17-7 PH rostfreier Stahl übertrifft 304 in der Zugfestigkeit um 200-300%, bietet Ermüdungsgrenzen von mehr als 75.000 psi im CH900-Zustand und ist die richtige Wahl für Federn, Halterungen in der Luft- und Raumfahrt und hochzyklische, tragende Komponenten. Die Sorte 304 ist jedoch nach wie vor die bessere Wahl für korrosionskritische Anwendungen in der Lebensmittelverarbeitung, der Architektur und der allgemeinen Fertigung, bei denen die leichte Verformbarkeit und Schweißbarkeit wichtiger sind als die Festigkeit. Die Wahl der falschen Legierung zwischen diesen beiden Sorten ist einer der häufigsten und kostspieligsten Spezifikationsfehler, die wir bei der Beschaffung in der Fertigung beobachten. Dieser technische Vergleich deckt alle wichtigen Dimensionen ab.
Wenn Ihr Projekt die Verwendung von 17-7 PH oder 304 Edelstahl erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
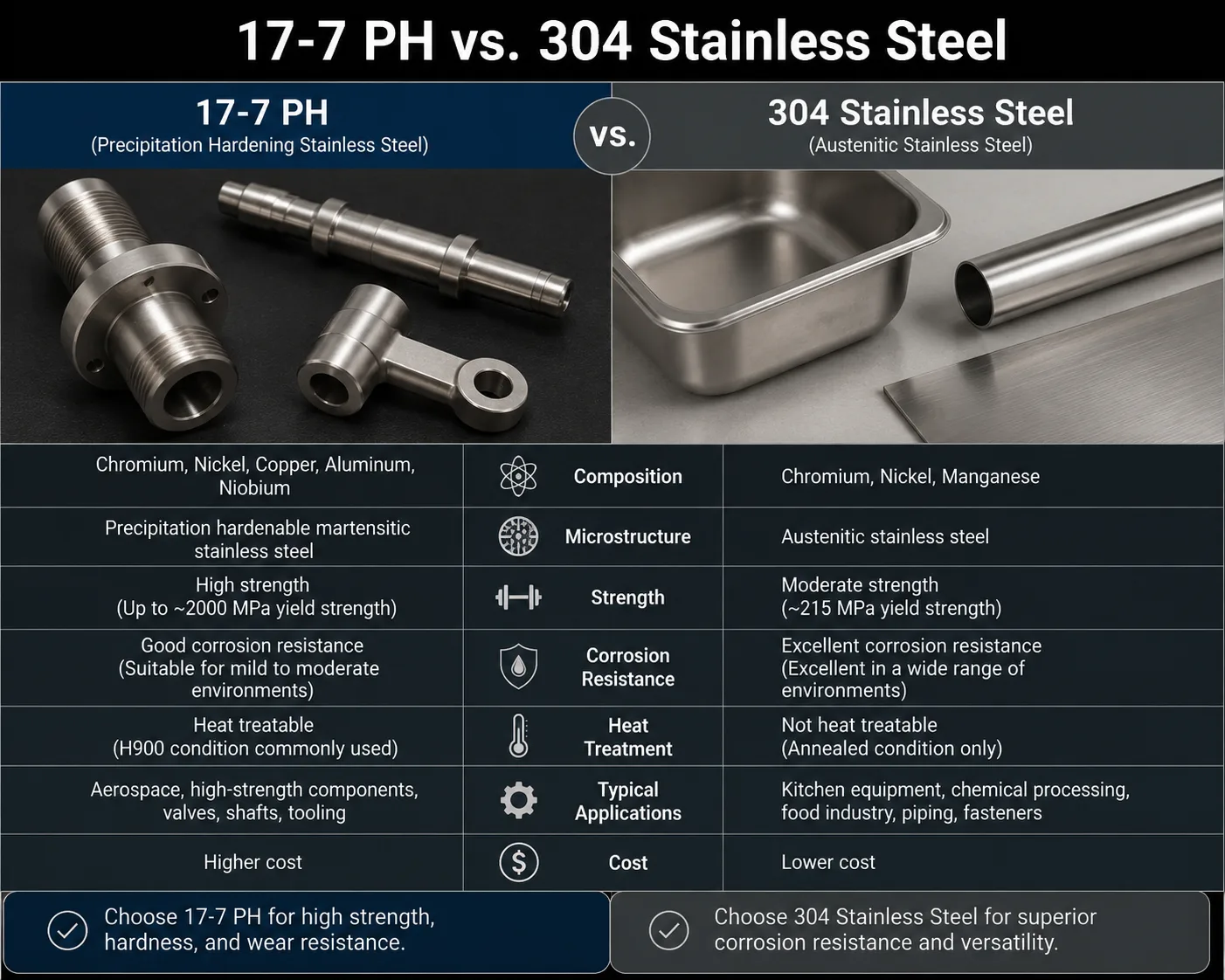
Was genau sind 17-7 PH und 304 Edelstahl, und warum ist die Unterscheidung so wichtig?
Diese beiden Legierungen gehören zu grundlegend verschiedenen Familien nichtrostender Stähle, was die Ursache dafür ist, dass ihre Eigenschaften so stark voneinander abweichen. Das Verständnis der metallurgischen Klassifizierung ist kein akademischer Hintergrund - es ist die Grundlage für alle in diesem Artikel besprochenen Leistungsunterschiede.
Klasse 304 ist ein austenitischer rostfreier Stahl, die am meisten hergestellte rostfreie Legierung der Welt. Er erreicht seine Korrosionsbeständigkeit durch eine kubisch-flächenzentrierte (FCC) Kristallstruktur, die durch Nickelzusätze stabilisiert wird. Dadurch ist er im geglühten Zustand nicht magnetisch und sehr gut formbar. Die Bezeichnung AISI 304 entspricht UNS S30400 und wird durch Spezifikationen wie ASTM A240, ASTM A276 und EN 1.4301 geregelt. Die weltweite Produktion von Material der Serie 304 entspricht etwa 40-45% komplett aus rostfreiem Stahl (Internationales Forum für nichtrostenden Stahl, Jahresbericht 2025).
Note 17-7 PH ist ein ausscheidungshärtender (PH) halbaustenitischer rostfreier Stahl, der UNS S17700, AMS 5528 (Blech/Band/Platte), AMS 5529 (Band) und AMS 5568 (Draht) entspricht. Die Bezeichnung "17-7" bezieht sich auf die nominelle Zusammensetzung des Stahls: 17% Chrom und 7% Nickel. Der grundlegende Unterschied zu 304 liegt nicht nur in der Zusammensetzung, sondern auch in der metallurgischer Umwandlungsmechanismus. Im geglühten Zustand (Zustand A) ist 17-7 PH austenitisch und relativ leicht zu formen. Nach einer kontrollierten Wärmebehandlung wandelt es sich in ein martensitisches Gefüge mit aluminiumhaltigen Ausscheidungen um, die die Festigkeit drastisch erhöhen - ein Mechanismus, den 304 physikalisch nicht durch irgendeine Wärmebehandlung nachbilden kann.
Die praktische Konsequenz: Man kann ein flaches Blech aus 17-7 PH im Zustand A nehmen, es mit herkömmlichen Werkzeugen zu einer komplexen Federgeometrie formen und es dann im Ofen auf eine Zugfestigkeit von über 200.000 psi härten. Für 304 gibt es keinen gleichwertigen Verarbeitungsweg.
Bei MWalloys haben wir Spezifikationsüberprüfungen durchgeführt, bei denen Ingenieure für Federanwendungen 304 gewählt haben, nur weil sie damit vertraut waren, und dann innerhalb weniger Wochen nach der Inbetriebnahme Ermüdungsbrüche auftraten. Der metallurgische Unterschied zwischen diesen Güten ist nicht subtil - es ist der Unterschied zwischen einer Strukturlegierung und einem technischen Hochleistungswerkstoff.
Wie ist die chemische Zusammensetzung von 17-7 PH im Vergleich zu 304?
Die chemische Zusammensetzung bestimmt jede nachgelagerte Eigenschaft. Die nachstehende Tabelle zeigt den vollständigen chemischen Vergleich, aus dem hervorgeht, warum sich diese Legierungen im Betrieb so unterschiedlich verhalten.
Vergleich der chemischen Zusammensetzung: 17-7 PH vs. 304 Edelstahl
| Element | 17-7 PH (UNS S17700) | 304 (UNS S30400) | Funktionale Rolle |
|---|---|---|---|
| Chrom (Cr) | 16.0 - 18.0% | 18.0 - 20.0% | Korrosionsbeständigkeit (passiver Film) |
| Nickel (Ni) | 6.5 - 7.75% | 8.0 - 10.5% | Austenitstabilisator, Umformbarkeit |
| Aluminium (Al) | 0,75 - 1,50% | Keine | Fällungshärter |
| Kohlenstoff (C) | 0,09% max | 0,08% max | Stärke; begrenzt, um Sensibilisierung zu vermeiden |
| Mangan (Mn) | 1.00% max | 2.00% max | Austenit-Stabilisator, Desoxidationsmittel |
| Silizium (Si) | 1.00% max | 0,75% max | Desoxidationsmittel, Oxidationsbeständigkeit |
| Phosphor (P) | 0,04% max | 0,045% max | Tramp-Element, begrenzt |
| Schwefel (S) | 0,03% max | 0,030% max | Tramp-Element, begrenzt |
| Molybdän (Mo) | Keine (Standard) | Keine (Standard) | In keiner der beiden Basisstufen vorhanden |
| Eisen (Fe) | Bilanz | Bilanz | Matrix-Element |
Quellen: ASTM A240/A240M (304); AMS 5528 (17-7 PH); ASM Handbook Band 2, Eigenschaften und Auswahl: Nonferrous Alloys and Special-Purpose Materials.
Der entscheidende Unterschied in der Zusammensetzung ist Aluminium. Dieses Element, das nur in 17-7 PH enthalten ist, bildet während des Alterungswärmebehandlungszyklus intermetallische NiAl-Ausscheidungen. Diese nanoskaligen Ausscheidungen hemmen die Versetzungsbewegung innerhalb der martensitischen Matrix und schaffen Festigkeitsniveaus, die bei aluminiumfreien austenitischen Güten wie 304 physikalisch unmöglich zu erreichen sind.
Der niedrigere Nickelgehalt in 17-7 PH (6,5-7,75% gegenüber 8-10,5%) ist beabsichtigt. Durch die Verringerung des Nickelgehalts wird die Legierung in Richtung der Austenit/Martensit-Phasengrenze verschoben, wodurch die für die Ausscheidungshärtung erforderliche Umwandlung ermöglicht wird. Wäre der Nickelgehalt so hoch wie bei 304, würde die Legierung durch die Wärmebehandlung vollständig austenitisch bleiben und die Ausscheidungshärtung würde nicht stattfinden.
Der geringfügig niedrigere Chromgehalt von 17-7 PH im Vergleich zu 304 (mindestens 16% im Vergleich zu 18%) ist der Hauptgrund dafür, dass 304 eine geringfügig bessere allgemeine Korrosionsbeständigkeit in milden Umgebungen aufweist - obwohl der Unterschied geringer ist, als die meisten Käufer annehmen.
Wie sind die mechanischen Eigenschaften von 17-7 PH und 304 im Vergleich?
Dieser Abschnitt enthält die Zahlen, die für technische Spezifikationen erforderlich sind. Wir haben die Daten nach Wärmebehandlungsbedingungen für 17-7 PH geordnet, weil die Wahl der Bedingungen die wichtigste Variable für das Leistungsprofil der Legierung ist.
Mechanische Eigenschaften: 17-7 PH (alle Bedingungen) vs. 304 geglüht
| Eigentum | 304 Geglüht | 17-7 PH-Kond. A | 17-7 PH-Kond. TH1050 | 17-7 PH Kond. RH950 | 17-7 PH-Kond. CH900 |
|---|---|---|---|---|---|
| Höchstzugkraft (UTS) | 73.200 psi (505 MPa) | 130.000 psi (896 MPa) | 170.000 psi (1.172 MPa) | 190.000 psi (1.310 MPa) | 235.000 psi (1.620 MPa) |
| 0.2% Streckgrenze | 31.900 psi (220 MPa) | 40.000 psi (276 MPa) | 155.000 psi (1.069 MPa) | 175.000 psi (1.207 MPa) | 220.000 psi (1.517 MPa) |
| Dehnung (% in 2") | 40% | 35% | 6% | 6% | 1-2% |
| Verkleinerung der Fläche | 70% | 60% | 25% | 10% | 5% |
| Härte (Rockwell) | B80 max | B85-C28 | C37-C41 | C41-C44 | C44-C48 |
| Härte (Brinell) | 187 max | ~262 | ~375 | ~400 | ~460 |
| Elastizitätsmodul | 28,0 × 10⁶ psi | 28,0 × 10⁶ psi | 28,5 × 10⁶ psi | 28,5 × 10⁶ psi | 29,0 × 10⁶ psi |
| Ermüdungsgrenze (R.R. Moore) | ~35.000 psi | ~45.000 psi | ~68.000 psi | ~72.000 psi | ~75.000-80.000 psi |
| Charpy-Schlag (ft-lb) | 110+ | 75 | 35 | 20 | 5-10 |
| Magnetische Reaktion | Nicht-magnetisch | Schwach magnetisch | Stark magnetisch | Stark magnetisch | Stark magnetisch |
Quellen: AMS 5528 Rev. G; ASM Handbook Vol. 2; Carpenter Technology 17-7 PH Technical Data Sheet (2024); ASTM A240 Mechanical Requirements.
Verstehen, was diese Zahlen in der Praxis bedeuten
Die reinen Zahlen sind dramatisch, aber die praktischen Auswirkungen verdienen besondere Aufmerksamkeit:
Sprung der Streckgrenze von Zustand A auf CH900: Die Streckgrenze von 17-7 PH steigt von ca. 40.000 psi im Zustand A auf 220.000 psi in CH900 - eine Steigerung um 450% allein durch die Wärmebehandlung. Dies ist die entscheidende Fähigkeit von ausscheidungshärtenden Legierungen. Kein thermisches Verfahren, das auf 304 angewendet wird, kann seine Streckgrenze über ca. 35.000-40.000 psi erhöhen (es kann nur durch Kaltverformung, nicht durch Ausscheidung gehärtet werden).
Abwägung der Duktilität: Im Zustand CH900 (17-7 PH) sinkt die Dehnung auf 1-2%, was bedeutet, dass es bei Stoßbelastungen relativ spröde ist. Für Anwendungen mit plötzlichen Stoßbelastungen kann der Zustand TH1050 (6% Dehnung) oder sogar Zustand A trotz geringerer Festigkeit vorzuziehen sein. Charpy-Kerbschlagwerte von 5-10 ft-lb in CH900 gegenüber 110+ ft-lb für 304 verdeutlichen, warum 17-7 PH im Zustand maximaler Festigkeit nicht für kryogene oder schlagbeanspruchte Anwendungen geeignet ist.
304 kaltverformte Stärke: Es ist erwähnenswert, dass stark kaltverformtes 304 (z.B. 1/2 hartes oder vollhartes Blech) UTS-Werte von 125.000-185.000 psi erreichen kann, mit Streckgrenzen von 100.000-140.000 psi. Dieser kaltverformte Zustand reduziert jedoch die Duktilität stark und gilt nur für bestimmte Produktformen (Streifen und Bleche), nicht für komplexe, gefertigte Formen. Kaltverformtes 304 kann auch nicht durch Wärmebehandlung weiter verfestigt werden.

Was sind die 17-7 PH Wärmebehandlungsbedingungen und wie wählt man zwischen ihnen?
Das System der Wärmebehandlungsbezeichnungen für 17-7 PH ist komplexer als für austenitische Güten, und ein Missverständnis führt zu Spezifikationsfehlern. Hier finden Sie eine klare Aufschlüsselung der einzelnen Standardbedingungen.
17-7 PH-Bedingungsdefinitionen und Verarbeitungsparameter
| Zustand | Verarbeitung Route | Typische Anwendung | Wesentliche Merkmale |
|---|---|---|---|
| Zustand A (geglüht) | Lösungsgeglüht bei 1066°C (1950°F), abgeschreckt | Ausgangspunkt; Umform- und Bearbeitungszustand | Austenitisch, verformbar, geringere Festigkeit |
| Zustand C (Kaltverformung) | Zustand A + Kältereduktion 50%+ | Hochfestes Band/Draht | Verbesserte Festigkeit gegenüber A; immer noch austenitisch |
| Zustand T (Austenitkonditionierung) | Erhitzt auf 1400°F (760°C), gehalten, abgekühlt auf -100°F | Zwischenschritt vor der Alterung | Umwandlung von Austenit in Martensit |
| Zustand TH1050 | Bedingung T + gealtert bei 1050°F (566°C) für 90 min | Allgemeine strukturelle Luft- und Raumfahrt; Federn | Mäßige Festigkeit, gute Duktilitätsbilanz |
| Zustand RH950 | Konditioniert bei 1750°F + gekühlt + gereift bei 950°F | Befestigungselemente für die Luft- und Raumfahrt, Schäfte | Hohe Festigkeit, mittlere Zähigkeit |
| Zustand CH900 | Zustand C + 60 Minuten lang bei 900°F (482°C) gealtert | Höchstfeste Federn; Präzisionsteile | Höchste Festigkeit; geringste Duktilität |
Quelle: AMS 2759/3 Heat Treatment of Precipitation Hardening Corrosion and Heat Resistant Alloys; AMS 5528; Carpenter Technology Processing Guide (2024).
Die Entscheidung TH1050 vs. CH900
Nach unserer Erfahrung in der Zusammenarbeit mit Beschaffungsteams in der Luft- und Raumfahrt und im Verteidigungsbereich läuft die Entscheidung zwischen TH1050 und CH900 auf eine Frage hinaus: Hat Duktilität oder maximale Festigkeit Priorität?
TH1050 bietet eine UTS von etwa 170.000 psi bei einer Dehnung von 6%. Dieser Zustand wird für Bauteile spezifiziert, die eine hohe Festigkeit benötigen, aber auch eine gewisse Durchbiegung oder einen leichten Stoß verkraften müssen, ohne zu brechen. Viele Halterungen, Clips und Formteile für die Luft- und Raumfahrt fallen in diese Kategorie.
CH900 maximiert die Festigkeit bei 235.000 psi UTS, reduziert aber die Dehnung auf nahezu Null (1-2%). Dieser Zustand eignet sich für Federn, Klammern und Präzisionsbauteile, bei denen die Belastung rein zyklisch oder durch Druck erfolgt und bei denen das Risiko eines Sprödbruchs durch die Geometrie (keine Spannungskonzentrationen, glatte Radien, kugelgestrahlte Oberflächen) beherrscht wird.
RH950 bietet einen Mittelweg, den viele Ingenieure übersehen. Es liefert 190.000 psi UTS mit etwas besserer Zähigkeit als CH900 und erfordert eine Kältebehandlung anstelle einer Kaltbearbeitung, wodurch es für dickere Abschnitte geeignet ist, die sich nur schwer gleichmäßig kaltreduzieren lassen.
Wie sieht es mit der Korrosionsbeständigkeit von 17-7 PH und 304 in verschiedenen Umgebungen aus?
Die Korrosionsbeständigkeit wird häufig als Hauptgrund für die Verwendung von nichtrostendem Stahl angeführt, doch ist der Vergleich zwischen 17-7 PH und 304 in diesem Bereich differenzierter, als die meisten Vergleichsartikel zugeben.
Korrosionsbeständigkeit im Vergleich nach Umgebung
| Umwelt | 304 Leistung | 17-7 PH-Leistung | Bevorzugte Klasse |
|---|---|---|---|
| Atmosphärisch (mild, ländlich) | Ausgezeichnet | Ausgezeichnet | Entweder |
| Industrielle Atmosphäre | Gut | Gut | Entweder |
| Eintauchen in Süßwasser | Ausgezeichnet | Ausgezeichnet | Entweder |
| Meerwasser / Spritzwasserzone | Begrenzt; Lochfraßrisiko | Ähnlich wie 304 | Weder noch (316 oder Duplex verwenden) |
| Verdünnte Säuren (Essigsäure, Zitronensäure) | Gut | Mäßig | 304 |
| Chloridlösungen | Mäßig | Mäßig; etwas niedriger | 304 geringfügig |
| Oxidierende Säuren (verdünntes HNO₃) | Ausgezeichnet | Gut | 304 |
| Reduzierende Säuren (HCl, H₂SO₄) | Schlecht | Schlecht | Weder noch (höhere Legierungen verwenden) |
| Oxidation bei erhöhter Temperatur | Gut bis ~870°C | Gut bis ~870°C | Ähnlich |
| Spannungsrisskorrosion (Cl-) | Empfindlich | Empfindlich | Weder in Hoch-Cl- |
| Spaltkorrosion | Mäßige Anfälligkeit | Mäßige Anfälligkeit | Ähnlich |
| Lebensmittelkontakt / FDA-Umgebungen | Genehmigt | Genehmigt (Vermerk Finish) | 304 bevorzugt für Hygiene |
Quellen: ASM Handbook Vol. 13A Corrosion; NACE International MR0175; Outokumpu Corrosion Handbook (12. Ausgabe, 2023).
Warum 304 einen leichten Vorteil bei der Korrosionsbeständigkeit hat
Der Mindestchromgehalt von 18% in 304 gegenüber 16% in 17-7 PH verleiht 304 einen etwas robusteren Passivfilm, insbesondere in oxidierenden Umgebungen. Dieser Chromvorteil ist unter den meisten Einsatzbedingungen nicht dramatisch, wird aber in Grenzbereichen relevant, in denen die Stabilität des Passivfilms marginal ist.
Das ist noch wichtiger, das martensitische Gefüge von gehärtetem 17-7 PH (unter TH-, RH- oder CH-Bedingungen) ist von Natur aus etwas anfälliger für Wasserstoffversprödung und Spannungsrisskorrosion in chloridhaltigen Umgebungen als die austenitische 304-Struktur. In den NACE-Richtlinien für saure Umgebungen (Schwefelwasserstoff) sind beispielsweise strenge Härtegrenzwerte festgelegt, die CH900 und RH950 im Zustand 17-7 PH ausschließen würden.
Für die pharmazeutische Herstellung, die Lebensmittelverarbeitung und die Getränkeindustrie ist 304 die bevorzugte Wahl - nicht in erster Linie wegen seiner Korrosionsbeständigkeit gegenüber 17-7 PH, sondern weil seine austenitische Struktur das Polieren auf Ra-Werte unter 0,8 µm über große Flächen hinweg ermöglicht und damit die Oberflächenanforderungen der FDA und der 3-A Sanitary Standards erfüllt. Die martensitische Struktur von gehärtetem 17-7 PH kann zwar poliert werden, doch ist es schwieriger, im Produktionsmaßstab gleichbleibende hygienische Oberflächengüten zu erzielen.
Welche Legierung ist leichter zu verarbeiten, zu schweißen und zu formen?
Die Verarbeitbarkeit ist oft der entscheidende Faktor für Werkstätten, die nicht für eine spezielle Wärmebehandlung ausgerüstet sind. Der Unterschied zwischen diesen Legierungen in der Werkstatt ist erheblich.
Vergleich der Fabrikationseigenschaften
| Aspekt der Fabrikation | 304 | 17-7 PH (Kond. A) | 17-7 PH (gehärtet) |
|---|---|---|---|
| Kaltverformbarkeit | Ausgezeichnet | Gut | Sehr schlecht |
| Tiefziehen | Ausgezeichnet | Mäßig | Nicht empfohlen |
| Rückfederung | Gering bis mäßig | Mäßig | Hoch (muss überkompensieren) |
| Zerspanbarkeit (freie Zerspanung = 100%) | ~45% | ~40% | ~25-30% |
| Schweißeignung | Ausgezeichnet | Gut mit Vorsichtsmaßnahmen | Nicht empfohlen |
| Wärmebehandlung nach dem Schweißen erforderlich | Nein (für die meisten Anwendungen) | Ja (Wiederauflösungsglühen empfohlen) | K.A. |
| Schneiden (Laser, Plasma, Wasserstrahl) | Ausgezeichnet | Gut | Gut |
| Schleifen | Ausgezeichnet | Gut | Mäßig (erzeugt Wärme) |
| Shotpeening (zur Verbesserung der Ermüdung) | Standard | Standard | Kritisch für CH900-Federn |
Quellen: AWS D1.6 Structural Welding Code - Stainless Steel; AWS Welding Handbook Vol. 4; Carpenter Technology Fabrication Guide for 17-7 PH (2024).
Welding 17-7 PH - Was Ingenieure wissen müssen
Das Schweißen von 17-7 PH im Zustand A ist je nach den Festigkeitsanforderungen an der Schweißnaht entweder mit einem 17-7 PH-Zusatzwerkstoff (AWS A5.9 ER630 oder ER630-Ersatz) oder mit einem 308L-Zusatzwerkstoff möglich. Allerdings führt das Schweißen zu kritischen Komplikationen:
- Die wärmebeeinflusste Zone (HAZ) von 17-7 PH-Schweißnähten kann eine Mischung aus austenitischen und martensitischen Phasen mit unbeständigen Eigenschaften entstehen.
- Lösungsglühen nach dem Schweißen bei 1066°C (1950°F) wird vor jeder Alterungsbehandlung empfohlen, um das Gefüge zu rehomogenisieren. Wird dieser Schritt ausgelassen, können die Eigenschaften der WEZ weit unter den Spezifikationen des Grundmetalls liegen.
- Effizienz der Schweißnaht wird in der Regel mit 85-90% des Grundmetalls für Luft- und Raumfahrtanwendungen angegeben.
Bei 304 ist das Schweißen wesentlich einfacher. Standard-GTAW (WIG) oder GMAW (MIG) mit 308L-Zusatzwerkstoff, kein Vorwärmen, keine Wärmebehandlung nach dem Schweißen für die meisten Anwendungen erforderlich und gutes Schweißbadverhalten. Diese einfache Verarbeitung ist ein echter Wettbewerbsvorteil für 304 bei Anwendungen, bei denen komplexe Baugruppen vor Ort geschweißt werden müssen oder bei denen keine Wärmebehandlungsöfen zur Verfügung stehen.
Umformung und Federherstellung in 17-7 PH
Eine der wertvollsten Eigenschaften von 17-7 PH ist die Möglichkeit, es im Zustand A (weich, austenitisch, duktil) zu formen und dann nach der Herstellung durch Wärmebehandlung zu verfestigen. Diese Verarbeitungsfolge ist für die Herstellung von Federn von grundlegender Bedeutung:
- Formen Sie die Federgeometrie aus Band oder Draht des Zustands A.
- TH-, RH- oder CH-Wärmebehandlung in einem Ofen mit kontrollierter Atmosphäre.
- Das geformte Teil erreicht die maximale Festigkeit ohne die Verformungsprobleme, die beim Versuch, vollständig gehärtetes Material zu formen, auftreten.
Dieser Prozess erfordert Öfen mit kontrollierter Atmosphäre oder Vakuumöfen um Oberflächenoxidation zu verhindern. Bei der CH900-Behandlung ist ein 60-minütiger Alterungszyklus bei 900°F in einer neutralen Atmosphäre mit anschließender Luftkühlung Standard. Eine gleichmäßige Temperaturverteilung von ±10°F über die gesamte Ladung ist entscheidend - eine ungleichmäßige Alterung führt zu Festigkeitsschwankungen, die die Ermüdungslebensdauer beeinträchtigen.

Wie groß ist der Unterschied in der Ermüdungsleistung zwischen 17-7 PH und 304?
Die Ermüdungsfestigkeit ist der Punkt, an dem das technische Argument für 17-7 PH am überzeugendsten wird. Bei Bauteilen, die wiederholten zyklischen Belastungen ausgesetzt sind - Federn, Membranen, Biegeelemente, Klammern, Halteelemente - bestimmt die Ermüdungsfestigkeit die Lebensdauer stärker als die statische Zugfestigkeit.
Vergleich der Ermüdungsdaten: 17-7 PH vs. 304
| Zustand | Ermüdungsgrenze (10⁷ Zyklen, R.R. Moore) | Ermüdungsverhältnis (Ermüdungsgrenze / UTS) | Typische Spannungsamplitude bei 10⁶ Zyklen |
|---|---|---|---|
| 304 Geglüht | ~35.000 psi (241 MPa) | ~0.48 | ~40.000 psi (276 MPa) |
| 304 1/2 Hart (kaltverformt) | ~55.000 psi (379 MPa) | ~0.38 | ~60.000 psi (414 MPa) |
| 17-7 PH-Kond. A | ~45.000 psi (310 MPa) | ~0.35 | ~50.000 psi (345 MPa) |
| 17-7 PH TH1050 | ~68.000 psi (469 MPa) | ~0.40 | ~74.000 psi (510 MPa) |
| 17-7 PH RH950 | ~72.000 psi (496 MPa) | ~0.38 | ~78.000 psi (538 MPa) |
| 17-7 PH CH900 | ~75.000-80.000 psi (517-552 MPa) | ~0.33 | ~85.000 psi (586 MPa) |
| 17-7 PH CH900 + kugelgestrahlt | ~90.000-100.000 psi (620-690 MPa) | ~0.40 | ~100.000 psi (690 MPa) |
Quellen: Carpenter Technology PH Alloy Fatigue Data (2024); ASM Handbook Vol. 19 Fatigue and Fracture; MIL-HDBK-5J (MMPDS-01) Metallic Materials Properties Development and Standardization.
Warum Shot Peening für 17-7 PH-Federn so wichtig ist
Durch das Kugelstrahlen werden Druckeigenspannungen an der Oberfläche von 17-7 PH-Bauteilen erzeugt, die den Zugspannungen, die Ermüdungsrisse verursachen, entgegenwirken. Die obigen Daten zeigen, dass CH900 plus Kugelstrahlen die effektive Ermüdungsgrenze auf 90.000-100.000 psi anheben kann - eine Verbesserung von 150-185% gegenüber geglühtem 304 bei derselben Belastungsfrequenz.
Für Federn in Luft- und Raumfahrtqualität, die nach AMS 13165 (Shotpeening) oder MIL-S-13165C spezifiziert sind, ist diese Behandlung für sicherheitskritische Anwendungen obligatorisch. Kommerzielle Federhersteller wenden dieses Verfahren in der Regel als Standardverfahren für 17-7 PH CH900-Federn in Hochzyklusanwendungen (>10⁷ Lastzyklen) an.
Der praktische Vorteil der Ermüdungslebensdauer bedeutet, dass ein Ingenieur, der eine Feder entwirft, die 10 Millionen Zyklen bei einer Spannungsamplitude von ±40.000 psi überstehen soll, die folgenden Möglichkeiten hat:
- 304 geglüht: Unzureichend (Ermüdungsgrenze ~35.000 psi; diese Belastung überschreitet sie)
- 304 1/2 hart: Geringfügig (Ermüdungsgrenze ~55.000 psi; 73% Verwendung)
- 17-7 PH TH1050: Komfortable Marge (Ermüdungsgrenze ~68.000 psi; 59% Nutzung)
- 17-7 PH CH900: Großzügiger Spielraum (Ermüdungsgrenze ~80.000 psi; 50% Nutzung)
Die Wahl ist keine Frage der Vorliebe - sie ist eine Frage der Physik.
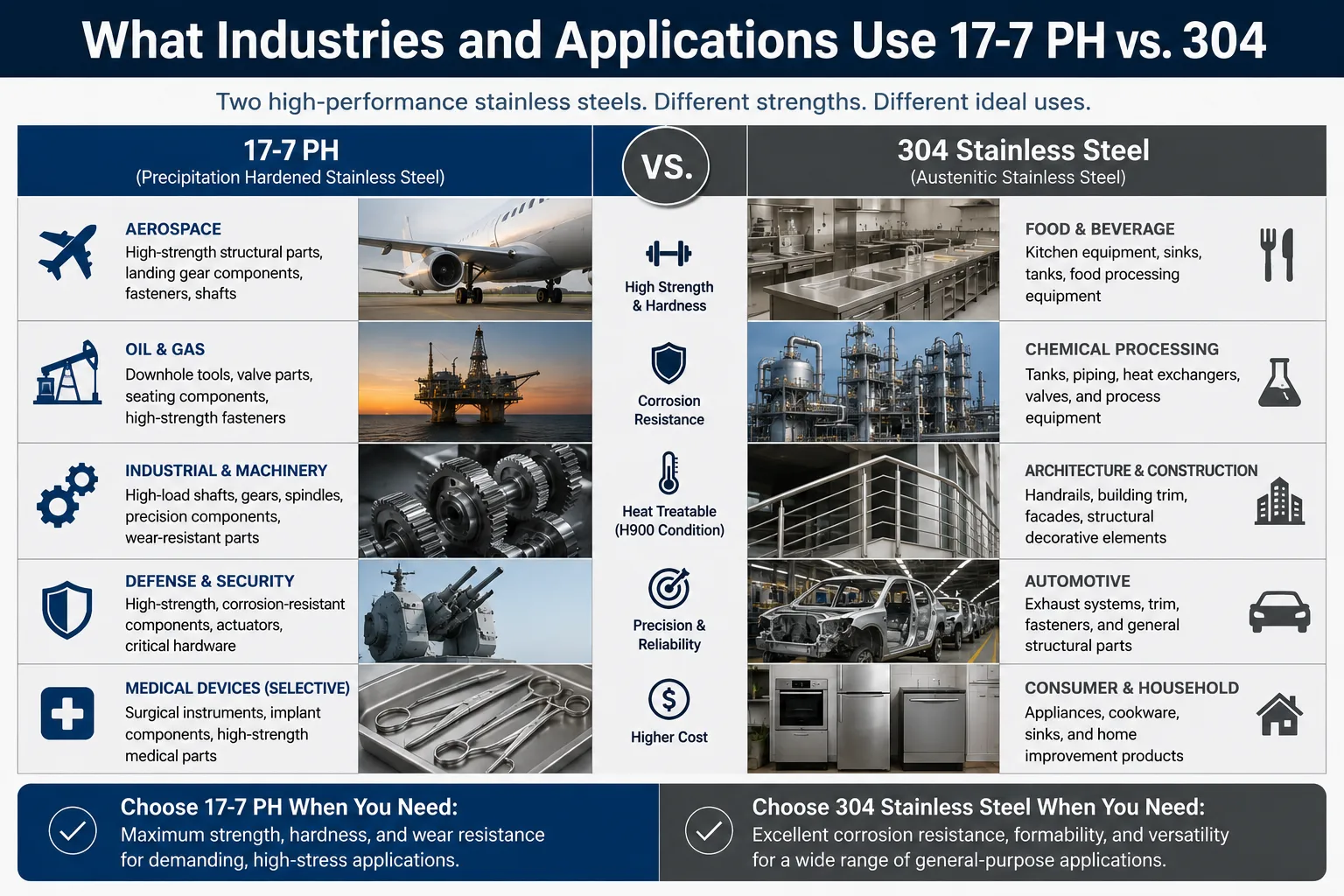
Welche Branchen und Anwendungen verwenden 17-7 PH im Vergleich zu 304, und warum?
Die Zuordnung von Anwendungen verdeutlicht die Entscheidungskriterien in der realen Welt besser als abstrakte Eigenschaftsvergleiche. Jede Branche hat durch jahrzehntelange Felderfahrung, Fehleranalyse und Kostenoptimierung ihre Sortenpräferenzen entwickelt.
Anwendungsmatrix für die Industrie: 17-7 PH vs. 304
| Industrie / Anwendung | Bevorzugte Klasse | Bestimmender Faktor | Wichtige Spezifikationen |
|---|---|---|---|
| Federn und Clips für die Luft- und Raumfahrt | 17-7 PH CH900 | Ermüdungsfestigkeit, Gewicht | AMS 5528, AMS 5529 |
| Strukturelle Halterungen für Flugzeuge | 17-7 PH TH1050 | Zugfestigkeit, Gewicht | AMS 5528, MIL-S-25043 |
| Medizinische Federn (implantierbar) | 17-7 PH oder 316L | Biokompatibilität + Ermüdung | ASTM F899 |
| Chirurgische Instrumente (Nicht-Implantate) | 304 oder 17-4 PH | Umformbarkeit + Korrosion | ASTM A276 |
| Ausrüstung für die Lebensmittelverarbeitung | 304 | Hygienische Oberfläche, Schweißbarkeit | 3-A Sanitär; FDA 21 CFR |
| Chemische Verarbeitungsbehälter | 304 (oder 316L) | Korrosionsbeständigkeit | ASTM A240, ASME SA-240 |
| Architektonische Verkleidungen und Verkleidungen | 304 | Ästhetik, Aussehen der Schweißnaht | ASTM A240 |
| Kfz-Abgaskomponenten | 304 (oder 439/409) | Hitzebeständigkeit, Kosten | SAE J405 |
| Pharmazeutische Rohrleitungen (unsteril) | 304L | Schweißbarkeit, Sauberkeit | ASME BPE |
| Elektronische Kontaktfedern | 17-7 PH | Ermüdung, elektrische Leitfähigkeit | AMS 5529 |
| Membranen und Faltenbälge | 17-7 PH TH1050 | Ermüdung, elastische Verformung | AMS 5528 |
| Sicherungsringe (schwere Ausführung) | 17-7 PH RH950 | Stärke, Härte | AMS 5528 |
| Besteck und Kochgeschirr | 304 | Formbarkeit, Aussehen | FDA-Konformität |
| Marine Hardware (nicht-strukturell) | 304 | Verfügbarkeit, Kosten | ASTM A276 |
| Schusswaffenkomponenten (Federn) | 17-7 PH | Ermüdungslebensdauer, Festigkeit | AMS 5529 |
| Druckbehälterköpfe | 304 oder 304L | Schweißbarkeit, ASME-Konformität | ASME Abschnitt VIII |
| Hochzyklus-Ventilfedern | 17-7 PH CH900 | Ermüdungslebensdauer | AMS 5528 |
Die Fallstudie zur Luft- und Raumfahrtfeder
In der zivilen und militärischen Luftfahrt ist 17-7 PH im Zustand CH900 im Wesentlichen die Standardspezifikation für Federn, Halteklammern und geformte Blechteile, die sowohl eine hohe Festigkeit als auch eine hohe Ermüdungsbeständigkeit erfordern. Die Boeing-Werkstoffspezifikation BMS 7-214 und die Airbus-Prozessspezifikation AP2227 verweisen beide auf 17-7 PH-Bleche und -Bänder für diese Anwendungsfamilie.
Die Feder eines Fahrwerkstürscharniers zum Beispiel kann während der Lebensdauer eines Flugzeugs 50.000 bis 100.000 Mal belastet werden. Eine 304-Feder würde bei diesen Spannungsamplituden innerhalb eines Bruchteils ihrer Lebensdauer durch Ermüdung versagen. Die Gewichtseinsparung durch die Verwendung von 17-7 PH-Federn mit dünnerem Querschnitt gegenüber dickeren 304-Federn, um die gleiche Federrate zu erreichen, trägt ebenfalls zur Rechtfertigung der Konstruktion bei.
Warum 304 in der Lebensmittel- und Pharmabranche dominiert
In der Lebensmittel- und Pharmaindustrie geht es im Allgemeinen nicht um maximale Festigkeit, sondern um die Konsistenz der Oberflächenbeschaffenheit, die Schweißbarkeit ohne Farbabweichungen des Schweißzusatzes, die Einhaltung der FDA-Vorschriften 21 CFR 177 und 21 CFR 170 sowie die Reinigungsfähigkeit. Die Sorte 304 erfüllt all diese Kriterien in hervorragender Weise:
- Gleichmäßiges Elektropolierverhalten für Oberflächen mit Ra < 0,5 µm
- Vollständige Zulassung gemäß FDA, EU-Vorschriften für Materialien mit Lebensmittelkontakt und NSF International
- Einfaches Orbitalschweißen für hygienische Rohrleitungssysteme nach ASME BPE
- Nach der Herstellung ist keine Wärmebehandlung erforderlich, die Maßänderungen verursachen könnte.
Die magnetischen Eigenschaften von gehärtetem 17-7 PH würden auch Metalldetektionssysteme in Lebensmittelproduktionslinien auslösen - ein praktisches betriebliches Problem, das es unabhängig von anderen Eigenschaften für viele Lebensmittelanwendungen ausschließt.
Wie sehen die Preise und die Verfügbarkeit zwischen 17-7 PH und 304 im Jahr 2026 aus?
Die Kosten sind immer ein Teil der technischen Entscheidung. Die Kenntnis des Preisunterschieds und der Gründe dafür verhindert einen Preisschock und hilft bei der Analyse, ob man etwas kaufen sollte oder nicht.
Vergleich der Preise pro Pfund: 17-7 PH vs. 304 (US-Markt, Mai 2026)
| Produkt Form | 304 Preis/Pfund (USD) | 17-7 PH Preis/Pfund (USD) | Premium-Faktor |
|---|---|---|---|
| Bleche / Bänder (geglüht) | $1.55 - $1.85 | $4.20 - $5.80 | 2.5 - 3.5× |
| Kaltgewalztes Band (festes Tol.) | $1.75 - $2.10 | $4.80 - $6.50 | 2.5 - 3.5× |
| Rundstab | $1.75 - $2.20 | $4.50 - $6.20 | 2.4 - 3.2× |
| Draht (Federdraht) | $2.20 - $3.50 | $5.50 - $8.00 | 2.2 - 2.8× |
| Flache Stange / Platte | $1.55 - $1.80 | $4.40 - $5.90 | 2.6 - 3.4× |
Quelle: MWalloys-Beschaffungsdaten und Angebote von Service-Centern, Q1-Q2 2026; Querverweis auf Aerospace Metals-Vertriebspreise.
Der 2,5-3,5fache Preisaufschlag für 17-7 PH spiegelt mehrere Kostenfaktoren wider:
- Geringeres Produktionsvolumen: 17-7 PH macht nur einen Bruchteil von 1% der Gesamtproduktion an rostfreiem Stahl aus und bietet keine vergleichbaren Größenvorteile wie 304.
- Strengere Prozesskontrollen: Die AMS-Spezifikationen verlangen eine chemische Überprüfung, mechanische Tests und häufig eine Ultraschallprüfung auf einem Niveau, das über dem der ASTM Commodity Grade liegt.
- Komplexität der Wärmebehandlung: Die Anforderungen der AMS 2759-Serie an die Wärmebehandlung verursachen zusätzliche Kosten und erfordern zertifizierte Ofenanlagen.
- Zusatz von Aluminium: Der Zusatz von Aluminiumlegierungen führt zu einem komplexen Schmelz- und Kontrollprozess, der bei austenitischen Stählen nicht erforderlich ist.
Überlegungen zur Verfügbarkeit
Die Sorte 304 ist bei Hunderten von Servicezentren weltweit in praktisch jeder Form, Dicke, Breite und Ausführung ab Lager erhältlich. Die Lieferzeiten für Standardgrößen betragen in der Regel 1-5 Tage im Inland.
Die Sorte 17-7 PH in Standardblechen nach AMS 5528 und Bändern nach AMS 5529 wird von Spezialhändlern für Luft- und Raumfahrtmetalle auf Lager gehalten. Für Standarddicken (0,010" bis 0,125") betragen die Lieferzeiten bei Spezialhändlern in der Regel 3-15 Arbeitstage. Für schwerere Bleche (über 0,500") oder Nicht-Standardbreiten können sich die Lieferzeiten auf 8-20 Wochen für die Walzwerksproduktion verlängern. MWalloys unterhält einen strategischen Bestand an den gängigsten 17-7 PH-Bändern und -Blechen, um Kunden mit AOG-Anforderungen (Aircraft-on-Ground) und dringenden Produktionsanforderungen zu unterstützen.
Wie sollten Sie sich zwischen 17-7 PH und 304 für Ihre Anwendung entscheiden?
Anstatt dies als einfache Checkliste zu präsentieren, möchten wir die Entscheidungslogik erläutern, die erfahrene Metallurgieingenieure anwenden, da die richtige Antwort davon abhängt, welche Randbedingungen in Ihrer Anwendung tatsächlich bindend sind.
Entscheidungsrahmen: 17-7 PH vs. 304 Auswahl
| Frage | Wenn ja, erwägen Sie | Falls nein, erwägen Sie |
|---|---|---|
| Ist eine Zugfestigkeit von über 100.000 psi erforderlich? | 17-7 PH | 304 kann ausreichen |
| Wird das Bauteil >10⁵ Ermüdungszyklen ausgesetzt? | 17-7 PH | Entweder Klasse |
| Ist die Gewichtsreduzierung ein Designfaktor? | 17-7 PH (dünnerer Abschnitt) | 304 (geringere Kosten) |
| Ist die Korrosion in konzentrierten Chloriden das Hauptrisiko? | Weder noch (316 oder Duplex verwenden) | Bewerten Sie andere Faktoren |
| Wird das Teil in der Endmontage geschweißt werden, ohne dass eine Wärmebehandlung möglich ist? | 304 | 17-7 PH akzeptabel |
| Ist die Anwendung lebensmittel-, pharmazeutisch oder FDA-reguliert? | 304 | Siehe 17-7 PH |
| Ist das Budget knapp bemessen und die Stärke von 304 ausreichend? | 304 | 17-7 PH bei Leistungsbedarf |
| Handelt es sich bei der Anwendung um eine Luft- und Raumfahrtfeder oder eine Membran? | 17-7 PH | Überprüfung mit Entwurfsspezifikation |
| Muss das Teil nichtmagnetisch sein? | 304 | 17-7 PH (gehärtet = magnetisch) |
| Liegt die Betriebstemperatur ständig über 600°F? | 304 (bessere Oxidation) | Überprüfen Sie 17-7 PH-Grenzwerte |
Bei MWalloys hilft unser technisches Team den Kunden regelmäßig dabei, diese Entscheidungsmatrix mit spezifischen Anwendungsdaten durchzuarbeiten. Der häufigste Fehler, den wir sehen, ist die Überspezifizierung von 17-7 PH für Anwendungen, bei denen 304 eine angemessene Leistung erbringen würde - dies treibt die Kosten um das 2,5-3,5fache in die Höhe, ohne einen funktionalen Nutzen zu bringen. Ebenso problematisch ist die Unterspezifizierung und Verwendung von 304 in Feder- oder Hochzyklusanwendungen, bei denen ein Ermüdungsbruch von vornherein vorhersehbar ist.
FAQs - Technische Fragen, die von Ingenieuren und Käufern am häufigsten zu 17-7 PH vs. 304 gestellt werden
1: Ist 17-7 PH stärker als Edelstahl 304?
Ja, erheblich. In seinem spitzengehärteten CH900-Zustand erreicht 17-7 PH eine UTS von 235.000 psi gegenüber 73.200 psi bei geglühtem 304 - eine Steigerung um 220%. Selbst im TH1050-Zustand übertrifft 17-7 PH bei 170.000 psi 304 um mehr als 130%. Dieser Festigkeitsvorteil ergibt sich aus dem Ausscheidungshärtungsmechanismus, bei dem nanoskalige intermetallische NiAl-Teilchen in der martensitischen Matrix der Versetzungsbewegung widerstehen. Die Sorte 304 kann diesen Mechanismus nicht durch eine Wärmebehandlung nachbilden und kann die Festigkeit nur durch Kaltverformung erhöhen, die auf bestimmte Produktformen beschränkt ist und weitaus geringere Vorteile bietet. Für strukturelle Anwendungen, bei denen eine Zugfestigkeit von über 100.000 psi erforderlich ist, ist 17-7 PH die geeignete Wahl innerhalb der Familie der nichtrostenden Stähle.
2: Kann 17-7 PH als direkter Ersatz für 304 in bestehenden Konstruktionen verwendet werden?
In den meisten Fällen nicht - eine direkte Substitution ist ohne technische Prüfung nicht ratsam. Zwar handelt es sich bei beiden Legierungen um nichtrostende Stähle mit ähnlichen Korrosionsbeständigkeitsprofilen, doch unterscheiden sich ihr Maßverhalten bei der Wärmebehandlung, ihre magnetischen Eigenschaften, ihre Schweißbarkeit und ihre Kosten erheblich. Wenn Sie in einer geschweißten Baugruppe, die nicht wärmebehandelt werden kann, 304 durch 17-7 PH ersetzen, sind die Eigenschaften der Schweißverbindung unvorhersehbar. Wenn Sie dagegen in einer Federanwendung 17-7 PH durch 304 ersetzen, weil 17-7 PH nicht verfügbar ist, wird die 304er Feder mit ziemlicher Sicherheit vorzeitig durch Ermüdung versagen. Die Substitution von Edelstahlsorten erfordert die Zustimmung des Ingenieurs zu den spezifischen Anwendungseinschränkungen. Das technische Team von MWalloys kann bei der Substitutionsanalyse behilflich sein, wenn Lieferengpässe die Bewertung alternativer Sorten erfordern.
3: Was ist der Unterschied zwischen rostfreiem Stahl 17-7 PH und 17-4 PH?
17-4 PH und 17-7 PH sind beide ausscheidungshärtende nichtrostende Stähle, aber 17-4 PH ist eine martensitische Legierung, während 17-7 PH halbaustenitisch ist. Der Hauptunterschied besteht darin, dass sich 17-4 PH (UNS S17400) beim Abkühlen aus dem Lösungsglühen ohne besonderen Konditionierungsschritt von Austenit in Martensit umwandelt, während 17-7 PH eine kontrollierte Konditionierung und Abkühlung oder Kaltbearbeitung erfordert, um die Umwandlung auszulösen. Dadurch ist 17-4 PH einfacher wärmezubehandeln (H900, H925, H1025, H1075, H1100, H1150), aber es ist nur für Stangen, Knüppel und schwerere Profile geeignet. 17-7 PH wird bevorzugt für dünne Bänder und Federdrähte verwendet, da seine Verformbarkeit im Zustand A die Herstellung komplexer Formen vor dem Härten ermöglicht. Beide Legierungen erreichen vergleichbare Spitzenfestigkeiten (17-4 PH H900: ~190.000 psi UTS; 17-7 PH CH900: ~235.000 psi UTS).
4: Ist 17-7 PH magnetisch?
Ja, nach einer Wärmebehandlung wird 17-7 PH stark magnetisch. Im Zustand A ist 17-7 PH leicht magnetisch (teilweise austenitisch). Nach einer TH-, RH- oder CH-Wärmebehandlung, die das Gefüge in Martensit umwandelt, wird die Legierung stark magnetisch mit relativen Permeabilitätswerten, die typischerweise im Bereich von 50-200 liegen. Dieses magnetische Verhalten hat praktische Auswirkungen: Gehärtete 17-7 PH-Komponenten werden bei der Montage von Magneten angezogen oder festgehalten und können elektronische oder magnetempfindliche Geräte stören. Die Sorte 304 hingegen ist im geglühten Zustand nicht magnetisch (obwohl sie bei der Kaltverformung leicht magnetisch wird). Für Anwendungen, die während der gesamten Lebensdauer unmagnetische Eigenschaften erfordern - Komponenten von MRT-Geräten, bestimmte Kompassgehäuse, Abschirmungen gegen elektromagnetische Störungen - sind 304 oder vollständig austenitische höher legierte Sorten die richtige Wahl.
5: Welcher Zusatzwerkstoff sollte beim Schweißen von 17-7 PH verwendet werden?
Der empfohlene Schweißzusatzwerkstoff für das Schweißen von 17-7 PH ist AWS A5.9 ER630 (17-4 PH-Zusatzwerkstoff), der ein Schweißgut mit ähnlichem Ausscheidungshärtungsverhalten wie der Grundwerkstoff ergibt. Für Anwendungen, bei denen eine Alterung nach dem Schweißen nicht geplant oder durchführbar ist, erzeugt der AWS ER308L-Zusatzwerkstoff ein vollständig austenitisches Schweißgut mit angemessener Korrosionsbeständigkeit, jedoch ohne Ausscheidungshärtungsfähigkeit. Nach dem Schweißen wird ein Lösungsglühen bei 1066°C (1950°F) gefolgt von einem entsprechenden Alterungszyklus empfohlen, um gleichmäßige Eigenschaften in der gesamten Schweißzone wiederherzustellen. Vom Schweißen von 17-7 PH in gehärtetem Zustand (CH900 oder RH950) wird dringend abgeraten, da die Schweißnaht- und WEZ-Eigenschaften unvorhersehbar und im Allgemeinen schlechter sind als bei ordnungsgemäß verarbeitetem Material. Ein Vorwärmen ist für das Schweißen im Zustand A nicht erforderlich, aber die Zwischenlagentemperaturen sollten unter 300°F gehalten werden.
6: Wie verhält sich 17-7 PH bei erhöhten Temperaturen im Vergleich zu 304?
Beide Legierungen verlieren bei erhöhten Temperaturen an Festigkeit, aber 304 weist eine bessere Hochtemperaturoxidationsbeständigkeit auf und wird im Allgemeinen für den Dauereinsatz bei Temperaturen über 315°C (600°F) bevorzugt. Die Ausscheidungshärtung von 17-7 PH beginnt sich bei Temperaturen über 315°C (600°F) umzukehren (Überalterung), wenn sie über einen längeren Zeitraum aufrechterhalten wird. Das bedeutet, dass ein mit CH900 behandeltes Bauteil, das anhaltenden Temperaturen über diesem Schwellenwert ausgesetzt ist, allmählich seine Härte und Festigkeit in Richtung des Zustands A verliert. Bei der Sorte 304 besteht dieses Problem der Überalterung nicht, da die Festigkeit der austenitischen Struktur nicht von Ausscheidungen abhängt. Für Hochtemperatur-Federanwendungen über 500°F sind Inconel 718 oder A-286 die geeignetere Wahl als 17-7 PH oder 304. Unterhalb einer Dauergebrauchstemperatur von 500°F behält der 17-7 PH seine gehärteten Eigenschaften zuverlässig bei.
7: Wie hoch ist die Dichte von 17-7 PH im Vergleich zu 304, und wie wirkt sich das auf die Gewichtsberechnung aus?
Die Dichten der beiden Legierungen liegen sehr nahe beieinander: 0,276 lb/in³ (7,64 g/cm³) für 17-7 PH gegenüber 0,285 lb/in³ (7,89 g/cm³) für 304 geglüht. Der Gewichtsunterschied beträgt nur etwa 3,2%, was für die meisten Gewichtsberechnungen vernachlässigbar ist. Die tatsächliche Gewichtseinsparung durch die Verwendung von 17-7 PH ergibt sich nicht aus dem Dichteunterschied, sondern aus der Möglichkeit, dünnere Querschnitte zu verwenden, um die gleiche strukturelle Leistung zu erzielen - dies ist der konstruktiv zulässige Vorteil. So kann beispielsweise eine Feder, die die gleiche Energie wie eine 304er-Feder speichern soll, aber aus 17-7 PH CH900 hergestellt ist, einen erheblich kleineren Drahtdurchmesser und eine geringere Anzahl von Windungen aufweisen, wodurch sich gleichzeitig Gewicht und Packungsgröße verringern. Diese Konstruktionseffizienz ist der Grund, warum die Luft- und Raumfahrtanwendungen die zusätzlichen Materialkosten in Kauf nehmen.
8: Kann 17-7 PH in kryogenen Anwendungen verwendet werden?
Nr. 17-7 PH in gehärtetem Zustand (TH, RH, CH) wird nicht für den kryogenen Einsatz empfohlen. Die martensitische Mikrostruktur von gehärtetem 17-7 PH hat eine schlechte Zähigkeit bei niedrigen Temperaturen, wobei die Charpy-Kerbschlagzähigkeitswerte bei kryogenen Temperaturen im CH900-Zustand unter 5 ft-lb fallen. Die Sorte 304, die vollständig austenitisch ist, weist eine ausgezeichnete Zähigkeit bis hinunter zu Temperaturen von flüssigem Stickstoff (-320°F / -196°C) auf - tatsächlich steigen die Charpy-Kerbschlagzähigkeitswerte bei kryogenen Temperaturen oft an. Für kryogene Anwendungen, die einen nichtrostenden Stahl erfordern, sind 304, 316L oder 321 die richtige Wahl. 17-7 PH im Zustand A (austenitisch) hat technisch gesehen eine bessere kryogene Zähigkeit als im gehärteten Zustand, aber die Verwendung einer teuren PH-Legierung ohne Nutzung ihrer Ausscheidungshärtungsfähigkeit verfehlt den Zweck der Spezifikation.
9: Welche ASTM- oder AMS-Spezifikationen gelten für die Beschaffung von 17-7 PH-Materialien?
Die wichtigsten Beschaffungsspezifikationen für 17-7 PH sind AMS 5528 (Bleche, Bänder und Platten), AMS 5529 (Bänder im Zustand C), AMS 5568 (Schweißdraht) und AMS 5824 (Draht für Federn). Für die Wärmebehandlung regelt die AMS 2759/3 die Ausscheidungshärtung von korrosionsbeständigen Legierungen. ASTM A693 deckt auch ausscheidungshärtende Edelstahlbleche, -platten und -bänder ab. Für die Beschaffung in der Luft- und Raumfahrt sowie im Verteidigungsbereich sind die AMS-Spezifikationen obligatorisch, und die Werkszertifizierungen müssen sich auf das jeweilige AMS-Dokument beziehen. MIL-S-25043 deckt 17-7 PH für militärische Anwendungen ab. Geben Sie beim Kauf von 17-7 PH immer den gewünschten Zustand (A, C, TH1050, RH950 oder CH900) auf der Bestellung an - Material, das ohne Zustandsspezifikation bestellt wird, wird standardmäßig in Zustand A geliefert, und der Erhalt von gehärtetem Material, obwohl Zustand A benötigt wurde (oder umgekehrt), führt zu erheblichen Nachbearbeitungskosten und Terminverzögerungen.
Für die richtigen Anwendungen absolut ja - und für die falschen Anwendungen definitiv nein. (1) die Anwendung eine Zugfestigkeit von über 100.000 psi erfordert, (2) die Ermüdungsfestigkeit bei hohen Spannungsamplituden das konstruktionsbegrenzende Kriterium ist, (3) eine Gewichtsreduzierung Einsparungen bei nachgeschalteten Systemen ermöglicht (Treibstoffverbrauch in Flugzeugen, Handhabungslasten in der Robotik) oder (4) die Alternative zu 17-7 PH eine teurere nicht rostfreie Legierung wie Titan oder Berylliumkupfer ist. Wenn keine dieser Bedingungen zutrifft - allgemeine Korrosionsbeständigkeit, Schweißbarkeit, Kosmetik oder mäßige strukturelle Belastungen - ist 304 zu einem Drittel der Kosten die verantwortungsvollere technische und wirtschaftliche Wahl. Wir helfen unseren Kunden routinemäßig bei der Auswahl der richtigen Sorte in beide Richtungen, und die Gesamtkosteneinsparungen, die sich aus der korrekten Spezifikation der Sorte für einen Produktionslauf ergeben, rechtfertigen häufig eine formelle Überprüfung der Materialauswahl.
Abschließende Zusammenfassung: Das praktische Endergebnis
Die nachstehende Tabelle fasst die wichtigsten Auswahlkriterien in einem Schnellreferenzformat zusammen:
Endgültige Auswahl Schnellreferenz: 17-7 PH vs. 304 Edelstahl
| Kriterium | 17-7 PH-Sieger | 304 Gewinner | Gleiche Leistung |
|---|---|---|---|
| Zugfestigkeit | X | ||
| Streckgrenze | X | ||
| Ermüdungsfestigkeit (hoher Zyklus) | X | ||
| Härte | X | ||
| Kaltverformbarkeit | X | ||
| Schweißeignung | X | ||
| Allgemeine Korrosionsbeständigkeit | X (geringfügig) | ||
| Kryogenische Zähigkeit | X | ||
| Nicht-magnetische Eigenschaft | X | ||
| Hygienische Oberflächenveredelung | X | ||
| FDA-/Lebensmitteleignung | X | ||
| Kosten für Rohmaterial | X | ||
| Verfügbarkeit / Vorlaufzeit | X | ||
| Stabilität bei hohen Temperaturen (>600°F) | X | ||
| Gewichtseffizienz (Stärke/Gewicht) | X | ||
| Dichte | X (fast identisch) | ||
| Oxidationsbeständigkeit (bis 870°C) | X |
Das Urteil von MWalloys basiert auf jahrzehntelanger kombinierter Beschaffungs- und Anwendungserfahrung: 304 als Standard zu verwenden und nur dann auf 17-7 PH zu wechseln, wenn die mechanischen Leistungsdaten dies eindeutig rechtfertigen. Wenn dies der Fall ist, bietet 17-7 PH eine Leistung, die keine andere nichtrostende Legierung zu diesem Preis erreichen kann - und keine noch so große technische Kreativität kann dafür sorgen, dass sich 304 wie eine ausscheidungshärtende Legierung verhält.
Dieser technische Artikel wurde vom MWalloys-Redaktions- und Technikteam erstellt. Die zitierten Daten stammen aus AMS 5528, ASTM A240, ASM Handbook Volumes 2, 13A und 19, den technischen Datenblättern von Carpenter Technology und den aktuellen Marktdaten der CRU Group bis Mai 2026. Für die Verfügbarkeit bestimmter Sorten, Preise oder Anwendungsunterstützung wenden Sie sich bitte direkt an MWalloys.
