Hastelloy C276 und C22 beide sind Nickel-Chrom-Molybdän-Superlegierungen, die für extreme Korrosionsbeständigkeit entwickelt wurden, doch C22 übertrifft C276 in oxidierenden Säureumgebungen und bei gemischten Säurebedingungen, während C276 in stark reduzierenden Umgebungen und bei kostensensiblen Anwendungen einen praktischen Vorteil bietet. Nach jahrelanger direkter Zusammenarbeit mit Beschaffungsingenieuren, Betreibern von Chemieanlagen und Spezialisten für die Werkstoffauswahl bei MWalloys haben wir festgestellt, dass die Wahl zwischen diesen beiden Legierungen selten einfach ist. Die Entscheidung hängt von den spezifischen korrosiven Medien, der Betriebstemperatur, den Fertigungsanforderungen und den für jedes Projekt individuellen Lebenszykluskosten ab.
Was sind Hastelloy C276 und C22, und warum sind sie von Bedeutung?
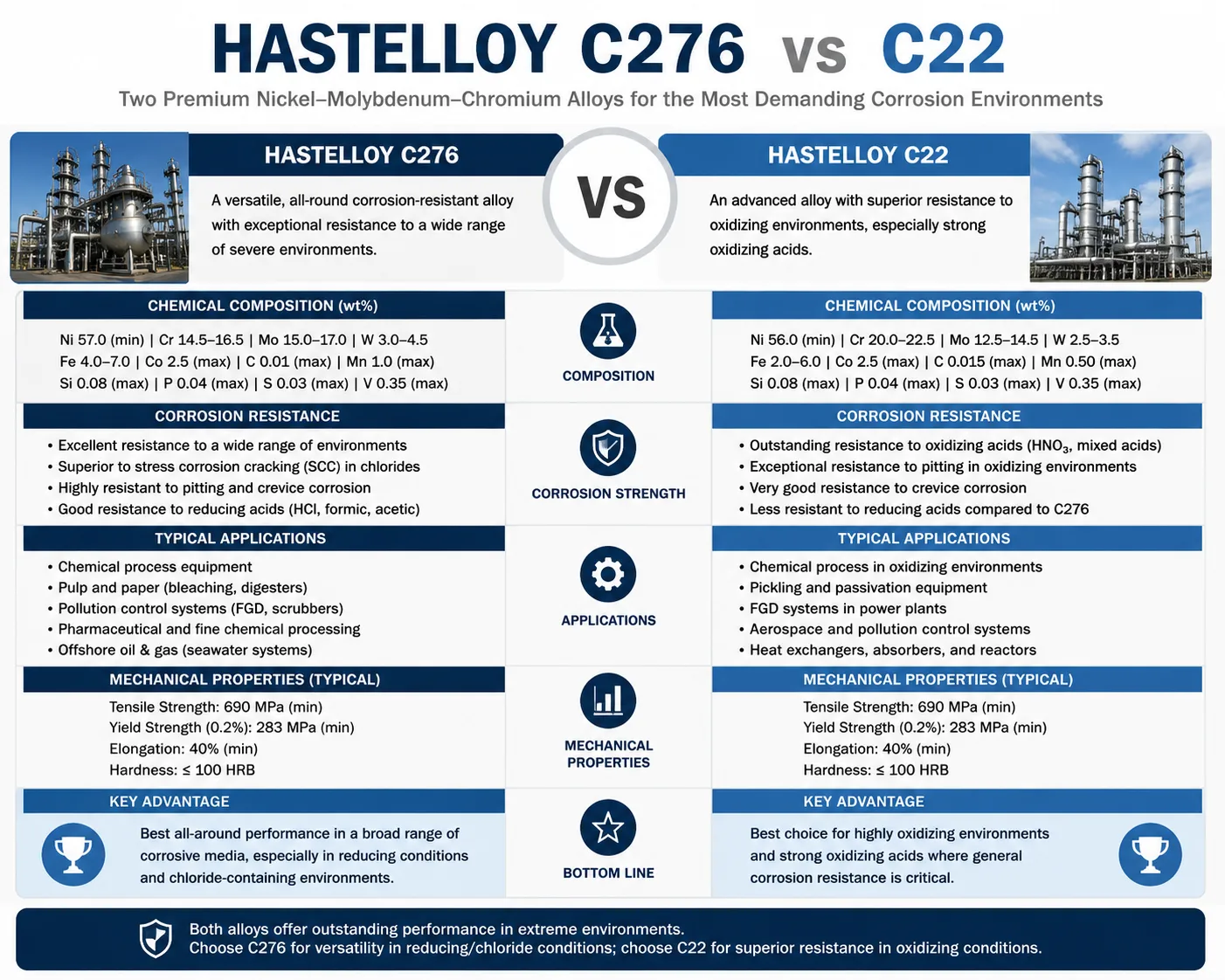
Hastelloy ist eine eingetragene Marke von Haynes International. Sowohl C276 als auch C22 gehören zur C-Familie der Nickel-Chrom-Molybdän-Legierungen (Ni-Cr-Mo). Diese Familie wurde speziell entwickelt, um starker Korrosion in der chemischen Verarbeitung, der Abgasreinigung und in industriellen Umgebungen standzuhalten, in denen Standard-Edelstähle und sogar Duplex-Edelstähle versagen.
Eine kurze Geschichte der Legierungen der C-Familie
Die ursprüngliche Hastelloy-C-Legierung wurde in den 1930er Jahren eingeführt. Es handelte sich um einen Hochleistungswerkstoff, der jedoch unter einem erheblichen Problem litt: der Sensibilisierung in den Wärmeeinflusszonen (HAZ) während des Schweißens, was zu interkristalliner Korrosion führte. Dieser Mangel veranlasste in den 1960er Jahren die Entwicklung von C276, bei dem der Kohlenstoff- und Siliziumgehalt reduziert wurde, um die Karbidausscheidung während des Schweißens zu minimieren. C22 folgte in den 1980er Jahren als weitere Weiterentwicklung mit höherem Chromgehalt und dem Zusatz von Wolfram, speziell entwickelt, um die Leistungslücken zu schließen, die C276 in oxidierenden sauren Umgebungen aufwies.
Bei MWalloys führen wir beide Legierungen in einem breiten Spektrum an Produktformen, darunter Platten, Bleche, Stangen, Rohre, Rohrformstücke und Flansche. Im Laufe der Jahre haben wir festgestellt, dass die meisten Spezifikationsfehler auftreten, wenn Ingenieure aus Gewohnheit auf C276 zurückgreifen, ohne zu prüfen, ob C22 in ihrer spezifischen Anwendung eine deutlich längere Lebensdauer bieten würde.
UNS- und ASTM-Bezeichnungen
| Eigentum | Hastelloy C276 | Hastelloy C22 |
|---|---|---|
| UNS-Nummer | N10276 | N06022 |
| ASTM-Norm (Platten/Bleche) | B575 | B575 |
| ASTM-Norm (Stange) | B574 | B574 |
| ASTM-Norm (Rohre) | B622 | B622 |
| ASTM-Norm (Fittings) | B366 | B366 |
| Werkstoff Nummer | 2.4819 | 2.4602 |
| ISO-Bezeichnung | NiMo16Cr15W | NiCr21Mo14W |
Das Verständnis der korrekten Bezeichnung ist für die Beschaffung von entscheidender Bedeutung, da manche Lieferanten diese Legierungen möglicherweise falsch zuordnen, was zu Verwechslungen führen kann. Überprüfen Sie bei der Bestellung stets sowohl die UNS-Nummer als auch die geltende ASTM/ASME-Norm.
Inwiefern unterscheiden sich die chemischen Zusammensetzungen von C276 und C22?
Die chemische Zusammensetzung ist der entscheidende Faktor für alle Leistungsmerkmale, die diese beiden Legierungen voneinander unterscheiden. Die Unterschiede sind in absoluten Prozentwerten zwar nicht dramatisch, haben jedoch in der Praxis erhebliche Auswirkungen.
Detaillierte Zusammensetzungstabelle
| Element | Hastelloy C276 (wt%) | Hastelloy C22 (wt%) | Funktionale Rolle |
|---|---|---|---|
| Nickel (Ni) | Gleichgewicht (~57%) | Gleichgewicht (~56%) | Grundwerkstoff, allgemeine Korrosionsbeständigkeit |
| Chrom (Cr) | 14.5 – 16.5% | 20.0 – 22.5% | Widerstandsfähigkeit gegen oxidierende Säuren, passive Filmstabilität |
| Molybdän (Mo) | 15.0 – 17.0% | 12.5 – 14.5% | Verringerung der Säurebeständigkeit, der Lochfraßbeständigkeit |
| Wolfram (W) | 3.0 – 4.5% | 2.5 – 3.5% | Verbesserte Lochfraßbeständigkeit in chloridhaltigen Umgebungen |
| Eisen (Fe) | 4.0 – 7.0% | 2.0 – 6.0% | Kostenfaktor, geringfügiger Einfluss auf die Korrosion |
| Kobalt (Co) | Max 2.5% | Max 2.5% | Kontrolle der Restelemente |
| Kohlenstoff (C) | Max 0,010% | Max 0,010% | Minimiert, um eine Karbid-Sensibilisierung zu verhindern |
| Silizium (Si) | Max 0,08% | Max 0,08% | Minimiert, um die Silizidausfällung zu verhindern |
| Mangan (Mn) | Maximal 1,0% | Max. 0,501 TP3T | Desoxidationsmittel |
| Phosphor (P) | Max. 0,0251 TP3T | Max. 0,0251 TP3T | Kontrolle von Verunreinigungen |
| Schwefel (S) | Max 0,010% | Max 0,010% | Kontrolle von Verunreinigungen |
| Vanadium (V) | Max 0,35% | - | Geringfügiger Feststofflösungsverstärker in C276 |
Was die Kompositionsnummern in der Praxis tatsächlich bedeuten
Der wesentlichste Unterschied in der Zusammensetzung ist der Chromgehalt. C22 enthält etwa 21,1 % Chrom, während der Durchschnittswert bei C276 bei 15,51 % liegt. Chrom ist das Element, das für die Bildung einer stabilen, sich selbst reparierenden passiven Oxidschicht auf der Legierungsoberfläche verantwortlich ist. Ein höherer Chromgehalt bedeutet, dass C22 seine Schutzschicht unter oxidierenden Bedingungen aufrechterhalten kann, die die dünnere Passivschicht von C276 destabilisieren würden.
Umgekehrt enthält C276 im Durchschnitt mehr Molybdän. Molybdän erhöht die Beständigkeit gegenüber reduzierenden Säuren wie Salzsäure (HCl) und Schwefelwasserstoff (H₂S). Außerdem trägt es direkt zur Lochfraßbeständigkeit bei, indem es die elektrochemischen Prozesse unterbricht, die zu chloridinduzierten Lochfraßstellen führen.
Eine nützliche Faustregel, die wir intern bei MWalloys verwenden: Stellen Sie sich Chrom als den Schutzschild der Legierung gegen oxidierende Einflüsse vor und Molybdän als ihre Abwehr gegen die Auflösung durch reduzierende Säuren. C22 bietet mehr Schutz; C276 verfügt über eine stärkere Abwehr gegen reduzierende Säuren. Wolfram in beiden Legierungen trägt synergistisch mit Molybdän zur Beständigkeit gegen Chlorid-Lochfraß bei.
Welche mechanischen und physikalischen Eigenschaften weist die jeweilige Legierung auf?
Beide Legierungen weisen ähnliche mechanische Eigenschaften auf, da sie nahezu identische Nickelbasis-Matrizen aufweisen. Für Anwendungen im Bereich der Konstruktion sind die Unterschiede jedoch zu beachten.
Mechanische Eigenschaften bei Raumtemperatur
| Eigentum | Hastelloy C276 | Hastelloy C22 | Test Standard |
|---|---|---|---|
| Zugfestigkeit (Ultimate Tensile Strength) | mindestens 790 MPa (115 ksi) | mindestens 690 MPa (100 ksi) | ASTM E8 |
| Streckgrenze (0,2% Offset) | mindestens 355 MPa (52 ksi) | mindestens 310 MPa (45 ksi) | ASTM E8 |
| Dehnung | 40% min | 45% min | ASTM E8 |
| Härte (Rockwell B) | ~90 HRB | ~85 HRB | ASTM E18 |
| Elastizitätsmodul | 205 GPa (29,8 × 10⁶ psi) | 211 GPa (30,6 × 10⁶ psi) | - |
Vergleich der physikalischen Eigenschaften
| Physikalische Eigenschaft | Hastelloy C276 | Hastelloy C22 |
|---|---|---|
| Dichte | 8,89 g/cm³ | 8,69 g/cm³ |
| Schmelzbereich | 1325 – 1370 °C (2415 – 2500 °F) | 1357 – 1399 °C (2475 – 2550 °F) |
| Wärmeleitfähigkeit bei 100°C | 10,2 W/m·K | 10,1 W/m-K |
| Wärmeausdehnungskoeffizient | 11,2 µm/m·°C (21 – 93 °C) | 12,7 µm/m·°C (21 – 93 °C) |
| Elektrischer spezifischer Widerstand | 1,30 µΩ·m | 1,14 µΩ·m |
| Spezifische Wärme | 427 J/kg·K | 414 J/kg·K |
C276 ist bei Raumtemperatur geringfügig fester und weist eine höhere Zug- und Streckgrenze auf, was bei der Konstruktion von Druckbehältern von Bedeutung sein kann, wo die Berechnung der Wanddicke direkt an die zulässigen Spannungswerte gemäß ASME Abschnitt II geknüpft ist, Teil D. C22 weist einen etwas höheren Schmelzbereich und eine geringere Dichte auf, was es bei Hochtemperaturanwendungen, bei denen das Gewicht eine Rolle spielt, geringfügig vorteilhafter macht.
Bei erhöhten Betriebstemperaturen (über 500 °C) verlieren beide Legierungen in ähnlichem Maße an mechanischer Festigkeit, obwohl im Allgemeinen keine der beiden als primäre Hochtemperatur-Baustahllegierung spezifiziert ist. Bei Temperaturen über 600 °C bieten Nickellegierungen der Familien 625 oder 718 in der Regel eine bessere Kriechfestigkeit.

Wie unterscheidet sich die Korrosionsbeständigkeit in verschiedenen Umgebungen?
Dies ist die zentrale Frage für die meisten Ingenieure und Beschaffungsfachleute. Die Antwort hängt stark vom jeweiligen korrosiven Medium, der Konzentration, der Temperatur sowie davon ab, ob die Umgebung oxidierend oder reduzierend ist.
Verhalten in oxidierenden Säuren
Zu den oxidierenden Säuren zählen Salpetersäure (HNO₃), Gemische aus Salpetersäure und Flusssäure, Chromsäure sowie stark oxidierende Halogenidlösungen.
C22 übertrifft C276 bei der Oxidation von Säuren deutlich. Der höhere Chromgehalt von C22 ermöglicht es, unter oxidierenden Bedingungen einen widerstandsfähigeren Passivfilm aufrechtzuerhalten. Daten zur Korrosionsrate aus unabhängigen Tests zeigen durchweg, dass C22 in kochenden Salpetersäurelösungen geringere Massenverlustraten aufweist.
| Test Bedingung | C276 Korrosionsrate | C22 Korrosionsrate |
|---|---|---|
| 65% HNO₃, siedend | 19,1 Millionen pro Jahr | 2,1 Millionen pro Jahr |
| 101 Mol HNO₃ + 21 Mol HF, 50 °C | 35,4 Millionen pro Jahr | 8,7 Millionen pro Jahr |
| Eisenchlorid (10%), 50 °C | 4,2 Millionen pro Jahr | 1,1 Millionen pro Jahr |
| Chromsäure (30%), Raumtemperatur | 6,0 Mio. pro Jahr | 2,4 Millionen pro Jahr |
Hinweis: Bei den Korrosionsraten handelt es sich um ungefähre Werte, die aus verschiedenen veröffentlichten Quellen zusammengestellt wurden, darunter technische Mitteilungen von Haynes International und von Fachkollegen begutachtete Korrosionsstudien. Die tatsächlichen Werte variieren je nach den genauen Testbedingungen.
Diese Zahlen sind beeindruckend. In 65%-kochender Salpetersäure korrodiert C276 fast zehnmal schneller als C22. Für Ingenieure, die Werkstoffe für die Salpetersäureproduktion, Beizverfahren oder die Wiederaufbereitung von Kernbrennstoffen auswählen, ist C22 die eindeutige Wahl.
Wirksamkeit bei der Reduzierung von Säuren
Zu den reduzierenden Säuren zählen Salzsäure (HCl), Schwefelsäure (H₂SO₄) unterhalb bestimmter Konzentrationen und Phosphorsäure (H₃PO₄).
C276 schneidet in vielen säurehaltigen Umgebungen vergleichbar oder etwas besser ab als C22, vor allem wegen seines höheren Molybdängehaltes. Der Unterschied ist jedoch oft geringer, als Ingenieure erwarten.
| Test Bedingung | C276 Korrosionsrate | C22 Korrosionsrate |
|---|---|---|
| 10% HCl, 70 °C | 5,8 Millionen pro Jahr | 7,3 Millionen pro Jahr |
| 20% H₂SO₄, siedend | 9,5 Millionen pro Jahr | 11,2 Millionen pro Jahr |
| 10% H₃PO₄, siedend | 2,1 Millionen pro Jahr | 2,4 Millionen pro Jahr |
| 37% HCl, Raumtemperatur | 14,2 Millionen pro Jahr | 16,8 Millionen pro Jahr |
Der Vorteil von C276 bei der Reduktion von Säuren ist zwar real, aber nur gering. In einigen Umgebungen mit gemischten Säuren, in denen sowohl oxidierende als auch reduzierende Stoffe gleichzeitig vorhanden sind, kann C22 sogar besser abschneiden als C276, da die oxidierende Komponente dazu beiträgt, den Passivfilm zu stabilisieren, den der höhere Chromgehalt von C22 aufrechterhalten kann.
Leistung bei gemischten Säuren und verunreinigten Prozessströmen
Hier wird die Wahl der Legierung besonders komplex. In der industriellen Praxis kommen reine Säuren in kontrollierten Konzentrationen nur selten vor. Rauchgasentschwefelungsanlagen (FGD) enthalten beispielsweise ein Gemisch aus Chloridionen, Schwefelsäure und gelegentlich oxidierenden Verbindungen. In chemischen Reaktoren können während verschiedener Prozessphasen abwechselnd oxidierende und reduzierende Bedingungen herrschen.
In solchen gemischten Umgebungen bietet C22 in der Regel einen Vorteil, da sein höherer Chromgehalt eine stabilere Grundpassivschicht bildet, die den Schwankungen des korrosiven Mediums standhalten kann. Bei MWalloys haben wir zahlreiche Fälle erlebt, in denen Anlagen, für die ursprünglich C276 spezifiziert war, auf C22 umgerüstet wurden, nachdem der erste Inspektionszyklus unerwartete Wanddünnungsraten im gemischten Säurebetrieb aufgedeckt hatte.
Beständigkeit gegen chloridinduzierte Spannungsrisskorrosion
Sowohl C276 als auch C22 weisen eine ausgezeichnete Beständigkeit gegen chloridinduzierte Spannungsrisskorrosion (SCC) auf, die in chloridreichen Umgebungen eine kritische Versagensart für austenitische Edelstähle wie 316L darstellt. Der Nickelgehalt von über 40% in beiden Legierungen bildet den grundlegenden Mechanismus für die SCC-Beständigkeit.
Bei beiden Legierungen wurde unter typischen Einsatzbedingungen unterhalb von 300 °C keine Anfälligkeit für chloridinduzierte Spannungsrisskorrosion festgestellt. Oberhalb dieser Temperatur sollten vor der Auswahl einer der beiden Legierungen Spannungsrisskorrosionstests für die jeweiligen Prozessbedingungen durchgeführt werden.
Welche Legierung schneidet bei Lochfraß- und Spaltkorrosionstests besser ab?
Lochfraß und Spaltkorrosion sind lokal begrenzte Korrosionsformen, die zu katastrophalen Ausfällen führen können, selbst wenn die allgemeine Korrosionsrate akzeptabel erscheint. Der Standardwert zur Einstufung der Beständigkeit von Legierungen gegenüber diesen Korrosionsarten ist die Lochfraßbeständigkeitszahl (PREN).
Berechnung und Vergleich des PREN
Die am häufigsten verwendete PREN-Formel für Nickellegierungen lautet:
PREN = %Cr + 3,3 × (%Mo + 0,5 × %W) + 16 × %N
| Legierung | Cr (%) | Mo (%) | W (%) | PREN (ca.) |
|---|---|---|---|---|
| Hastelloy C276 | 15.5 | 16.0 | 3.75 | ~72 |
| Hastelloy C22 | 21.0 | 13.5 | 3.0 | ~72 |
| 316L Edelstahl | 17.0 | 2.2 | - | ~24 |
| Edelstahl 904L | 21.0 | 4.5 | - | ~36 |
| Inconel 625 | 22.0 | 9.0 | - | ~52 |
Die PREN-Werte für C276 und C22 sind nahezu identisch, was angesichts ihrer unterschiedlichen Zusammensetzungen mathematisch interessant ist. Der höhere Molybdänanteil in C276 und der höhere Chromanteil in C22 gleichen sich bei der PREN-Berechnung weitgehend aus. Diese mathematische Äquivalenz ist in der Praxis trügerisch, da PREN die Stabilität des Passivfilms unter wechselnden elektrochemischen Bedingungen nicht berücksichtigt.
Prüfung der kritischen Lochfraßtemperatur (CPT)
Kritische Lochfraßtemperaturtests, die in einer Eisenchloridlösung gemäß ASTM G48 durchgeführt wurden, zeigen aussagekräftigere Unterschiede:
| Test | C276 CPT | C22 CPT |
|---|---|---|
| ASTM G48 Methode C (6% FeCl₃) | >85 °C | >85 °C |
| ASTM G48 Methode D (Spalt) | 72 – 80 °C | 80 – 90 °C |
| Synthetisches Meerwasser, potentiostatisch | 95 °C | 102 °C |
C22 weist einen messbaren Vorteil hinsichtlich der Spaltkorrosionstemperatur auf, was bei Anwendungen mit gedichteten Flanschen, Rohr-Rohrboden-Verbindungen und anderen geometriebedingten Spaltbedingungen von Bedeutung ist. Dieser Vorteil ist auf den höheren Chromgehalt zurückzuführen, der eine stabilere Passivschicht ermöglicht, die dem lokalen pH-Abfall innerhalb einer Spaltgeometrie standhält.
Wie unterscheiden sich C276 und C22 hinsichtlich Schweißbarkeit und Verarbeitbarkeit?
Bei vielen Anwendungen sind die Fertigungseigenschaften ebenso wichtig wie die Korrosionseigenschaften des Grundwerkstoffs, da die Wärmeeinflusszone (HAZ) und das Schweißgut zu bevorzugten Korrosionsstellen werden können, wenn sie nicht ordnungsgemäß kontrolliert werden.
Schweißtechnische Merkmale
Beide Legierungen wurden speziell mit einem sehr geringen Kohlenstoff- (max. 0,0101 %TP3T) und Siliziumgehalt (max. 0,081 %TP3T) entwickelt, um die Ausscheidung von Karbiden und Siliziden in der Wärmeeinflusszone beim Schweißen zu minimieren. Dadurch sind beide Legierungen wesentlich besser schweißbar als das ursprüngliche Hastelloy C, das unter erheblichen Sensibilisierungsproblemen litt.
| Schweißtechnische Parameter | C276 | C22 |
|---|---|---|
| Passendes Schweißzusatzmaterial (GMAW/GTAW) | ERNiCrMo-4 (AWS) | ERNiCrMo-10 (AWS) |
| Kompatibler Füllstoff | ERNiCrMo-10 ist zum Schweißen von C276 geeignet | - |
| Wärmebehandlung nach dem Schweißen erforderlich | Nein (für die meisten Anwendungen) | Nein (für die meisten Anwendungen) |
| Vorheizen erforderlich | Nein | Nein |
| Interpass-Temperaturgrenze | max. 150 °C | max. 150 °C |
| Empfohlenes Vorgehen | GTAW, GMAW, SMAW | GTAW, GMAW, SMAW |
Ein wichtiger praktischer Hinweis aus unserer Fertigungserfahrung: ERNiCrMo-10 (das C22-Schweißzusatzmaterial) wird häufig zum Schweißen von C276-Grundwerkstoff verwendet, wenn die Schweißnaht oxidierenden Bedingungen ausgesetzt ist, da der höhere Chromgehalt im Schweißzusatz die Korrosionsbeständigkeit der Wärmeeinflusszone verbessert. Dies ist eine etablierte Praxis im Chemieanlagenbau und wird durch technische Daten von Haynes International gestützt.
Umformen und Zerspanen
Beide Legierungen werden bei der Kaltumformung schnell kaltverfestigt, was ein typisches Merkmal austenitischer Nickellegierungen im Allgemeinen ist. Das bedeutet:
- Bei Kaltumformvorgängen kann ein Zwischenglühen erforderlich sein.
- Die Standzeit der Schneidwerkzeuge ist kürzer als bei rostfreien Stählen; es wird der Einsatz von Hartmetallwerkzeugen bei niedrigen Schnittgeschwindigkeiten empfohlen.
- Bei Biegevorgängen muss das Rückfedern berücksichtigt werden.
- Die Schmierung während der Umformung ist entscheidend, um Festfressen zu vermeiden.
C22 lässt sich aufgrund seiner etwas geringeren Fließspannung bei erhöhten Temperaturen geringfügig leichter warmumformen, doch ist der praktische Unterschied in einer gut ausgestatteten Fertigungswerkstatt vernachlässigbar.
Glüh- und Wärmebehandlungspläne
| Wärmebehandlung | C276 | C22 |
|---|---|---|
| Lösungsglühtemperatur | 1121 °C (2050 °F) | 1121 °C (2050 °F) |
| Methode der Kühlung | Schnellabkühlung (Wasser oder Luft) | Schnellabkühlung (Wasser oder Luft) |
| Stabilisierende Behandlung | Nicht anwendbar | Nicht anwendbar |
| Stressabbau | Wird im Allgemeinen vermieden | Wird im Allgemeinen vermieden |
Beide Legierungen sollten nicht bei Zwischentemperaturen (300–900 °C) spannungsfrei gemacht werden, da dieser Temperaturbereich die Ausscheidung intermetallischer Phasen (Sigma-Phase, Mu-Phase) begünstigt, die die Korrosionsbeständigkeit und die Zähigkeit beeinträchtigen. Ein vollständiges Lösungsglühen mit anschließender Schnellabkühlung ist die einzige zulässige Wärmebehandlung zur Wiederherstellung der vollen Korrosionsbeständigkeit nach intensiver Bearbeitung.
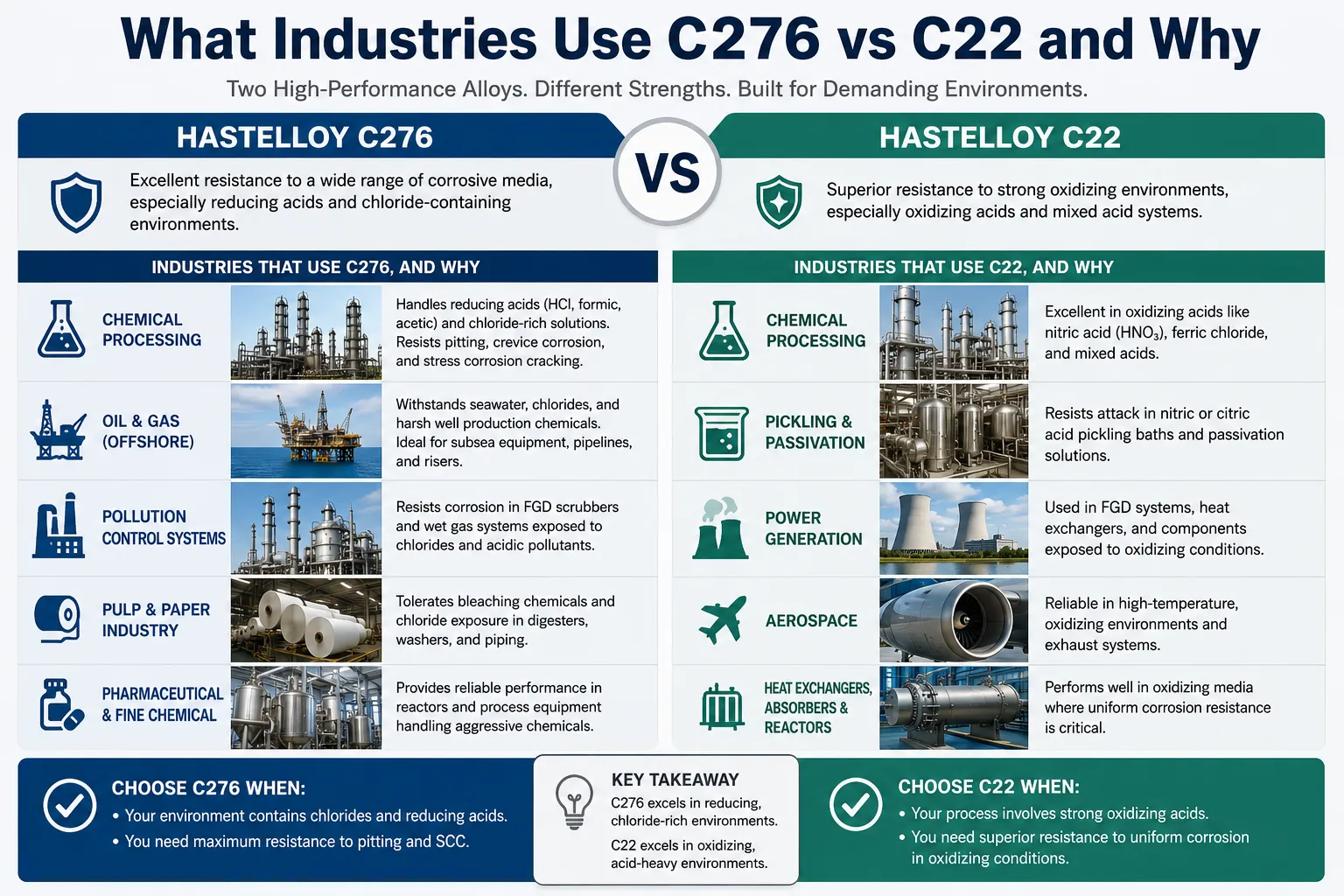
In welchen Branchen wird C276 gegenüber C22 verwendet und warum?
Die industriellen Anwendungsbereiche dieser beiden Legierungen überschneiden sich zwar erheblich, sind jedoch nicht identisch. Das Wissen darüber, in welchen Bereichen sich die jeweilige Legierung im Einsatz bewährt hat, hilft dabei, die Materialauswahl gegenüber Beschaffungsausschüssen und technischen Prüfgremien zu begründen.
Hauptanwendungsbereiche
| Branche | Bevorzugte Legierung | Grund |
|---|---|---|
| Rauchgasentschwefelung (REA) | C22 | Gemischte oxidierende/reduzierende Umgebung, Vorhandensein von Chlorid |
| Pharmazeutische / chemische Synthese | C22 | Reaktoren für den Kontakt mit Salpetersäure, Mehrzweckreaktoren |
| Herstellung von Salzsäure | C276 | Stark reduzierende HCl-Umgebung |
| Öl und Gas (Säurebeständige Anwendungen) | C276 | H₂S-Beständigkeit, NACE-Konformität |
| Verarbeitung von Schwefelsäure | C276 | Reduzierung des Säuregehalts, Kostenvorteil |
| Aufbereitung von Atommüll | C22 | Salpetersäure / oxidierende Umgebung |
| Offshore-Meerwassersysteme | Beide | Hoher PREN-Wert, Beständigkeit gegen chloridinduzierte Spannungsrisskorrosion |
| Zellstoff und Papier (Bleichanlagen) | C22 | Oxidierende Chlorverbindungen |
| Pharmareaktoren (Mehrweg) | C22 | Einhaltung gesetzlicher Vorschriften, oxidierende Reinigungsmittel |
| Herstellung von Pflanzenschutzmitteln | C276 | Reduzierung von organischen Säureströmen |
| Rauchgas-/Kaminauskleidungen | C22 | Kondensation von Schwefelsäure, Nasswäsche |
| Wärmetauscher (chloridhaltig) | C276 | Kosteneffizienz, ausreichende Lochfraßbeständigkeit |
FGD-Anwendungen: Eine detaillierte Fallstudie
Rauchgasentschwefelungsanlagen gehören zu den anspruchsvollsten Anwendungsbereichen für korrosionsbeständige Legierungen. Die Prozessumgebung im Inneren eines Rauchgasentschwefelungs-Absorberturms vereint:
- Verdünnte Schwefelsäure (aus der SO₂-Absorption).
- Chloridionen (aus dem Waschwasser).
- Gelegentlich auftretende oxidierende Spezies, die aus der Zusammensetzung des Rauchgases stammen.
- Betriebstemperaturen von Umgebungstemperatur bis 90 °C.
- Abrasive Flugaschepartikel.
Seit den 1990er Jahren hat C22 C276 als bevorzugtes Material für Auskleidungen in Rauchgasreinigungsanlagen weitgehend verdrängt, da Praxiserfahrungen gezeigt haben, dass die oxidierenden Bestandteile im Waschwasser eine beschleunigte Korrosion von C276 verursachen. Langzeitdaten aus REA-Anlagen in Europa und Nordamerika belegen durchweg, dass C22 bei gleicher Absorbergeometrie eine zwei- bis dreimal längere Lebensdauer aufweist als C276.
Wir bei MWalloys haben bereits für zahlreiche Rauchgasentschwefelungsprojekte C22-Bleche und -Platten geliefert, und unser technisches Team empfiehlt C22 regelmäßig als Standardspezifikation für den Neubau von Rauchgasentschwefelungsanlagen.
Inwiefern unterscheiden sich die beiden Legierungen hinsichtlich der Wärmebehandlung und der mikrostrukturellen Stabilität?
Die mikrostrukturelle Stabilität im Betrieb ist ein Thema, das in grundlegenden Vergleichsartikeln zu Legierungen selten behandelt wird, für die langfristige Zuverlässigkeit jedoch von entscheidender Bedeutung ist. Sowohl C276 als auch C22 sind in ihrem normalen geglühten Zustand austenitische Nickellegierungen. Bei beiden können sich Sekundärphasen bilden, wenn sie Temperaturen im Sensibilisierungsbereich ausgesetzt sind.
Phasenstabilitätsdiagramme
Das Temperatur-Zeit-Umwandlungsverhalten (TTT) beider Legierungen ist ähnlich, aber nicht identisch:
- C276: Nach etwa 100 Stunden bei 650 °C beginnt sich die Mu-Phase abzuscheiden. Bei längerer Einwirkung von Temperaturen über 700 °C kann die Sigma-Phase auftreten.
- C22: Bei gleichen Temperaturen kommt es hier aufgrund des unterschiedlichen Mo/Cr-Verhältnisses etwas später als bei C276 zur Ausscheidung von Laves- und Mu-Phasen. Allerdings neigt C22 stärker zu einer Kurzreichweitenordnung, was sich auf die Zähigkeit auswirken kann.
Bei den meisten Anwendungen in der chemischen Verarbeitung, bei denen die Betriebstemperaturen unter 500 °C bleiben, stellt die langfristige Phasenstabilität für keine der beiden Legierungen ein praktisches Problem dar. Für Anwendungen über 500 °C mit einer Dauerbelastung von mehr als mehreren hundert Stunden wird eine detaillierte Bewertung der thermischen Stabilität empfohlen.
Auswirkungen thermischer Belastung auf die Korrosionsbeständigkeit
Eine längere Einwirkung von Temperaturen im Bereich von 500 bis 800 °C verschlechtert die Korrosionsbeständigkeit beider Legierungen durch die Ausscheidung von Karbiden und intermetallischen Verbindungen an den Korngrenzen. Dadurch entstehen an die Ausscheidungen angrenzende Zonen mit Chrom- und Molybdänmangel, die zu bevorzugten Korrosionsstellen werden.
Der sehr niedrige Kohlenstoffgehalt in beiden Legierungen (max. 0,0101 % nach TP3T) verzögert die Sensibilisierung im Vergleich zu älteren Legierungszusammensetzungen erheblich, verhindert sie jedoch bei langen Einwirkzeiten nicht vollständig. Für Anlagen, die Temperaturwechsel im Sensibilisierungsbereich durchlaufen, ist der Lösungsglühschritt nach dem Schweißen oder der Fertigung unverzichtbar.
Wie groß ist der Preisunterschied zwischen C276 und C22, und wann lohnt sich die Aufrüstung finanziell?
Die Materialkosten spielen bei technischen Entscheidungen stets eine wichtige Rolle, und der Preisunterschied zwischen C276 und C22 ist groß genug, um sich spürbar auf die Projektbudgets auszuwirken.
Übersicht über Preisvergleiche
Die genauen Preise variieren je nach Marktbedingungen, Produktform und Auftragsvolumen. Stand erstes Halbjahr 2026 liegen die auf dem Markt beobachteten typischen Werkspreise für Standardbleche in folgenden Bereichen:
| Legierung | Ungefähre Preisspanne (USD/kg) | Relativer Kostenindex |
|---|---|---|
| 316L-Edelstahl | $4 – $6 | 1.0× |
| Duplex 2205 | $8 – $12 | 2.0× |
| Hastelloy C276 | $38 – $55 | ~8× |
| Hastelloy C22 | $45 – $65 | ~10× |
| Inconel 625 | $42 – $60 | ~9× |
C22 weist bei gleichwertigen Produktformen in der Regel einen Aufschlag von 15–251 TP3T gegenüber C276 auf. Dieser Aufschlag spiegelt den höheren Chromgehalt sowie die strengeren Produktionskontrollen wider, die mit der Einhaltung des engeren Zusammensetzungsbereichs verbunden sind.
Analyse der Gesamtbetriebskosten (Total Cost of Ownership)
Bei allen Anwendungen, bei denen ein vorzeitiger Ausfall eine Prozessunterbrechung, den Austausch von Anlagen und möglicherweise Umweltsanierungsmaßnahmen erforderlich machen würde, stellen die Materialkosten nur einen Teil der Gesamtbetriebskosten dar.
Betrachten wir einen hypothetischen Fall mit einer Absorberauskleidung:
- Kosten für die C276-Auskleidung: 1.450.000 TP (installiert)
- Erwartete Lebensdauer im Einsatz in einer Mischsäure-Rauchgasentschwefelungsanlage: 8 Jahre
- Kosten für C22-Auskleidung: 1.462.000 TP (installiert)
- Erwartete Lebensdauer basierend auf Praxiserfahrungen: 20 Jahre.
Jährliche Kosten für die C276-Auskleidung: $62.500/Jahr
Jährliche Kosten für die C22-Auskleidung: $31.000/Jahr.
In diesem Szenario amortisieren sich die höheren Anschaffungskosten von C22 bereits innerhalb des ersten Inspektionszyklus und betragen über die gesamte Lebensdauer der Anlage nur etwa die Hälfte der annualisierten Kosten. Diese Art der Lebenszykluskostenanalyse ist in der chemischen Prozessindustrie gängige Praxis und spricht bei Oxidations- oder Mischsäureanwendungen fast ausnahmslos für C22.
Wie schneiden C276 und C22 im Vergleich zu anderen Nickellegierungen auf dem Markt ab?
Betrachtet man diese beiden Legierungen im größeren Kontext des Marktes für korrosionsbeständige Legierungen, können Ingenieure besser einschätzen, wann eine Alternative möglicherweise besser geeignet ist.
Erweiterte Vergleichstabelle
| Legierung | Ni (%) | Cr (%) | Mo (%) | Zentrale Stärke | Wesentliche Einschränkung | Typische Kosten im Vergleich zu C276 |
|---|---|---|---|---|---|---|
| C276 (N10276) | ~57 | 15.5 | 16 | Reduzierende Säuren, HCl | Oxidierende Umgebungen | Basislinie |
| C22 (N06022) | ~56 | 21 | 13.5 | Mischsäure/oxidierende Säure | Etwas höhere Kosten | +15-25% |
| C2000 (N06200) | ~59 | 23 | 16 | Breitband | Kosten, Verfügbarkeit | +30-40% |
| Inconel 625 (N06625) | ~62 | 22 | 9 | Meerwasser, mechanisch | Umgebungen mit reinen Säuren | Ähnlich |
| Monel 400 (N04400) | ~67 | - | - | HF, Meerwasser | Oxidierende Säuren | -40% |
| Legierung 59 (N06059) | ~59 | 23 | 16 | Breites Wirkungsspektrum, rein | Kosten, Verfügbarkeit | +25-35% |
| EDELSTAHL 316L | ~11 | 17 | 2.2 | Allgemeines, Kosten | Chlorid, starke Säuren | -80% |
C2000 und Alloy 59 werden in besonders aggressiven Mischumgebungen manchmal als überlegene Alternativen zu C276 und C22 angepriesen. Allerdings ist ihre Verfügbarkeit deutlich eingeschränkter, die Lieferzeiten sind länger, und der Leistungsvorteil gegenüber C22 rechtfertigt in den meisten praktischen Anwendungen nicht den zusätzlichen Preisaufschlag.
Welche Spezifikationen und Normen gelten für beide Legierungen?
Um diese Materialien korrekt zu spezifizieren, muss man mit zahlreichen, sich überschneidenden Normen verschiedener Gremien vertraut sein.
Übersicht über die geltenden Normen
| Standardgehäuse | C276-Bezeichnung | Bezeichnung C22 | Umfang |
|---|---|---|---|
| ASTM B575 | UNS N10276 | UNS N06022 | Platte, Blech, Band |
| ASTM B574 | UNS N10276 | UNS N06022 | Stange, Stab |
| ASTM B622 | UNS N10276 | UNS N06022 | Nahtlose Rohre und Schläuche |
| ASTM B619 | UNS N10276 | UNS N06022 | Geschweißtes Rohr |
| ASTM B626 | UNS N10276 | UNS N06022 | Geschweißtes Rohr |
| ASTM B366 | WPHC276 | WPHC22 | Rohrverbindungsstücke |
| ASME SB-575 | N10276 | N06022 | Druckbehälterplatte |
| ASME SB-574 | N10276 | N06022 | Druckbehälter-Stange |
| DIN/EN | 2.4819 | 2.4602 | Europäische Bezeichnung |
| NACE MR0175 | konform | konform | Mieser Service |
Die ASME-Normen für Druckbehälter beziehen sich auf diese Legierungen über die Normen der SB-Reihe, die im Wesentlichen mit den entsprechenden Dokumenten der ASTM B-Reihe identisch sind, jedoch die ASME-Zulassung für die Bauausführung gemäß den ASME-Normen tragen. Bei der Spezifizierung von Druckbehältern gemäß ASME Abschnitt VIII, Abteilung 1 sind die SB-Bezeichnungen vorgeschrieben.
Häufig gestellte Fragen: Wichtige Fragen zum Vergleich zwischen Hastelloy C276 und C22
1: Kann ich in einer FGD-Anwendung C22 durch C276 ersetzen, um Kosten zu sparen?
Kurze Antwort: Der Austausch von C22 durch C276 in FGD-Absorbern ist technisch nicht empfehlenswert und führt wahrscheinlich zu einer deutlich verkürzten Lebensdauer der Anlagen. Praxisdaten aus Rauchgasentschwefelungsanlagen zeigen durchweg, dass C22 in der für Nasswäscher typischen gemischten oxidierend-reduzierenden Umgebung eine bessere Leistung erbringt als C276. Die Wäscherschlämme enthält Chloridionen in erhöhten Konzentrationen, verdünnte Schwefelsäure und periodisch auftretende oxidierende Bedingungen durch das Rauchgas. Der geringere Chromgehalt von C276 bedeutet, dass es unter diesen Bedingungen keinen ebenso stabilen Passivfilm aufrechterhalten kann. Studien aus in Betrieb befindlichen Rauchgasentschwefelungsanlagen in Deutschland und den Vereinigten Staaten dokumentierten Ausfälle von C276-Auskleidungen innerhalb von 5 bis 8 Jahren, während C22-Auskleidungen unter vergleichbaren Betriebsbedingungen mehr als 20 Jahre ohne nennenswerten Metallverlust überstanden. Die Materialkosteneinsparungen durch die Wahl von C276 werden in der Regel bereits durch die erste ungeplante Abschaltung aufgezehrt, und die Lebenszykluskosten von C276 im REA-Einsatz sind wesentlich höher als die von C22. Jede Wertanalyse für REA-Projekte sollte die gesamten Lebenszykluskosten bewerten, nicht nur die anfänglichen Materialkosten.
2: Ist Hastelloy C22 immer besser als C276?
Nein. C22 ist C276 nicht in jeder Hinsicht überlegen. Die richtige Antwort hängt ganz vom korrosiven Medium ab. C276 bietet einen deutlichen Vorteil in stark reduzierenden Umgebungen wie konzentrierter Salzsäure, schwefelwasserstoffhaltigen Strömen und bestimmten Schwefelsäurekonzentrationen. Der Vorteil von C22 liegt insbesondere in oxidierenden und gemischten Säureumgebungen, in denen sein höherer Chromgehalt genutzt werden kann. In rein reduzierenden Säureumgebungen wie HCl-Strippkolonnen oder H₂S-Verarbeitungsanlagen bringt die Wahl von C22 anstelle von C276 nur minimale Vorteile, erhöht jedoch die Materialkosten um 15 bis 251 TP3T. Die Entscheidung zur Legierungsauswahl sollte stets mit einer detaillierten Charakterisierung des korrosiven Mediums beginnen, einschließlich der Frage, ob es primär oxidierend oder reduzierend ist, des Temperaturbereichs, der Halogenidionenkonzentration und der Frage, ob während der Reinigung oder bei Prozessstörungen zeitweise oxidierende Bedingungen auftreten. Wir empfehlen, vor der Festlegung der Spezifikationen ein Korrosionsgutachten von einem qualifizierten Werkstoffingenieur einzuholen.
3: Was ist die maximale Betriebstemperatur für C276 und C22?
Sowohl C276 als auch C22 sind im Allgemeinen auf den Einsatz in korrosiven Umgebungen unterhalb von etwa 1000 °C beschränkt, wobei die praktischen mechanischen Grenzen bei dauerhafter Belastung bei etwa 550 °C liegen. Die ASME-Norm für Druckbehälter gibt die zulässigen Spannungen für beide Legierungen bei Temperaturen bis zu etwa 538 °C (1000 °F) an. Oberhalb dieses Bereichs beginnen die Legierungen an Festigkeit zu verlieren, und zwar in einem Maße, das eine konservative Erhöhung der Wandstärke erforderlich macht, wodurch alternative Werkstoffe kostengünstiger sein können. Aus korrosionstechnischer Sicht weisen beide Legierungen in oxidierenden und reduzierenden Atmosphären bei erhöhten Temperaturen ein gutes Verhalten auf, obwohl beide oberhalb von 600 °C dünne Oxidschichten bilden. Für Anwendungen über 700 °C in oxidierenden Atmosphären sind Legierungen mit höherem Aluminium- oder Siliziumgehalt, die die Bildung von Aluminiumoxid- oder Siliziumdioxidschichten begünstigen, in der Regel besser geeignet. Keine der beiden Legierungen sollte über längere Zeiträume im Sensibilisierungsbereich (500 bis 900 °C) eingesetzt werden, ohne dass nach der Fertigung ein Vollglühen durchgeführt wird.
4: Wie verhalten sich C276 und C22 in Meerwasser und in marinen Umgebungen?
Beide Legierungen weisen eine hervorragende Beständigkeit gegen Meerwasserkorrosion auf und zählen zu den besten im Handel erhältlichen Legierungen für den Einsatz im maritimen Bereich. Mit ihren hohen PREN-Werten (ca. 72) liegen sie deutlich über dem Schwellenwert, der erforderlich ist, um Loch- und Spaltkorrosion in Meerwasser bei Umgebungstemperatur zu verhindern. Keine der beiden Legierungen hat bei normalen maritimen Betriebstemperaturen eine Anfälligkeit für chloridinduzierte Spannungsrisskorrosion in Meerwasser gezeigt. Bei Tiefseeanwendungen oder unter Bedingungen mit hoher Meerwasserströmungsgeschwindigkeit sind beide Legierungen im Wesentlichen immun gegen Erosionskorrosion bei Strömungsgeschwindigkeiten, die deutlich über denen liegen, die von Kupferlegierungen oder Standard-Edelstählen toleriert werden. Die Wahl zwischen C276 und C22 für eine Meerwasseranwendung fällt in der Regel auf die Legierung, die leichter verfügbar oder kostengünstiger ist, da die Leistungsunterschiede in sauberem Meerwasser vernachlässigbar sind. Wenn der Einsatz im Meerwasser jedoch oxidierende Biozide (wie Chlorung) beinhaltet, kann der höhere Chromgehalt von C22 einen geringfügigen zusätzlichen Schutz bieten.
5: Welches Schweißzusatzmaterial sollte beim Schweißen von C276 an C22 verwendet werden?
Beim Schweißen von C276-Grundwerkstoff an C22-Grundwerkstoff wird als Schweißzusatzwerkstoff ERNiCrMo-10 (der auf C22 abgestimmte Schweißzusatz) empfohlen. Diese Empfehlung stammt direkt von Haynes International und steht im Einklang mit den allgemeinen metallurgischen Grundsätzen für das Schweißen von Verbindungen aus unterschiedlichen Nickellegierungen. Der Grund dafür ist, dass der höhere Chromgehalt des C22-Schweißzusatzes im Vergleich zum C276-Schweißzusatz (ERNiCrMo-4) eine bessere Korrosionsbeständigkeit im Schweißgut und in der Wärmeeinflusszone gewährleistet. Da die Schweißzone oft der Bereich ist, der am anfälligsten für Korrosionsangriffe ist, ist die Umstellung auf das korrosionsbeständigere Schweißzusatzmaterial eine bewährte technische Praxis. Wenn die Verbindung ausschließlich stark reduzierenden Bedingungen ausgesetzt ist, könnte ERNiCrMo-4 in Betracht gezogen werden, aber in gemischten oder unsicheren Umgebungen ist ERNiCrMo-10 die sicherere Wahl. Eine Nachbehandlung der Schweißnahtoberfläche durch Beizen oder Elektropolieren wird empfohlen, um den Passivfilm wiederherzustellen und die Schweißverfärbung zu entfernen.
6: Entsprechen C276 und C22 der Norm NACE MR0175 für den Einsatz in sauren Umgebungen?
Ja, sowohl Hastelloy C276 als auch C22 entsprechen den Anforderungen der Norm NACE MR0175 / ISO 15156 für den Einsatz in Anlagen mit saurem Öl und Gas, sofern die Anforderungen an die Härte und die Wärmebehandlung erfüllt sind. NACE MR0175 gilt für Werkstoffe, die in H₂S-haltigen Umgebungen bei der Öl- und Gasförderung eingesetzt werden. Beide Legierungen erfüllen im lösungsgeglühten Zustand die Härteanforderungen (maximal 40 HRC) und haben sich bei den in Produktionsumgebungen typischerweise auftretenden H₂S-Partialdrücken als beständig gegen sulfidinduzierte Spannungsrisse (SSC) und wasserstoffinduzierte Risse (HIC) erwiesen. C276 wird historisch gesehen häufiger für den Einsatz in sauren Umgebungen spezifiziert, da sein höherer Molybdängehalt eine überlegene Beständigkeit gegen reduzierende Säuren bietet, was in Bohrloch- und Untergrundumgebungen relevant ist, in denen HCl und H₂S nebeneinander vorkommen. C22 ist jedoch ebenfalls vollständig konform und kann in Bohrlöchern mit zusätzlichen oxidierenden Stoffen bevorzugt werden. Überprüfen Sie stets die geltende Ausgabe der NACE/ISO-Norm und die spezifischen Umgebungsbedingungen Ihrer Anwendung.
7: Wie groß ist der Unterschied bei den Lieferzeiten zwischen C276 und C22 bei Lieferanten, die ab Lager liefern?
C22 ist weltweit häufiger vorrätig und hat bei den meisten Produktformen in der Regel kürzere Lieferzeiten als C22. C276 ist eine der im Handel am häufigsten vorkommenden Nickellegierungen in der Kategorie der korrosionsbeständigen Werkstoffe, was bedeutet, dass sie von den meisten Fachhändlern für Speziallegierungen in Standardproduktformen wie Platten, Bleche, Stangen und Rohren vorrätig gehalten wird. C22 hat ein geringeres Gesamtmarktvolumen und wird seltener als Spekulationsbestand vorrätig gehalten, was zu Lieferzeiten von 12 bis 24 Wochen für die werkseitige Fertigung von Sonderabmessungen führen kann, verglichen mit 4 bis 8 Wochen für Standard-C276 ab Lager. Bei großen Projektmengen erfordern beide Legierungen in der Regel Werksbestellungen mit ähnlichen Lieferzeiten. Bei MWalloys halten wir strategische Lagerbestände sowohl von C276 als auch von C22 in den am häufigsten nachgefragten Produktformen vor, um dringende Projektanforderungen zu erfüllen. Wir empfehlen, sich frühzeitig im Projektplanungszyklus an unser Vertriebsteam zu wenden, um die Verfügbarkeit für Ihre spezifischen Abmessungen und Mengen zu bestätigen.
8: Kann C22 in bestehenden Anlagen als direkter Ersatz für C276 verwendet werden?
In den meisten Fällen kann C22 ohne konstruktive Änderungen als direkter Ersatz für C276 verwendet werden, da beide Legierungen ähnliche mechanische Eigenschaften aufweisen und denselben ASTM- und ASME-Normen unterliegen. Die chemische Zusammensetzung weicht zwar ab, fällt jedoch unter eng verwandte Spezifikationsrahmen, die in den meisten Konstruktionsnormen eine Austauschbarkeit zulassen. Die Nennwerte der mechanischen Eigenschaften von C22 liegen etwas unter denen von C276 (geringere Zug- und Streckgrenze), was bedeutet, dass bei einer bestehenden Konstruktion, bei der die mechanischen Eigenschaften von C276 an ihren minimalen Spezifikationswerten verwendet wurden, eine strenge Nachprüfung der Berechnung gemäß den Normen unter Verwendung der zulässigen Spannungen von C22 durchgeführt werden sollte. In der Praxis verfügen die meisten in C276 konstruierten chemischen Prozessanlagen über ausreichende Sicherheitsmargen, die die Eigenschaften von C22 berücksichtigen, ohne dass Änderungen der Wanddicke erforderlich sind. Die Maßkompatibilität ist vollständig gegeben, da beide Legierungen nach denselben Produktformstandards hergestellt werden. Holen Sie vor dem Austausch in zertifizierten Druckgeräten stets die Bestätigung gemäß der geltenden Konstruktionsnorm (ASME, EN usw.) und von einem qualifizierten Druckbehälteringenieur ein.
9: Wie verhalten sich C276 und C22 beim Elektropolieren und bei der Oberflächenbearbeitung?
Beide Legierungen lassen sich gut elektropolieren und ermöglichen sehr glatte Oberflächen (Ra unter 0,5 µm), wie sie für Anwendungen in der Pharma- und Lebensmittelindustrie erforderlich sind. Das Elektropolieren von Nickel-Chrom-Molybdän-Legierungen erfolgt in der Regel in einem Elektrolytbad aus Phosphor- und Schwefelsäure. Das Verfahren entfernt vorrangig mikroskopische Oberflächenunregelmäßigkeiten und reichert den Passivfilm mit Chromoxid an, wodurch die Korrosionsbeständigkeit verbessert wird. C22 reagiert hinsichtlich der Qualität des resultierenden Passivfilms möglicherweise etwas günstiger auf das Elektropolieren, da sein höherer Chromgehalt mehr Material für die Anreicherung an der Oberfläche bereitstellt. Für pharmazeutische Anwendungen, bei denen die Oberflächenbeschaffenheitsspezifikationen nach USP oder ASME BPE erfüllt werden müssen, wird C22 zunehmend für Mehrproduktreaktoren und Prozessbehälter bevorzugt, da es auch den aggressiven CIP- (Clean-in-Place) und SIP- (Steam-in-Place) Reinigungsprotokollen standhält, bei denen oxidierende Desinfektionsmittel zum Einsatz kommen. Beide Legierungen können vor dem Elektropolieren mechanisch poliert werden, um spiegelglatte Oberflächen zu erzielen, die die Spezifikationen Ra ≤ 0,25 µm erfüllen.
10: Welche Prüfungen sollten bei Wareneingang durchgeführt werden, um die Identität und Qualität der Legierung zu überprüfen?
Die Materialprüfung bei Erhalt sollte eine PMI (Positive Material Identification) sowie die Überprüfung der Herstellerzertifikate umfassen und kann bei kritischen Anwendungen ergänzende Korrosionsprüfungen beinhalten. Eine Materialprüfung mittels Röntgenfluoreszenz (XRF) oder optischer Emissionsspektrometrie (OES) kann die Zusammensetzung der Hauptelemente bestätigen und C276 von C22 unterscheiden. Die XRF-Methode ist in der Regel genau genug, um die beiden Legierungen anhand ihrer deutlich unterschiedlichen Chrom- und Molybdängehalt zu unterscheiden. Das Werkszertifikat (EN 10204 Typ 3.1 oder 3.2) sollte überprüft werden, um die Konformität mit der geltenden ASTM/ASME-Norm, die Rückverfolgbarkeit der Schmelznummer, die chemische Zusammensetzung, die mechanischen Eigenschaften und alle erforderlichen Zusatzprüfungen zu bestätigen. Bei kritischen Druckgeräten oder korrosionsempfindlichen Anwendungen können ergänzende Prüfungen interkristalline Korrosionsprüfungen gemäß ASTM A262 Praxis C oder G28 Methode A (Strauss-Test oder Eisensulfat-Test), Härteprüfungen und Maßprüfungen umfassen. Bei MWalloys werden alle gelieferten Werkstoffe mit vollständigen Werkszertifikaten geliefert, und wir bieten Inspektionsdienstleistungen durch unabhängige Dritte für kritische Projektanforderungen an.
Fazit: Die richtige Wahl zwischen C276 und C22 treffen
Nach einer Prüfung der Zusammensetzung, der Korrosionsdaten, der mechanischen Eigenschaften, der Verarbeitungsmerkmale, der industriellen Anwendungsbereiche und der Kostenstruktur beider Legierungen ergibt sich ein klares Auswahlkriterium:
Wählen Sie C22, wenn:
- Die Einsatzumgebung enthält oxidierende Säuren (Salpetersäure, Eisen(III)-chlorid, Chromsäure).
- Bei diesem Verfahren herrschen gemischte Säurebedingungen vor, bei denen sowohl oxidierende als auch reduzierende Spezies vorhanden sind.
- Zu den Anwendungsbereichen zählen die Rauchgasentschwefelung, die pharmazeutische Verarbeitung, Bleichanlagen in Zellstofffabriken sowie die Entsorgung von nuklearen Abfällen.
- Im Vordergrund stehen eine lange Lebensdauer und möglichst wenige Wartungsstillstände.
- Es ist eine Beständigkeit gegen Spaltkorrosion in aggressiven Chloridlösungen bei erhöhten Temperaturen erforderlich.
Wählen Sie C276, wenn:
- Die Betriebsumgebung ist überwiegend reduzierend (HCl, H₂SO₄ unterhalb einer Konzentration von 70%, H₂S).
- Der Auftrag umfasst Dienstleistungen im Bereich saures Öl und Gas gemäß NACE MR0175.
- Die Haushaltszwänge sind real, und die Analyse des Dienstleistungsumfelds bestätigt die sich verschlechternden Rahmenbedingungen.
- Eine schnelle Materialverfügbarkeit ab Lager ist für den Projektzeitplan von entscheidender Bedeutung.
Nach unserer Erfahrung bei MWalloys ist der häufigste Fehler bei der Legierungsauswahl, dass standardmäßig C276 gewählt wird, ohne gründlich zu prüfen, ob die Umgebung oxidierende Eigenschaften aufweist. Der Mehrpreis von 15 bis 251 TP3T für C22 macht sich häufig um ein Vielfaches durch eine verlängerte Lebensdauer, geringere Wartungskosten und vermiedene ungeplante Stillstände bezahlt.
Wir empfehlen Ingenieuren und Fachleuten aus dem Beschaffungswesen, sich für anwendungsspezifische Empfehlungen an unser technisches Team zu wenden. Unsere Werkstoffingenieure verfügen über Erfahrung in den Bereichen chemische Verarbeitung, Energie, Offshore, Pharmazie und Umwelttechnik und können Ihnen formelle Berichte zur Werkstoffauswahl sowie Schätzungen der Korrosionsrate für Ihre spezifischen Prozessbedingungen erstellen.
Sind Sie bereit, Hastelloy C276 oder C22 zu beziehen?
MWalloys liefert sowohl Hastelloy C276 als auch C22 in Form von Platten, Blechen, Stangen, Rohren, Rohrformstücken und Flanschen mit lückenloser Rückverfolgbarkeit und Werkszertifikaten. Wir bieten:
- Schnelle Angebote zu wettbewerbsfähigen Preisen
- Lagerware für dringende Bestellungen
- Technische Beratung durch erfahrene Werkstoffingenieure
- Direktbezug ab Werk bei Großaufträgen
- Koordination von Inspektionen durch Dritte
Wenden Sie sich noch heute an unser technisches Vertriebsteam um ein Angebot anzufordern oder Ihre spezifischen Anwendungsanforderungen zu besprechen. Senden Sie uns eine Anfrage über unsere Website oder wenden Sie sich direkt an unseren technischen Support.
Geprüfte und maßgebliche Quellen
Die technischen Inhalte dieses Artikels basieren auf Informationen aus den folgenden begutachteten, branchenüblichen und vom Hersteller veröffentlichten Quellen:
- Haynes International – Technische Broschüre zur Legierung Hastelloy C-276 (H-2002E) und Technische Broschüre zur Legierung Hastelloy C-22 (H-2019C). Verfügbar unter: haynesintl.com
- ASTM International – ASTM B575: Norm für kohlenstoffarmes Nickel-Molybdän-Chrom, kohlenstoffarmen Nickel-Chrom-Molybdän-, kohlenstoffarmen Nickel-Chrom-Molybdän-Kupfer- und kohlenstoffarmen Nickel-Chrom-Molybdän-Wolfram-Legierungsplatten, -bleche und -bänder.
- ASME-Norm für Kessel und Druckbehälter, Abschnitt II, Teil D – Werkstoffeigenschaften (Zulässige Spannungen für SB-574, SB-575, SB-622).
- NACE International (jetzt AMPP) – NACE MR0175 / ISO 15156: Erdöl- und Erdgasindustrie – Werkstoffe für den Einsatz in H₂S-haltigen Umgebungen bei der Öl- und Gasförderung.
- ASM-Handbuch, Band 13B – Korrosion: Werkstoffe. ASM International. ISBN 978-0-87170-707-9.
- Rebak, R.B., Crook, P. (2000) – "Verbesserte Beständigkeit von Nickellegierungen gegen Lochfraß und Spaltkorrosion in aggressiven Umgebungen." NACE Corrosion 2000, Beitrag Nr. 00228.
- Crook, P., Silence, W.L. (1994) – "Korrosionsbeständige Hastelloy-Legierungen – Grundlagen und Praxis." Technischer Bericht von Haynes International.
- Veröffentlichung Nr. 17 der Europäischen Korrosionsföderation (EFC) – "Korrosionsbeständige Legierungen für die Öl- und Gasförderung."
- Metallhandbuch, 9. Auflage, Band 3 – Eigenschaften und Auswahl: Edelstähle, Werkzeugstoffe und Spezialmetalle. ASM International.
- ISO 15156-3:2020 – Erdöl- und Erdgasindustrie – Werkstoffe für den Einsatz in H₂S-haltigen Umgebungen bei der Erdöl- und Erdgasförderung – Teil 3: Rissbeständige CRAs und andere Legierungen.
- Kirchheiner, R., Wahl, V. (2006) – "Hastelloy C-276 und C-22: Ein Leistungsvergleich in aggressiven industriellen Umgebungen." „Materials and Corrosion“, Band 57.
- ASTM G48 – Standard-Prüfverfahren zur Bestimmung der Lochfraß- und Spaltkorrosionsbeständigkeit von rostfreien Stählen und verwandten Legierungen unter Verwendung einer Eisenchloridlösung.
