ハステロイ C276 そして C22 はいずれも、極めて高い耐食性を備えるよう設計されたニッケル・クロム・モリブデン系超合金ですが、酸化性酸環境や混合酸条件下ではC22がC276を上回る性能を発揮する一方、強還元性環境やコスト重視の用途においてはC276が実用上の優位性を持ちます。 MWalloysでは、長年にわたり調達エンジニア、化学プラントのオペレーター、材料選定の専門家と直接連携してきましたが、これら2つの合金の選択が単純明快なケースは稀であることが判明しています。決定は、各プロジェクト固有の腐食性媒体、使用温度、製造要件、およびライフサイクルコストの考慮事項に依存します。.
ハステロイC276とC22とは何か、そしてなぜ重要なのか?
ハステロイは、ヘインズ・インターナショナルの登録商標です。 C276およびC22は、いずれもニッケル・クロム・モリブデン(Ni-Cr-Mo)合金のC系に属します。この系は、標準的なステンレス鋼や二相ステンレス鋼では対応しきれない、化学処理、公害防止、および産業環境における過酷な腐食に耐えるよう、特に開発されました。.
C系合金の簡単な歴史
オリジナルのハステロイC合金は1930年代に登場しました。 これは高性能な材料でしたが、溶接時の熱影響部(HAZ)における感作という重大な問題を抱えており、それが粒界腐食を引き起こしていました。この欠陥をきっかけに、1960年代にはC276が開発されました。これは、溶接時の炭化物の析出を最小限に抑えるために、炭素およびシリコン含有量を低減したものです。 1980年代には、C276が酸化性酸性環境下で示した性能上の課題に対処するために特別に設計された、クロム含有量を高め、タングステンを添加したさらなる改良版であるC22が登場しました。.
MWalloysでは、プレート、シート、棒材、パイプ、チューブ、継手、フランジなど、幅広い製品形態のこれら2種類の合金を在庫し、供給しています。 長年の経験から、多くの仕様ミスは、エンジニアがC22が特定の用途においてC276よりも著しく優れた耐用年数をもたらすかどうかを評価せずに、慣れ親しんだC276を安易に選択してしまう際に発生していることが分かっています。.
UNSおよびASTMの規格記号
| プロパティ | ハステロイ C276 | ハステロイ C22 |
|---|---|---|
| UNS番号 | N10276 | N06022 |
| ASTM規格(板・シート) | B575 | B575 |
| ASTM規格(棒材) | B574 | B574 |
| ASTM規格(パイプ) | B622 | B622 |
| ASTM規格(継手) | B366 | B366 |
| ワークストップ番号 | 2.4819 | 2.4602 |
| ISO規格 | NiMo16Cr15W | NiCr21Mo14W |
調達においては、正しい指定番号を把握することが不可欠です。一部のサプライヤーがこれらの合金の参照を誤り、代替品の誤りにつながる可能性があるためです。発注の際は、必ずUNS番号と該当するASTM/ASME規格の両方を確認してください。.
C276とC22の化学組成にはどのような違いがあるのでしょうか?
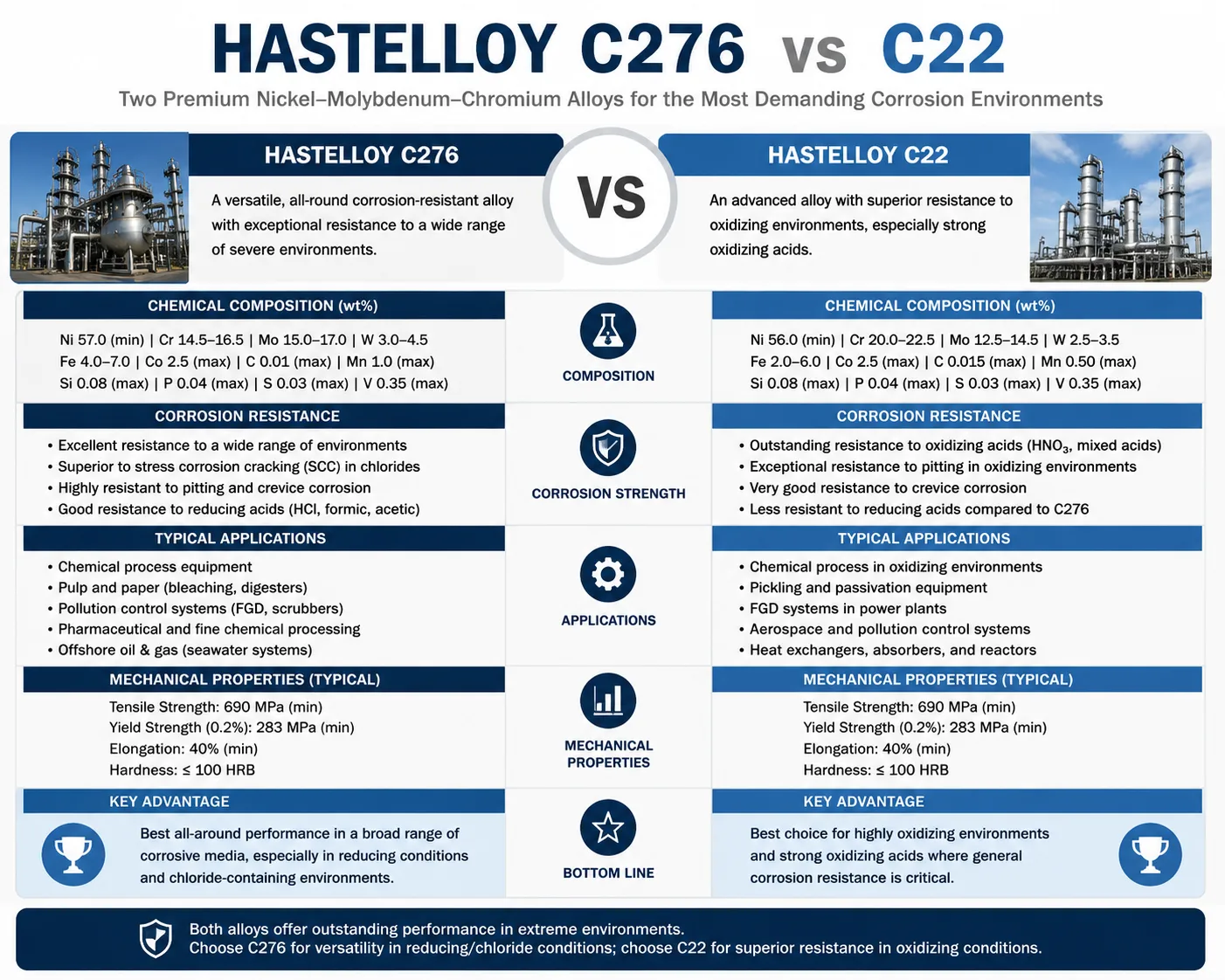
化学組成こそが、これら2つの合金を区別するあらゆる性能特性の根本的な要因です。その違いは絶対的なパーセンテージで見れば劇的なものではありませんが、実使用においては大きな影響をもたらします。.
詳細な成分表
| エレメント | ハステロイ C276 (wt%) | ハステロイ C22 (wt%) | 機能的役割 |
|---|---|---|---|
| ニッケル(Ni) | バランス(~57%) | バランス(~56%) | 母材、一般的な耐食性 |
| クロム(Cr) | 14.5 – 16.5% | 20.0 – 22.5% | 耐酸化性、不動態皮膜安定性 |
| モリブデン (Mo) | 15.0 – 17.0% | 12.5 – 14.5% | 耐酸性、耐孔食性の向上 |
| タングステン(W) | 3.0 – 4.5% | 2.5 – 3.5% | 塩化物環境下における耐ピッチング性の向上 |
| 鉄(Fe) | 4.0 – 7.0% | 2.0 – 6.0% | コスト修正値、腐食への軽微な影響 |
| コバルト | 最大2.5% | 最大2.5% | 残留エレメント制御 |
| カーボン(C) | 最大0.010% | 最大0.010% | 炭化物感作を防ぐために最小限に抑える |
| ケイ素 (Si) | 最大0.08% | 最大0.08% | シリサイドの析出を防ぐために最小化 |
| マンガン (Mn) | 最大1.0% | 最大 0.50% | 脱酸素剤 |
| リン (P) | 最大 0.025% | 最大 0.025% | 不純物管理 |
| 硫黄 (S) | 最大0.010% | 最大0.010% | 不純物管理 |
| バナジウム (V) | 最大0.35% | - | C276における微量固溶強化剤 |
実務において、構成番号が実際に何を意味するのか
組成上の最も重要な違いは、クロム含有量です。C22のクロム含有量は約21.1%であるのに対し、C276の平均含有量は15.51%です。 クロムは、合金表面に安定した自己修復型の不動態酸化皮膜を形成する役割を担う元素です。クロム含有量が高いということは、C276の薄い不動態皮膜が不安定化してしまうような酸化条件下でも、C22はその保護層を維持できることを意味します。.
一方、C276は平均してより多くのモリブデンを含有しています。モリブデンは、塩酸(HCl)や硫化水素(H₂S)などの還元性酸に対する耐性を高めます。また、塩化物による孔食を引き起こす電気化学的プロセスを阻害することで、孔食耐性の向上に直接寄与します。.
MWalloys社内で用いている便利な表現があります。クロムを「酸化攻撃に対する合金の盾」と捉え、モリブデンを「還元性酸による溶解に対する防御」と捉えてください。C22は「盾」の機能が強く、C276は「防御」の機能が強いと言えます。 どちらの合金においても、タングステンはモリブデンと相乗的に作用し、塩化物ピッチング耐性を高めています。.
各合金の機械的および物理的特性はどのようなものですか?
両合金は、ニッケル基マトリックスがほぼ同等であるため、機械的特性の範囲は似ています。しかし、構造設計の用途においては、その違いに注目する価値があります。.
室温機械的性質
| プロパティ | ハステロイ C276 | ハステロイ C22 | テスト基準 |
|---|---|---|---|
| 極限引張強さ | 790 MPa(115 ksi)以上 | 690 MPa(100 ksi)以上 | ASTM E8 |
| 降伏強さ(0.2%オフセット) | 355 MPa(52 ksi)以上 | 310 MPa(45 ksi)以上 | ASTM E8 |
| 伸び | 40%分 | 45% 分 | ASTM E8 |
| 硬度(ロックウェルB) | ~90 HRB | 約85 HRB | ASTM E18 |
| 弾性係数 | 205 GPa (29.8 × 10⁶ psi) | 211 GPa(30.6 × 10⁶ psi) | - |
物理的性質の比較
| 物理的性質 | ハステロイ C276 | ハステロイ C22 |
|---|---|---|
| 密度 | 8.89 g/cm³ | 8.69 g/cm³ |
| 溶解範囲 | 1325~1370℃(2415~2500℉) | 1357~1399℃(2475~2550℉) |
| 100℃における熱伝導率 | 10.2 W/m·K | 10.1 W/m-K |
| 熱膨張係数 | 11.2 µm/m・°C(21~93°C) | 12.7 µm/m・°C(21~93°C) |
| 電気抵抗率 | 1.30 µΩ・m | 1.14 µΩ・m |
| 比熱 | 427 J/kg·K | 414 J/kg·K |
C276は室温において引張強度および降伏強度がわずかに高く、壁厚の計算がASMEセクションIIに基づく許容応力値に直接結びつく圧力容器の設計においては、この点が重要となる可能性があります。 C22は融点範囲がわずかに広く、密度が低いため、重量が重要な高温用途においては、わずかに好ましい材料となります。.
使用温度が高温(500°C以上)になると、両合金とも同程度の速度で機械的強度が低下し始めますが、一般的に、これらはいずれも主要な高温構造用合金として指定されることはありません。600°C以上の温度では、625系または718系のニッケル合金の方が、通常、より優れた耐クリープ性を示します。.

さまざまな環境下での耐食性はどのように異なるのでしょうか?
これは、多くの技術者や調達担当者にとっての核心的な問いです。その答えは、具体的な腐食性媒体、濃度、温度、そして環境が酸化性か還元性かといった条件に大きく左右されます。.
酸化性酸における性能
酸化性酸には、硝酸(HNO₃)、硝酸とフッ化水素酸の混合物、クロム酸、および強酸化性のハロゲン化物溶液が含まれる。.
C22は、酸化性酸に対する耐性においてC276を大幅に上回っている。. C22はクロム含有量が高いため、酸化条件下でもより強固な不動態皮膜を維持することができます。第三者機関による試験の腐食速度データによると、C22は沸騰した硝酸溶液中で一貫して低い質量損失率を示しています。.
| テスト条件 | C276腐食速度 | C22 腐食速度 |
|---|---|---|
| 65% HNO₃、沸騰 | 年間19.1ミル | 2.1ミル/年 |
| 10% HNO₃ + 2% HF、50°C | 3,540万ドル/年 | 年間870万 |
| 塩化第二鉄(10%)、50°C | 年間4.2万枚 | 1.1ミル/年 |
| クロム酸(30%)、室温 | 年間6.0ミル | 年間2.4万枚 |
注:腐食速度は、ヘインズ・インターナショナルの技術報告書や査読付き腐食研究など、複数の公開資料からまとめた概算値です。実際の値は、具体的な試験条件によって異なります。.
これらの数値は驚くべきものです。65%が沸騰する硝酸中で、C276の腐食速度はC22の約10倍に達します。硝酸製造、酸洗工程、あるいは核燃料再処理向けの材料を選定する技術者にとって、C22は間違いなく最適な選択肢です。.
酸の低減効果
酸には、塩酸(HCl)、一定濃度以下の硫酸(H₂SO₄)、およびリン酸(H₃PO₄)が含まれる。.
C276は、多くの還元性酸性環境において、C22と同等か、あるいはわずかに優れた性能を発揮する, 、主にモリブデン含有量が高いことが理由です。しかし、その差は技術者が予想するほど大きくないことがよくあります。.
| テスト条件 | C276腐食速度 | C22 腐食速度 |
|---|---|---|
| 10% 塩酸、70°C | 年間5.8ミル | 年間730万枚 |
| 20% 硫酸(沸騰) | 年間9.5ミル | 年間1,120万枚 |
| 10% H₃PO₄、沸騰 | 2.1ミル/年 | 年間2.4万枚 |
| 37% 塩酸、室温 | 年間1,420万枚 | 年間1,680万枚 |
C276の還元性における利点は確かに存在しますが、その効果は限定的です。酸化性物質と還元性物質が同時に存在する一部の混合酸性環境では、C22の方がC276よりも優れた性能を発揮する場合があります。これは、酸化性成分が、C22の高いクロム含有量によって維持される不動態皮膜の安定化に寄与するためです。.
混合酸および汚染されたプロセス流体における性能
ここで、合金の選定は最も微妙な判断が求められる段階に入ります。実際の工業プロセスにおいて、濃度管理された純酸が使用されることはほとんどありません。例えば、排煙脱硫(FGD)スクラバーには、塩化物イオン、硫酸、そして時折酸化性化合物が混在しています。化学反応器では、プロセスの段階によって酸化条件と還元条件が交互に生じる場合があります。.
このような混合環境において、C22は一般的に優位性を示します。これは、クロム含有量が高いため、腐食性媒体の変動に耐えうる、より安定した基底不動態皮膜を形成できるからです。 MWalloysでは、混合酸環境下での使用において、最初の点検サイクルで予期せぬ肉厚減少率が判明したため、当初C276が指定されていた機器がC22にアップグレードされた事例を数多く見てきました。.
塩化物応力腐食割れに対する耐性
C276およびC22はいずれも、塩化物含有環境下において316Lなどのオーステナイト系ステンレス鋼にとって重大な破損モードとなる塩化物誘発応力腐食割れ(SCC)に対して優れた耐性を示します。両合金においてニッケル含有量が40%を超えることが、SCCに対する基本的な耐性メカニズムとなっています。.
いずれの合金も、300°C以下の通常の使用条件下では、塩化物応力腐食割れ(SCC)の影響を受けやすいとは確認されていません。この温度を超える場合は、いずれの合金を採用するに先立ち、具体的なプロセス条件について応力腐食試験を実施する必要があります。.
どの合金が、孔食および隙間腐食試験においてより優れた性能を発揮するか?
孔食および隙間腐食は、局所的な腐食現象であり、体積腐食速度が許容範囲内にあるように見えても、致命的な破損を引き起こす可能性があります。これらの破損モードに対する合金の耐性を評価するための標準的な指標として、耐孔食等価数(PREN)が用いられます。.
PRENの算出と比較
ニッケル合金において最も広く用いられているPREN式は以下の通りです:
PREN = %Cr + 3.3 × (%Mo + 0.5 × %W) + 16 × %N
| 合金 | Cr (%) | モリブデン (%) | W(%) | PREN(約) |
|---|---|---|---|---|
| ハステロイ C276 | 15.5 | 16.0 | 3.75 | ~72 |
| ハステロイ C22 | 21.0 | 13.5 | 3.0 | ~72 |
| 316Lステンレス | 17.0 | 2.2 | - | ~24 |
| 904Lステンレス | 21.0 | 4.5 | - | ~36 |
| インコネル625 | 22.0 | 9.0 | - | ~52 |
C276とC22のPREN値はほぼ同一であるが、両者の組成が異なることを考えると、これは数学的に興味深い。 C276に含まれるモリブデンの割合が高く、C22に含まれるクロムの割合が高いという点が、PRENの算出において互いに相殺し合っている。しかし、PRENは様々な電気化学的条件下における不動態皮膜の安定性を考慮していないため、この数学的な等価性は実際には誤解を招くものである。.
臨界孔食温度(CPT)試験
ASTM G48の塩化第二鉄溶液を用いて実施された臨界孔食温度試験では、より有意義な違いが明らかになった:
| テスト | C276 CPT | C22 CPT |
|---|---|---|
| ASTM G48 方法C(6% FeCl₃) | >85°C | >85°C |
| ASTM G48 方法D(隙間試験) | 72~80℃ | 80~90℃ |
| 合成海水、定電位法 | 95℃ | 102°C |
C22は、隙間腐食温度において明確な優位性を示しており、これはガスケット付きフランジ、チューブとチューブシートの接合部、およびその他の形状に起因する隙間環境を伴う用途において重要な要素となります。この優位性は、クロム含有量が高いことに起因しており、隙間形状内で生じる局所的なpH低下に耐える、より安定した不動態皮膜を形成できるためです。.
C276とC22の溶接性と加工性はどのように異なるか?
多くの用途において、製造時の特性は母材の耐食性と同様に重要です。なぜなら、熱影響部(HAZ)や溶接金属は、適切に管理されなければ優先的な腐食箇所となり得るからです。.
溶接特性
両合金とも、溶接時の熱影響部(HAZ)における炭化物およびケイ化物の析出を最小限に抑えるため、炭素(最大0.010%)およびケイ素(最大0.08%)を極めて低く抑えるよう特別に配合されています。 これにより、深刻な感作の問題を抱えていた従来のハステロイ C と比べ、両合金とも溶接性が大幅に向上しています。.
| 溶接パラメータ | C276 | C22 |
|---|---|---|
| 適合する溶加材(GMAW/GTAW) | ERNiCrMo-4(AWS) | ERNiCrMo-10(AWS) |
| 他製品との互換性がある充填材 | ERNiCrMo-10はC276の溶接が可能である | - |
| 溶接後の熱処理が必要 | いいえ(ほとんどの用途において) | いいえ(ほとんどの用途において) |
| 予熱が必要です | いいえ | いいえ |
| インターパスの温度制限 | 最高150°C | 最高150°C |
| 推奨される手順 | gtaw、gmaw、smaw | gtaw、gmaw、smaw |
当社の製造経験に基づく重要な実務上の注意点:接合部が酸化環境にさらされる場合、C276母材の溶接にはERNiCrMo-10(C22溶加材)が頻繁に使用されます。これは、溶加材のクロム含有量が高いことで、熱影響部(HAZ)の耐食性が向上するためです。 これは化学プラント建設において確立された慣行であり、ヘインズ・インターナショナルの技術データによっても裏付けられています。.
成形および機械加工
どちらの合金も、冷間成形時に急速に加工硬化を起こしますが、これはオーステナイト系ニッケル合金全般に見られる特性です。つまり、
- 冷間成形工程において、中間焼鈍が必要となる場合があります。.
- 切削工具の寿命はステンレス鋼の場合よりも短くなります。低速切削用の超硬工具の使用をお勧めします。.
- 曲げ加工では、スプリングバックを考慮する必要があります。.
- 成形時の潤滑は、かじりを防ぐために極めて重要です。.
C22は高温時の流動応力がわずかに低いため、熱間成形が若干容易ですが、設備の整った加工工場において、その実用上の違いは無視できる程度です。.
焼鈍および熱処理工程
| 熱処理 | C276 | C22 |
|---|---|---|
| 溶液アニール温度 | 1121°C (2050°F) | 1121°C (2050°F) |
| 冷却方法 | 急速冷却(水または空気) | 急速冷却(水または空気) |
| 安定化療法 | 該当なし | 該当なし |
| ストレス解消 | 一般的に避けるべき | 一般的に避けるべき |
いずれの合金も、中間温度(300~900°C)での応力除去を行ってはならない。この温度範囲では、耐食性や靭性を低下させる金属間化合物(シグマ相、ミュー相)の析出が促進されるためである。 重加工後の完全な耐食性を回復させるために許容される熱処理は、完全溶体化焼鈍とそれに続く急冷のみである。.
C276とC22はどの業界で使用され、その理由は何か?
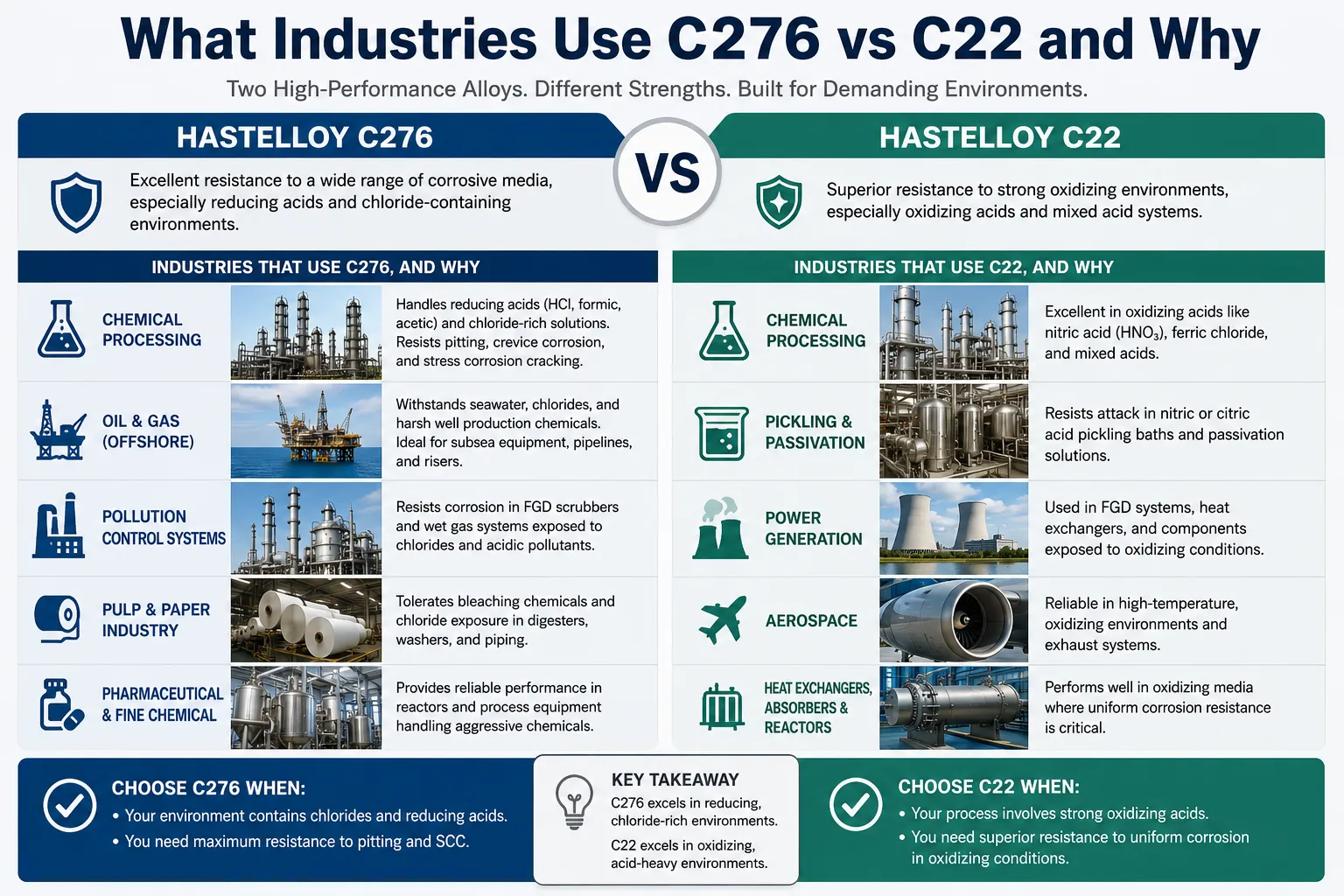
これら2つの合金の産業用途は大きく重なっていますが、完全に同一というわけではありません。それぞれの合金が実証済みの耐用年数を示している用途を把握しておくことは、調達委員会や技術審査委員会に対して材料選定の妥当性を説明する上で役立ちます。.
主な用途分野
| 産業分野 | 優先合金 | 理由 |
|---|---|---|
| 排煙脱硫(FGD) | C22 | 酸化・還元が混在する環境、塩化物の存在 |
| 医薬品・化学合成 | C22 | 硝酸接触用多目的反応器 |
| 塩酸の製造 | C276 | 塩酸環境を大幅に低減する |
| 石油・ガス(サワーサービス) | C276 | H₂S耐性、NACE規格への準拠 |
| 硫酸の処理 | C276 | 酸性条件の緩和、コスト面での優位性 |
| 核廃棄物の処理 | C22 | 硝酸/酸化性環境 |
| 洋上海水システム | 両方 | 高いPREN値、塩化物誘発クラック(SCC)に対する耐性 |
| パルプ・製紙(漂白プラント) | C22 | 酸化性塩素化合物 |
| 製薬用反応器(多目的) | C22 | 規制への準拠、酸化性洗浄剤 |
| 農薬の製造 | C276 | 有機酸の排出量の削減 |
| 排ガス/煙突ライナー | C22 | 硫酸の凝縮、湿式洗浄 |
| 熱交換器(高塩分) | C276 | コスト効率の良さ、十分な耐ピッチング性 |
FGDの応用:詳細な事例研究
排煙脱硫装置(FGD)のスクラバーは、耐食性合金にとって最も過酷な用途の一つです。FGD吸収塔内部のプロセス環境には、以下の要素が組み合わさっています:
- 希硫酸(SO₂吸収によるもの)。.
- 塩化物イオン(洗浄水由来)。.
- 排ガスの組成に由来する、時折発生する酸化性物質。.
- 動作温度範囲は周囲温度から90°Cまでです。.
- 研磨性のあるフライアッシュ粒子。.
1990年代以降、スクラバースラリー中の酸化性成分がC276に対して腐食を加速させるという実地経験に基づき、FGDライナー用途において、C22はC276に取って代わり、主要な材料として広く採用されるようになった。 欧州および北米のFGD設備からの長期実地データは、同一の吸収塔形状において、C22がC276と比較して2~3倍長い耐用年数を実現していることを一貫して示しています。.
MWalloysでは、これまでに数多くのFGDプロジェクト向けにC22鋼板および薄板を供給しており、当社の技術チームは、新規FGD建設における基本仕様として、常にC22を推奨しています。.
これら2つの合金において、熱処理と微細組織の安定性にはどのような違いがあるのでしょうか?
使用中の微細組織の安定性は、基本的な合金比較記事ではほとんど取り上げられることのないテーマですが、長期的な信頼性にとって極めて重要です。C276とC22は、いずれも通常の焼鈍状態ではオーステナイト系ニッケル合金です。両者とも、感作温度範囲の温度にさらされると二次相が発生する可能性があります。.
位相安定性図
両合金の温度・時間・変形(TTT)挙動は類似しているが、完全に同一ではない:
- C276: 650°Cで約100時間経過すると、μ相の析出が見られ始める。700°C以上でさらに長時間加熱すると、シグマ相が現れることがある。.
- C22: Mo/Cr比が異なるため、同等の温度条件下ではC276よりもわずかに長い時間でラベス相およびミュー相の析出が見られ始める。しかし、C22は短距離秩序化が生じやすく、これが靭性に影響を及ぼす可能性がある。.
動作温度が500°C未満に保たれるほとんどの化学処理用途において、いずれの合金についても長期的な相安定性は実質的な懸念事項とはなりません。500°Cを超える温度で、かつ数百時間を超える持続的な曝露が伴う用途については、詳細な熱安定性評価を行うことを推奨します。.
熱暴露が耐食性に及ぼす影響
500~800°Cの範囲で長時間加熱すると、両合金において粒界での炭化物および金属間化合物の析出により、耐食性が低下する。これにより、析出物の周辺にクロムおよびモリブデンが欠乏した領域が生じ、そこが優先腐食部位となる。.
両合金とも炭素含有量が極めて低い(最大0.010%)ため、従来の合金組成と比較して感作の進行が大幅に遅れますが、長時間の暴露下では感作を完全に防ぐことはできません。 感作範囲内の熱サイクルを受ける機器の場合、溶接後または製造後の溶体化焼鈍工程は必須です。.
C276とC22の価格差はどれくらいか、また、いつアップグレードするのが経済的に合理的なのか?
材料費は常に技術的な意思決定において重要な要素であり、C276とC22の価格差は、プロジェクトの予算に大きな影響を与えるほど顕著です。.
価格比較の概要
正確な価格は、市場の状況、製品の形態、および注文数量によって異なります。2026年上半期時点において、標準的な鋼板製品について市場で観測された一般的な工場出荷価格は以下の通りです:
| 合金 | おおよその価格帯(USD/kg) | 相対コスト指数 |
|---|---|---|
| 316Lステンレス鋼 | $4 – $6 | 1.0× |
| デュプレックス 2205 | $8 – $12 | 2.0× |
| ハステロイ C276 | $38 – $55 | 約8倍 |
| ハステロイ C22 | $45 – $65 | 約10倍 |
| インコネル625 | $42 – $60 | 約9倍 |
C22は、同等の製品形態において、通常C276よりも15~25%のプレミアム価格が付きます。このプレミアム価格は、クロム含有量が高いこと、およびより厳格な組成範囲を維持するために必要な、より高度な製造管理を反映したものです。.
総所有コスト分析
早期の故障によりプロセスの停止、設備の交換、さらには環境修復が必要となるような用途においては、材料費は総所有コストの一部に過ぎません。.
ある架空の吸収材ライナーの事例を考えてみましょう:
- C276ライナーの費用:$500,000(設置費込み)
- 混合酸を用いたFGD設備での想定耐用年数:8年
- C22ライナーの費用:$620,000(設置費込み)
- 実地データに基づく予想耐用年数:20年。.
C276ライナーの年間コスト:$62,500/年
C22ライナーの年間コスト:$31,000/年。.
このシナリオでは、C22の初期コストは最初の点検サイクル以内に回収され、機器の耐用年数全体で見れば、年間コストを約半分に抑えることができます。このようなライフサイクルコスト分析は化学処理業界では標準的な手法であり、酸化処理や混合酸処理の用途においては、ほぼ例外なくC22が推奨されます。.
C276およびC22は、市場に出回っている他のニッケル合金と比べてどうでしょうか?
これら2つの合金を耐食性合金市場というより広い文脈で捉えることで、エンジニアはどのような場合に代替品の方が適しているかを理解しやすくなる。.
詳細比較表
| 合金 | ニッケル(%) | Cr (%) | モリブデン (%) | 主な強み | 主な制限事項 | 一般的な費用とC276の比較 |
|---|---|---|---|---|---|---|
| C276 (N10276) | ~57 | 15.5 | 16 | 還元性酸、塩酸 | 酸化環境 | ベースライン |
| C22 (N06022) | ~56 | 21 | 13.5 | 混合酸/酸化性酸 | 若干コストが高くなる | +15-25% |
| C2000 (N06200) | ~59 | 23 | 16 | 広範囲 | 価格、在庫状況 | +30-40% |
| インコネル625 (N06625) | ~62 | 22 | 9 | 海水、機械式 | 強酸環境 | 同様 |
| モネル400 (N04400) | ~67 | - | - | HF、海水 | 酸化性酸 | -40% |
| 合金59(N06059) | ~59 | 23 | 16 | 広範囲、純粋 | 価格、在庫状況 | +25-35% |
| 316L SS | ~11 | 17 | 2.2 | 全般、費用 | 塩化物、強酸 | -80% |
C2000およびAlloy 59は、最も過酷な混合環境において、C276やC22に代わる優れた選択肢として位置づけられることがあります。しかし、これらの材料の入手可能性は著しく限られており、納期も長くなります。また、実用上のほとんどの用途においてC22に対する性能上の優位性は、追加コストに見合うほどのものではありません。.
両方の合金に適用される仕様や規格は何ですか?
これらの材料を正しく指定するには、異なる機関が策定した、互いに重複する複数の規格について熟知している必要があります。.
適用規格一覧表
| 標準ボディ | C276 指定 | C22 指定 | スコープ |
|---|---|---|---|
| ASTM B575 | UNS N10276 | UNS N06022 | プレート、シート、ストリップ |
| ASTM B574 | UNS N10276 | UNS N06022 | 棒、ロッド |
| ASTM B622 | UNS N10276 | UNS N06022 | シームレス管 |
| ASTM B619 | UNS N10276 | UNS N06022 | 溶接パイプ |
| ASTM B626 | UNS N10276 | UNS N06022 | 溶接管 |
| ASTM B366 | WPHC276 | WPHC22 | 配管継手 |
| ASME SB-575 | N10276 | N06022 | 圧力容器用鋼板 |
| ASME SB-574 | N10276 | N06022 | 圧力容器用バー |
| DIN/EN | 2.4819 | 2.4602 | 欧州呼称 |
| NACE MR0175 | 準拠 | 準拠 | ひどい接客 |
ASME圧力容器規格では、これらの合金をSBシリーズ規格を通じて規定しています。SBシリーズ規格は、対応するASTM Bシリーズ規格と実質的に同一ですが、規格に基づく製造についてASMEの承認を受けています。ASME第VIII部第1編に基づく圧力容器の仕様を定める際には、SBの指定番号の使用が義務付けられています。.
よくある質問:ハステロイC276とC22に関する重要な疑問点
1: FGD用途において、コスト削減のためにC22の代わりにC276を使用することは可能ですか?
簡潔な回答:FGD吸収塔の運用において、C22をC276に置き換えることは技術的に推奨されず、その結果、装置の寿命が大幅に短縮される可能性が高いです。. FGD設備からの実地データは、湿式スクラバーシステムに典型的な酸化・還元が混在する環境において、C22がC276よりも優れた性能を発揮することを一貫して示しています。スクラバースラリーには、高濃度の塩化物イオン、希硫酸、および排ガスに起因する周期的な酸化条件が含まれています。 C276はクロム含有量が低いため、これらの条件下では同等の安定性を備えた不動態皮膜を維持することができません。ドイツおよび米国の稼働中のFGDプラントにおける研究では、C276ライナーは5~8年以内に破損したのに対し、同等の使用条件下にあるC22ライナーは、著しい金属損失を伴わずに20年以上使用されたことが実証されています。 C276を選択することで得られる材料費の節約分は、通常、最初の予期せぬ停止時に相殺されてしまい、FGD用途におけるC276のライフサイクルコストはC22よりも大幅に高くなります。FGDプロジェクトにおけるバリューエンジニアリングでは、初期の材料費だけでなく、ライフサイクルコスト全体を評価する必要があります。.
2: ハステロイC22は、常にC276よりも優れているのでしょうか?
いいえ。C22がC276よりも常に優れているわけではありません。正解は、腐食性媒体によって異なります。. C276は、濃塩酸、硫化水素を含む流体、および特定の濃度の硫酸といった強い還元環境において、依然として大きな優位性を維持しています。一方、C22の優位性は、その高いクロム含有量を活用できる酸化環境や混合酸環境において特に顕著です。 HClストリッピングカラムやH₂S処理設備などの純粋な還元性酸環境においては、C276ではなくC22を指定しても得られるメリットはごくわずかである一方、材料費は15~25%増加します。 合金の選定は、常に腐食性媒体の詳細な特性評価から始めるべきです。これには、媒体が主に酸化性か還元性か、温度範囲、ハロゲン化物イオン濃度、および洗浄時やプロセス異常時に断続的な酸化条件が発生するかどうかが含まれます。仕様を確定する前に、資格のある材料エンジニアに腐食監査を依頼することを推奨します。.
3: C276およびC22の最高使用温度はどれくらいですか?
C276およびC22はいずれも、一般的に約1000°C以下の腐食環境での使用に限定されており、持続的な荷重がかかる用途における実用的な機械的限界は550°C前後である。. ASME圧力容器規格では、両合金について、約538°C(1000°F)までの温度における許容応力が規定されている。 この範囲を超えると、両合金の強度は低下し始め、壁厚を保守的に増厚する必要が生じるため、代替材料の方が費用対効果が高くなる可能性があります。腐食の観点からは、両合金とも高温の酸化性および還元性雰囲気下で良好な性能を示しますが、600°Cを超えると薄い酸化皮膜が形成されます。 酸化性雰囲気下で 700°C を超える用途では、アルミナまたはシリカスケールの形成を防ぐため、アルミニウムまたはシリコン含有量の高い合金が一般的に適しています。いずれの合金も、製造後に完全溶体化焼鈍を行わない限り、感作温度範囲(500~900°C)で長期間使用すべきではありません。.
4: C276とC22は、海水や海洋環境においてどのような性能を発揮しますか?
どちらの合金も海水腐食に対する優れた耐性を示しており、船舶用途において市販されている合金の中でも最高水準のものと見なされています。. これらの合金はPREN値が高く(約72)、常温の海水中でピッチング腐食や隙間腐食を防ぐために必要な閾値を大幅に上回っています。 いずれの合金も、通常の海洋使用温度における海水中の塩化物応力腐食割れに対する感受性は示していません。深海用途や高速の海水流条件下では、銅合金や標準的なステンレス鋼が耐えられる流速をはるかに上回る流速でも、両合金とも実質的に侵食腐食の影響を受けません。 海水用途における C276 と C22 の選択は、通常、入手しやすさやコストの安さを基準に行われます。これは、清浄な海水における性能の差はごくわずかであるためです。 しかし、海水環境において酸化性殺菌剤(塩素処理など)が使用される場合、C22のクロム含有量が高いことが、わずかながら追加の保護効果をもたらす可能性があります。.
5:C276とC22を溶接する際、どのような溶加材を使用すべきですか?
C276母材とC22母材を溶接する場合、推奨される溶加材はERNiCrMo-10(C22用適合溶加材)です。. この推奨事項はヘインズ・インターナショナル社による直接的なものであり、異種ニッケル合金接合部に関する一般的な溶接金属学の原則と一致しています。その根拠は、C22溶加材の方がクロム含有量が高いため、C276溶加材(ERNiCrMo-4)と比較して、溶接金属および熱影響部において優れた耐食性を発揮する点にあります。 溶接部は腐食攻撃を受けやすい領域であることが多いことから、溶加材をより耐食性の高いものに変更することは、適切な工学的措置と言えます。接合部が強力な還元環境にのみ曝される場合は、ERNiCrMo-4の使用も検討できますが、混合環境や環境条件が不明確な場合は、ERNiCrMo-10の方がより安全な選択となります。 溶接ビード表面のパッシブ膜を再生し、熱変色を除去するため、酸洗いや電解研磨による溶接後の表面処理が推奨される。.
6:C276およびC22は、サワー環境におけるNACE MR0175に準拠していますか?
はい、ハステロイC276およびC22は、硬度および熱処理の要件を満たす限り、酸性油・ガス用途におけるNACE MR0175 / ISO 15156に準拠しています。. NACE MR0175は、石油・ガス生産におけるH₂S含有環境で使用される材料を対象としています。 両合金とも、溶体化焼鈍状態において硬度要件(最大 40 HRC)を満たしており、生産環境で通常遭遇する H₂S の分圧下において、硫化物応力割れ(SSC)および水素誘発割れ(HIC)に対する耐性が実証されています。 C276 は、モリブデン含有量が高く、HCl と H₂S が共存する坑井および坑底環境において重要な、優れた還元性酸耐性を備えているため、従来、サワー環境では 2 つのうちより一般的に指定されてきました。しかし、C22 も要件を完全に満たしており、酸化性物質がさらに存在する坑井では、C22 が好まれる場合があります。 必ず、該当するNACE/ISO規格の版および用途の具体的な環境条件を確認してください。.
7:在庫保有サプライヤーからのC276とC22のリードタイムにはどのような違いがありますか?
C276は世界的に在庫がより豊富で、ほとんどの製品形態において、C22よりも納期が短いのが一般的です。. C276は、耐食性ニッケル合金の中で最も一般的に流通している合金の一つであり、ほとんどの特殊合金サービスセンターが、板、シート、棒、パイプなどの標準製品形態で在庫を保有しています。 C22は市場全体での取扱量が少なく、投機的な在庫として保有されることも稀です。そのため、標準サイズのC276が在庫から4~8週間で入手できるのに対し、非標準サイズのC22をメーカーに発注した場合、納期は12~24週間かかることがあります。大規模なプロジェクトで大量に必要となる場合、どちらの合金も通常、メーカーへの発注が必要となり、納期は同様の期間を要します。 MWalloysでは、緊急のプロジェクト要件に対応するため、C276およびC22の両方について、最も需要の高い製品形態の戦略的在庫を確保しています。お客様の具体的な寸法や数量の在庫状況を確認するため、プロジェクト計画の初期段階で弊社営業チームにご連絡いただくことをお勧めします。.
8: C22は、既存の機器においてC276の直接的な代替品として使用できますか?
ほとんどの場合、C22はC276の直接的な代替品として、設計変更なしに使用できます。これは、両合金が類似の機械的特性を有し、同じASTMおよびASME規格の対象となっているためです。. 化学組成は異なるものの、これらは密接に関連する規格の枠組み内に収まっており、ほとんどの設計基準において互換性が認められています。 C22 の公称機械的特性は C276 よりもわずかに低く(引張強度および降伏強度が低い)、これは、既存の設計で C276 の機械的特性をその最小規定値で使用していた場合、C22 の許容応力を用いた厳密な規格計算による再検証を行う必要があることを意味します。 実際には、C276 で設計された化学処理装置のほとんどは、肉厚を変更することなく C22 の特性に対応できる十分な安全余裕を持っています。両合金とも同じ製品形状規格に基づいて製造されているため、寸法上の互換性は完全です。 認定圧力機器において代替を行う場合は、必ず適用される設計規格(ASME、ENなど)および有資格の圧力容器技術者に確認してください。.
9: C276およびC22は、電解研磨および表面仕上げに対してどのような反応を示すか?
どちらの合金も電解研磨に適しており、医薬品や食品用途に求められる非常に滑らかな表面仕上げ(Ra 0.5 µm未満)を実現できます。. ニッケル・クロム・モリブデン合金の電解研磨は、通常、リン酸・硫酸電解液槽で行われる。 このプロセスにより、微細な表面の凹凸が優先的に除去され、酸化クロムを含む不動態皮膜が強化され、耐食性が向上します。C22はクロム含有量が高いため、表面で強化に利用できる材料が多く、結果として得られる不動態皮膜の品質という点で、電気研磨に対してやや良好な反応を示す可能性があります。 USP または ASME BPE の表面仕上げ仕様を満たす必要がある製薬用途では、C22 は、酸化性殺菌剤を使用する過酷な CIP (定置洗浄) および SIP (定置蒸気洗浄) プロトコルにも耐えるため、多製品用反応器やプロセス容器にますます好まれるようになっています。 どちらの合金も、電解研磨の前に機械研磨を行うことで、Ra ≤ 0.25 µm の仕様を満たす鏡面仕上げの表面を実現することができます。.
10:受入時に合金の種類と品質を確認するために、どのような試験を行うべきか?
受入時の材料検査には、PMI(確実な材料識別)、製造元証明書の確認を含める必要があり、重要な用途については追加の腐食試験を行う場合もある。. X線蛍光分析(XRF)または発光分光分析(OES)を用いた材料試験(PMI)により、主要元素組成を確認し、C276とC22を区別することができます。XRFは一般的に十分な精度を有しており、クロムおよびモリブデンの含有量が著しく異なることを基に、これら2つの合金を区別することが可能です。 製造証明書(EN 10204 タイプ3.1または3.2)を確認し、該当するASTM/ASME規格への適合性、鋳造ロット番号の追跡可能性、化学成分、機械的特性、および必要な追加試験について確認する必要があります。 重要な圧力機器や腐食の影響を受けやすい用途の場合、追加試験には、ASTM A262 プラクティス C または G28 方法 A(シュトラウス試験または硫酸鉄試験)に基づく粒界腐食試験、硬度試験、および寸法検証が含まれる場合があります。 MWalloys では、供給されるすべての材料に完全な製鋼所証明書を添付しており、重要なプロジェクト要件に対しては第三者検査サービスも提供しています。.
結論:C276とC22のどちらを選ぶべきか
両合金の組成、耐食性データ、機械的特性、加工特性、産業用途、およびコスト構造を検討した結果、選定の枠組みが明確になった:
次のような場合はC22を選択してください:
- 使用環境には酸化性酸(硝酸、塩化第二鉄、クロム酸)が含まれています。.
- このプロセスでは、酸化性物質と還元性物質の両方が存在する混合酸環境下で行われる。.
- この装置の用途は、FGD(石炭ガス洗浄)装置、製薬プロセス、パルプ工場の漂白プラント、あるいは核廃棄物の処理です。.
- 長期的な耐用年数と、メンテナンスによる稼働停止時間の最小化が最優先事項です。.
- 高温下における腐食性の塩化物溶液中での隙間腐食に対する耐性が求められます。.
C276を選択する:
- 使用環境は、主に還元性である(HCl、H₂SO₄は70%濃度未満、H₂S)。.
- 本アプリケーションは、NACE MR0175に規定される酸性油・ガス関連の業務を対象としています。.
- 予算の制約は現実のものであり、サービス環境の分析からも、状況が悪化していることが確認されている。.
- 在庫からの迅速な材料調達こそが、プロジェクトのスケジュールにとって極めて重要です。.
MWalloysでの経験上、合金選定において最もよく見られる過ちは、使用環境に酸化性があるかどうかを徹底的に分析することなく、安易にC276を選択してしまうことです。 C22の価格が15~25%よりも割高であっても、耐用年数の延長、メンテナンスコストの削減、予期せぬ操業停止の回避といった形で、そのコスト差は数倍もの利益として還元されることがよくあります。.
エンジニアや調達担当者の皆様には、用途に応じた具体的なご提案について、ぜひ当社の技術チームまでお問い合わせください。当社の材料エンジニアは、化学プロセス、エネルギー、海洋、製薬、環境産業など幅広い分野での経験を有しており、お客様の具体的なプロセス条件に合わせた正式な材料選定報告書や腐食速度の推定値をご提供いたします。.
ハステロイC276またはC22の調達をご検討中ですか?
MWalloysでは、ハステロイC276およびC22の板、シート、棒、パイプ、チューブ、継手、フランジを、完全なトレーサビリティと製造証明書付きで供給しています。取り扱い製品は以下の通りです:
- 迅速な見積もりと競争力のある価格
- 緊急に必要な在庫品
- 経験豊富な材料エンジニアによる技術相談
- 大量注文向けのメーカー直取引
- 第三者検査の調整
今すぐ当社の技術営業チームまでお問い合わせください お見積りのご依頼や、具体的な用途に関するご相談は、当社ウェブサイトからお問い合わせいただくか、テクニカルサポート窓口まで直接ご連絡ください。.
信頼性の高い情報源
本記事の技術的内容は、以下の査読済み文献、業界標準資料、およびメーカー発行の資料に基づくものです:
- ヘインズ・インターナショナル – ハステロイ C-276 合金技術パンフレット (H-2002E) および ハステロイ C-22 合金技術パンフレット (H-2019C)。入手先:haynesintl.com
- ASTMインターナショナル – ASTM B575:低炭素ニッケル・モリブデン・クロム、 低炭素ニッケル・クロム・モリブデン、低炭素ニッケル・クロム・モリブデン・銅、および低炭素ニッケル・クロム・モリブデン・タングステン合金板、シート、およびストリップに関する標準仕様。.
- ASMEボイラー・圧力容器規格、第II部、D編 – 材料特性(SB-574、SB-575、SB-622の許容応力)。.
- NACE International(現AMPP) – NACE MR0175 / ISO 15156:石油・天然ガス産業 ― 石油・ガス生産におけるH₂S含有環境で使用される材料。.
- ASMハンドブック 第13B巻 – 『腐食:材料』ASM International。ISBN 978-0-87170-707-9。.
- レバック, R.B., クルック, P. (2000) – 「過酷な環境下におけるニッケル合金の孔食および隙間腐食耐性の向上」" NACE Corrosion 2000、論文番号 00228。.
- クルック, P., サイレンス, W.L. (1994) – 「ハステロイ耐食合金 ― 原理と実践」。ヘインズ・インターナショナル技術論文。.
- 欧州腐食連盟(EFC)刊行物第17号 – 「石油・ガス生産用耐食合金」"
- 『メタルズ・ハンドブック』第9版 第3巻 – 物性と選定:ステンレス鋼、工具材および特殊用途金属。ASM International。.
- ISO 15156-3:2020 – 石油・天然ガス産業 – 石油・ガス生産におけるH₂S含有環境用材料 – 第3部:耐クラッキング性CRAsおよびその他の合金.
- キルヒハイナー, R., ヴァール, V. (2006) – 「ハステロイ C-276 および C-22:過酷な産業環境における性能比較」" 『Materials and Corrosion』第57巻.
- ASTM G48 – 塩化第二鉄溶液を用いたステンレス鋼および関連合金の孔食・隙間腐食抵抗性に関する標準試験方法。.
