MWalloys fabrica componentes de Hastelloy mecanizados con precisión mediante CNC en C276, C22y Hastelloy X con estrictas tolerancias dimensionales, sin cantidad mínima de pedido, entrega en un plazo de 10 a 35 días, pago por transferencia bancaria para los primeros pedidos y envío a todo el mundo por vía aérea, marítima o terrestre. Nuestra capacidad de mecanizado CNC abarca piezas torneadas, componentes fresados, elementos taladrados y roscados, y geometrías complejas multieje a partir de barras, placas y piezas forjadas de Hastelloy certificadas, prestando servicio a clientes OEM de los sectores químico, petrolero y gasístico, farmacéutico, aeroespacial y marítimo que requieren piezas de precisión resistentes a la corrosión que el acero inoxidable 316 estándar no puede ofrecer de forma fiable.
El mecanizado de aleaciones Hastelloy exige estrategias de herramientas, parámetros de corte y métodos de sujeción de piezas fundamentalmente diferentes en comparación con el acero inoxidable o el acero al carbono estándar. Esta referencia técnica aborda todos los aspectos del mecanizado CNC de Hastelloy que son relevantes para los equipos de ingeniería que especifican piezas personalizadas y para los responsables de compras que evalúan a los proveedores de mecanizado, desde datos de maquinabilidad específicos de la aleación y tablas de parámetros de corte hasta las capacidades de acabado superficial, la viabilidad de las tolerancias y paquetes completos de documentación de calidad.
¿Por qué los ingenieros prefieren los componentes de Hastelloy mecanizados con CNC a otros materiales resistentes a la corrosión?
La decisión de especificar componentes mecanizados de Hastelloy en lugar de acero inoxidable 316L, acero inoxidable dúplex o titanio viene determinada por unas condiciones de servicio específicas en las que la combinación de resistencia a la corrosión, resistencia mecánica y disponibilidad del material en geometrías precisas no puede lograrse con alternativas de menor coste.
Los ingenieros que han gestionado fallos por corrosión en equipos conocen el cálculo del coste real. Un cuerpo de válvula de acero inoxidable 316L que falla tras 14 meses en un flujo de ácido clorhídrico 15% no solo supone el coste de la pieza de recambio, sino también la parada de producción no planificada, la mano de obra de mantenimiento de emergencia, el posible incidente medioambiental y el tiempo de ingeniería dedicado al análisis de la avería y al rediseño. A Hastelloy C276 Un cuerpo de válvula mecanizado que se utilice en las mismas condiciones de servicio suele durar más que la propia instalación. Esta es la lógica económica que justifica la elección de componentes de Hastelloy.
Los tres atributos de rendimiento que ninguna otra aleación ofrece al mismo nivel que el Hastelloy son:
Resistencia a la corrosión en una amplia gama de grupos de sustancias químicas: El Hastelloy C276 resiste los cloruros, los ácidos reductores, los ácidos oxidantes y los entornos ácidos mixtos que, por separado o en conjunto, destruirían el acero inoxidable 316L, el dúplex 2205 y el Inconel 625 en condiciones específicas. Un cuerpo de válvula de C276 mecanizado, expuesto alternativamente al ácido clorhídrico durante el funcionamiento del proceso y a una solución de limpieza de hipoclorito durante los ciclos CIP, mantiene su integridad en ambos entornos químicos.
Capacidad de mecanizado de precisión de geometrías complejas: A diferencia de algunas aleaciones de rendimiento ultraalto (ciertas aleaciones de cobalto, metales refractarios) que resultan extremadamente difíciles de mecanizar con una geometría precisa, las aleaciones Hastelloy pueden mecanizarse mediante CNC con tolerancias muy ajustadas si se utilizan las herramientas y los parámetros adecuados. Los cuerpos de válvulas, los impulsores de bombas, los insertos de boquillas, los tubos de protección de termopares y las placas de tubos de los intercambiadores de calor requieren todos la precisión dimensional que proporciona el mecanizado CNC.
Disponibilidad en el stock inicial de barras y placas certificadas: Los aceros Hastelloy C276, C22 y X están disponibles en varias fábricas certificadas en forma de barras redondas con diámetros que van desde los 6 mm hasta los 400 mm, lo que permite la adquisición inmediata de la materia prima necesaria para un pedido de mecanizado sin tener que esperar largos plazos de entrega para la forja o la fundición.
Recibimos con frecuencia solicitudes de presupuesto de ingenieros que han probado dos o tres materiales alternativos antes de decidirse por el Hastelloy: el dúplex falló por agrietamiento por corrosión bajo tensión, el 316L falló por corrosión por picaduras y el Inconel 625 falló por corrosión interlaminar en una geometría específica. La especificación de Hastelloy es a veces el cuarto intento y, cuando tiene éxito, los equipos de compras suelen pasarse a Hastelloy para todos los pedidos posteriores sin volver a evaluar alternativas.

Hastelloy frente a materiales alternativos para componentes mecanizados
| Material | Clase de resistencia a la corrosión | Grado de maquinabilidad | Coste típico de una pieza mecanizada | Mejor aplicación |
|---|---|---|---|---|
| Inoxidable 316L | Moderado | Muy bueno (80%) | Línea de base (1,0×) | Sin cloruro, para servicios con ácidos suaves |
| Dúplex 2205 | Bien | Bueno (60%) | 1.3–1.7× | Mayor resistencia; contenido moderado en cloruro |
| Inconel 625 (N06625) | Muy buena | Moderado (35–401 TP3T) | 2.5–3.5× | Combinación de altas temperaturas y corrosión |
| Hastelloy C276 (N10276) | Destacado | Dificultad moderada (25–351 TP3T) | 3.5–5.5× | Servicio para productos químicos más agresivos |
| Hastelloy C22 (N06022) | Destacado | Dificultad moderada (25–351 TP3T) | 3.5–5.5× | Servicio mixto de oxidación y reducción |
| Hastelloy X (N06002) | Bueno (alta temperatura) | Dificultad moderada (25–301 TP3T) | 3.0–5.0× | Piezas estructurales para altas temperaturas |
| Titanio Grado 2 | Excelente (agua de mar) | Moderado (35%) | 3.0–4.5× | Agua de mar; ácidos oxidantes |
| Circonio 702 | Pendiente (ácidos específicos) | Difícil (20%) | 8–12× | Especialidades en ácido clorhídrico y ácido sulfúrico |
Los índices de maquinabilidad reflejan la velocidad de corte relativa que se puede alcanzar en comparación con el acero al carbono de fácil mecanizado, con una vida útil de la herramienta equivalente. Las aleaciones de Hastelloy con una clasificación de maquinabilidad de 25–35% requieren herramientas adaptadas y velocidades de corte más bajas, pero no son imposibles de mecanizar: se mecanizan habitualmente con tolerancias de precisión en instalaciones CNC bien equipadas y con los conocimientos de proceso adecuados.
Lea también:Fabricación a medida de equipos de Hastelloy y AL-6XN según ASME: servicios OEM
¿Qué grados de Hastelloy mecaniza MWalloys y cuáles son sus principales diferencias?
MWalloys mecaniza tres grados principales de Hastelloy que, en conjunto, cubren la gran mayoría de los requisitos de aplicaciones corrosivas. Comprender las diferencias entre estos grados es fundamental para especificar correctamente los componentes.
Hastelloy C276 (UNS N10276): el material más utilizado para piezas mecanizadas resistentes a la corrosión
El Hastelloy C276 es el tipo de Hastelloy más mecanizado, y representa aproximadamente entre el 60 % y el 70 % del volumen total de mecanizado CNC de Hastelloy a nivel mundial. Su contenido de molibdeno del 15–17 % en peso, combinado con un 14,5–16,5 % en peso de cromo y un 3–4,5 % en peso de tungsteno, le confiere la mayor resistencia a la corrosión por picaduras, la corrosión intercrestal y los entornos de ácidos mixtos de todas las aleaciones de este nivel de coste.
Especificaciones de referencia para la barra C276 (material de partida para mecanizado):
- ASTM B574 / ASME SB-574 (barras y varillas)
- ASTM B575 / ASME SB-575 (chapa, cuando el mecanizado se realiza a partir de chapa)
El modelo C276 es la opción adecuada cuando:
- El fluido de proceso contiene ácido clorhídrico en cualquier concentración superior a la diluida.
- La concentración de cloruro supera las 10 000 ppm, lo que se suma a las altas temperaturas y al estrés.
- El servicio incluye sulfuro de hidrógeno (H₂S) combinado con cloruros (conforme a la norma NACE MR0175).
- La corrosión por picaduras y en hendiduras en medios clorados ha provocado fallos en otras aleaciones.
- La composición química del fluido de proceso no se conoce en su totalidad.
Hastelloy C22 (UNS N06022) — Excelente rendimiento en entornos ácidos oxidantes y mixtos
El Hastelloy C22 contiene más cromo (20–22,51 % en peso) que el C276 (14,5–16,51 % en peso) y tungsteno (2,5–3,51 % en peso), lo que le confiere una mayor resistencia a los ácidos oxidantes —en particular al ácido nítrico, a las mezclas de ácido nítrico y ácido fluorhídrico (ácidos decapantes) y a las soluciones que contienen iones férricos o cúpricos—. Su contenido en molibdeno (12,5–14,51 % en peso) es ligeramente inferior al del C276, lo que significa que el C22 es ligeramente menos resistente a condiciones de ácidos reductores puros, pero la diferencia de rendimiento en la mayoría de las condiciones de servicio prácticas es pequeña.
Se recomienda utilizar C22 cuando:
- El ácido nítrico está presente en cualquier concentración.
- El proceso alterna entre condiciones oxidantes y reductoras.
- La limpieza con cloro húmedo o hipoclorito forma parte del ciclo de mantenimiento.
- Se trata de entornos en los que se mezclan H₂SO₄ + HNO₃ o H₂SO₄ + HCl.
- Los ciclos CIP farmacéuticos incluyen etapas de pasivación con ácido nítrico.
Hastelloy X (UNS N06002) — Componentes estructurales para altas temperaturas
El Hastelloy X no se elige por su resistencia a la corrosión en medio acuoso, sino cuando los componentes mecanizados deben mantener su integridad estructural y su resistencia a la oxidación a temperaturas comprendidas entre 650 °C y 1200 °C. El 20,5–23% de cromo de la aleación proporciona resistencia a la oxidación en aire, mientras que su 8–10% de molibdeno proporciona un refuerzo de la solución sólida a temperaturas elevadas.
Las piezas mecanizadas de Hastelloy X se utilizan para:
- Componentes de la cámara de combustión de una turbina de gas (pernos, tornillos y soportes mecanizados a partir de barras).
- Accesorios internos y componentes de soporte para hornos industriales.
- Accesorios de fijación para escudos térmicos aeroespaciales.
- Tubos protectores para termopares de alta temperatura.
- Cuerpos de boquillas de quemadores y componentes de los soportes de llama.
Comparación de calidades para la selección de componentes mecanizados
| Propiedad | Hastelloy C276 | Hastelloy C22 | Hastelloy X |
|---|---|---|---|
| Designación UNS | N10276 | N06022 | N06002 |
| Cromo (%) | 14.5-16.5 | 20–22.5 | 20.5–23 |
| Molibdeno (%) | 15-17 | 12.5-14.5 | 8-10 |
| Tungsteno (%) | 3–4.5 | 2.5-3.5 | 0.2–1.0 |
| Hierro (%) | 4–7 | 2–6 | 17-20 |
| Equivalente a PREN | ~73 | ~65 | ~46 |
| Temperatura máxima de servicio (estructural) | 371 °C (ASME) | 371 °C (ASME) | 1177°C |
| Resistencia a la corrosión primaria | Reducción de la corrosión por picaduras causada por ácidos y cloruro | Oxidantes + ácidos mixtos | Resistencia a la oxidación a altas temperaturas |
| Especificación ASTM para barras | B574 | B574 | B572 |
| Especificaciones de la barra AMS | - | - | AMS 5754 |
| Límite de tracción a temperatura ambiente (mín., MPa) | 690 | 690 | 690 |
| YS a temperatura ambiente (mín., MPa) | 310 | 310 | 310 |
| Alargamiento (mín., %) | 40 | 45 | 35 |
| Índice relativo de maquinabilidad | 25-35% | 25-35% | 28–38% |
El Hastelloy X es ligeramente más fácil de mecanizar que el C276 o el C22 debido a que su contenido en hierro (17–20%) —mucho mayor que el de las aleaciones de la familia C— reduce la densidad global de los elementos de aleación en la matriz y modera la respuesta al endurecimiento por deformación en comparación con los grados de la familia C con alto contenido en Mo. Esta ventaja marginal en cuanto a la maquinabilidad rara vez es el criterio principal de selección, pero cobra relevancia en piezas complejas con muchas características mecanizadas, en las que el coste acumulado del mecanizado es significativo.
¿Qué tipos de piezas personalizadas de Hastelloy puede fabricar MWalloys?
La capacidad de mecanizado CNC de MWalloys abarca una amplia gama de tipos de componentes y geometrías. En la siguiente descripción general se recogen las categorías más habituales de piezas mecanizadas de Hastelloy que fabricamos, junto con sus características específicas y tolerancias.
Piezas torneadas (torno CNC / centros de torneado y fresado)
Las piezas torneadas de Hastelloy se fabrican en tornos CNC o centros de torneado y fresado multieje a partir de barras redondas certificadas. El proceso de torneado permite obtener perfiles externos cilíndricos y cónicos, orificios internos, roscas, ranuras frontales, socavados y ángulos cónicos.
| Tipo de pieza torneada | Grado típico de Hastelloy | Características clave del mecanizado | Tolerancia típica |
|---|---|---|---|
| Tapones para el cuerpo de la válvula | C276, C22 | Perfil del diámetro exterior, ángulo de conicidad del asiento, orificios transversales de los conductos | ±0,013 mm en los asientos |
| Insertos para boquillas | C276 | Diámetro interior, orificio de salida, rosca | Diámetro interior de ±0,025 mm |
| Tubos protectores para termopares | C276, X | Diámetro exterior/interior de precisión, extremo cerrado, acabado superficial | Uniformidad de la pared de ±0,05 mm |
| Manguitos del eje de la bomba | C276 | Orificios de precisión, ranuras para chavetas y orificios para tornillos de fijación | Diámetro interior de ±0,013 mm |
| Accesorios con bridas | C276, C22 | Superficie de la brida, diámetro interior, círculo de pernos | Según la norma ASME B16.5 |
| Cubos de impulsor | C276 | Perfil interior complejo, diámetro interior de precisión | ±0,025 mm |
| Boquillas pulverizadoras | C276, C22 | Geometría de pulverización interna, orificio | Orificio de ±0,013 mm |
| Tapones para tubos de intercambiadores de calor | C276 | Diámetro exterior preciso para un ajuste a presión con el diámetro interior del tubo | ±0,013 mm de diámetro exterior |
| Adaptadores para manómetros | C276, C22 | Roscas NPT, caras hexagonales, orificio de presión | Según la norma ASME B1.20.1 |
| Pernos de anclaje / pernos roscados | X | Forma de la rosca, radio bajo la cabeza, reborde | Según la norma ASME B18.2.1 |
Componentes fresados (centros de mecanizado CNC)
Los componentes de Hastelloy fresados se fabrican a partir de chapas o barras rectangulares en centros de mecanizado CNC de 3, 4 o 5 ejes. El fresado permite crear formas prismáticas complejas, cavidades, ranuras, superficies inclinadas y geometrías contorneadas que no se pueden conseguir mediante torneado.
| Tipo de pieza fresada | Calificación habitual | Nivel de complejidad | Notas |
|---|---|---|---|
| Cuerpos de válvula (tipo bloque) | C276, C22 | Alto: múltiples orificios, conexiones roscadas, asientos planos | Mecanizado de 4 o 5 ejes |
| Placas de tubos para intercambiadores de calor | C276, C22 | Alto: cientos de orificios en tubos perforados con precisión | Mandrinado de precisión con mandrinado con plantilla o mandrinado CNC |
| Placas deflectoras del reactor | C276 | Medio — matrices perforadas, mecanizado de bordes | La tolerancia en la disposición de los orificios es fundamental |
| Carcasas de bombas | C276 | Muy alta — geometría interna compleja de la voluta | Mecanizado de 5 ejes; electroerosión para elementos internos |
| Cuerpos de colector | C276, C22 | Alto: múltiples orificios y conductos que se cruzan | 5 ejes con acabado de precisión de agujeros |
| Carcasas para instrumentos | C276 | Medio — uniones roscadas, superficies de precisión | Se prefiere una máquina combinada de torneado y fresado |
| Paletas del agitador | C276, C22 | Medio — superficie contorneada, orificio del buje | 4 ejes para el contorno de la pala |
| Placas de orificio | C276 | Baja-media — calibre de precisión, borde biselado | La planitud y la concentricidad del orificio son fundamentales |
| Carcasas de filtro | C276, C22 | Alta — roscas internas, múltiples puertos | Se prefiere 5 ejes |
Piezas complejas con múltiples características (torneado-fresado / 5 ejes)
Los modernos centros de mecanizado CNC con capacidad simultánea de 5 ejes y configuraciones de torneado-fresado permiten fabricar componentes de Hastelloy que combinan operaciones de torneado y fresado en una sola configuración, lo que reduce el número de manipulaciones de la pieza, elimina los errores de reposicionamiento y permite alcanzar unas relaciones geométricas precisas (concentricidad, perpendicularidad, perfil) que el mecanizado con múltiples configuraciones no puede ofrecer de forma consistente.
En MWalloys, utilizamos el mecanizado de 5 ejes para:
- Cuerpos de válvula con orificios excéntricos y salidas en ángulo.
- Impulsores de bomba con perfiles tridimensionales complejos de los álabes.
- Bloques de distribución con múltiples orificios que se cruzan en ángulos no ortogonales.
- Cuerpos de conectores submarinos con superficies de sellado de precisión y características estructurales.
- Componentes internos del reactor con una geometría de fijación compleja.
¿En qué se diferencia técnicamente el mecanizado CNC del Hastelloy del mecanizado de aleaciones estándar?
Las características de mecanizado de las aleaciones Hastelloy son fundamentalmente diferentes de las del acero al carbono, el aluminio o incluso el acero inoxidable 316 estándar, lo que exige una adaptación considerable de las herramientas, los parámetros de corte, la configuración de la máquina y la planificación del proceso. Comprender estas diferencias constituye la base técnica para fabricar componentes de precisión de Hastelloy de forma fiable y económica.
Los cuatro retos fundamentales del mecanizado del Hastelloy
Reto 1 — Endurecimiento muscular grave:
Los aceros Hastelloy C276, C22 y X se endurecen rápidamente por deformación cuando la herramienta de corte se ve sometida a un roce en lugar de a un corte limpio. El mecanismo consiste en la multiplicación y acumulación de dislocaciones en la matriz de níquel FCC, un proceso que aumenta la dureza superficial hasta alcanzar entre 200 y 300 % de la dureza del material base en una capa de 0,05 a 0,3 mm de profundidad en la superficie mecanizada. Una vez que se forma esta capa endurecida, la siguiente pasada de corte se encuentra con un material significativamente más duro que la barra original, lo que acelera el desgaste de la herramienta y aumenta el riesgo de fractura de la misma. La implicación práctica es que el mecanizado de Hastelloy requiere una acción de corte consistente y positiva, sin pausas en profundidad, sin roce de la herramienta y sin permanencia: se debe revisar cada aspecto del programa CNC para eliminar cualquier movimiento que permita que la herramienta roce en lugar de cortar.
Reto 2 — Baja conductividad térmica:
Las aleaciones de Hastelloy presentan valores de conductividad térmica de aproximadamente 10-12 W/m·K a temperaturas de mecanizado, frente a los aproximadamente 50 W/m·K del acero al carbono y los 170 W/m·K del aluminio. Esta baja conductividad térmica implica que el calor de corte no se disipa en la pieza de trabajo, sino que se concentra en el filo de corte y en la interfaz con la viruta. Las temperaturas en la punta de la herramienta durante el mecanizado de Hastelloy alcanzan los 600–900 °C incluso a velocidades de corte moderadas, lo que acelera drásticamente el desgaste de la herramienta a través de mecanismos de difusión y oxidación. El suministro de refrigerante a alta presión directamente a la zona de corte es la intervención más eficaz para gestionar esta concentración de calor.
Reto 3 — Alta dureza en caliente:
A diferencia del acero al carbono, que se ablanda considerablemente a temperaturas superiores a 400 °C (lo que favorece la formación de virutas), el Hastelloy conserva una dureza y resistencia significativas a las altas temperaturas que se generan en la zona de corte. Esta elevada dureza en caliente significa que la aleación sigue resistiendo la deformación a lo largo de todo el ciclo de corte, manteniendo el contacto abrasivo con el filo de la herramienta incluso cuando la temperatura de esta aumenta. Esta propiedad es precisamente lo que hace que el Hastelloy sea valioso en aplicaciones a alta temperatura, y es exactamente lo que hace que su mecanizado resulte complicado.
Reto 4 — Endurecimiento por deformación en superficies ya mecanizadas:
Si es necesario retocar una superficie mecanizada de Hastelloy —es decir, eliminar material adicional de una superficie que ya ha sido mecanizada en una operación anterior—, la superficie mecanizada existente ya presenta una capa endurecida procedente de la operación de corte anterior. La herramienta de corte utilizada para el retoque debe penetrar inmediatamente en esta capa endurecida, lo que puede provocar un fallo inmediato de la herramienta si no se adapta el método de aproximación. Todas las pasadas de reelaboración sobre Hastelloy deben utilizar una profundidad de corte suficiente para llegar por debajo de la capa endurecida existente en una sola pasada, en lugar de realizar una serie de pasadas ligeras de desbaste que se encontrarían repetidamente con material endurecido.
En qué se diferencia el endurecimiento por deformación entre los distintos grados de Hastelloy
| Propiedad | Hastelloy C276 | Hastelloy C22 | Hastelloy X | Acero inoxidable 316L (referencia) |
|---|---|---|---|---|
| Tasa de endurecimiento | Muy alta | Muy alta | Alta | Moderado-alto |
| Dureza superficial tras el mecanizado (% de la base) | 200–280% | 200–280% | 180–250% | 140–180% |
| Profundidad de la capa endurecida por deformación | 0,1-0,3 mm | 0,1-0,3 mm | 0,05–0,2 mm | 0,05–0,15 mm |
| Tendencia de los bordes acumulados (BUE) | Alta | Alta | Moderado-alto | Moderado |
| Característica del chip | Fibroso; continuo; difícil de romper | Similar al C276 | Ligeramente más segmentado | Segmentado, más fácil de romper |
| Mecanismo de desgaste de la herramienta | Abrasión + difusión | Abrasión + difusión | Abrasión + difusión | Principalmente por abrasión |
| Geometría recomendada de la plaquita | Inclinación positiva, borde afilado | Inclinación positiva, borde afilado | Inclinación positiva, borde afilado | Inclinación de neutra a positiva |
¿Qué parámetros de corte y herramientas funcionan mejor con Hastelloy C276, C22 y X?
Los parámetros de corte optimizados para el mecanizado de Hastelloy equilibran la vida útil de la herramienta, la calidad de la superficie, la precisión dimensional y la productividad del mecanizado. Los parámetros que se indican a continuación reflejan las mejores prácticas actuales en 2026, basadas en las recomendaciones de los fabricantes de herramientas y en la experiencia de producción contrastada.
Parámetros de torneado para piezas de Hastelloy mecanizadas con CNC
| Operación | Introducir nota | Velocidad de corte (SFM) | Fuente (DPI) | Profundidad de corte (pulg.) | Presión del refrigerante (bar) |
|---|---|---|---|---|---|
| Torneado de desbaste — C276/C22 | Carburo con recubrimiento PVD (KC5025 o equivalente) | 25–55 | 0.010–0.020 | 0.080–0.200 | 70–100 bar (alta presión) |
| Terminar de girar — C276/C22 | Borde afilado de TiAlN PVD | 55–110 | 0.004–0.010 | 0.015–0.040 | 70–100 bar |
| Torneado de desbaste — Hastelloy X | Carburo con recubrimiento PVD | 30–65 | 0.010–0.020 | 0.080–0.200 | 70–100 bar |
| Acabado por torneado — Hastelloy X | Carburo recubierto de TiAlN | 65–130 | 0.004–0.010 | 0.015–0.040 | 70–100 bar |
| Ranurado / ranura | Carburo de grano fino sin recubrimiento | 20-40 | 0.003–0.007 | Ranura a lo ancho | Chorro difuso + chorro dirigido |
| Roscado (punto único) | Punta de TiAlN de Sharp | 15-30 | Por paso de rosca | Varias pasadas | Inundación |
| Mandrinado (torneado interior) | Barra de mandrinado con inclinación positiva | 25–55 | 0.005–0.012 | 0.030–0.100 | Se recomienda el uso de refrigerante por el interior de la herramienta |
Parámetros de fresado para componentes de Hastelloy mecanizados con CNC
| Operación | Tipo de herramienta | Velocidad de corte (SFM) | Avance por diente (pulgadas) | DOC axial | DOC radial | Refrigerante |
|---|---|---|---|---|---|---|
| Fresado en bruto de caras — C276/C22 | Puntas intercambiables recubiertas de TiAlN | 20–45 | 0.002–0.006 | 0.050–0.150 | 50–75% de la fresa D | Inundación de alta presión |
| Fresado de acabado en superficie — C276/C22 | Borde afilado con recubrimiento PVD, insertos para limpiaparabrisas | 45–90 | 0.001–0.004 | 0.005–0.020 | Ancho total | Inundación de alta presión |
| Fresado de ranuras — C276/C22 | De metal duro, de 4 canales | 18–40 | 0.001–0.004 | 0,5–1,0 veces el diámetro | 25–50% de ancho de ranura | Inundación o niebla |
| Fresado de cavidades — C276/C22 | Carburo compacto, hélice variable | 20–45 | 0.001–0.003 | 0,3–0,8 × D | 50% de la fresa D | Inundación de alta presión |
| Fresado de desbaste — Hastelloy X | Plaquitas de TiAlN | 25–55 | 0.002–0.006 | 0.050–0.150 | 50–75% | Inundación |
| Fresado de acabado — Hastelloy X | Carburo sólido de TiAlN | 55–110 | 0.001–0.003 | 0.005–0.020 | Completo | Inundación |
| Fresado de perfiles (5 ejes) — cualquier grado | Fresas de punta esférica de metal duro TiAlN | 15–35 | 0,001-0,003 por diente | Según las especificaciones de la herramienta | 40–60% de bola D | Inundación de alta presión |
Parámetros de taladrado para Hastelloy
El taladrado en Hastelloy es una de las operaciones más complejas, ya que la geometría de la broca impide que la zona de corte se enfríe de forma eficaz y, a medida que avanza el taladrado, se produce un endurecimiento por deformación en el fondo del orificio.
| Tipo de taladro | Velocidad de corte (SFM) | Fuente (DPI) | Ciclo de Peck | Refrigerante | Notas |
|---|---|---|---|---|---|
| Broca de metal duro (con refrigeración interna) | 15-30 | 0.002–0.006 | Cada 1× D | A través del husillo, alta presión | La mejor opción para todos los diámetros |
| Broca HSS-Co M42 | 8-18 | 0.002–0.005 | Cada 0,5× D | Inundación | Menor coste; menor vida útil de la herramienta |
| Broca de plaquita indexable | 20-40 | 0.004–0.009 | Cada 2× D (diámetro grande) | Inundación de alta presión | Para diámetros superiores a 25 mm |
| Broca de pistola con punta de metal duro | 15-25 | 0.001–0.003 | Continuo | Alta presión a través de la herramienta | Agujeros profundos; excelente rectitud |
El ciclo de picado —que consiste en levantar la broca del orificio para romper la viruta y permitir que el refrigerante llegue a la zona de corte— es esencial para el taladrado de Hastelloy. Sin este proceso, las virutas largas y fibrosas se acumulan en el canal de la broca, bloquean el paso del refrigerante, provocan un endurecimiento por deformación catastrófico en el fondo del orificio y, con frecuencia, dan lugar a la rotura de la broca. El refrigerante a través del husillo, suministrado a 70-100 bar directamente a la punta de la broca, es el método más eficaz para controlar el calor y la evacuación de virutas en el taladrado de Hastelloy.
Roscado y taladrado de Hastelloy
| Tipo de hilo | Método | Velocidad | Fluido | Notas sobre la tasa de éxito |
|---|---|---|---|---|
| Roscas internas (M3–M16) | Macho de rosca con ranura en espiral, HSS-Co | 6–12 m² | Aceite de corte limpio | Se recomienda el uso de una ranura en espiral; evacua las virutas hacia arriba |
| Roscas internas (M16+) | Barra de mandrinar de un solo punto | 15-25 SFM | Inundar refrigerante | El sistema de un solo punto evita la rotura de la broca en aleaciones duras |
| Roscas exteriores (todos los tamaños) | Roscado CNC de un solo punto | 15–30 m²/h | Inundar refrigerante | Varias pasadas (mínimo 6-8 pasadas) |
| Fresado de roscas (interno) | Fresa de rosca de metal duro macizo | 20-40 pies cuadrados por minuto | Inundación de alta presión | La opción más fiable para roscas críticas |
El fresado de roscas —mediante una fresa de carburo sólido giratoria que se desplaza siguiendo una trayectoria helicoidal— se está convirtiendo cada vez más en el método preferido para las roscas internas en Hastelloy. A diferencia del roscado, el fresado de roscas utiliza el mismo enfoque que las operaciones de fresado, lo que permite el suministro de refrigerante a alta presión a través de la herramienta y evita la rotura catastrófica de la herramienta que se produce cuando los machos estándar fallan en el Hastelloy tras el endurecimiento por deformación en el orificio.
¿Qué tolerancias dimensionales y acabados superficiales se pueden conseguir en el Hastelloy mecanizado?
Comprender las tolerancias y los acabados superficiales que se pueden alcanzar en el mecanizado CNC del Hastelloy es fundamental para los ingenieros que elaboran planos de piezas y para los responsables de compras que evalúan si las capacidades declaradas por un proveedor se ajustan a los requisitos de los planos.
Capacidades de tolerancia dimensional para piezas mecanizadas de Hastelloy
| Tipo de función | Tolerancia estándar | Tolerancia estrecha | Tolerancia de precisión | Notas |
|---|---|---|---|---|
| Diámetro exterior torneado | ±0,05 mm (±0,002") | ±0,025 mm (±0,001") | ±0,013 mm (±0,0005") | La precisión requiere una temperatura controlada |
| Diámetro interior | ±0,05 mm (±0,002") | ±0,025 mm (±0,001") | ±0,013 mm (±0,0005") | El refrigerante por el interior de la herramienta mejora la calidad del taladro |
| Dimensiones lineales | ±0,10 mm (±0,004") | ±0,05 mm (±0,002") | ±0,025 mm (±0,001") | Depende de la estabilidad de la temperatura de la pieza |
| Diámetro de paso de la rosca | por clase de 2B/2A | por clase de 3.º de Bachillerato/3.º de Secundaria | por clase de 3.º de Bachillerato/3.º de Secundaria | Es posible alcanzar los 3B/3A con Hastelloy |
| Planitud | 0,10 mm/100 mm | 0,025 mm/100 mm | 0,010 mm/100 mm | Las superficies rectificadas alcanzan la máxima planitud |
| Redondez (cilindricidad) | 0,025 mm | 0,013 mm | 0,005 mm | Requiere una sujeción rígida de la pieza |
| Concentricidad | 0,05 mm TIR | 0,025 mm TIR | 0,010 mm TIR | La configuración de torneado y fresado en una sola operación mejora la concentricidad |
| Perpendicularidad | 0,05 mm/100 mm | 0,025 mm/100 mm | 0,010 mm/100 mm | La precisión geométrica de la máquina es fundamental |
| Ubicación de los agujeros (posición real) | ±0,05 mm | ±0,025 mm | ±0,013 mm | Es necesario controlar la expansión térmica del Hastelloy |
| Angularidad | ±0,1° | ±0,05° | ±0,02° | Mecanizado de 5 ejes para ángulos compuestos |
Acabado superficial que se puede obtener en el Hastelloy mecanizado
| Operación de mecanizado | Ra típico Alcanzable | Notas |
|---|---|---|
| Giro brusco | 3,2–6,3 µm (125–250 µin) | Marcas de entrada y salida de la herramienta; aceptables para superficies no críticas |
| Torneado con acabado estándar | 0,8–1,6 µm (32–63 µin) | Inserto afilado, geometría del borde del rascador, avance correcto |
| Torneado de acabado fino | 0,4–0,8 µm (16–32 µin) | Pieza de recambio para el limpiaparabrisas, alimentación ligera, montaje rígido, pieza de recambio nueva |
| Fresado frontal estándar | 1,6–3,2 µm (63–125 µin) | Inserto estándar; adecuado para la mayoría de las caras de brida |
| Fresado de precisión (limpiaparabrisas) | 0,4–0,8 µm (16–32 µin) | Insertos geométricos para limpiaparabrisas; eje ajustado |
| Taladrado (acabado fino) | 0,4–0,8 µm (16–32 µin) | Rigidez adecuada de la barra de mandrinar; plaquita afilada |
| Rectificado (diámetro exterior) | 0,1–0,4 µm (4–16 µin) | Disco de CBN o alúmina; refrigeración por chorro abundante |
| Lapeado / bruñido | 0,025–0,1 µm (1–4 µpulg.) | Asientos de válvulas; acabado de precisión del diámetro interior |
| Electropulido | Menos de 0,5 µm (20 µin) | Componentes farmacéuticos; medidos según la norma EP |
En el caso de los componentes de equipos farmacéuticos (elementos internos de reactores, cuerpos de válvulas, bolas de pulverización), a menudo se especifica un electropulido con un valor Ra inferior a 0,4 µm para cumplir con las categorías de acabado superficial de la norma ASME BPE y los requisitos de rugosidad superficial de las buenas prácticas de fabricación actuales (cGMP) de la FDA para las superficies en contacto con el producto. MWalloys coordina el electropulido con proveedores de servicios de EP cualificados una vez finalizado el mecanizado, incluyendo los certificados de medición de Ra en el paquete de documentación final de la pieza.
¿Cómo influye el estado del material en la maquinabilidad del Hastelloy y en la calidad de las piezas?
Las condiciones de tratamiento térmico de la materia prima de Hastelloy —en concreto, si se encuentra en estado de recocido de solución o si ha sido sometida a un trabajo en frío adicional— influyen de manera significativa en el comportamiento durante el mecanizado, el acabado superficial que se puede alcanzar y la estabilidad dimensional de la pieza acabada.
Barra de Hastelloy recocida frente a barra de Hastelloy estirada en frío para mecanizado
| Propiedad | Barra recocida | Barra trefilada en frío | Repercusiones en el mecanizado |
|---|---|---|---|
| Dureza (típica) | 90-96 HRB (Brinell 190-210) | 96–100 HRB (Brinell 210–240) | Trefilado en frío: mayor dureza — mayor desgaste de las herramientas |
| Límite elástico (típico) | 310–380 MPa (45–55 ksi) | 415–550 MPa (60–80 ksi) | Mayores fuerzas de corte en el trefilado en frío |
| Alargamiento | 40-55% | 25-35% | Recocido de solución: mayor ductilidad |
| Tasa de endurecimiento | Muy alta | Alta | El material recocido se endurece por deformación más rápidamente si parte de una dureza inicial más baja |
| Maquinabilidad | Moderado-Difícil | Un poco más difícil | Por lo general, se prefiere el recocido en solución |
| Estabilidad dimensional | Excelente (sin estrés) | Moderado (tensión residual debida al estirado) | El recocido de solución es el más adecuado para piezas de precisión |
| Acabado superficial que se puede conseguir | Excelente | Bien | El recocido en solución proporciona un mejor acabado |
| Tolerancia del diámetro de la barra inicial | Según la norma AMS 2241 / Tolerancia ASTM | Más duro que el recocido | El trefilado en frío presenta una tolerancia de diámetro exterior más ajustada |
Para los componentes de Hastelloy mecanizados con precisión mediante CNC, se recomienda encarecidamente utilizar barras recocidas en solución como material de partida. La menor dureza inicial proporciona una mejor maquinabilidad, la ausencia de tensiones residuales de estirado elimina la deformación durante el mecanizado y la mayor ductilidad produce un mejor acabado superficial con menor tendencia a la rotura en los bordes de corte. En ocasiones se utilizan barras estiradas en frío cuando la estrecha tolerancia del diámetro exterior reduce la cantidad de material que debe eliminarse para alcanzar el diámetro final, pero esta ventaja debe sopesarse frente a las desventajas del mecanizado.
Efecto del tamaño del grano en la calidad de la superficie mecanizada
El tamaño de grano del material de partida de Hastelloy —que depende de la temperatura y la duración del recocido en solución— influye en la calidad de las superficies mecanizadas, especialmente en las operaciones de acabado y rectificado.
| Granulometría (ASTM) | Material de partida típico | Efecto sobre la superficie mecanizada |
|---|---|---|
| ASTM 3–4 (grueso) | Barra gruesa laminada en caliente; algunas chapas | Acabado ligeramente más rugoso; posibilidad de que se produzcan desgarros superficiales en cortes finos |
| ASTM 5–6 (medio) | Barra estándar laminada en caliente y recocida | Buena maquinabilidad; acabado superficial estándar |
| ASTM 7–8 (fina) | Tremada en frío y recocida; barra de precisión | El mejor acabado superficial; el máximo nivel de detalle; la opción preferida para piezas farmacéuticas |
| ASTM 9+ (muy fino) | Procesamiento especial; tira fina | Excelente acabado superficial; la mejor maquinabilidad dentro de la clase Hastelloy |
En el caso de los componentes mecanizados de Hastelloy de grado farmacéutico en los que el mecanizado va seguido de un electropulido, el uso de un material de partida de grano fino (ASTM 7–8) permite obtener superficies electropulidas más uniformes con un menor resaltado de los límites de grano —una característica estética y funcional importante para los equipos de síntesis de fármacos, en los que los límites de grano visibles en las superficies electropulidas pueden interpretarse erróneamente como corrosión durante las inspecciones reglamentarias—.
¿Qué sectores solicitan a MWalloys piezas de Hastelloy mecanizadas a medida mediante CNC?
Los sectores que suelen especificar componentes de Hastelloy mecanizados con CNC son precisamente aquellos en los que los fallos por corrosión de las piezas de aleación estándar han generado unos costes de funcionamiento y mantenimiento inaceptables.
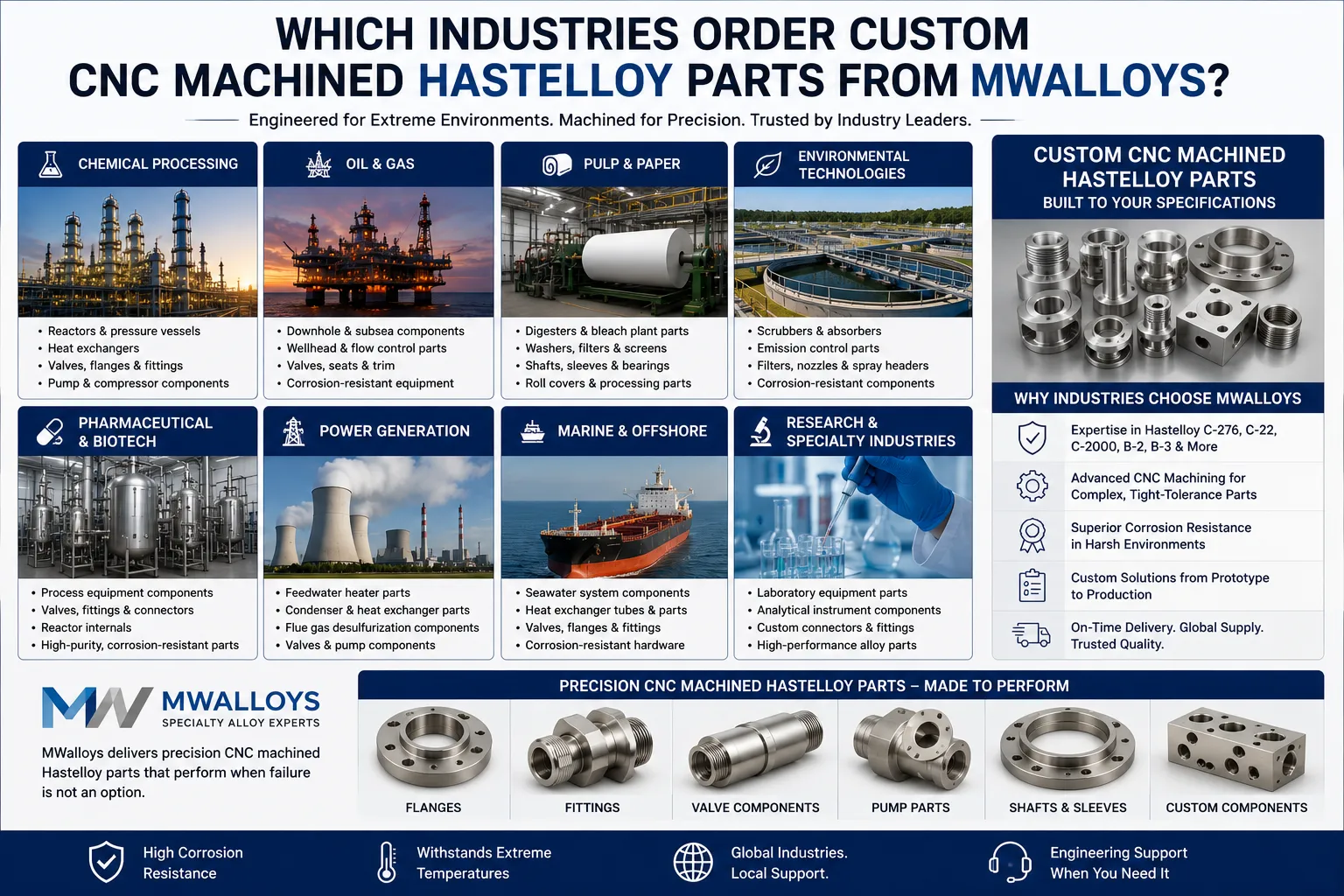
Industria de procesamiento químico: el mayor mercado para las piezas mecanizadas de Hastelloy
Las plantas químicas que manipulan ácido clorhídrico, ácido sulfúrico, corrientes de ácidos mixtos y compuestos clorados especifican el uso de componentes mecanizados de Hastelloy en todos sus equipos de proceso. Las piezas mecanizadas más solicitadas en este sector incluyen:
- Cuerpos de válvula y componentes internos: Válvulas de bola, válvulas de asiento y válvulas de retención con cuerpos, asientos, vástagos y componentes internos de Hastelloy C276 mecanizados según especificaciones dimensionales exactas.
- Componentes de la bomba: Impulsores, anillos de desgaste, manguitos de eje y tapas de prensaestopas mecanizados en C276 para bombas de transferencia de ácidos destinadas al servicio con HCl o ácidos mixtos.
- Boquillas y accesorios para recipientes a presión: Piezas forjadas a medida para boquillas, mecanizadas con las dimensiones exactas del diámetro interior y la superficie de la brida, la geometría de la ranura para la junta tórica y la longitud del cuello de la boquilla.
- Componentes del agitador: Cubos de impulsor, acoplamientos de eje y soportes de fijación de deflectores mecanizados a partir de barra de acero C276 para reactores que trabajan con medios de proceso corrosivos.
- Componentes de los intercambiadores de calor: Placas de tubos, cubiertas de cabezales flotantes y placas de separación mecanizadas a partir de chapa de C276 para enfriadores y condensadores de ácido.
Petróleo, gas y aplicaciones submarinas
En la producción en alta mar y los sistemas submarinos se utilizan componentes mecanizados de Hastelloy, ya que la combinación de H₂S, CO₂, cloruros y condiciones de presión y temperatura elevadas hace que el acero al carbono estándar e incluso el acero inoxidable dúplex queden descartados.
| Tipo de pieza | Grado de Hastelloy | Aplicación | Requisitos clave de las funciones |
|---|---|---|---|
| Componentes de válvulas de seguridad de fondo de pozo | C276 | Acabados y asientos SSSV | Tolerancias de diámetro interior muy ajustadas; superficies de asiento lisas |
| Cuerpos de conectores submarinos | C276, C22 | Conexiones hidráulicas y de gas | Orificios de precisión múltiple; superficie de sellado con una rugosidad Ra inferior a 0,8 µm |
| Conjunto de válvula de boca de pozo | C276 | Control de la boca de pozo de gas ácido | Cumplimiento de los requisitos de dureza según la NACE MR0175 |
| Válvulas de retención para inyección de productos químicos | C276 | Inyección de metanol como inhibidor de incrustaciones | Asientos de bola de precisión; geometría de orificio pequeño |
| Cuerpos de colector para instrumentos | C276, C22 | Medición de la presión en servicios con gases ácidos | Varios orificios roscados; presiones nominales de hasta 1.000 bar |
| Mecanismos de bloqueo BOP | C276 | Accionamiento submarino del preventor de reventones | Geometría compleja; tolerancias estrictas en las superficies de bloqueo |
Sector farmacéutico y biotecnológico
El sector farmacéutico utiliza componentes mecanizados de Hastelloy C276 y C22 para reactores de síntesis de principios activos farmacéuticos (API), columnas de purificación y sistemas de filtración estéril en los que:
- Los ciclos CIP (limpieza in situ) utilizan una esterilización secuencial con sosa cáustica (NaOH), ácido nítrico (HNO₃) y vapor.
- La síntesis del principio activo farmacéutico implica el uso de disolventes clorados, ácidos o reactivos fuertemente oxidantes.
- Las normas cGMP de la FDA exigen que se documente que el acabado de las superficies en contacto con el producto tiene una rugosidad Ra inferior a 0,5 µm.
- Para la homologación de los equipos es necesario que exista una trazabilidad completa del material, desde la materia prima hasta la pieza mecanizada terminada.
Entre las piezas mecanizadas típicas de Hastelloy de grado farmacéutico de MWalloys se incluyen: deflectores y serpentines internos para reactores, cuerpos de bolas de pulverización, cuerpos de válvulas de muestreo, conjuntos de tubos de inmersión y componentes del eje del agitador. Todas las piezas farmacéuticas se suministran con acabado superficial electropulido, certificados de medición Ra y documentación completa de trazabilidad de materiales, adecuada para los paquetes de cualificación de equipos IQ/OQ/PQ.
Aplicaciones aeroespaciales y de defensa
Los componentes mecanizados de Hastelloy X se utilizan en aplicaciones de motores de turbina de gas en las que la combinación de altas temperaturas (por encima de los 700 °C), una atmósfera de combustión oxidante y cargas mecánicas descarta el uso de todas las aleaciones a base de hierro y de la mayoría de las demás aleaciones de níquel.
- Accesorios de fijación del revestimiento de la cámara de combustión: Tornillos, pernos y soportes mecanizados a partir de barras de Hastelloy X con certificación AMS 5754.
- Tubos de protección para termopares: Torneado de precisión a partir de una barra de Hastelloy X con una tolerancia de espesor de pared muy ajustada (±0,1 mm) y un acabado interior liso (Ra inferior a 1,6 µm).
- Soportes de fijación del soporte de la llama: Componentes mecanizados complejos con múltiples patrones de tornillos y una superficie de montaje de gran planitud.
- Componentes estructurales del banco de pruebas de motores: Componentes de fijación a medida mecanizados a partir de barras de Hastelloy X para entornos de celdas de ensayo de motores con control de temperatura.
¿Cómo garantiza MWalloys la calidad y la trazabilidad de los componentes mecanizados de Hastelloy?
El control de calidad en los componentes de Hastelloy mecanizados con precisión implica múltiples actividades de verificación independientes, desde la recepción del material hasta la inspección final de las piezas. Es precisamente esta cadena de calidad integral lo que distingue a un proveedor fiable de mecanizado de Hastelloy de un taller de mecanizado general que, por casualidad, dispone de material de partida de Hastelloy.
Proceso de control de calidad de MWalloys para piezas mecanizadas de Hastelloy
Paso 1: Verificación del material recibido:
Cada barra o placa de Hastelloy que se recibe en MWalloys se somete a una inspección para comprobar la conformidad dimensional, el estado de la superficie y la identidad del material. Realizamos una identificación positiva de materiales (PMI) 100% mediante espectrometría XRF calibrada en cada pieza que recibimos, verificando que la composición elemental coincida con el informe de ensayo certificado del material. Este paso detecta posibles confusiones de materiales que podrían dar lugar a que se mecanice una aleación incorrecta en un componente crítico del cliente.
Paso 2: Revisión del informe de ensayo de materiales:
El informe de prueba de material (MTR) de cada lote térmico de Hastelloy se revisa en función de los requisitos de la especificación aplicable (ASTM B574, B572 o equivalente) antes de que el material se envíe a producción. Los MTR no conformes —incluidos los que presentan composiciones químicas fuera de los límites UNS, propiedades de tracción por debajo de los mínimos de la especificación o registros de tratamiento térmico faltantes— dan lugar a la cuarentena del material y a la adopción de medidas correctivas por parte del proveedor antes de que se proceda a cualquier mecanizado.
Paso 3: Inspección del primer artículo (FAI):
En el caso de las nuevas referencias de pieza, se lleva a cabo una inspección completa del primer artículo sobre la primera pieza mecanizada de cada configuración, verificando todas las dimensiones del plano, las tolerancias, los controles geométricos (GD&T) y los requisitos de acabado superficial con respecto al plano del cliente antes de continuar con la producción. Los resultados de la FAI se documentan en un informe de inspección del primer artículo (FAIR) que se conserva en el expediente del trabajo.
Paso 4: Inspección dimensional durante el proceso:
Las dimensiones críticas se miden durante el mecanizado —y no solo después— utilizando micrómetros digitales calibrados, medidores de diámetro interior, sondas de máquinas de medición por coordenadas (para trabajos en centros de mecanizado) y perfilómetros de superficie. Esta medición en tiempo real permite corregir de inmediato los efectos del desgaste de las herramientas antes de que la desviación dimensional se acumule más allá de los límites de tolerancia.
Paso 5: Inspección final y verificación con máquina de medición por coordenadas (CMM):
Las piezas mecanizadas de Hastelloy ya terminadas se inspeccionan en una máquina de medición por coordenadas (CMM) calibrada para verificar todos los controles geométricos, las dimensiones críticas y las relaciones de referencia especificadas en el plano del cliente. Se elaboran y conservan informes de inspección de la CMM en los que se documentan todas las dimensiones medidas en comparación con las nominales.
Paquete de documentación para componentes mecanizados de Hastelloy
| Documento | Contenido | Estándar |
|---|---|---|
| Informe de ensayo de materiales (MTR) | Composición química completa de la aleación, resultados de tracción, tratamiento térmico, número de calor | ASTM B574 / B572 / especificación aplicable |
| Certificado PMI | Análisis de elementos por XRF que confirma la designación UNS | Requisitos del cliente |
| Informe de inspección del primer artículo | Se han medido y registrado todas las cotas del plano | Plano del cliente; AS9100 |
| Informe de inspección de la máquina de coordenadas | Verificación tridimensional con respecto al modelo CAD o al plano | GD&T según la norma ASME Y14.5 |
| Certificado de acabado superficial | Medición de la resistencia de contacto en superficies específicas, con un instrumento calibrado | Según los requisitos del plano |
| Certificado de electropulido | Medición de Ra tras el proceso de electroplacado, confirmación de la pasivación | ASME BPE / especificaciones del cliente |
| Certificado de conformidad | Declaración escrita de conformidad con todos los requisitos especificados | Requisitos del cliente |
| Certificado de dureza NACE MR0175 | Dureza medida que confirma el cumplimiento (cuando se especifique) | NACE MR0175/ISO 15156 |
| Declaración de origen | País de fabricación a efectos del cumplimiento de la normativa de importación | Clientes / Normativa |
| Registros de calibración | Referencia al estado actual de calibración de los instrumentos de medición | ISO 9001:2015; AS9100 |
MWalloys opera bajo un sistema de gestión de la calidad certificado según la norma ISO 9001:2015. Para los clientes del sector aeroespacial que requieran el cumplimiento de la norma AS9100 Rev. D, podemos coordinarnos con socios de mecanizado cualificados y certificados según la norma AS9100 dentro de nuestra red de proveedores. Todos los registros de inspección se conservan durante un mínimo de 10 años, lo que permite una trazabilidad completa de cualquier componente que hayamos fabricado.
¿Cuál es el plazo de entrega y el proceso de pedido de las piezas personalizadas de Hastelloy?
El proceso de pedido de componentes de Hastelloy mecanizados a medida mediante CNC consta de varias fases diferenciadas, cada una de las cuales requiere información específica que los clientes pueden preparar con antelación para reducir al mínimo el plazo de entrega total.
Plazos de entrega de los componentes para piezas mecanizadas a medida de Hastelloy
| Plazo de entrega del componente | Duración | Cómo acelerar |
|---|---|---|
| Elaboración de presupuestos | 1-2 días laborables | Envíe el plano completo y la especificación de materiales al realizar la consulta |
| Ejecución del contrato | 1-3 días (dependiendo del cliente) | Proceso de órdenes de compra preaprobadas |
| Adquisición de material (tallas en stock) | 3-7 días laborables | MWalloys dispone de existencias estratégicas de barras en los diámetros más habituales |
| Adquisición de material (no en stock) | Entre 10 y 20 días laborables | Pedido de fresado para dimensiones no estándar |
| Programación y configuración de máquinas CNC | De 2 a 5 días laborables para piezas nuevas | Proporcione un modelo CAD en 3D (formato STEP) junto con el plano |
| Mecanizado CNC: piezas sencillas | 3-7 días laborables | Torneado o fresado estándar |
| Mecanizado CNC: piezas complejas | Entre 7 y 20 días laborables | 5 ejes; múltiples configuraciones; inspección entre operaciones |
| Inspección y documentación | 2-5 días laborables | Disponibilidad de las máquinas de medición por coordenadas; complejidad de la documentación |
| Electropulido (si es necesario) | entre 3 y 7 días más | Coordinarse con el proveedor de servicios de EP de forma paralela |
| Envíos y aduanas | 1-5 días para envíos nacionales; 3-10 días para envíos internacionales por vía aérea | Transporte aéreo urgente para pedidos urgentes |
Plazo de entrega habitual total:
- Piezas torneadas sencillas a partir de barra en stock: de 10 a 18 días laborables.
- Componentes fresados complejos a partir de chapa en stock: 15-25 días laborables.
- Componentes de 5 ejes con múltiples características fabricados con materiales no disponibles en stock: entre 25 y 35 días laborables.
- Prioridad en casos de emergencia o AOG (avión en tierra): póngase en contacto con nuestro equipo para una evaluación urgente.
¿Qué datos se necesitan para obtener un presupuesto preciso?
Para recibir un presupuesto en el mismo día para piezas mecanizadas a medida de Hastelloy, facilítenos la siguiente información:
- Dibujo de la pieza: Archivo PDF, DXF (2D) o STEP (se prefiere un modelo 3D) con todas las dimensiones, tolerancias, indicaciones de GD&T y requisitos de acabado superficial.
- Especificación del material: Grado de Hastelloy (C276, C22 o X) y la especificación ASTM/AMS correspondiente.
- Cantidad: Número de unidades de este pedido; indique si se prevén pedidos posteriores.
- Requisitos de entrega: Fecha de entrega requerida o plazo de entrega aceptable.
- Requisitos especiales: Cumplimiento de la NACE, ASME BPE, electropulido, documentación específica.
- Lugar de entrega: País y ciudad para calcular los gastos de envío.
Condiciones del servicio de suministro global y mecanizado CNC de MWalloys
MWalloys suministra componentes de Hastelloy mecanizados con precisión mediante CNC a clientes de más de 55 países, con condiciones de suministro diseñadas para facilitar al máximo los primeros pedidos y ofrecer la máxima flexibilidad en los programas de producción ya consolidados.
Condiciones de servicio y comerciales
| Término | Detalles |
|---|---|
| Cantidad mínima de pedido | Ninguna: desde piezas prototípicas individuales hasta tiradas de producción de varios miles de unidades |
| Plazo de entrega estándar | Entre 10 y 35 días laborables, dependiendo de la complejidad de la pieza y la disponibilidad de los materiales |
| Tramitación urgente / prioritaria | Disponible: ponte en contacto con el equipo para conocer la disponibilidad actual y las tarifas |
| Pago del primer pedido | Transferencia bancaria: depósito del 50% al confirmar el pedido; 50% antes del envío |
| Cuentas existentes | 30 días netos a partir de la fecha de envío, previa aprobación del crédito |
| Vigencia de la oferta | 30 días a partir de la fecha de emisión |
| Soporte técnico | Revisión gratuita del DFM (Diseño para la fabricabilidad) para proyectos que cumplan los requisitos |
| Gestión de revisiones | Se aceptan modificaciones en los planos hasta la fase de programación CNC sin coste adicional |
Opciones de envío y entrega internacional
| Método | Tiempo de tránsito | Mejor uso |
|---|---|---|
| Servicio de mensajería internacional (DHL/FedEx/UPS) | 1–4 días | AOG, sustitución de emergencia, paquetes pequeños |
| Transporte aéreo internacional de mercancías (carga) | De 3 a 7 días | Peso moderado; urgencia estándar |
| Transporte marítimo (FCL o LCL) | Entre 18 y 45 días, según el destino | Grandes tiradas; sin urgencia |
| Transporte terrestre — América del Norte | 2–6 días | Estados Unidos, Canadá y México |
| Transporte terrestre — Europa | De 3 a 8 días | Entrega a clientes europeos |
Incoterms disponibles: EXW, FCA, FOB, CIF, DAP, DDP — seleccionados para adaptarse a los requisitos logísticos y de seguro del cliente.
Sectores y regiones a los que prestamos servicio
MWalloys fabrica y envía piezas a medida de Hastelloy a clientes de todas las principales regiones industriales:
| Región | Principales sectores a los que prestamos servicio |
|---|---|
| Norteamérica | Sector químico, farmacéutico, petrolero y del gas, aeroespacial y de defensa |
| Europa | Fabricación por encargo de productos químicos, sector farmacéutico, sector offshore, generación de energía |
| Oriente Próximo | Petroquímica, petróleo y gas, desalinización |
| Asia-Pacífico | Química, semiconductores, farmacéutica, offshore |
| América Latina | Minería, petróleo y gas, industria química |
| Australia y Nueva Zelanda | Minería, industria química, sector offshore |
¿Estás listo para encargar piezas mecanizadas a medida de Hastelloy?
Póngase en contacto con MWalloys hoy mismo y envíenos el plano o el boceto de su pieza. Nuestro equipo de ingeniería de aplicaciones le proporcionará presupuestos en el mismo día para piezas sencillas y en un plazo de 24 horas para componentes complejos con múltiples características. Analizamos cada plano en busca de oportunidades de fabricación (DFM) que permitan reducir los costes de mecanizado sin comprometer el rendimiento, y acompañamos cada envío con la documentación completa sobre materiales e inspecciones.
Envía tu plano hoy mismo. Sin pedido mínimo. Certificación completa. Envíos a todo el mundo.
Preguntas frecuentes sobre los componentes de Hastelloy mecanizados con CNC
1: ¿Cuál es el índice de maquinabilidad del Hastelloy C276 en comparación con el acero inoxidable?
El Hastelloy C276 tiene un índice de maquinabilidad de aproximadamente 25–351 TP3T en comparación con el acero al carbono de fácil mecanizado (referencia AISI 1212 = 1001 TP3T), frente a los aproximadamente 45–551 TP3T del acero inoxidable 316L, lo que significa que el C276 requiere velocidades de corte aproximadamente la mitad de las utilizadas para el 316L para lograr una vida útil de la herramienta comparable, con unos costes de utillaje proporcionalmente más elevados y tiempos de ciclo más largos para una geometría de pieza equivalente. La diferencia en la maquinabilidad entre el acero inoxidable C276 y el 316L se debe a la combinación de tres mecanismos: la mayor tasa de endurecimiento por deformación del C276 (se endurece hasta alcanzar una dureza de 250–280% en la superficie de corte, frente a los 140–180% del 316L), su menor conductividad térmica (11 W/m·K frente a los 14–16 W/m·K del 316L, lo que significa que se concentra más calor en la punta de la herramienta) y su mayor dureza en caliente (el C276 resiste mejor la deformación a temperaturas elevadas que el 316L). En términos prácticos de costes de mecanizado, esto se traduce en que los costes de mecanizado del Hastelloy C276 suelen ser entre 2 y 4 veces superiores por pieza que los de piezas mecanizadas equivalentes de 316L con la misma geometría, lo que refleja tanto velocidades de corte más lentas como un mayor desgaste de las herramientas. MWalloys absorbe esta complejidad de mecanizado mediante programas de herramientas optimizados, experiencia específica en el mecanizado de Hastelloy y un procesamiento por lotes eficiente que amortiza los costes de configuración entre las cantidades de producción, lo que nos permite ofrecer precios competitivos en componentes de Hastelloy mecanizados que reflejan el coste real de producir correctamente piezas de alta calidad.
2: ¿Se puede mecanizar el Hastelloy C276 con las mismas tolerancias que el acero inoxidable?
Sí. El Hastelloy C276 puede mecanizarse con las mismas tolerancias dimensionales que el acero inoxidable 316L, pudiendo alcanzar tolerancias de torneado de precisión de ±0,013 mm (±0,0005") en tornos CNC con herramientas rígidas, insertos afilados y sujeción controlada de la pieza, aunque alcanzar estas tolerancias requiere controles de proceso adicionales que no son necesarios para el mecanizado estándar del acero inoxidable. Los principales retos en el control de tolerancias durante el mecanizado del Hastelloy son: la expansión térmica de la pieza durante el mecanizado (la menor conductividad térmica del Hastelloy provoca un calentamiento más localizado que el del acero inoxidable, lo que requiere periodos de estabilización entre las operaciones de desbaste y acabado) y la recuperación elástica de la superficie mecanizada debido a la elevada elasticidad de la aleación. Estos retos se abordan de la siguiente manera: permitiendo el equilibrio térmico antes de las mediciones dimensionales finales, realizando cortes de acabado con profundidad suficiente para llegar por debajo de la capa endurecida por deformación del desbaste, y utilizando mediciones con MMC a temperatura controlada (20 °C ±1 °C) para la verificación dimensional final. Para las tolerancias industriales estándar (±0,05 mm / ±0,002"), el mecanizado del Hastelloy es esencialmente equivalente al del acero inoxidable en cuanto a viabilidad. En el caso de las tolerancias de precisión (±0,013 mm / ±0,0005"), los controles de proceso adicionales añaden costes y tiempo de ciclo, pero la tolerancia es totalmente alcanzable en instalaciones CNC bien equipadas con conocimientos de procesos específicos para Hastelloy.
3: ¿Cuál es la mejor estrategia de refrigeración para el mecanizado CNC de Hastelloy?
El refrigerante a alta presión que se suministra a través de la herramienta a una presión de entre 70 y 140 bar (1.000–2.000 psi) directamente a la zona de corte es la estrategia de refrigeración más eficaz para el mecanizado CNC de Hastelloy, ya que reduce la temperatura de la punta de la herramienta entre 150 y 250 °C en comparación con la refrigeración por inundación estándar y prolonga la vida útil de las plaquitas de metal duro entre un 40 % y un 80 % en operaciones típicas de torneado y fresado. La razón fundamental por la que el refrigerante a alta presión resulta tan eficaz para el Hastelloy es la baja conductividad térmica de la aleación (10–12 W/m·K), que retiene el calor de corte en la punta de la herramienta en lugar de disiparlo hacia la pieza de trabajo. El refrigerante de inundación estándar aplicado a baja presión no puede penetrar eficazmente en la zona de contacto entre la viruta y la herramienta, especialmente en operaciones de torneado en las que la viruta está en contacto íntimo con la cara de inclinación del inserto. El refrigerante a alta presión rompe por la fuerza la capa límite térmica entre la viruta y el inserto, reduciendo drásticamente el mecanismo de desgaste por difusión responsable de la mayor parte del desgaste acelerado de la herramienta en el mecanizado de Hastelloy. En el caso de tornos CNC y centros de mecanizado sin bombas de refrigerante de alta presión integradas, se pueden instalar unidades externas de refrigerante de alta presión que proporcionen más de 70 bar y dirigirlas hacia la zona de corte a través de boquillas específicas. En ausencia de capacidad de alta presión, la lubricación de cantidad mínima (MQL) con aceite de corte sin azufre puede mejorar la vida útil de la herramienta en comparación con el mecanizado en seco, pero la MQL no se acerca a la eficacia del refrigerante a alta presión para el Hastelloy en el mecanizado de producción sostenida.
4: ¿Es necesario someter el Hastelloy C276 a un tratamiento térmico tras el mecanizado CNC?
En la mayoría de las aplicaciones, los componentes de Hastelloy C276 mecanizados con CNC no requieren tratamiento térmico tras el mecanizado: el material de partida, recocido en solución, mantiene su resistencia a la corrosión certificada a lo largo de todo el proceso de mecanizado, siempre que se elimine adecuadamente la contaminación superficial procedente de las herramientas, el refrigerante y los dispositivos de sujeción antes de su puesta en servicio. La resistencia a la corrosión del Hastelloy C276 se debe a la distribución en solución sólida del cromo y el molibdeno en la matriz de níquel, que se establece mediante el tratamiento térmico de recocido en solución realizado por la fábrica antes del envío y que no se ve alterada por el trabajo en frío impuesto durante el mecanizado. Sin embargo, hay situaciones específicas en las que se recomienda o se requiere un tratamiento térmico posterior al mecanizado: cuando los componentes han sido sometidos a un trabajo en frío significativo durante operaciones de desbaste agresivas (más de 15% de trabajo en frío local) y van a estar expuestos a condiciones de corrosión bajo tensión por cloruro durante su uso, un recocido de alivio de tensiones a 1100–1150°C seguido de un enfriamiento rápido restaura la resistencia total a la corrosión; para componentes de equipos farmacéuticos en los que el mecanizado irá seguido de un electropulido, no se necesita ningún tratamiento térmico adicional antes del EP; y para componentes que se soldarán tras el mecanizado, se recomienda un recocido de solución posterior a la soldadura según la práctica estándar de soldadura de Hastelloy. MWalloys asesora sobre los requisitos de tratamiento térmico posterior al mecanizado en función de la aplicación específica de la pieza y el entorno de servicio; póngase en contacto con nuestro equipo técnico indicando sus condiciones de servicio para obtener una recomendación específica.
5: ¿Qué acabado superficial se requiere para las piezas farmacéuticas mecanizadas de Hastelloy?
Los componentes de Hastelloy mecanizados de grado farmacéutico destinados a superficies en contacto con el producto suelen requerir un valor de Ra inferior o igual a 0,5 µm (20 µin) tras el electropulido, lo que se corresponde con la categoría de acabado superficial SF4 de la norma ASME BPE, aunque los requisitos específicos varían según la aplicación y la jurisdicción normativa, y algunas aplicaciones de fabricación estéril exigen un Ra inferior o igual a 0,25 µm (10 µin) según la categoría SF6. La norma ASME BPE (Bioprocessing Equipment Standard) establece seis categorías de acabado superficial (SF1 a SF6) en función de los rangos de valores Ra y de si la superficie se ha pulido únicamente de forma mecánica o se ha electropulido. Para la mayoría de los reactores de síntesis de API y los recipientes de fermentación de Hastelloy C276, el requisito estándar de la industria farmacéutica es SF4 (Ra ≤ 0,51 µm) o SF6 (Ra ≤ 0,25 µm) con acabado electropulido. El mecanizado mecánico que precede al electropulido debe alcanzar un Ra de 0,8–1,6 µm (que se ajusta a ASME BPE SF2 o SF3), ya que el electropulido suele mejorar la rugosidad de la superficie en un 30–50 % respecto al estado prepulido. MWalloys coordina la secuencia completa de acabado de superficies farmacéuticas: mecanizado CNC de precisión a Ra 0,8–1,6 µm, electropulido por un proveedor de servicios de EP cualificado, medición de Ra con perfilómetro calibrado y pasivación según la norma ASTM A967. Todos los certificados de medición de Ra se incluyen en el paquete de documentación que se proporciona con los componentes farmacéuticos mecanizados.
6: ¿Cuál es la diferencia entre las piezas mecanizadas de Hastelloy C276 y C22 en aplicaciones químicas?
La principal diferencia entre los componentes mecanizados de Hastelloy C276 y C22 en aplicaciones químicas es que el C276 ofrece una resistencia superior a los ácidos reductores y a la corrosión por picaduras en cloruro puro (con un contenido de Mo de 15-17 % y un PREN calculado de ~73), mientras que el C22 ofrece una mejor resistencia a los ácidos oxidantes y a los entornos de ácidos mixtos (con 20–22,51 % de Cr y un PREN de ~65); la selección del grado adecuado depende totalmente de si la química del proceso es principalmente reductora, oxidante o alterna entre ambas condiciones. En aplicaciones con ácidos puramente reductores —como el ácido clorhídrico concentrado, el ácido sulfúrico diluido sin impurezas oxidantes o el ácido fluorhídrico—, el mayor contenido de molibdeno del C276 ofrece una mejor resistencia a la corrosión, y los componentes mecanizados de C276 tendrán una vida útil más larga que los de C22 en estas condiciones. En aplicaciones con ácidos oxidantes —ácido nítrico, soluciones de cloruro férrico, fluidos CIP que contienen hipoclorito o mezclas de ácidos oxidantes—, el mayor contenido de cromo del C22 lo hace superior, y los componentes mecanizados de C22 ofrecen una mayor vida útil. Para procesos que alternan entre condiciones reductoras y oxidantes —síntesis farmacéutica con diferentes catalizadores ácidos en pasos secuenciales, o plantas químicas con composición variable de la materia prima—, tanto el C22 como el Hastelloy C-2000 (N06200, que combina un nivel de Mo similar al del C276 con un nivel de Cr similar al del C22, además de una adición de cobre) pueden ser la mejor solución de aleación única. MWalloys ofrece orientación gratuita sobre la selección de aleaciones específicas para cada aplicación, basada en los datos químicos de su proceso, para proyectos que cumplan los requisitos.
7: ¿Puede MWalloys mecanizar piezas de Hastelloy según las dimensiones de las bridas de la norma ASME B16.5?
Sí, MWalloys mecaniza bridas y componentes con bridas de Hastelloy C276, C22 y X de acuerdo con todos los requisitos dimensionales de la norma ASME B16.5, en clases de presión de la 150 a la 2500, desde 1/2" NPS hasta 24" NPS, partiendo normalmente de piezas brutas de Hastelloy forjadas según la norma ASTM B564 que se mecanizan con las dimensiones precisas de diámetro interior, cara frontal y círculo de pernos requeridas por la clase de presión y el espesor de pared de la tubería aplicables. La norma ASME B16.5 especifica las dimensiones generales de las bridas, las dimensiones de la cara elevada, los diámetros de los círculos de pernos, el número y el diámetro de los orificios para pernos, así como los diámetros mínimos de los orificios interiores para cada combinación de clase de presión y tamaño de tubería. El mecanizado de piezas forjadas de Hastelloy (ASTM B564, UNS N10276 o N06022) para cumplir con la norma B16.5 implica: taladrar el interior de la tubería al diámetro especificado con un Ra inferior a 1,6 µm (63 µin) o según los requisitos del cliente; el rectificado de la cara de la brida a la altura de cara elevada especificada y con un Ra inferior a 3,2 µm; el taladrado y escariado de los orificios de los pernos con tolerancias de posición de ±0,5 mm para el diámetro del círculo de pernos y de ±0,25 mm para la posición de cada orificio; y el acabado de todas las superficies exteriores hasta dejarlas limpias y sin rebabas. Se realiza y documenta una inspección dimensional completa según las tolerancias de la norma ASME B16.5 en cada brida. Las bridas destinadas a su uso con recipientes a presión ASME (designación ASME SB-564) llevan la documentación de certificación adecuada, incluyendo el certificado de material (MTR) de forja, el informe dimensional de mecanizado y la verificación del análisis de materiales (PMI).
8: ¿Cómo gestiona MWalloys las piezas de Hastelloy que requieren tanto mecanizado como soldadura?
MWalloys coordina la fabricación de componentes mecanizados de Hastelloy, que incluye tanto el mecanizado CNC como la soldadura, mediante un flujo de trabajo de producción integrado en el que primero se mecanizan los elementos de preparación de la soldadura (biseles de unión, ranuras de soldadura posterior y superficies de ensamblaje), y a continuación se realizan soldaduras homologadas por soldadores certificados según la Sección IX de la ASME utilizando material de aportación ERNiCrMo-4 (C276) o ERNiCrMo-10 (C22), y el mecanizado de precisión final de las dimensiones afectadas por la soldadura se lleva a cabo tras cualquier recocido posterior a la soldadura que sea necesario. La secuencia de producción de los componentes de Hastelloy que requieran ambas operaciones debe tener en cuenta que la soldadura puede provocar una distorsión dimensional que afecte a las características mecanizadas posteriormente, especialmente en secciones de pared delgada o en componentes en los que varias soldaduras se encuentran muy próximas entre sí. Nuestro enfoque estándar secuencia las operaciones para minimizar el impacto de la distorsión de la soldadura en las características de precisión: mecanizar primero las características no críticas; realizar todas las soldaduras; aplicar el tratamiento térmico posterior a la soldadura si lo requiere la aplicación; permitir la estabilización térmica completa; y, a continuación, completar el mecanizado de precisión final de las dimensiones críticas (orificios, asientos, caras de acoplamiento) que deben mantenerse dentro de tolerancias estrictas. En el caso de componentes como los conjuntos de boquillas de reactor, que requieren la soldadura de la brida de la boquilla a una boquilla mecanizada de la carcasa del recipiente, mecanizamos el orificio de la boquilla y la cara de la brida después de la soldadura para garantizar que estas dimensiones críticas se refieran al conjunto real tal y como ha quedado soldado, en lugar de a los componentes individuales previos a la soldadura. Póngase en contacto con nuestro equipo de ingeniería si tiene requisitos combinados de mecanizado y soldadura para la planificación de la secuencia específica del proyecto.
9: ¿Cuál es el espesor mínimo de pared que se puede conseguir en un tubo o manguito de Hastelloy C276 mecanizado?
Los tubos y manguitos mecanizados de Hastelloy C276 pueden fabricarse con espesores mínimos de pared de aproximadamente 1,5-2,0 mm para diámetros exteriores inferiores a 50 mm y de 2,5-3,0 mm para diámetros comprendidos entre 50 y 150 mm, pudiendo conseguirse paredes más finas mediante torneado de precisión con sujeción específica y amortiguación de vibraciones para piezas en las que la contención de presión no es una función principal. El espesor mínimo de la pared en el Hastelloy mecanizado viene determinado por dos requisitos contrapuestos: la rigidez mecánica durante la operación de mecanizado (las paredes delgadas se deforman bajo las fuerzas de corte, lo que provoca errores dimensionales y vibraciones) y las propiedades mecánicas residuales necesarias para soportar la carga de servicio prevista. En el caso de las piezas sometidas a presión interna (tubos de protección de termopares en servicio a presión, manguitos de conexión de instrumentos), el espesor de la pared debe calcularse según la Sección VIII de la ASME o la norma ASME B31.3 utilizando la tensión admisible para el C276 a la temperatura de diseño. En el caso de cubiertas sin presión, tubos protectores o casquillos de alineación, el espesor de la pared puede reducirse al mínimo mecánico que la operación de mecanizado pueda producir de forma fiable con una tolerancia controlada. Las paredes muy finas (por debajo de 1,5 mm en Hastelloy) suelen requerir fijaciones especializadas, soporte intermedio durante el mecanizado, portaherramientas con amortiguación de vibraciones y velocidades de corte reducidas para controlar la deflexión y la vibración de la pieza de trabajo. MWalloys evalúa la viabilidad del espesor de pared como parte de la revisión de DFM de todas las nuevas referencias; póngase en contacto con nuestro equipo de ingeniería indicando su requisito de espesor de pared mínimo para obtener una evaluación específica.
10: ¿Suministra MWalloys piezas mecanizadas de Hastelloy con la documentación de conformidad con la norma NACE MR0175?
Sí. MWalloys proporciona documentación que acredita el cumplimiento de la norma NACE MR0175/ISO 15156, parte 3, para los componentes mecanizados de Hastelloy C276 (N10276), C22 (N06022) y X (N06002) mecanizados, que confirma que la dureza medida de cada pieza es inferior al máximo de 40 HRC especificado para estas aleaciones en entornos de servicio ácido con H₂S, con certificados de ensayo de dureza emitidos como parte del paquete de documentación estándar para todos los pedidos especificados para servicio ácido. La norma NACE MR0175/ISO 15156, parte 3, certifica que los tres grados de Hastelloy son aptos para su uso en entornos que contengan H₂S, siempre que se mantengan en estado de recocido en solución con una dureza inferior a 40 HRC. Los Hastelloy C276, C22 y X correctamente recocidos en solución suelen presentar una dureza de 90-96 HRB (equivalente a aproximadamente 20-22 HRC), lo que proporciona un margen sustancial por debajo del límite máximo de 40 HRC sin necesidad de ningún procesamiento especial. Para las piezas de Hastelloy mecanizadas en servicio ácido, MWalloys realiza ensayos de dureza Rockwell en piezas de producción representativas de cada lote utilizando instrumentos calibrados trazables según el NIST, registra los valores de dureza medidos en un certificado de dureza independiente e incluye una declaración escrita de conformidad con la norma NACE MR0175 en el paquete de documentación. Para componentes críticos de fondo de pozo o submarinos en los que la dureza es especialmente importante —conjuntos de válvulas en servicio con H₂S, componentes de herramientas de fondo de pozo, cuerpos de conectores submarinos—, podemos realizar ensayos de dureza en cada pieza mecanizada individualmente y proporcionar un certificado de dureza para cada pieza. Especifique "Se requiere documentación NACE MR0175" en su orden de compra para que esta documentación se genere automáticamente.
Referencias verificables
Para la elaboración de este artículo técnico se han consultado las siguientes fuentes, que pueden verificarse de forma independiente:
- Haynes Internacional. Ficha técnica de mecanizado de la aleación Hastelloy C-276. Haynes International, Kokomo, IN.
- Haynes Internacional. Datos técnicos de la aleación Hastelloy C-22 (H-2052D). Haynes International, Kokomo, IN.
- Haynes Internacional. Ficha técnica de la aleación Hastelloy X (H-3009C). Haynes International, Kokomo, IN.
- ASTM Internacional. ASTM B574: Especificación estándar para barras de aleación de níquel-cromo-molibdeno con bajo contenido en carbono. ASTM International, West Conshohocken, PA.
- SAE Internacional. AMS 5754: Aleación de níquel, barras, varillas y alambre, 47Ni-22Cr-18Fe-9Mo (Hastelloy X), recocida en solución. SAE International, Warrendale, PA.
- ASME International. ASME BPE: Norma sobre equipos de bioprocesamiento — Requisitos de acabado superficial. ASME, Nueva York, NY. Edición actual.
- ASME International. ASME Y14.5: Dimensionamiento y tolerancias (Dimensionamiento y tolerancias geométricas). ASME, Nueva York, NY. Edición de 2018.
- NACE Internacional / ISO. NACE MR0175 / ISO 15156-3: Industrias del petróleo y del gas natural — Materiales para su uso en entornos que contienen H₂S, Parte 3. NACE International, Houston, TX.
- Kennametal Inc. Mecanizado de superaleaciones a base de níquel: datos de aplicación y de proceso. Kennametal, Latrobe, Pensilvania.
- Sandvik Coromant. Mecanizado de aleaciones a base de níquel: recomendaciones sobre herramientas y datos de corte. Sandvik Coromant, Sandviken, Suecia.
- ASTM Internacional. ASTM A967: Especificación estándar para tratamientos de pasivado químico para piezas de acero inoxidable. ASTM International, West Conshohocken, PA.
- Manual de datos de mecanizado, 3ª edición. Centro de Datos sobre Mecanizabilidad, Cincinnati, Ohio. (Índices de mecanizabilidad y datos de corte para superaleaciones a base de níquel)
- Davis, J.R. (editor). El níquel, el cobalto y sus aleaciones (Manual especializado de ASM). ASM International, Materials Park, Ohio, 2000. ISBN: 0-87170-685-7
- ISO 9001:2015. Sistemas de gestión de la calidad: requisitos. Organización Internacional de Normalización, Ginebra, Suiza.
- SAE Internacional. AS9100 Rev. D: Sistemas de gestión de la calidad — Requisitos para organizaciones de los sectores de la aviación, el espacio y la defensa. SAE International, Warrendale, PA.
