MWalloys produce componenti in Hastelloy C276 lavorati con precisione tramite CNC, C22, e Hastelloy X con tolleranze dimensionali rigorose, senza quantità minima d’ordine, consegna in 10–35 giorni, pagamento tramite bonifico bancario per i primi ordini e spedizione in tutto il mondo via aerea, marittima o terrestre. La nostra capacità di lavorazione CNC copre pezzi torniti, componenti fresati, forature e filettature, nonché geometrie complesse multiasse da barre, piastre e forgiati Hastelloy certificati — al servizio di clienti OEM nei settori della lavorazione chimica, petrolifero e del gas, farmaceutico, aerospaziale e marittimo che necessitano di parti di precisione resistenti alla corrosione che l'acciaio inossidabile 316 standard non è in grado di fornire in modo affidabile.
La lavorazione delle leghe Hastelloy richiede strategie di utensili, parametri di taglio e metodi di serraggio sostanzialmente diversi rispetto all'acciaio inossidabile o all'acciaio al carbonio standard. Questo riferimento tecnico affronta ogni aspetto della lavorazione CNC dell'Hastelloy rilevante per i team di ingegneri che specificano parti personalizzate e per i responsabili degli acquisti che valutano i fornitori di lavorazioni meccaniche — dai dati di lavorabilità specifici per la lega e le tabelle dei parametri di taglio alle capacità di finitura superficiale, alla realizzabilità delle tolleranze e ai pacchetti completi di documentazione sulla qualità.
Perché gli ingegneri preferiscono i componenti in Hastelloy lavorati a controllo numerico rispetto ad altri materiali resistenti alla corrosione?
La scelta di utilizzare componenti lavorati in Hastelloy anziché in acciaio inossidabile 316L, acciaio inossidabile duplex o titanio è dettata da specifiche condizioni operative in cui la combinazione di resistenza alla corrosione, resistenza meccanica e disponibilità del materiale in geometrie precise non può essere ottenuta con alternative meno costose.
Gli ingegneri che hanno gestito guasti dovuti alla corrosione delle apparecchiature conoscono bene il calcolo dei costi reali. Un corpo valvola in acciaio inossidabile 316L che si guasta dopo 14 mesi in un flusso di acido cloridrico 15% comporta non solo il costo del pezzo di ricambio, ma anche il fermo produzione non pianificato, la manodopera per la manutenzione d'emergenza, il potenziale incidente ambientale e il tempo di progettazione dedicato all'analisi del guasto e alla riprogettazione. A Hastelloy C276 Un corpo valvola lavorato a macchina, se sottoposto allo stesso tipo di utilizzo, durerà in genere più a lungo dell'impianto stesso. È questa la logica economica che sta alla base della scelta dei componenti in Hastelloy.
I tre requisiti prestazionali che nessuna lega alternativa è in grado di garantire contemporaneamente allo stesso livello dell'Hastelloy sono:
Resistenza alla corrosione in un'ampia gamma di classi di sostanze chimiche: L'Hastelloy C276 resiste ai cloruri, agli acidi riducenti, agli acidi ossidanti e agli ambienti con acidi misti che, singolarmente o in combinazione, distruggerebbero l'acciaio inossidabile 316L, il duplex 2205 e l'Inconel 625 in determinate condizioni. Un corpo valvola in C276 lavorato a macchina, esposto alternativamente all'acido cloridrico durante il funzionamento del processo e alla soluzione detergente a base di ipoclorito durante i cicli CIP, mantiene la propria integrità in entrambi gli ambienti chimici.
Lavorabilità di precisione per geometrie complesse: A differenza di alcune leghe ad altissime prestazioni (come alcune leghe di cobalto e i metalli refrattari), che sono estremamente difficili da lavorare per ottenere geometrie precise, le leghe Hastelloy possono essere lavorate con macchine a controllo numerico (CNC) con tolleranze strette, utilizzando utensili e parametri adeguati. Corpi valvola, giranti di pompe, inserti per ugelli, tubi di protezione per termocoppie e piastre di scambiatori di calore richiedono tutti la precisione dimensionale garantita dalla lavorazione CNC.
Disponibilità nel magazzino iniziale di lamierini e piastre certificati: Gli acciai Hastelloy C276, C22 e X sono disponibili presso diversi produttori certificati sotto forma di barre tonde con diametri compresi tra 6 mm e 400 mm, consentendo l'approvvigionamento immediato del materiale di partenza per un ordine di lavorazione meccanica senza tempi di consegna prolungati dovuti alla forgiatura o alla fusione.
Riceviamo regolarmente richieste di preventivo da parte di ingegneri che hanno provato due o tre materiali alternativi prima di optare per l'Hastelloy: il duplex ha ceduto a causa della corrosione sotto sforzo, il 316L a causa della corrosione puntiforme e l'Inconel 625 a causa della corrosione interstiziale in una geometria specifica. La specifica Hastelloy è talvolta il quarto tentativo e, quando ha esito positivo, i team di approvvigionamento in genere passano all’Hastelloy per tutti gli ordini successivi senza rivalutare le alternative.

Hastelloy e materiali alternativi per componenti lavorati
| Materiale | Classe di resistenza alla corrosione | Valutazione della lavorabilità | Costo tipico di un pezzo lavorato | Migliore applicazione |
|---|---|---|---|---|
| Inossidabile 316L | Moderato | Ottimo (80%) | Linea di base (1,0×) | Senza cloro, per soluzioni leggermente acide |
| Duplex 2205 | Buono | Buono (60%) | 1.3–1.7× | Maggiore resistenza; contenuto moderato di cloruro |
| Inconel 625 (N06625) | Molto buono | Moderato (35–401 TP3T) | 2.5–3.5× | Combinazione di alte temperature e corrosione |
| Hastelloy C276 (N10276) | Eccezionale | Media-difficile (25–351 TP3T) | 3.5–5.5× | Servizio chimico più aggressivo |
| Hastelloy C22 (N06022) | Eccezionale | Media-difficile (25–351 TP3T) | 3.5–5.5× | Servizio misto di ossidazione e riduzione |
| Hastelloy X (N06002) | Buono (alta temperatura) | Difficoltà media-alta (25–301 TP3T) | 3.0–5.0× | Componenti strutturali per alte temperature |
| Titanio grado 2 | Eccellente (acqua di mare) | Moderato (35%) | 3.0–4.5× | Acqua di mare; acidi ossidanti |
| Zirconio 702 | Eccellente (acidi specifici) | Difficile (20%) | 8–12× | Prodotti speciali a base di acido cloridrico e acido solforico |
I valori di lavorabilità indicano la velocità di taglio relativa ottenibile rispetto all'acciaio al carbonio a lavorabilità elevata, a parità di durata dell'utensile. Le leghe Hastelloy con indice di lavorabilità 25–35% richiedono utensili adattati e velocità di taglio inferiori, ma non sono impossibili da lavorare: vengono regolarmente lavorate con tolleranze di precisione in impianti CNC ben attrezzati con le conoscenze di processo appropriate.
Leggi anche:Servizi OEM di produzione su misura di apparecchiature in Hastelloy ASME e AL-6XN
Quali tipi di Hastelloy lavora MWalloys e quali sono le loro principali differenze?
MWalloys lavora tre principali tipi di Hastelloy che, nel loro insieme, soddisfano la stragrande maggioranza delle esigenze relative agli impieghi in ambienti corrosivi. Comprendere le differenze tra questi tipi è fondamentale per una corretta definizione delle specifiche dei componenti.
Hastelloy C276 (UNS N10276) — Il materiale di punta per i componenti lavorati resistenti alla corrosione
L'Hastelloy C276 è il tipo di Hastelloy più comunemente lavorato, rappresentando circa il 60–70% del volume totale delle lavorazioni CNC dell'Hastelloy a livello mondiale. Il suo contenuto di molibdeno (15–17%), combinato con il cromo (14,5–16,5%) e il tungsteno (3–4,5%), garantisce la più ampia resistenza alla corrosione puntiforme, alla corrosione interstiziale e agli ambienti con acidi misti rispetto a qualsiasi altra lega in questa fascia di costo.
Specifiche tecniche per la barra C276 (materiale grezzo per la lavorazione):
- ASTM B574 / ASME SB-574 (barre e tondini)
- ASTM B575 / ASME SB-575 (lamiera, in caso di lavorazione da lamiera)
Il modello C276 è la scelta giusta quando:
- Il fluido di processo contiene acido cloridrico in qualsiasi concentrazione superiore a quella diluita.
- La concentrazione di cloruro supera i 10.000 ppm, a cui si aggiungono temperature elevate e condizioni di stress.
- Il servizio riguarda l'idrogeno solforato (H₂S) in combinazione con i cloruri (conformità alla norma NACE MR0175).
- La corrosione puntiforme e interstiziale in ambienti clorurati ha causato il cedimento di altre leghe.
- La composizione chimica del fluido di processo non è stata ancora completamente determinata.
Hastelloy C22 (UNS N06022) — Prestazioni eccellenti in ambienti ossidanti e in presenza di acidi misti
L'Hastelloy C22 contiene una percentuale di cromo (20–22,51% in peso) superiore rispetto al C276 (14,5–16,51% in peso) e una percentuale di tungsteno (2,5–3,51% in peso), il che gli conferisce una migliore resistenza agli acidi ossidanti — in particolare l'acido nitrico, le miscele di acido nitrico e acido fluoridrico (acidi di decapaggio) e le soluzioni contenenti ioni ferrici o cuprici. Il suo contenuto di molibdeno (12,5–14,51% in peso) è leggermente inferiore a quello del C276, il che significa che il C22 è marginalmente meno resistente alle condizioni di acidi riducenti puri, ma la differenza di prestazioni nella maggior parte delle condizioni di servizio pratiche è minima.
Si consiglia di utilizzare C22 nei seguenti casi:
- L'acido nitrico è presente in qualsiasi concentrazione.
- Il processo si svolge alternando fasi di ossidazione e di riduzione.
- La pulizia con cloro o ipoclorito in soluzione acquosa fa parte del ciclo di manutenzione.
- Si tratta di ambienti in cui sono presenti miscele di H₂SO₄ + HNO₃ o H₂SO₄ + HCl.
- I cicli CIP nel settore farmaceutico comprendono fasi di passivazione con acido nitrico.
Hastelloy X (UNS N06002) — Componenti strutturali per alte temperature
L'Hastelloy X non viene scelto per la sua resistenza alla corrosione in ambiente acquoso, bensì quando i componenti lavorati devono mantenere l'integrità strutturale e la resistenza all'ossidazione a temperature comprese tra 650 °C e 1200 °C. Il 20,5–23%% di cromo della lega garantisce resistenza all'ossidazione in aria, mentre l'8–10%% di molibdeno garantisce un rafforzamento della soluzione solida a temperature elevate.
I componenti lavorati in Hastelloy X sono indicati per:
- Componenti meccanici della camera di combustione di una turbina a gas (perni, bulloni, staffe ricavati da barre).
- Elementi interni e componenti di supporto per forni industriali.
- Elementi di fissaggio per scudi termici aerospaziali.
- Tubi di protezione per termocoppie ad alta temperatura.
- Corpi degli ugelli dei bruciatori e componenti dei supporti per la fiamma.
Confronto delle classi per la scelta dei componenti lavorati
| Proprietà | Hastelloy C276 | Hastelloy C22 | Hastelloy X |
|---|---|---|---|
| Designazione UNS | N10276 | N06022 | N06002 |
| Cromo (%) | 14.5-16.5 | 20–22.5 | 20.5–23 |
| Molibdeno (%) | 15-17 | 12.5-14.5 | 8-10 |
| Tungsteno (%) | 3–4.5 | 2.5-3.5 | 0.2–1.0 |
| Ferro (%) | 4–7 | 2–6 | 17-20 |
| Equivalente PREN | ~73 | ~65 | ~46 |
| Temperatura massima di esercizio (strutturale) | 371 °C (ASME) | 371 °C (ASME) | 1177°C |
| Resistenza alla corrosione primaria | Riduzione degli acidi + corrosione puntiforme da cloruro | Ossidanti + acidi misti | Resistenza all'ossidazione ad alta temperatura |
| Specifiche ASTM per le barre | B574 | B574 | B572 |
| Specifiche delle barre AMS | - | - | AMS 5754 |
| Resistenza alla trazione a temperatura ambiente (min., MPa) | 690 | 690 | 690 |
| YS a temperatura ambiente (min, MPa) | 310 | 310 | 310 |
| Allungamento (min, %) | 40 | 45 | 35 |
| Valutazione relativa della lavorabilità | 25-35% | 25-35% | 28–38% |
L'Hastelloy X è leggermente più lavorabile del C276 o del C22 poiché il suo tenore di ferro (17–20%) — molto più elevato rispetto alle leghe della famiglia C — riduce la densità complessiva degli elementi di lega nella matrice e modera la risposta all'incrudimento rispetto ai gradi della famiglia C ad alto tenore di Mo. Questo vantaggio marginale in termini di lavorabilità raramente costituisce il criterio di selezione principale, ma diventa rilevante in parti complesse con molte caratteristiche lavorate, dove il costo cumulativo della lavorazione è significativo.
Quali tipi di componenti personalizzati in Hastelloy è in grado di produrre MWalloys?
La capacità di lavorazione CNC di MWalloys copre un'ampia gamma di tipi di componenti e geometrie. La seguente panoramica illustra le categorie più comuni di pezzi lavorati in Hastelloy da noi prodotti, insieme alle caratteristiche specifiche e alle tolleranze applicabili.
Componenti torniti (tornio CNC / centri di tornitura-fresatura)
I pezzi torniti in Hastelloy vengono realizzati su torni CNC o centri di tornitura-fresatura multiasse a partire da barre tonde certificate. Il processo di tornitura consente di ottenere profili esterni cilindrici e conici, fori interni, filettature, scanalature frontali, sottosquadri e angoli di conicità.
| Tipo di pezzo tornito | Grado tipico di Hastelloy | Caratteristiche principali della lavorazione meccanica | Tolleranza tipica |
|---|---|---|---|
| Tappi per corpi valvola | C276, C22 | Profilo del diametro esterno, angolo di conicità della sede, fori trasversali delle sedi | ±0,013 mm sulle sedi |
| Inserti per ugelli | C276 | Diametro interno, orifizio di uscita, filettatura | foro da ±0,025 mm |
| Tubi di protezione per termocoppie | C276, X | Diametro esterno/interno di precisione, estremità chiusa, finitura superficiale | Uniformità delle pareti ±0,05 mm |
| Boccole dell'albero della pompa | C276 | Fori di precisione, sedi per chiavette, fori per viti di fissaggio | foro da ±0,013 mm |
| Raccordi flangiati | C276, C22 | Faccia della flangia, foro, cerchio di fissaggio | Conformemente alla norma ASME B16.5 |
| Mozzi delle giranti | C276 | Profilo interno complesso, foratura di precisione | ±0,025 mm |
| Ugelli di spruzzatura | C276, C22 | Geometria interna dello spruzzo, orifizio | orifizio di ±0,013 mm |
| Tappi per tubi di scambiatori di calore | C276 | Diametro esterno preciso per accoppiamento a interferenza con il diametro interno del tubo | ±0,013 mm (diametro esterno) |
| Adattatori per manometri | C276, C22 | Filettature NPT, facce esagonali, attacco di pressione | Ai sensi della norma ASME B1.20.1 |
| Bulloni di ancoraggio / perni | X | Forma del filetto, raggio sotto la testa, spalla | Ai sensi della norma ASME B18.2.1 |
Componenti fresati (centri di lavoro CNC)
I componenti in Hastelloy lavorati a fresatura vengono realizzati a partire da lamiere o barre rettangolari su centri di lavoro CNC a 3, 4 o 5 assi. La fresatura consente di ottenere caratteristiche prismatiche complesse, cavità, scanalature, superfici inclinate e geometrie sagomate che la tornitura non è in grado di realizzare.
| Tipo di pezzo fresato | Voto medio | Livello di complessità | Note |
|---|---|---|---|
| Corpi valvola (tipo a blocco) | C276, C22 | Elevato — fori multipli, attacchi filettati, sedi piane | Lavorazione a 4 o 5 assi |
| Piastre di fondo per scambiatori di calore | C276, C22 | Elevato — centinaia di fori praticati con precisione nei tubi | Alesatura di precisione con alesatrice a coordinate o alesatrice CNC |
| Deflettori per reattori | C276 | Medio — matrici forate, lavorazione dei bordi | La tolleranza sulla disposizione dei fori è fondamentale |
| Corpi pompa | C276 | Molto elevata — geometria interna complessa della voluta | Lavorazione a 5 assi; elettroerosione per elementi interni |
| Corpi collettori | C276, C22 | Elevato — fori multipli intersecanti, aperture | 5 assi con finitura di precisione dei fori |
| Alloggiamenti per strumenti | C276 | Medio — raccordi filettati, superfici di accoppiamento di precisione | Si preferisce una fresatrice-tornitrice combinata |
| Pale dell'agitatore | C276, C22 | Media — superficie sagomata, foro del mozzo | 4 assi per il profilo della lama |
| Piastre a fori | C276 | Bassa-media — foro di precisione, bordo smussato | Pianità e concentricità del foro sono fondamentali |
| Corpi filtro | C276, C22 | Alto — filettatura interna, porte multiple | Preferibilmente a 5 assi |
Componenti complessi con caratteristiche multiple (tornitura-fresatura / 5 assi)
I moderni centri di lavoro CNC con capacità simultanea a 5 assi e configurazioni di tornitura-fresatura consentono la produzione di componenti in Hastelloy che combinano operazioni di tornitura e fresatura in un unico set-up, riducendo il numero di movimentazioni del pezzo, eliminando gli errori di riposizionamento e garantendo le strette tolleranze geometriche (concentricità, perpendicolarità, profilo) che la lavorazione a più configurazioni non è in grado di garantire in modo costante.
Noi di MWalloys utilizziamo la lavorazione a 5 assi per:
- Corpi valvola con fori eccentrici e attacchi angolati.
- Giranti per pompe con profili tridimensionali complessi delle pale.
- Blocchi collettori con fori multipli intersecanti ad angoli non ortogonali.
- Corpi di connettori sottomarini con superfici di tenuta di precisione e caratteristiche strutturali.
- Componenti interni del reattore con una geometria di fissaggio complessa.
In che cosa differisce tecnicamente la lavorazione CNC dell'Hastelloy rispetto alla lavorazione delle leghe standard?
Le caratteristiche di lavorazione delle leghe Hastelloy sono sostanzialmente diverse da quelle dell'acciaio al carbonio, dell'alluminio o persino dell'acciaio inossidabile 316 standard, il che richiede un notevole adeguamento degli utensili, dei parametri di taglio, della configurazione delle macchine e della pianificazione del processo. Comprendere queste differenze costituisce la base tecnica per la produzione affidabile ed economica di componenti di precisione in Hastelloy.
Le quattro principali sfide nella lavorazione dell'Hastelloy
Sfida 1 — Grave indurimento da lavoro:
Gli Hastelloy C276, C22 e X subiscono un rapido incrudimento quando l'utensile da taglio è sottoposto a sfregamento anziché a un taglio netto. Il meccanismo consiste nella moltiplicazione e nell'accumulo di dislocazioni nella matrice di nichel FCC — un processo che aumenta la durezza superficiale a 200–300% rispetto alla durezza del materiale di base in uno strato di 0,05–0,3 mm di profondità sulla superficie lavorata. Una volta formato questo strato indurito, la passata di taglio successiva incontra materiale significativamente più duro rispetto alla barra originale, accelerando l'usura dell'utensile e rischiando la sua rottura. L'implicazione pratica è che la lavorazione dell'Hastelloy richiede un'azione di taglio costante e positiva senza pause in profondità, senza sfregamento dell'utensile e senza soste: ogni aspetto del programma CNC deve essere rivisto per eliminare qualsiasi movimento che permetta all'utensile di sfregare anziché tagliare.
Sfida 2 — Bassa conducibilità termica:
Le leghe Hastelloy presentano valori di conducibilità termica compresi tra circa 10 e 12 W/m·K alle temperature di lavorazione, rispetto ai circa 50 W/m·K dell’acciaio al carbonio e ai 170 W/m·K dell’alluminio. Questa bassa conducibilità termica implica che il calore di taglio non si dissipa nel pezzo, ma si concentra sul tagliente e sull'interfaccia con il truciolo. Le temperature sulla punta dell'utensile nella lavorazione dell'Hastelloy raggiungono i 600–900 °C anche a velocità di taglio moderate, accelerando drasticamente l'usura dell'utensile attraverso meccanismi di diffusione e ossidazione. L'erogazione di refrigerante ad alta pressione direttamente nella zona di taglio è l'intervento singolo più efficace per gestire questa concentrazione di calore.
Sfida 3 — Elevata durezza a caldo:
A differenza dell'acciaio al carbonio, che si rammollisce notevolmente a temperature superiori ai 400 °C (facilitando la formazione dei trucioli), l'Hastelloy mantiene una durezza e una resistenza significative alle elevate temperature generate nella zona di taglio. Questa elevata durezza a caldo significa che la lega continua a resistere alla deformazione durante tutto il ciclo di taglio, mantenendo il contatto abrasivo con il tagliente dell'utensile anche quando la temperatura dell'utensile aumenta. Questa proprietà è proprio ciò che rende l'Hastelloy prezioso negli impieghi ad alta temperatura — ed è esattamente ciò che lo rende difficile da lavorare.
Sfida 4 — Indurimento da lavorazione su superfici già lavorate:
Se una superficie lavorata in Hastelloy necessita di una rilavorazione — ovvero di un'ulteriore asportazione di materiale da una superficie già lavorata in una fase precedente — la superficie lavorata esistente presenta già uno strato indurito derivante dalla precedente operazione di taglio. L'utensile di rilavorazione deve penetrare immediatamente questo strato indurito, il che può causare un guasto immediato dell'utensile se l'approccio non è adeguato. Tutte le passate di rilavorazione su Hastelloy devono utilizzare una profondità di taglio sufficiente per arrivare al di sotto dello strato indurito esistente in un'unica passata, piuttosto che effettuare una serie di passate di raschiatura leggere che incontrerebbero ripetutamente materiale indurito.
In che modo il work hardening varia a seconda dei tipi di Hastelloy
| Proprietà | Hastelloy C276 | Hastelloy C22 | Hastelloy X | Acciaio inossidabile 316L (riferimento) |
|---|---|---|---|---|
| Tasso di indurimento del lavoro | Molto alto | Molto alto | Alto | Moderato-alto |
| Durezza superficiale dopo la lavorazione (% della base) | 200–280% | 200–280% | 180–250% | 140–180% |
| Spessore dello strato indurito | 0,1-0,3 mm | 0,1-0,3 mm | 0,05–0,2 mm | 0,05–0,15 mm |
| Tendenza al bordo rinforzato (BUE) | Alto | Alto | Moderato-alto | Moderato |
| Caratteristica del chip | Fibroso; continuo; difficile da spezzare | Simile al C276 | Leggermente più segmentato | Segmentato, più facile da rompere |
| Meccanismo di usura degli utensili | Abrasione + diffusione | Abrasione + diffusione | Abrasione + diffusione | Principalmente abrasione |
| Geometria consigliata dell'inserto | Inclinazione positiva, bordo affilato | Inclinazione positiva, bordo affilato | Inclinazione positiva, bordo affilato | Inclinazione da neutra a positiva |
Quali sono i parametri di taglio e gli utensili più adatti per l'Hastelloy C276, C22 e X?
I parametri di taglio ottimizzati per la lavorazione dell'Hastelloy garantiscono un equilibrio tra durata degli utensili, qualità della superficie, precisione dimensionale e produttività di lavorazione. I parametri riportati di seguito riflettono le migliori pratiche attuali nel 2026, basate sulle raccomandazioni dei produttori di utensili e su un'esperienza produttiva comprovata.
Parametri di tornitura per pezzi in Hastelloy lavorati a controllo numerico
| Operazione | Inserisci il voto | Velocità di taglio (SFM) | Feed (diritti di proprietà intellettuale) | Profondità di taglio (in) | Pressione del liquido di raffreddamento (bar) |
|---|---|---|---|---|---|
| Sgrossatura — C276/C22 | Carburo con rivestimento PVD (KC5025 o equivalente) | 25–55 | 0.010–0.020 | 0.080–0.200 | 70–100 bar (alta pressione) |
| Terminare la tornitura — C276/C22 | Bordo affilato in TiAlN PVD | 55–110 | 0.004–0.010 | 0.015–0.040 | 70–100 bar |
| Tornitura grossolana — Hastelloy X | carburo con rivestimento PVD | 30–65 | 0.010–0.020 | 0.080–0.200 | 70–100 bar |
| Finitura di tornitura — Hastelloy X | Carburo rivestito in TiAlN | 65–130 | 0.004–0.010 | 0.015–0.040 | 70–100 bar |
| Intaglio / scanalatura | Carburo a grana fine non rivestito | 20-40 | 0.003–0.007 | Scanalatura a tutta larghezza | Inondazione + getto diretto |
| Filettatura (a punta singola) | Inserto Sharp in TiAlN | 15-30 | Per passo della filettatura | Passaggi multipli | Alluvione |
| Foratura (tornitura interna) | Barra di alesatura con inclinazione positiva | 25–55 | 0.005–0.012 | 0.030–0.100 | Si consiglia l'uso del refrigerante a flusso interno |
Parametri di fresatura per componenti in Hastelloy lavorati a controllo numerico
| Operazione | Tipo di strumento | Velocità di taglio (SFM) | Avanzamento per dente (pollici) | DOC assiale | DOC radiale | Liquido di raffreddamento |
|---|---|---|---|---|---|---|
| Fresatura di sgrossatura — C276/C22 | Inserti intercambiabili rivestiti in TiAlN | 20–45 | 0.002–0.006 | 0.050–0.150 | 50–75% della fresa D | Inondazione ad alta pressione |
| Fresatura frontale di finitura — C276/C22 | Bordi affilati PVD, inserti per spazzole | 45–90 | 0.001–0.004 | 0.005–0.020 | Larghezza totale | Inondazione ad alta pressione |
| Fresatura di scanalature — C276/C22 | In metallo duro, a 4 taglienti | 18–40 | 0.001–0.004 | 0,5–1,0 volte il diametro | 25–50% di larghezza della fessura | Alluvione o nebbia |
| Fresatura di tasche — C276/C22 | Metallo duro, elica variabile | 20–45 | 0.001–0.003 | 0,3–0,8 volte il diametro | 50% della fresa D | Inondazione ad alta pressione |
| Fresatura grossolana — Hastelloy X | Inserti in TiAlN | 25–55 | 0.002–0.006 | 0.050–0.150 | 50–75% | Alluvione |
| Fresatura di finitura — Hastelloy X | carburo compatto di TiAlN | 55–110 | 0.001–0.003 | 0.005–0.020 | Completo | Alluvione |
| Fresatura di profili (a 5 assi) — qualsiasi tipo | Punta a sfera in metallo duro TiAlN | 15–35 | 0,001-0,003 per dente | In base alle specifiche dello strumento | 40–60% della sfera D | Inondazione ad alta pressione |
Parametri di foratura per l'Hastelloy
La foratura dell'Hastelloy è una delle operazioni più complesse, poiché la geometria della punta crea una situazione in cui la zona di taglio non può essere raffreddata efficacemente e, con il progredire della foratura, si verifica un incrudimento nel fondo del foro.
| Tipo di trapano | Velocità di taglio (SFM) | Feed (diritti di proprietà intellettuale) | Peck Cycle | Liquido di raffreddamento | Note |
|---|---|---|---|---|---|
| Punta in metallo duro integrale (con raffreddamento interno) | 15-30 | 0.002–0.006 | Ogni 1× D | Ad alta pressione, attraverso il mandrino | La scelta ideale per tutti i diametri |
| Punta HSS-Co M42 | 8-18 | 0.002–0.005 | Ogni 0,5× D | Alluvione | Costo inferiore; durata degli utensili più breve |
| Punta con inserto indicizzabile | 20-40 | 0.004–0.009 | Ogni 2× D (diametro grande) | Inondazione ad alta pressione | Per diametri superiori a 25 mm |
| Punta a cannone con punta in carburo | 15-25 | 0.001–0.003 | Continuo | Alta pressione attraverso l'utensile | Fori profondi; eccellente rettilineità |
Il ciclo di "peck" — che consiste nel sollevare la punta dal foro per spezzare il truciolo e consentire al refrigerante di raggiungere la zona di taglio — è fondamentale nella foratura dell'Hastelloy. Senza il "pecking", i trucioli lunghi e filamentosi si accumulano nella scanalatura, bloccano il refrigerante, causano un incallimento catastrofico sul fondo del foro e spesso provocano la rottura della punta. Il refrigerante a filo mandrino erogato a 70–100 bar direttamente sulla punta della punta è l'approccio più efficace per il controllo del calore e l'evacuazione dei trucioli nella foratura dell'Hastelloy.
Filettatura e maschiatura dell'Hastelloy
| Tipo di filettatura | Metodo | Velocità | Fluido | Note sul tasso di successo |
|---|---|---|---|---|
| Filettature interne (M3–M16) | Maschio a scanalature a spirale, HSS-Co | 6–12 m² | Olio da taglio puro | Si consiglia una scanalatura a spirale; espelle i trucioli verso l'alto |
| Filettature interne (M16+) | Barra di alesatura a punto singolo | 15-25 SFM | Liquido di raffreddamento a diluvio | Il sistema a punto singolo evita la rottura del maschio nelle leghe dure |
| Filettature esterne (tutte le misure) | Filettatura CNC a punto singolo | 15–30 SFM | Liquido di raffreddamento a diluvio | Passaggi multipli (minimo 6–8 passaggi) |
| Fresatura a filetto (interna) | Fresa a filo in metallo duro integrale | 20–40 piedi quadrati al minuto | Inondazione ad alta pressione | La soluzione più affidabile per filettature critiche |
La fresatura di filettature — che prevede l'uso di una fresa per filettature in metallo duro integrale a rotazione, interpolata lungo un percorso elicoidale — sta diventando sempre più il metodo preferito per la realizzazione di filettature interne nell'Hastelloy. A differenza della maschiatura, la fresatura di filettature utilizza lo stesso approccio delle operazioni di fresatura, consentendo l'erogazione di refrigerante ad alta pressione attraverso l'utensile ed evitando la rottura catastrofica dell'utensile che si verifica quando i maschi standard si rompono nell'Hastelloy dopo l'incrudimento nel foro.
Quali tolleranze dimensionali e finiture superficiali è possibile ottenere nella lavorazione meccanica dell'Hastelloy?
Comprendere le tolleranze e le finiture superficiali ottenibili nella lavorazione CNC dell'Hastelloy è fondamentale per gli ingegneri che redigono i disegni dei componenti e per i responsabili degli acquisti che devono verificare se le capacità dichiarate da un fornitore corrispondono ai requisiti indicati nei disegni.
Tolleranze dimensionali per i componenti lavorati in Hastelloy
| Tipo di caratteristica | Tolleranza standard | Tolleranza ristretta | Tolleranza di precisione | Note |
|---|---|---|---|---|
| Diametro esterno tornito | ±0,05 mm (±0,002") | ±0,025 mm (±0,001") | ±0,013 mm (±0,0005") | La precisione richiede una temperatura controllata |
| Diametro del foro | ±0,05 mm (±0,002") | ±0,025 mm (±0,001") | ±0,013 mm (±0,0005") | Il refrigerante a filo utensile migliora la qualità del foro |
| Dimensioni lineari | ±0,10 mm (±0,004") | ±0,05 mm (±0,002") | ±0,025 mm (±0,001") | Dipende dalla stabilità della temperatura del componente |
| Diametro di passo della filettatura | per classe 2B/2A | per la classe 3B/3A | per la classe 3B/3A | È possibile ottenere raccordi in Hastelloy da 3B/3A |
| Piattezza | 0,10 mm/100 mm | 0,025 mm/100 mm | 0,010 mm/100 mm | Le superfici dei pavimenti raggiungono la massima planarità |
| Rotondità (cilindricità) | 0,025 mm | 0,013 mm | 0,005 mm | Richiede un sistema di serraggio rigido |
| Concentricità | 0,05 mm TIR | 0,025 mm TIR | 0,010 mm TIR | L'allestimento singolo tornio-fresatrice migliora la concentricità |
| Perpendicolarità | 0,05 mm/100 mm | 0,025 mm/100 mm | 0,010 mm/100 mm | Precisione geometrica della macchina: un fattore critico |
| Posizione dei fori (posizione effettiva) | ±0,05 mm | ±0,025 mm | ±0,013 mm | È necessario controllare la dilatazione termica dell'Hastelloy |
| Angolosità | ±0,1° | ±0,05° | ±0,02° | Lavorazione a 5 assi per angoli composti |
Finitura superficiale ottenibile nella lavorazione meccanica dell'Hastelloy
| Operazione di lavorazione | Tipico Ra Raggiungibile | Note |
|---|---|---|
| Tornitura brusca | 3,2–6,3 µm (125–250 µin) | Segni di entrata e uscita dell'utensile; accettabili per superfici non critiche |
| Tornitura con finitura standard | 0,8–1,6 µm (32–63 µin) | Inserto affilato, geometria del bordo del raschiatore, avanzamento corretto |
| Tornitura di precisione | 0,4–0,8 µm (16–32 µin) | Inserto tergicristallo, alimentazione leggera, configurazione rigida, inserto nuovo |
| Fresatura frontale standard | 1,6–3,2 µm (63–125 µin) | Inserto standard; adatto alla maggior parte delle superfici delle flange |
| Fresatura di precisione (a scorrimento) | 0,4–0,8 µm (16–32 µin) | Inserti per la geometria dei tergicristalli; mandrino a serraggio |
| Lucidatura (finitura fine) | 0,4–0,8 µm (16–32 µin) | Rigidità adeguata della barra di alesatura; inserto affilato |
| Rettifica (diametro esterno) | 0,1–0,4 µm (4–16 µin) | Mola in CBN o allumina; raffreddamento ad alto flusso |
| Lappatura / levigatura | 0,025–0,1 µm (1–4 µin) | Sedi delle valvole; finitura di precisione dei fori |
| Elettrolucidatura | Meno di 0,5 µm (20 µin) | Componenti farmaceutici; misurati secondo la norma EP |
Per i componenti delle apparecchiature farmaceutiche (elementi interni dei reattori, corpi valvola, sfere di nebulizzazione), viene spesso richiesto un elettrolucidatura con un valore Ra inferiore a 0,4 µm, al fine di soddisfare le categorie di finitura superficiale previste dalla norma ASME BPE e i requisiti di rugosità superficiale cGMP della FDA per le superfici a contatto con il prodotto. MWalloys coordina l'elettrolucidatura con fornitori di servizi EP qualificati al termine della lavorazione meccanica, con certificati di misurazione Ra inclusi nel pacchetto di documentazione finale del pezzo.
In che modo le condizioni del materiale influiscono sulla lavorabilità dell'Hastelloy e sulla qualità dei pezzi?
Le condizioni di trattamento termico del materiale grezzo in Hastelloy — in particolare, se si tratta di materiale ricotto in soluzione o se è stato sottoposto a ulteriori lavorazioni a freddo — influiscono in modo significativo sul comportamento durante la lavorazione, sulla finitura superficiale ottenibile e sulla stabilità dimensionale del pezzo finito.
Barre in Hastelloy ricotte vs barre in Hastelloy trafilate a freddo per la lavorazione meccanica
| Proprietà | Barra ricotta | Barra trafilata a freddo | Impatto sulla lavorazione meccanica |
|---|---|---|---|
| Durezza (tipica) | 90–96 HRB (Brinell 190–210) | 96–100 HRB (210–240 Brinell) | Trafilatura a freddo più intensa — maggiore usura degli utensili |
| Limite di snervamento (tipico) | 310–380 MPa (45–55 ksi) | 415–550 MPa (60–80 ksi) | Maggiore forza di taglio nella trafilatura a freddo |
| Allungamento | 40-55% | 25-35% | Soluzione ricotta, più duttile |
| Tasso di indurimento del lavoro | Molto alto | Alto | Il materiale ricotto si incrudisce più rapidamente se la durezza iniziale è inferiore |
| Lavorabilità | Moderato-difficile | Leggermente più difficile | Si preferisce generalmente il ricottura di soluzione |
| Stabilità dimensionale | Ottimo (senza tensioni) | Moderato (tensione residua dovuta alla trafilatura) | Ricottura in soluzione, preferibile per i componenti di precisione |
| Finitura superficiale ottenibile | Eccellente | Buono | Il ricottura della soluzione garantisce una finitura migliore |
| Tolleranza sul diametro della barra di partenza | In conformità con la norma AMS 2241 / tolleranza ASTM | Più duro del materiale ricotto | Il trafilato a freddo presenta una tolleranza sul diametro esterno più stretta |
Per i componenti in Hastelloy lavorati con precisione al CNC, la barra ricotta in soluzione è decisamente preferibile come materiale di partenza. La minore durezza iniziale garantisce una migliore lavorabilità, l'assenza di tensioni residue da trafilatura elimina le deformazioni durante la lavorazione e la maggiore duttilità produce una finitura superficiale migliore con una minore tendenza allo strappo sui bordi di taglio. Le barre trafilate a freddo vengono talvolta utilizzate quando la tolleranza ristretta del diametro esterno riduce la quantità di materiale che deve essere asportata per raggiungere il diametro finale, ma questo vantaggio deve essere valutato rispetto agli svantaggi della lavorazione.
Effetto della granulometria sulla qualità della superficie lavorata
La granulometria del materiale di partenza in Hastelloy — determinata dalla temperatura e dalla durata del ricottura in soluzione — influisce sulla qualità delle superfici lavorate, in particolare nelle operazioni di finitura e nella rettifica.
| Granulometria (ASTM) | Materiale di partenza tipico | Effetto sulla superficie lavorata |
|---|---|---|
| ASTM 3–4 (grossolana) | Barre pesanti laminate a caldo; alcune lamiere | Finitura leggermente più ruvida; possibilità di strappi superficiali nei tagli di precisione |
| ASTM 5–6 (medio) | Barre standard laminate a caldo e ricotte | Buona lavorabilità; finitura superficiale standard |
| ASTM 7–8 (fine) | Trafilato a freddo e ricotto; barra di precisione | Finitura superficiale ottimale; massima precisione nei dettagli; la scelta ideale per i componenti farmaceutici |
| ASTM 9+ (molto fine) | Lavorazione speciale; nastro sottile | Finitura superficiale eccellente; la massima lavorabilità all'interno della classe Hastelloy |
Per i componenti lavorati in Hastelloy di grado farmaceutico in cui la lavorazione è seguita dall'elettrolucidatura, l'utilizzo di un materiale di partenza a grana fine (ASTM 7–8) consente di ottenere superfici elettrolucidate più uniformi con una minore evidenziazione dei bordi di grano — una caratteristica estetica e funzionale importante per le apparecchiature di sintesi farmaceutica, dove i bordi di grano visibili sulle superfici elettrolucidate potrebbero essere erroneamente interpretati come segni di corrosione durante le ispezioni normative.
Quali settori industriali ordinano da MWalloys componenti in Hastelloy lavorati su misura con macchine CNC?
I settori che richiedono regolarmente componenti in Hastelloy lavorati a controllo numerico sono proprio quelli in cui i guasti dovuti alla corrosione dei componenti in leghe standard hanno comportato costi operativi e di manutenzione inaccettabili.
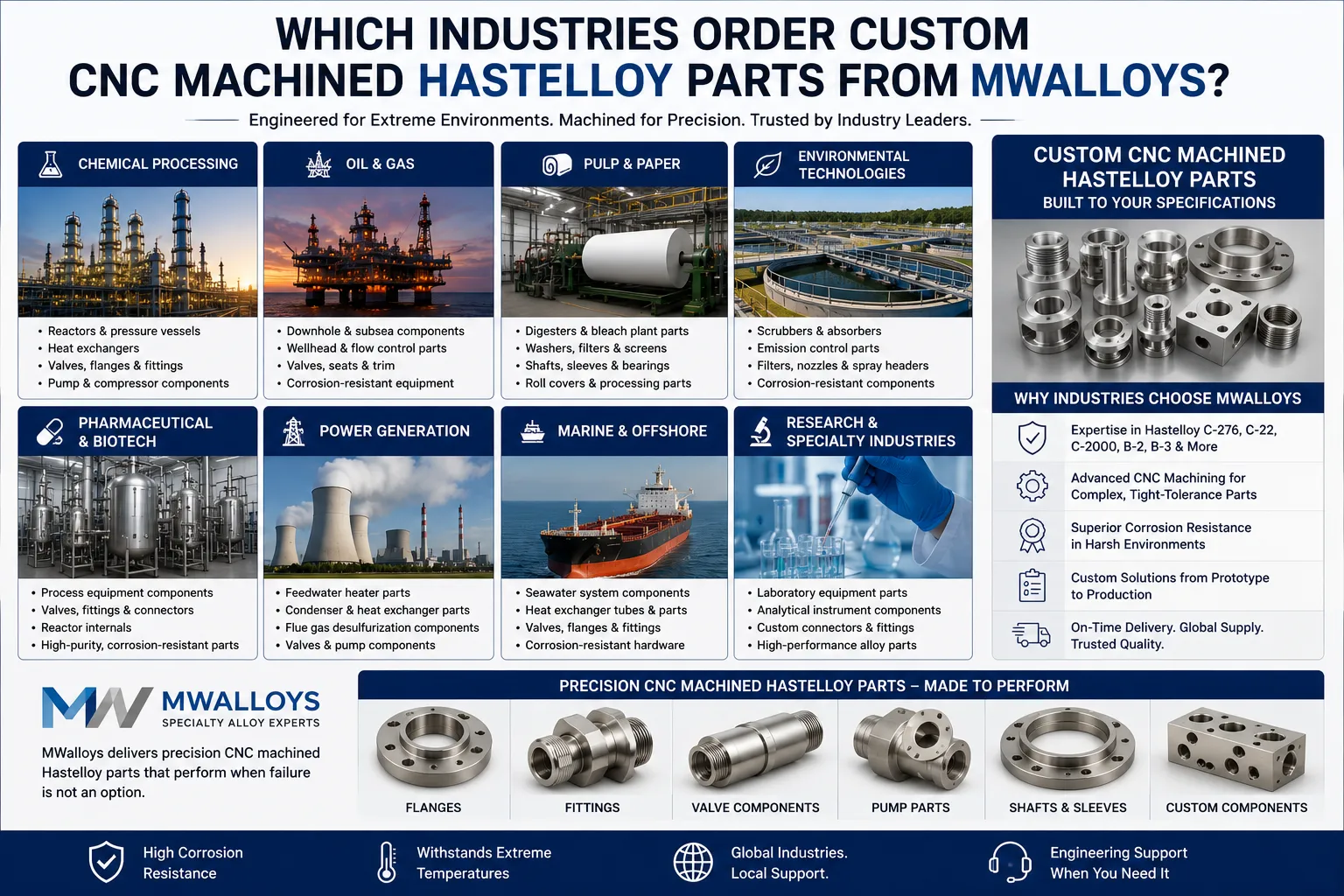
Settore della lavorazione chimica — Il principale mercato per i componenti lavorati in Hastelloy
Gli impianti chimici che trattano acido cloridrico, acido solforico, miscele di acidi e composti clorurati utilizzano componenti lavorati in Hastelloy in tutte le loro apparecchiature di processo. I pezzi lavorati più comunemente richiesti in questo settore includono:
- Corpi valvola e componenti interni: Valvole a sfera, valvole a globo e valvole di ritegno con corpo, sede, stelo e componenti interni in Hastelloy C276, lavorati secondo precise specifiche dimensionali.
- Componenti della pompa: Giranti, anelli di usura, manicotti per alberi e coperchi per premistoppa lavorati in C276 per pompe di trasferimento di acidi in servizio con HCl o acidi misti.
- Raccordi e bocchette per recipienti a pressione: Pezzi forgiati su misura per ugelli, lavorati con precisione in base alle dimensioni esatte del foro e della superficie della flangia, alla geometria della sede dell'O-ring e alla lunghezza del collo dell'ugello.
- Componenti dell'agitatore: Mozzi di giranti, giunti per alberi e staffe di fissaggio dei deflettori ricavati da barre di C276 per reattori destinati al trattamento di fluidi di processo corrosivi.
- Componenti dello scambiatore di calore: Piastre portatubi, coperture per teste flottanti e piastre divisorie lavorate a macchina da lamiera C276 per raffreddatori e condensatori acidi.
Applicazioni per petrolio, gas e sottomarini
La produzione offshore e i sistemi sottomarini richiedono componenti lavorati in Hastelloy, poiché la combinazione di H₂S, CO₂, cloruri e condizioni di pressione e temperatura elevate rende impossibile l'utilizzo dell'acciaio al carbonio standard e persino dell'acciaio inossidabile duplex.
| Tipo di componente | Tipo di Hastelloy | Applicazione | Requisiti chiave delle funzionalità |
|---|---|---|---|
| Componenti delle valvole di sicurezza di fondo pozzo | C276 | Finiture e sedili SSSV | Tolleranze strette dei fori; superfici di sede lisce |
| Corpi dei connettori sottomarini | C276, C22 | Collegamenti idraulici e del gas | Fori di precisione multipla; rugosità della superficie di tenuta Ra inferiore a 0,8 µm |
| Gruppo valvole di testa pozzo | C276 | Controllo delle teste di pozzo per gas acido | Conformità ai requisiti di durezza NACE MR0175 |
| Valvole di ritegno per l'iniezione di sostanze chimiche | C276 | Metanolo, iniezione di inibitore di incrostazioni | Sedi delle sfere di precisione; geometria a piccolo orifizio |
| Corpi collettori per strumenti | C276, C22 | Misurazione della pressione in condizioni di presenza di acidi | Porte con filettatura multipla; pressioni nominali fino a 1.000 bar |
| Meccanismi di bloccaggio BOP | C276 | Azionamento sottomarino del dispositivo di prevenzione delle fuoriuscite | Geometria complessa; tolleranze ristrette sulle superfici di bloccaggio |
Settore farmaceutico e biotecnologico
Il settore farmaceutico richiede componenti lavorati in Hastelloy C276 e C22 per reattori di sintesi di principi attivi farmaceutici (API), colonne di purificazione e sistemi di filtrazione sterile in cui:
- I cicli CIP (clean-in-place) prevedono una sterilizzazione sequenziale con soda caustica (NaOH), acido nitrico (HNO₃) e vapore.
- La sintesi del principio attivo farmaceutico prevede l'uso di solventi clorurati, acidi o reagenti fortemente ossidanti.
- Le norme cGMP della FDA richiedono che le finiture superficiali delle superfici a contatto con il prodotto siano documentate con un valore Ra inferiore a 0,5 µm.
- Per la qualificazione delle attrezzature è richiesta la completa tracciabilità dei materiali, dalle materie prime al pezzo lavorato finito.
Tra i tipici componenti lavorati in Hastelloy per uso farmaceutico prodotti da MWalloys figurano: deflettori interni e serpentine per reattori, corpi delle sfere di nebulizzazione, corpi delle valvole di campionamento, gruppi di tubi di immersione e componenti dell'albero dell'agitatore. Tutti i componenti farmaceutici sono forniti con finitura superficiale elettrolucidata, certificati di misurazione Ra e documentazione completa di tracciabilità dei materiali, adatta ai pacchetti di qualificazione delle apparecchiature IQ/OQ/PQ.
Applicazioni aerospaziali e di difesa
I componenti lavorati in Hastelloy X trovano impiego nei motori a turbina a gas, dove la combinazione di temperature elevate (superiori a 700 °C), atmosfera di combustione ossidante e carichi meccanici esclude l'utilizzo di tutte le leghe a base di ferro e della maggior parte delle altre leghe di nichel.
- Elementi di fissaggio del rivestimento della camera di combustione: Bulloni, prigionieri e staffe ricavati da barre in Hastelloy X certificate AMS 5754.
- Tubi di protezione per termocoppie: Realizzato mediante tornitura di precisione da una barra in Hastelloy X con tolleranza dello spessore delle pareti molto ridotta (±0,1 mm) e finitura interna liscia (Ra inferiore a 1,6 µm).
- Staffe di fissaggio per il supporto della fiamma: Componenti fresati complessi con diverse configurazioni di fori di fissaggio e una superficie di montaggio perfettamente piana.
- Componenti strutturali del banco di prova per motori: Componenti su misura ricavati da barre di Hastelloy X per celle di prova motori a temperatura controllata.
In che modo MWalloys garantisce la qualità e la tracciabilità dei componenti lavorati in Hastelloy?
La garanzia della qualità nei componenti in Hastelloy lavorati con precisione comporta una serie di attività di verifica indipendenti, che vanno dal controllo dei materiali in entrata fino all'ispezione finale dei pezzi. È proprio questa catena di qualità completa a distinguere un fornitore affidabile specializzato nella lavorazione dell'Hastelloy da un'officina meccanica generica che dispone semplicemente di materiale grezzo in Hastelloy.
Processo di controllo qualità di MWalloys per i componenti lavorati in Hastelloy
Fase 1: Controllo del materiale in entrata:
Ogni barra o piastra in Hastelloy ricevuta presso MWalloys viene ispezionata per verificarne la conformità dimensionale, lo stato della superficie e l'identità del materiale. Eseguiamo l'identificazione positiva del materiale (PMI) 100% utilizzando la spettrometria XRF calibrata su ogni pezzo in entrata, verificando che la composizione elementare corrisponda al rapporto di prova certificato del materiale. Questa fase rileva eventuali errori di identificazione del materiale che potrebbero portare alla lavorazione della lega sbagliata in un componente critico del cliente.
Fase 2: Esame del rapporto di prova dei materiali:
Il rapporto di prova del materiale (MTR) relativo a ciascun lotto termico di Hastelloy viene verificato alla luce dei requisiti delle specifiche applicabili (ASTM B574, B572 o equivalenti) prima che il materiale venga rilasciato alla produzione. I MTR non conformi — inclusi valori chimici fuori dai limiti UNS, proprietà di trazione inferiori ai minimi specificati o registrazioni del trattamento termico mancanti — comportano la messa in quarantena del materiale e l’adozione di azioni correttive da parte del fornitore prima che proceda qualsiasi lavorazione meccanica.
Fase 3: Ispezione del primo articolo (FAI):
Per i nuovi codici articolo, viene eseguita un'ispezione completa del primo articolo sul primo pezzo lavorato di ogni configurazione, verificando tutte le quote, le tolleranze, i controlli geometrici (GD&T) e i requisiti di finitura superficiale rispetto al disegno del cliente prima di proseguire con la produzione. I risultati della FAI vengono documentati in un rapporto di ispezione del primo articolo (FAIR) che viene conservato nel fascicolo del lavoro.
Fase 4: Controllo dimensionale in corso di lavorazione:
Le dimensioni critiche vengono misurate durante la lavorazione — e non solo a posteriori — utilizzando micrometri digitali calibrati, calibri per fori, sistemi di sondaggio CMM (per i lavori eseguiti su centri di lavoro) e profilometri di superficie. Questa misurazione in tempo reale consente di correggere immediatamente gli effetti dell'usura degli utensili prima che la deriva dimensionale superi i limiti di tolleranza.
Fase 5: Collaudo finale e verifica con CMM:
I pezzi lavorati in Hastelloy, una volta completati, vengono sottoposti a ispezione su una macchina di misura a coordinate (CMM) calibrata per verificare tutti i controlli geometrici, le quote critiche e i rapporti di riferimento specificati nel disegno del cliente. Vengono redatti e conservati i rapporti di ispezione CMM che documentano il confronto tra le quote misurate e quelle nominali.
Pacchetto di documentazione per componenti lavorati in Hastelloy
| Documento | Contenuto | Standard |
|---|---|---|
| Rapporto di prova del materiale (MTR) | Composizione chimica completa della lega, risultati delle prove di trazione, trattamento termico, numero di ciclo termico | ASTM B574 / B572 / specifica applicabile |
| Certificato PMI | Analisi elementare XRF a conferma della designazione UNS | Esigenze del cliente |
| Rapporto di ispezione del primo articolo | Tutte le quote del disegno sono state misurate e registrate | Disegno del cliente; AS9100 |
| Rapporto di ispezione CMM | Verifica tridimensionale rispetto al modello CAD o al disegno | GD&T secondo la norma ASME Y14.5 |
| Certificato di finitura superficiale | Misurazione della resistenza di contatto su superfici specificate, con strumento calibrato | Come da disegno |
| Certificato di elettrolucidatura | Misurazione del Ra post-EP, conferma della passivazione | ASME BPE / specifiche del cliente |
| Certificato di conformità | Dichiarazione scritta di conformità a tutti i requisiti specificati | Esigenze del cliente |
| Certificato di durezza NACE MR0175 | Durezza misurata a conferma della conformità (ove specificato) | NACE MR0175/ISO 15156 |
| Dichiarazione di origine | Paese di produzione ai fini della conformità alle norme di importazione | Clienti / Normativa |
| Documenti di taratura | Riferimento allo stato attuale di taratura degli strumenti di misura | ISO 9001:2015; AS9100 |
MWalloys opera secondo un sistema di gestione della qualità certificato ISO 9001:2015. Per i clienti del settore aerospaziale che richiedono la conformità alla norma AS9100 Rev. D, siamo in grado di coordinarci con partner di lavorazione qualificati e certificati AS9100 presenti nella nostra rete di fornitura. Tutti i registri di ispezione vengono conservati per un minimo di 10 anni, garantendo la completa tracciabilità e il richiamo di qualsiasi componente da noi prodotto.
Quali sono i tempi di consegna e la procedura di ordinazione per i componenti personalizzati in Hastelloy?
Il processo di ordinazione dei componenti in Hastelloy lavorati su misura con macchine CNC prevede diverse fasi distinte, ciascuna delle quali richiede informazioni specifiche che i clienti possono preparare in anticipo per ridurre al minimo i tempi di consegna complessivi.
Tempi di consegna dei componenti per parti lavorate su misura in Hastelloy
| Tempo di consegna del componente | Durata | Come accelerare |
|---|---|---|
| Preparazione dei preventivi | 1–2 giorni lavorativi | In caso di richiesta, fornire il disegno completo e le specifiche dei materiali |
| Esecuzione del contratto | 1–3 giorni (a seconda del cliente) | Procedura per gli ordini di acquisto pre-approvati |
| Approvvigionamento dei materiali (dimensioni delle scorte) | 3-7 giorni lavorativi | MWalloys dispone di scorte strategiche di barre nei diametri più comuni |
| Approvvigionamento di materiali (non a magazzino) | 10–20 giorni lavorativi | Ordine di laminazione per dimensioni non standard |
| Programmazione e configurazione CNC | 2–5 giorni lavorativi per i ricambi nuovi | Fornire un modello CAD 3D (formato STEP) con il disegno |
| Lavorazione CNC — pezzi semplici | 3-7 giorni lavorativi | Tornitura o fresatura standard |
| Lavorazione CNC — pezzi complessi | 7–20 giorni lavorativi | 5 assi; configurazioni multiple; ispezione tra le operazioni |
| Ispezione e documentazione | 2-5 giorni lavorativi | Disponibilità delle macchine a misura coordinata (CMM); complessità della documentazione |
| Elettrolucidatura (se richiesta) | da 3 a 7 giorni in più | Collaborare parallelamente con il fornitore di servizi EP |
| Spedizioni e dogana | 1–5 giorni per le spedizioni nazionali; 3–10 giorni per le spedizioni internazionali via aerea | Trasporto aereo espresso per ordini urgenti |
Tempi di consegna tipici complessivi:
- Pezzi torniti semplici ricavati da barre in stock: 10–18 giorni lavorativi.
- Componenti fresati complessi ricavati da lastre a magazzino: 15–25 giorni lavorativi.
- Componenti a 5 assi con caratteristiche complesse realizzati con materiali non disponibili a magazzino: 25–35 giorni lavorativi.
- Priorità per emergenze/AOG (Aircraft on Ground): contattate il nostro team per una valutazione urgente.
Quali informazioni sono necessarie per ottenere un preventivo accurato
Per ricevere un preventivo in giornata per componenti in Hastelloy lavorati su misura, fornite i seguenti dati:
- Disegno dei componenti: File PDF, DXF (2D) o STEP (preferibilmente modello 3D) contenente tutte le quote, le tolleranze, le indicazioni GD&T e i requisiti relativi alla finitura superficiale.
- Specifiche del materiale: Grado di Hastelloy (C276, C22 o X) e relativa specifica ASTM/AMS.
- Quantità: Numero di pezzi per questo ordine; indicare se sono previsti ordini successivi.
- Requisiti di consegna: Data di consegna richiesta o tempi di consegna accettabili.
- Requisiti speciali: Conformità NACE, ASME BPE, elettrolucidatura, documentazione specifica.
- Destinazione della spedizione: Paese e città per il calcolo delle spese di trasporto.
Condizioni generali relative al servizio di fornitura globale e lavorazione CNC di MWalloys
MWalloys fornisce componenti in Hastelloy lavorati con precisione tramite CNC a clienti in oltre 55 paesi, con condizioni di fornitura pensate per semplificare al massimo i primi ordini e garantire la massima flessibilità per i programmi di produzione consolidati.
Condizioni di servizio e commerciali
| Termine | Dettagli |
|---|---|
| Quantità minima d'ordine | Nessuna — da singoli prototipi a lotti di produzione di diverse migliaia di pezzi |
| Tempi di consegna standard | Da 10 a 35 giorni lavorativi, a seconda della complessità del pezzo e della disponibilità dei materiali |
| Trattamento urgente / prioritario | Disponibile — contattare il team per conoscere la disponibilità attuale e il prezzo |
| Primo pagamento | Bonifico bancario: acconto pari al 50% del totale all'ordine; saldo del 50% prima della spedizione |
| Account esistenti | 30 giorni netti dalla spedizione, previa approvazione del credito |
| Validità dell'offerta | 30 giorni dalla data di emissione |
| Supporto ingegneristico | Revisione DFM (Design for Manufacturability) gratuita per i progetti idonei |
| Gestione delle revisioni | Le modifiche ai disegni sono accettate fino alla fase di programmazione CNC senza costi aggiuntivi |
Spedizioni e opzioni di consegna in tutto il mondo
| Metodo | Tempo di transito | Uso ottimale |
|---|---|---|
| Corriere aereo internazionale (DHL/FedEx/UPS) | 1–4 giorni | AOG, sostituzione d'emergenza, piccoli colli |
| Trasporto aereo internazionale (merci) | 3–7 giorni | Peso nella media; urgenza normale |
| Trasporto marittimo (FCL o LCL) | Da 18 a 45 giorni a seconda della destinazione | Grandi lotti di produzione; non urgenti |
| Trasporto terrestre — Nord America | 2–6 giorni | Stati Uniti, Canada, Messico |
| Trasporto terrestre — Europa | 3–8 giorni | Consegna ai clienti europei |
Incoterms disponibili: EXW, FCA, FOB, CIF, DAP, DDP — scelti in base alle esigenze logistiche e assicurative del cliente.
Settori e regioni in cui operiamo
MWalloys produce e spedisce componenti personalizzati in Hastelloy a clienti in tutte le principali aree industriali:
| Regione | Settori principali serviti |
|---|---|
| Nord America | Settori chimico, farmaceutico, petrolifero e del gas, aerospaziale, della difesa |
| Europa | Produttori OEM di prodotti chimici, settore farmaceutico, offshore, produzione di energia |
| Medio Oriente | Petrolchimico, petrolio e gas, desalinizzazione |
| Asia-Pacifico | Chimica, semiconduttori, farmaceutica, offshore |
| America Latina | Settore minerario, petrolifero e del gas, chimico |
| Australia e Nuova Zelanda | Settore minerario, chimico, offshore |
Sei pronto a ordinare componenti in Hastelloy lavorati su misura?
Contattate MWalloys oggi stesso inviandoci il disegno del vostro componente o la vostra bozza di progetto. Il nostro team di ingegneri applicativi fornisce preventivi in giornata per i componenti semplici ed entro 24 ore per quelli complessi con caratteristiche multiple. Esaminiamo ogni disegno alla ricerca di opportunità di DFM (Design for Manufacturing) che consentano di ridurre i costi di lavorazione senza compromettere le prestazioni — e ogni spedizione è accompagnata da una documentazione completa sui materiali e sui controlli di qualità.
Inviaci oggi stesso il tuo disegno. Nessun ordine minimo. Certificazione completa. Consegna in tutto il mondo.
Domande frequenti sui componenti in Hastelloy lavorati a controllo numerico
1: Qual è il grado di lavorabilità dell'Hastelloy C276 rispetto all'acciaio inossidabile?
L'Hastelloy C276 presenta un indice di lavorabilità pari a circa 25–35% rispetto all'acciaio al carbonio a lavorabilità migliorata (riferimento AISI 1212 = 100%), rispetto a circa 45–55% per l'acciaio inossidabile 316L — il che significa che il C276 richiede velocità di taglio pari a circa la metà di quelle utilizzate per il 316L per ottenere una durata degli utensili comparabile, con costi di utensili proporzionalmente più elevati e tempi di ciclo più lunghi per una geometria del pezzo equivalente. La differenza di lavorabilità tra l'acciaio inossidabile C276 e il 316L deriva da tre meccanismi combinati: il più elevato indice di incrudimento del C276 (l'incrudimento raggiunge i 250–280 °C di durezza di base sulla superficie di taglio, contro i 140–180 °C del 316L), la sua minore conducibilità termica (11 W/m·K contro i 14–16 W/m·K del 316L, il che significa che più calore si concentra sulla punta dell’utensile) e la sua maggiore durezza a caldo (il C276 resiste alla deformazione a temperature elevate meglio del 316L). In termini pratici di costi di lavorazione, ciò si traduce in costi di lavorazione dell'Hastelloy C276 che sono in genere 2–4 volte superiori per pezzo rispetto a quelli di pezzi lavorati equivalenti in 316L con la stessa geometria, riflettendo sia velocità di taglio più basse che un consumo più rapido degli utensili. MWalloys assorbe questa complessità di lavorazione attraverso programmi di utensili ottimizzati, competenze dedicate alla lavorazione dell'Hastelloy e un'efficiente lavorazione in lotti che ammortizza i costi di configurazione sulle quantità di produzione — consentendoci di offrire prezzi competitivi sui componenti in Hastelloy lavorati che riflettono il costo reale della corretta produzione di pezzi di alta qualità.
2: È possibile lavorare l'Hastelloy C276 con le stesse tolleranze dell'acciaio inossidabile?
Sì. L'Hastelloy C276 può essere lavorato con le stesse tolleranze dimensionali dell'acciaio inossidabile 316L; sulle torni CNC dotati di utensili rigidi, inserti affilati e un serraggio controllato del pezzo, sebbene il raggiungimento di queste tolleranze richieda controlli di processo aggiuntivi non necessari per la lavorazione standard dell'acciaio inossidabile. Le principali difficoltà nel controllo delle tolleranze nella lavorazione dell'Hastelloy sono: l'espansione termica del pezzo durante la lavorazione (la minore conducibilità termica dell'Hastelloy provoca un riscaldamento più localizzato rispetto all'acciaio inossidabile, richiedendo periodi di stabilizzazione tra le operazioni di sgrossatura e finitura) e il ritorno elastico della superficie lavorata dovuto all'elevato recupero elastico della lega. Queste sfide vengono affrontate: consentendo l'equilibrio termico prima delle misurazioni dimensionali finali, utilizzando tagli di finitura con profondità sufficiente per arrivare al di sotto dello strato incrudito dalla sgrossatura e utilizzando la misurazione CMM a temperatura controllata (20 °C ±1 °C) per la verifica dimensionale finale. Per le tolleranze industriali standard (±0,05 mm / ±0,002"), la lavorazione dell'Hastelloy è sostanzialmente equivalente a quella dell'acciaio inossidabile in termini di realizzabilità. Per le tolleranze di precisione (±0,013 mm / ±0,0005"), i controlli di processo aggiuntivi aumentano i costi e i tempi di ciclo, ma la tolleranza è pienamente raggiungibile in strutture CNC ben attrezzate con conoscenze di processo specifiche per l'Hastelloy.
3: Qual è la strategia di lubrificazione più indicata per la lavorazione CNC dell'Hastelloy?
Il refrigerante ad alta pressione convogliato attraverso l'utensile a una pressione compresa tra 70 e 140 bar (1.000–2.000 psi) direttamente nella zona di taglio rappresenta la strategia di raffreddamento più efficace per la lavorazione CNC dell'Hastelloy, riducendo la temperatura della punta dell'utensile di 150–250 °C rispetto al refrigerante a flusso standard e prolungando la durata dell'inserto in carburo del 40–80% nelle tipiche operazioni di tornitura e fresatura. Il motivo fondamentale per cui il refrigerante ad alta pressione è così efficace con l'Hastelloy è la bassa conducibilità termica della lega (10–12 W/m·K), che trattiene il calore di taglio sulla punta dell'utensile anziché dissiparlo nel pezzo. Il refrigerante a flusso standard applicato a bassa pressione non è in grado di penetrare efficacemente nella zona di contatto tra truciolo e utensile, in particolare nelle operazioni di tornitura in cui il truciolo è a stretto contatto con la faccia di spoglia dell’inserto. Il refrigerante ad alta pressione rompe con forza lo strato limite termico tra truciolo e inserto, riducendo drasticamente il meccanismo di usura per diffusione responsabile della maggior parte dell'usura accelerata dell'utensile nella lavorazione dell'Hastelloy. Per i torni CNC e i centri di lavoro privi di pompe di refrigerante ad alta pressione integrate, è possibile installare a posteriori unità di refrigerante ad alta pressione esterne in grado di fornire oltre 70 bar e dirigerle verso la zona di taglio tramite ugelli mirati. In assenza di capacità ad alta pressione, la lubrificazione a quantità minima (MQL) con olio da taglio privo di zolfo può migliorare la durata dell’utensile rispetto alla lavorazione a secco, ma l’MQL non si avvicina all’efficacia del refrigerante ad alta pressione per l’Hastelloy nella lavorazione di produzione continua.
4: L'Hastelloy C276 richiede un trattamento termico dopo la lavorazione CNC?
Nella maggior parte delle applicazioni, i componenti in Hastelloy C276 lavorati a controllo numerico non richiedono un trattamento termico dopo la lavorazione: il materiale di partenza, già ricotto in soluzione, mantiene la sua resistenza alla corrosione certificata durante l'intero processo di lavorazione, a condizione che eventuali tracce di contaminazione superficiale dovute agli utensili, al refrigerante e ai dispositivi di serraggio vengano accuratamente rimosse prima dell'utilizzo. La resistenza alla corrosione dell'Hastelloy C276 deriva dalla distribuzione in soluzione solida del cromo e del molibdeno nella matrice di nichel, che viene stabilita dal trattamento termico di ricottura in soluzione eseguito dallo stabilimento prima della spedizione e non viene alterata dalla lavorazione a freddo imposta durante la lavorazione meccanica. Tuttavia, esistono situazioni specifiche in cui il trattamento termico post-lavorazione è raccomandato o richiesto: quando i componenti sono stati sottoposti a una lavorazione a freddo significativa durante operazioni di sgrossatura aggressive (più di 15% di lavorazione a freddo locale) e saranno esposti a condizioni di corrosione sotto sforzo da cloruri durante il servizio, una ricottura di distensione a 1100–1150°C seguito da un raffreddamento rapido ripristina la piena resistenza alla corrosione; per i componenti di apparecchiature farmaceutiche in cui la lavorazione è seguita dall’elettrolucidatura, non è necessario alcun trattamento termico aggiuntivo prima dell’EP; e per i componenti che saranno saldati dopo la lavorazione, si raccomanda un ricottura in soluzione post-saldatura secondo la prassi standard di saldatura dell’Hastelloy. MWalloys fornisce consulenza sui requisiti di trattamento termico post-lavorazione in base all'applicazione specifica del pezzo e all'ambiente di servizio — contattate il nostro team tecnico indicando le vostre condizioni di servizio per ricevere una raccomandazione specifica.
5: Qual è la finitura superficiale richiesta per i componenti farmaceutici in Hastelloy lavorati a macchina?
I componenti in Hastelloy lavorati a macchina per uso farmaceutico destinati a superfici a contatto con il prodotto richiedono in genere un valore Ra inferiore o uguale a 0,5 µm (20 µin) dopo l'elettrolucidatura, corrispondente alla categoria di finitura superficiale SF4 della norma ASME BPE, sebbene i requisiti specifici varino a seconda dell'applicazione e della giurisdizione normativa — con alcune applicazioni di produzione sterile che richiedono un Ra inferiore o uguale a 0,25 µm (10 µin) per la categoria SF6. La norma ASME BPE (Bioprocessing Equipment Standard) definisce sei categorie di finitura superficiale (da SF1 a SF6) in base agli intervalli dei valori Ra e al fatto che la superficie sia stata sottoposta esclusivamente a lucidatura meccanica o anche a elettrolucidatura. Per la maggior parte dei reattori di sintesi API e dei serbatoi di fermentazione in Hastelloy C276, il requisito standard dell'industria farmaceutica è SF4 (Ra ≤ 0,51 µm) o SF6 (Ra ≤ 0,25 µm) con finitura elettrolucidata. La lavorazione meccanica che precede l'elettrolucidatura dovrebbe raggiungere un Ra compreso tra 0,8 e 1,6 µm (corrispondente a ASME BPE SF2 o SF3), poiché l'elettrolucidatura migliora tipicamente la rugosità superficiale di 30–50% rispetto alla condizione pre-lucidata. MWalloys coordina l'intera sequenza di finitura superficiale farmaceutica: lavorazione CNC di precisione a Ra 0,8–1,6 µm, elettrolucidatura da parte di un fornitore di servizi EP qualificato, misurazione Ra con profilometro calibrato e passivazione secondo ASTM A967. Tutti i certificati di misurazione Ra sono inclusi nel pacchetto di documentazione fornito con i componenti lavorati farmaceutici.
6: Qual è la differenza tra i componenti lavorati in Hastelloy C276 e quelli in Hastelloy C22 utilizzati in ambito chimico?
La differenza principale tra i componenti lavorati in Hastelloy C276 e C22 impiegati in servizi chimici è che il C276 offre una resistenza superiore agli acidi riducenti e alla corrosione puntiforme da cloruro puro (con 15–17% di Mo e un PREN calcolato di circa 73), mentre il C22 offre una migliore resistenza agli acidi ossidanti e agli ambienti con acidi misti (con 20–22,51% Cr e PREN ~65) — con la scelta del grado corretto che dipende interamente dal fatto che la chimica del processo sia prevalentemente riducente, ossidante o alterni entrambe le condizioni. In presenza di acidi puramente riducenti — acido cloridrico concentrato, acido solforico diluito privo di contaminanti ossidanti o acido fluoridrico — il maggiore contenuto di molibdeno del C276 garantisce una migliore resistenza alla corrosione, e i componenti lavorati in C276 dureranno più a lungo di quelli in C22 in queste condizioni. In servizio con acidi ossidanti — acido nitrico, soluzioni di cloruro ferrico, fluidi CIP contenenti ipoclorito o acidi misti ossidanti — il maggiore contenuto di cromo del C22 lo rende superiore, e i componenti lavorati in C22 garantiscono una maggiore durata. Per i processi che alternano condizioni riducenti e ossidanti — sintesi farmaceutica con diversi catalizzatori acidi in fasi sequenziali o impianti chimici con composizione variabile delle materie prime — sia il C22 che l'Hastelloy C-2000 (N06200, che combina Mo a livello di C276 con Cr a livello di C22 più l'aggiunta di rame) possono rappresentare la soluzione migliore in termini di lega singola. MWalloys fornisce gratuitamente una guida alla selezione delle leghe specifiche per l’applicazione, basata sui dati chimici del processo, per i progetti qualificati.
7: MWalloys è in grado di lavorare pezzi in Hastelloy secondo le dimensioni delle flange previste dalla norma ASME B16.5?
Sì, MWalloys lavora flange e componenti flangiati in Hastelloy C276, C22 e X in conformità con tutti i requisiti dimensionali della norma ASME B16.5, nelle classi di pressione da 150 a 2500, con diametri da 1/2" NPS a 24" NPS, partendo in genere da semilavorati forgiati in Hastelloy conformi alla norma ASTM B564, che vengono lavorati per ottenere le precise dimensioni di foro, spianatura e cerchio di bullonatura richieste dalla classe di pressione applicabile e dallo spessore del tubo. La norma ASME B16.5 specifica le dimensioni complessive delle flange, le dimensioni delle facce rialzate, i diametri dei cerchi di bullonatura, il numero e il diametro dei fori di bullonatura, nonché le dimensioni minime dei fori interni per ciascuna combinazione di classe di pressione e dimensione del tubo. La lavorazione dei pezzi forgiati in Hastelloy (ASTM B564, UNS N10276 o N06022) in conformità alla norma B16.5 prevede: l'alesatura del foro del tubo al diametro specificato con Ra inferiore a 1,6 µm (63 µin) o secondo le richieste del cliente; spianatura della superficie della flangia all'altezza specificata della superficie rialzata e con un Ra inferiore a 3,2 µm; foratura e alesatura dei fori dei bulloni con tolleranze di posizione di ±0,5 mm per il diametro del cerchio dei bulloni e di ±0,25 mm per la posizione dei singoli fori; e finitura di tutte le superfici esterne in modo da renderle pulite e prive di bave. Su ogni flangia viene eseguita e documentata un'ispezione dimensionale completa secondo le tolleranze ASME B16.5. Le flange destinate all'uso con recipienti a pressione ASME (designazione ASME SB-564) sono accompagnate dalla documentazione di certificazione appropriata, tra cui il certificato di materia prima (MTR) della forgiatura, il rapporto dimensionale di lavorazione e la verifica PMI.
8: In che modo MWalloys gestisce i componenti in Hastelloy che richiedono sia la lavorazione meccanica che la saldatura?
MWalloys coordina la produzione di componenti in Hastelloy lavorati meccanicamente, che prevede sia la lavorazione CNC che la saldatura, attraverso un flusso di lavoro integrato in cui vengono prima lavorate le superfici di preparazione alla saldatura (smussature dei giunti, scanalature di saldatura sul retro, superfici di accoppiamento), mentre le saldature certificate vengono eseguite da saldatori qualificati secondo la Sezione IX dell'ASME utilizzando materiale di apporto ERNiCrMo-4 (C276) o ERNiCrMo-10 (C22), mentre la lavorazione di precisione finale delle dimensioni interessate dalla saldatura viene eseguita dopo l'eventuale ricottura post-saldatura richiesta. La sequenza di produzione dei componenti in Hastelloy che richiedono entrambe le operazioni deve tenere conto del fatto che la saldatura può causare deformazioni dimensionali che influiscono sulle caratteristiche lavorate successivamente, in particolare nelle sezioni a pareti sottili o nei componenti in cui sono presenti più saldature ravvicinate. Il nostro approccio standard prevede una sequenza di operazioni volta a ridurre al minimo l'impatto della distorsione da saldatura sulle caratteristiche di precisione: lavorare prima le caratteristiche non critiche; eseguire tutte le saldature; eseguire il trattamento termico post-saldatura se richiesto dall'applicazione; consentire la completa stabilizzazione termica; quindi completare la lavorazione di precisione finale delle dimensioni critiche (fori, sedi, facce di accoppiamento) che devono essere mantenute entro tolleranze strette. Per componenti come i gruppi ugello del reattore che richiedono la saldatura della flangia dell'ugello a un ugello del guscio del serbatoio lavorato, lavoriamo il foro dell'ugello e la superficie della flangia dopo la saldatura per garantire che queste dimensioni critiche facciano riferimento all'assemblaggio effettivo così come saldato piuttosto che ai singoli componenti pre-saldatura. Contattate il nostro team di ingegneri per esigenze combinate di lavorazione meccanica e saldatura per la pianificazione della sequenza specifica del progetto.
9: Qual è lo spessore minimo delle pareti ottenibile in un tubo o in un manicotto in Hastelloy C276 lavorato a macchina?
È possibile produrre tubi e manicotti lavorati in Hastelloy C276 con spessori minimi delle pareti di circa 1,5–2,0 mm per diametri esterni inferiori a 50 mm e di 2,5–3,0 mm per diametri compresi tra 50 e 150 mm, con spessori delle pareti ancora più sottili ottenibili mediante tornitura di precisione con sistemi di serraggio dedicati e smorzamento delle vibrazioni per i pezzi in cui il contenimento della pressione non è una funzione primaria. Lo spessore minimo delle pareti dell'Hastelloy lavorato è determinato da due vincoli contrastanti: la rigidità meccanica durante l'operazione di lavorazione (le pareti sottili si deformano sotto l'azione delle forze di taglio, causando errori dimensionali e vibrazioni) e le proprietà meccaniche residue richieste per il carico di esercizio previsto. Per i componenti sottoposti a pressione interna (tubi di protezione per termocoppie in servizio a pressione, manicotti di collegamento per strumenti), lo spessore della parete deve essere calcolato secondo la Sezione VIII dell'ASME o l'ASME B31.3 utilizzando la sollecitazione ammissibile per il C276 alla temperatura di progetto. Per coperture, tubi di protezione o boccole di allineamento non a pressione, lo spessore delle pareti può essere ridotto al minimo meccanico che l’operazione di lavorazione può produrre in modo affidabile con tolleranza controllata. Pareti molto sottili (inferiori a 1,5 mm in Hastelloy) richiedono in genere attrezzature specializzate, supporti intermedi durante la lavorazione, portautensili antivibrazioni e velocità di taglio ridotte per gestire la deflessione e le vibrazioni del pezzo. MWalloys valuta la fattibilità dello spessore delle pareti nell'ambito della revisione DFM su tutti i nuovi codici articolo: contattate il nostro team di ingegneri indicando il vostro requisito di spessore minimo delle pareti per una valutazione specifica.
10: MWalloys fornisce pezzi lavorati in Hastelloy corredati della documentazione di conformità alla norma NACE MR0175?
Sì. MWalloys fornisce la documentazione di conformità alle norme NACE MR0175/ISO 15156 Parte 3 per i componenti lavorati in Hastelloy C276 (N10276), C22 (N06022) e X (N06002) lavorati, confermando che la durezza misurata di ciascun pezzo è inferiore al massimo di 40 HRC specificato per queste leghe in ambienti di servizio in presenza di H₂S, con certificati di prova di durezza rilasciati come parte del pacchetto di documentazione standard per tutti gli ordini specificati per il servizio in presenza di H₂S. La norma NACE MR0175/ISO 15156 Parte 3 certifica l'idoneità di tutti e tre i tipi di Hastelloy all'impiego in ambienti contenenti H₂S, purché mantenuti allo stato di ricottura in soluzione con una durezza inferiore a 40 HRC. L'Hastelloy C276, C22 e X correttamente ricotto in soluzione misura tipicamente 90–96 HRB (equivalente a circa 20–22 HRC), fornendo un margine sostanziale al di sotto del limite massimo di 40 HRC senza alcuna lavorazione speciale. Per i componenti in Hastelloy lavorati a macchina in servizio acido, MWalloys esegue prove di durezza Rockwell su pezzi di produzione rappresentativi di ciascun lotto utilizzando strumenti calibrati tracciabili secondo gli standard NIST, registra i valori di durezza misurati su un certificato di durezza separato e include una dichiarazione scritta di conformità alla norma NACE MR0175 nel pacchetto di documentazione. Per i componenti critici di fondo pozzo o sottomarini in cui la durezza è particolarmente importante — guarnizioni di valvole in servizio H₂S, componenti di utensili di fondo pozzo, corpi di connettori sottomarini — possiamo eseguire prove di durezza su ogni singolo pezzo lavorato e fornire una certificazione di durezza per ogni singolo pezzo. Specificare "Documentazione NACE MR0175 richiesta" nell'ordine di acquisto per attivare automaticamente questa documentazione.
Riferimenti verificabili
Nella stesura del presente articolo tecnico sono state consultate le seguenti fonti, verificabili in modo indipendente:
- Haynes International. Scheda tecnica sulla lavorazione della lega Hastelloy C-276. Haynes International, Kokomo, IN.
- Haynes International. Scheda tecnica della lega Hastelloy C-22 (H-2052D). Haynes International, Kokomo, IN.
- Haynes International. Scheda tecnica della lega Hastelloy X (H-3009C). Haynes International, Kokomo, IN.
- ASTM International. ASTM B574: Specifiche standard per barre in lega di nichel-cromo-molibdeno a basso tenore di carbonio. ASTM International, West Conshohocken, PA.
- SAE International. AMS 5754: Lega di nichel, barre, tondini e filo, 47Ni-22Cr-18Fe-9Mo (Hastelloy X), ricotta in soluzione. SAE International, Warrendale, PA.
- ASME International. ASME BPE: Norma sulle apparecchiature per i bioprocessi — Requisiti relativi alla finitura superficiale. ASME, New York, NY. Edizione attuale.
- ASME International. ASME Y14.5: Dimensionamento e tolleranze (Dimensionamento e tolleranze geometriche). ASME, New York, NY. Edizione 2018.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: Settore petrolifero e del gas naturale — Materiali destinati all'impiego in ambienti contenenti H₂S, Parte 3. NACE International, Houston, TX.
- Kennametal Inc. Lavorazione meccanica delle superleghe a base di nichel: dati applicativi e di processo. Kennametal, Latrobe, Pennsylvania.
- Sandvik Coromant. Lavorazione di leghe a base di nichel: consigli sugli utensili e dati di taglio. Sandvik Coromant, Sandviken, Svezia.
- ASTM International. ASTM A967: Specifiche standard per i trattamenti di passivazione chimica di parti in acciaio inossidabile. ASTM International, West Conshohocken, PA.
- Manuale dei dati di lavorazione, 3a edizione. Centro dati sulla lavorabilità, Cincinnati, Ohio. (Valutazioni di lavorabilità e dati di taglio per superleghe a base di nichel)
- Davis, J.R. (a cura di). Nichel, cobalto e loro leghe (Manuale specialistico ASM). ASM International, Materials Park, Ohio, 2000. ISBN: 0-87170-685-7
- ISO 9001:2015. Sistemi di gestione della qualità — Requisiti. Organizzazione internazionale per la normazione, Ginevra, Svizzera.
- SAE International. AS9100 Rev. D: Sistemi di gestione della qualità — Requisiti per le organizzazioni operanti nei settori aeronautico, spaziale e della difesa. SAE International, Warrendale, PA.
