17-7PHステンレス鋼 200-300%の引張強さで304を上回り、CH900条件で75,000psiを超える疲労限界を提供し、スプリング、航空宇宙ブラケット、およびハイサイクル耐荷重部品のための正しい選択です。しかし、グレード304は、強度よりも成形の容易さと溶接性が重要な腐食クリティカルな食品加工、建築、および一般的な加工アプリケーションのための優れたままです。これら2つのグレードの間で間違った合金を選択す ることは、製造調達で見られる最も一般的でコストのかか る仕様ミスの一つである。この技術比較は、重要なあらゆる側面をカバーしています。.
お客様のプロジェクトで17-7PHまたは304ステンレス鋼の使用が必要な場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
17-7PHと304ステンレス鋼とは何か?
この2つの合金は、基本的に異なるステンレ ス鋼ファミリーに属し、その性質が劇的に異なる理由 の根源となっている。冶金学的な分類を理解することは学問的な背景ではなく、この記事を通して説明するあらゆる性能の違いの基礎となるものである。.
グレード304 はオーステナイト系ステンレス鋼で、地球上で最も広く生産されているステンレス合金である。ニッケル添加により安定化した面心立方 (FCC)結晶構造により耐食性を実現し、焼鈍状態では非磁性で成形性に優れる。AISI 304の呼称はUNS S30400に相当し、ASTM A240、ASTM A276、EN 1.4301などの規格に準拠する。304シリーズの世界生産量は約 オールステンレス出力40-45% (国際ステンレス・スチール・フォーラム、2025年年次報告書)。.
グレード 17-7 PH は析出硬化 (PH) 型半オーステナイト系ステン レス鋼で、UNS S17700、AMS 5528 (板/条/ 板)、AMS 5529 (条)、AMS 5568 (線) に相当する。17-7」は公称組成を示す:17%クロムと7%ニッケル。304と根本的に異なるのは、その組成だけでなく、以下の点にある。 冶金的変態メカニズム. .焼鈍状態(条件A)では、17-7 PHはオーステナイト系で、比較的容易に形成される。制御された熱処理後、それは劇的に強度を増加させるアルミニウム含有析出物を持つマルテンサイト構造に変化する - 304は物理的にどのような熱処理によって再現することができないメカニズム。.
実用的な結果:条件Aの17-7 PHの平らなシートを、従来の工具で複雑なバネ形状に成形し、オーブン処理で20万psi以上の引張強さに硬化させることができる。304には同等の加工方法は存在しない。.
MWalloys社では、エンジニアが単に馴染みがあるからという理由で304をバネ用途に使用し、試運転後数週間で疲労破壊が発生するような仕様の見直しに対応したことがあります。これらの鋼種間の冶金学的な違いは、構造用合金と高性能エンジニアード材料の違いであり、微妙なものではありません。.
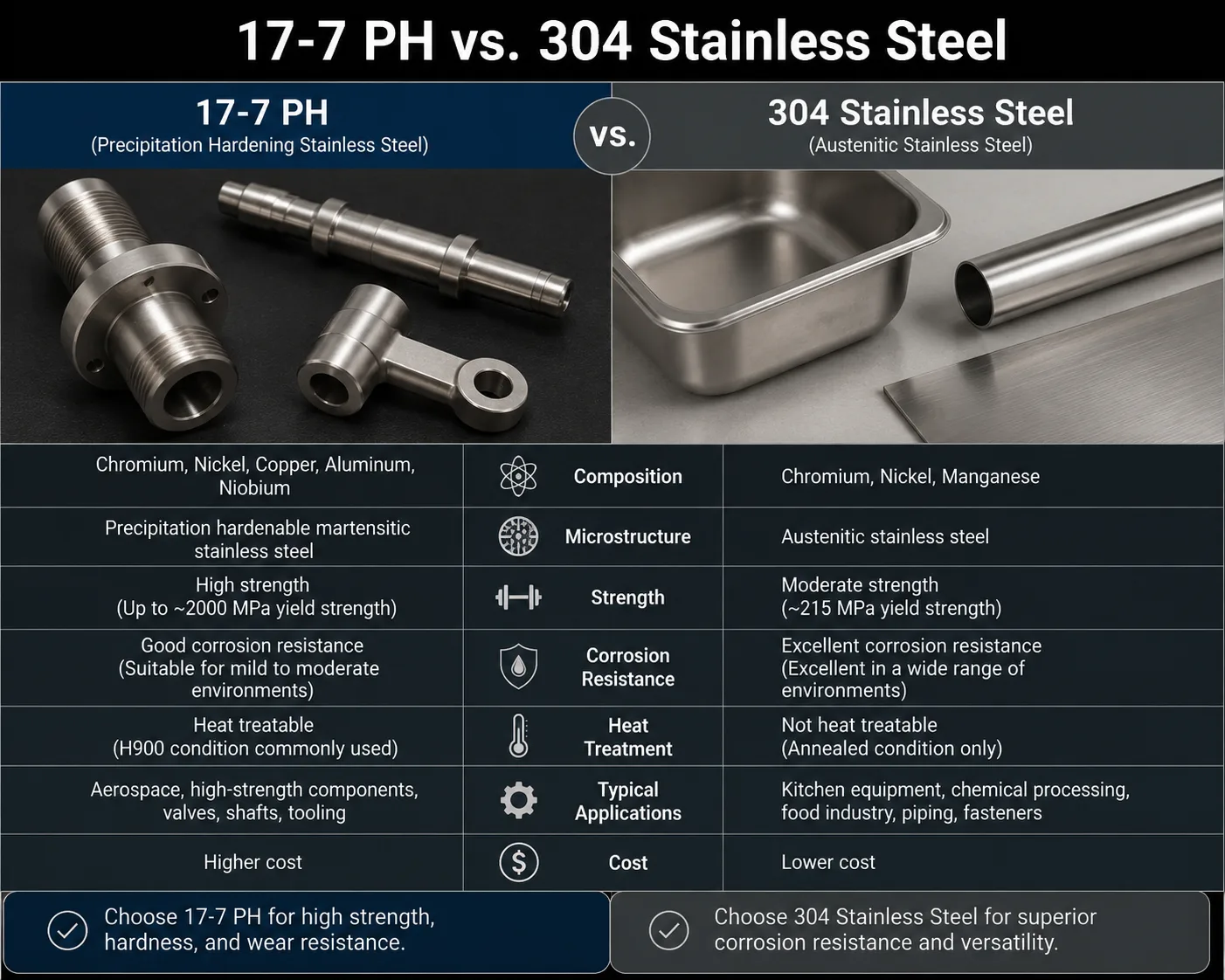
304と比較した17-7 PHの化学組成は?
化学組成は、川下のあらゆる特性を左右する。下の表は、化学組成の完全な比較を示しており、なぜこれらの合金が使用中にこれほど異なる挙動を示すのかを明らかにしています。.
化学組成の比較:17-7 PH対304ステンレス鋼
| エレメント | 17-7 PH (uns S17700) | 304 (uns s30400) | 機能的役割 |
|---|---|---|---|
| クロム(Cr) | 16.0 - 18.0% | 18.0 - 20.0% | 耐食性(不動態皮膜) |
| ニッケル(Ni) | 6.5 - 7.75% | 8.0 - 10.5% | オーステナイト安定剤、成形性 |
| アルミニウム(Al) | 0.75 - 1.50% | なし | 析出硬化剤 |
| カーボン(C) | 0.09%最大 | 0.08%最大 | 強さ;感作を避けるため制限される |
| マンガン (Mn) | 1.00%以下 | 最大2.00% | オーステナイト安定剤、脱酸剤 |
| ケイ素 (Si) | 1.00%以下 | 最大0.75% | 脱酸素剤、耐酸化性 |
| リン (P) | 0.04%最大 | 最大0.045% | トランプ・エレメント、リミテッド |
| 硫黄 (S) | 0.03%最大 | 0.030%最大 | トランプ・エレメント、リミテッド |
| モリブデン (Mo) | なし(標準) | なし(標準) | いずれのベースグレードにも存在しない |
| 鉄(Fe) | バランス | バランス | マトリックス要素 |
出典ASTM A240/A240M (304); AMS 5528 (17-7 PH); ASMハンドブック第2巻、特性と選択:非鉄合金および特殊目的材料。.
決定的な組成の違いは アルミニウム. .この元素は17-7 PHにのみ存在し、時効熱処理サイクル中にNiAl金属間析出物を形成する。これらのナノスケールの析出物は、マルテンサイトマトリックス内の転位の動きを固定し、304のようなアルミニウムフリーオーステナイト鋼種では物理的に達成することが不可能な強度レベルを作成します。.
17-7 PHのニッケル含有量が低い(6.5-7.75% 対 8-10.5%)のは意図的なものである。ニッケル含有量の低減は、合金をオーステナイト/マルテンサイト相境界へと押しやり、析出硬化に必要な変態を可能にする。ニッケル含有量が304のように高ければ、合金は熱処理を通じて完全にオーステナイト相のままであり、析出硬化は起こらない。.
17-7PH対304のわずかに低いクロム(最小16%対18%)は、304が穏やかな環境でわずかに優れた一般的な耐食性を持っている主な理由です - しかし、ギャップはほとんどのバイヤーが想定しているよりも小さい。.
17-7PHと304の機械的特性は実際どう違うのか?
このセクションには、技術仕様が要求する数値が含まれています。17-7PHの熱処理条件別にデータを整理したのは、条件の選択が合金の性能プロファイルに最も影響する変数だからです。.
機械的性質:17-7 PH (全条件) vs. 304 焼きなまし
| プロパティ | 304 焼きなまし | 17-7 PHコンディションA | 17-7 PHコンディションTH1050 | 17-7 PHコンディションRH950 | 17-7 PHコンディションCH900 |
|---|---|---|---|---|---|
| 極限引張強さ(UTS) | 73,200 psi (505 MPa) | 130,000 psi (896 MPa) | 170,000 psi (1,172 MPa) | 190,000 psi (1,310 MPa) | 235,000 psi (1,620 MPa) |
| 0.2% 降伏強さ | 31,900 psi (220 MPa) | 40,000 psi (276 MPa) | 155,000 psi (1,069 MPa) | 175,000 psi (1,207 MPa) | 220,000 psi (1,517 MPa) |
| 伸び(2インチで%) | 40% | 35% | 6% | 6% | 1-2% |
| 面積の縮小 | 70% | 60% | 25% | 10% | 5% |
| 硬度(ロックウェル) | 最大B80 | B85-C28 | C37-C41 | C41-C44 | C44-C48 |
| 硬度(ブリネル) | 最大187 | ~262 | ~375 | ~400 | ~460 |
| 弾性係数 | 28.0 × 10⁶ psi | 28.0 × 10⁶ psi | 28.5 × 10⁶ psi | 28.5 × 10⁶ psi | 29.0 × 10⁶ psi |
| 疲労限界(R.R.ムーア) | ~35,000 psi | ~45,000 psi | ~68,000 psi | ~72,000 psi | ~75,000~80,000psiの圧力 |
| シャルピー衝撃(ft-lb) | 110+ | 75 | 35 | 20 | 5-10 |
| 磁気反応 | 非磁性 | わずかに磁性がある | 強い磁性 | 強い磁性 | 強い磁性 |
情報源AMS 5528 Rev. G; ASM ハンドブック第 2 巻; カーペンターテクノロジー 17-7 PH テクニカルデータシート (2024); ASTM A240 機械的要件。.
これらの数字が実際に何を意味するのかを理解する
生の強さの数字は劇的なものだが、実用的な意味合いは特に注目に値する:
降伏強度は、コンディションAからCH900に跳ね上がる: 17-7PHの降伏強度は、条件Aの約40,000psiからCH900の220,000psiまで増加し、これは熱処理だけで450%の増加である。これは、析出硬化合金の決定的な能力である。304に適用される熱処理は、その降伏強度を約35,000-40,000 psi以上に上げることはできません(それは析出ではなく、冷間加工によってのみ加工硬化させることができます)。.
延性のトレードオフ: CH900の条件17-7 PHの伸びは1-2%に低下し、衝撃荷重に対して比較的脆いことを意味する。突然の衝撃荷重を伴う用途では、TH1050条件(6%伸び)またはさらに条件Aは、低強度にもかかわらず、好ましいかもしれません。304の110 + ft-lbに対してCH900で5-10 ft-lbのシャルピー衝撃値は、最大強度条件で17-7 PHが極低温または衝撃が支配的なアプリケーションに適していない理由を示しています。.
304冷間加工強度: 重冷間加工された304(例えば、1/2硬質または完全硬質調質鋼板)は、100,000-140,000 psiの降伏強度で、125,000-185,000 psiのUTS値を達成することができることは注目に値する。しかし、この冷間加工条件は著しく延性を低下させ、複雑な加工形状ではなく、特定の製品形態(ストリップとシート)にのみ適用されます。冷間加工された304はまた、熱処理によってさらに強化することはできません。.

17-7PH熱処理条件とその選択方法とは?
17-7PHの熱処理指定システムは、オーステナイト系鋼種よりも複雑であり、その誤解は仕様の誤りにつながる。ここでは各標準条件の明確な内訳を示す。.
17-7 PH 条件定義と処理パラメータ
| コンディション | 加工ルート | 代表的なアプリケーション | 主な特徴 |
|---|---|---|---|
| 条件A(アニール処理) | 1950°F(1066°C)で溶体化処理後、焼入れ。 | 成形と加工の状態 | オーステナイト系、成形可能、低強度 |
| コンディションC(冷間加工) | 条件A + コールドリダクション 50%+ | 高強度ストリップ/ワイヤー | オーステナイト系でありながら、Aよりも強度が向上している。 |
| 条件T(オーステナイト調整) | 1400°F(760°C)まで加熱、保持、-100°Fまで冷却 | エージング前の中間段階 | オーステナイトをマルテンサイトに変態させる |
| コンディション TH1050 | 条件T + 1050°F(566°C)で90分間エージング | 一般構造航空宇宙; バネ | 適度な強度と良好な延性のバランス |
| コンディション RH950 | 1750°Fで調整+冷蔵+950°Fで熟成 | 航空宇宙用ファスナー、シャフト | 高強度、中程度の靭性 |
| コンディション CH900 | 条件C + 900°F(482°C)で60分間エージング | 最大強度のスプリング、精密部品 | 最も高い強度、最も低い延性 |
出典AMS 2759/3 析出硬化腐食および耐熱合金の熱処理; AMS 5528; カーペンター・テクノロジー加工ガイド (2024).
TH1050対CH900の決断
航空宇宙や防衛の調達チームと仕事をした経験では、TH1050とCH900の決定は、延性と最大強度のどちらを優先するかという1つの質問に帰着する。
TH1050 は、UTS が約 170,000psi で伸びが 6% です。この条件は、高い強度を必要としながらも、破断することなく多少のたわみや小さな衝撃にも耐えなければならない部品に指定されます。多くの航空宇宙構造用ブラケット、クリップ、成形部品がこのカテゴリーに属します。.
CH900 は235,000psi UTSで強度を最大にしますが、伸びはゼロに近い値(1-2%)まで減少します。この条件は、荷重が純粋な繰返しまたは圧縮であり、形状(応力集中がない、滑らかな半径、ショットピーニングされた表面)によって脆性破壊のリスクが管理されているスプリング、クリップ、精密部品に適しています。.
RH950 は、多くのエンジニアが見落としている中間的な存在です。190,000psiのUTSを実現し、CH900よりもわずかに優れた靭性を持ち、冷間加工ではなく冷凍処理を必要とするため、均一な冷間加工が困難な厚い部分にも使用できます。.
異なる環境下における17-7 PHと304の耐食性比較?
耐食性は、ステンレス鋼を使用する主な理由とし て頻繁に挙げられるが、この領域における17-7 PHと304の比較は、多くの比較記事が認めている よりも微妙である。.
環境による耐食性の比較
| 環境 | 304パフォーマンス | 17-7 PHパフォーマンス | 優先グレード |
|---|---|---|---|
| アトモスフェリック(マイルド、田舎) | 素晴らしい | 素晴らしい | どちらか |
| 産業界の雰囲気 | グッド | グッド | どちらか |
| 淡水浸漬 | 素晴らしい | 素晴らしい | どちらか |
| 海水/海洋スプラッシュゾーン | 限定的;穴あきリスク | 304に類似 | どちらでもない(316またはデュプレックスを使用) |
| 希酸(酢酸、クエン酸) | グッド | 中程度 | 304 |
| 塩化物溶液 | 中程度 | 中程度;やや低い | 304わずか |
| 酸化性酸 (希HNO₃) | 素晴らしい | グッド | 304 |
| 還元酸 (HCl, H₂SO₄) | 貧しい | 貧しい | どちらでもない(より高い合金を使用する) |
| 高温酸化 | 870℃まで良好 | 870℃まで良好 | 同様 |
| 応力腐食割れ (Cl-) | 影響を受けやすい | 影響を受けやすい | 高Cl |
| 隙間腐食 | 中程度の感受性 | 中程度の感受性 | 同様 |
| 食品接触/FDA環境 | 承認済み | 承認(仕上げに注目) | 304が衛生上好ましい |
出典ASM ハンドブック Vol.13A Corrosion; NACE International MR0175; Outokumpu Corrosion Handbook(第 12 版、2023 年)。.
304が耐食性でわずかに優位な理由
304の最小クロム18%対17-7 PHの最小クロム16%は、特に酸化性環境において、304がわずかに堅牢な不動態皮膜を与える。このクロムの利点は、ほとんどのサービス条件では劇的ではありませんが、不動態皮膜の安定性が限界であるボーダーライン環境で関連するようになります。.
それよりも重要なのは, 硬化した17-7 PHのマルテンサイト組織 (TH、RH または CH 条件)は、オーステナイト 304 構造よりも本質的に塩化物含有環境において水素脆化および応力腐食割れの影響をやや受けやすい。例えば、サワー サービス(硫化水素)環境用のNACEガイドラインでは、CH900 およびRH950 条件17-7 PHを除外する厳しい硬度制限を設けている。.
医薬品製造、食品加工、飲料用途では、304が好ましい選択です。その主な理由は、17-7 PHを超える耐食性ではなく、そのオーステナイト構造が、FDAおよび3-Aサニタリー規格の表面要件を満たし、広いシート面積にわたって一貫して0.8 µm以下のRa値まで研磨することができるからです。硬化した17-7 PHのマルテンサイト組織は研磨可能ですが、生産規模で一貫した衛生的な表面仕上げを達成するのはより困難です。.
加工、溶接、成形が容易な合金は?
加工性は、特殊な熱処理を行う設備がない店にとっては、しばしば決め手となる。ショップでのこれらの合金の違いは大きい。.
加工特性の比較
| 製造面 | 304 | 17-7 PH(コンディションA) | 17-7 PH(硬化型) |
|---|---|---|---|
| 冷間成形性 | 素晴らしい | グッド | 非常に悪い |
| 深絞り | 素晴らしい | 中程度 | 推奨しない |
| スプリングバック | 中程度 | 中程度 | 高い(オーバーコンペンセーションが必要) |
| 被削性(快削性=100%) | ~45% | ~40% | ~25-30% |
| 溶接性 | 素晴らしい | 注意事項 | 推奨しない |
| 溶接後の熱処理が必要 | いいえ(ほとんどのアプリで) | あり(再溶解アニールを推奨) | 該当なし |
| 切断(レーザー、プラズマ、ウォータージェット) | 素晴らしい | グッド | グッド |
| 研磨 | 素晴らしい | グッド | 中程度(熱を発する) |
| ショットピーニング(疲労改善) | スタンダード | スタンダード | CH900スプリングにとって重要 |
出典AWS D1.6 構造溶接コード-ステンレス鋼; AWS溶接ハンドブック第4巻; 17-7 PH (2024)用カーペンター技術製作ガイド.
溶接 17-7 PH - エンジニアが知っておくべきこと
条件Aの17-7 PHの溶接は、溶接部の強度要件に 応じて、17-7 PHフィラー(AWS A5.9 ER630またはER630代替材)または308Lフィラーを使 用すれば可能である。しかし、溶接には致命的な複雑さが伴う:
- 熱影響部(HAZ) 17-7PH溶接部では、オーステナイト相とマル テンサイト相が混在し、一貫性のない特性を示すこ とがある。.
- 1950°F(1066°C)での溶接後溶体化焼鈍 時効処理の前に、組織を再均質化するこ とを推奨する。このステップを省略すると、HAZの特性が母材規格を大きく下回ることになる。.
- 溶接継手の効率 は通常、航空宇宙用途では母材の85-90%で指定される。.
304の場合、溶接はかなり単純である。308Lフィラーを使用した標準的なGTAW (TIG)またはGMAW (MIG)、予熱なし、ほとんどの用途に必要な溶接後熱処理なし、および良好な溶接プールの挙動。この製造のシンプルさは、複雑なアセンブリがフィールド溶接される必要があるアプリケーションや熱処理炉が利用できない場合の304のための真の競争上の優位性である。.
17-7 PHでの成形とスプリング製造
17-7PHの最も貴重な特徴の一つは、条件A(軟質、オーステナイト系、延性)で成形し、加工後に熱処理によって強化できることです。この加工順序はスプリング製造の基本です:
- 条件Aのストリップまたはワイヤーからスプリング形状を形成する。.
- 制御された雰囲気炉でTH、RH、CHの熱処理を施す。.
- 成形された部品は、完全に硬化した材料を成形しようとする場合のような変形の問題を起こすことなく、最大強度に達する。.
このプロセスには 制御雰囲気炉または真空炉 で表面酸化を防止する。CH900処理では、900°Fの時効サイクルを中性雰囲気中で60分間行い、その後空冷するのが標準です。エージングが均一でない場合、強度にばらつきが生じ、疲労寿命が損なわれます。.

17-7PHと304の疲労性能の違いは?
疲労寿命は、17-7 PHの工学的論拠が最も説得力を持つところです。バネ、ダイヤフラム、フレックス部材、クリップ、保持部材など、繰り返し繰り返し荷重を受ける部品では、静的な引張強度よりも疲労強度が耐用年数を決定します。.
疲労データ比較:17-7 PH vs 304
| コンディション | 疲労限界(10⁷サイクル、R.R.ムーア) | 疲労比(疲労限度/UTS) | 10⁶サイクルでの典型的な応力振幅 |
|---|---|---|---|
| 304 焼きなまし | ~35,000 psi (241 MPa) | ~0.48 | ~40,000 psi (276 MPa) |
| 304 1/2 硬質(冷間加工) | ~55,000 psi (379 MPa) | ~0.38 | ~60,000 psi (414 MPa) |
| 17-7 PHコンディションA | ~45,000 psi (310 MPa) | ~0.35 | ~50,000 psi (345 MPa) |
| 17-7 PH TH1050 | ~68,000 psi (469 MPa) | ~0.40 | ~74,000 psi (510 MPa) |
| 17-7 PH RH950 | ~72,000 psi (496 MPa) | ~0.38 | ~78,000 psi (538 MPa) |
| 17-7 PH CH900 | ~75,000-80,000 psi (517-552 MPa) | ~0.33 | ~85,000 psi (586 MPa) |
| 17-7 PH CH900 + ショットピーニング | ~90,000-100,000 psi (620-690 MPa) | ~0.40 | ~100,000 psi (690 MPa) |
出典Carpenter Technology PH Alloy Fatigue Data (2024); ASM Handbook Vol.19 Fatigue and Fracture; MIL-HDBK-5J (MMPDS-01) Metallic Materials Properties Development and Standardization.
17-7PHスプリングでショットピーニングが重要な理由
ショットピーニングは、17-7 PH部品の表面に圧縮残留応力を導入し、疲労亀裂を発生させる引張応力を打ち消す。上記のデータは、CH900にショットピーニングを加えることで、有効疲労限度を90,000-100,000psiまで引き上げることができることを示しています-これは、同じ負荷周波数で焼鈍304と比較して150-185%の改善です。.
AMS13165(ショットピーニング)またはMIL-S-13165Cに規定された航空宇宙品質のばねの場合、安全性が重要な用途ではこの処理が必須です。市販のスプリングメーカーは、高サイクル用途(>10⁷負荷サイクル)の17-7 PH CH900スプリングにこの処理を標準的に適用しています。.
実用的な疲労寿命の優位性は、±40,000psiの応力振幅下で1,000万サイクルに耐えるスプリングを設計するエンジニアに以下の選択肢があることを意味します:
- 304アニール: 不十分(疲労限度~35,000psi、この負荷はそれを超える)
- 304 1/2ハード: 限界(疲労限度~55,000psi、73%使用時)
- 17-7 PH TH1050 余裕(疲労限界 ~68,000 psi; 59% 使用率)
- 17-7 PH CH900: 余裕(疲労限度~80,000psi、50%使用率)
この選択は好みの問題ではなく、物理学の問題なのだ。.
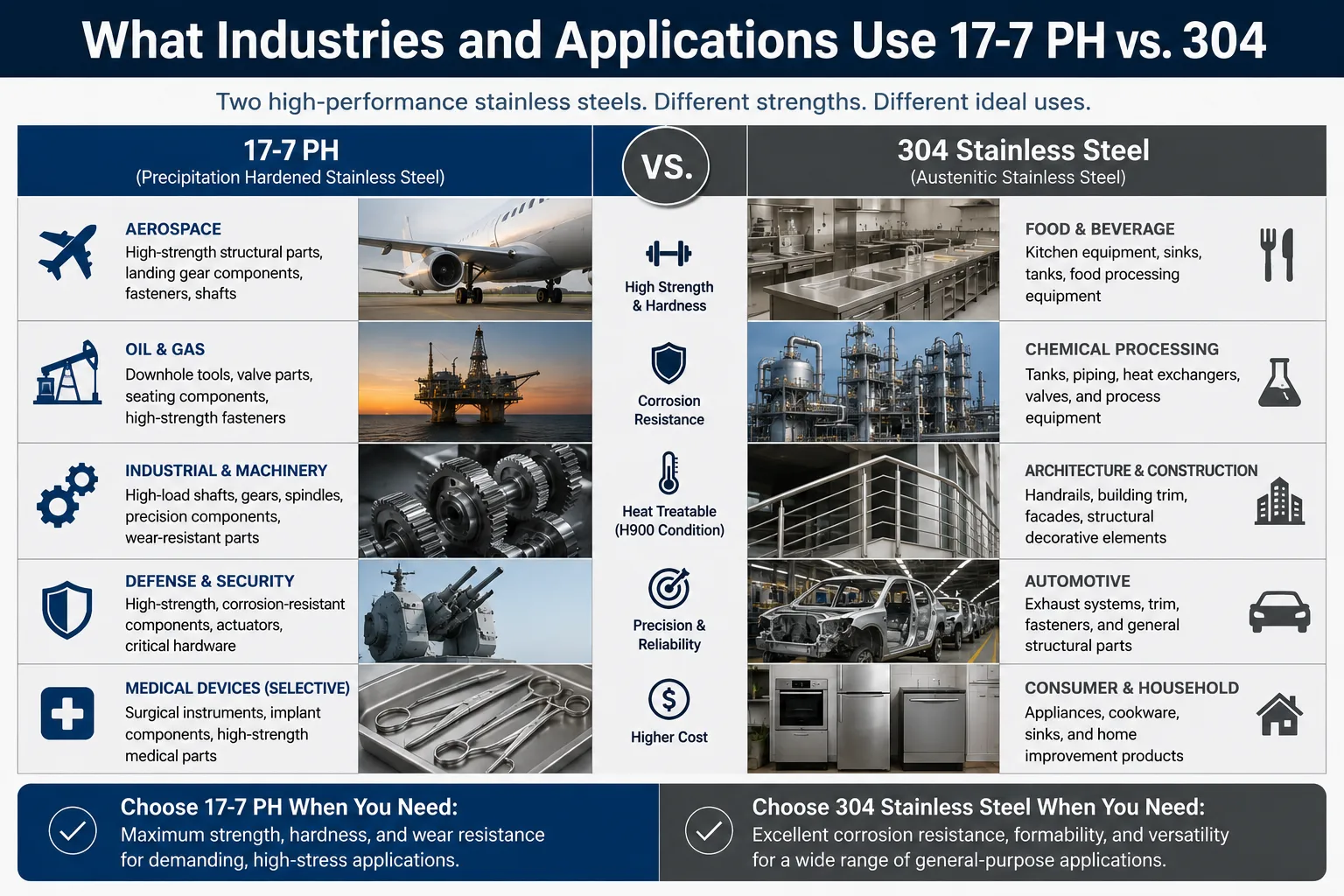
どのような産業と用途が17-7 PHと304を使い分けるのか、またその理由は?
アプリケーション・マッピングは、抽象的な特性比較よりも現実の判断基準を明確にします。各業界は、数十年にわたる現場経験、故障分析、コスト最適化を通じて、グレードの好みを作り上げてきた。.
業界アプリケーションマトリックス:17-7 PHと304の比較
| 業界 / 用途 | 優先グレード | 支配要因 | 主な仕様 |
|---|---|---|---|
| 航空宇宙用スプリングとクリップ | 17-7 PH CH900 | 疲労強度、重量 | AMS 5528、AMS 5529 |
| 航空機構造用ブラケット | 17-7 PH TH1050 | 引張強さ、重量 | AMS 5528、MIL-S-25043 |
| 医療用スプリング(埋め込み式) | 17-7 PH または 316L | 生体適合性+疲労 | ASTM F899 |
| 手術器具(インプラント以外) | 304 または 17-4 PH | 成形性+腐食 | ASTM A276 |
| 食品加工機器 | 304 | 衛生面、溶接性 | 3-A サニタリー、FDA 21 CFR |
| 化学処理容器 | 304(または316L) | 耐食性 | ASMA240、ASME SA-240 |
| 建築用クラッドとトリム | 304 | 美学、溶接外観 | ASTM A240 |
| 自動車排気部品 | 304(または439/409) | 耐熱性、コスト | SAE J405 |
| 医薬品配管(非滅菌) | 304L | 溶接性、清浄度 | ASME BPE |
| 電子接点ばね | 17-7 PH | 疲労、電気伝導度 | AMS 5529 |
| ダイヤフラムとベローズ | 17-7 PH TH1050 | 疲労、弾性たわみ | AMS 5528 |
| 保持リング(ヘビーデューティー) | 17-7 PH RH950 | 強さ、硬さ | AMS 5528 |
| フラットウェアと調理器具 | 304 | 成形性、外観 | FDAコンプライアンス |
| 海洋金物(非構造物) | 304 | 入手可能性、コスト | ASTM A276 |
| 銃器部品(スプリング) | 17-7 PH | 疲労寿命、強度 | AMS 5529 |
| 圧力容器ヘッド | 304または304L | 溶接性、ASME準拠 | ASMEセクションVIII |
| ハイサイクルバルブスプリング | 17-7 PH CH900 | 疲労寿命 | AMS 5528 |
エアロスペース・スプリングのケーススタディ
民間および軍用航空では、CH900状態の17-7 PHは、基本的に高強度と耐疲労性の両方を必要とするスプリング、保持クリップ、および成形板金部品のデフォルト仕様です。ボーイング社の材料仕様書BMS 7-214とエアバス社のプロセス仕様書AP2227は、この用途向けの17-7 PHシートとストリップを参照しています。.
例えば、着陸装置ドアヒンジスプリングは、航空機の耐用年数の間に50,000-100,000回のサイクルを繰り返す可能性がある。このような応力振幅で304スプリングを使用すると、設計寿命の数分の一で疲労破壊してしまいます。同じスプリングレートを達成するために厚い304スプリングより薄い断面17-7 PHスプリングを使用することによって節約された重量も設計の正当性に貢献しています。.
304が食品と医薬品用途を支配する理由
食品および製薬産業は、一般的に最大強度を求めない-彼らは、表面仕上げの一貫性、フィラー金属の色の不一致のない溶接性、FDA 21 CFR 177および21 CFR 170規制への準拠、および洗浄性を優先する。グレード304は、これらの基準のすべてに優れています:
- Ra < 0.5 µmの表面で一貫した電解研磨反応
- FDA、EU食品接触材料規制、NSFインターナショナルによる完全認可
- ASME BPEに準拠した衛生配管システム用の簡単なオービタル溶接
- 寸法変化の原因となる加工後の熱処理が不要
硬化した17-7 PHの磁気特性は、食品製造ラインにおける金属検出システムの引き金にもなり、他の特性に関係なく、多くの食品機器用途から除外される現実的な運用上の問題である。.
17-7PHと2026年の304の価格と空室状況を比較すると?
コストは常に技術的な決断の一部である。価格差とその理由を理解することで、ステッカーショックを防ぎ、購入対購入の分析に役立てることができます。.
ポンドあたりの価格比較:17-7 PH対304(米国市場、2026年5月)
| 製品形態 | 304 価格/ポンド(米ドル) | 17-7 PH 価格/lb (USD) | プレミアム・ファクター |
|---|---|---|---|
| シート/ストリップ(アニール処理) | $1.55 - $1.85 | $4.20 - $5.80 | 2.5 - 3.5× |
| 冷間圧延ストリップ(タイトトロール) | $1.75 - $2.10 | $4.80 - $6.50 | 2.5 - 3.5× |
| 丸棒 | $1.75 - $2.20 | $4.50 - $6.20 | 2.4 - 3.2× |
| ワイヤー(スプリングワイヤー) | $2.20 - $3.50 | $5.50 - $8.00 | 2.2 - 2.8× |
| フラットバー/プレート | $1.55 - $1.80 | $4.40 - $5.90 | 2.6 - 3.4× |
出典MWalloysの調達データとサービスセンターの見積もり(2026年第1四半期~第2四半期);Aerospace Metalsの流通価格と照合。.
17-7PHの2.5~3.5倍の価格プレミアムは、いくつかのコスト要因を反映している:
- 生産量が少ない: 17-7PHは、全ステンレス鋼生産量の1% の数分の一であり、304に匹敵するスケールメリットはない。.
- より厳格な工程管理: AMS仕様では、ASTMの汎用グレードを上回るレベルで、化学的検証、機械的試験、多くの場合超音波検査が要求される。.
- 熱処理の複雑さ: AMS 2759シリーズの熱処理要件はコスト増となり、認定炉設備が必要となる。.
- アルミニウムの追加: アルミニウム合金の添加は、一般的なオーステナイト鋼には必要のない、溶解と制御における複雑なプロセスをもたらす。.
可用性に関する考慮事項
グレード304は、在庫から事実上任意の形状、厚さ、幅、および仕上げで、世界中のサービスセンターの数百から入手可能です。標準サイズのリードタイムは、通常、国内1-5日です。.
グレード17-7 PHの標準的なAMS 5528シートおよびAMS 5529ストリップは、航空宇宙金属の専門流通業者によって在庫されています。標準的な厚さ(0.010"~0.125")の場合、専門流通業者からのリードタイムは通常3~15営業日です。より重い板厚(0.500 "以上)または非標準幅の場合、リードタイムはミル生産で8~20週間に延びる場合があります。MWalloys社では、航空機搭載用(AOG)の需要や緊急生産に対応するため、最も一般的な17-7 PH鋼板の戦略的在庫を保有しています。.
17-7PHと304のどちらを選ぶべきか?
これを単純なチェックリストとして提示するのではなく、経験豊富な冶金エンジニアが適用する決定ロジックを順を追って説明したいと思います。なぜなら、正しい答えは、お客様のアプリケーションにおいて、どの制約が実際に拘束力を持つかに依存するからです。.
決断のフレームワーク17-7 PH対304の選択
| 質問 | はい」の場合、検討する | いいえ」の場合 |
|---|---|---|
| 100,000psi以上の引張強度が必要ですか? | 17-7 PH | 304で十分かもしれない |
| 部品は10⁵を超える疲労サイクルを経験しますか? | 17-7 PH | どちらかのグレード |
| 軽量化はデザインの原動力か? | 17-7 PH(薄い部分) | 304(低コスト) |
| 濃塩化物による腐食が主なリスクか? | どちらでもない(316またはデュプレックスを使用) | その他の要因を評価する |
| 部品は最終組立時に熱処理なしで溶接されますか? | 304 | 17-7 PH許容範囲 |
| そのアプリケーションは食品、医薬品、FDA規制のいずれですか? | 304 | 17-7PHを考える |
| 予算は厳しく、戦力は304で十分か? | 304 | 17-7 必要ならPH |
| 用途は航空宇宙用のスプリングかダイヤフラムか? | 17-7 PH | 設計仕様との照合 |
| その部品には非磁性特性が必要ですか? | 304 | 17-7 PH(硬化=磁性) |
| 使用温度は連続的に600°F以上ですか? | 304(より良い酸化) | 17-7 PHリミットを確認する |
MWalloys社では、技術チームが定期的に具体的な用途データを用いて、この決定マトリックスを通してお客様を支援します。最もよく見られる間違いは、304でも十分な性能を発揮できる用途に17-7PHを過剰に指定することです-これは機能的な利点なしに2.5-3.5倍のコストアップをもたらします。同様に問題なのは、当初から疲労破壊が予測されるバネまたは高サイクル用途で304を過小仕様で使用することである。.
よくある質問 - 17-7 PHと304の比較に関する技術的な質問
1:17-7PHは304ステンレス鋼より強いですか?
はい、大幅に。そのピーク硬化CH900状態で、17-7 PHは235,000psi UTSに達するのに対し、アニール304は73,200psi - 220%の増加。. TH1050の状態でも、170,000 psiの17-7 PHは304を130%以上上回る。この強度の優位性は、マルテンサイトマトリックス中のナノスケールのNiAl金属間粒子が転位運動に抵抗する析出硬化メカニズムに由来する。グレード304は、いかなる熱処理によってもこれを再現することができず、冷間加工によってのみ強度を向上させることができますが、これは特定の製品形状に限定され、得られる利益ははるかに小さくなります。100,000psi以上の引張強度が要求される構造用途には、17-7 PHがステンレス鋼の中で適切な選択です。.
2: 既存の設計において、17-7 PH を 304 の直接代替品として使用できますか?
ほとんどの場合、工学的な検討なしに直接代用することはお勧めできません。. 両合金は類似の耐食性プロファイルを持つステンレ ス鋼であるが、熱処理中の寸法挙動、磁気特性、 溶接性、およびコストは大きく異なる。熱処理能力のない溶接アセンブリーで17-7 PHを304で代用した場合、溶接継手特性は予測不可能となる。逆に、17-7 PHが使用できないため、304を 17-7 PHに代用した場合、304スプリングは ほぼ確実に早期疲労破壊する。ステンレス鋼の鋼種置換には、特定用途の制約に関 するエンジニアリングの承認が必要である。MWalloys社の技術チームは、供給不足に より代替鋼種の評価が必要な場合、代替分析 のお手伝いを致します。.
3: 17-7 PHと17-4 PHステンレス鋼の違いは何ですか?
17-4 PHと17-7 PHはどちらも析出硬化型ステンレス鋼だが、17-4 PHはマルテンサイト系合金であるのに対し、17-7 PHは半オーステナイト系合金である。. 重要な違いは、17-4 PH (UNS S17400)は、溶体化焼鈍からの冷却中に、特別な調整工程なしにオーステナイトからマルテンサイトに変態するが、17-7 PHは、変態を誘発するために、制御された調整と冷凍または冷間加工が必要であることである。このため、17-4 PHは熱処理が容易であるが(H900、H925、H1025、H1075、H1100、H1150条件)、棒鋼、ビレット、より重い部位に限定される。17-7PHは条件Aの成形性により、焼入れ前に複雑な形状を成形できるため、薄板やスプリングワイヤー用途に好まれる。両合金ともピーク強度は同等である(17-4 PH H900: ~190,000 psi UTS; 17-7 PH CH900: ~235,000 psi UTS)。.
4:17-7のPHは磁気を帯びているか?
はい、熱処理後、17-7 PHは強磁性になります。. 条件 A では、17-7 PH はわずかに磁性を持つ(部分的にオーステナイト系)。TH、RH、CH熱処理により組織がマルテンサイトに変化すると、合金は強磁性となり、比透磁率は通常50~200の範囲となる。この磁気応答は実用的な意味を持つ:硬化した17-7 PH部品は組立中に磁石に引き寄せられたり、磁石に保持されたりし、電子機器や磁気感応機器に干渉する可能性がある。対照的に、グレード304は、焼鈍状態では非磁性である(冷間加工されたときにわずかに磁性になるが)。MRI装置部品、特定のコンパスハウジング、電磁波シールドなど、耐用年数を通じて非磁性特性が要求される用途には、304または完全オーステナイト系高合金鋼種が適している。.
5: 17-7 PHを溶接する場合、どのような溶加材を使用すべきか?
17-7 PHの溶接に推奨される溶加材はAWS A5.9 ER630 (17-4PHフィラー)で、母材と同様の析出硬化反応を 示す溶接析出物が得られる。. AWS ER308Lフィラーは、溶接後の時効処理が計 画されていない、または実行不可能な用途に おいて、適度な耐食性を持つ完全オーステナイト系 溶接析出物を生成するが、析出硬化能力はない。溶接部全体の均一な特性を回復するには、 溶接後1950°F (1066°C)で溶体化焼鈍を行 い、その後適切な時効サイクルを行なうこ とを推奨する。17-7PHをCH900またはRH950の硬化状態で 溶接することは、溶接部およびHAZの特性 が予測不可能で、一般に適切に処理された材 料より劣るため、強く推奨されない。条件Aの溶接に予熱は必要ないが、パス間温度 は300°F未満に維持すべきである。.
6:17-7PHの高温での性能は304に比べてどうですか?
両合金とも高温では強度を失うが、304はより優れた高温耐酸化性を保持し、一般に600°F (315°C)以上の連続使用に好まれる。. 17-7PHの析出硬化反応は、長時間保持した場 合、約600°F (315°C)以上の温度で逆転(過時効)し始め る。つまり、CH900処理部品は、この閾値以上の 温度にさらされ続けると、徐々に硬度と強度が低下し、 条件Aのレベルに戻る。グレード304は、そのオーステナイト構造は、強度のために析出物に依存していないため、この過年齢化の懸念を持っていません。500°F以上の高温スプリング用途には、17-7 PHまたは304よりもインコネル718またはA-286がより適切な選択肢です。連続使用温度500°F以下では、17-7 PHはその硬化特性を確実に維持する。.
7: 17-7 PHと304の密度と重量計算への影響は?
2つの合金の密度は非常に近い:17-7PHの0.276 lb/in³ (7.64 g/cm³)に対し、304焼鈍の0.285 lb/in³ (7.89 g/cm³)である。. 重量差は約3.2%に過ぎず、ほとんどの重量計算では無視できる。17-7PHを使用することによる本当の軽量化は密度差からではなく、同じ構造性能を達成するためにより薄い断面を使用する能力から来るもので、これは設計上の許容アドバンテージです。例えば、304スプリングと同じエネルギーを蓄えるように設計されたスプリングが17-7 PH CH900で作られた場合、線径とコイル数をかなり小さくすることができ、重量とパッケージサイズを同時に削減することができます。この設計効率は、航空宇宙アプリケーションは、追加の材料コストを追求する理由です。.
8: 17-7 PH は極低温用途に使用できますか?
硬化状態(TH、RH、CH)のNo.17-7 PHは、極低温での使用は推奨されません。. 17-7PH焼入れ材のマルテンサイト組織は低温での靭性に劣り、CH900状態でのシャルピー衝撃値は極低温で5ft-lbを下回る。グレード304は完全オーステナイト組織であるため、液体窒素温度(-320°F / -196℃)まで優れた靭性を維持します。ステンレス鋼を必要とする極低温用途には、304、 316Lまたは321が適している。条件A (オーステナイト系)の17-7 PHは、技術的には、硬化条件よりも優れた極低温靭性を有するが、その析出硬化能力を利用せずに高価なPH合金を使用することは、仕様の目的を逸脱する。.
9: 17-7 PH材の調達には、ASTMまたはAMSのどのような仕様が適用されますか?
17-7 PH の主な調達仕様は、AMS 5528(板、帯、厚板)、AMS 5529(条件 C の帯)、AMS 5568(溶接ワイヤ)、AMS 5824(バネ用ワイヤ)である。. 熱処理に関しては、AMS 2759/3が耐食合金の析出硬化を規定している。ASTM A693は、析出硬化ステンレス鋼板、薄 板、帯鋼についても規定している。航空宇宙および防衛関連の調達では、AMS規 格は必須であり、工場認定は特定のAMS文書 を参照しなければならない。MIL-S-25043は、軍事用途の17-7 PHをカバーしている。17-7PHを購入する際には、注文書で必ず必要な条件(A、C、TH1050、RH950、CH900)を指定してください。条件指定なしで注文された材料は、デフォルトで条件Aになり、条件Aが必要なときに硬化した材料を受け取る(またはその逆)ことは、大幅な手直し費用とスケジュールの遅れを生みます。.
適切な用途であれば、絶対にイエスである。. 17-7PHの304に対する2.5-3.5倍の価格プレミアムは、以下の場合に正当化される:(1) 100,000 psi 以上の引張強度が必要な用途、 (2) 高応力振幅での疲労寿命が設計上の制限基準である場合、 (3) 軽量化により下流システムの節約を可能にする場合 (航空機の燃料消費、ロボット工学での荷重処理)、 (4) 17-7 PH の代替品がチタンやベリリウム銅のような高価な非ステンレス合金である場合。一般的な耐食性、溶接性、美観、または適度な構造荷重など、これらの条件のいずれにも当てはまらない場合、3分の1のコストで304を使用することが、より責任あるエンジニアリングと商業的選択となります。私たちは日常的に、お客様の材種選択を双方向で適切なサイズにするお手伝いをし、生産量全体にわたる適切な材種指定による総費用の節約は、正式な材料選択の見直しを正当化することがよくあります。.
クロージング・サマリー:現実的なボトムライン
以下の表は、最も重要な選考基準を早見表にまとめたものです:
最終選択クイックリファレンス:17-7 PHと304ステンレス鋼の比較
| 基準 | 17-7 PH優勝 | 304 優勝 | 同等のパフォーマンス |
|---|---|---|---|
| 引張強さ | X | ||
| 降伏強度 | X | ||
| 耐疲労性(ハイサイクル) | X | ||
| 硬度 | X | ||
| 冷間成形性 | X | ||
| 溶接性 | X | ||
| 一般的な耐食性 | X(わずかに) | ||
| 極低温靭性 | X | ||
| 非磁性 | X | ||
| 衛生的な表面仕上げ | X | ||
| FDA/食品接触適合性 | X | ||
| 原材料費 | X | ||
| 可用性/リードタイム | X | ||
| 高温安定性(600°F以上) | X | ||
| 重量効率(強度/重量) | X | ||
| 密度 | X(ほぼ同じ) | ||
| 耐酸化性(870℃まで) | X |
MWalloys社は、数十年にわたる調達と応用の経験に基づき、このように判断している: 304をデフォルトとして使用し、機械的性能データが明らかにそれを正当化する場合にのみ17-7 PHに移行する。. そうなれば、17-7 PHは、他のステンレス合金がそのコストポイントで再現できない性能を発揮します。また、どんなに工学的な創造性を働かせても、304を析出硬化合金のように振る舞うことはできません。.
この技術記事はMWalloysの編集・技術チームにより作成された。データはAMS 5528、ASTM A240、ASMハンドブック第2巻、13A巻、19巻、カーペンターテクノロジー技術データシート、CRUグループの2026年5月までの市場データより引用。具体的なグレードの在庫状況、価格、アプリケーションサポートについては、MWalloys社に直接お問い合わせください。.
