Inconel 718 è una superlega di nichel-cromo indurita per precipitazione con designazione UNS N07718, riconosciuta a livello mondiale come la superlega a base di nichel più utilizzata, che rappresenta circa il 35% di tutta la produzione di superleghe in peso. Raggiunge carichi di rottura superiori a 1.380 MPa (200 ksi) in condizioni di invecchiamento completo grazie a un trattamento termico in due fasi che fa precipitare fasi di rinforzo gamma prime (γ') e gamma double-prime (γ'') all'interno della matrice di nichel - un meccanismo che produce prestazioni meccaniche eccezionali a temperature fino a circa 650°C (1200°F) senza sacrificare la saldabilità che la maggior parte delle altre superleghe ad alta resistenza sacrifica completamente.
MWalloys fornisce Inconel 718 in barre, lastre, fogli, tubi, forgiati e fili di saldatura a clienti dei settori aerospaziale, petrolifero e del gas, della produzione di energia e della difesa.
Qual è la storia e lo sviluppo dell'Inconel 718?
L'Inconel 718 è stato sviluppato tra la fine degli anni '50 e l'inizio degli anni '60 da Herbert Eiselstein presso la International Nickel Company (ora Special Metals Corporation, una società di Precision Castparts). La cronologia dello sviluppo coincide direttamente con la rapida espansione della tecnologia dei motori a reazione dopo la Seconda Guerra Mondiale, quando i progettisti di motori spingevano le temperature di ingresso delle turbine verso l'alto per migliorare l'efficienza e la spinta, creando una richiesta di materiali più resistenti che potessero operare a temperature elevate senza cedimenti per creep o ossidazione.
L'innovazione chiave dell'Inconel 718 è stata l'uso del niobio come elemento di rinforzo primario, che produce la fase di precipitato gamma double-prime (γ''). Le precedenti leghe di nichel indurite per precipitazione si basavano principalmente sull'alluminio e sul titanio per produrre la fase gamma prime (γ'), che rafforzava efficacemente ma rendeva le leghe estremamente sensibili alle cricche da deformazione durante la saldatura. I precipitati γ'' contenenti niobio si formano più lentamente durante l'esposizione termica, dando alle giunzioni saldate e alle zone termicamente interessate il tempo di scaricare le tensioni prima che si verifichi un significativo indurimento per precipitazione - una proprietà che ha trasformato l'economia di produzione dei componenti in superleghe.
La lega è stata introdotta per la prima volta sul mercato intorno al 1963 e si è rapidamente affermata nell'industria aerospaziale negli anni "60 e "70. Oggi è prodotta con diversi nomi commerciali e denominazioni equivalenti da produttori di tutto il mondo. Oggi è prodotta con diversi nomi commerciali e denominazioni equivalenti da produttori di tutto il mondo, ma la designazione "718" è diventata di fatto generica nelle specifiche tecniche, anche se tecnicamente "Inconel" rimane un marchio registrato di Special Metals Corporation.

Qual è la composizione chimica dell'Inconel 718?
La composizione chimica dell'Inconel 718 è strettamente controllata per garantire una risposta coerente al trattamento termico di indurimento per precipitazione e proprietà meccaniche e di corrosione affidabili. Le specifiche di composizione sono definite in ASTM B637, AMS 5662, AMS 5664 e standard equivalenti.
Tabella di composizione chimica completa secondo AMS 5662 / ASTM B637
| Elemento | Minimo (%) | Massimo (%) | Tipico (%) |
|---|---|---|---|
| Nichel + Cobalto (Ni+Co) | 50.0 | 55.0 | 52.5 |
| Cromo (Cr) | 17.0 | 21.0 | 19.0 |
| Niobio + Tantalio (Nb+Ta) | 4.75 | 5.50 | 5.13 |
| Molibdeno (Mo) | 2.80 | 3.30 | 3.05 |
| Titanio (Ti) | 0.65 | 1.15 | 0.90 |
| Alluminio (Al) | 0.20 | 0.80 | 0.50 |
| Ferro (Fe) | Equilibrio | Equilibrio | ~18.5 |
| Cobalto (Co) | - | 1.00 | 0.30 |
| Carbonio (C) | - | 0.08 | 0.04 |
| Manganese (Mn) | - | 0.35 | 0.18 |
| Silicio (Si) | - | 0.35 | 0.18 |
| Fosforo (P) | - | 0.015 | - |
| Zolfo (S) | - | 0.015 | - |
| Boro (B) | - | 0.006 | 0.003 |
| Rame (Cu) | - | 0.30 | 0.15 |
Il ruolo di ciascun elemento legante chiave nell'Inconel 718
Nichel (50-55%): La matrice austenitica FCC fornisce la tenacità di base, la duttilità e la resistenza alla corrosione in ambienti riducenti. Il nichel stabilizza inoltre le fasi di precipitazione gamma prime e gamma double prime, responsabili della resistenza della lega.
Cromo (17-21%): Crea il film di ossido passivo che conferisce alla lega la resistenza agli acidi ossidanti e all'ossidazione ad alta temperatura. Al contenuto tipico di 19%, il cromo offre una resistenza alla corrosione significativa ma non eccezionale rispetto a leghe con cromo più elevato come l'Inconel 625 o 690.
Niobio + Tantalio (4,75-5,50%): Questa è la caratteristica compositiva che definisce l'Inconel 718. Il niobio si combina con il nichel per precipitare la fase gamma double-prime (Ni₃Nb), la fase principale di rafforzamento responsabile dell'elevato carico di snervamento della lega. Il niobio forma anche la fase delta (Ni₃Nb con struttura cristallina ortorombica) ai confini dei grani quando viene invecchiato a temperature più elevate, che controlla la crescita dei grani durante la forgiatura e contribuisce a una buona resistenza alla fatica. Il tantalio è raggruppato con il niobio nella specifica perché si comporta in modo simile dal punto di vista metallurgico e viene conteggiato insieme nel bilancio compositivo.
Molibdeno (2,80-3,30%): Fornisce un rafforzamento in soluzione solida e migliora la resistenza alla vaiolatura e alla corrosione interstiziale in ambienti con cloruri. Il contenuto di molibdeno è inferiore a quello dell'Inconel 625 (8-10%), per cui il 718 presenta una minore resistenza alla vaiolatura.
Titanio (0,65-1,15%): Il titanio contribuisce alla precipitazione del gamma prime (γ', Ni₃(Al,Ti)), fornendo un meccanismo di rafforzamento secondario accanto alla fase primaria γ''. Il titanio agisce anche come stabilizzatore dei carburi, riducendo il rischio di formazione di carburi di cromo ai confini dei grani.
Alluminio (0,20-0,80%): Insieme al titanio, l'alluminio forma la fase gamma prime. Il contenuto di alluminio nella 718 è volutamente mantenuto basso (rispetto a leghe come Waspaloy o René 41) per mantenere una buona saldabilità, limitando la frazione di volume della fase γ' a rapida formazione.
Ferro (equilibrio, circa 18%): Il ferro è una caratteristica insolita dell'Inconel 718 rispetto a molte superleghe di nichel: la maggior parte delle superleghe ad alte prestazioni riduce al minimo il contenuto di ferro. Il ferro relativamente alto nel 718 riduce il costo delle materie prime e faceva parte della strategia di progettazione originale. Il ferro aiuta a stabilizzare la fase γ'' a scapito di alcune capacità ad alta temperatura, ma migliora significativamente l'economia di produzione della lega.
Boro (max 0,006%): Anche a livelli minimi, il boro si segrega ai confini dei grani e migliora la durata della rottura per scorrimento e la duttilità alla rottura per sollecitazione, rafforzando la coesione dei confini dei grani. L'esatto contenuto di boro richiede uno stretto controllo perché un eccesso di boro può causare cricche a caldo durante la saldatura.
Quali sono le proprietà meccaniche dell'Inconel 718?
Le proprietà meccaniche dell'Inconel 718 dipendono fortemente dalle condizioni di trattamento termico. La lega può essere utilizzata allo stato di solubilizzazione (non invecchiata), ma questo ne sottoutilizza notevolmente le capacità. La piena resistenza richiede un trattamento di invecchiamento per precipitazione in due fasi.
Proprietà meccaniche in base alle condizioni di trattamento termico
| Proprietà | Solo ricottura in soluzione | Ricotto + stagionato (AMS 5664) |
|---|---|---|
| Resistenza alla trazione finale | ~930 MPa (135 ksi) | ≥ 1.380 MPa (200 ksi) |
| 0,2% Resistenza allo snervamento | ~515 MPa (75 ksi) | ≥ 1.170 MPa (170 ksi) |
| Allungamento | ~45% | ≥ 12% |
| Riduzione dell'area | ~60% | ≥ 15% |
| Durezza (Brinell) | ~200 HB | 331-401 HB |
| Impatto Charpy (temperatura ambiente) | Alto | Moderato |
L'aumento di quasi tre volte della resistenza allo snervamento dalla ricottura all'invecchiamento completo è il cambiamento di proprietà più drastico che si possa ottenere in qualsiasi superlega standard, senza ricorrere alla lavorazione meccanica a freddo.
Proprietà meccaniche a temperatura elevata (condizione di invecchiamento)
| Temperatura (°C) | UTS (MPa) | 0,2% YS (MPa) | Allungamento (%) |
|---|---|---|---|
| 25 | 1,435 | 1,185 | 22 |
| 200 | 1,340 | 1,090 | 20 |
| 300 | 1,310 | 1,055 | 19 |
| 400 | 1,275 | 1,020 | 18 |
| 500 | 1,220 | 980 | 17 |
| 550 | 1,185 | 960 | 17 |
| 600 | 1,105 | 930 | 18 |
| 650 | 985 | 860 | 20 |
| 700 | 700 | 590 | 25 |
| 750 | 450 | 340 | 35 |
Il divario di proprietà tra 650°C e 700°C è chiaramente visibile e spiega perché l'Inconel 718 è generalmente limitato al servizio al di sotto dei 650°C per le applicazioni strutturali. Al di sopra di questa temperatura, la fase γ'' si trasforma nella fase delta incoerente, che non fornisce lo stesso effetto di rafforzamento.
Proprietà di fatica e scorrimento
L'Inconel 718 ha un'eccellente resistenza alla fatica, e questo è uno dei motivi per cui domina le applicazioni dei dischi per turbine in cui il carico ciclico è il principale fattore di progettazione. Le principali caratteristiche di fatica includono:
- Resistenza alla fatica ad alto ciclo (10⁷ cicli) a temperatura ambiente: circa 620-690 MPa.
- Le prestazioni a fatica a basso ciclo (LCF) sono un parametro di progettazione critico per i componenti rotanti.
- Durata della rottura per scorrimento a 650°C / 620 MPa: tipicamente 100+ ore in materiali con specifiche standard.
- La duttilità a rottura sotto sforzo rimane superiore all'allungamento di 5% nel materiale lavorato correttamente.
Proprietà fisiche dell'Inconel 718
| Proprietà | Valore |
|---|---|
| Densità | 8,22 g/cm³ (0,297 lb/in³) |
| Intervallo di fusione | 1260-1336°C (2300-2437°F) |
| Calore specifico (a 21°C) | 435 J/kg-°C (0,104 BTU/lb-°F) |
| Conduttività termica (a 100°C) | 11,4 W/m-K |
| Espansione termica (21-100°C) | 13,0 μm/m-°C |
| Resistività elettrica | 1,25 μΩ-m |
| Permeabilità magnetica (ricotto) | ~1,001 (essenzialmente non magnetico) |
| Modulo di Young | 200 GPa (29.000 ksi) |
Quali norme e specifiche si applicano all'Inconel 718?
I responsabili degli approvvigionamenti e i responsabili della qualità hanno spesso bisogno di verificare quale sia lo standard che regola la forma specifica del prodotto che stanno acquistando. L'Inconel 718 è coperto da un'ampia serie di specifiche nazionali e internazionali.
Norme ASTM per Inconel 718
| Standard ASTM | Forma del prodotto |
|---|---|
| ASTM B637 | Barre, tondini e fili (battuti) |
| ASTM B670 | Piastre, lastre e strisce |
| ASTM B906 | Tubi senza saldatura |
Specifiche AMS per Inconel 718
| Specifiche AMS | Descrizione |
|---|---|
| AMS 5596 | Lamiere, nastri e piastre (ricotte) |
| AMS 5597 | Lamiere, nastri e piastre (temprati per precipitazione) |
| AMS 5662 | Barre, tondini e fili (ricotti in soluzione) |
| AMS 5663 | Barre, tondini e fili (temprati per precipitazione) |
| AMS 5664 | Barre e tondini (ricotti e invecchiati, ad alta resistenza) |
| AMS 5832 | Filo per saldatura (ERNiFeCr-2) |
| AMS 5914 | Polvere per la produzione additiva |
| AMS 2801 | Trattamento termico di parti in lega di nichel |
Standard internazionali e altri standard equivalenti
| Standard | Designazione | Paese / Corpo |
|---|---|---|
| DIN / EN | 2.4668 | Europeo (Germania) |
| UNS | N07718 | Stati Uniti |
| W. Nr. | 2.4668 | Europa |
| BS | HR51 | Regno Unito |
| AFNOR | NC19FeNb | Francia |
| ASME | SB-637 | Codice dei recipienti a pressione |
| NACE MR0175 | Qualificato (durezza limitata) | Servizio acido |
| GE Spec | B50TF15 | Proprietario General Electric |
| Rolls-Royce | MSRR 7225 | Proprietà Rolls-Royce |
L'esistenza di più specifiche proprietarie degli OEM, in particolare di GE Aviation, Pratt & Whitney, Rolls-Royce e Safran, riflette la profondità della penetrazione dell'Inconel 718 nella catena di fornitura aerospaziale. Ogni produttore di motori impone requisiti aggiuntivi rispetto alla specifica AMS di base, tra cui controlli compositivi più severi, requisiti specifici di fusione (VIM+VAR o VIM+ESR) e test non distruttivi più approfonditi.

Quale trattamento termico è necessario per l'Inconel 718?
Il trattamento termico dell'Inconel 718 è più complesso rispetto alla maggior parte delle leghe ingegneristiche e la sua esecuzione corretta è fondamentale per ottenere le proprietà meccaniche previste. Molti problemi di qualità che riscontriamo nei materiali forniti sono riconducibili a un trattamento termico non corretto piuttosto che a deviazioni compositive.
Sequenza di trattamento termico standard (AMS 5664 / AMS 5663)
Fase 1: Ricottura della soluzione
- Temperatura: 954-1010°C (1750-1850°F).
- Tempo di mantenimento: In genere 1 ora per i diametri standard delle barre.
- Raffreddamento: Raffreddamento rapido ad aria o ad acqua.
- Scopo: dissolve i precipitati, ricristallizza la microstruttura, imposta la struttura dei grani per una risposta ottimale all'invecchiamento.
Nota: la scelta della temperatura di ricottura in soluzione è importante. Temperature più basse (954-982°C) producono grani più fini e migliori proprietà di trazione. Temperature più elevate (982-1010°C) producono grani più grossi e una migliore resistenza alla rottura per scorrimento. I produttori di componenti rotanti del settore aerospaziale utilizzano in genere temperature più basse per massimizzare la resistenza alla fatica.
Fase 2: Primo trattamento di invecchiamento
- Temperatura: 718°C (1325°F) - in particolare, la temperatura di invecchiamento dà a questa lega la sua denominazione numerica.
- Tempo di attesa: 8 ore
- Raffreddamento: Raffreddamento del forno a circa 55°C all'ora fino alla seconda temperatura di invecchiamento.
Fase 3: Secondo trattamento di invecchiamento
- Temperatura: 621°C (1150°F).
- Tempo di conservazione: 8 ore in totale a questa temperatura (seguendo il raffreddamento controllato del punto 2).
- Raffreddamento: Raffreddare ad aria a temperatura ambiente.
Il ciclo di invecchiamento in due fasi fa precipitare prima la fase gamma double-prime a 718°C, poi permette alla fase gamma prime di precipitare e crescere a 621°C, producendo una microstruttura bilanciata con combinazioni ottimali di resistenza alla trazione, durata della rottura sotto sforzo e duttilità.
Effetto delle variazioni di invecchiamento sulle proprietà
| Variante di trattamento termico | Applicazione primaria | Risultato chiave della proprietà |
|---|---|---|
| Solo ricottura in soluzione | Riempimento di saldatura, stock intermedio | Bassa resistenza, massima duttilità |
| Invecchiato direttamente (senza ricottura in soluzione) | Opzione di trattamento termico post-saldatura | Forza moderata con scarico delle tensioni |
| Invecchiato in un solo stadio (solo 718°C) | Componenti non critici | Maggiore resistenza, minore durata di scorrimento |
| Doppio invecchiamento (standard) | La maggior parte delle applicazioni ingegneristiche | Proprietà bilanciate ottimali |
| Invecchiamento modificato (temperatura più alta) | Componenti critici per il creep | Migliore durata del creep, minore resistenza alla trazione |
Quali sono le principali applicazioni dell'Inconel 718?
L'ampiezza delle applicazioni dell'Inconel 718 riflette l'insolita combinazione di elevata resistenza, buona saldabilità e accettabile resistenza alla corrosione che questa lega offre. Nessun'altra superlega copre un numero così elevato di settori industriali con livelli di prestazioni paragonabili.
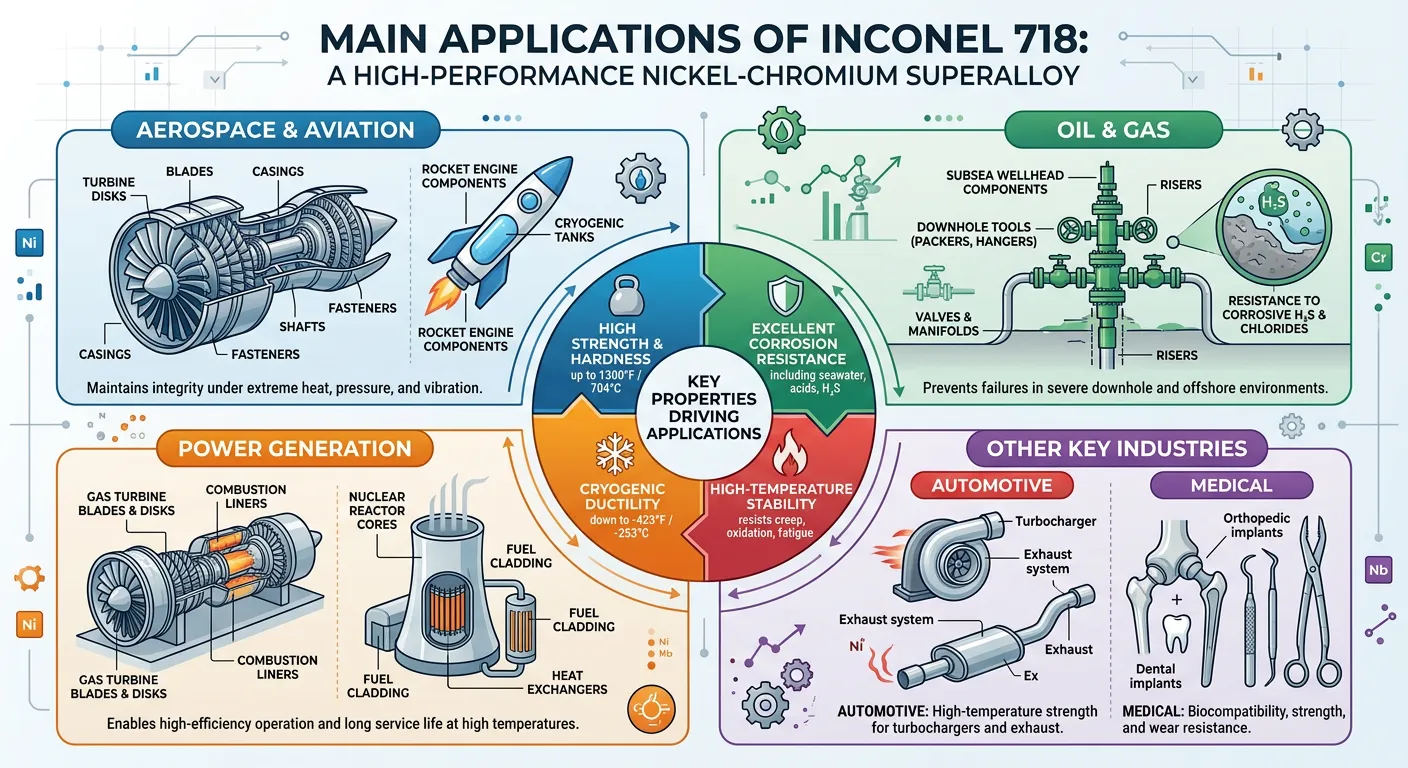
Applicazioni aerospaziali e per motori a reazione
Il settore aerospaziale rappresenta il più grande campo di applicazione dell'Inconel 718, dove si stima che costituisca il 30-40% del peso totale di un moderno motore a reazione. I componenti chiave prodotti con questa lega includono:
Dischi per turbine e dischi per compressori:
I dischi delle turbine e dei compressori sono tra i componenti più critici per la sicurezza di qualsiasi motore aeronautico. Ruotano a decine di migliaia di giri al minuto mentre mantengono le pale che operano in flussi di gas caldi, creando un enorme stato di stress combinato centrifugo, termico e vibrazionale. I forgiati in Inconel 718 sono utilizzati per i dischi degli stadi della turbina e del compressore a bassa pressione di quasi tutti i motori a reazione commerciali e militari attualmente in produzione, compresi i GE90, GEnx, LEAP, Pratt & Whitney PW1000G e la famiglia Rolls-Royce Trent.
Carcasse di motori e anelli strutturali:
La cassa del ventilatore, la cassa del compressore e la cassa della turbina, che contengono i dischi rotanti e le pale, sono spesso fabbricate con anelli o lamiere laminate in Inconel 718. Questi componenti devono contenere l'energia di rilascio delle pale in caso di distacco delle stesse, un requisito di certificazione che impone requisiti estremi di resistenza e capacità di assorbimento dell'energia del materiale.
Hardware del combustore:
I rivestimenti del combustore, le casse dei diffusori e l'hardware di montaggio del combustore utilizzano lamiere di Inconel 718 saldate in forme complesse. Il vantaggio della saldabilità del 718 rispetto ad altre superleghe ad alta resistenza è particolarmente evidente in questo caso: l'assemblaggio del combustore comporta centinaia di saldature e non può essere prodotto economicamente con leghe sensibili alle cricche e indurite per precipitazione.
Elementi di fissaggio e bulloneria:
Gli elementi di fissaggio in Inconel 718 sono ampiamente utilizzati nei motori a reazione, in applicazioni che vanno dai bulloni di ritenzione delle pale alle viti prigioniere dei giunti. Gli elementi di fissaggio ad alta resistenza richiedono materiali in grado di mantenere il carico di serraggio alla temperatura di esercizio e le barre di 718 vengono lavorate per ottenere decine di migliaia di elementi di fissaggio per ogni motore.
Alberi delle turbine e componenti delle tenute:
Gli alberi rotanti che collegano le ventole, i compressori e le turbine, così come le guarnizioni a labirinto e le guide di tenuta che controllano le perdite d'aria tra gli stadi del motore, sono spesso realizzati in Inconel 718 da barra e da anelli forgiati.
Applicazioni per il lancio spaziale e la propulsione di razzi
Al di là del volo atmosferico, l'Inconel 718 ha una storia consolidata nell'hardware spaziale:
- Componenti delle turbopompe dei motori a razzo a propellente liquido (che ruotano a velocità estrema mentre trattano propellenti criogenici).
- Componenti strutturali del veicolo di lancio sottoposti a un elevato carico acustico e di vibrazioni durante l'ascesa.
- Raccordi strutturali satellitari che richiedono un'elevata resistenza specifica.
- Componenti di veicoli di lancio riutilizzabili che passano termicamente da temperature criogeniche a temperature elevate.
L'esperienza della NASA con l'Inconel 718 nelle turbopompe del motore principale dello Space Shuttle (SSME) - probabilmente la turbomacchina più impegnativa mai costruita - ha stabilito una straordinaria base di prestazioni per questa lega nelle condizioni più estreme.
Applicazioni dell'industria petrolifera e del gas
L'industria petrolifera e del gas è il secondo maggior consumatore di Inconel 718, grazie ai requisiti degli strumenti di perforazione e completamento, dei componenti delle teste di pozzo e delle apparecchiature di produzione del sottosuolo.
Strumenti per la perforazione in foro:
I collari di perforazione, gli alloggiamenti degli strumenti MWD (Measurement While Drilling), i mandrini degli statori dei motori e i componenti dei sistemi rotanti orientabili devono affrontare la sfida combinata del carico meccanico derivante dalla coppia di perforazione e dal peso sul bit, dei fluidi di perforazione corrosivi contenenti cloruri e H₂S e delle elevate temperature in foro. La barra di Inconel 718 è il materiale standard per i corpi dei componenti di perforazione più sollecitati.
Strumenti di completamento e produzione:
Gli strumenti di completamento del pozzo, tra cui valvole di sicurezza, packer e misuratori downhole, utilizzano molle, alberi e alloggiamenti in Inconel 718 quando è richiesta un'elevata resistenza combinata con la resistenza ai gas acidi. NACE MR0175 / ISO 15156 qualifica l'Inconel 718 per il servizio H₂S quando la durezza è controllata a un massimo di 40 HRC.
Apparecchiature per teste di pozzo:
Le apparecchiature per teste di pozzo ad alta pressione (API 6A con valori nominali di 15.000 o 20.000 psi) utilizzano l'Inconel 718 per gli steli delle valvole, i corpi dei ganci e i componenti dei connettori, quando la combinazione di contenimento dell'alta pressione e resistenza alla corrosione non può essere soddisfatta dagli acciai di lega inferiore.
Compressione di gas ad alta pressione:
I componenti di compressori alternativi e centrifughi che trattano gas di processo corrosivi - tra cui giranti, manicotti dell'albero e componenti di tenuta - sono prodotti in Inconel 718 quando le condizioni di processo prevedono H₂S, CO₂ e cloruri a temperature superiori alla capacità degli acciai inossidabili standard.
Applicazioni per la generazione di energia
Le turbine a gas per la produzione di energia utilizzano l'Inconel 718 in molti degli stessi componenti dei motori aeronautici, anche se le priorità di progettazione differiscono leggermente: le turbine per la produzione di energia funzionano a velocità e temperatura costanti, anziché a ciclo variabile come i motori aeronautici, rendendo la resistenza allo scorrimento relativamente più importante della durata a fatica in alcuni componenti.
Le applicazioni includono:
- Forgiatura del disco del compressore nelle turbine a gas industriali.
- Distanziatori del disco della turbina e guarnizioni interstadio.
- Pannelli di rivestimento per la combustione e condotti di transizione.
- Bulloneria e dispositivi di fissaggio in tutto l'assemblaggio della sezione calda.
- Anelli di ritenzione del rotore del generatore (anche se qui compete l'acciaio 18Mn-18Cr).
Le turbine a vapore per le centrali nucleari e fossili utilizzano la bulloneria in Inconel 718 nei giunti flangiati ad alta temperatura, sfruttando la capacità della lega di mantenere il carico di serraggio per lunghi periodi a temperature elevate senza rilassamento delle tensioni.
Applicazioni militari e di difesa
Le applicazioni di difesa sfruttano l'elevato rapporto forza-peso dell'Inconel 718 e la sua resistenza a condizioni estreme:
- Alberi di propulsione per sottomarini: I sistemi di propulsione dei sottomarini nucleari utilizzano componenti in Inconel 718 nella pompa del refrigerante del reattore e nei macchinari di propulsione.
- Custodie dei motori dei missili: Le casse dei motori dei missili tattici ad alte prestazioni beneficiano della resistenza specifica della lega (rapporto resistenza/peso).
- Motori a turbina a gas per veicoli blindati: I componenti delle turbine per la propulsione dei veicoli sono prodotti con le stesse famiglie di leghe dei motori aeronautici.
- Canne di fucile e componenti di sistemi d'arma: I sistemi d'arma specializzati utilizzano l'Inconel 718 in componenti sottoposti a pressioni e cicli termici estremi.
Applicazioni automobilistiche e da corsa
Le applicazioni motoristiche ad alte prestazioni utilizzano l'Inconel 718 quando la combinazione di resistenza e capacità alle alte temperature giustifica il costo del materiale:
- Sistemi di scarico per Formula 1 e NASCAR: Alloggiamenti dei turbocompressori, componenti della wastegate e collettori di scarico.
- Ruote per turbocompressori automobilistici: Alcune ruote per compressori di turbocompressori ad alte prestazioni utilizzano fusioni o forgiature di Inconel 718.
- Molle delle valvole nei motori ad alto numero di giri: Il filo di Inconel 718 viene utilizzato per le molle delle valvole nei motori da competizione, dove l'acciaio per molle convenzionale non può mantenere il carico a temperature elevate.
Applicazioni mediche e nucleari
Dispositivi medici:
L'Inconel 718 è utilizzato in alcuni strumenti chirurgici e componenti di dispositivi medici che richiedono elevata forza e resistenza alla corrosione. Le applicazioni compatibili con la risonanza magnetica traggono vantaggio dal carattere quasi amagnetico della lega in condizioni di ricottura (nota: l'invecchiamento aumenta leggermente la permeabilità, quindi il materiale completamente invecchiato deve essere verificato per la compatibilità con la risonanza magnetica).
Energia nucleare:
Oltre alle applicazioni aerospaziali e industriali delle turbine a gas, l'Inconel 718 è utilizzato nei meccanismi di azionamento delle aste di controllo dei reattori nucleari, negli alloggiamenti della strumentazione dei reattori e in vari elementi di fissaggio strutturali all'interno del confine di pressione primario.
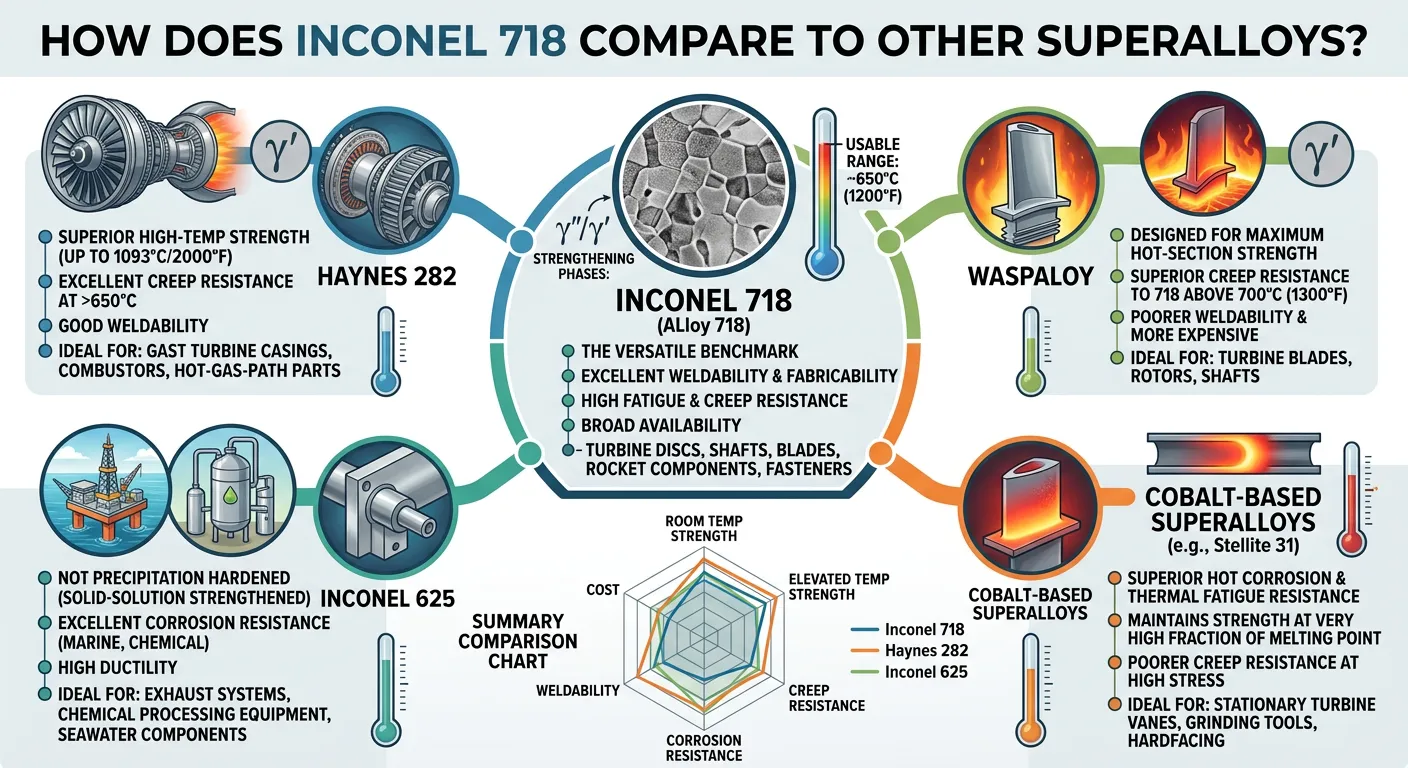
Come si colloca l'Inconel 718 rispetto ad altre superleghe?
Capire dove si colloca l'Inconel 718 rispetto ai materiali concorrenti aiuta gli ingegneri a scegliere meglio il materiale e aiuta i team di approvvigionamento a capire perché le sostituzioni sono o non sono accettabili.
Inconel 718 vs Inconel 625
| Proprietà | Inconel 718 (invecchiato) | Inconel 625 (ricotto) |
|---|---|---|
| UTS | 1.380 MPa | 827 MPa |
| Resistenza allo snervamento | 1.170 MPa | 414 MPa |
| Temperatura massima di servizio (strutturale) | ~650°C | ~800°C |
| Resistenza alla corrosione | Moderato | Eccellente |
| Resistenza al pitting (PREN) | ~25 | ~51 |
| Saldabilità | Buono (richiede PWHT) | Eccellente (non è necessario il PWHT) |
| Rafforzamento primario | Indurimento per precipitazione | Soluzione solida |
| Uso tipico | Struttura ad alta resistenza | Applicazioni critiche per la corrosione |
Inconel 718 vs Inconel 725
| Proprietà | Inconel 718 | Inconel 725 (N07725) |
|---|---|---|
| Contenuto di niobio | 4,75-5,50% | 2,75-4,00% |
| Contenuto di molibdeno | 2,80-3,30% | 7.00-9.50% |
| Resistenza alla corrosione | Moderato | Superiore (Mo superiore) |
| Resistenza allo snervamento (invecchiato) | ~1.170 MPa | ~827 MPa |
| Limite di durezza NACE | 40 HRC | 35 HRC (più restrittivo) |
| Applicazione primaria | Strutture aerospaziali | Petrolio e gas inaciditi |
L'Inconel 725 viene talvolta descritto come una "versione anticorrosione del 718", in quanto scambia una certa resistenza con un contenuto di molibdeno più elevato, che migliora le prestazioni nei servizi acidi. Per le applicazioni nel settore petrolifero e del gas in ambienti altamente aggressivi, il 725 è sempre più richiesto rispetto al 718.
Inconel 718 vs Waspaloy
| Proprietà | Inconel 718 | Waspaloy (N07001) |
|---|---|---|
| Temperatura massima di servizio | ~650°C | ~870°C |
| Resistenza allo snervamento (invecchiato) | ~1.170 MPa | ~795 MPa |
| Resistenza allo scorrimento | Buono fino a 650°C | Eccellente fino a 870°C |
| Saldabilità | Buono | Difficile (alto contenuto di γ) |
| Costo | Più basso | Più alto |
| Applicazione primaria | Componenti ad alta resistenza a bassa temperatura | Dischi per turbine ad alta temperatura |
Il Waspaloy viene scelto quando le temperature operative superano le capacità del 718, accettando la penalizzazione della saldabilità. La linea di demarcazione nella progettazione dei motori a reazione è tipicamente intorno ai 650°C: al di sotto di questa temperatura, il 718 è la scelta preferita; al di sopra di questa temperatura, si prende in considerazione il Waspaloy o il René 41.
Come si salda l'Inconel 718 e quale metallo d'apporto si utilizza?
La saldabilità è una delle caratteristiche più importanti dell'Inconel 718 dal punto di vista commerciale. La lega può essere saldata senza che si verifichino immediatamente cricche da deformazione, perché la fase di rafforzamento γ'' si forma abbastanza lentamente da permettere alle sollecitazioni residue di saldatura di rilassarsi prima che si verifichi un indurimento significativo.
Compatibilità del processo di saldatura
| Processo di saldatura | Idoneità | Applicazione comune |
|---|---|---|
| GTAW (TIG) | Eccellente | Fabbricazione di precisione nel settore aerospaziale, petrolifero e del gas |
| GMAW (MIG) | Buono | Fabbricazione strutturale a più alto tasso di deposizione |
| SMAW | Moderato | Riparazione sul campo e giunzione di sezioni pesanti |
| PAW (Arco di plasma) | Buono | Saldatura a foro passante di sezioni medie |
| Fascio di elettroni | Eccellente | Componenti aerospaziali di precisione |
| Raggio laser | Molto buono | Sezione sottile e assemblaggio di precisione |
| Agitazione per attrito | Emergenti | Fase di ricerca per applicazioni aerospaziali |
Metalli d'apporto consigliati
Il metallo d'apporto standard per la saldatura dell'Inconel 718 su se stesso è ERNiFeCr-2 (AWS A5.14), che corrisponde al filo di saldatura AMS 5832. Questo materiale d'apporto ha una composizione molto simile alla lega di base e fornisce buone proprietà del metallo saldato dopo il trattamento termico post-saldatura.
Per giunti di metallo dissimile tra Inconel 718 e acciaio inossidabile o acciaio al carbonio, ERNiCrMo-3 (riempimento di Inconel 625) è spesso utilizzato come tampone compositivo che consente di compensare la diluizione tra i metalli base dissimili senza produrre fasi intermetalliche fragili nella saldatura.
Requisiti del trattamento termico post-saldatura
A differenza dell'Inconel 625, l'Inconel 718 richiede quasi sempre un trattamento termico post-saldatura (PWHT) per sviluppare le proprietà meccaniche richieste nella zona di saldatura e nella zona termicamente alterata. La sequenza PWHT standard è:
- Invecchiamento diretto: 718°C per 8 ore, raffreddamento in forno a 621°C a 55°C/ora.
- Mantenere a 621°C per altre 8 ore.
- Raffreddare all'aria a temperatura ambiente.
In alcuni casi in cui il materiale di base è stato precedentemente ricotto in soluzione, può essere necessaria una nuova ricottura in soluzione prima dell'invecchiamento, a seconda dei requisiti del codice di applicazione. Per i recipienti a pressione saldati secondo il codice ASME, i requisiti specifici di PWHT devono essere confermati nel caso del codice applicabile.
Quali sono le caratteristiche di lavorazione dell'Inconel 718?
La lavorazione dell'Inconel 718 è una delle operazioni più impegnative nella produzione di precisione. La combinazione di elevata resistenza allo stato invecchiato, rapido incrudimento e particelle abrasive di carburo crea notevoli problemi di usura degli utensili e di generazione di calore.
Parametri di taglio consigliati per Inconel 718
| Operazione | Velocità di taglio (m/min) | Avanzamento (mm/giro o mm/dente) | Profondità di taglio (mm) | Strumento preferito |
|---|---|---|---|---|
| Tornitura grezza | 15-30 | 0.15-0.35 | 2.0-5.0 | Carburo rivestito o ceramica |
| Finitura della tornitura | 30-50 | 0.05-0.12 | 0.3-1.5 | Carburo rivestito a grana fine |
| Fresatura frontale | 20-35 | 0,08-0,15 per dente | 1.0-3.0 | Carburo rivestito in PVD |
| Perforazione | 5-12 | 0.04-0.08 | Per diametro | Carburo con passaggio di refrigerante |
| Picchiettatura | 3-8 | Per piazzola | - | Carburo o HSS-Co |
| Rettifica | - | 0,005-0,025 per passaggio | - | Preferibilmente ruote CBN |
Regole di lavorazione critiche:
- Lavorare in condizioni di bonifica, quando possibile; il materiale invecchiato (HRC 38-43) accelera notevolmente l'usura dell'utensile.
- Il refrigerante ad alta pressione attraverso il centro dell'utensile è decisamente preferibile al refrigerante esterno a diluvio.
- Evitare di soffermarsi sull'utensile o di eseguire tagli interrotti che permettano di sviluppare l'indurimento in superficie.
- È necessario mantenere utensili freschi e affilati: gli inserti usurati causano un indurimento della superficie che rovina la finitura superficiale e la durata degli utensili nelle operazioni successive.
- La fresatura convenzionale (non a scalare) è preferibile per la sgrossatura, per dirigere le forze di taglio lontano dall'attrezzatura del pezzo.
In quali forme di prodotto è disponibile l'Inconel 718?
MWalloys fornisce l'Inconel 718 in tutta la gamma di forme standard di prodotti battuti. Di seguito è riportata una panoramica completa della disponibilità.
Tabella di disponibilità delle forme di prodotto
| Forma del prodotto | Standard di riferimento | Gamma di dimensioni tipiche | Condizione comune |
|---|---|---|---|
| Barra rotonda | ASTM B637 / AMS 5662 | Diametro 6 mm-500 mm | Ricotto o invecchiato in soluzione |
| Piatto | ASTM B670 / AMS 5596 | Spessore 3 mm-150 mm | Ricotto in soluzione |
| Foglio | ASTM B670 / AMS 5596 | Spessore 0,3 mm-3 mm | Ricotto in soluzione |
| Striscia | ASTM B670 | Larghezza fino a 600 mm | Ricotto in soluzione |
| Tubo senza saldatura | ASTM B906 | OD 6 mm-200 mm | Ricotto in soluzione |
| Forgiati | AMS 2280 | Personalizzato | Ricotto in soluzione |
| Filo | ASTM B637 | 0,1 mm-12 mm di diametro | Vari |
| Filo per saldatura | AMS 5832 | 0,8 mm-3,2 mm | Ricotto |
| Polvere (AM) | AMS 5914 | 15-45 μm (LPBF) | Sferico |
| Anelli | Personalizzato | Per progetto | Laminato e ricotto |
Domande frequenti su Inconel 718
1: L'Inconel 718 è magnetico?
Nella condizione di solubilizzazione, l'Inconel 718 è essenzialmente amagnetico, con una permeabilità magnetica inferiore a circa 1,01 μ. Tuttavia, il trattamento di invecchiamento per precipitazione causa un piccolo ma misurabile aumento della permeabilità, poiché la fase delta ricca di niobio che si forma ha caratteristiche magnetiche diverse rispetto alla matrice austenitica. L'Inconel 718 completamente invecchiato ha in genere valori di permeabilità compresi tra 1,002 e 1,010, che sono ancora considerati non magnetici per la maggior parte degli scopi pratici, ma che dovrebbero essere verificati per le applicazioni di dispositivi medici compatibili con la risonanza magnetica.
2: Qual è la temperatura massima di servizio dell'Inconel 718?
La temperatura massima di servizio generalmente accettata per l'Inconel 718 in applicazioni strutturali con carichi meccanici significativi è di 650°C (1200°F). Al di sopra di questa temperatura, la fase di rinforzo gamma double-prime (γ'') si trasforma nella fase delta incoerente (anch'essa Ni₃Nb ma con struttura cristallina diversa), che non fornisce un rinforzo per precipitazione. Il risultato è una rapida perdita di resistenza allo snervamento al di sopra dei 650°C. Per le applicazioni che richiedono capacità a temperature più elevate, le alternative tipiche sono la Waspaloy (fino a ~870°C) o le superleghe a singolo cristallo (oltre i 1000°C).
3: L'Inconel 718 richiede un trattamento termico post-saldatura?
Sì, per la maggior parte delle applicazioni strutturali. Sebbene l'Inconel 718 sia molto più facile da saldare rispetto ad altre superleghe indurite per precipitazione - e possa essere saldato senza subire immediatamente cricche da deformazione - la condizione di saldatura non consente di ottenere tutte le proprietà meccaniche di progetto. Dopo la saldatura è necessario un trattamento di invecchiamento in due fasi (718°C + 621°C) per far precipitare le fasi di rafforzamento nel metallo saldato e nella zona termicamente interessata. In alcune applicazioni a bassa sollecitazione, il trattamento di invecchiamento diretto (senza previa ricottura in soluzione) viene applicato direttamente dopo la saldatura, il che fornisce anche una certa attenuazione delle sollecitazioni durante la fase di invecchiamento.
4: In cosa si differenzia l'Inconel 718 dall'Inconel 718 Plus?
L'Inconel 718 Plus (o 718Plus, UNS N07818) è una versione modificata sviluppata negli anni '90 specificamente per estendere il limite di temperatura di servizio da 650°C a circa 700°C. La modifica comporta un aumento dell'alluminio e una riduzione del contenuto di ferro per spostare la fase di rinforzo primaria da γ'' a γ'', che è stabile a temperature più elevate. Il 718Plus raggiunge questa estensione di temperatura mantenendo in gran parte il vantaggio di saldabilità del 718 standard. È disponibile in forme limitate e viene utilizzato principalmente in applicazioni di dischi per turbine ad alta pressione, dove l'aumento della capacità di temperatura giustifica il costo aggiuntivo e la minore disponibilità di materiale.
5: L'Inconel 718 può essere utilizzato nel servizio di gas acido secondo NACE MR0175?
Sì, l'Inconel 718 è qualificato secondo NACE MR0175 / ISO 15156 per l'uso in servizi contenenti H₂S. La qualifica include un limite di durezza - tipicamente 40 HRC massimo (circa 375 HB o 40 HRC) - che limita il livello di resistenza che può essere utilizzato nel servizio acido. Questo limite di durezza corrisponde a una resistenza allo snervamento di circa 965 MPa (140 ksi), inferiore al massimo ottenibile con l'invecchiamento. I documenti d'acquisto per le applicazioni sour service devono specificare sia la conformità alla norma ASTM B637 (o AMS 5662/5663) che alla norma NACE MR0175, indicando chiaramente il requisito di durezza specifico.
6: Quale pratica di fusione è specificata per l'Inconel 718 di grado aerospaziale?
L'Inconel 718 di grado aerospaziale richiede pratiche di fusione eccellenti per ottenere la pulizia e l'omogeneità microstrutturale necessarie per le applicazioni dei componenti rotanti. La pratica standard è la tripla fusione:
- VIM (Vacuum Induction Melting): Fusione iniziale sotto vuoto per controllare la composizione e rimuovere i gas disciolti.
- ESR (Electroslag Remelting) o VAR (Vacuum Arc Remelting): Rifusione secondaria per ridurre la macro-segregazione e migliorare l'omogeneità.
Il metodo VIM+VAR è il più comune negli Stati Uniti; VIM+ESR o VIM+ESR+VAR (tripla fusione) è utilizzato per i componenti rotanti più critici. La pratica di fusione è specificata nel documento di approvvigionamento del materiale e deve essere documentata nella certificazione del materiale.
7: Qual è la densità dell'Inconel 718 rispetto alle leghe di titanio?
L'Inconel 718 ha una densità di 8,22 g/cm³, rispetto al Ti-6Al-4V con 4,43 g/cm³. Ciò significa che il titanio è più leggero di circa 46%. Tuttavia, l'Inconel 718 in condizioni di invecchiamento raggiunge snervamenti di 1.170 MPa rispetto al Ti-6Al-4V di circa 880 MPa, compensando parzialmente la differenza di densità nel confronto della resistenza specifica. Il fattore decisivo nella scelta del materiale tra questi due è la capacità di resistenza alla temperatura: Il Ti-6Al-4V è limitato a circa 300°C di servizio continuo, mentre l'Inconel 718 funziona fino a 650°C. Nell'intervallo di temperatura in cui entrambi potrebbero funzionare meccanicamente, la scelta comporta un vero e proprio compromesso tra peso e costo (a favore del titanio) rispetto al margine di temperatura e al costo a quantità inferiori (a favore dell'Inconel 718 in alcuni casi).
8: L'Inconel 718 è utilizzato nella produzione additiva?
Sì, e questa è una delle aree di applicazione della lega in più rapida crescita. La polvere di Inconel 718 lavorata mediante fusione laser a letto di polvere (LPBF) e deposizione a energia diretta (DED) produce componenti con proprietà meccaniche che si avvicinano al materiale battuto dopo un adeguato trattamento termico post-costruzione. La suscettibilità relativamente moderata della lega alle cricche da solidificazione durante i cicli termici rapidi la rende una delle superleghe di nichel stampate con maggior successo. Le attuali applicazioni AM includono corpi di ugelli di carburante con passaggi interni di raffreddamento, riparazione di pale di turbine tramite DED e componenti complessi di collettori che non possono essere lavorati economicamente da barre solide.
9: Come deve essere conservata e manipolata la barra di Inconel 718?
L'Inconel 718 deve essere conservato separatamente dall'acciaio al carbonio per evitare la contaminazione da ferro della superficie, che può causare corrosione localizzata. Il materiale deve essere conservato su scaffali puliti non metallici o su supporti rivestiti di polimeri. Per le applicazioni aerospaziali e nucleari, il materiale deve essere conservato nella confezione originale certificata fino al momento dell'uso, con le etichette del numero di calore intatte e leggibili. Si raccomanda di maneggiare il materiale con guanti puliti per evitare la contaminazione da cloruro dovuta alla sudorazione, in particolare per il materiale aerospaziale che sarà esposto a temperature elevate. Qualsiasi contaminazione superficiale (olio, grasso, residui di fluidi da taglio) deve essere pulita con solventi approvati prima del trattamento termico per evitare la vaiolatura della superficie durante la ricottura.
10: Qual è il costo approssimativo del materiale Inconel 718?
Il prezzo dell'Inconel 718 è determinato principalmente dai prezzi spot del nichel al London Metal Exchange (LME), dai prezzi di mercato del molibdeno e del niobio, dai costi di lavorazione e dal livello delle specifiche. Le fasce di prezzo indicative (dipendenti dal mercato, USD/kg) sono:
- Barre ricotte in soluzione (grado commerciale, ASTM B637): $45-$80/kg
- Barre ricotte in soluzione (grado aerospaziale, AMS 5662, VIM+VAR): $80-$150/kg
- Barra temprata per precipitazione (AMS 5663/5664): Aggiungere il premio 15-25%
- Piastra (AMS 5596): $50-$90/kg commerciale, più alto per l'aerospaziale
- Filo per saldatura (AMS 5832): $60-$120/kg
- Polvere di AM (AMS 5914, grado LPBF): $80-$200/kg a seconda della distribuzione delle dimensioni delle particelle
Contattate MWalloys indicando i vostri requisiti specifici (diametro, lunghezza, quantità, condizioni di trattamento termico, specifiche applicabili ed eventuali requisiti specifici degli OEM) per conoscere i prezzi e la disponibilità attuali sul mercato.
Sommario: Perché l'Inconel 718 rimane la superlega più utilizzata al mondo
Dopo oltre sei decenni di produzione commerciale, l'Inconel 718 mantiene la sua posizione di superlega dominante nella produzione globale per un motivo che diventa chiaro quando si esaminano le alternative. Nessun altro materiale combina snervamenti induriti per precipitazione superiori a 1.170 MPa, saldabilità affidabile senza cricche da deformazione immediata, adeguata resistenza alla corrosione in molti ambienti industriali e una comprovata catena di produzione in grado di supportare i requisiti di volume dell'industria aerospaziale commerciale, il tutto in un unico sistema di leghe.
Le limitazioni sono reali e ben note: la temperatura massima di 650°C, la moderata resistenza alla corrosione rispetto a leghe come l'Inconel 625 o il C-276 e le difficoltà di lavorazione che aggiungono costi ai componenti finiti. Gli ingegneri che comprendono questi limiti scelgono l'Inconel 718 proprio per le applicazioni in cui i suoi punti di forza sono decisivi e specificano leghe alternative nei casi in cui non lo sono.
In MWalloys, il nostro team tecnico collabora con gli ingegneri nella fase di definizione delle specifiche per confermare che Inconel 718 è effettivamente il materiale giusto per l'applicazione specifica, i requisiti dimensionali, le condizioni di trattamento termico e il codice applicabile. Forniamo da inventario in dimensioni standard e organizziamo ordini di fresatura per dimensioni non standard, con pacchetti di documentazione completi che coprono la chimica, le proprietà meccaniche, le registrazioni del trattamento termico e i risultati dei test non distruttivi.
Rivolgetevi al nostro team di vendita con i dettagli dell'applicazione, la forma del prodotto richiesta, la quantità e le esigenze di certificazione. Vi risponderemo entro un giorno lavorativo con la disponibilità del materiale, la documentazione e i prezzi attuali.
MWalloys è un fornitore specializzato in superleghe di nichel, leghe ad alta temperatura, materiali resistenti alla corrosione e metalli speciali. La nostra gamma di prodotti copre tutte le forme standard e aerospaziali di Inconel 718 con tracciabilità e certificazione complete. È disponibile una consulenza tecnica per la selezione dei materiali, la revisione delle specifiche e il supporto alla qualificazione dei fornitori.
Standard e riferimenti citati:
- ASTM B637: Specifiche standard per barre in lega di nichel indurite per precipitazione.
- ASTM B670: Piastre, lamiere e nastri.
- AMS 5662, 5663, 5664: Specifiche per barre, tondini e fili.
- AMS 5596, 5597: Specifiche per lamiere, nastri e piastre.
- AMS 5832: Filo per saldatura ERNiFeCr-2.
- AMS 5914: Polveri per la produzione additiva.
- ASME SB-637: BPVC equivalente.
- NACE MR0175 / ISO 15156: Qualificazione del servizio acido.
- AWS A5.14: Elettrodi di saldatura nudi in lega di nichel.
- Special Metals Corporation: Bollettino tecnico della lega Inconel 718.
