Hastelloy C276 y C22 Ambas son superaleaciones de níquel-cromo-molibdeno diseñadas para ofrecer una resistencia extrema a la corrosión, pero la C22 supera a la C276 en entornos ácidos oxidantes y condiciones de ácidos mixtos, mientras que la C276 presenta una ventaja práctica en entornos fuertemente reductores y en aplicaciones en las que el coste es un factor determinante. Tras años de trabajar directamente con ingenieros de compras, operadores de plantas químicas y especialistas en selección de materiales en MWalloys, hemos constatado que la elección entre estas dos aleaciones rara vez es sencilla. La decisión depende de los medios corrosivos específicos, la temperatura de funcionamiento, los requisitos de fabricación y las consideraciones de coste del ciclo de vida propias de cada proyecto.
¿Qué son el Hastelloy C276 y el C22, y por qué son importantes?
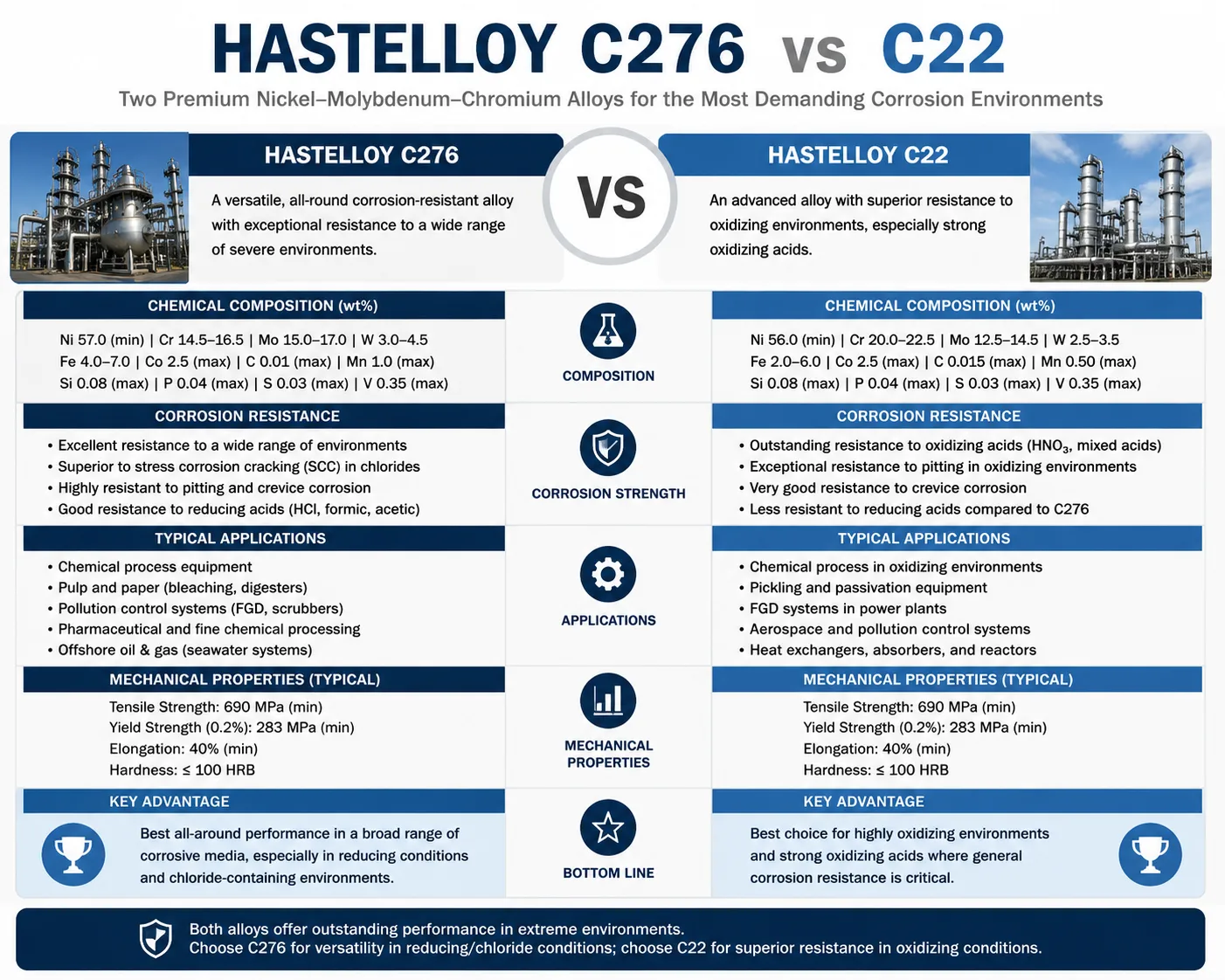
Hastelloy es una marca registrada de Haynes International. Tanto el C276 como el C22 pertenecen a la familia C de aleaciones de níquel-cromo-molibdeno (Ni-Cr-Mo). Esta familia se desarrolló específicamente para resistir la corrosión severa en procesos químicos, control de la contaminación y entornos industriales en los que los aceros inoxidables estándar e incluso los aceros inoxidables dúplex no dan la talla.
Breve historia de las aleaciones de la familia C
La aleación Hastelloy C original se introdujo en la década de 1930. Se trataba de un material de alto rendimiento, pero adolecía de un problema importante: la sensibilización en las zonas afectadas por el calor (HAZ) durante la soldadura, lo que provocaba corrosión intergranular. Este defecto impulsó el desarrollo del C276 en la década de 1960, que reducía el contenido de carbono y silicio para minimizar la precipitación de carburos durante la soldadura. El C22 le siguió en la década de 1980 como una mejora adicional con un mayor contenido de cromo y la adición de tungsteno, diseñado específicamente para subsanar las deficiencias de rendimiento que el C276 presentaba en entornos ácidos oxidantes.
En MWalloys, disponemos en stock y suministramos ambas aleaciones en una amplia gama de formatos, entre los que se incluyen placas, chapas, barras, tubos, accesorios y bridas. A lo largo de los años, hemos observado que la mayoría de los errores de especificación se producen cuando los ingenieros recurren por defecto al C276 por familiaridad, sin evaluar si el C22 ofrecería una vida útil significativamente mayor en su aplicación específica.
Designaciones UNS y ASTM
| Propiedad | Hastelloy C276 | Hastelloy C22 |
|---|---|---|
| Número UNS | N10276 | N06022 |
| Norma ASTM (chapas/láminas) | B575 | B575 |
| Norma ASTM (barra) | B574 | B574 |
| Norma ASTM (tuberías) | B622 | B622 |
| Norma ASTM (accesorios) | B366 | B366 |
| Número Werkstoff | 2.4819 | 2.4602 |
| Designación ISO | NiMo16Cr15W | NiCr21Mo14W |
Es fundamental conocer la designación correcta a la hora de realizar compras, ya que algunos proveedores pueden hacer referencias cruzadas erróneas a estas aleaciones, lo que puede dar lugar a errores de sustitución. Al realizar un pedido, compruebe siempre tanto el número UNS como la norma ASTM/ASME correspondiente.
¿En qué se diferencian las composiciones químicas del C276 y el C22?
La composición química es el factor fundamental que determina todas las características de rendimiento que diferencian a estas dos aleaciones. Las diferencias no son muy marcadas en términos de porcentajes absolutos, pero tienen consecuencias significativas en la práctica.
Tabla detallada de la composición
| Elemento | Hastelloy C276 (wt%) | Hastelloy C22 (wt%) | Papel funcional |
|---|---|---|---|
| Níquel (Ni) | Equilibrio (~57%) | Equilibrio (~56%) | Matriz base, resistencia general a la corrosión |
| Cromo (Cr) | 14.5 – 16.5% | 20.0 – 22.5% | Resistencia a los ácidos oxidantes, estabilidad de la película pasiva |
| Molibdeno (Mo) | 15.0 – 17.0% | 12.5 – 14.5% | Reducción de la resistencia a los ácidos y a la corrosión por picaduras |
| Tungsteno (W) | 3.0 – 4.5% | 2.5 – 3.5% | Mayor resistencia a la corrosión por picaduras en entornos con cloruro |
| Hierro (Fe) | 4.0 – 7.0% | 2.0 – 6.0% | Modificador de coste, efecto menor sobre la corrosión |
| Cobalto (Co) | Máx. 2,5% | Máx. 2,5% | Control de elementos residuales |
| Carbono (C) | Máx. 0,010% | Máx. 0,010% | Reducido al mínimo para evitar la sensibilización al carburo |
| Silicio (Si) | Máx. 0,08% | Máx. 0,08% | Reducido al mínimo para evitar la precipitación de siliciuro |
| Manganeso (Mn) | Máx. 1,0% | Máx. 0,501 TP3T | Desoxidante |
| Fósforo (P) | Máx. 0,0251 TP3T | Máx. 0,0251 TP3T | Control de impurezas |
| Azufre (S) | Máx. 0,010% | Máx. 0,010% | Control de impurezas |
| Vanadio (V) | Máx. 0,35% | - | Reforzante menor en forma de solución sólida en C276 |
Qué significan realmente los números de composición en la práctica
La diferencia composicional más relevante es el contenido de cromo. El C22 contiene aproximadamente un 21,1 % de cromo, frente al 15,51 % de media del C276. El cromo es el elemento responsable de formar una película de óxido pasivo estable y autorreparable en la superficie de la aleación. Un mayor contenido de cromo significa que el C22 puede mantener su capa protectora en condiciones oxidantes que desestabilizarían la película pasiva más delgada del C276.
Por el contrario, el C276 contiene, en promedio, una mayor cantidad de molibdeno. El molibdeno refuerza la resistencia frente a ácidos reductores como el ácido clorhídrico (HCl) y el sulfuro de hidrógeno (H₂S). Además, contribuye directamente a la resistencia a la corrosión por picaduras al interrumpir los procesos electroquímicos que dan lugar a las picaduras provocadas por el cloruro.
Una forma útil de resumirlo que utilizamos internamente en MWalloys: piensa en el cromo como el escudo de la aleación frente al ataque oxidante, y en el molibdeno como su defensa frente a la disolución por ácidos reductores. La C22 tiene más escudo; la C276 tiene más defensa frente a los ácidos reductores. El tungsteno, presente en ambas aleaciones, contribuye de forma sinérgica con el molibdeno a la resistencia a la corrosión por picaduras de cloruro.
¿Cuáles son las propiedades mecánicas y físicas de cada aleación?
Ambas aleaciones presentan características mecánicas similares, ya que cuentan con matrices a base de níquel prácticamente equivalentes. No obstante, conviene tener en cuenta las diferencias a la hora de diseñarlas para aplicaciones estructurales.
Propiedades mecánicas a temperatura ambiente
| Propiedad | Hastelloy C276 | Hastelloy C22 | Norma de ensayo |
|---|---|---|---|
| Resistencia a la tracción | 790 MPa (115 ksi) como mínimo | 690 MPa (100 ksi) como mínimo | ASTM E8 |
| Límite elástico (0,2% offset) | 355 MPa (52 ksi) como mínimo | 310 MPa (45 ksi) como mínimo | ASTM E8 |
| Alargamiento | 40% min | 45% mín. | ASTM E8 |
| Dureza (Rockwell B) | ~90 HRB | ~85 HRB | ASTM E18 |
| Módulo de elasticidad | 205 GPa (29,8 × 10⁶ psi) | 211 GPa (30,6 × 10⁶ psi) | - |
Comparación de propiedades físicas
| Propiedad física | Hastelloy C276 | Hastelloy C22 |
|---|---|---|
| Densidad | 8,89 g/cm³ | 8,69 g/cm³ |
| Intervalo de fusión | 1325 – 1370 °C (2415 – 2500 °F) | 1357 – 1399 °C (2475 – 2550 °F) |
| Conductividad térmica a 100°C | 10,2 W/m·K | 10,1 W/m-K |
| Coeficiente de dilatación térmica | 11,2 µm/m·°C (21 – 93 °C) | 12,7 µm/m·°C (21 – 93 °C) |
| Resistividad eléctrica | 1,30 µΩ·m | 1,14 µΩ·m |
| Calor específico | 427 J/kg·K | 414 J/kg·K |
El C276 es ligeramente más resistente a temperatura ambiente, con una mayor resistencia a la tracción y al límite elástico, lo que puede ser relevante en el diseño de recipientes a presión, donde los cálculos del espesor de las paredes están directamente vinculados a los valores de tensión admisibles según la Sección II de la ASME, Parte D. El C22 tiene un intervalo de fusión ligeramente superior y una densidad menor, lo que lo hace ligeramente preferible en aplicaciones a alta temperatura en las que el peso es un factor importante.
A temperaturas de servicio elevadas (por encima de los 500 °C), ambas aleaciones comienzan a perder resistencia mecánica a un ritmo similar, aunque, por lo general, ninguna de ellas se utiliza como aleación estructural principal para altas temperaturas. Para temperaturas superiores a los 600 °C, las aleaciones de níquel de las familias 625 o 718 suelen ofrecer una mejor resistencia a la fluencia.

¿Cómo varía la resistencia a la corrosión en distintos entornos?
Esta es la pregunta clave para la mayoría de los ingenieros y profesionales de las compras. La respuesta depende en gran medida del medio corrosivo concreto, la concentración, la temperatura y de si el entorno es de naturaleza oxidante o reductora.
Comportamiento en presencia de ácidos oxidantes
Entre los ácidos oxidantes se incluyen el ácido nítrico (HNO₃), las mezclas de ácido nítrico y ácido fluorhídrico, el ácido crómico y las soluciones de haluros fuertemente oxidantes.
El C22 supera ampliamente al C276 en cuanto a la oxidación de ácidos. El mayor contenido de cromo del C22 le permite mantener una película pasiva más resistente en condiciones oxidantes. Los datos sobre la velocidad de corrosión obtenidos en ensayos independientes muestran de forma sistemática que el C22 presenta menores índices de pérdida de masa en soluciones de ácido nítrico en ebullición.
| Condición de prueba | C276 Índice de corrosión | C22 Índice de corrosión |
|---|---|---|
| 65% HNO₃, ebullición | 19,1 millones al año | 2,1 milésimas de pulgada al año |
| 101 moles de HNO₃ + 21 moles de HF, 50 °C | 35,4 millones al año | 8,7 millones al año |
| Cloruro férrico (10%), 50 °C | 4,2 millones al año | 1,1 milésimas de pulgada al año |
| Ácido crómico (30%), temperatura ambiente | 6,0 millones al año | 2,4 millones al año |
Nota: Las tasas de corrosión son valores aproximados recopilados a partir de diversas fuentes publicadas, entre las que se incluyen los boletines técnicos de Haynes International y estudios sobre corrosión revisados por expertos. Los valores reales variarán en función de las condiciones exactas de ensayo.
Estas cifras son sorprendentes. En ácido nítrico hirviendo 65%, el C276 se corroe a una velocidad casi diez veces superior a la del C22. Para los ingenieros que seleccionan materiales para la producción de ácido nítrico, operaciones de decapado o el reprocesamiento de combustible nuclear, el C22 es la opción más clara.
Eficacia en la reducción de ácidos
Entre los ácidos reductores se encuentran el ácido clorhídrico (HCl), el ácido sulfúrico (H₂SO₄) por debajo de determinadas concentraciones y el ácido fosfórico (H₃PO₄).
El C276 ofrece un rendimiento similar o ligeramente superior al del C22 en muchos entornos ácidos reductores, principalmente debido a su mayor contenido en molibdeno. Sin embargo, la diferencia suele ser menor de lo que esperan los ingenieros.
| Condición de prueba | C276 Índice de corrosión | C22 Índice de corrosión |
|---|---|---|
| 10% HCl, 70 °C | 5,8 millones al año | 7,3 millones al año |
| 20% H₂SO₄, en ebullición | 9,5 millones al año | 11,2 millones al año |
| 10% H₃PO₄, ebullición | 2,1 milésimas de pulgada al año | 2,4 millones al año |
| 37% HCl, temperatura ambiente | 14,2 millones al año | 16,8 millones al año |
La ventaja del C276 en la reducción de ácidos es real, pero modesta. En algunos entornos con ácidos mixtos, en los que coexisten especies tanto oxidantes como reductoras, el C22 puede llegar a superar al C276, ya que el componente oxidante ayuda a estabilizar la película pasiva que el mayor contenido de cromo del C22 permite mantener.
Rendimiento en corrientes de proceso con ácidos mixtos y contaminadas
Es aquí donde la elección de la aleación se vuelve más compleja. Los procesos industriales reales rara vez utilizan ácidos puros en concentraciones controladas. Los depuradores de desulfuración de gases de combustión (FGD), por ejemplo, contienen una mezcla de iones cloruro, ácido sulfúrico y, en ocasiones, compuestos oxidantes. En los reactores químicos pueden darse condiciones alternantes de oxidación y reducción durante las distintas fases del proceso.
En estos entornos mixtos, el C22 suele ofrecer una ventaja, ya que su mayor contenido en cromo proporciona una película pasiva de base más estable, capaz de soportar las fluctuaciones del medio corrosivo. En MWalloys hemos observado múltiples casos en los que los equipos, inicialmente especificados en C276, se actualizaron a C22 después de que el primer ciclo de inspección revelara tasas de adelgazamiento de la pared inesperadas en servicio con ácidos mixtos.
Resistencia a la fisuración por corrosión bajo tensión por cloruros
Tanto la C276 como la C22 ofrecen una excelente resistencia a la corrosión bajo tensión (SCC) inducida por cloruro, que constituye un modo de fallo crítico para los aceros inoxidables austeníticos como el 316L en entornos ricos en cloruro. El contenido de níquel superior al 40 % en ambas aleaciones proporciona el mecanismo fundamental de resistencia a la SCC.
No se ha demostrado que ninguna de las dos aleaciones sea susceptible a la corrosión bajo tensión por cloruros en condiciones de servicio habituales por debajo de los 300 °C. Por encima de esta temperatura, antes de especificar cualquiera de las dos aleaciones, deben realizarse ensayos de corrosión bajo tensión para condiciones de proceso específicas.
¿Qué aleación obtiene mejores resultados en las pruebas de corrosión por picaduras y en hendiduras?
La corrosión por picaduras y la corrosión intercrestal son formas localizadas de ataque que pueden provocar fallos catastróficos, incluso cuando la velocidad de corrosión global parece aceptable. El parámetro estándar para clasificar la resistencia de las aleaciones a estos modos de fallo es el índice de resistencia a la corrosión por picaduras (PREN).
Cálculo y comparación del PREN
La fórmula PREN más utilizada para las aleaciones de níquel es:
PREN = %Cr + 3,3 × (%Mo + 0,5 × %W) + 16 × %N
| Aleación | Cr (%) | Mo (%) | W (%) | PREN (aprox.) |
|---|---|---|---|---|
| Hastelloy C276 | 15.5 | 16.0 | 3.75 | ~72 |
| Hastelloy C22 | 21.0 | 13.5 | 3.0 | ~72 |
| Inoxidable 316L | 17.0 | 2.2 | - | ~24 |
| Acero inoxidable 904L | 21.0 | 4.5 | - | ~36 |
| Inconel 625 | 22.0 | 9.0 | - | ~52 |
Los valores de PREN del C276 y el C22 son prácticamente idénticos, lo cual resulta interesante desde el punto de vista matemático, dada su diferente composición. El mayor contenido de molibdeno en C276 y el mayor contenido de cromo en C22 se compensan en gran medida entre sí en el cálculo del PREN. Esta equivalencia matemática es engañosa en la práctica, ya que el PREN no tiene en cuenta la estabilidad de la película pasiva en condiciones electroquímicas variables.
Pruebas de temperatura crítica de picadura (CPT)
Las pruebas de temperatura crítica de picaduras realizadas en una solución de cloruro férrico según la norma ASTM G48 revelan diferencias más significativas:
| Prueba | C276 CPT | C22 CPT |
|---|---|---|
| Método C de la norma ASTM G48 (6% FeCl₃) | >85 °C | >85 °C |
| Método D (prueba de rendija) de la norma ASTM G48 | 72 – 80 °C | 80 – 90 °C |
| Agua de mar sintética, potenciostática | 95 °C | 102 °C |
El C22 presenta una ventaja cuantificable en cuanto a la temperatura de corrosión en hendiduras, lo cual es importante en aplicaciones que implican bridas con juntas, uniones entre tubos y placas colectoras, y otras condiciones de hendiduras provocadas por la geometría. Esta ventaja se atribuye a su mayor contenido en cromo, que permite formar una película pasiva más estable capaz de resistir la caída localizada del pH que se produce en el interior de una hendidura.
¿En qué se diferencian los aceros C276 y C22 en cuanto a soldabilidad y fabricación?
En muchas aplicaciones, las características de fabricación son tan importantes como las propiedades de corrosión del metal base, ya que la zona afectada por el calor (HAZ) y el metal de soldadura pueden convertirse en puntos de corrosión preferentes si no se controlan adecuadamente.
Características de la soldadura
Ambas aleaciones se han formulado específicamente con un contenido muy bajo de carbono (máx. 0,0101 % en peso) y silicio (máx. 0,081 % en peso) para minimizar la precipitación de carburos y siliciuros en la zona afectada por el calor (HAZ) durante la soldadura. Esto hace que ambas aleaciones sean sustancialmente más soldables que el Hastelloy C original, que adolecía de graves problemas de sensibilización.
| Parámetros de soldadura | C276 | C22 |
|---|---|---|
| Metal de aportación compatible (GMAW/GTAW) | ERNiCrMo-4 (AWS) | ERNiCrMo-10 (AWS) |
| Relleno compatible con diferentes marcas | El ERNiCrMo-10 permite soldar el C276 | - |
| Requiere tratamiento térmico posterior a la soldadura | No (en la mayoría de los casos) | No (en la mayoría de los casos) |
| Es necesario precalentar | No | No |
| Límite de temperatura del Interpass | 150 °C como máximo | 150 °C como máximo |
| Procedimiento recomendado | GTAW, GMAW, SMAW | GTAW, GMAW, SMAW |
Una nota práctica importante basada en nuestra experiencia en fabricación: el ERNiCrMo-10 (el metal de aportación C22) se utiliza con frecuencia para soldar el metal base C276 cuando la unión va a estar expuesta a condiciones oxidantes, ya que el mayor contenido de cromo en el metal de aportación mejora la resistencia a la corrosión de la zona afectada por el calor (HAZ). Se trata de una práctica bien establecida en la construcción de plantas químicas y está respaldada por los datos técnicos de Haynes International.
Conformado y mecanizado
Ambas aleaciones se endurecen rápidamente por deformación durante el conformado en frío, lo cual es una característica general de las aleaciones de níquel austeníticas. Esto significa que:
- Es posible que sea necesario realizar un recocido intermedio durante las operaciones de conformado en frío.
- La vida útil de las herramientas de corte es menor que en el caso de los aceros inoxidables; se recomienda utilizar herramientas de metal duro a bajas velocidades de corte.
- En las operaciones de plegado hay que tener en cuenta la recuperación elástica.
- La lubricación durante el conformado es fundamental para evitar el agarrotamiento.
El C22 es ligeramente más fácil de conformar en caliente debido a que su tensión de fluencia es algo menor a temperaturas elevadas, pero la diferencia práctica en un taller de fabricación bien equipado es insignificante.
Programas de recocido y tratamiento térmico
| Tratamiento térmico | C276 | C22 |
|---|---|---|
| Temperatura de recocido de la solución | 1121 °C (2050 °F) | 1121 °C (2050 °F) |
| Método de refrigeración | Enfriamiento rápido (con agua o aire) | Enfriamiento rápido (con agua o aire) |
| Tratamiento estabilizador | No aplicable | No aplicable |
| Alivio del estrés | Por lo general, se evita | Por lo general, se evita |
Ninguna de las dos aleaciones debe someterse a un recocido de alivio de tensiones a temperaturas intermedias (300-900 °C), ya que este intervalo favorece la precipitación de fases intermetálicas (fase sigma, fase mu) que reducen la resistencia a la corrosión y la tenacidad. El recocido de solución completa seguido de un enfriamiento rápido es el único tratamiento térmico aceptable para restaurar la resistencia completa a la corrosión tras una fabricación intensiva.
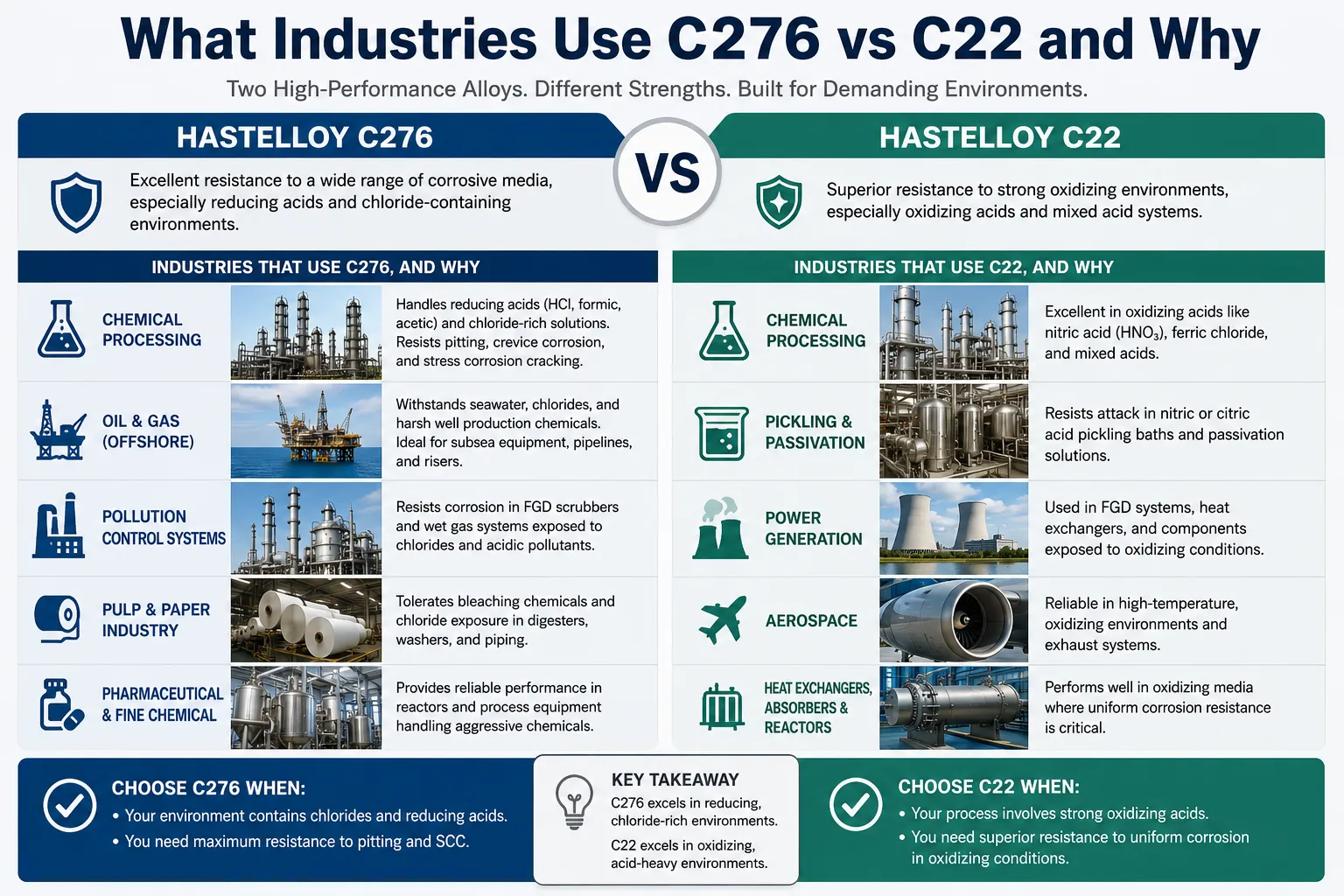
¿Qué sectores utilizan el C276 en lugar del C22 y por qué?
Las aplicaciones industriales de estas dos aleaciones se solapan en gran medida, pero no son idénticas. Comprender en qué ámbitos cada aleación ha demostrado una vida útil probada ayuda a justificar la selección de materiales ante los comités de compras y las comisiones de revisión de ingeniería.
Principales sectores de aplicación
| Sector industrial | Aleación preferida | Razón |
|---|---|---|
| Desulfuración de gases de combustión (FGD) | C22 | Entorno mixto oxidante/reductor, con presencia de cloruro |
| Síntesis farmacéutica y química | C22 | Reactores multiuso para el contacto con ácido nítrico |
| Producción de ácido clorhídrico | C276 | Reducción drástica del entorno de HCl |
| Petróleo y gas (servicio para yacimientos ácidos) | C276 | Resistencia al H₂S, conformidad con la norma NACE |
| Procesamiento del ácido sulfúrico | C276 | Reducción de las condiciones ácidas, ventaja económica |
| Tratamiento de residuos nucleares | C22 | Ácido nítrico / entorno oxidante |
| Sistemas de agua de mar para instalaciones marítimas | Ambos | Alto índice PREN, resistencia al cloruro y a la corrosión por tensión (SCC) |
| Papel y celulosa (plantas de blanqueo) | C22 | Compuestos oxidantes del cloro |
| Reactores farmacéuticos (multiusos) | C22 | Cumplimiento normativo, productos de limpieza oxidantes |
| Fabricación de plaguicidas | C276 | Reducción de los flujos de ácidos orgánicos |
| Revestimientos para conductos de humos / chimeneas | C22 | Condensación de ácido sulfúrico, depuración en húmedo |
| Intercambiadores de calor (con alto contenido en cloruro) | C276 | Rentabilidad, resistencia adecuada a la corrosión por picaduras |
Aplicaciones de FGD: un estudio de caso detallado
Los depuradores de desulfuración de gases de combustión constituyen una de las aplicaciones más exigentes para las aleaciones resistentes a la corrosión. El entorno del proceso en el interior de una torre de absorción de desulfuración de gases de combustión combina:
- Ácido sulfúrico diluido (procedente de la absorción de SO₂).
- Iones cloruro (procedentes del agua de lavado).
- Especies oxidantes ocasionales presentes en la composición de los gases de combustión.
- Temperaturas de funcionamiento desde la temperatura ambiente hasta los 90 °C.
- Partículas abrasivas de cenizas volantes.
Desde la década de los noventa, el C22 ha sustituido en gran medida al C276 como material preferido en aplicaciones de revestimiento para sistemas de desulfuración de gases de combustión (FGD), basándose en la experiencia práctica que demuestra que los componentes oxidantes presentes en la suspensión del depurador provocan un ataque acelerado al C276. Los datos de campo a largo plazo de instalaciones de FGD en Europa y Norteamérica muestran de forma sistemática que el C22 ofrece una vida útil entre dos y tres veces mayor en comparación con el C276 en la misma geometría de absorbedor.
En MWalloys, hemos suministrado chapas y láminas de C22 para numerosos proyectos de FGD, y nuestro equipo técnico recomienda habitualmente el C22 como especificación de referencia para la construcción de nuevas instalaciones de FGD.
¿En qué se diferencian el tratamiento térmico y la estabilidad microestructural entre las dos aleaciones?
La estabilidad microestructural durante el servicio es un tema que rara vez se aborda en los artículos de comparación básica de aleaciones, pero que reviste una importancia fundamental para la fiabilidad a largo plazo. Tanto la C276 como la C22 son aleaciones de níquel austeníticas en su estado normal de recocido. Ambas pueden desarrollar fases secundarias si se exponen a temperaturas dentro del rango de sensibilización.
Diagramas de estabilidad de fases
El comportamiento de ambas aleaciones en cuanto a la relación temperatura-tiempo-transformación (TTT) es similar, pero no idéntico:
- C276: Empieza a aparecer precipitación de la fase mu tras aproximadamente 100 horas a 650 °C. La fase sigma puede aparecer tras exposiciones más prolongadas a temperaturas superiores a 700 °C.
- C22: Empieza a mostrar precipitaciones de la fase Laves y de la fase mu en intervalos de tiempo ligeramente más largos que el C276 a temperaturas equivalentes, debido a la diferente relación Mo/Cr. Sin embargo, el C22 es más susceptible a la ordenación de corto alcance, lo que puede afectar a la tenacidad.
En la mayoría de las aplicaciones de procesamiento químico en las que las temperaturas de funcionamiento se mantienen por debajo de los 500 °C, la estabilidad de fase a largo plazo no supone un problema práctico para ninguna de las dos aleaciones. Para aplicaciones por encima de los 500 °C con tiempos de exposición prolongados que superen los cientos de horas, se recomienda realizar una evaluación detallada de la estabilidad térmica.
Efecto de la exposición térmica sobre la resistencia a la corrosión
La exposición prolongada a temperaturas comprendidas entre 500 y 800 °C reduce la resistencia a la corrosión de ambas aleaciones debido a la precipitación de carburos y compuestos intermetálicos en los límites de grano. Esto da lugar a zonas empobrecidas en cromo y molibdeno adyacentes a los precipitados, que se convierten en puntos de corrosión preferenciales.
El bajísimo contenido en carbono de ambas aleaciones (máx. 0,0101 % en peso) retrasa significativamente la sensibilización en comparación con las formulaciones de aleaciones anteriores, pero no la elimina por completo en caso de exposiciones prolongadas. En el caso de equipos que vayan a sufrir ciclos térmicos dentro del rango de sensibilización, la etapa de recocido de solución posterior a la soldadura o a la fabricación no es opcional.
¿Cuál es la diferencia de precio entre el C276 y el C22, y cuándo resulta rentable la actualización?
El coste de los materiales es siempre un factor importante en las decisiones de ingeniería, y la diferencia entre el C276 y el C22 es lo suficientemente notable como para afectar de manera significativa a los presupuestos de los proyectos.
Resumen de la comparación de precios
Los precios exactos varían en función de las condiciones del mercado, el tipo de producto y el volumen del pedido. A fecha del primer semestre de 2026, los rangos de precios de fábrica habituales observados en el mercado para las chapas estándar son los siguientes:
| Aleación | Precio aproximado (USD/kg) | Índice de Coste Relativo |
|---|---|---|
| Acero inoxidable 316L | $4 – $6 | 1.0× |
| Dúplex 2205 | $8 – $12 | 2.0× |
| Hastelloy C276 | $38 – $55 | ~8× |
| Hastelloy C22 | $45 – $65 | ~10 veces |
| Inconel 625 | $42 – $60 | ~9× |
El C22 suele tener un sobreprecio de entre 15 y 251 TP3T respecto al C276 en formas de producto equivalentes. Este sobreprecio refleja el mayor contenido en cromo y los controles de producción más exigentes que conlleva el mantenimiento de un margen de composición más estricto.
Análisis del coste total de propiedad
En cualquier aplicación en la que un fallo prematuro obligara a detener el proceso, sustituir el equipo y, posiblemente, llevar a cabo medidas de rehabilitación medioambiental, el coste del material de base es solo uno de los componentes del coste total de propiedad.
Imaginemos un caso hipotético de revestimiento de un absorbedor:
- Precio del revestimiento C276: 1 450 000 TP instalado
- Vida útil prevista en aplicaciones de desulfuración de gases de combustión con ácidos mixtos: 8 años
- Precio del revestimiento C22: 1 462 000 TP, instalación incluida
- Vida útil prevista según datos de campo: 20 años.
Coste anualizado del servicio C276: 1 462 500 T/año
Coste anual del revestimiento C22: $31 000 al año.
En este caso, el mayor coste inicial del C22 se amortiza en el primer ciclo de inspección y supone aproximadamente la mitad del coste anualizado a lo largo de la vida útil del equipo. Este tipo de análisis de costes del ciclo de vida es una práctica habitual en la industria de procesamiento químico y, casi siempre, favorece al C22 en aplicaciones con ácidos oxidantes o mixtos.
¿En qué se diferencian las aleaciones C276 y C22 de otras aleaciones de níquel del mercado?
Situar estas dos aleaciones en el contexto más amplio del mercado de las aleaciones resistentes a la corrosión ayuda a los ingenieros a comprender cuándo podría ser más adecuada una alternativa.
Tabla comparativa ampliada
| Aleación | Ni (%) | Cr (%) | Mo (%) | Puntos fuertes | Limitación clave | Coste habitual frente al C276 |
|---|---|---|---|---|---|---|
| C276 (N10276) | ~57 | 15.5 | 16 | Ácidos reductores, HCl | Entornos oxidantes | Línea de base |
| C22 (N06022) | ~56 | 21 | 13.5 | Ácido mixto/oxidante | Un coste ligeramente superior | +15-25% |
| C2000 (N06200) | ~59 | 23 | 16 | De amplio espectro | Precio, disponibilidad | +30-40% |
| Inconel 625 (N06625) | ~62 | 22 | 9 | Agua de mar, mecánica | Entornos con ácido puro | Similar |
| Monel 400 (N04400) | ~67 | - | - | HF, agua de mar | Ácidos oxidantes | -40% |
| Aleación 59 (N06059) | ~59 | 23 | 16 | De amplio espectro, puro | Precio, disponibilidad | +25-35% |
| ACERO INOXIDABLE 316L | ~11 | 17 | 2.2 | General, costes | Cloruro, ácidos fuertes | -80% |
El C2000 y el Alloy 59 se presentan a veces como alternativas superiores tanto al C276 como al C22 en los entornos mixtos más agresivos. Sin embargo, su disponibilidad es considerablemente más limitada, los plazos de entrega son más largos y la ventaja en cuanto a rendimiento respecto al C22 en la mayoría de las aplicaciones prácticas no justifica el sobrecoste.
¿Qué especificaciones y normas se aplican a ambas aleaciones?
Para especificar estos materiales correctamente, es necesario estar familiarizado con múltiples normas que se solapan y que proceden de distintos organismos.
Tabla de referencia de normas aplicables
| Cuerpo estándar | Denominación C276 | Designación C22 | Alcance |
|---|---|---|---|
| ASTM B575 | UNS N10276 | UNS N06022 | Chapa, hoja, tira |
| ASTM B574 | UNS N10276 | UNS N06022 | Barra, varilla |
| ASTM B622 | UNS N10276 | UNS N06022 | Tubos sin soldadura |
| ASTM B619 | UNS N10276 | UNS N06022 | Tubo soldado |
| ASTM B626 | UNS N10276 | UNS N06022 | Tubo soldado |
| ASTM B366 | WPHC276 | WPHC22 | Accesorios para tuberías |
| ASME SB-575 | N10276 | N06022 | Placa para recipientes a presión |
| ASME SB-574 | N10276 | N06022 | Barra para recipientes a presión |
| DIN/EN | 2.4819 | 2.4602 | Designación europea |
| NACE MR0175 | Conforme | Conforme | Servicio pésimo |
Los códigos de recipientes a presión de la ASME hacen referencia a estas aleaciones a través de las normas de la serie SB, que son esencialmente idénticas a los documentos correspondientes de la serie B de la ASTM, pero cuentan con la aprobación de la ASME para la construcción conforme al Código. A la hora de especificar recipientes a presión con arreglo a la Sección VIII, División 1, de la ASME, es obligatorio utilizar las designaciones SB.
Preguntas frecuentes: cuestiones clave sobre el Hastelloy C276 frente al C22
1: ¿Puedo sustituir el C22 por el C276 para ahorrar dinero en una aplicación de FGD?
Respuesta breve: Sustituir el C22 por el C276 en los sistemas de absorción de FGD no es recomendable desde el punto de vista técnico y probablemente acortará considerablemente la vida útil del equipo. Los datos de campo procedentes de instalaciones de desulfuración de gases de combustión (FGD) demuestran de forma sistemática que el C22 ofrece un rendimiento superior al del C276 en el entorno mixto de oxidación-reducción típico de los sistemas de depuración húmeda. La suspensión del depurador contiene iones cloruro en concentraciones elevadas, ácido sulfúrico diluido y condiciones periódicas de oxidación procedentes de los gases de combustión. El menor contenido de cromo del C276 implica que no puede mantener una película pasiva igualmente estable en estas condiciones. Estudios realizados en plantas de FGD en funcionamiento en Alemania y Estados Unidos documentaron fallos en los revestimientos de C276 en un plazo de 5 a 8 años, mientras que los revestimientos de C22 en condiciones de servicio equivalentes superaron los 20 años sin una pérdida significativa de metal. El ahorro en el coste de los materiales que supone elegir el C276 suele consumirse en la primera parada no planificada, y el coste del ciclo de vida del C276 en servicio de FGD es sustancialmente mayor que el del C22. Cualquier ejercicio de ingeniería de valor para proyectos de FGD debería evaluar el coste total del ciclo de vida, no solo el coste inicial de los materiales.
2: ¿Es el Hastelloy C22 siempre mejor que el C276?
No. El C22 no es necesariamente mejor que el C276. La respuesta correcta depende totalmente del medio corrosivo. El C276 mantiene una ventaja significativa en entornos fuertemente reductores, como el ácido clorhídrico concentrado, las corrientes que contienen sulfuro de hidrógeno y determinadas concentraciones de ácido sulfúrico. La ventaja del C22 radica específicamente en entornos oxidantes y de ácidos mixtos, donde se puede aprovechar su mayor contenido en cromo. En aplicaciones con ácidos reductores puros, como las columnas de separación de HCl o los equipos de procesamiento de H₂S, especificar el C22 en lugar del C276 aporta un beneficio mínimo, al tiempo que aumenta el coste del material entre 15 y 251 TP3T. La decisión sobre la selección de la aleación debe comenzar siempre con una caracterización detallada del medio corrosivo, incluyendo si es de naturaleza principalmente oxidante o reductora, el rango de temperatura, la concentración de iones haluro y si se producen condiciones oxidantes intermitentes durante la limpieza o las perturbaciones del proceso. Recomendamos solicitar una auditoría de corrosión a un ingeniero de materiales cualificado antes de finalizar las especificaciones.
3: ¿Cuál es la temperatura máxima de funcionamiento del C276 y el C22?
Tanto el C276 como el C22 suelen limitarse a un servicio en condiciones de corrosión por debajo de aproximadamente 1000 °C, con límites mecánicos prácticos en torno a los 550 °C para aplicaciones en las que se soportan cargas de forma prolongada. El código ASME para recipientes a presión establece las tensiones admisibles para ambas aleaciones a temperaturas de hasta aproximadamente 538 °C (1000 °F). Por encima de este rango, las aleaciones comienzan a perder resistencia a un ritmo que requiere aumentos conservadores del espesor de la pared, lo que puede hacer que los materiales alternativos resulten más rentables. Desde el punto de vista de la corrosión, ambas aleaciones se comportan bien en atmósferas oxidantes y reductoras a temperaturas elevadas, aunque ambas forman finas capas de óxido por encima de los 600 °C. Para aplicaciones por encima de los 700 °C en atmósferas oxidantes, suelen ser más adecuadas las aleaciones con mayor contenido de aluminio o silicio para la formación de capas de alúmina o sílice. Ninguna de las dos aleaciones debe utilizarse en el rango de sensibilización (500 a 900 °C) durante periodos prolongados sin un recocido de solución completa tras la fabricación.
4: ¿Qué rendimiento ofrecen el C276 y el C22 en agua de mar y entornos marinos?
Ambas aleaciones presentan una resistencia excepcional a la corrosión por el agua de mar y se consideran unas de las mejores aleaciones disponibles en el mercado para aplicaciones marinas. Sus elevados valores de PREN (aproximadamente 72) las sitúan muy por encima del umbral necesario para evitar la corrosión por picaduras y en hendiduras en agua de mar a temperatura ambiente. Ninguna de las dos aleaciones ha mostrado susceptibilidad a la corrosión por fisuración bajo tensión por cloruro en agua de mar a temperaturas de funcionamiento marinas normales. En aplicaciones en aguas profundas o en condiciones de flujo de agua de mar a alta velocidad, ambas aleaciones son esencialmente inmunes a la corrosión por erosión a velocidades de flujo muy superiores a las toleradas por las aleaciones de cobre o los aceros inoxidables estándar. La elección entre C276 y C22 para una aplicación en agua de mar suele recaer por defecto en la aleación que esté más fácilmente disponible o tenga un coste menor, ya que las diferencias de rendimiento en agua de mar limpia son insignificantes. Sin embargo, si el servicio en agua de mar implica el uso de biocidas oxidantes (como la cloración), el mayor contenido de cromo del C22 puede proporcionar una protección adicional marginal.
5: ¿Qué metal de aportación se debe utilizar al soldar C276 con C22?
Al soldar metal base C276 con metal base C22, el metal de aportación recomendado es el ERNiCrMo-10 (el metal de aportación compatible con el C22). Esta recomendación procede directamente de Haynes International y se ajusta a los principios generales de metalurgia de la soldadura para uniones de aleaciones de níquel disimilares. La razón es que el mayor contenido de cromo del metal de aportación C22 proporciona una mejor resistencia a la corrosión en el metal de soldadura y en la zona afectada por el calor, en comparación con el metal de aportación C276 (ERNiCrMo-4). Dado que la zona de soldadura suele ser la región más susceptible al ataque de la corrosión, mejorar el metal de aportación por una opción más resistente a la corrosión es una práctica de ingeniería acertada. Si la unión va a estar expuesta únicamente a condiciones fuertemente reductoras, se podría considerar el ERNiCrMo-4, pero en entornos mixtos o inciertos, el ERNiCrMo-10 es la opción más segura. Se recomienda la limpieza posterior a la soldadura de la superficie del cordón de soldadura mediante decapado o electropulido para restaurar la película pasiva y eliminar el tinte térmico.
6: ¿Cumplen las normas C276 y C22 con la norma NACE MR0175 para aplicaciones con gases ácidos?
Sí, tanto el Hastelloy C276 como el C22 cumplen con la norma NACE MR0175 / ISO 15156 para su uso en aplicaciones de petróleo y gas ácido, siempre que se respeten los requisitos de dureza y tratamiento térmico. La norma NACE MR0175 se aplica a los materiales utilizados en entornos con H₂S en la producción de petróleo y gas. Ambas aleaciones, cuando se encuentran en estado recocido en solución, cumplen los requisitos de dureza (máximo 40 HRC) y han demostrado resistencia al agrietamiento por tensión bajo efecto de sulfuros (SSC) y al agrietamiento inducido por hidrógeno (HIC) a las presiones parciales de H₂S que suelen darse en entornos de producción. Históricamente, el C276 es el más especificado de los dos para servicio ácido debido a su mayor contenido de molibdeno, que proporciona una resistencia superior a los ácidos reductores, lo cual es relevante en entornos de pozos y fondos de pozo donde coexisten HCl y H₂S. Sin embargo, el C22 también cumple plenamente los requisitos y puede ser preferible en pozos con especies oxidantes adicionales presentes. Verifique siempre la edición de la norma NACE/ISO aplicable y las condiciones ambientales específicas de su aplicación.
7: ¿Cuál es la diferencia en los plazos de entrega entre el modelo C276 y el C22 de los proveedores con stock?
El C276 suele estar más ampliamente disponible a nivel mundial y, por lo general, tiene plazos de entrega más cortos que el C22 en la mayoría de los formatos de producto. La C276 es una de las aleaciones de níquel más comunes en el mercado dentro de la categoría de aleaciones resistentes a la corrosión, lo que significa que la mayoría de los centros de servicio de aleaciones especiales la tienen en stock en formatos estándar, como placas, chapas, barras y tubos. La C22 tiene un volumen de mercado total menor y se mantiene con menos frecuencia como stock especulativo, lo que puede suponer plazos de entrega de entre 12 y 24 semanas para la producción en fábrica de tamaños no estándar, en comparación con las 4 a 8 semanas que requiere la C276 estándar disponible en stock. Para grandes cantidades destinadas a proyectos, ambas aleaciones suelen requerir pedidos a fábrica con plazos de entrega similares. En MWalloys, mantenemos un stock estratégico tanto de C276 como de C22 en los formatos de producto más solicitados para atender las necesidades urgentes de los proyectos. Recomendamos ponerse en contacto con nuestro equipo de ventas en una fase temprana del ciclo de planificación del proyecto para confirmar la disponibilidad de las dimensiones y cantidades específicas que necesite.
8: ¿Se puede utilizar el C22 como sustituto directo del C276 en los equipos ya instalados?
En la mayoría de los casos, el C22 puede utilizarse como sustituto directo del C276 sin necesidad de modificar el diseño, ya que ambas aleaciones comparten propiedades mecánicas similares y cumplen las mismas normas ASTM y ASME. Aunque la composición química es diferente, se ajusta a marcos normativos estrechamente relacionados que permiten la intercambiabilidad en la mayoría de los códigos de diseño. Las propiedades mecánicas nominales del C22 son ligeramente inferiores a las del C276 (menor resistencia a la tracción y al rendimiento), lo que significa que, si un diseño existente utilizaba las propiedades mecánicas del C276 en sus valores mínimos especificados, se debería realizar una reverificación estricta del cálculo según el código utilizando las tensiones admisibles del C22. En la práctica, la mayoría de los equipos de procesamiento químico diseñados en C276 cuentan con márgenes de seguridad adecuados que se adaptan a las propiedades del C22 sin requerir cambios en el espesor de las paredes. La intercambiabilidad dimensional es total, ya que ambas aleaciones se producen según las mismas normas de forma del producto. Confirme siempre con el código de diseño aplicable (ASME, EN, etc.) y con un ingeniero cualificado en recipientes a presión antes de realizar la sustitución en equipos a presión certificados.
9: ¿Cómo se comportan los materiales C276 y C22 ante el electropulido y el acabado superficial?
Ambas aleaciones responden bien al electropulido y permiten obtener acabados superficiales muy lisos (Ra inferior a 0,5 µm), tal y como exigen las aplicaciones farmacéuticas y de uso alimentario. El electropulido de las aleaciones de níquel-cromo-molibdeno se lleva a cabo normalmente en un baño electrolítico de ácido fosfórico y sulfúrico. El proceso elimina preferentemente las irregularidades microscópicas de la superficie y enriquece la película pasiva en óxido de cromo, mejorando la resistencia a la corrosión. El C22 puede responder ligeramente mejor al electropulido en cuanto a la calidad de la película pasiva resultante, ya que su mayor contenido en cromo proporciona más material disponible para el enriquecimiento en la superficie. Para aplicaciones farmacéuticas en las que deben cumplirse las especificaciones de acabado superficial de la USP o la ASME BPE, el C22 es cada vez más preferido para reactores multiproducto y recipientes de proceso, ya que también resiste los agresivos protocolos de limpieza CIP (limpieza in situ) y SIP (esterilización in situ) que implican el uso de agentes desinfectantes oxidantes. Ambas aleaciones pueden pulirse mecánicamente antes del electropulido para conseguir superficies con acabado espejo que cumplan las especificaciones de Ra ≤ 0,25 µm.
10: ¿Qué pruebas deben realizarse para verificar la identidad y la calidad de la aleación en el momento de la recepción?
La verificación de los materiales en el momento de la recepción debe incluir la identificación positiva de materiales (PMI), la revisión de las certificaciones de fábrica y puede incluir ensayos de corrosión complementarios para aplicaciones críticas. El análisis de metal en bruto (PMI) mediante fluorescencia de rayos X (XRF) o espectrometría de emisión óptica (OES) permite confirmar la composición de los elementos principales y distinguir la aleación C276 de la C22. La técnica XRF suele ser lo suficientemente precisa como para diferenciar ambas aleaciones, basándose en sus contenidos de cromo y molibdeno, que son significativamente diferentes. Se debe revisar el certificado de fábrica (EN 10204 Tipo 3.1 o 3.2) para confirmar el cumplimiento de la norma ASTM/ASME aplicable, la trazabilidad del número de lote, la composición química, las propiedades mecánicas y cualquier ensayo complementario requerido. Para equipos a presión críticos o aplicaciones sensibles a la corrosión, los ensayos complementarios pueden incluir ensayos de corrosión intergranular según la Práctica C de la norma ASTM A262 o el Método A de la norma G28 (ensayo de Strauss o ensayo con sulfato férrico), ensayos de dureza y verificación dimensional. En MWalloys, todo el material suministrado va acompañado de certificaciones completas de fábrica y ofrecemos servicios de inspección por terceros para requisitos de proyectos críticos.
Conclusión: cómo elegir entre el C276 y el C22
Tras analizar la composición, los datos de corrosión, las propiedades mecánicas, las características de fabricación, las aplicaciones industriales y la estructura de costes de ambas aleaciones, el criterio de selección queda claro:
Elige C22 cuando:
- El entorno de trabajo contiene ácidos oxidantes (ácido nítrico, cloruro férrico, ácido crómico).
- El proceso se lleva a cabo en condiciones de acidez mixta, en las que están presentes tanto especies oxidantes como reductoras.
- Las aplicaciones son el lavado con FGD, el procesamiento farmacéutico, las plantas de blanqueo de celulosa o la gestión de residuos nucleares.
- La prioridad es garantizar una larga vida útil y reducir al mínimo las paradas por mantenimiento.
- Se requiere resistencia a la corrosión intercrestal en soluciones cloruradas agresivas a temperaturas elevadas.
Elija C276 cuando:
- El entorno de servicio se caracteriza principalmente por la presencia de sustancias reductoras (HCl, H₂SO₄ en concentraciones inferiores a 70%, H₂S).
- La solicitud se refiere a servicios relacionados con el petróleo y el gas ácidos, según la NACE MR0175.
- Las restricciones presupuestarias son una realidad y el análisis del entorno de los servicios confirma que la situación se está deteriorando.
- La rápida disponibilidad de material en stock es fundamental para el calendario del proyecto.
Según nuestra experiencia en MWalloys, el error más habitual que observamos en la selección de aleaciones es recurrir por defecto al C276 sin realizar un análisis exhaustivo para determinar si el entorno presenta características oxidantes. El sobrecoste de entre 15 y 251 TP3T que supone el C22 se amortiza con creces gracias a una vida útil prolongada, unos costes de mantenimiento reducidos y la prevención de paradas no planificadas.
Animamos a los ingenieros y a los profesionales de compras a que se pongan en contacto con nuestro equipo técnico para obtener recomendaciones específicas para cada aplicación. Nuestros ingenieros de materiales cuentan con experiencia en los sectores del procesamiento químico, la energía, las instalaciones marítimas, la industria farmacéutica y el medio ambiente, y pueden proporcionar informes formales de selección de materiales y estimaciones de la velocidad de corrosión para las condiciones específicas de su proceso.
¿Está listo para adquirir Hastelloy C276 o C22?
MWalloys suministra Hastelloy C276 y C22 en forma de placas, láminas, barras, tubos, accesorios y bridas, con total trazabilidad y certificaciones de fábrica. Ofrecemos:
- Presupuestos rápidos con precios competitivos
- Material en stock para necesidades urgentes
- Asesoramiento técnico por parte de ingenieros de materiales con amplia experiencia
- Abastecimiento directo desde la fábrica para pedidos de gran volumen
- Coordinación de inspecciones realizadas por terceros
Póngase en contacto con nuestro equipo técnico-comercial hoy mismo para solicitar un presupuesto o comentar los requisitos específicos de su aplicación. Envíe su consulta a través de nuestra página web o póngase en contacto con nosotros directamente a través de nuestra línea de asistencia técnica.
Fuentes verificadas y fidedignas
El contenido técnico de este artículo se basa en información procedente de las siguientes fuentes, revisadas por expertos, que constituyen un referente en el sector y han sido publicadas por los propios fabricantes:
- Haynes Internacional – Folleto técnico de la aleación Hastelloy C-276 (H-2002E) y folleto técnico de la aleación Hastelloy C-22 (H-2019C). Disponibles en: haynesintl.com
- ASTM Internacional – ASTM B575: Especificación estándar para aleaciones de níquel-molibdeno-cromo con bajo contenido en carbono, de níquel-cromo-molibdeno con bajo contenido en carbono, de níquel-cromo-molibdeno-cobre con bajo contenido en carbono y de níquel-cromo-molibdeno-tungsteno con bajo contenido en carbono.
- Código ASME de calderas y recipientes a presión, Sección II, Parte D – Propiedades de los materiales (tensiones admisibles para SB-574, SB-575 y SB-622).
- NACE International (ahora AMPP) – NACE MR0175 / ISO 15156: Industrias del petróleo y del gas natural – Materiales para su uso en entornos con H₂S en la producción de petróleo y gas.
- Manual de la ASM, volumen 13B – Corrosión: Materiales. ASM International. ISBN 978-0-87170-707-9.
- Rebak, R. B., Crook, P. (2000) – "Mejora de la resistencia a la corrosión por picaduras y en hendiduras de las aleaciones de níquel en entornos agresivos"." NACE Corrosion 2000, ponencia n.º 00228.
- Crook, P., Silence, W.L. (1994) – "Aleaciones Hastelloy resistentes a la corrosión: principios y aplicaciones". Documento técnico de Haynes International.
- Publicación n.º 17 de la Federación Europea de Corrosión (EFC) – "Aleaciones resistentes a la corrosión para la producción de petróleo y gas"."
- Manual de metales, novena edición, volumen 3 – Propiedades y selección: aceros inoxidables, materiales para herramientas y metales para aplicaciones especiales. ASM International.
- ISO 15156-3:2020 – Industrias del petróleo y del gas natural – Materiales para su uso en entornos con H₂S en la producción de petróleo y gas – Parte 3: Aceros resistentes a la fisuración (CRA) y otras aleaciones.
- Kirchheiner, R., Wahl, V. (2006) – "Hastelloy C-276 y C-22: comparación de rendimiento en entornos industriales agresivos"." «Materiales y Corrosión», vol. 57.
- ASTM G48 – Métodos de ensayo normalizados para determinar la resistencia a la corrosión por picaduras y en hendiduras de los aceros inoxidables y aleaciones afines mediante el uso de una solución de cloruro férrico.
