Hastelloy C276 and C22 are both nickel-chromium-molybdenum superalloys engineered for extreme corrosion resistance, but C22 outperforms C276 in oxidizing acid environments and mixed acid conditions, while C276 holds a practical edge in strongly reducing environments and cost-sensitive applications. After years of working directly with procurement engineers, chemical plant operators, and materials selection specialists at MWalloys, we have found that choosing between these two alloys is rarely straightforward. The decision depends on the specific corrosive media, operating temperature, fabrication requirements, and lifecycle cost considerations unique to each project.
What Are Hastelloy C276 and C22, and Why Do They Matter?
Hastelloy is a registered trademark of Haynes International. Both C276 and C22 belong to the C-family of nickel-chromium-molybdenum (Ni-Cr-Mo) alloys. This family was developed specifically to resist severe corrosion in chemical processing, pollution control, and industrial environments where standard stainless steels and even duplex stainless steels fall short.
A Brief History of the C-Family Alloys
The original Hastelloy C alloy was introduced in the 1930s. It was a high-performance material but suffered from a significant problem: sensitization in the heat-affected zones (HAZ) during welding, which led to intergranular corrosion. This flaw prompted the development of C276 in the 1960s, which reduced carbon and silicon content to minimize carbide precipitation during welding. C22 followed in the 1980s as a further refinement with higher chromium content and the addition of tungsten, specifically designed to address the performance gaps that C276 exhibited in oxidizing acid environments.
At MWalloys, we stock and supply both alloys across a broad range of product forms including plate, sheet, bar, pipe, tube, fittings, and flanges. Over the years, we have observed that most specification errors occur when engineers default to C276 out of familiarity without assessing whether C22 would provide meaningfully better service life in their specific application.
UNS and ASTM Designations
| Property | Hastelloy C276 | Hastelloy C22 |
|---|---|---|
| UNS Number | N10276 | N06022 |
| ASTM Standard (Plate/Sheet) | B575 | B575 |
| ASTM Standard (Bar) | B574 | B574 |
| ASTM Standard (Pipe) | B622 | B622 |
| ASTM Standard (Fittings) | B366 | B366 |
| Werkstoff Number | 2.4819 | 2.4602 |
| ISO Designation | NiMo16Cr15W | NiCr21Mo14W |
Understanding the correct designation is essential for procurement because some suppliers may cross-reference these alloys incorrectly, leading to substitution errors. Always verify both the UNS number and the applicable ASTM/ASME standard when ordering.
How Do the Chemical Compositions of C276 and C22 Differ?
The chemical composition is the fundamental driver of every performance characteristic that separates these two alloys. The differences are not dramatic in absolute percentage terms, but they produce significant real-world consequences.
Detailed Composition Table
| Element | Hastelloy C276 (wt%) | Hastelloy C22 (wt%) | Functional Role |
|---|---|---|---|
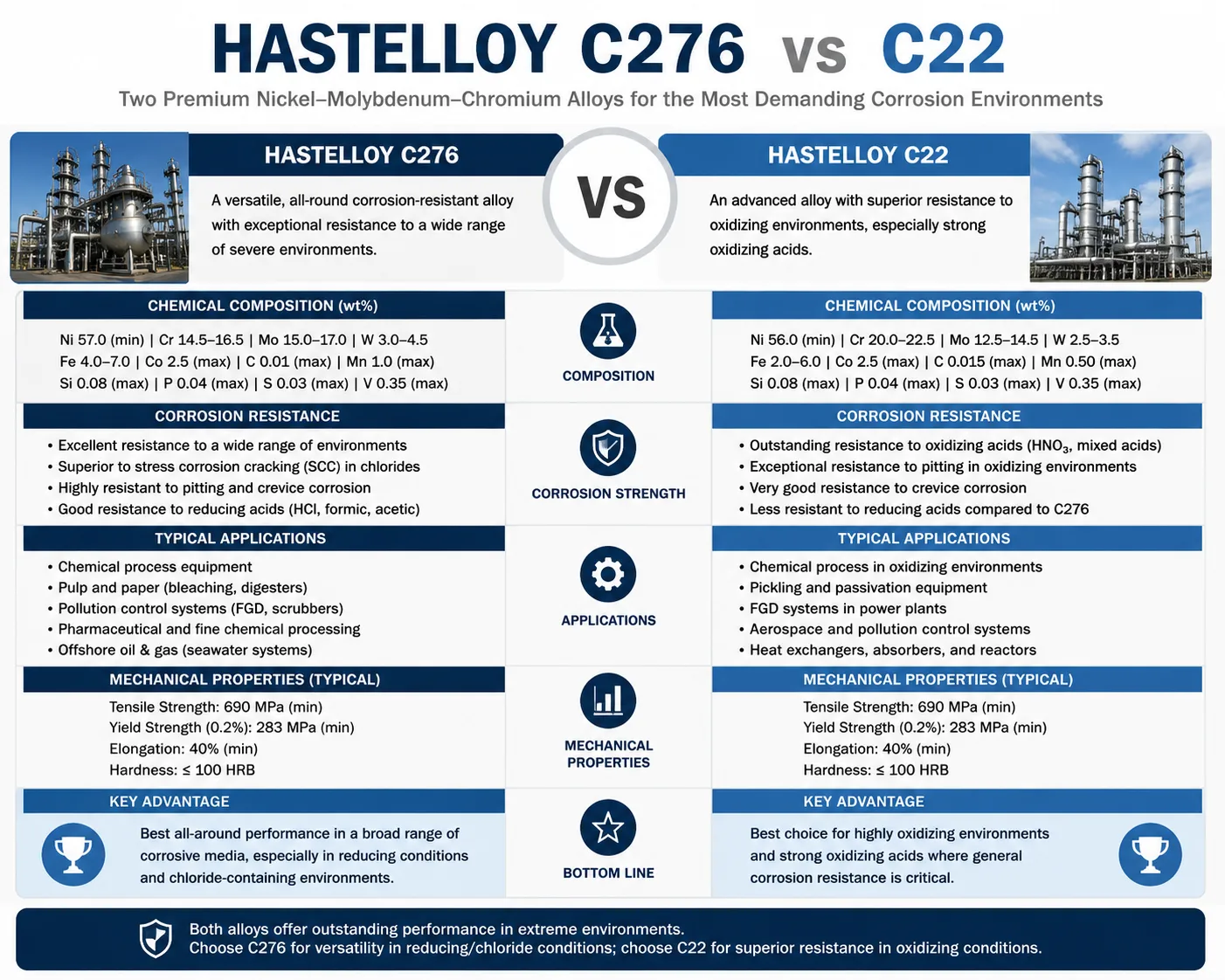
| Nickel (Ni) | Balance (~57%) | Balance (~56%) | Base matrix, general corrosion resistance |
| Chromium (Cr) | 14.5 – 16.5% | 20.0 – 22.5% | Oxidizing acid resistance, passive film stability |
| Molybdenum (Mo) | 15.0 – 17.0% | 12.5 – 14.5% | Reducing acid resistance, pitting resistance |
| Tungsten (W) | 3.0 – 4.5% | 2.5 – 3.5% | Enhanced pitting resistance in chloride environments |
| Iron (Fe) | 4.0 – 7.0% | 2.0 – 6.0% | Cost modifier, minor effect on corrosion |
| Cobalt (Co) | Max 2.5% | Max 2.5% | Residual element control |
| Carbon (C) | Max 0.010% | Max 0.010% | Minimized to prevent carbide sensitization |
| Silicon (Si) | Max 0.08% | Max 0.08% | Minimized to prevent silicide precipitation |
| Manganese (Mn) | Max 1.0% | Max 0.50% | Deoxidizer |
| Phosphorus (P) | Max 0.025% | Max 0.025% | Impurity control |
| Sulfur (S) | Max 0.010% | Max 0.010% | Impurity control |
| Vanadium (V) | Max 0.35% | – | Minor solid solution strengthener in C276 |
What the Composition Numbers Actually Mean in Practice
The most consequential compositional difference is the chromium content. C22 carries approximately 21% chromium compared to C276's 15.5% average. Chromium is the element responsible for forming a stable, self-repairing passive oxide film on the alloy surface. A higher chromium content means that C22 can maintain its protective layer under oxidizing conditions that would destabilize the thinner passive film on C276.
Conversely, C276 carries more molybdenum on average. Molybdenum strengthens resistance to reducing acids such as hydrochloric acid (HCl) and hydrogen sulfide (H₂S). It also contributes directly to pitting resistance by disrupting the electrochemical processes that initiate chloride-induced pits.
A useful shorthand that we use internally at MWalloys: think of chromium as the alloy's shield against oxidizing attack, and molybdenum as its defense against reducing acid dissolution. C22 has more shield; C276 has more of the reducing acid defense. Tungsten in both alloys contributes synergistically with molybdenum to chloride pitting resistance.
What Are the Mechanical and Physical Properties of Each Alloy?
Both alloys share similar mechanical performance envelopes because they have nearly equivalent nickel base matrices. However, the differences are worth noting for structural design applications.
Room Temperature Mechanical Properties
| Property | Hastelloy C276 | Hastelloy C22 | Test Standard |
|---|---|---|---|
| Ultimate Tensile Strength | 790 MPa (115 ksi) min | 690 MPa (100 ksi) min | ASTM E8 |
| Yield Strength (0.2% offset) | 355 MPa (52 ksi) min | 310 MPa (45 ksi) min | ASTM E8 |
| Elongation | 40% min | 45% min | ASTM E8 |
| Hardness (Rockwell B) | ~90 HRB | ~85 HRB | ASTM E18 |
| Modulus of Elasticity | 205 GPa (29.8 × 10⁶ psi) | 211 GPa (30.6 × 10⁶ psi) | – |
Physical Properties Comparison
| Physical Property | Hastelloy C276 | Hastelloy C22 |
|---|---|---|
| Density | 8.89 g/cm³ | 8.69 g/cm³ |
| Melting Range | 1325 – 1370°C (2415 – 2500°F) | 1357 – 1399°C (2475 – 2550°F) |
| Thermal Conductivity at 100°C | 10.2 W/m·K | 10.1 W/m·K |
| Coefficient of Thermal Expansion | 11.2 µm/m·°C (21 – 93°C) | 12.7 µm/m·°C (21 – 93°C) |
| Electrical Resistivity | 1.30 µΩ·m | 1.14 µΩ·m |
| Specific Heat | 427 J/kg·K | 414 J/kg·K |
C276 is marginally stronger at room temperature with higher tensile and yield strength, which can matter in pressure vessel design where wall thickness calculations are directly tied to allowable stress values per ASME Section II, Part D. C22 has a slightly higher melting range and lower density, making it marginally preferable in high-temperature applications where weight matters.
At elevated service temperatures (above 500°C), both alloys begin to lose mechanical strength at similar rates, though neither is generally specified as a primary high-temperature structural alloy. For temperatures above 600°C, nickel alloys from the 625 or 718 families typically offer better creep resistance.

How Does Corrosion Resistance Compare Across Different Environments?
This is the central question for most engineers and procurement professionals. The answer depends heavily on the specific corrosive medium, concentration, temperature, and whether the environment is oxidizing or reducing in nature.
Performance in Oxidizing Acids
Oxidizing acids include nitric acid (HNO₃), mixtures of nitric and hydrofluoric acid, chromic acid, and strongly oxidizing halide solutions.
C22 significantly outperforms C276 in oxidizing acids. The higher chromium content in C22 allows it to maintain a more robust passive film under oxidizing conditions. Corrosion rate data from independent testing consistently shows C22 exhibiting lower mass loss rates in boiling nitric acid solutions.
| Test Condition | C276 Corrosion Rate | C22 Corrosion Rate |
|---|---|---|
| 65% HNO₃, boiling | 19.1 mils/year | 2.1 mils/year |
| 10% HNO₃ + 2% HF, 50°C | 35.4 mils/year | 8.7 mils/year |
| Ferric chloride (10%), 50°C | 4.2 mils/year | 1.1 mils/year |
| Chromic acid (30%), RT | 6.0 mils/year | 2.4 mils/year |
Note: Corrosion rates are approximate values compiled from multiple published sources including Haynes International technical bulletins and peer-reviewed corrosion studies. Actual values will vary based on exact test conditions.
These figures are striking. In 65% boiling nitric acid, C276 corrodes at nearly ten times the rate of C22. For engineers specifying materials for nitric acid production, pickling operations, or nuclear fuel reprocessing, C22 is the clear choice.
Performance in Reducing Acids
Reducing acids include hydrochloric acid (HCl), sulfuric acid (H₂SO₄) below certain concentrations, and phosphoric acid (H₃PO₄).
C276 performs comparably or slightly better than C22 in many reducing acid environments, primarily because of its higher molybdenum content. However, the difference is often smaller than engineers expect.
| Test Condition | C276 Corrosion Rate | C22 Corrosion Rate |
|---|---|---|
| 10% HCl, 70°C | 5.8 mils/year | 7.3 mils/year |
| 20% H₂SO₄, boiling | 9.5 mils/year | 11.2 mils/year |
| 10% H₃PO₄, boiling | 2.1 mils/year | 2.4 mils/year |
| 37% HCl, RT | 14.2 mils/year | 16.8 mils/year |
The advantage for C276 in reducing acids is real but modest. In some mixed acid environments where both oxidizing and reducing species are present simultaneously, C22 can actually outperform C276 because the oxidizing component helps stabilize the passive film that C22's higher chromium content can maintain.
Performance in Mixed Acid and Contaminated Process Streams
This is where the alloy selection decision becomes most nuanced. Real industrial processes rarely involve pure acids in controlled concentrations. Flue gas desulfurization (FGD) scrubbers, for example, contain a mixture of chloride ions, sulfuric acid, and occasional oxidizing compounds. Chemical reactors may see alternating oxidizing and reducing conditions during different process phases.
In these mixed environments, C22 generally shows an advantage because its higher chromium content provides a more stable baseline passive film that can withstand the fluctuating nature of the corrosive medium. We have seen multiple cases at MWalloys where equipment initially specified in C276 was upgraded to C22 after the first inspection cycle revealed unexpected wall thinning rates in mixed acid service.
Chloride Stress Corrosion Cracking Resistance
Both C276 and C22 offer excellent resistance to chloride-induced stress corrosion cracking (SCC), which is a critical failure mode for austenitic stainless steels like 316L in chloride-rich environments. Nickel content above 40% in both alloys provides the fundamental SCC resistance mechanism.
Neither alloy has been shown to be susceptible to chloride SCC under typical service conditions below 300°C. Above this temperature, stress-corrosion testing should be conducted for specific process conditions before specifying either alloy.
Which Alloy Performs Better in Pitting and Crevice Corrosion Tests?
Pitting and crevice corrosion are localized forms of attack that can cause catastrophic failures even when the bulk corrosion rate appears acceptable. The standard metric for ranking alloy resistance to these failure modes is the Pitting Resistance Equivalent Number (PREN).
PREN Calculation and Comparison
The most widely used PREN formula for nickel alloys is:
PREN = %Cr + 3.3 × (%Mo + 0.5 × %W) + 16 × %N
| Alloy | Cr (%) | Mo (%) | W (%) | PREN (approx.) |
|---|---|---|---|---|
| Hastelloy C276 | 15.5 | 16.0 | 3.75 | ~72 |
| Hastelloy C22 | 21.0 | 13.5 | 3.0 | ~72 |
| 316L Stainless | 17.0 | 2.2 | – | ~24 |
| 904L Stainless | 21.0 | 4.5 | – | ~36 |
| Inconel 625 | 22.0 | 9.0 | – | ~52 |
The PREN values for C276 and C22 are nearly identical, which is mathematically interesting given their different compositions. The higher molybdenum in C276 and the higher chromium in C22 largely offset each other in the PREN calculation. This mathematical equivalence is deceptive in practice because PREN does not account for the stability of the passive film under varying electrochemical conditions.
Critical Pitting Temperature (CPT) Testing
Critical pitting temperature tests conducted in ASTM G48 ferric chloride solution reveal more meaningful distinctions:
| Test | C276 CPT | C22 CPT |
|---|---|---|
| ASTM G48 Method C (6% FeCl₃) | >85°C | >85°C |
| ASTM G48 Method D (Crevice) | 72 – 80°C | 80 – 90°C |
| Synthetic seawater, potentiostatic | 95°C | 102°C |
C22 shows a measurable advantage in crevice corrosion temperature, which matters in applications involving gasketed flanges, tube-to-tubesheet joints, and other geometry-induced crevice conditions. This advantage is attributed to the higher chromium content enabling a more stable passive film that resists the localized pH drop within a crevice geometry.
How Do C276 and C22 Compare in Weldability and Fabrication?
For many applications, fabrication characteristics are just as important as base metal corrosion properties because the heat-affected zone (HAZ) and weld metal can become preferential corrosion sites if not properly controlled.
Welding Characteristics
Both alloys were specifically formulated with very low carbon (max 0.010%) and silicon (max 0.08%) to minimize carbide and silicide precipitation in the HAZ during welding. This makes both alloys substantially more weldable than the original Hastelloy C, which suffered from severe sensitization issues.
| Welding Parameter | C276 | C22 |
|---|---|---|
| Matching filler metal (GMAW/GTAW) | ERNiCrMo-4 (AWS) | ERNiCrMo-10 (AWS) |
| Cross-compatible filler | ERNiCrMo-10 can weld C276 | – |
| Post-weld heat treatment required | No (for most applications) | No (for most applications) |
| Preheating required | No | No |
| Interpass temperature limit | 150°C max | 150°C max |
| Recommended process | GTAW, GMAW, SMAW | GTAW, GMAW, SMAW |
An important practical note from our fabrication experience: ERNiCrMo-10 (the C22 filler metal) is frequently used to weld C276 base metal when the joint will be exposed to oxidizing conditions, because the higher chromium in the filler improves HAZ corrosion resistance. This is a well-established practice in chemical plant construction and is supported by Haynes International technical data.
Forming and Machining
Both alloys work-harden rapidly during cold forming, which is a characteristic of austenitic nickel alloys generally. This means that:
- Intermediate annealing may be required during cold forming operations.
- Cutting tool life is shorter than for stainless steels; carbide tooling with low cutting speeds is recommended.
- Springback must be accounted for in bending operations.
- Lubrication during forming is critical to avoid galling.
C22 is marginally easier to hot-form due to its slightly lower flow stress at elevated temperatures, but the practical difference in a well-equipped fabrication shop is negligible.
Annealing and Heat Treatment Schedules
| Heat Treatment | C276 | C22 |
|---|---|---|
| Solution anneal temperature | 1121°C (2050°F) | 1121°C (2050°F) |
| Cooling method | Rapid quench (water or air) | Rapid quench (water or air) |
| Stabilizing treatment | Not applicable | Not applicable |
| Stress relief | Generally avoided | Generally avoided |
Both alloys should not be stress-relieved at intermediate temperatures (300 – 900°C) because this range promotes precipitation of intermetallic phases (sigma phase, mu phase) that degrade corrosion resistance and toughness. Full solution annealing followed by rapid cooling is the only acceptable thermal treatment for restoring full corrosion resistance after heavy fabrication.
What Industries Use C276 vs C22 and Why?
The industry applications of these two alloys overlap significantly but are not identical. Understanding where each alloy has demonstrated proven service life helps justify material selection to procurement committees and engineering review boards.
Primary Application Industries
| Industry Sector | Preferred Alloy | Reason |
|---|---|---|
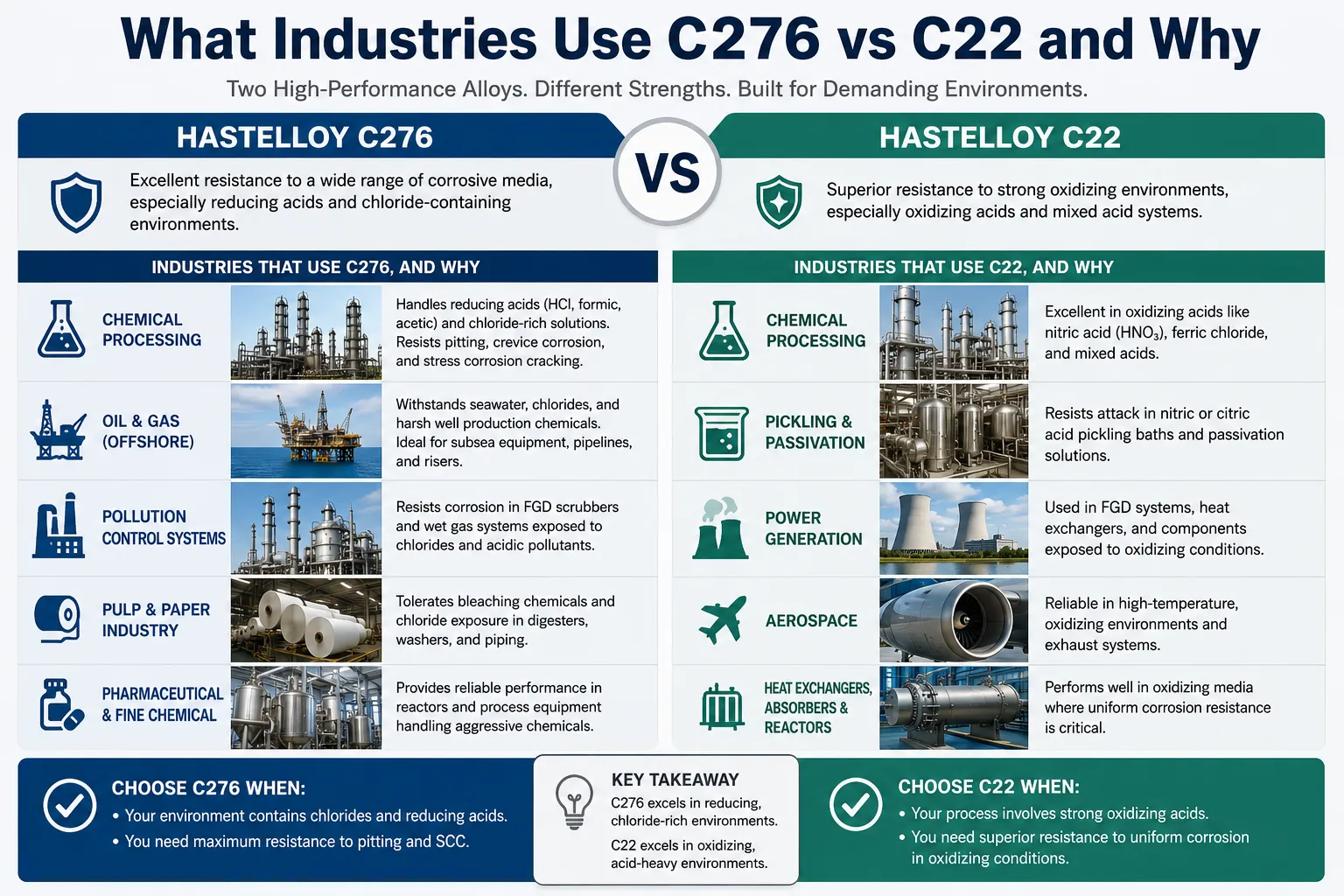
| Flue Gas Desulfurization (FGD) | C22 | Mixed oxidizing/reducing environment, chloride presence |
| Pharmaceutical / Chemical Synthesis | C22 | Nitric acid contact, multi-purpose reactors |
| Hydrochloric Acid Production | C276 | Strongly reducing HCl environment |
| Oil and Gas (Sour Service) | C276 | H₂S resistance, NACE compliance |
| Sulfuric Acid Processing | C276 | Reducing acid conditions, cost advantage |
| Nuclear Waste Processing | C22 | Nitric acid / oxidizing environment |
| Offshore Seawater Systems | Both | High PREN, chloride SCC resistance |
| Pulp and Paper (Bleach Plants) | C22 | Oxidizing chlorine compounds |
| Pharmaceutical Reactors (multi-use) | C22 | Regulatory compliance, oxidizing cleaning agents |
| Pesticide Manufacturing | C276 | Reducing organic acid streams |
| Flue Gas / Stack Liners | C22 | Condensing sulfuric acid, wet scrubbing |
| Heat Exchangers (Chloride Rich) | C276 | Cost efficiency, adequate pitting resistance |
FGD Applications: A Detailed Case Study
Flue gas desulfurization scrubbers represent one of the most demanding applications for corrosion-resistant alloys. The process environment inside an FGD absorber tower combines:
- Dilute sulfuric acid (from SO₂ absorption).
- Chloride ions (from the scrubbing water).
- Occasional oxidizing species from flue gas composition.
- Operating temperatures from ambient to 90°C.
- Abrasive fly ash particles.
C22 has largely displaced C276 as the preferred material in FGD liner applications since the 1990s, based on field experience showing that the oxidizing components in the scrubber slurry cause accelerated attack on C276. Long-term field data from FGD installations in Europe and North America consistently show C22 providing two to three times longer service life compared to C276 in the same absorber geometry.
At MWalloys, we have supplied C22 plate and sheet for multiple FGD projects and our technical team routinely recommends C22 as the baseline specification for new FGD construction.
How Do Heat Treatment and Microstructural Stability Differ Between the Two Alloys?
Microstructural stability during service is a topic that rarely appears in basic alloy comparison articles but is critically important for long-term reliability. Both C276 and C22 are austenitic nickel alloys in their normal annealed condition. Both can develop secondary phases if exposed to temperatures in the sensitization range.
Phase Stability Diagrams
The temperature-time-transformation (TTT) behavior of both alloys is similar but not identical:
- C276: Begins to show mu phase precipitation after approximately 100 hours at 650°C. Sigma phase can appear after longer exposures above 700°C.
- C22: Begins to show Laves phase and mu phase precipitation at slightly longer times than C276 at equivalent temperatures, due to the different Mo/Cr ratio. However, C22 is more susceptible to short-range ordering that can affect toughness.
For most chemical processing applications where operating temperatures remain below 500°C, long-term phase stability is not a practical concern for either alloy. For applications above 500°C with sustained exposure times exceeding hundreds of hours, a detailed thermal stability assessment is recommended.
Effect of Thermal Exposure on Corrosion Resistance
Prolonged exposure in the 500 – 800°C range degrades corrosion resistance in both alloys through carbide and intermetallic precipitation at grain boundaries. This creates chromium- and molybdenum-depleted zones adjacent to the precipitates, which become preferential corrosion sites.
The very low carbon content in both alloys (max 0.010%) significantly delays sensitization compared to older alloy formulations, but does not eliminate it entirely at long exposure times. For equipment that will experience thermal cycles through the sensitization range, the post-weld or post-fabrication solution anneal step is not optional.
What Is the Cost Difference Between C276 and C22, and When Does the Upgrade Make Financial Sense?
Material cost is always a significant factor in engineering decisions, and the difference between C276 and C22 is real enough to affect project budgets meaningfully.
Price Comparison Overview
Exact pricing varies with market conditions, product form, and order volume. As of the first half of 2026, typical mill price ranges observed in the market for standard plate product:
| Alloy | Approximate Price Range (USD/kg) | Relative Cost Index |
|---|---|---|
| 316L Stainless Steel | $4 – $6 | 1.0× |
| Duplex 2205 | $8 – $12 | 2.0× |
| Hastelloy C276 | $38 – $55 | ~8× |
| Hastelloy C22 | $45 – $65 | ~10× |
| Inconel 625 | $42 – $60 | ~9× |
C22 typically carries a 15 – 25% premium over C276 in equivalent product forms. The premium reflects the higher chromium content and the more demanding production controls associated with maintaining the tighter composition window.
Total Cost of Ownership Analysis
For any application where premature failure would require process shutdown, equipment replacement, and potential environmental remediation, the base material cost is only one component of total cost of ownership.
Consider a hypothetical absorber liner case:
- C276 liner cost: $500,000 installed
- Expected service life in mixed acid FGD service: 8 years
- C22 liner cost: $620,000 installed
- Expected service life based on field data: 20 years.
Annualized cost of C276 liner: $62,500/year
Annualized cost of C22 liner: $31,000/year.
In this scenario, the higher initial cost of C22 pays back within the first inspection cycle and delivers roughly half the annualized cost over the equipment service life. This type of lifecycle cost analysis is standard practice in the chemical processing industry and almost invariably favors C22 in oxidizing or mixed acid applications.
How Do C276 and C22 Compare to Other Nickel Alloys in the Market?
Placing these two alloys in the broader context of the corrosion-resistant alloy market helps engineers understand when an alternative might be more appropriate.
Extended Comparison Table
| Alloy | Ni (%) | Cr (%) | Mo (%) | Key Strength | Key Limitation | Typical Cost vs C276 |
|---|---|---|---|---|---|---|
| C276 (N10276) | ~57 | 15.5 | 16 | Reducing acids, HCl | Oxidizing environments | Baseline |
| C22 (N06022) | ~56 | 21 | 13.5 | Mixed/oxidizing acid | Slightly higher cost | +15-25% |
| C2000 (N06200) | ~59 | 23 | 16 | Broad-spectrum | Cost, availability | +30-40% |
| Inconel 625 (N06625) | ~62 | 22 | 9 | Seawater, mechanical | Pure acid environments | Similar |
| Monel 400 (N04400) | ~67 | – | – | HF, seawater | Oxidizing acids | -40% |
| Alloy 59 (N06059) | ~59 | 23 | 16 | Broad spectrum, pure | Cost, availability | +25-35% |
| 316L SS | ~11 | 17 | 2.2 | General, cost | Chloride, strong acids | -80% |
C2000 and Alloy 59 are sometimes positioned as superior alternatives to both C276 and C22 in the most aggressive mixed environments. However, their availability is significantly more limited, lead times are longer, and the performance advantage over C22 in most practical applications does not justify the additional cost premium.
What Specifications and Standards Apply to Both Alloys?
Specifying these materials correctly requires familiarity with multiple overlapping standards from different bodies.
Applicable Standards Reference Table
| Standard Body | C276 Designation | C22 Designation | Scope |
|---|---|---|---|
| ASTM B575 | UNS N10276 | UNS N06022 | Plate, sheet, strip |
| ASTM B574 | UNS N10276 | UNS N06022 | Bar, rod |
| ASTM B622 | UNS N10276 | UNS N06022 | Seamless pipe and tube |
| ASTM B619 | UNS N10276 | UNS N06022 | Welded pipe |
| ASTM B626 | UNS N10276 | UNS N06022 | Welded tube |
| ASTM B366 | WPHC276 | WPHC22 | Pipe fittings |
| ASME SB-575 | N10276 | N06022 | Pressure vessel plate |
| ASME SB-574 | N10276 | N06022 | Pressure vessel bar |
| DIN/EN | 2.4819 | 2.4602 | European designation |
| NACE MR0175 | Compliant | Compliant | Sour service |
ASME pressure vessel codes reference these alloys through the SB-series standards, which are essentially identical to the corresponding ASTM B-series documents but carry ASME approval for Code construction. When specifying for pressure vessels under ASME Section VIII, Division 1, the SB designations are required.
FAQs: Critical Questions About Hastelloy C276 vs C22
1: Can I substitute C276 for C22 to save money in an FGD application?
Short answer: Substituting C276 for C22 in FGD absorber service is technically inadvisable and will likely result in significantly shorter equipment life. Field data from FGD installations consistently demonstrates that C22 outperforms C276 in the mixed oxidizing-reducing environment typical of wet scrubbing systems. The scrubber slurry contains chloride ions at elevated concentrations, dilute sulfuric acid, and periodic oxidizing conditions from the flue gas. C276's lower chromium content means it cannot maintain an equally stable passive film under these conditions. Studies from operating FGD plants in Germany and the United States documented C276 liner failures within 5 to 8 years, while C22 liners in equivalent service exceeded 20 years without significant metal loss. The material cost savings from choosing C276 are typically consumed by the first unplanned shutdown, and the lifecycle cost of C276 in FGD service is substantially higher than C22. Any value engineering exercise for FGD projects should evaluate total lifecycle cost, not just initial material cost.
2: Is Hastelloy C22 always better than C276?
No. C22 is not universally superior to C276. The correct answer depends entirely on the corrosive medium. C276 maintains a meaningful advantage in strongly reducing environments such as concentrated hydrochloric acid, hydrogen sulfide-bearing streams, and certain sulfuric acid concentrations. C22's advantage is specifically in oxidizing and mixed acid environments where its higher chromium content can be utilized. In pure reducing acid service such as HCl stripping columns or H₂S processing equipment, specifying C22 over C276 produces minimal benefit while adding 15 to 25% to the material cost. The alloy selection decision should always begin with a detailed characterization of the corrosive medium, including whether it is primarily oxidizing or reducing in nature, the temperature range, the halide ion concentration, and whether any intermittent oxidizing conditions occur during cleaning or process upsets. We recommend requesting a corrosion audit from a qualified materials engineer before finalizing specifications.
3: What is the maximum service temperature for C276 and C22?
Both C276 and C22 are generally limited to corrosion service below approximately 1000°C, with practical mechanical limits around 550°C for sustained load-bearing applications. The ASME pressure vessel code lists allowable stresses for both alloys at temperatures up to approximately 538°C (1000°F). Above this range, the alloys begin to lose strength at rates that require conservative wall thickness increases that may make alternative materials more cost-effective. From a corrosion standpoint, both alloys perform well in oxidizing and reducing atmospheres at elevated temperatures, though both will form thin oxide scales above 600°C. For applications above 700°C in oxidizing atmospheres, alloys with higher aluminum or silicon content for alumina or silica scale formation are typically more appropriate. Neither alloy should be used in the sensitization range (500 to 900°C) for extended periods without a full solution anneal after fabrication.
4: How do C276 and C22 perform in seawater and marine environments?
Both alloys exhibit outstanding resistance to seawater corrosion and are considered among the best commercially available alloys for marine service. Their high PREN values (approximately 72) place them well above the threshold required to prevent pitting and crevice corrosion in ambient temperature seawater. Neither alloy has shown susceptibility to chloride stress corrosion cracking in seawater at normal marine operating temperatures. In deep-sea applications or high-velocity seawater flow conditions, both alloys are essentially immune to erosion-corrosion at flow velocities well above those tolerated by copper alloys or standard stainless steels. The selection between C276 and C22 for a seawater application typically defaults to whichever alloy is more readily available or lower cost, since performance differences in clean seawater are negligible. However, if the seawater service involves any oxidizing biocides (such as chlorination), C22's higher chromium content may provide a marginal additional safeguard.
5: What filler metal should be used when welding C276 to C22?
When welding C276 base metal to C22 base metal, the recommended filler metal is ERNiCrMo-10 (the C22 matching filler). This recommendation comes directly from Haynes International and is consistent with general welding metallurgy principles for dissimilar nickel alloy joints. The logic is that the higher chromium content of the C22 filler provides better corrosion resistance in the weld metal and heat-affected zone compared to the C276 filler (ERNiCrMo-4). Since the weld zone is often the most susceptible region to corrosion attack, upgrading the filler metal to the more corrosion-resistant option is sound engineering practice. If the joint will be exposed to strongly reducing conditions only, ERNiCrMo-4 could be considered, but in mixed or uncertain environments, ERNiCrMo-10 is the safer choice. Post-weld cleaning of the weld bead surface through pickling or electropolishing is recommended to restore the passive film and remove heat tint.
6: Are C276 and C22 compliant with NACE MR0175 for sour service?
Yes, both Hastelloy C276 and C22 are compliant with NACE MR0175 / ISO 15156 for use in sour oil and gas service, subject to hardness and heat treatment requirements. NACE MR0175 covers materials used in H₂S-containing environments in oil and gas production. Both alloys, when in the solution-annealed condition, meet the hardness requirements (maximum 40 HRC) and have demonstrated resistance to sulfide stress cracking (SSC) and hydrogen-induced cracking (HIC) at the partial pressures of H₂S typically encountered in production environments. C276 is historically the more commonly specified of the two for sour service because of its higher molybdenum content providing superior reducing acid resistance, which is relevant in wellbore and downhole environments where HCl and H₂S coexist. However, C22 is also fully compliant and may be preferred in wells with additional oxidizing species present. Always verify with the applicable NACE/ISO standard edition and the specific environmental conditions of your application.
7: What is the difference in lead times between C276 and C22 from stock suppliers?
C276 is more widely stocked globally and typically has shorter lead times than C22 for most product forms. C276 is one of the most commercially common nickel alloys in the corrosion-resistant category, meaning it is held in inventory by most specialty alloy service centers in standard product forms such as plate, sheet, bar, and pipe. C22 has a smaller total market volume and is less commonly held as speculative inventory, which can mean lead times of 12 to 24 weeks for mill production of non-standard sizes compared to 4 to 8 weeks for standard C276 from stock. For large project quantities, both alloys typically require mill orders with similar lead times. At MWalloys, we maintain strategic inventory in both C276 and C22 in the most commonly requested product forms to serve urgent project requirements. We recommend contacting our sales team early in the project planning cycle to confirm availability for your specific dimensions and quantity.
8: Can C22 be used as a direct drop-in replacement for C276 in existing equipment?
In most cases, C22 can be used as a direct drop-in replacement for C276 without design changes, because both alloys share similar mechanical properties and are covered by the same ASTM and ASME standards. The chemical composition, while different, falls within closely related specification frameworks that allow interchangeability in most design codes. The nominal mechanical properties of C22 are slightly lower than C276 (lower tensile and yield strength), which means that if an existing design used the C276 mechanical properties at their minimum specified values, a strict code calculation re-verification using C22 allowable stresses should be performed. In practice, most chemical processing equipment designed in C276 has adequate safety margins that accommodate C22 properties without requiring wall thickness changes. Dimensional interchangeability is complete since both alloys are produced to the same product form standards. Always confirm with the applicable design code (ASME, EN, etc.) and a qualified pressure vessel engineer before making the substitution in certified pressure equipment.
9: How do C276 and C22 respond to electropolishing and surface finishing?
Both alloys respond well to electropolishing and can achieve very smooth surface finishes (Ra below 0.5 µm) that are required for pharmaceutical and food-grade applications. Electropolishing of nickel-chromium-molybdenum alloys is typically performed in a phosphoric-sulfuric acid electrolyte bath. The process preferentially removes microscopic surface irregularities and enriches the passive film in chromium oxide, improving corrosion resistance. C22 may respond slightly more favorably to electropolishing in terms of the quality of the resulting passive film, because its higher chromium content provides more material available for enrichment at the surface. For pharmaceutical applications where USP or ASME BPE surface finish specifications must be met, C22 is increasingly preferred for multi-product reactors and process vessels because it also withstands the aggressive CIP (clean-in-place) and SIP (steam-in-place) cleaning protocols that involve oxidizing sanitizing agents. Both alloys can be mechanically polished prior to electropolishing to achieve mirror-finish surfaces meeting Ra ≤ 0.25 µm specifications.
10: What testing should be performed to verify alloy identity and quality upon receipt?
Material verification upon receipt should include PMI (Positive Material Identification), review of mill certifications, and may include supplemental corrosion testing for critical applications. PMI using X-ray fluorescence (XRF) or optical emission spectrometry (OES) can confirm the major element composition and distinguish C276 from C22. XRF is generally accurate enough to separate the two alloys based on their significantly different chromium and molybdenum contents. The mill certificate (EN 10204 Type 3.1 or 3.2) should be reviewed to confirm compliance with the applicable ASTM/ASME standard, heat number traceability, chemical composition, mechanical properties, and any required supplemental tests. For critical pressure equipment or corrosion-sensitive applications, supplemental testing may include intergranular corrosion testing per ASTM A262 Practice C or G28 Method A (Strauss test or ferric sulfate test), hardness testing, and dimensional verification. At MWalloys, all material supplied is accompanied by full mill certifications and we offer third-party inspection services for critical project requirements.
Conclusion: Making the Right Choice Between C276 and C22
After reviewing the composition, corrosion data, mechanical properties, fabrication characteristics, industry applications, and cost structure of both alloys, the selection framework becomes clear:
Choose C22 when:
- The service environment contains oxidizing acids (nitric acid, ferric chloride, chromic acid).
- The process involves mixed acid conditions where both oxidizing and reducing species are present.
- The application is FGD scrubbing, pharmaceutical processing, pulp mill bleach plants, or nuclear waste handling.
- Long-term service life and minimized maintenance shutdowns are the priority.
- Crevice corrosion resistance in aggressive chloride solutions at elevated temperatures is required.
Choose C276 when:
- The service environment is predominantly reducing (HCl, H₂SO₄ below 70% concentration, H₂S).
- The application involves sour oil and gas service per NACE MR0175.
- Budget constraints are real and the service environment analysis confirms reducing conditions.
- Rapid material availability from stock is critical to project schedule.
In our experience at MWalloys, the most common mistake we see in alloy selection is defaulting to C276 without a thorough analysis of whether the environment has any oxidizing character. The 15 to 25% cost premium for C22 frequently pays back multiple times over in extended service life, reduced maintenance costs, and avoided unplanned shutdowns.
We encourage engineers and procurement professionals to contact our technical team for application-specific recommendations. Our materials engineers have experience across chemical processing, energy, offshore, pharmaceutical, and environmental industries and can provide formal material selection reports and corrosion rate estimations for your specific process conditions.
Ready to Source Hastelloy C276 or C22?
MWalloys supplies both Hastelloy C276 and C22 in plate, sheet, bar, pipe, tube, fittings, and flanges with full traceability and mill certifications. We offer:
- Quick-turn quotations with competitive pricing
- Stock material for urgent requirements
- Technical consultation from experienced materials engineers
- Mill-direct sourcing for large volume orders
- Third-party inspection coordination
Contact our technical sales team today to request a quote or discuss your specific application requirements. Submit an inquiry through our website or reach us directly at our technical support line.
Verified and Authoritative Sources
The technical content in this article is based on information from the following peer-reviewed, industry-standard, and manufacturer-published sources:
- Haynes International – Hastelloy C-276 Alloy Technical Brochure (H-2002E) and Hastelloy C-22 Alloy Technical Brochure (H-2019C). Available at: haynesintl.com
- ASTM International – ASTM B575: Standard Specification for Low-Carbon Nickel-Molybdenum-Chromium, Low-Carbon Nickel-Chromium-Molybdenum, Low-Carbon Nickel-Chromium-Molybdenum-Copper and Low-Carbon Nickel-Chromium-Molybdenum-Tungsten Alloy Plate, Sheet, and Strip.
- ASME Boiler and Pressure Vessel Code, Section II, Part D – Material Properties (Allowable Stresses for SB-574, SB-575, SB-622).
- NACE International (now AMPP) – NACE MR0175 / ISO 15156: Petroleum and natural gas industries – Materials for use in H₂S-containing environments in oil and gas production.
- ASM Handbook, Volume 13B – Corrosion: Materials. ASM International. ISBN 978-0-87170-707-9.
- Rebak, R.B., Crook, P. (2000) – "Improved Pitting and Crevice Corrosion Resistance of Nickel Alloys in Aggressive Environments." NACE Corrosion 2000, Paper No. 00228.
- Crook, P., Silence, W.L. (1994) – "Hastelloy Corrosion Resistant Alloys – Principles and Practices." Haynes International Technical Paper.
- European Federation of Corrosion (EFC) Publication No. 17 – "Corrosion Resistant Alloys for Oil and Gas Production."
- Metals Handbook, Ninth Edition, Volume 3 – Properties and Selection: Stainless Steels, Tool Materials and Special-Purpose Metals. ASM International.
- ISO 15156-3:2020 – Petroleum and natural gas industries – Materials for use in H₂S-containing environments in oil and gas production – Part 3: Cracking-resistant CRAs and other alloys.
- Kirchheiner, R., Wahl, V. (2006) – "Hastelloy C-276 and C-22: A Performance Comparison in Aggressive Industrial Environments." Materials and Corrosion, Vol. 57.
- ASTM G48 – Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution.
