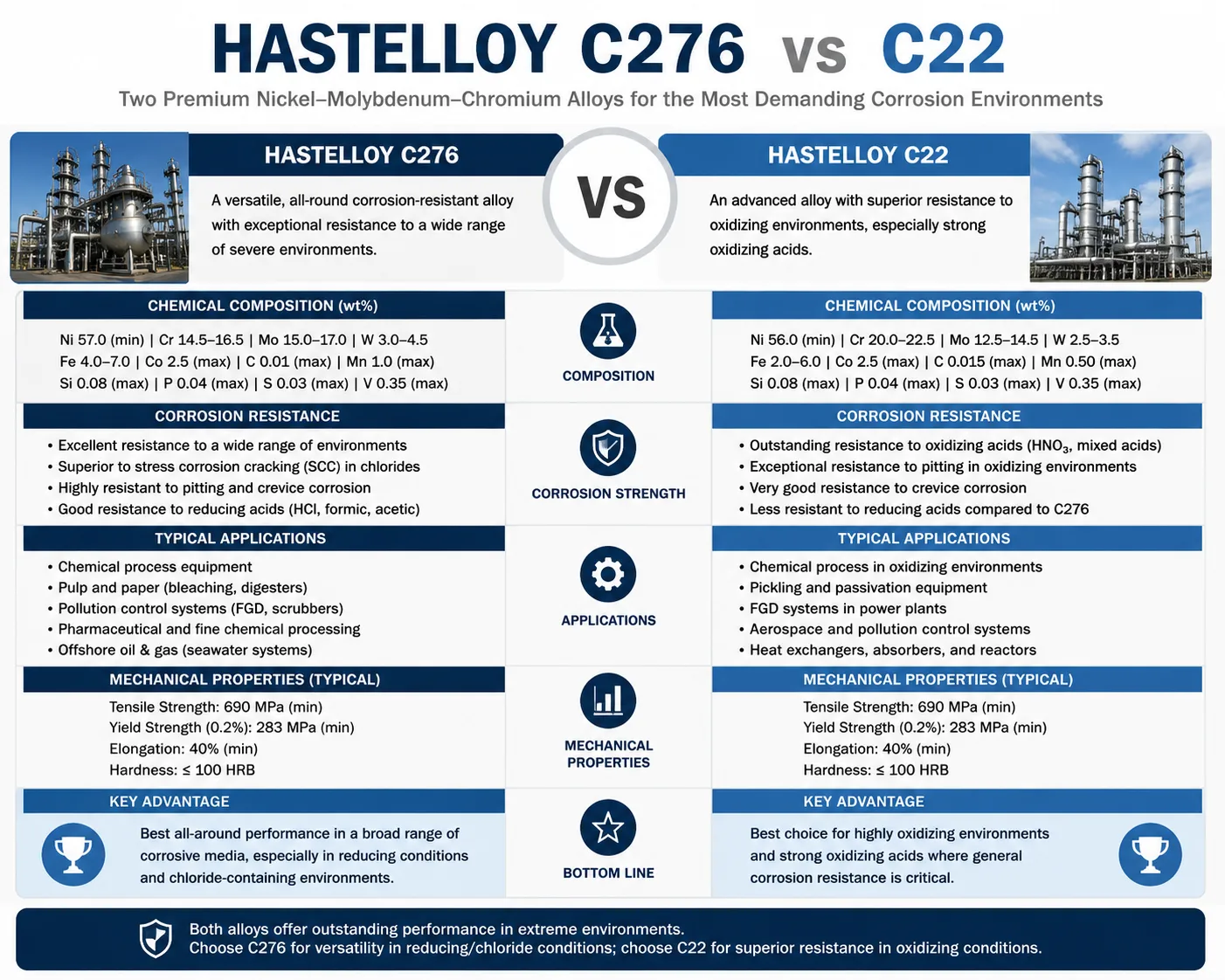
Hastelloy C276 e C22 Sono entrambe superleghe di nichel-cromo-molibdeno progettate per garantire un'estrema resistenza alla corrosione, ma la C22 offre prestazioni superiori alla C276 in ambienti con acidi ossidanti e in condizioni di acidi misti, mentre la C276 presenta un vantaggio pratico in ambienti fortemente riducenti e in applicazioni in cui il costo è un fattore determinante. Dopo anni di collaborazione diretta con ingegneri addetti agli acquisti, operatori di impianti chimici e specialisti nella selezione dei materiali presso MWalloys, abbiamo constatato che la scelta tra queste due leghe raramente è semplice. La decisione dipende dai mezzi corrosivi specifici, dalla temperatura di esercizio, dai requisiti di fabbricazione e da considerazioni sui costi del ciclo di vita propri di ciascun progetto.
Cosa sono l'Hastelloy C276 e l'Hastelloy C22, e perché sono importanti?
Hastelloy è un marchio registrato di Haynes International. Sia il C276 che il C22 appartengono alla famiglia C delle leghe di nichel-cromo-molibdeno (Ni-Cr-Mo). Questa famiglia è stata sviluppata specificamente per resistere alla corrosione grave nei processi chimici, nel controllo dell'inquinamento e negli ambienti industriali in cui gli acciai inossidabili standard e persino gli acciai inossidabili duplex non sono all'altezza.
Breve storia delle leghe della famiglia C
La lega Hastelloy C originale fu introdotta negli anni '30. Si trattava di un materiale ad alte prestazioni, ma presentava un problema significativo: la sensibilizzazione nelle zone termicamente alterate (HAZ) durante la saldatura, che portava alla corrosione intergranulare. Questo difetto ha portato allo sviluppo del C276 negli anni '60, che ha ridotto il contenuto di carbonio e silicio per minimizzare la precipitazione di carburi durante la saldatura. Il C22 seguì negli anni '80 come ulteriore perfezionamento con un contenuto di cromo più elevato e l'aggiunta di tungsteno, progettato specificamente per colmare le lacune prestazionali che il C276 mostrava in ambienti acidi ossidanti.
Noi di MWalloys disponiamo e forniamo entrambe le leghe in un'ampia gamma di forme, tra cui lastre, lamiere, barre, tubi, raccordi e flange. Nel corso degli anni, abbiamo osservato che la maggior parte degli errori di specifica si verifica quando gli ingegneri scelgono il C276 per abitudine, senza valutare se il C22 garantirebbe una durata significativamente migliore nella loro applicazione specifica.
Designazioni UNS e ASTM
| Proprietà | Hastelloy C276 | Hastelloy C22 |
|---|---|---|
| Numero UNS | N10276 | N06022 |
| Norma ASTM (lastre/fogli) | B575 | B575 |
| Norma ASTM (Bar) | B574 | B574 |
| Norma ASTM (tubi) | B622 | B622 |
| Norma ASTM (Raccordi) | B366 | B366 |
| Numero Werkstoff | 2.4819 | 2.4602 |
| Codice ISO | NiMo16Cr15W | NiCr21Mo14W |
Comprendere la corretta denominazione è fondamentale per gli acquisti, poiché alcuni fornitori potrebbero indicare in modo errato i codici di riferimento di queste leghe, causando errori di sostituzione. Al momento dell'ordine, verificare sempre sia il numero UNS che la norma ASTM/ASME applicabile.
In che modo differiscono le composizioni chimiche del C276 e del C22?
La composizione chimica è il fattore determinante di tutte le caratteristiche prestazionali che distinguono queste due leghe. Le differenze non sono eclatanti in termini percentuali assoluti, ma comportano conseguenze significative nell'uso pratico.
Tabella dettagliata della composizione
| Elemento | Hastelloy C276 (wt%) | Hastelloy C22 (wt%) | Ruolo funzionale |
|---|---|---|---|
| Nichel (Ni) | Equilibrio (~57%) | Equilibrio (~56%) | Matrice di base, resistenza alla corrosione generale |
| Cromo (Cr) | 14.5 – 16.5% | 20.0 – 22.5% | Resistenza agli acidi ossidanti, stabilità del film passivo |
| Molibdeno (Mo) | 15.0 – 17.0% | 12.5 – 14.5% | Riduzione della resistenza agli acidi, resistenza alla corrosione puntiforme |
| Tungsteno (W) | 3.0 – 4.5% | 2.5 – 3.5% | Maggiore resistenza alla corrosione puntiforme in ambienti clorurati |
| Ferro (Fe) | 4.0 – 7.0% | 2.0 – 6.0% | Modificatore di costo, effetto minore sulla corrosione |
| Cobalto (Co) | Max 2,5% | Max 2,5% | Controllo degli elementi residui |
| Carbonio (C) | Max 0,010% | Max 0,010% | Ridotto al minimo per evitare la sensibilizzazione al carburo |
| Silicio (Si) | Max 0,08% | Max 0,08% | Ridotto al minimo per impedire la precipitazione dei siliciuri |
| Manganese (Mn) | Max 1.0% | Max 0,501 TP3T | Disossidante |
| Fosforo (P) | Max 0,0251 TP3T | Max 0,0251 TP3T | Controllo delle impurità |
| Zolfo (S) | Max 0,010% | Max 0,010% | Controllo delle impurità |
| Vanadio (V) | Max 0,35% | - | Rinforzante secondario in soluzione solida nel C276 |
Cosa significano realmente, nella pratica, i numeri di composizione
La differenza compositiva più rilevante è il contenuto di cromo. Il C22 contiene circa il 21,1% di cromo rispetto alla media del 15,51% del C276. Il cromo è l'elemento responsabile della formazione di un film di ossido passivo stabile e autorigenerante sulla superficie della lega. Un contenuto di cromo più elevato significa che il C22 è in grado di mantenere il proprio strato protettivo in condizioni ossidanti che destabilizzerebbero il film passivo più sottile del C276.
Al contrario, il C276 contiene in media una maggiore quantità di molibdeno. Il molibdeno rafforza la resistenza agli acidi riducenti, quali l'acido cloridrico (HCl) e l'idrogeno solforato (H₂S). Contribuisce inoltre direttamente alla resistenza alla corrosione puntiforme, inibendo i processi elettrochimici che danno origine alle cavità indotte dal cloruro.
Una semplificazione utile che usiamo internamente alla MWalloys: pensate al cromo come allo scudo della lega contro l'attacco ossidante e al molibdeno come alla sua difesa contro la dissoluzione acida riducente. Il C22 offre maggiore protezione; il C276 offre maggiore difesa contro la dissoluzione acida riducente. Il tungsteno in entrambe le leghe contribuisce in modo sinergico con il molibdeno alla resistenza alla corrosione puntiforme da cloruro.
Quali sono le proprietà meccaniche e fisiche di ciascuna lega?
Entrambe le leghe presentano caratteristiche meccaniche simili, poiché hanno matrici a base di nichel pressoché equivalenti. Tuttavia, le differenze sono degne di nota per le applicazioni di progettazione strutturale.
Proprietà meccaniche a temperatura ambiente
| Proprietà | Hastelloy C276 | Hastelloy C22 | Standard di prova |
|---|---|---|---|
| Resistenza alla trazione finale | 790 MPa (115 ksi) min | 690 MPa (100 ksi) min | ASTM E8 |
| Resistenza allo snervamento (offset 0,2%) | 355 MPa (52 ksi) min | 310 MPa (45 ksi) min | ASTM E8 |
| Allungamento | 40% min | 45% min | ASTM E8 |
| Durezza (Rockwell B) | ~90 HRB | circa 85 HRB | ASTM E18 |
| Modulo di elasticità | 205 GPa (29,8 × 10⁶ psi) | 211 GPa (30,6 × 10⁶ psi) | - |
Confronto delle proprietà fisiche
| Proprietà fisica | Hastelloy C276 | Hastelloy C22 |
|---|---|---|
| Densità | 8,89 g/cm³ | 8,69 g/cm³ |
| Intervallo di fusione | 1325 – 1370 °C (2415 – 2500 °F) | 1357 – 1399 °C (2475 – 2550 °F) |
| Conduttività termica a 100°C | 10,2 W/m·K | 10,1 W/m-K |
| Coefficiente di espansione termica | 11,2 µm/m·°C (21 – 93 °C) | 12,7 µm/m·°C (21 – 93 °C) |
| Resistività elettrica | 1,30 µΩ·m | 1,14 µΩ·m |
| Calore specifico | 427 J/kg·K | 414 J/kg·K |
Il C276 è leggermente più resistente a temperatura ambiente, con una maggiore resistenza alla trazione e allo snervamento, caratteristica che può risultare rilevante nella progettazione di recipienti a pressione, dove i calcoli dello spessore delle pareti sono direttamente legati ai valori di sollecitazione ammissibili secondo la Sezione II dell'ASME, Parte D. Il C22 ha un intervallo di fusione leggermente più ampio e una densità inferiore, il che lo rende leggermente preferibile nelle applicazioni ad alta temperatura in cui il peso è un fattore determinante.
A temperature di esercizio elevate (superiori a 500 °C), entrambe le leghe iniziano a perdere resistenza meccanica a velocità simili, sebbene nessuna delle due sia generalmente indicata come lega strutturale primaria per alte temperature. Per temperature superiori a 600 °C, le leghe di nichel delle famiglie 625 o 718 offrono in genere una migliore resistenza allo scorrimento.

Come si confronta la resistenza alla corrosione nei diversi ambienti?
Questa è la domanda fondamentale per la maggior parte degli ingegneri e dei professionisti degli appalti. La risposta dipende in larga misura dal tipo specifico di agente corrosivo, dalla sua concentrazione, dalla temperatura e dal fatto che l'ambiente sia di natura ossidante o riducente.
Comportamento in presenza di acidi ossidanti
Tra gli acidi ossidanti figurano l'acido nitrico (HNO₃), le miscele di acido nitrico e acido fluoridrico, l'acido cromico e le soluzioni di alogenuri fortemente ossidanti.
Il C22 supera nettamente il C276 in termini di resistenza agli acidi ossidanti. Il maggiore contenuto di cromo nel C22 gli consente di mantenere un film passivo più resistente in condizioni ossidanti. I dati relativi alla velocità di corrosione ricavati da test indipendenti dimostrano costantemente che il C22 presenta tassi di perdita di massa inferiori in soluzioni di acido nitrico bollente.
| Condizione di prova | C276 Tasso di corrosione | C22 Tasso di corrosione |
|---|---|---|
| 65% HNO₃, bollente | 19,1 milioni all'anno | 2,1 milioni all'anno |
| 10% HNO₃ + 2% HF, 50 °C | 35,4 milioni all'anno | 8,7 milioni all'anno |
| Cloruro ferrico (10%), 50 °C | 4,2 milioni all'anno | 1,1 milioni all'anno |
| Acido cromico (30%), temperatura ambiente | 6,0 milioni all'anno | 2,4 milioni all'anno |
Nota: i tassi di corrosione sono valori approssimativi ricavati da diverse fonti pubblicate, tra cui i bollettini tecnici di Haynes International e studi sulla corrosione sottoposti a revisione paritaria. I valori effettivi variano in base alle condizioni di prova specifiche.
Questi dati sono sorprendenti. In acido nitrico bollente 65%, il C276 si corrode a una velocità quasi dieci volte superiore rispetto al C22. Per gli ingegneri che devono scegliere i materiali per la produzione di acido nitrico, le operazioni di decapaggio o il ritrattamento del combustibile nucleare, il C22 rappresenta la scelta più ovvia.
Efficacia nella riduzione degli acidi
Tra gli acidi riducenti figurano l'acido cloridrico (HCl), l'acido solforico (H₂SO₄) al di sotto di determinate concentrazioni e l'acido fosforico (H₃PO₄).
Il C276 offre prestazioni paragonabili o leggermente superiori al C22 in molti ambienti acidi riducenti, soprattutto a causa del suo maggiore contenuto di molibdeno. Tuttavia, la differenza è spesso minore di quanto gli ingegneri si aspettino.
| Condizione di prova | C276 Tasso di corrosione | C22 Tasso di corrosione |
|---|---|---|
| 10% HCl, 70 °C | 5,8 milioni all'anno | 7,3 milioni all'anno |
| 20% H₂SO₄, in ebollizione | 9,5 milioni all'anno | 11,2 milioni all'anno |
| 10% H₃PO₄, bollente | 2,1 milioni all'anno | 2,4 milioni all'anno |
| 37% HCl, temperatura ambiente | 14,2 milioni all'anno | 16,8 milioni all'anno |
Il vantaggio offerto dal C276 nella riduzione degli acidi è reale, ma modesto. In alcuni ambienti con acidi misti, in cui sono presenti contemporaneamente sia specie ossidanti che riducenti, il C22 può effettivamente superare il C276, poiché la componente ossidante contribuisce a stabilizzare il film passivo che il maggiore contenuto di cromo del C22 è in grado di mantenere.
Prestazioni in flussi di processo contenenti acidi misti e sostanze contaminanti
È proprio qui che la scelta della lega diventa particolarmente complessa. I processi industriali reali raramente prevedono l'uso di acidi puri in concentrazioni controllate. Gli scrubber per la desolforazione dei gas di combustione (FGD), ad esempio, contengono una miscela di ioni cloruro, acido solforico e, occasionalmente, composti ossidanti. Nei reattori chimici possono verificarsi condizioni alternate di ossidazione e riduzione durante le diverse fasi del processo.
In questi ambienti misti, il C22 presenta generalmente un vantaggio poiché il suo maggiore contenuto di cromo garantisce un film passivo di base più stabile, in grado di resistere alle fluttuazioni del mezzo corrosivo. Noi di MWalloys abbiamo riscontrato diversi casi in cui le apparecchiature inizialmente specificate in C276 sono state aggiornate a C22 dopo che il primo ciclo di ispezione ha rivelato tassi di assottigliamento delle pareti inaspettati in servizio con acidi misti.
Resistenza alla criccatura da tensocorrosione indotta dal cloruro
Sia la C276 che la C22 offrono un'eccellente resistenza alla corrosione sotto sforzo indotta dal cloruro (SCC), che rappresenta una modalità di cedimento critica per gli acciai inossidabili austenitici come il 316L in ambienti ricchi di cloruro. Il contenuto di nichel superiore al 40% in entrambe le leghe costituisce il meccanismo fondamentale di resistenza alla SCC.
Non è stato dimostrato che nessuna delle due leghe sia soggetta a corrosione sotto sforzo indotta da cloruri in condizioni operative tipiche inferiori a 300 °C. Al di sopra di tale temperatura, prima di specificare una delle due leghe è necessario eseguire prove di corrosione sotto sforzo per le condizioni di processo specifiche.
Quale lega offre prestazioni migliori nei test di corrosione puntiforme e interstiziale?
La corrosione puntiforme e quella interstiziale sono forme localizzate di attacco che possono causare guasti catastrofici anche quando la velocità di corrosione globale sembra accettabile. Il parametro standard utilizzato per classificare la resistenza delle leghe a queste modalità di guasto è il numero equivalente di resistenza alla corrosione puntiforme (PREN).
Calcolo e confronto PREN
La formula PREN più comunemente utilizzata per le leghe di nichel è:
PREN = %Cr + 3,3 × (%Mo + 0,5 × %W) + 16 × %N
| Lega | Cr (%) | Mo (%) | W (%) | PREN (circa) |
|---|---|---|---|---|
| Hastelloy C276 | 15.5 | 16.0 | 3.75 | ~72 |
| Hastelloy C22 | 21.0 | 13.5 | 3.0 | ~72 |
| Inossidabile 316L | 17.0 | 2.2 | - | ~24 |
| Acciaio inossidabile 904L | 21.0 | 4.5 | - | ~36 |
| Inconel 625 | 22.0 | 9.0 | - | ~52 |
I valori PREN per il C276 e il C22 sono pressoché identici, il che è matematicamente interessante vista la loro diversa composizione. Il maggiore contenuto di molibdeno nel C276 e quello di cromo nel C22 si compensano in gran parte nel calcolo del PREN. Questa equivalenza matematica è ingannevole nella pratica perché il PREN non tiene conto della stabilità del film passivo in condizioni elettrochimiche variabili.
Test della temperatura critica di vaiolatura (CPT)
I test sulla temperatura critica di corrosione puntiforme condotti in una soluzione di cloruro ferrico secondo la norma ASTM G48 evidenziano differenze più significative:
| Test | C276 CPT | C22 CPT |
|---|---|---|
| Metodo C della norma ASTM G48 (6% FeCl₃) | >85 °C | >85 °C |
| Metodo D (prova della fessura) della norma ASTM G48 | 72 – 80 °C | 80 – 90 °C |
| Acqua di mare sintetica, potenziostatica | 95 °C | 102 °C |
Il C22 presenta un vantaggio misurabile in termini di temperatura di corrosione interstiziale, aspetto rilevante nelle applicazioni che prevedono flange con guarnizioni, giunti tra tubi e piastra tubiera e altre condizioni di corrosione interstiziale determinate dalla geometria. Questo vantaggio è attribuibile al maggiore contenuto di cromo, che consente la formazione di un film passivo più stabile, in grado di resistere all'abbassamento localizzato del pH all'interno di una geometria interstiziale.
Quali sono le differenze tra C276 e C22 in termini di saldabilità e lavorabilità?
In molte applicazioni, le caratteristiche di lavorazione sono importanti tanto quanto le proprietà di resistenza alla corrosione del metallo di base, poiché la zona termicamente alterata (HAZ) e il metallo di saldatura possono diventare punti di corrosione preferenziale se non vengono adeguatamente controllati.
Caratteristiche della saldatura
Entrambe le leghe sono state appositamente formulate con un contenuto molto basso di carbonio (max 0,0101%) e di silicio (max 0,081%) per ridurre al minimo la precipitazione di carburi e siliciuri nella zona termicamente alterata (HAZ) durante la saldatura. Ciò rende entrambe le leghe sostanzialmente più saldabili rispetto all'Hastelloy C originale, che presentava gravi problemi di sensibilizzazione.
| Parametro di saldatura | C276 | C22 |
|---|---|---|
| Metallo d'apporto compatibile (GMAW/GTAW) | ERNiCrMo-4 (AWS) | ERNiCrMo-10 (AWS) |
| Stucco compatibile con diversi tipi di vernice | L'ERNiCrMo-10 è saldabile con il C276 | - |
| È necessario un trattamento termico post-saldatura | No (per la maggior parte delle applicazioni) | No (per la maggior parte delle applicazioni) |
| È necessario preriscaldare | No | No |
| Limite di temperatura Interpass | 150 °C max | 150 °C max |
| Procedura consigliata | GTAW, GMAW, SMAW | GTAW, GMAW, SMAW |
Un'importante nota pratica tratta dalla nostra esperienza nella lavorazione: l'ERNiCrMo-10 (il metallo d'apporto C22) viene spesso utilizzato per saldare il metallo di base C276 quando il giunto sarà esposto a condizioni ossidanti, poiché il maggiore contenuto di cromo nel metallo d'apporto migliora la resistenza alla corrosione della zona termicamente alterata (HAZ). Si tratta di una pratica consolidata nella costruzione di impianti chimici ed è supportata dai dati tecnici di Haynes International.
Stampaggio e lavorazione meccanica
Entrambe le leghe subiscono un rapido incrudimento durante la formatura a freddo, una caratteristica tipica delle leghe di nichel austenitiche in generale. Ciò significa che:
- Durante le operazioni di formatura a freddo potrebbe essere necessario un ricottura intermedia.
- La durata degli utensili da taglio è inferiore rispetto a quella richiesta per gli acciai inossidabili; si consiglia l'uso di utensili in metallo duro a basse velocità di taglio.
- Nelle operazioni di piegatura occorre tenere conto del ritorno elastico.
- La lubrificazione durante la formatura è fondamentale per evitare il grippaggio.
Il C22 è leggermente più facile da lavorare a caldo grazie alla sua tensione di snervamento leggermente inferiore alle alte temperature, ma in un'officina ben attrezzata la differenza pratica è trascurabile.
Programmi di ricottura e trattamento termico
| Trattamento termico | C276 | C22 |
|---|---|---|
| Temperatura di ricottura della soluzione | 1121 °C (2050 °F) | 1121 °C (2050 °F) |
| Metodo di raffreddamento | Raffreddamento rapido (ad acqua o ad aria) | Raffreddamento rapido (ad acqua o ad aria) |
| Trattamento stabilizzante | Non applicabile | Non applicabile |
| Sollievo dallo stress | Di solito si evita | Di solito si evita |
Entrambe le leghe non devono essere sottoposte a ricottura di distensione a temperature intermedie (300 – 900 °C), poiché tale intervallo favorisce la precipitazione di fasi intermetalliche (fase sigma, fase mu) che compromettono la resistenza alla corrosione e la tenacità. La ricottura in soluzione completa seguita da un raffreddamento rapido è l'unico trattamento termico accettabile per ripristinare la piena resistenza alla corrosione dopo lavorazioni meccaniche pesanti.
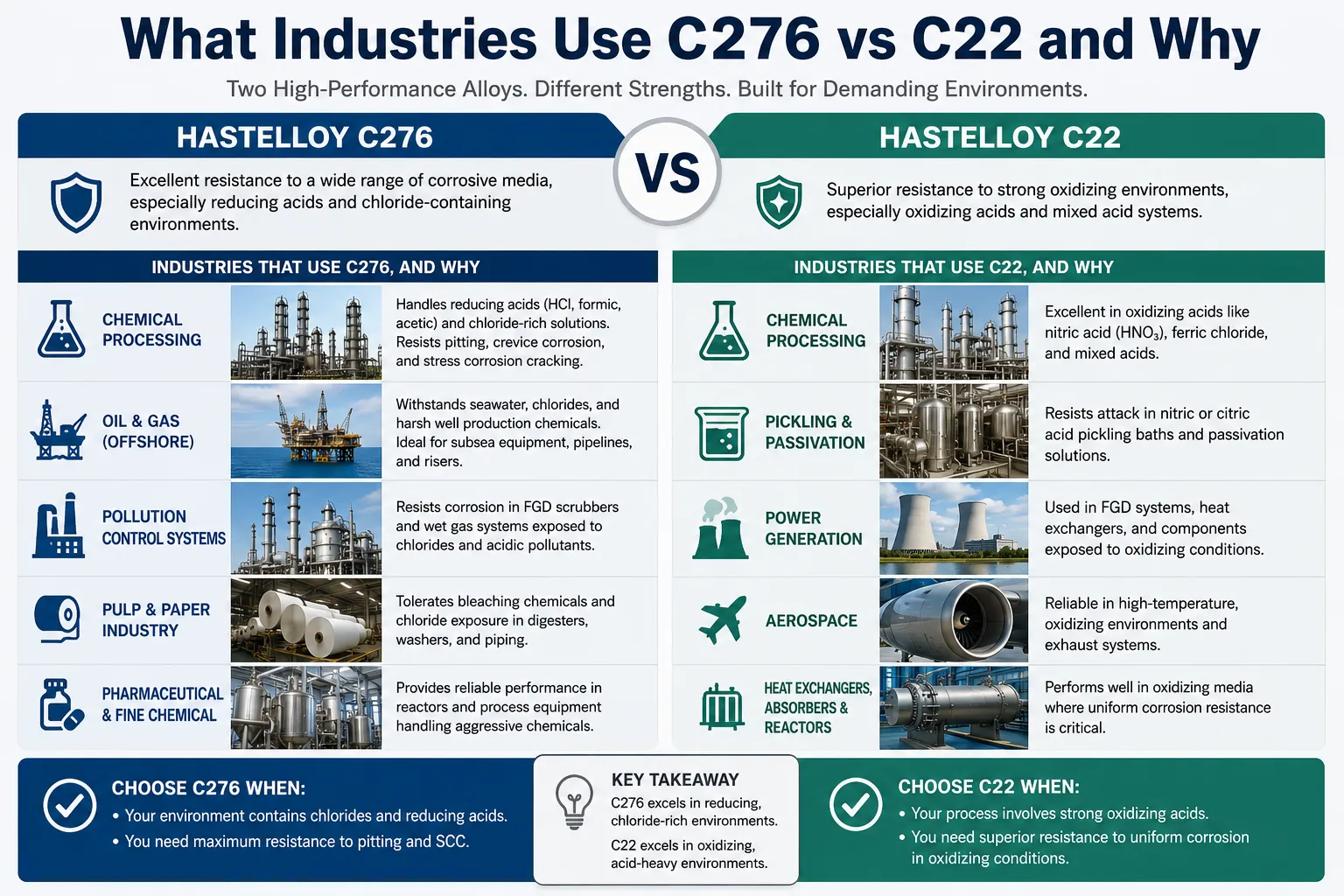
Quali settori utilizzano il C276 anziché il C22 e perché?
Le applicazioni industriali di queste due leghe si sovrappongono in misura significativa, ma non sono identiche. Comprendere in quali ambiti ciascuna lega ha dimostrato una durata comprovata aiuta a giustificare la scelta dei materiali dinanzi alle commissioni di approvvigionamento e ai comitati di revisione tecnica.
Settori di applicazione principali
| Settore industriale | Lega preferita | Motivo |
|---|---|---|
| Desolforazione dei gas di scarico (FGD) | C22 | Ambiente misto ossidante/riducente, presenza di cloruro |
| Sintesi farmaceutica / chimica | C22 | Reattori multiuso a contatto con l'acido nitrico |
| Produzione di acido cloridrico | C276 | Ambiente con forte riduzione dell'HCl |
| Petrolio e gas (servizio per gas acidi) | C276 | Resistenza all'H₂S, conformità alle norme NACE |
| Lavorazione dell'acido solforico | C276 | Condizioni meno acide, vantaggio in termini di costi |
| Trattamento delle scorie nucleari | C22 | Acido nitrico / ambiente ossidante |
| Sistemi offshore ad acqua di mare | Entrambi | Elevato PREN, resistenza alla fessurazione indotta dal cloruro |
| Carta e cellulosa (impianti di candeggio) | C22 | Composti ossidanti del cloro |
| Reattori farmaceutici (multiuso) | C22 | Conformità normativa, detergenti ossidanti |
| Produzione di pesticidi | C276 | Riduzione dei flussi di acidi organici |
| Rivestimenti per canne fumarie / camini | C22 | Condensazione dell'acido solforico, lavaggio a umido |
| Scambiatori di calore (ad alto tenore di cloruro) | C276 | Convenienza economica, adeguata resistenza alla corrosione puntiforme |
Applicazioni FGD: un caso di studio approfondito
Gli scrubber per la desolforazione dei gas di combustione rappresentano una delle applicazioni più impegnative per le leghe resistenti alla corrosione. L'ambiente di processo all'interno di una torre di assorbimento FGD presenta una combinazione di:
- Acido solforico diluito (proveniente dall'assorbimento di SO₂).
- Ioni cloruro (provenienti dall'acqua di lavaggio).
- Specie ossidanti presenti occasionalmente nella composizione dei gas di combustione.
- Temperature di esercizio da temperatura ambiente a 90 °C.
- Particelle abrasive di ceneri volanti.
A partire dagli anni '90, il C22 ha ampiamente sostituito il C276 come materiale preferito per i rivestimenti nei sistemi di desolforazione dei fumi (FGD), sulla base dell'esperienza sul campo che dimostra come i componenti ossidanti presenti nei fanghi dello scrubber causino un'aggressione accelerata del C276. I dati sul campo a lungo termine provenienti da impianti FGD in Europa e Nord America mostrano costantemente che il C22 garantisce una durata di servizio da due a tre volte superiore rispetto al C276 nella stessa geometria dell'assorbitore.
Noi di MWalloys abbiamo fornito lamiere e fogli in C22 per numerosi progetti di FGD e il nostro team tecnico raccomanda regolarmente il C22 come specifica di riferimento per la realizzazione di nuovi impianti FGD.
In che modo il trattamento termico e la stabilità microstrutturale differiscono tra le due leghe?
La stabilità microstrutturale durante l'utilizzo è un argomento che raramente viene trattato negli articoli di confronto sulle leghe di base, ma che riveste un'importanza fondamentale per l'affidabilità a lungo termine. Sia la C276 che la C22 sono leghe di nichel austenitiche allo stato normale ricotto. Entrambe possono sviluppare fasi secondarie se esposte a temperature comprese nell'intervallo di sensibilizzazione.
Diagrammi di stabilità di fase
Il comportamento in funzione della temperatura e del tempo (TTT) delle due leghe è simile ma non identico:
- C276: Dopo circa 100 ore a 650 °C inizia a formarsi la fase mu. La fase sigma può comparire dopo esposizioni più prolungate a temperature superiori a 700 °C.
- C22: A temperature equivalenti, inizia a mostrare la precipitazione delle fasi Laves e mu in tempi leggermente più lunghi rispetto al C276, a causa del diverso rapporto Mo/Cr. Tuttavia, il C22 è più soggetto a un ordinamento a corto raggio che può influire sulla tenacità.
Per la maggior parte delle applicazioni di lavorazione chimica in cui le temperature operative rimangono al di sotto dei 500 °C, la stabilità di fase a lungo termine non rappresenta un problema concreto per nessuna delle due leghe. Per applicazioni a temperature superiori ai 500 °C con tempi di esposizione prolungati che superano le centinaia di ore, si raccomanda una valutazione approfondita della stabilità termica.
Effetto dell'esposizione termica sulla resistenza alla corrosione
Un'esposizione prolungata a temperature comprese tra 500 e 800 °C compromette la resistenza alla corrosione di entrambe le leghe a causa della precipitazione di carburi e composti intermetallici ai bordi dei grani. Ciò crea zone impoverite di cromo e molibdeno in prossimità dei precipitati, che diventano punti di corrosione preferenziali.
Il bassissimo tenore di carbonio in entrambe le leghe (max 0,010%) ritarda significativamente la sensibilizzazione rispetto alle formulazioni delle leghe precedenti, ma non la elimina del tutto in caso di esposizioni prolungate. Per le attrezzature che saranno sottoposte a cicli termici nell'intervallo di sensibilizzazione, la fase di ricottura in soluzione post-saldatura o post-fabbricazione non è facoltativa.
Qual è la differenza di costo tra il modello C276 e il modello C22, e in quali casi conviene economicamente passare al modello superiore?
Il costo dei materiali è sempre un fattore determinante nelle decisioni ingegneristiche, e la differenza tra il C276 e il C22 è tale da incidere in modo significativo sui budget dei progetti.
Panoramica sul confronto dei prezzi
I prezzi esatti variano a seconda delle condizioni di mercato, della forma del prodotto e del volume dell'ordine. Nella prima metà del 2026, le fasce di prezzo tipiche osservate sul mercato per le lamiere standard erano le seguenti:
| Lega | Fascia di prezzo approssimativa (USD/kg) | Indice di costo relativo |
|---|---|---|
| Acciaio inox 316L | $4 – $6 | 1.0× |
| Duplex 2205 | $8 – $12 | 2.0× |
| Hastelloy C276 | $38 – $55 | circa 8× |
| Hastelloy C22 | $45 – $65 | circa 10 volte |
| Inconel 625 | $42 – $60 | circa 9× |
Il C22 presenta solitamente un sovrapprezzo compreso tra 15 e 251 TP3T rispetto al C276 nelle forme di prodotto equivalenti. Tale sovrapprezzo riflette il maggiore contenuto di cromo e i controlli di produzione più rigorosi necessari per mantenere un intervallo composizionale più ristretto.
Analisi del costo totale di proprietà
In qualsiasi applicazione in cui un guasto prematuro comporterebbe l'arresto del processo, la sostituzione delle apparecchiature e un potenziale intervento di bonifica ambientale, il costo del materiale di base rappresenta solo una delle componenti del costo totale di proprietà.
Si consideri un caso ipotetico relativo al rivestimento dell'assorbitore:
- Costo dell'impianto C276: 1.450.000 TP installato
- Durata prevista in impiego con acidi misti nel sistema di depurazione dei fumi (FGD): 8 anni
- Costo dell'impianto C22: 1.462.000 TP installato
- Durata prevista sulla base dei dati raccolti sul campo: 20 anni.
Costo annualizzato della linea C276: $62.500 all'anno
Costo annualizzato del rivestimento C22: $31.000 all'anno.
In questo scenario, il costo iniziale più elevato del C22 si ammortizza già nel primo ciclo di ispezione e garantisce un costo annualizzato pari a circa la metà rispetto all'intera durata di vita dell'apparecchiatura. Questo tipo di analisi dei costi del ciclo di vita è una pratica standard nell'industria di trasformazione chimica e, quasi sempre, favorisce l'uso del C22 nelle applicazioni con acidi ossidanti o misti.
Come si collocano le leghe C276 e C22 rispetto alle altre leghe di nichel presenti sul mercato?
Inquadrare queste due leghe nel contesto più ampio del mercato delle leghe resistenti alla corrosione aiuta gli ingegneri a capire quando un'alternativa potrebbe essere più indicata.
Tabella comparativa estesa
| Lega | Ni (%) | Cr (%) | Mo (%) | Punto di forza | Limite principale | Costo tipico rispetto al modello C276 |
|---|---|---|---|---|---|---|
| C276 (N10276) | ~57 | 15.5 | 16 | Acidi riducenti, HCl | Ambienti ossidanti | Linea di base |
| C22 (N06022) | ~56 | 21 | 13.5 | Acido misto/ossidante | Costo leggermente superiore | +15-25% |
| C2000 (N06200) | ~59 | 23 | 16 | Ad ampio spettro | Costo, disponibilità | +30-40% |
| Inconel 625 (N06625) | ~62 | 22 | 9 | Acqua di mare, meccanico | Ambienti a forte acidità | Simile |
| Monel 400 (N04400) | ~67 | - | - | HF, acqua di mare | Acidi ossidanti | -40% |
| Lega 59 (N06059) | ~59 | 23 | 16 | Ad ampio spettro, puro | Costo, disponibilità | +25-35% |
| 316L SS | ~11 | 17 | 2.2 | Informazioni generali, costi | Cloruro, acidi forti | -80% |
Il C2000 e l'Alloy 59 vengono talvolta considerati alternative migliori sia al C276 che al C22 negli ambienti misti più aggressivi. Tuttavia, la loro disponibilità è notevolmente più limitata, i tempi di consegna sono più lunghi e il vantaggio in termini di prestazioni rispetto al C22 nella maggior parte delle applicazioni pratiche non giustifica il maggior costo.
Quali specifiche e norme si applicano a entrambe le leghe?
Per specificare correttamente questi materiali è necessario conoscere bene diverse norme, in parte sovrapposte, emanate da organismi diversi.
Tabella di riferimento delle norme applicabili
| Corpo standard | Denominazione C276 | Designazione C22 | Ambito di applicazione |
|---|---|---|---|
| ASTM B575 | UNS N10276 | UNS N06022 | Piastra, foglio, striscia |
| ASTM B574 | UNS N10276 | UNS N06022 | Barra, asta |
| ASTM B622 | UNS N10276 | UNS N06022 | Tubi senza saldatura |
| ASTM B619 | UNS N10276 | UNS N06022 | Tubo saldato |
| ASTM B626 | UNS N10276 | UNS N06022 | Tubo saldato |
| ASTM B366 | WPHC276 | WPHC22 | Raccordi per tubi |
| ASME SB-575 | N10276 | N06022 | Piastra per recipienti a pressione |
| ASME SB-574 | N10276 | N06022 | Barra per recipienti a pressione |
| DIN/EN | 2.4819 | 2.4602 | Designazione europea |
| NACE MR0175 | Conforme | Conforme | Servizio scadente |
Le norme ASME relative ai recipienti a pressione fanno riferimento a queste leghe attraverso le norme della serie SB, che sono sostanzialmente identiche ai corrispondenti documenti della serie ASTM B, ma sono approvate dall'ASME per la costruzione conforme al Codice. Quando si specificano i requisiti per i recipienti a pressione ai sensi della Sezione VIII, Divisione 1 dell'ASME, è necessario utilizzare le designazioni SB.
Domande frequenti: aspetti fondamentali sul confronto tra Hastelloy C276 e C22
1: Posso sostituire il C22 con il C276 per risparmiare in un'applicazione FGD?
Risposta breve: sostituire il C22 con il C276 negli impianti di assorbimento FGD è tecnicamente sconsigliabile e comporterà probabilmente una riduzione significativa della durata delle apparecchiature. I dati raccolti sul campo presso gli impianti di FGD dimostrano costantemente che il C22 offre prestazioni superiori al C276 nell'ambiente misto ossidante-riducente tipico dei sistemi di lavaggio a umido. La sospensione dello scrubber contiene ioni cloruro a concentrazioni elevate, acido solforico diluito e condizioni periodiche di ossidazione dovute ai gas di combustione. Il minor contenuto di cromo del C276 implica che non sia in grado di mantenere un film passivo altrettanto stabile in queste condizioni. Studi condotti su impianti FGD in esercizio in Germania e negli Stati Uniti hanno documentato guasti ai rivestimenti in C276 entro 5-8 anni, mentre i rivestimenti in C22 in condizioni di servizio equivalenti hanno superato i 20 anni senza perdite significative di metallo. I risparmi sui costi dei materiali derivanti dalla scelta del C276 vengono tipicamente consumati dal primo fermo non programmato, e il costo del ciclo di vita del C276 nel servizio FGD è sostanzialmente più alto rispetto al C22. Qualsiasi esercizio di ingegneria del valore per i progetti FGD dovrebbe valutare il costo totale del ciclo di vita, non solo il costo iniziale dei materiali.
2: L'Hastelloy C22 è sempre migliore del C276?
No. Il C22 non è universalmente superiore al C276. La risposta corretta dipende interamente dall'ambiente corrosivo. Il C276 mantiene un vantaggio significativo in ambienti fortemente riducenti quali l'acido cloridrico concentrato, i flussi contenenti idrogeno solforato e determinate concentrazioni di acido solforico. Il vantaggio del C22 risiede specificatamente negli ambienti ossidanti e a acidità mista, dove è possibile sfruttare il suo maggiore contenuto di cromo. In applicazioni con acidi puramente riducenti, come le colonne di stripping dell'HCl o le apparecchiature di trattamento dell'H₂S, la scelta del C22 al posto del C276 produce un beneficio minimo, aumentando al contempo il costo del materiale di 15-251 TP3T. La scelta della lega dovrebbe sempre partire da una caratterizzazione dettagliata del mezzo corrosivo, che includa se è principalmente di natura ossidante o riducente, l'intervallo di temperatura, la concentrazione di ioni alogenuri e se si verificano condizioni ossidanti intermittenti durante la pulizia o i disturbi di processo. Si consiglia di richiedere una verifica della corrosione da parte di un ingegnere dei materiali qualificato prima di finalizzare le specifiche.
3: Qual è la temperatura massima di esercizio per i modelli C276 e C22?
Sia il C276 che il C22 sono generalmente limitati a impieghi in ambiente corrosivo a temperature inferiori a circa 1000 °C, con limiti meccanici pratici intorno ai 550 °C per applicazioni che comportano un carico prolungato. Il codice ASME sui recipienti a pressione indica le sollecitazioni ammissibili per entrambe le leghe a temperature fino a circa 538 °C (1000 °F). Al di sopra di questo intervallo, le leghe iniziano a perdere resistenza a velocità tali da richiedere aumenti conservativi dello spessore delle pareti, il che potrebbe rendere i materiali alternativi più convenienti. Dal punto di vista della corrosione, entrambe le leghe offrono buone prestazioni in atmosfere ossidanti e riducenti a temperature elevate, sebbene entrambe formino sottili incrostazioni di ossido al di sopra dei 600 °C. Per applicazioni a temperature superiori a 700 °C in atmosfere ossidanti, sono in genere più appropriate leghe con un contenuto più elevato di alluminio o silicio per la formazione di incrostazioni di allumina o silice. Nessuna delle due leghe dovrebbe essere utilizzata nell'intervallo di sensibilizzazione (da 500 a 900 °C) per periodi prolungati senza un ricottura in soluzione completa dopo la fabbricazione.
4: Come si comportano il C276 e il C22 in acqua di mare e negli ambienti marini?
Entrambe le leghe presentano un'eccezionale resistenza alla corrosione causata dall'acqua di mare e sono considerate tra le migliori leghe disponibili in commercio per l'impiego in ambito marittimo. I loro elevati valori PREN (circa 72) li collocano ben al di sopra della soglia necessaria per prevenire la corrosione puntiforme e interstiziale in acqua di mare a temperatura ambiente. Nessuna delle due leghe ha mostrato suscettibilità alla criccatura da tensocorrosione da cloruri in acqua di mare a normali temperature di esercizio marine. Nelle applicazioni in acque profonde o in condizioni di flusso di acqua di mare ad alta velocità, entrambe le leghe sono essenzialmente immuni all'erosione-corrosione a velocità di flusso ben superiori a quelle tollerate dalle leghe di rame o dagli acciai inossidabili standard. La scelta tra C276 e C22 per un'applicazione in acqua di mare ricade tipicamente su quella lega che è più facilmente disponibile o a costo inferiore, poiché le differenze di prestazione in acqua di mare pulita sono trascurabili. Tuttavia, se l'impiego in acqua di mare prevede l'uso di biocidi ossidanti (come la clorazione), il maggiore contenuto di cromo del C22 può fornire una protezione aggiuntiva marginale.
5: Quale metallo d'apporto si dovrebbe utilizzare per saldare il C276 al C22?
Quando si salda un metallo di base C276 a un metallo di base C22, il metallo d'apporto consigliato è l'ERNiCrMo-10 (il metallo d'apporto compatibile con il C22). Questa raccomandazione proviene direttamente da Haynes International ed è in linea con i principi generali della metallurgia della saldatura relativi ai giunti di leghe di nichel dissimili. La logica è che il maggiore contenuto di cromo del metallo d'apporto C22 garantisce una migliore resistenza alla corrosione nel metallo saldato e nella zona termicamente alterata rispetto al metallo d'apporto C276 (ERNiCrMo-4). Poiché la zona di saldatura è spesso la regione più suscettibile all'attacco della corrosione, passare a un metallo d'apporto più resistente alla corrosione è una buona pratica ingegneristica. Se il giunto sarà esposto solo a condizioni fortemente riducenti, si potrebbe prendere in considerazione l'ERNiCrMo-4, ma in ambienti misti o incerti, l'ERNiCrMo-10 è la scelta più sicura. Si raccomanda la pulizia post-saldatura della superficie del cordone di saldatura tramite decapaggio o elettrolucidatura per ripristinare il film passivo e rimuovere l'imbrunimento da calore.
6: I prodotti C276 e C22 sono conformi alla norma NACE MR0175 per l'impiego in ambienti acidi?
Sì, sia l'Hastelloy C276 che l'Hastelloy C22 sono conformi alla norma NACE MR0175 / ISO 15156 per l'impiego in applicazioni con petrolio e gas acidi, purché siano rispettati i requisiti relativi alla durezza e al trattamento termico. La norma NACE MR0175 riguarda i materiali utilizzati in ambienti contenenti H₂S nella produzione di petrolio e gas. Entrambe le leghe, quando sono in condizioni di ricottura in soluzione, soddisfano i requisiti di durezza (massimo 40 HRC) e hanno dimostrato resistenza alla criccatura da sollecitazione da solfuro (SSC) e alla criccatura indotta dall'idrogeno (HIC) alle pressioni parziali di H₂S tipicamente riscontrate negli ambienti di produzione. Il C276 è storicamente il più comunemente specificato dei due per il servizio in ambienti acidi a causa del suo più alto contenuto di molibdeno che fornisce una resistenza superiore agli acidi riducenti, il che è rilevante negli ambienti di pozzo e di fondo pozzo dove coesistono HCl e H₂S. Tuttavia, anche il C22 è pienamente conforme e può essere preferito nei pozzi in cui sono presenti ulteriori specie ossidanti. Verificare sempre con l'edizione dello standard NACE/ISO applicabile e le condizioni ambientali specifiche della propria applicazione.
7: Qual è la differenza nei tempi di consegna tra il modello C276 e il modello C22 presso i fornitori con prodotti a magazzino?
Il C276 è più diffuso a livello globale e, per la maggior parte delle forme di prodotto, presenta tempi di consegna generalmente più brevi rispetto al C22. La C276 è una delle leghe di nichel più diffuse sul mercato nella categoria delle leghe resistenti alla corrosione; ciò significa che è disponibile a magazzino presso la maggior parte dei centri di distribuzione specializzati in leghe speciali in forme standard quali lastre, lamiere, barre e tubi. Il C22 ha un volume di mercato totale inferiore ed è meno comunemente detenuto come scorta speculativa, il che può comportare tempi di consegna da 12 a 24 settimane per la produzione in laminatoio di dimensioni non standard rispetto alle 4-8 settimane necessarie per il C276 standard disponibile a magazzino. Per grandi quantità destinate a progetti, entrambe le leghe richiedono in genere ordini in laminatoio con tempi di consegna simili. Noi di MWalloys manteniamo scorte strategiche sia di C276 che di C22 nelle forme di prodotto più comunemente richieste per soddisfare le esigenze urgenti dei progetti. Raccomandiamo di contattare il nostro team di vendita nelle prime fasi del ciclo di pianificazione del progetto per confermare la disponibilità delle dimensioni e delle quantità specifiche richieste.
8: Il C22 può essere utilizzato come sostituto diretto del C276 nelle apparecchiature esistenti?
Nella maggior parte dei casi, il C22 può essere utilizzato come sostituto diretto del C276 senza modifiche progettuali, poiché entrambe le leghe presentano proprietà meccaniche simili e sono conformi alle stesse norme ASTM e ASME. La composizione chimica, pur essendo diversa, rientra in quadri normativi strettamente correlati che consentono l'intercambiabilità nella maggior parte delle norme di progettazione. Le proprietà meccaniche nominali del C22 sono leggermente inferiori a quelle del C276 (minore resistenza alla trazione e allo snervamento), il che significa che se un progetto esistente ha utilizzato le proprietà meccaniche del C276 ai loro valori minimi specificati, è necessario eseguire una rigorosa verifica dei calcoli normativi utilizzando le sollecitazioni ammissibili del C22. In pratica, la maggior parte delle apparecchiature di trattamento chimico progettate in C276 presenta margini di sicurezza adeguati che si adattano alle proprietà del C22 senza richiedere modifiche allo spessore delle pareti. L'intercambiabilità dimensionale è completa poiché entrambe le leghe sono prodotte secondo gli stessi standard di forma del prodotto. Verificare sempre con il codice di progettazione applicabile (ASME, EN, ecc.) e un ingegnere qualificato in materia di recipienti a pressione prima di effettuare la sostituzione in apparecchiature a pressione certificate.
9: Come reagiscono i materiali C276 e C22 all'elettrolucidatura e alla finitura superficiale?
Entrambe le leghe si prestano bene all'elettrolucidatura e consentono di ottenere finiture superficiali estremamente lisce (Ra inferiore a 0,5 µm), come richiesto dalle applicazioni farmaceutiche e alimentari. L'elettrolucidatura delle leghe di nichel-cromo-molibdeno viene solitamente eseguita in un bagno elettrolitico a base di acido fosforico e solforico. Il processo rimuove in modo preferenziale le irregolarità superficiali microscopiche e arricchisce il film passivo di ossido di cromo, migliorando la resistenza alla corrosione. Il C22 può rispondere in modo leggermente più favorevole all'elettrolucidatura in termini di qualità del film passivo risultante, poiché il suo maggiore contenuto di cromo fornisce più materiale disponibile per l'arricchimento in superficie. Per le applicazioni farmaceutiche in cui devono essere soddisfatte le specifiche di finitura superficiale USP o ASME BPE, il C22 è sempre più preferito per i reattori multiprodotto e i serbatoi di processo perché resiste anche ai protocolli di pulizia aggressivi CIP (clean-in-place) e SIP (steam-in-place) che prevedono l'uso di agenti igienizzanti ossidanti. Entrambe le leghe possono essere lucidate meccanicamente prima dell'elettrolucidatura per ottenere superfici con finitura a specchio che soddisfano le specifiche Ra ≤ 0,25 µm.
10: Quali prove occorre eseguire per verificare l'identità e la qualità della lega al momento della ricezione?
La verifica dei materiali al momento della ricezione deve comprendere l'identificazione positiva dei materiali (PMI) e l'esame delle certificazioni di fabbrica, e può includere prove di corrosione supplementari per applicazioni critiche. L'analisi del materiale (PMI) mediante spettrometria a fluorescenza di raggi X (XRF) o spettrometria di emissione ottica (OES) consente di confermare la composizione degli elementi principali e di distinguere la lega C276 dalla C22. La tecnica XRF è generalmente sufficientemente accurata da consentire la separazione delle due leghe sulla base dei loro tenori di cromo e molibdeno, che presentano differenze significative. Il certificato di fabbrica (EN 10204 Tipo 3.1 o 3.2) deve essere esaminato per confermare la conformità allo standard ASTM/ASME applicabile, la tracciabilità del numero di colata, la composizione chimica, le proprietà meccaniche ed eventuali prove supplementari richieste. Per le apparecchiature a pressione critiche o le applicazioni sensibili alla corrosione, le prove supplementari possono includere prove di corrosione intergranulare secondo la norma ASTM A262 Pratica C o G28 Metodo A (prova di Strauss o prova al solfato ferrico), prove di durezza e verifica dimensionale. Alla MWalloys, tutto il materiale fornito è accompagnato da certificazioni complete di fabbrica e offriamo servizi di ispezione di terze parti per i requisiti di progetto critici.
Conclusione: come scegliere tra C276 e C22
Dopo aver esaminato la composizione, i dati relativi alla corrosione, le proprietà meccaniche, le caratteristiche di lavorazione, le applicazioni industriali e la struttura dei costi di entrambe le leghe, il quadro di riferimento per la scelta risulta chiaro:
Scegli C22 quando:
- L'ambiente di lavoro contiene acidi ossidanti (acido nitrico, cloruro ferrico, acido cromico).
- Il processo si svolge in condizioni di acidità mista, in cui sono presenti sia specie ossidanti che riducenti.
- Le applicazioni comprendono il lavaggio con gas di combustione, la lavorazione farmaceutica, gli impianti di sbiancamento delle cartiere e il trattamento delle scorie nucleari.
- La priorità è garantire una lunga durata e ridurre al minimo i fermi di manutenzione.
- È richiesta la resistenza alla corrosione interstiziale in soluzioni clorurate aggressive a temperature elevate.
Scegliere C276 quando:
- L'ambiente di esercizio è prevalentemente riducente (HCl, H₂SO₄ a concentrazioni inferiori a 70%, H₂S).
- L'applicazione riguarda i servizi relativi a petrolio e gas acidi, secondo la classificazione NACE MR0175.
- I vincoli di bilancio sono reali e l'analisi del contesto dei servizi conferma il peggioramento delle condizioni.
- La rapida disponibilità dei materiali a magazzino è fondamentale per il rispetto dei tempi del progetto.
In base alla nostra esperienza in MWalloys, l'errore più comune che riscontriamo nella scelta delle leghe è quello di optare automaticamente per il C276 senza aver prima verificato accuratamente se l'ambiente presenta caratteristiche ossidanti. Il sovrapprezzo da 15 a 251 TP3T per il C22 viene spesso ripagato molte volte grazie alla maggiore durata, ai costi di manutenzione ridotti e alla prevenzione di fermi macchina non programmati.
Invitiamo gli ingegneri e i responsabili degli acquisti a contattare il nostro team tecnico per ricevere consigli specifici per le loro applicazioni. I nostri ingegneri dei materiali vantano un'esperienza trasversale nei settori della lavorazione chimica, dell'energia, offshore, farmaceutico e ambientale e sono in grado di fornire relazioni tecniche sulla scelta dei materiali e stime della velocità di corrosione in base alle specifiche condizioni del vostro processo.
Siete pronti a procurarvi l'Hastelloy C276 o C22?
MWalloys fornisce Hastelloy C276 e C22 in forma di lastre, lamiere, barre, tubi, raccordi e flange, con piena tracciabilità e certificazioni di fabbrica. Offriamo:
- Preventivi rapidi a prezzi competitivi
- Materiale a magazzino per esigenze urgenti
- Consulenza tecnica da parte di ingegneri esperti nel settore dei materiali
- Approvvigionamento diretto dalla fabbrica per ordini di grandi volumi
- Coordinamento delle ispezioni effettuate da terzi
Contatta oggi stesso il nostro team tecnico-commerciale per richiedere un preventivo o discutere delle vostre specifiche esigenze applicative. Inviate una richiesta tramite il nostro sito web oppure contattateci direttamente alla nostra linea di assistenza tecnica.
Fonti verificate e autorevoli
I contenuti tecnici presenti in questo articolo si basano su informazioni tratte dalle seguenti fonti sottoposte a revisione paritaria, conformi agli standard del settore e pubblicate dai produttori:
- Haynes International – Scheda tecnica della lega Hastelloy C-276 (H-2002E) e scheda tecnica della lega Hastelloy C-22 (H-2019C). Disponibili all'indirizzo: haynesintl.com
- ASTM International – ASTM B575: Specifiche standard per leghe a basso tenore di carbonio di nichel-molibdeno-cromo, a basso tenore di carbonio di nichel-cromo-molibdeno, a basso tenore di carbonio di nichel-cromo-molibdeno-rame e a basso tenore di carbonio di nichel-cromo-molibdeno-tungsteno in forma di lastre, lamiere e nastri.
- Codice ASME per caldaie e recipienti a pressione, Sezione II, Parte D – Proprietà dei materiali (sollecitazioni ammissibili per SB-574, SB-575, SB-622).
- NACE International (ora AMPP) – NACE MR0175 / ISO 15156: Settore petrolifero e del gas naturale – Materiali destinati all'impiego in ambienti contenenti H₂S nella produzione di petrolio e gas.
- Manuale ASM, Volume 13B – Corrosione: Materiali. ASM International. ISBN 978-0-87170-707-9.
- Rebak, R.B., Crook, P. (2000) – "Miglioramento della resistenza alla corrosione puntiforme e interstiziale delle leghe di nichel in ambienti aggressivi." NACE Corrosion 2000, Documento n. 00228.
- Crook, P., Silence, W.L. (1994) – "Leghe resistenti alla corrosione Hastelloy – Principi e applicazioni". Documento tecnico Haynes International.
- Pubblicazione n. 17 della Federazione Europea della Corrosione (EFC) – "Leghe resistenti alla corrosione per la produzione di petrolio e gas."
- Manuale dei metalli, nona edizione, volume 3 – Proprietà e selezione: acciai inossidabili, materiali per utensili e metalli per usi speciali. ASM International.
- ISO 15156-3:2020 – Settori del petrolio e del gas naturale – Materiali destinati all'impiego in ambienti contenenti H₂S nella produzione di petrolio e gas – Parte 3: Acciai resistenti alla fessurazione (CRA) e altre leghe.
- Kirchheiner, R., Wahl, V. (2006) – "Hastelloy C-276 e C-22: un confronto delle prestazioni in ambienti industriali aggressivi." Materiali e corrosione, vol. 57.
- ASTM G48 – Metodi di prova standard per la determinazione della resistenza alla corrosione puntiforme e interstiziale degli acciai inossidabili e delle leghe correlate mediante l'uso di una soluzione di cloruro ferrico.
