637 / AMS 5662 | 6mm-500mm Durchmesser | Lösungsgeglüht oder gealtert |
| Platte | ASTM B670 / AMS 5596 | 3mm-150mm Dicke | Lösungsgeglüht |
| Blatt | ASTM B670 / AMS 5596 | 0,3mm-3mm Dicke | Lösungsgeglüht |
| Strip | ASTM B670 | Breite bis zu 600 mm | Lösungsgeglüht |
| Nahtloses Rohr | ASTM B906 | OD 6mm-200mm | Lösungsgeglüht |
| Schmiedeteile | AMS 2280 | Benutzerdefiniert | Lösungsgeglüht |
| Draht | ASTM B637 | 0,1mm-12mm Durchmesser | Verschiedene |
| Schweißdraht | AMS 5832 | 0,8mm-3,2mm | Geglüht |
| Puder (AM) | AMS 5914 | 15-45 μm (LPBF) | Sphärisch |
| Ringe | Benutzerdefiniert | Pro Entwurf | Gewalzt und geglüht |
Häufig gestellte Fragen zu Inconel 718
1: Ist Inconel 718 magnetisch?
Im lösungsgeglühten Zustand ist Inconel 718 im Wesentlichen unmagnetisch, mit einer magnetischen Permeabilität von weniger als etwa 1,01 μ. Die Ausscheidungsalterung bewirkt jedoch einen kleinen, aber messbaren Anstieg der Permeabilität, da die sich bildende niobreiche Delta-Phase andere magnetische Eigenschaften aufweist als die austenitische Matrix. Vollständig gealterter Inconel 718 hat in der Regel Permeabilitätswerte zwischen 1,002 und 1,010, was für die meisten praktischen Zwecke immer noch als unmagnetisch gilt, aber für MRT-kompatible medizinische Geräteanwendungen überprüft werden sollte.
2: Wie hoch ist die maximale Betriebstemperatur für Inconel 718?
Die allgemein akzeptierte maximale Einsatztemperatur für Inconel 718 in strukturellen Anwendungen mit erheblicher mechanischer Belastung liegt bei 650°C (1200°F). Oberhalb dieser Temperatur wandelt sich die Gamma-Doppelkornphase (γ'') in die inkohärente Delta-Phase (ebenfalls Ni₃Nb, aber mit anderer Kristallstruktur) um, die keine Ausscheidungsfestigkeit bietet. Das Ergebnis ist ein schneller Verlust der Streckgrenze über 650°C. Für Anwendungen, die eine höhere Temperaturbeständigkeit erfordern, sind Waspaloy (bis ~870°C) oder einkristalline Superlegierungen (über 1000°C) die typischen Alternativen.
3: Ist bei Inconel 718 eine Wärmebehandlung nach dem Schweißen erforderlich?
Ja, für die meisten strukturellen Anwendungen. Inconel 718 ist zwar wesentlich schweißfreundlicher als andere ausscheidungsgehärtete Superlegierungen und kann ohne sofortige Dehnungsrissbildung geschweißt werden, aber im geschweißten Zustand werden nicht die vollen mechanischen Eigenschaften erreicht. Nach dem Schweißen ist eine zweistufige Auslagerungsbehandlung (718°C + 621°C) erforderlich, um die Verfestigungsphasen im Schweißgut und in der Wärmeeinflusszone auszufällen. Bei einigen Anwendungen mit geringer Beanspruchung wird die direkte Alterungsbehandlung (ohne vorheriges Lösungsglühen) direkt nach dem Schweißen durchgeführt, was auch eine gewisse Spannungsreduzierung während der Alterungspause bewirkt.
4: Wie unterscheidet sich Inconel 718 von Inconel 718 Plus?
Inconel 718 Plus (oder 718Plus, UNS N07818) ist eine modifizierte Version, die in den 1990er Jahren entwickelt wurde, um die Einsatztemperaturgrenze von 650°C auf etwa 700°C zu erhöhen. Die Modifikation beinhaltet eine Erhöhung des Aluminium- und eine Verringerung des Eisengehalts, um die primäre Verfestigungsphase von γ'' zurück zu γ' zu verlagern, die bei höheren Temperaturen stabil ist. 718Plus erreicht diese Temperaturerweiterung unter weitgehender Beibehaltung der Vorteile der Schweißbarkeit von Standard 718. Es ist in begrenzten Produktformen erhältlich und wird hauptsächlich für Hochdruckturbinenscheiben verwendet, bei denen der Gewinn an Temperaturbeständigkeit die zusätzlichen Kosten und die geringere Materialverfügbarkeit rechtfertigt.
5: Kann Inconel 718 in Sauergasanwendungen gemäß NACE MR0175 verwendet werden?
Ja, Inconel 718 ist nach NACE MR0175 / ISO 15156 für den Einsatz in H₂S-haltigen Anwendungen geeignet. Die Qualifikation umfasst eine Härtegrenze - in der Regel maximal 40 HRC (etwa 375 HB oder 40 HRC) -, die das Festigkeitsniveau einschränkt, das im sauren Betrieb verwendet werden kann. Diese Härtegrenze entspricht einer Streckgrenze von etwa 965 MPa (140 ksi), die unter dem durch Alterung erreichbaren Höchstwert liegt. In den Beschaffungsunterlagen für Anwendungen im sauren Betrieb sollte sowohl die Einhaltung der ASTM B637 (oder AMS 5662/5663) als auch der NACE MR0175 angegeben werden, wobei die spezifische Härteanforderung eindeutig zu nennen ist.
6: Welches Schmelzverfahren ist für Inconel 718 in Luft- und Raumfahrtqualität vorgeschrieben?
Inconel 718 in Luft- und Raumfahrtqualität erfordert erstklassige Schmelzverfahren, um die Reinheit und mikrostrukturelle Homogenität zu erreichen, die für Anwendungen mit rotierenden Komponenten erforderlich sind. Das Standardverfahren ist das Dreifachschmelzen:
- VIM (Vakuum-Induktionsschmelzen): Erstes Schmelzen im Vakuum, um die Zusammensetzung zu kontrollieren und gelöste Gase zu entfernen.
- ESR (Elektroschlacke-Umschmelzen) oder VAR (Vakuum-Lichtbogen-Umschmelzen): Sekundäres Umschmelzen zur Verringerung der Makroseigerung und zur Verbesserung der Homogenität.
VIM+VAR ist in den Vereinigten Staaten am gebräuchlichsten; VIM+ESR oder VIM+ESR+VAR (Dreifachschmelze) wird für die kritischsten rotierenden Komponenten verwendet. Das Schmelzverfahren wird im Materialbeschaffungsdokument angegeben und muss in der Materialzertifizierung dokumentiert werden.
7: Wie hoch ist die Dichte von Inconel 718 im Vergleich zu Titanlegierungen?
Inconel 718 hat eine Dichte von 8,22 g/cm³, verglichen mit Ti-6Al-4V mit 4,43 g/cm³. Das bedeutet, dass Titan etwa 46% leichter ist. Allerdings erreicht Inconel 718 im gealterten Zustand eine Streckgrenze von 1.170 MPa im Vergleich zu Ti-6Al-4V mit ca. 880 MPa, was den Dichteunterschied bei Vergleichen der spezifischen Festigkeit teilweise ausgleicht. Der entscheidende Faktor bei der Werkstoffauswahl zwischen diesen beiden Werkstoffen ist die Temperaturbeständigkeit: Ti-6Al-4V ist auf einen Dauerbetrieb bei ca. 300°C beschränkt, während Inconel 718 bis 650°C eingesetzt werden kann. In dem Temperaturbereich, in dem beide Werkstoffe mechanisch funktionieren können, ist die Wahl ein echter Kompromiss zwischen Gewicht und Kosten (zugunsten von Titan) und Temperaturspanne und Kosten bei geringeren Mengen (in einigen Fällen zugunsten von Inconel 718).
8: Wird Inconel 718 in der additiven Fertigung verwendet?
Ja, und dies ist einer der am schnellsten wachsenden Anwendungsbereiche für diese Legierung. Inconel 718-Pulver, das durch Laser-Pulverbettschmelzen (LPBF) und gerichtete Energieabscheidung (DED) verarbeitet wird, ergibt Bauteile mit mechanischen Eigenschaften, die nach einer geeigneten Wärmebehandlung nach der Herstellung an Knetmaterial heranreichen. Die relativ geringe Anfälligkeit der Legierung für Erstarrungsrisse bei schnellen Temperaturwechseln macht sie zu einer der am erfolgreichsten gedruckten Nickelsuperlegierungen auf dem Markt. Zu den aktuellen AM-Anwendungen gehören Treibstoffdüsenkörper mit internen Kühlkanälen, die Reparatur von Turbinenschaufeln mittels DED und komplexe Verteilerkomponenten, die nicht wirtschaftlich aus Vollmaterial bearbeitet werden können.
9: Wie sollte Inconel 718 bar gelagert und gehandhabt werden?
Inconel 718 sollte getrennt von Kohlenstoffstahl gelagert werden, um eine Verunreinigung der Oberfläche durch Eisen zu vermeiden, die zu örtlicher Korrosion führen kann. Das Material sollte auf sauberen nicht-metallischen Gestellen oder polymerbeschichteten Trägern gelagert werden. Für Anwendungen in der Luft- und Raumfahrt sowie im Nuklearbereich muss das Material bis zur Verwendung in seiner zertifizierten Originalverpackung aufbewahrt werden, wobei die Schmelznummernetiketten intakt und lesbar sein müssen. Es wird empfohlen, das Material mit sauberen Handschuhen zu handhaben, um Chloridverunreinigungen durch Schweiß zu vermeiden, insbesondere bei Materialien für die Luft- und Raumfahrt, die erhöhten Temperaturen ausgesetzt sind. Jegliche Oberflächenverunreinigung (Öl, Fett, Rückstände von Schneidflüssigkeiten) muss vor der Wärmebehandlung mit zugelassenen Lösungsmitteln gereinigt werden, um Lochfraß während des Glühens zu vermeiden.
10: Wie hoch sind die ungefähren Kosten für das Material Inconel 718?
Die Preisbildung für Inconel 718 hängt in erster Linie von den Nickel-Spotpreisen an der Londoner Metallbörse (LME) sowie von den Marktpreisen für Molybdän und Niob, den Verarbeitungskosten und dem Spezifikationsniveau ab. Richtige Preisspannen (marktabhängig, USD/kg) sind:
- Lösungsgeglühter Stabstahl (Handelsqualität, ASTM B637): $45-$80/kg
- Lösungsgeglühter Stab (Luft- und Raumfahrtqualität, AMS 5662, VIM+VAR): $80-$150/kg
- Ausscheidungsgehärteter Stab (AMS 5663/5664): Aufschlag 15-25%
- Blech (AMS 5596): $50-$90/kg kommerziell, höher für Luft- und Raumfahrt
- Schweißdraht (AMS 5832): $60-$120/kg
- AM-Pulver (AMS 5914, Güteklasse LPBF): $80-$200/kg je nach Korngrößenverteilung
Wenden Sie sich an MWalloys mit Ihren spezifischen Anforderungen - Durchmesser, Länge, Menge, Wärmebehandlungszustand, anwendbare Spezifikation und alle OEM-spezifischen Anforderungen - für aktuelle Marktpreise und Verfügbarkeit.
Zusammenfassung: Warum Inconel 718 nach wie vor die weltweit am häufigsten verwendete Superlegierung ist
Nach mehr als sechs Jahrzehnten kommerzieller Produktion ist Inconel 718 nach wie vor die dominierende Superlegierung in der weltweiten Fertigung, und zwar aus einem Grund, der deutlich wird, wenn man die Alternativen betrachtet. Kein anderer Werkstoff vereint eine ausscheidungsgehärtete Streckgrenze von über 1.170 MPa, eine zuverlässige Schweißbarkeit ohne sofortige Dehnungsrissbildung, eine angemessene Korrosionsbeständigkeit in vielen industriellen Umgebungen und eine bewährte Fertigungskette, die die Mengenanforderungen der kommerziellen Luft- und Raumfahrtindustrie erfüllen kann - und das alles in einem einzigen Legierungssystem.
Die Einschränkungen sind real und wohlbekannt: die Temperaturgrenze von 650 °C, die mäßige Korrosionsbeständigkeit im Vergleich zu Legierungen wie Inconel 625 oder C-276 und die Herausforderungen bei der Bearbeitung, die die Kosten für die fertigen Komponenten erhöhen. Ingenieure, die diese Einschränkungen kennen, wählen Inconel 718 genau für die Anwendungen, bei denen seine Stärken entscheidend sind, und spezifizieren alternative Legierungen, wo dies nicht der Fall ist.
Bei MWalloys arbeitet unser technisches Team bereits in der Spezifikationsphase mit den Ingenieuren zusammen, um zu bestätigen, dass Inconel 718 wirklich der richtige Werkstoff für die jeweilige Anwendung, die Abmessungsanforderungen, die Wärmebehandlungsbedingungen und die geltenden Vorschriften ist. Wir liefern aus dem Lagerbestand in Standardabmessungen und arrangieren Werksaufträge für Nicht-Standardabmessungen, mit vollständigen Dokumentationspaketen, die die Chemie, die mechanischen Eigenschaften, die Wärmebehandlungsaufzeichnungen und die Ergebnisse zerstörungsfreier Prüfungen umfassen.
Wenden Sie sich an unser technisches Vertriebsteam und teilen Sie uns Ihre Anwendungsdetails, die gewünschte Produktform, die Menge und den Zertifizierungsbedarf mit. Wir antworten innerhalb eines Arbeitstages mit Materialverfügbarkeit, Dokumentationsumfang und aktuellen Preisen.
MWalloys ist ein spezialisierter Anbieter von Nickelsuperlegierungen, Hochtemperaturlegierungen, korrosionsbeständigen Materialien und Sondermetallen. Unsere Produktpalette umfasst alle Standard- und Luftfahrtqualitäten von Inconel 718 mit vollständiger Rückverfolgbarkeit und Zertifizierung. Wir bieten technische Beratung bei der Materialauswahl, Überprüfung von Spezifikationen und Unterstützung bei der Lieferantenqualifizierung.
Zitierte Normen und Referenzen:
- ASTM B637: Standardspezifikation für ausscheidungshärtende Stäbe aus Nickellegierungen.
- ASTM B670: Platten, Bleche und Bänder.
- AMS 5662, 5663, 5664: Stangen-, Stab- und Drahtspezifikationen.
- AMS 5596, 5597: Spezifikationen für Bleche, Bänder und Platten.
- AMS 5832: Schweißdraht ERNiFeCr-2.
- AMS 5914: Pulver für die additive Fertigung.
- ASME SB-637: entspricht BPVC.
- NACE MR0175 / ISO 15156: Sour Service Qualifizierung.
- AWS A5.14: Blanke Schweißelektroden aus Nickellegierungen.
- Gesellschaft für Spezialmetalle: Technisches Bulletin zu Inconel Alloy 718.
