يُعد القضيب الدائري من مادة هاستيلوي X (Hastelloy X) المعتمد وفقًا لمعيار AMS 5754 الخيار الأمثل للمكونات المُشكّلة آليًا التي تتطلب سلامة هيكلية مستدامة في درجات حرارة تتراوح بين 650 درجة مئوية و1200 درجة مئوية في الأجواء المؤكسدة والمُكربنة والمُنترة. في MWalloys، نوفر قضبان Hastelloy X الدائرية المعتمدة وفقًا لمعيار AMS 5754 بأقطار مخصصة تتراوح من 6 مم إلى 400 مم، دون حد أدنى لكمية الطلب، مع التسليم في غضون 10 إلى 40 يومًا، وشروط الدفع T/T للطلبات الأولى، والشحن إلى جميع أنحاء العالم جوًا أو بحرًا أو براً. تجمع سبائك النيكل والكروم والحديد والموليبدينوم هذه بشكل فريد بين تقوية المحلول الصلب من الموليبدينوم والتنغستن ومقاومة الأكسدة الاستثنائية من مصفوفة الكروم والكوبالت — مما يجعلها لا غنى عنها في غرف الاحتراق في التوربينات الغازية، ومكونات الأفران الصناعية، والأجزاء الهيكلية في مجال الفضاء الجوي التي تعمل بشكل مستمر في درجات حرارة أعلى من تلك التي تتأكسد فيها أو تنزلق فيها أو كلاهما في كل سبيكة منافسة.
إذا كان مشروعك يتطلب استخدام قضبان مستديرة من مادة هاستيلوي X، فيمكنك اتصل بنا للحصول على عرض أسعار مجاني.
ما هو هاستيلوي X ولماذا يُعد المعيار القياسي في تطبيقات القضبان الهيكلية المخصصة للدرجات العالية من الحرارة؟
هاستيلوي X, ، المسجلة تحت تصنيف UNS N06002 ورقم المادة الأوروبي 2.4665، هي سبيكة من النيكل والكروم والحديد والموليبدينوم طورتها شركة «هاينز إنترناشونال» (Haynes International)، وهي قيد الإنتاج التجاري منذ خمسينيات القرن الماضي. كانت هذه السبيكة واحدة من أقدم سبائك النيكل الفائقة المصممة خصيصًا للجمع بين مقاومة الأكسدة والقوة الهيكلية عند درجات حرارة تزيد عن 870 درجة مئوية — وهو مزيج لا تستطيع معظم السبائك المقاومة للحرارة القائمة على الحديد تحقيقه في آن واحد.
تنبع الهيمنة التجارية لهذه السبيكة في تطبيقات القضبان المعرضة لدرجات حرارة عالية من مجموعة خصائص لا يزال من الصعب حقًا محاكاتها في المواد المنافسة. تحافظ سبيكة هاستيلوي X على قوة خضوع قابلة للقياس عند 1200 درجة مئوية — وهي درجة حرارة يفقد عندها الفولاذ المقاوم للصدأ 310 90% من قوته في درجة حرارة الغرفة، ويدخل عندها معظم السبائك القائمة على الكوبالت في مرحلة الزحف، وتحتاج عندها السبائك المكونة للألومينا مثل Kanthal إلى ظروف جوية واقية لتجنب الأكسدة الكارثية. إن قدرة Hastelloy X على تحمل هذه الظروف في الهواء، وفي منتجات الاحتراق، وفي الأجواء النيتريدية، وفي بيئات الكربنة دون معالجة سطحية أو طلاء واقي تفسر سجلها الحافل الذي يمتد لأكثر من 60 عامًا في محركات التوربينات الغازية وأنظمة الأفران الصناعية.
ويُعد القضيب الدائري على وجه التحديد نقطة الانطلاق لتصنيع غالبية مكونات «هاستيلوي إكس» (Hastelloy X) المُشكلة آليًّا. فمسامير قبة غرفة الاحتراق، ومسامير تثبيت حامل اللهب، وأجسام فوهات الموقد، وأنابيب حماية المزدوجات الحرارية، ومحاور بكرات الفرن، وقضبان دعم القارورة، كلها تُصنع آليًّا من قضبان «هاستيلوي إكس» الدائرية. يتيح شكل القضيب للمهندسين تصنيع الشكل الهندسي المقطعي المطلوب بالضبط — عن طريق الخراطة، والطحن، والحفر، واللولبة، والطحن — من قطعة صلبة معتمدة مع إمكانية تتبع المواد بالكامل من مرحلة الصهر وحتى المكون النهائي.

في MWalloys، قمنا بتوريد قضبان مستديرة من مادة هاستيلوي إكس (Hastelloy X) إلى الشركات المصنعة للمعدات الأصلية (OEM) للتوربينات الغازية، وشركات تصنيع الأفران الصناعية، ومستودعات صيانة الطيران، والمؤسسات البحثية التي تشغل منصات اختبار درجات الحرارة العالية. الملاحظة المتسقة عبر جميع أنواع العملاء هذه هي أن Hastelloy X ليس مجرد مادة ملائمة — بل غالبًا ما يكون المادة الوحيدة التي تستمر في العمل بعد تجاوز درجة حرارة التصميم للتطبيق، في حين تم بالفعل اختبار كل البدائل ورفضها.
الخصائص الفيزيائية الرئيسية للقضبان الدائرية المصنوعة من معدن هاستيلوي X
| الممتلكات | القيمة | الأهمية الهندسية |
|---|---|---|
| الكثافة | 8.22 جم/سم مكعب (0.297 رطل/بوصة مكعبة) | حسابات الأوزان للمكونات الدوارة والهيكلية |
| نطاق الذوبان | 1260–1355 درجة مئوية (2300–2470 درجة فهرنهايت) | نطاق واسع؛ وهو أمر معتاد في السبائك الفائقة ذات المحلول الصلب |
| التوصيل الحراري | 11.7 واط/م·كلفن عند 100 درجة مئوية؛ 18.7 واط/م·كلفن عند 500 درجة مئوية | أقل صلابة من الفولاذ؛ وتعتبر إدارة الحرارة عاملاً حاسماً في عمليات التصنيع |
| الحرارة النوعية | 461 جول/كجم·كلفن عند 21 درجة مئوية | ذو صلة بحسابات الكتلة الحرارية في تصميم الأفران |
| معامل التمدد الحراري | 13.3 ميكرومتر/م·درجة مئوية (21–93 درجة مئوية)؛ 15.8 ميكرومتر/م·درجة مئوية (21–870 درجة مئوية) | أمر بالغ الأهمية لتصميم فتحات التهوية في المجموعات التي تعمل في درجات حرارة عالية |
| المقاوماتية الكهربائية | 1.18 ميكروأوم·م عند 21 درجة مئوية | ذو صلة بحسابات عناصر التسخين بالمقاومة |
| معامل المرونة | 197 جيجا باسكال (28.6 ميجا سكيل) عند 21 درجة مئوية؛ 152 جيجا باسكال (22 ميجا سكيل) عند 870 درجة مئوية | يجب أخذ انخفاض الصلابة مع ارتفاع درجة الحرارة في الاعتبار عند تصميم الهياكل |
| النفاذية المغناطيسية | غير مغناطيسي بشكل أساسي (بنية FCC) | مهم بالنسبة لبيئات أجهزة الاختبار الحساسة للمغناطيسية |
يستحق معامل التمدد الحراري اهتمامًا دقيقًا من مصممي المكونات. ففي النطاق بين درجة حرارة الغرفة ودرجة حرارة التشغيل البالغة 870 درجة مئوية، يتوسع معدن هاستيلوي X بمقدار 15.8 ميكرومتر لكل متر لكل درجة مئوية. بالنسبة لقضيب فرن بطول 500 مم يعمل عند 950 درجة مئوية، يمثل هذا حوالي 7.2 مم من التمدد الحراري بالنسبة لطوله البارد عند التركيب — وهو تغيير في الأبعاد يجب استيعابه من خلال فواصل التمدد، أو فتحات التثبيت المشقوقة، أو نقاط الدعم المجهزة بخلوص متعمد لمنع الانحناء الناتج عن الحرارة أو انفصال الوصلات.
ما هي متطلبات شهادة AMS 5754 للقضبان الدائرية المصنوعة من معدن هاستيلوي X؟
AMS 5754 هي مواصفة المواد الفضائية الصادرة عن SAE International التي تنظم توريد مادة Hastelloy X في شكل قضبان وقضبان سلكية وأسلاك. والعنوان الكامل هو: "سبائك النيكل، المقاومة للتآكل والحرارة، القضبان، والأسلاك، 47Ni-22Cr-18Fe-9Mo، الملبدة بالحرارة." إن فهم النطاق الكامل لمتطلبات AMS 5754 أمر ضروري لمتخصصي المشتريات الذين يكتبون مواصفات الشراء ولمهندسي الجودة الذين يراجعون شهادات المواد الواردة.
المتطلبات الفنية الأساسية لـ AMS 5754
شكل السبائك المطبق:
تغطي المواصفة AMS 5754 مادة هاستيلوي X في شكل قضبان وأسلاك فقط. أما الألواح والصفائح فتخضع للمواصفة AMS 5536، والأنابيب غير الملحومة للمواصفة AMS 5587، والأنابيب الملحومة للمواصفة AMS 5588. يجب على المهندسين الذين يحددون مخزون القضبان للمكونات المُشكلة آليًا الرجوع دائمًا إلى معيار AMS 5754 على وجه التحديد بدلاً من التسمية العامة للسبائك لضمان تطبيق المتطلبات الصحيحة الخاصة بالشكل.
حالة المعالجة الحرارية:
تتطلب المواصفة AMS 5754 توريد المادة في حالة التلدين بالحل. نطاق درجة حرارة التلدين بالحل وفقًا للمواصفات هو 1163 درجة مئوية ±14 درجة مئوية (2125 درجة فهرنهايت ±25 درجة فهرنهايت) مع وقت عند درجة حرارة كافية لإذابة جميع مراحل الترسيب، يليها تبريد سريع (التبريد بالماء أو التبريد السريع بالهواء). توفر هذه الحالة أقصى درجة من مقاومة التآكل والليونة ونقطة انطلاق البنية المجهرية للاستخدام في درجات الحرارة العالية دون الحاجة إلى معالجة حرارية إضافية من قبل المستخدم النهائي.
AMS 5754 المتطلبات الكيميائية والميكانيكية ومتطلبات الاختبار
| فئة المتطلبات | معلمة محددة | متطلبات AMS 5754 |
|---|---|---|
| التركيب الكيميائي | تحليل كامل وفقًا لمعايير UNS N06002 | تم التحقق منها لكل دفعة حرارية |
| قوة الشد (دقيقة) | UTS في درجة حرارة الغرفة | 690 ميجا باسكال (100 ألف رطل لكل بوصة مربعة) كحد أدنى |
| قوة الخضوع (دقيقة) | 0.21 تي بي 3 تي عند درجة حرارة الغرفة | 310 ميجا باسكال (45 كيلو باسكال) كحد أدنى |
| الاستطالة (دقيقة) | طول المقياس رباعي الأبعاد | 35% كحد أدنى |
| انخفاض المساحة (بالمينوت) | - | 40% كحد أدنى |
| الصلابة | الصلابة القصوى | 90 HRB عادةً (بحد أقصى 196 برينل لكل دفعة) |
| حجم الحبيبات | وفقًا لمعيار ASTM E112 | ASTM 3 أو أدق (للقضبان التي يقل قطرها عن 4 بوصات) |
| تردد اختبار الشد | لكل دفعة (مزيج من المعالجة الحرارية والتلطيف) | اختبار واحد لكل دفعة |
| حالة السطح | لا توجد ثنيات أو طبقات أو شقوق | الفحص البصري 100% |
| الاستقامة | وفقًا لمعيار AMS 2240 أو حسب المواصفات المحددة | تجاري قياسي أو دقيق |
| تحمّل القطر | وفقًا لمعيار AMS 2241 | فئة التفاوت القياسية أو فئة التفاوت الدقيقة |
المواصفات ذات الصلة بمادة هاستيلوي X عبر أشكال المنتجات المختلفة
| المواصفات | نموذج المنتج | الحالة | التطبيق الأساسي |
|---|---|---|---|
| AMS 5754 | قضيب، سلك | محلول ملدن | المكونات المُصنعة آليًّا، ومواد التثبيت، والأجزاء الهيكلية |
| AMS 5536 | ورقة، شريط، لوحة، صفيحة | محلول ملدن | بطانات غرف الاحتراق، الدروع الحرارية، القطع المشكلة |
| AMS 5587 | أنابيب غير ملحومة | محلول ملدن | أنابيب الضغط، حماية المزدوجات الحرارية |
| AMS 5588 | الأنابيب الملحومة | محلول ملدن | أنابيب الضغط المنخفض، مجموعات الأنابيب المشكلة |
| AMS 5798 | أسلاك اللحام | - | حشو GTAW للمصنوعات الملحومة من مادة هاستيلوي X |
| ASTM B572 | القضيب والقضيب | محلول ملدن | التطبيقات الصناعية غير المتعلقة بالفضاء |
| DIN 17752 / EN | البار | محلول ملدن | المواصفات الصناعية الأوروبية المكافئة |
يعد الفرق بين المعيارين AMS 5754 و ASTM B572 ذا أهمية عملية كبيرة. فكلتا المواصفات تغطي قضبان هاستيلوي X في حالة التلدين بالحل مع متطلبات كيميائية متكافئة، ولكن AMS 5754 تفرض حدودًا لحجم الحبيبات، وضوابط أكثر صرامة للتفاوتات في الأبعاد، ومتطلبات توثيق بجودة صناعة الطيران (بما في ذلك إمكانية تتبع دفعة التسخين، واختبار الشد لكل دفعة، والموقع المعتمد على الشهادة) التي لا تفرضها ASTM B572. بالنسبة لتطبيقات الفضاء والدفاع، يعد AMS 5754 دائمًا المواصفة الصحيحة. بالنسبة لتطبيقات الأفران الصناعية والعمليات الكيميائية التي لا تتطلب وثائق خاصة بالفضاء، توفر المواد المعتمدة وفقًا لمعيار ASTM B572 أداءً مكافئًا للسبائك بتكلفة اعتماد أقل.
كيف يتيح التركيب الكيميائي لمادة هاستيلوي إكس الأداء في درجات الحرارة القصوى؟
يساهم كل عنصر من العناصر المكونة لـ «هاستيلوي إكس» بشكل محدد إما في أدائها الميكانيكي عند درجات الحرارة العالية، أو في مقاومتها للأكسدة، أو في كليهما. ويتيح فهم مساهمة كل عنصر على حدة للمهندسين توقع سلوك السبيكة في بيئات محددة ذات درجات حرارة عالية، وفهم سبب انخفاض موثوقية أداء السبائك البديلة التي تحتوي على تركيزات أقل من العناصر الأساسية.
التركيب الكيميائي لمادة هاستيلوي X (UNS N06002 / AMS 5754)
| العنصر | الحد الأدنى (%) | الحد الأقصى (%) | دور الأداء في درجات الحرارة العالية |
|---|---|---|---|
| النيكل (ني) | الرصيد (حوالي 47%) | - | مصفوفة ثابتة من مادة FCC في جميع درجات الحرارة؛ معدن أساسي لتكوين محلول صلب |
| الكروم (Cr) | 20.5 | 23.0 | مقاومة الأكسدة الأولية بفضل طبقة كروم أكسيد (Cr₂O₃) حتى درجة حرارة 1200 درجة مئوية؛ مقاومة التآكل الحراري |
| الحديد (Fe) | 17.0 | 20.0 | مثبِّت للأوستينيت؛ مُخفِّض للتكلفة؛ يُعزِّز تكوين طبقة واقية |
| الموليبدينوم (Mo) | 8.0 | 10.0 | مقوي أساسي للمحلول الصلب؛ يساهم في الحفاظ على القوة عند درجات الحرارة العالية |
| الكوبالت (Co) | 0.5 | 2.5 | تقوية المحلول الصلب؛ يعزز استقرار طبقة الأكسيد الواقية |
| التنجستن (W) | 0.2 | 1.0 | تقوية إضافية للمحلول الصلب؛ خصائص مقاومة للحرارة عند درجات الحرارة العالية |
| الكربون (C) | 0.05 | 0.15 | مُشكِّل كربيد حدود الحبيبات؛ عنصر حاسم في مقاومة الزحف والانكسار تحت الإجهاد |
| المنجنيز (Mn) | - | 1.0 كحد أقصى | مزيل للأكسدة؛ يساهم بشكل طفيف في تكوين الترسبات الكلسية |
| السيليكون (Si) | - | 1.0 كحد أقصى | مزيل الأكسدة؛ يساهم في تكوين طبقة رقيقة من ثاني أكسيد السيليكون مما يحسن مقاومة الأكسدة |
| البورون (B) | - | 0.010 كحد أقصى | مقوي لحدود الحبيبات بكميات ضئيلة |
| الفوسفور (P) | - | 0.040 كحد أقصى | النجاسة الخاضعة للرقابة |
| الكبريت (S) | - | 0.030 كحد أقصى | الشوائب الخاضعة للرقابة — خطر حدوث كبريتات إذا ارتفعت مستوياتها |
يُعد نطاق الكربون الذي يتراوح بين 0.05 و0.151٪ في Hastelloy X ذا أهمية فريدة مقارنةً بالسبائك المخصصة لمقاومة التآكل مثل Hastelloy C276 (حيث يتم تقليل نسبة الكربون إلى 0.0101٪ كحد أقصى). في الاستخدامات الهيكلية عالية الحرارة، يلعب الكربون دورًا مفيدًا من خلال تكوين جزيئات كربيد من النوع M₆C و M₂₃C₆ عند حدود الحبيبات أثناء التعرض للاستخدام. تمنع جزيئات الكربيد هذه حدود الحبيبات من الانزلاق — وهو الآلية الأساسية للزحف عند درجات الحرارة العالية جدًا — وبالتالي تحافظ على مقاومة الزحف والانكسار الناتج عن الإجهاد على مدى فترات استخدام طويلة. وهذا هو السبب في أن Hastelloy X هي سبيكة هندسية مختلفة تمامًا عن درجات Hastelloy من عائلة C: فهي مُحسّنة من حيث القوة عند درجات الحرارة بدلاً من مقاومة التآكل المائي، ويعكس محتوى الكربون هذه الأولوية المختلفة.
يوفر محتوى الموليبدينوم في 8–10% آلية تقوية المحلول الصلب الأساسية. وتكون ذرات الموليبدينوم أكبر بكثير من ذرات النيكل، مما يؤدي إلى حدوث تشوهات في الشبكة البلورية تعوق حركة الانزياح تحت الضغط عند درجات الحرارة المرتفعة. يكون تأثير السحب الناتج عن المحلول الصلب هذا أكثر وضوحًا عند درجات الحرارة التي يعمل فيها Hastelloy X — من 760 درجة مئوية إلى 1100 درجة مئوية — حيث من شأن تسلق الانزياح المنشط حراريًا أن يسمح بحدوث تشوه زحفي سريع.
يوفر الكروم بنسبة 20.5–23% مقاومة للأكسدة تتيح للسبائك العمل في الهواء دون الحاجة إلى طلاء واقٍ. وعند درجات حرارة تزيد عن 800 درجة مئوية، يتأكسد الكروم بشكل انتقائي ليشكل طبقة متماسكة من Cr₂O₃ على سطح السبيكة. يعمل هذا الطبقة كحاجز انتشار يبطئ دخول المزيد من الأكسجين إلى المعدن الأساسي، مما يحد بشكل فعال من معدل الأكسدة. يساهم محتوى الحديد (17–20%) في Hastelloy X في تكوين طبقة أكسيد الإسبنيل المعقدة تحت الطبقة الأولية من Cr₂O₃، مما يحسن التصاق الطبقة من خلال الدورات الحرارية.

ما هي الخصائص الميكانيكية والفيزيائية التي تميز قضبان هاستيلوي X الدائرية عند درجات الحرارة المرتفعة؟
تُعد الخصائص الميكانيكية للقضبان الدائرية المصنوعة من مادة هاستيلوي X في درجات الحرارة المرتفعة المبرر التقني الأساسي لاختيارها في التطبيقات التي تتطلب درجات حرارة عالية. ويحتاج المهندسون الذين يصممون مكونات غرف الاحتراق وتركيبات الأفران والعناصر الهيكلية التي تعمل في درجات حرارة عالية إلى معرفة كل من الخصائص في درجة حرارة الغرفة — من أجل إجراء حسابات التصنيع والمناولة — والخصائص في درجات الحرارة المرتفعة — من أجل التحقق من صحة التصميم الهيكلي.
الخصائص الميكانيكية في درجة حرارة الغرفة (الحدود الدنيا وفقًا لمعيار AMS 5754 مقابل القيم النموذجية)
| الممتلكات | AMS 5754 الحد الأدنى | القيمة النموذجية | طريقة الاختبار |
|---|---|---|---|
| قوة الشد القصوى | 690 ميجا باسكال (100 كسي) | 793 ميجا باسكال (115 ألف باسكال) | ASTM E8 |
| 0.2% قوة الخضوع 0.2% | 310 ميجا باسكال (45 كيلو باسكال) | 379 ميجا باسكال (55 كيلو باسكال) | ASTM E8 |
| الاستطالة (في 4D) | 35% | 43% | ASTM E8 |
| تقليل المساحة | 40% | 57% | ASTM E8 |
| الصلابة | - | 90 رطل/بوصة مربعة (196 رطل/بوصة مربعة) - القيمة النموذجية | ASTM E18 |
| تأثير تاربي (عند درجة حرارة -196 درجة مئوية) | غير محدد في AMS | أكثر من 100 جول عادةً | ASTM E23 |
تعكس قوة الخضوع المتواضعة نسبياً عند درجة حرارة الغرفة، والتي تتراوح بين 310 و379 ميجا باسكال، الطبيعة المميزة لهذه السبيكة التي تم تلدينها بالمحلول وتقويتها بالمحلول الصلب. لا يمكن تقوية Hastelloy X بالترسيب — فهي لا تحتوي على مستويات الألومنيوم والتيتانيوم اللازمة لتكوين ترسبات جاما برايم — لذا فإن قوتها في درجة حرارة الغرفة أقل من السبائك القابلة للتقوية بالترسيب مثل Inconel 718 أو Waspaloy. ومع ذلك، فإن المقارنة عند درجات الحرارة المرتفعة تنعكس أو تضيق بشكل كبير، وهو ما يمثل شرط التصميم ذي الصلة للتطبيقات التي يُحدد فيها استخدام Hastelloy X.
خصائص الشد عند درجات الحرارة المرتفعة لقضبان هاستيلوي X
| درجة الحرارة | مقاومة الصدمات الشديدة (ميجا باسكال) | 0.2% YS (ميجا باسكال) | الاستطالة (%) | تقليل المساحة (%) |
|---|---|---|---|---|
| 21 درجة مئوية (70 درجة فهرنهايت) | 793 | 379 | 43 | 57 |
| 200 درجة مئوية (392 درجة فهرنهايت) | 724 | 290 | 38 | 56 |
| 400 درجة مئوية (752 درجة فهرنهايت) | 690 | 262 | 37 | 57 |
| 538 درجة مئوية (1000 درجة فهرنهايت) | 669 | 248 | 36 | 58 |
| 649 درجة مئوية (1200 درجة فهرنهايت) | 648 | 234 | 36 | 59 |
| 760 درجة مئوية (1400 درجة فهرنهايت) | 600 | 207 | 38 | 64 |
| 871 درجة مئوية (1600 درجة فهرنهايت) | 483 | 172 | 41 | 72 |
| 982 درجة مئوية (1800 درجة فهرنهايت) | 310 | 138 | 60 | 80 |
| 1093 درجة مئوية (2000 درجة فهرنهايت) | 172 | 97 | 72 | 85 |
لاحظ كيف يزداد الاستطالة وانخفاض المساحة مع ارتفاع درجة الحرارة — وهذا يعكس زيادة ليونة مصفوفة FCC مع تزايد توفر آليات التشوه التي يتم تنشيطها حرارياً. ومن منظور التصميم الهيكلي، تُعد قيم مقاومة الخضوع عند درجات الحرارة المعطاة المعلمات الحاسمة لتحليل الإجهاد للمكونات التي تعمل في ظروف تشغيل ثابتة عند درجات حرارة عالية.
خصائص الزحف والانكسار تحت الإجهاد — البيانات التصميمية الحاسمة
بالنسبة للمكونات التي تتعرض لحمل مستمر في درجات حرارة عالية — مثل حوامل الأفران، ومسامير دعم غرف الاحتراق، ومسامير أفران التقطير — فإن بيانات الزحف والانكسار الناتج عن الإجهاد هي التي تحدد الإجهاد المسموح به في التصميم، وليس خصائص الشد قصيرة المدى.
| درجة الحرارة | الإجهاد اللازم لحدوث زحف في 1% خلال 1,000 ساعة (ميجا باسكال) | إجهاد الانكسار بعد 1,000 ساعة (ميجا باسكال) |
|---|---|---|
| 760 درجة مئوية (1400 درجة فهرنهايت) | 145 | 207 |
| 871 درجة مئوية (1600 درجة فهرنهايت) | 62 | 90 |
| 982 درجة مئوية (1800 درجة فهرنهايت) | 23 | 38 |
| 1093 درجة مئوية (2000 درجة فهرنهايت) | 8 | 17 |
وتعد قيم الانكسار تحت الإجهاد هذه أقل بكثير من مقاومة الخضوع للشد قصيرة المدى عند نفس درجة الحرارة — وهو الفرق الأساسي بين التصميم القائم على الشد والتصميم القائم على الزحف. فالمسمار المصمم وفقًا لمقاومة الخضوع للشد عند 871 درجة مئوية سينكسر بسبب الزحف قبل وقت طويل من انتهاء عمره التشغيلي المقصود عند تلك الدرجة. عادةً ما يحد التصميم الذي يخضع للزحف من إجهاد العمل إلى 50–67% من إجهاد الانكسار لمدة 1000 ساعة، اعتمادًا على متطلبات العمر الافتراضي للتصميم وأهمية التطبيق.
بيانات مقاومة الأكسدة في الهواء
| درجة الحرارة | معدل الأكسدة (ملغم/سم²/1,000 ساعة في الهواء) | حجم الحرف |
|---|---|---|
| 760 درجة مئوية (1400 درجة فهرنهايت) | 1.5-3.0 | كروم ثنائي أكسيد (Cr₂O₃) رقيق ومترابط |
| 871 درجة مئوية (1600 درجة فهرنهايت) | 3.0–6.0 | مقياس فرعي ثابت لـ Cr₂O₃ + الإسبنيل |
| 982 درجة مئوية (1800 درجة فهرنهايت) | 5.0–12.0 | طبقة متكثفة؛ لا تزال تحمي |
| 1093 درجة مئوية (2000 درجة فهرنهايت) | 12.0–25.0 | تغير في الكتلة ذو طبيعة وقائية ولكنه مهم |
| 1177 درجة مئوية (2150 درجة فهرنهايت) | 25.0–50.0 | الاقتراب من الحد الأعلى الموثوق للخدمة |
تفسر معدلات الأكسدة المنخفضة حتى درجة حرارة 1093 درجة مئوية سبب احتفاظ مكونات هاستيلوي X في غرف الاحتراق الخاصة بالتوربينات الغازية والأفران الصناعية بتفاوتات أبعاد مقبولة على مدى آلاف ساعات التشغيل دون الحاجة إلى إعادة طلاء أو استبدال. تكون القشور المتكونة ملتصقة بإحكام ولا تتفتت أثناء الدورات الحرارية كما تفعل قشور السبائك القائمة على الحديد في كثير من الأحيان، وهو ما يمثل فارقًا جوهريًا في التطبيقات التي تتعرض لدورات حرارية متكررة من درجة حرارة التشغيل إلى درجة حرارة الغرفة.
كيف يتم تصنيع ومعالجة القضبان الدائرية من نوع AMS 5754 Hastelloy X؟
إن فهم مسار إنتاج القضبان الدائرية من نوع AMS 5754 Hastelloy X يساعد المهندسين على تقييم ادعاءات المصنع بشأن الجودة وفهم أسباب وجود متطلبات معينة في المواصفات.
طريقة الصهر المستخدمة في إنتاج قضبان هاستيلوي X
الصهر بالحث الفراغي (VIM):
تتمثل الطريقة الأساسية لصهر قضبان هاستيلوي X في الصهر في غلاف مفرغ (VIM)، الذي يوفر تحكماً دقيقاً في التركيب الكيميائي — وهو أمر بالغ الأهمية بشكل خاص بالنسبة لنطاق الكربون (0.05–0.151٪) ومحتوى البورون (0.0101٪ كحد أقصى). يمنع الصهر الفراغي امتصاص النيتروجين والأكسجين الذي من شأنه أن يشكل مسامية غازية وشوائب غير معدنية في السبيكة المتصلبة.
إعادة الصهر بالخبث الكهربائي (ESR):
للحصول على قضبان ذات جودة فائقة — لا سيما في تطبيقات المكونات الدوارة في مجال الطيران أو الأجزاء التي تتعرض لإجهاد شديد — تُستخدم تقنية ESR بعد تقنية VIM. تعمل عملية ESR على تحسين التفرق الكلي، وتقليل محتوى شوائب الأكسيد، وإنتاج بنية حبيبية أكثر اتساقًا في السبيكة المعاد صهرها. لا تفرض AMS 5754 استخدام ESR، ولكن العديد من أوامر الشراء الخاصة بالمقاولين الرئيسيين في مجال الطيران تحدد أو تفضل ممارسة الصهر VIM+ESR.
إعادة الصهر بالقوس الكهربائي في فراغ (VAR):
يُستخدم نظام VAR أحيانًا في التطبيقات الأكثر حساسية التي تتطلب الحد الأدنى من محتوى الشوائب. ويوفر نظام VIM+VAR درجة نقاء تقترب من جودة نظام VIM+ESR من خلال آلية إعادة صهر مختلفة. أما نظام الصهر الثلاثي (VIM+ESR+VAR) فهو نادر الاستخدام في سبائك هاستيلوي X، إلا أنه يُستخدم في بعض تطبيقات المحركات العسكرية.
عمليات التشكيل على الساخن ودرفلة القضبان
| خطوة العملية | نطاق درجة الحرارة | الغرض |
|---|---|---|
| تجانس السبائك | 1200–1230 درجة مئوية | إزالة التكتل الناتج عن التصلب؛ وتوحيد توزيع الموليبدينوم |
| التفكيك الأولي (الطرق) | 1050-1200°C | كسر بنية السبائك المصبوبة؛ وتطوير بنية الحبيبات المطاوعة |
| الدرفلة على الساخن لتصنيع القضبان | 980–1180 درجة مئوية | الوصول إلى القطر المستهدف؛ وصقل الحبيبات لتتوافق مع متطلبات حجم الحبيبات وفقًا لمعايير AMS |
| التلدين بالمحلول | 1163 درجة مئوية ±14 درجة مئوية (2125 درجة فهرنهايت ±25 درجة فهرنهايت) | إذابة جميع المراحل المترسبة؛ تحديد الخصائص الميكانيكية النهائية |
| التبريد بالماء أو التبريد السريع بالهواء | بأسرع ما يمكن | منع ترسيب الكربيد ومرحلة سيغما أثناء التبريد |
| الاستقامة | درجة حرارة الغرفة | الوفاء بمتطلبات الاستقامة وفقًا لمعيار AMS 2240 |
| قص الأطراف | - | إزالة الأجزاء العلوية والسفلية المنفصلة من السبيكة |
| تحضير السطح | - | التقشير (اللف) أو الطحن لإزالة فقدان الكربون والعيوب السطحية |
تعد خطوة التلدين بالحل حاسمة بشكل خاص لأن مادة هاستيلوي X تحتوي على كمية كافية من الموليبدينوم، بحيث يؤدي التبريد البطيء في نطاق درجات الحرارة 650-900 درجة مئوية إلى ترسيب الطور سيغما (وهو مركب فاصل معدني هش يتكون من النيكل والكروم والموليبدينوم والحديد) عند حدود الحبيبات. تقلل مرحلة سيغما بشكل كبير من ليونة وصلابة درجة حرارة الغرفة. يمنع التبريد السريع من درجة حرارة التلدين بالمحلول تكوين مرحلة سيغما وينتج بنية حدود حبيبات نظيفة ضرورية لكل من مقاومة التآكل والليونة الميكانيكية.
ما هي ظروف المعالجة الحرارية التي تنطبق على قضبان هاستيلوي X؟
يخدم المعالجة الحرارية لقضبان هاستيلوي X أغراضًا مختلفة في مراحل متنوعة من دورة حياة المواد والمكونات: حيث يحدد التلدين بالذوبان أثناء الإنتاج الخصائص الأساسية المعتمدة وفقًا لمعيار AMS 5754، بينما تعمل المعالجة الحرارية بعد التصنيع على استعادة الخصائص بعد عمليات اللحام أو التشكيل بالحرارة.
بروتوكول التلدين بالمحلول (متطلبات AMS 5754)
| المعلمة | المتطلبات | الأساس المنطقي |
|---|---|---|
| درجة الحرارة | 1163 درجة مئوية ±14 درجة مئوية (2125 درجة فهرنهايت ±25 درجة فهرنهايت) | يذيب جميع كربيدات M₂₃C₆ وأي طور سيغما؛ ويضع جميع عناصر السبائك في محلول صلب |
| الحد الأدنى للوقت | 10 دقائق لكل 25 ملم (1 بوصة) من المقطع العرضي | يضمن توزيعًا متساويًا للحرارة عبر قطر القضيب |
| طريقة التبريد | التبريد بالماء أو التبريد السريع بالهواء | يمنع حدوث طور سيغما وإعادة ترسيب الكربيد أثناء التبريد |
| الغلاف الجوي | يُسمح باستخدام الهواء؛ يُفضل استخدام غاز خامل لضمان نظافة السطح | يمنع نزع الكربون من السطح الذي يقلل من مقاومة الإجهاد |
| الخصائص الناتجة | وفقًا للحدود الدنيا المحددة في AMS 5754 | التلدين بالذوبان هو المعالجة الحرارية الوحيدة المذكورة في المواصفة AMS 5754 |
اعتبارات المعالجة الحرارية بعد التصنيع
بعد عمليات اللحام أو التشكيل بالحرارة التي تعرض مادة هاستيلوي X لدرجات حرارة مرتفعة، يُوصى بإجراء عملية تلدين بالماء بعد التصنيع (ولكنها ليست مطلوبة دائمًا) لاستعادة أقصى درجات الليونة ومقاومة التآكل. ويعتمد القرار على الاستخدام:
| عملية التصنيع | هل يُنصح بإجراء معالجة حرارية بعد التصنيع؟ | الملاحظات |
|---|---|---|
| اللحام بالانصهار (GTAW، GMAW) | موصى به للاستخدامات الحرجة | يستعيد ليونة معدن HAZ؛ ويذيب الكربيدات المسببة للتحسس |
| التشكيل على البارد (ثني بأقل من 5% من الإجهاد) | غير مطلوب | مستويات الإجهاد غير كافية لتستلزم عملية التلدين |
| التشكيل على البارد (إجهاد أكبر من 5%) | موصى به | يقلل من الإجهاد المتبقي؛ ويعيد الليونة |
| التشكيل على الساخن (فوق 900 درجة مئوية) | مطلوب | إعادة ضبط ظروف التلدين بعد التشغيل على الساخن |
| التصنيع (التقليدي) | غير مطلوب | لا تؤدي المعالجة الآلية إلى تغيير البنية المجهرية الكلية |
| اللحام بالنحاس | يعتمد ذلك على درجة حرارة اللحام بالبرونز وخلطة السبيكة | التحقق من توافق دورة اللحام بالنحاس |
تأثيرات التعرض للخدمة على البنية المجهرية لمادة هاستيلوي X
يجب على المهندسين الذين يختارون استخدام هاستيلوي X في التطبيقات التي تتطلب العمل لفترات طويلة في درجات حرارة عالية أن يدركوا أن البنية المجهرية للسبيكة تتغير أثناء التعرض للاستخدام. هذه التغيرات يمكن التنبؤ بها وتعد مفيدة عمومًا لمقاومة الزحف، لكنها تؤثر على ليونة السبيكة في درجة حرارة الغرفة:
تكوين كربيد M₆C (700–900 درجة مئوية):
أثناء التشغيل عند هذه الدرجات الحرارة، تتشكل كربيدات M₆C داخل الحبيبات من الكربون المفرط التشبع في المحلول. وتوفر هذه الكربيدات تقوية بالترسيب، مما يرفع مقاومة الزحف بشكل طفيف مقارنة بالحالة التي تكون فيها المادة قد خضعت للتلدين بالمحلول حديثًا.
تكوين كربيد M₂₃C₆ (600–900 درجة مئوية):
تتشكل كربيدات M₂₃C₆ عند حدود الحبيبات أثناء التعرض لفترات طويلة، مما يوفر تثبيتًا لحدود الحبيبات يُفيد في مقاومة الزحف. وتؤدي هذه الكربيدات نفسها إلى انخفاض الليونة في درجة حرارة الغرفة (قد ينخفض الاستطالة من 43% إلى 15–25% بعد التعرض لفترات طويلة من الخدمة).
تشكل طور Mu وطور التراص الطوبولوجي (TCP) (فوق 870 درجة مئوية، لفترات طويلة جدًا):
قد يؤدي التشغيل لفترات طويلة في درجات حرارة عالية جدًا إلى تكوّن رواسب من الطور mu، والتي تؤدي، عند تراكمها بكميات كبيرة، إلى انخفاض الليونة والمتانة. ولا يمثل هذا الأمر مصدر قلق في فترات الصيانة القياسية، ولكن يجب أخذه في الاعتبار عند تخطيط دورة حياة المكونات في تطبيقات الأفران الصناعية التي تصل مدة خدمتها إلى عقود.
ما هي الصناعات والمكونات التي تعمل في درجات حرارة عالية والتي تعتمد على قضبان هاستيلوي X المستديرة؟
إن التطبيقات التي تدفع الطلب على قضبان «هاستيلوي إكس» المستديرة هي بالضبط تلك التي لا يمكن فيها للسبائك الأقل كفاءة أن تضاهي مزيج القوة الهيكلية ومقاومة الأكسدة وقابلية التشكيل التي تتمتع بها هذه القضبان.
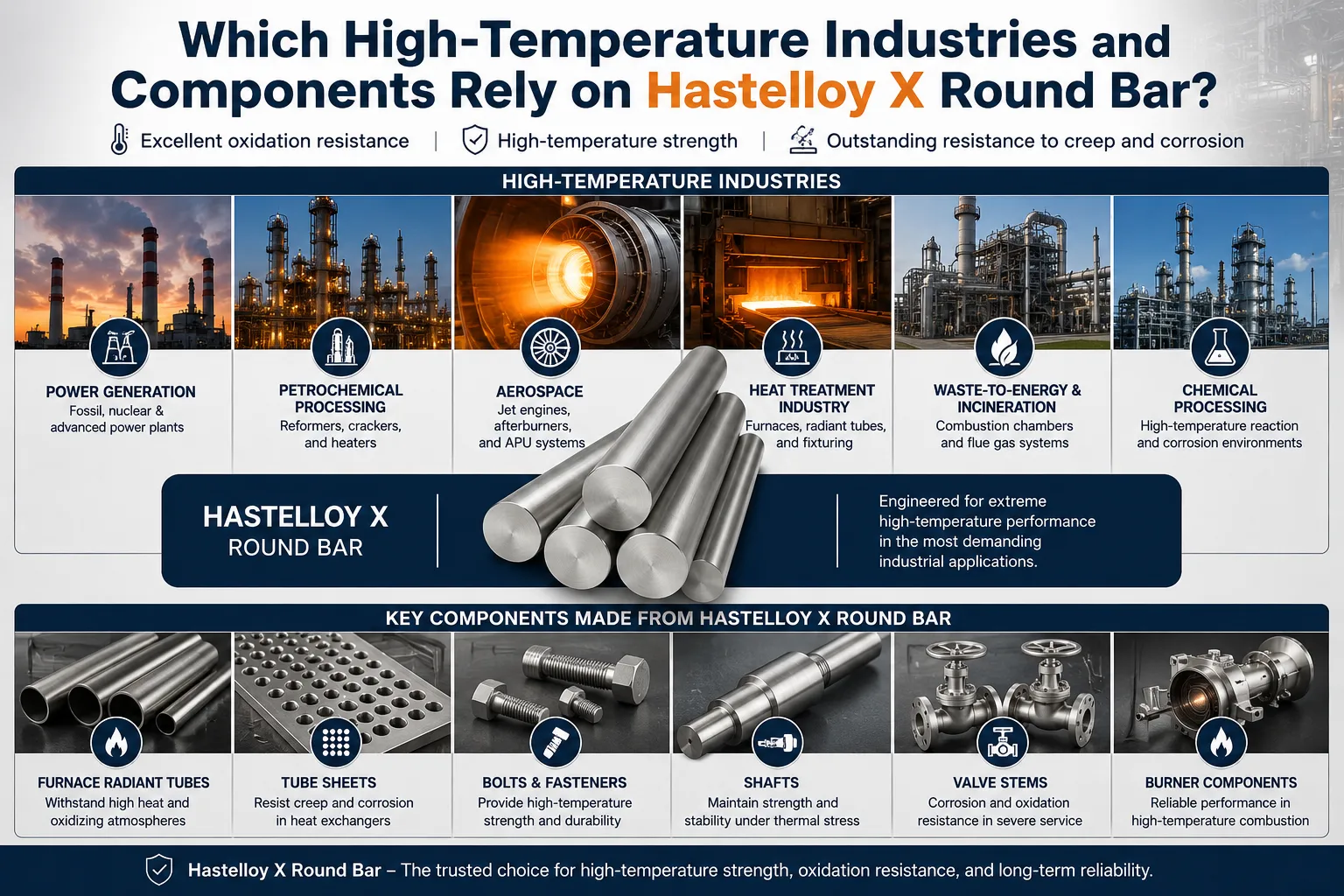
تطبيقات محركات التوربينات الغازية في مجال الفضاء الجوي
تمثل محركات التوربينات الغازية أكبر سوق وأكثرها تطلبًا من الناحية التقنية بالنسبة للقضبان الدائرية المصنوعة من مادة هاستيلوي X. يعمل قسم الاحتراق في محرك التوربينات الغازية في درجات حرارة تصل إلى 900-1100 درجة مئوية، في بيئة تتسم بالتأكسد المستمر والتقلبات الحرارية. وتشمل مكونات القضبان المستخدمة في هذه البيئة ما يلي:
مكونات قبة غرفة الاحتراق والبطانة:
يتم تصنيع أجسام الدوامات، وأغلفة حاقنات الوقود، ودعامات القبة، ومسامير تثبيت البطانة من قضبان مستديرة مصنوعة من مادة هاستيلوي إكس. ويجب أن تتحمل هذه المكونات الإشعاع الحراري المباشر المنبعث من لهب الاحتراق مع الحفاظ على سلامتها الهيكلية خلال آلاف الدورات الحرارية المتكررة من التشغيل والإيقاف. إن الجمع بين الاحتفاظ بالقوة في درجات الحرارة العالية ومقاومة الإجهاد الحراري في Hastelloy X يجعله المادة القياسية لهذه المكونات في كل من التوربينات الغازية العسكرية والتجارية.
مجموعات حامل اللهب:
تعمل حوامل اللهب في محركات الطائرات النفاثة العسكرية في ظروف قاسية للغاية — حيث تتعرض للغمر المباشر في غازات العادم بعد الاحتراق عند درجات حرارة تتجاوز 1000 درجة مئوية، مع اهتزازات صوتية ناتجة عن عدم استقرار عملية الاحتراق. وتتمتع قضبان هاستيلوي X، التي يتم تشكيلها آليًا لتتخذ أشكال حوامل اللهب على شكل حوض على شكل حرف V وأعمدة، بسجل خدمة موثق يمتد لعقود في هذه التطبيقات.
مسامير ومثبتات محركات التوربينات:
يتطلب التثبيت بالبراغي في درجات الحرارة العالية بمحركات التوربينات الغازية — مثل مسامير تثبيت غرفة الاحتراق، ومثبتات البطانة بالغلاف، ومسامير غلاف الناشر — مواد تحافظ على قوة التثبيت عبر آلاف الدورات الحرارية دون حدوث استرخاء زحفي. يتم تشكيل Hastelloy X على شكل قضبان لتصنيع هذه المثبتات عندما تتجاوز درجات حرارة التشغيل قدرة A-286 أو حتى بعض سبائك المثبتات القائمة على الكوبالت.
منصة الاختبار وأجهزة التطوير:
تستخدم مرافق اختبار المحركات كميات كبيرة من قضبان "هاستيلوي إكس" في الأجزاء الهيكلية للعينات قيد الاختبار، وتركيبات المبددات الحرارية، والهياكل الداعمة للأجهزة التي تتعرض لعوادم المحرك خلال برامج الاختبار.
تطبيقات الأفران الصناعية والمعالجة الحرارية
| التطبيق | درجة حرارة الخدمة | لماذا يتم اختيار هاستيلوي X |
|---|---|---|
| دعامات الأنابيب المشعة | 900–1100 درجة مئوية | تحمل مستمر لدرجات الحرارة العالية مع التعرض لدورات حرارية |
| محاور بكرات الفرن | 850–1000 درجة مئوية | دعم دوار تحت الحمل في درجات حرارة عالية |
| شماعات وقضبان الأوعية الزجاجية | 950-1150°C | الحمولة المعلقة في أفران الغلاف الجوي المتحكم فيه |
| أنابيب حماية المزدوجات الحرارية | تصل إلى 1200 درجة مئوية | مصنوع من قضيب معدني بقطر خارجي وداخلي دقيق؛ مقاوم للتأكسد |
| الهياكل الداعمة لأفران الصهر | 900–1100 درجة مئوية | أجزاء الهيكل في الأفران ذات التسخين غير المباشر |
| تكسية مسامير ومسامير سلة الكربنة | 900–950 درجة مئوية في غاز الكربنة | مقاوم للتكربن الذي قد يؤدي إلى هشاشة أدوات التثبيت منخفضة السبائك |
| قضبان تثبيت عملية النيترة | 500–600 درجة مئوية في أمونيا | يقاوم عملية النيترة التي تؤدي إلى هشاشة التركيبات الفولاذية بمرور الوقت |
| تركيبات أفران الحمامات الملحية | 500–900 درجة مئوية في الملح المنصهر | المقاومة الحرارية والكيميائية لأملاح النترات/الكلوريد |
تطبيقات العمليات الكيميائية وتوليد الطاقة
بالإضافة إلى قطاعي الفضاء والمعالجة الحرارية، تُستخدم قضبان هاستيلوي X المستديرة في العمليات الصناعية التي تتسم بوجود عوامل حرارية قاسية وظروف مؤكسدة، إلى جانب الحاجة إلى مكونات مصنعة بدقة:
- أنظمة دعم أنابيب المروحة في إنتاج الهيدروجين — حيث يجب احتواء الغاز المُعاد تشكيله عند درجة حرارة تتراوح بين 800 و900 درجة مئوية في هيكل مخصص، في حين تتعرض هيكلية دعامة الأنابيب لنفس درجات الحرارة.
- معدات وحدة التكسير الحفزي في مجال تكرير النفط — شبكات الدعم، والأنابيب الحرارية، وإطارات شبكات المحفزات التي تعمل بشكل مستمر في درجات حرارة تتراوح بين 700 و900 درجة مئوية في بيئات بخار الهيدروكربونات.
- مكونات التوربينات البخارية لإعادة التسخين في محطات توليد الطاقة — حيث يتلامس البخار فائق السخونة الذي تزيد درجة حرارته عن 600 درجة مئوية مع الأجزاء الهيكلية التي يجب أن تقاوم الأكسدة وتحافظ على ثبات أبعادها.
- حرق النفايات ومكونات المُؤكسد الحراري — حيث تؤدي نواتج الاحتراق المحتوية على الكلوريد عند درجات حرارة تتراوح بين 900 و1100 درجة مئوية إلى تآكل سريع للسبائك الحديدية، بينما يحافظ معدن «هاستيلوي إكس» على معدلات تآكل مقبولة.
كيف تقارن قضبان هاستيلوي X بمواد قضبان السبائك المنافسة المخصصة للاستخدام في درجات الحرارة العالية؟
يتطلب اختيار المواد المستخدمة في تطبيقات قضبان المعادن المعرضة لدرجات حرارة عالية إجراء مقارنة منهجية بين مؤشرات الأداء ذات الصلة. ويقارن التحليل التالي سبيكة هاستيلوي X بأكثر السبائك البديلة شيوعًا التي يأخذها المهندسون في الاعتبار.
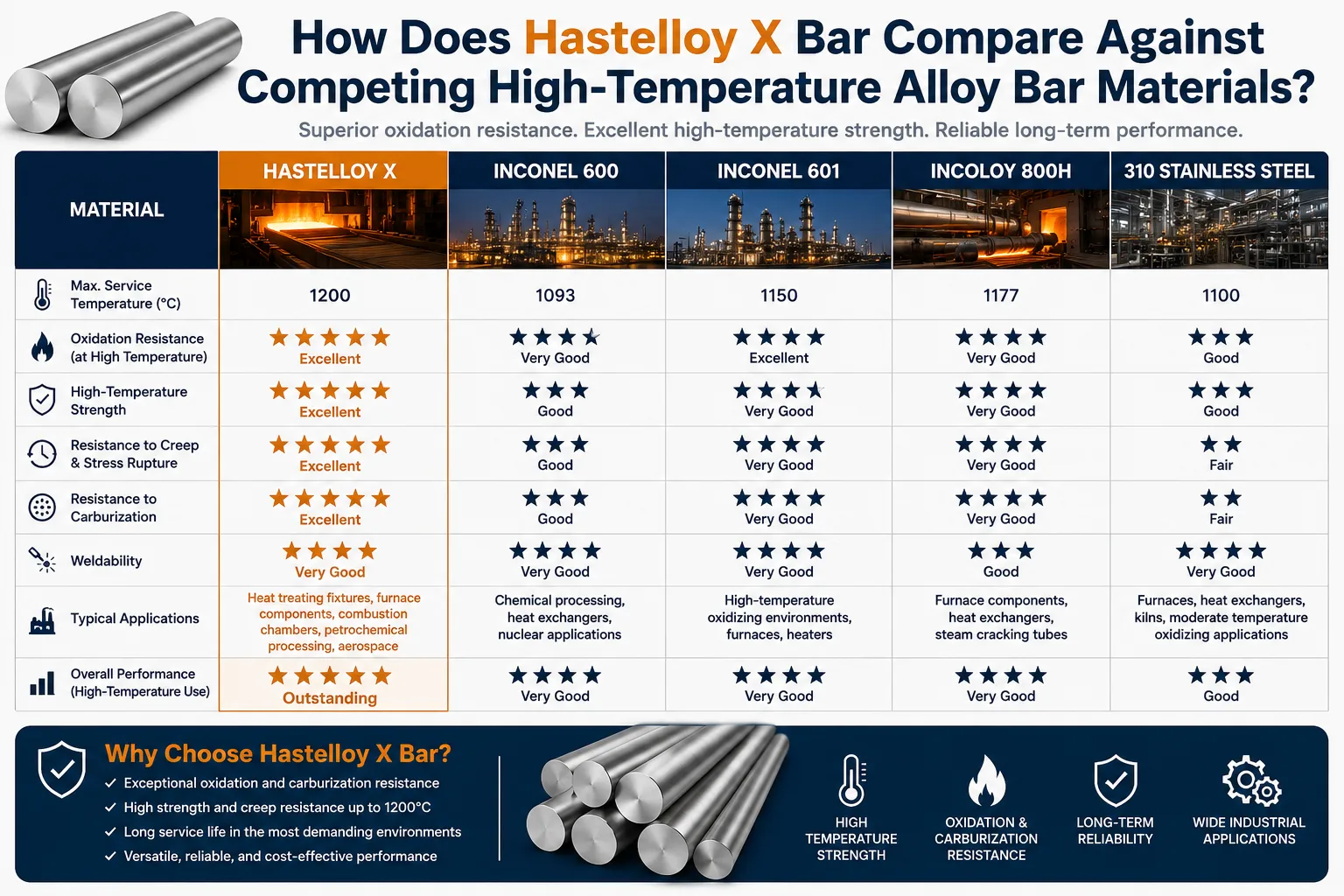
مقارنة شاملة لسبائك قضبان مقاومة درجات الحرارة العالية
| الممتلكات | هاستيلوي X (N06002) | إنكونيل 625 (N06625) | إنكونيل 718 (N07718) | واسبالوي (N07001) | 310 SS (S31000) | RA330 (N08330) |
|---|---|---|---|---|---|---|
| أقصى درجة حرارة للتشغيل المستمر (المقاومة) | 1177°C | 816 درجة مئوية | 704°C | 980°C | 1050 درجة مئوية (للأكسدة فقط) | 1100 درجة مئوية (للأكسدة فقط) |
| UTS عند 871 درجة مئوية (ميجاباسكال) | 483 | 380 | 310 | 620 | 90 | 115 |
| YS عند 871 درجة مئوية (ميجاباسكال) | 172 | 175 | 140 | 380 | 45 | 55 |
| إجهاد الانكسار بعد 1,000 ساعة عند 871 درجة مئوية (ميجراو) | 90 | 55 | 40 | 200 | 15 | 20 |
| مقاومة الأكسدة عند 1100 درجة مئوية | ممتاز | ممتاز | فقير | جيد | معتدل | جيد |
| مقاومة الكربنة | جيد | جيد | معتدل | جيد | فقير | ممتاز |
| مقاومة النيترة | جيد | جيد | معتدل | جيد | فقير | جيد |
| قابلية اللحام | ممتاز | ممتاز | جيد (مشكلات HAZ) | معتدل | جيد | جيد |
| مواصفات قضبان AMS | AMS 5754 | AMS 5666 | AMS 5662/5663 | AMS 5544 | - | - |
| التكلفة النسبية (السعر لكل رطل) | عالية | عالية | متوسط-عالي | عالية جداً | منخفضة | منخفضة-متوسطة |
تُظهر المقارنة أن هاستيلوي X تحتل مكانة أداء محددة بين السبائك الفائقة الأكثر تكلفة القابلة للتصلب بالترسيب (واسبالوي، رينيه 41) التي توفر قوة أعلى عند درجات حرارة معتدلة، وبين السبائك عالية الحرارة القائمة على الحديد والأقل تكلفة (310 SS، RA330) التي توفر مقاومة للأكسدة عند مستويات قوة أقل. بالنسبة للتطبيقات التي تتطلب قوة هيكلية كبيرة ومقاومة حقيقية للأكسدة عند درجات حرارة تزيد عن 800 درجة مئوية، فإن Hastelloy X هو الحل الأكثر فعالية من حيث التكلفة في جدول المقارنة.
مقارنة بين هاستيلوي X وإنكونيل 625 في تطبيقات القضبان المعرضة لدرجات حرارة عالية
كثيرًا ما يتساءل المهندسون عما إذا كان قضيب "إنكونيل 625" يمكن أن يحل محل "هاستيلوي إكس" في التطبيقات الهيكلية التي تتطلب درجات حرارة عالية. والجواب يعتمد على درجة حرارة التشغيل:
عند درجات حرارة أقل من 816 درجة مئوية، يتمتع كل من إنكونيل 625 وهاستيلوي إكس بخصائص أداء متشابهة، إلا أن إنكونيل 625 يوفر مقاومة أفضل بكثير للتآكل النقطي والتآكل الشقي في البيئات التي تحتوي على الكلوريد، وذلك بفضل محتواه الأعلى من الموليبدينوم. بالنسبة للتطبيقات في نطاق درجات الحرارة هذا التي تنطوي أيضًا على التعرض للسوائل أو الأبخرة المسببة للتآكل، غالبًا ما يكون Inconel 625 هو الخيار المفضل.
عند درجات حرارة تزيد عن 816 درجة مئوية، يحافظ هاستيلوي X باستمرار على قوة هيكلية أعلى من إنكونيل 625، الذي يدخل في مرحلة تليين سريع عند هذه الدرجات. لا يوجد بديل عملي لـ Hastelloy X (أو سبيكة Waspaloy/René الأكثر تكلفة) لمسمار دعم غرفة الاحتراق الذي يعمل عند 950 درجة مئوية، لأن Inconel 625 يتطلب مقاطع عرضية أكبر بكثير لتحمل نفس الحمل عند تلك الدرجة.
مقارنة بين هاستيلوي X وواسبالوي في تطبيقات القضبان المعرضة لدرجات حرارة عالية
يوفر "واسبالوي" (Waspaloy) (UNS N07001، AMS 5544/5706/5707) قوة أعلى بكثير من "هاستيلوي إكس" (Hastelloy X) عند درجات حرارة تصل إلى 980 درجة مئوية، وذلك بفضل استجابته القوية لتصلب الترسيب من نوع "غاما برايم". بالنسبة للمكونات الدوارة — أقراص التوربينات، وأقراص الضاغط، وشفرات التوربينات عالية الضغط — فإن ميزة Waspaloy في القوة التي تبلغ 2–3 أضعاف قوة Hastelloy X عند درجات الحرارة هذه تبرر سعره الأعلى بمقدار 2–3 أضعاف.
ومع ذلك، فإن قابلية اللحام في مادة «واسبالوي» (Waspaloy) أقل بشكل ملحوظ مقارنةً بمادة «هاستيلوي إكس» (Hastelloy X). فمركب «غاما برايم» (gamma prime) الذي يمنح «واسبالوي» قوتها، يجعلها في الوقت نفسه عرضةً للتشقق الناتج عن الشيخوخة الإجهادية في المنطقة المتأثرة بالحرارة عند اللحام. لذلك، فإن المكونات التي تتطلب تجميعًا ملحومًا أو إصلاحًا ميدانيًا تكون أكثر ملاءمة لـ Hastelloy X، الذي يمكن لحامه بالانصهار دون احتياطات خاصة ضد تشقق منطقة التأثر بالحرارة (HAZ) ويمكن تلدينه بعد اللحام في دورة فرن بسيطة دون خطر تدهور الخصائص.
ننصح عملاءنا الذين يقارنون بين Waspaloy و Hastelloy X بالتركيز على سؤالين: هل يتم لحام المكون أو إصلاحه باللحام خلال فترة خدمته؟ إذا كانت الإجابة بنعم، فإن Hastelloy X يُفضل بشدة. هل يتعرض المكون بشكل أساسي لشد عند درجات حرارة تزيد عن 870 درجة مئوية حيث يكون لكل ميجا باسكال من هامش القوة أهمية؟ إذا كانت الإجابة بنعم، فإن القوة الفائقة لـ Waspaloy تستحق التحديات والتكلفة التي ينطوي عليها تصنيعه.
ما هي معلمات التصنيع والاعتبارات المتعلقة بتصنيع قضبان هاستيلوي X؟
تطرح معالجة القضبان الدائرية المصنوعة من معدن «هاستيلوي X» تحديات مشابهة لتلك التي تواجهها سبائك النيكل الفائقة الأخرى — مثل التصلب السريع أثناء التشغيل، وانخفاض الموصلية الحرارية، وارتفاع الصلابة عند الحرارة العالية — ولكن يمكن التغلب على هذه التحديات باستخدام الأدوات والمعلمات واستراتيجية القطع الصحيحة.
المعلمات الموصى بها لتصنيع قضبان هاستيلوي X
| العملية | مادة الأداة | سرعة القطع | معدل التغذية | عمق القطع | سائل التبريد |
|---|---|---|---|---|---|
| دوران خشن | كربيد C-2 (غير مطلي أو مطلي بطبقة TiN) | 25–50 قدمًا مربعًا في الدقيقة (7.5–15 مترًا في الدقيقة) | 0.008–0.018 IPR | 0.080–0.200" | فيضانات الضغط العالي |
| إنهاء الخراطة | كربيد مطلي بـ TiAlN | 50–100 قدم مربع في الدقيقة (15–30 متر في الدقيقة) | 0.003–0.008 IPR | 0.015–0.040" | فيضانات الضغط العالي |
| الطحن الخشن | مفرزة طرفية من الكربيد الصلب (4 شفرات) | 20–40 قدمًا مربعًا في الدقيقة (6–12 مترًا في الدقيقة) | 0.002–0.005 بوصة لكل سن | 0.040–0.120" | الرش بالفيضان أو بالضغط العالي |
| الطحن النهائي | كربيد مطلي بـ TiAlN | 40–80 قدمًا مربعًا في الدقيقة (12–25 مترًا في الدقيقة) | 0.001–0.003 بوصة لكل سن | 0.010–0.030" | الفيضانات |
| الحفر | كوبالت M42 HSS أو كربيد صلب | 10–20 قدم مربع في الدقيقة (3–6 أمتار في الدقيقة) | 0.002–0.005 IPR | القطر الكامل | يفضل استخدام الضغط العالي عبر عمود الدوران |
| النقر | الفتحة الحلزونية HSS-Co | 8–15 قدم مربع | - | - | سائل قابل للتنقيط، يُطبق بالفرشاة |
| الطحن | قرص زجاجي من مادة CBN أو Al₂O₃ | - | تغذية خفيفة، 0.001–0.003 بوصة لكل تمريرة | خفيف جدًا | فيضان غزير — تجنب الأضرار الحرارية |
| التوسيع | HSS M42 | بطيء جدًا (مخرطة دفع) | - | 0.001–0.003 بوصة لكل سن | الفيضانات |
المبادئ الأساسية لتصنيع معدن هاستيلوي X
الحفاظ على القطع المستمر:
يتصلب معدن هاستيلوي X بسرعة فائقة عندما تتوقف أداة القطع أو تحتك بقطعة العمل دون قطع. تؤدي الأداة التي تتوقف عند عمق معين إلى تكوين طبقة صلبة (تصل صلابتها الأساسية إلى 250% في المنطقة القريبة من السطح) مما يتسبب في كسر الأداة في المرة التالية. من الضروري برمجة مسارات مستمرة للأداة مع حركات دخول وخروج سلسة — والحفاظ على حمل الرقائق حتى في حركات الانتقال.
لا تسمح أبدًا بحدّ الأدوات:
تؤدي الأدوات غير الحادة التي تعتمد على الاحتكاك بدلاً من القطع إلى نفس مشكلة تصلب المادة الناتجة عن التوقف المؤقت. يتطلب استخدام معدن هاستيلوي X أدوات حادة جديدة وتغييرًا متكررًا للقطع في فترات أقصر من تلك المستخدمة مع الفولاذ المقاوم للصدأ أو الفولاذ الكربوني. نوصي بتحديد عدد ثابت من المرات لكل حافة قطع بناءً على تجارب قطع مؤهلة، بدلاً من استخدام القطع حتى حدوث عطل واضح.
سائل التبريد عالي الضغط:
إن انخفاض الموصلية الحرارية لمادة هاستيلوي X (11.7 واط/م·كلفن عند 100 درجة مئوية) يعني أن حرارة القطع تتركز عند طرف الأداة. يعد توصيل سائل التبريد عالي الضغط (700–1,000 رطل لكل بوصة مربعة في منطقة القطع) التدخل الفردي الأكثر فعالية لإطالة عمر الأداة — فهو يبرد منطقة القطع ويكسر البرادة ويطردها قبل أن تلتصق مرة أخرى بقطعة العمل (تشكيل حافة متراكمة).
أدوات التمشيط الإيجابي:
تقلل شفرات الكربيد ذات الهندسة المائلة الموجبة من قوى القطع اللازمة لقطع نشارة معدن "هاستيلوي إكس"، مما يقلل من تولد الحرارة وميل التصلب الناتج عن التشغيل مقارنة بالأدوات ذات الهندسة المائلة السالبة. أما في عمليات الخراطة، فتُفضل الشفرات ذات الهندسة المائلة الموجبة والحواف الحادة على الهندسات ذات الميل السالب الشديد التي قد تُستخدم في عمليات القطع المتقطعة للفولاذ.
ما هي إجراءات اللحام التي تُطبق عند تصنيع قضبان هاستيلوي X لتشكيل مجموعات؟
تعد قابلية اللحام الاستثنائية التي يتمتع بها هاستيلوي X، مقارنةً بالسبائك الفائقة الأخرى المقاومة للحرارة العالية، إحدى أهم ميزاته العملية. وتتيح هذه الخاصية لحام المكونات المصنعة آليًا لتشكيل مجموعات مركبة معقدة — وهي ميزة تميز هاستيلوي X عن السبائك القابلة للتصلب بالترسيب التي تتعرض للتشقق في المنطقة المتأثرة بالحرارة عند اللحام.
عمليات اللحام ومعادن الحشو المستخدمة مع هاستيلوي X
| عملية اللحام | معدن الحشو المناسب | تصنيف AWS | الملاحظات |
|---|---|---|---|
| GTAW (TIG) | حشو هاستيلوي W أو حشو هاستيلوي X | ERNiCrMo-2 (هاستيلوي W) أو ما يعادله | يُفضل استخدام اللحام بالغاز الغازي (GTAW) لجميع عمليات لحام Hastelloy X |
| SMAW (عصا) | قطب كهربائي من مادة هاستيلوي X | ENiCrMo-2 | اللحام الموضعي للمقاطع الثقيلة |
| GMAW (MIG) | سلك ERNiCrMo-2 | ERNiCrMo-2 | معدل ترسيب أعلى؛ جودة أقل قليلاً مقارنةً باللحام بالغاز الغازي (GTAW) |
| PAW (قوس البلازما) | مثل GTAW | ERNiCrMo-2 | لحام دقيق؛ تحكم جيد في عمق الاختراق |
| شعاع الإلكترون | ذاتي المنشأ (بدون مواد حشو) | - | وصلات اللحام عالية الدقة في مجال الطيران |
متطلبات إجراءات لحام هاستيلوي X
التحضير قبل اللحام:
يجب إزالة الشحوم تمامًا من جميع الأسطح المتصلة والمناطق المجاورة (بمسحها بالأسيتون ثم بقطعة قماش نظيفة)، كما يجب إزالة أي طبقة أكسيد عن طريق الصقل أو التخليل الكيميائي. وتُعد المركبات المحتوية على الكبريت، سواء كانت من مواد تشحيم الآلات أو أحبار أقلام التحديد أو الأدوات الملوثة، خطرة بشكل خاص — فحتى التلوث بآثار ضئيلة من الكبريت يمكن أن يتسبب في حدوث تشققات حرارية في لحامات هاستيلوي X.
سخن مسبقًا:
على عكس الفولاذ الكربوني، لا يتطلب هاستيلوي X التسخين المسبق لمنع تشقق الهيدروجين. وتتمثل الممارسة الموصى بها للتسخين المسبق ببساطة في التأكد من أن درجة حرارة المعدن الأساسي لا تقل عن 16 درجة مئوية (61 درجة فهرنهايت) فوق نقطة الندى المحيطة — أي أنه تسخين مسبق لإزالة الرطوبة وليس تسخينًا مسبقًا لأغراض معدنية.
درجة حرارة إنترباس:
يجب ألا تتجاوز درجة الحرارة القصوى بين كل تمريرة وأخرى 177 درجة مئوية (350 درجة فهرنهايت) لمنع تراكم الحرارة المفرط الذي يؤدي إلى تكتل الحبيبات وإطالة مدة البقاء في نطاق درجات الحرارة المسببة للتحسس (650–870 درجة مئوية) أثناء اللحام متعدد التمريرات.
التنظيف العكسي:
بالنسبة لحامات الأخدود ذات الاختراق الكامل في الأنابيب المصنوعة من مادة هاستيلوي X، يلزم إجراء عملية تطهير خلفية باستخدام غاز الأرجون 99.995% لمنع تأكسد جذر اللحام على السطح الداخلي. حيث يؤدي تلوث جذر اللحام بالأكسيد إلى انخفاض مقاومة التآكل وظهور بؤر لبدء التعب.
المعالجة الحرارية بعد اللحام:
لا يتطلب هاستيلوي X معالجة حرارية بعد اللحام (PWHT) لمنع التصدع المتأخر — على عكس العديد من أنواع الفولاذ عالي القوة. ومع ذلك، يوصى بإجراء عملية تلدين بالمحلول بعد اللحام عند درجة حرارة 1163 درجة مئوية للتصنيعات التي ستُستخدم في بيئات تآكلية أو التي تتطلب أقصى قدر من الليونة في منطقة اللحام. بالنسبة للتصنيعات التي ستعمل في درجات حرارة عالية دون التعرض لسوائل تآكلية، تكون الحالة بعد اللحام مقبولة عادةً دون الحاجة إلى المعالجة الحرارية بعد اللحام (PWHT).
ما هي الأحجام المخصصة للقضبان، والتفاوتات المسموح بها، وحالات السطح التي توفرها شركة MWalloys؟
تزود شركة MWalloys قضبان مستديرة من مادة هاستيلوي X حاصلة على شهادة AMS 5754، وذلك بمجموعة شاملة من الأبعاد القياسية والمخصصة، مع خصائص سطحية وتفاوتات في القطر مصممة خصيصًا لتلبية متطلبات التصنيع والتفتيش المحددة لكل تطبيق من تطبيقات العملاء.
نطاق الأقطار المتاحة وفئات التفاوت القياسية
| نطاق قطر القضيب | التفاوت القياسي (وفقًا لمعيار AMS 2241) | تحمل الدقة | الملاحظات |
|---|---|---|---|
| 6 مم – 12 مم (1/4 بوصة – 1/2 بوصة) | +0.000 / -0.13 مم (+0.000 / -0.005 بوصة) | +0.000 / -0.05 مم | قطر صغير؛ معيار التفاوت الدقيق |
| 12 مم – 25 مم (1/2 بوصة – 1 بوصة) | +0.000 / -0.25 مم (+0.000 / -0.010 بوصة) | +0.000 / -0.10 مم | نطاق المعالجة المعياري |
| 25 مم – 50 مم (1 بوصة – 2 بوصة) | +0.000 / -0.38 مم (+0.000 / -0.015 بوصة) | +0.000 / -0.18 مم | نطاق أحجام القضبان الشائعة |
| 50 مم – 100 مم (2 بوصة – 4 بوصات) | +0.000 / -0.51 مم (+0.000 / -0.020 بوصة) | +0.000 / -0.25 مم | تجهيز قطع ذات قطر أكبر وجدران أكثر سمكًا |
| 100 مم – 200 مم (4 بوصات – 8 بوصات) | +0.000 / -0.76 مم (+0.000 / -0.030 بوصة) | +0.000 / -0.38 مم | الأجزاء الثقيلة؛ حيث يُعد الاستقامة عاملاً حاسماً |
| 200 مم – 400 مم (8 بوصات – 16 بوصة) | +0.000 / -1.02 مم (+0.000 / -0.040 بوصة) | حسب الطلب | قطعة معدنية كبيرة الحجم؛ متوفرة عند الطلب |
خيارات طول القضبان وحالة السطح
| المعلمة | الخيارات القياسية | خيارات مخصصة |
|---|---|---|
| الطول (المصنع القياسي) | 1,000–6,000 ملم بأطوال عشوائية | قطع بطول محدد ±3 مم |
| الطول (قطع دقيق) | من ±1 مم إلى ±0.5 مم حسب الطلب | للقوالب الدقيقة التي تقترب من أبعاد القطعة النهائية |
| حالة السطح | مشكّل ومصقول (معيار AMS) | مقشر، مطحون، مطحون بدون قلب |
| خشونة السطح | 1.6–3.2 ميكرومتر (مشذبة/مقشرة) | Ra 0.4–0.8 ميكرومتر (مصقول بدقة) |
| حالة النهاية | قطع بالمنشار (قياسي) | مُزخرفة ومُركزّة حسب الطلب |
| الاستقامة | 3 ملم لكل 1000 ملم (قياسي) | 1 ملم لكل 1000 ملم (دقة) |
خدمات معالجة إضافية متوفرة من MWalloys
بالإضافة إلى توريد قضبان الخام، يمكن لشركة MWalloys توفير ما يلي:
- الفحص بالموجات فوق الصوتية: اختبار الموجات فوق الصوتية الطولي والعرضي 100% وفقًا لمعيار ASTM A388 أو مواصفات العميل، مع تطبيق معايير الرفض المحددة في المخطط.
- تحديد المواد الإيجابية (PMI): التحقق من العناصر الكيميائية لكل قطعة قضيب باستخدام تقنية XRF للتأكد من هوية السبيكة.
- اختبار الصلابة: اختبار صلابة روكويل لكل دفعة أو لكل قطعة، مع توثيق القيم في شهادة الفحص.
- إعادة التحقق الكيميائي: تحليل كيميائي للمنتج يُجرى في مختبرات OES أو ICP تابعة لجهات خارجية، عندما يتطلب الأمر إجراء تحقق إضافي يتجاوز نطاق تقرير المواد (MTR).
ما هي شهادات الجودة والوثائق المصاحبة لقضبان MWalloys AMS 5754؟
تُرفق كل شحنة من قضبان Hastelloy X الدائرية المعتمدة وفقًا لمعيار AMS 5754 من شركة MWalloys بمجموعة من الوثائق المصممة خصيصًا لتلبية متطلبات الفحص عند الاستلام لدى المقاولين الرئيسيين في قطاع الطيران، ومراجعات أنظمة إدارة الجودة الصناعية، والمعايير الدولية لتوثيق المشاريع.
حزمة الوثائق الكاملة لقضيب AMS 5754 من مادة هاستيلوي X
| المستند | المحتوى | المعيار/المتطلبات |
|---|---|---|
| تقرير اختبار المواد (MTR) | التحليل الكيميائي الكامل وفقًا لمعيار UNS N06002، رقم الدفعة، تجربة الذوبان، سجل المعالجة الحرارية، نتائج اختبار الشد (الحد الأقصى للشد، حد الشد، الاستطالة، خشونة السطح)، حجم الحبيبات | AMS 5754 |
| شهادة المطابقة (C من C) | إقرار خطي بالمطابقة لمعيار AMS 5754، نسخة منشورة، مع توقيع المسؤول المعتمد عن الجودة | AMS 5754 |
| شهادة الصلابة | قياس صلابة برينل أو روكويل لكل دفعة | ASTM E18 |
| تقرير اختبار الشد | بيانات اختبار الشد الكاملة، بما في ذلك حجم العينة وطول القياس ودرجة حرارة الاختبار | ASTM E8 |
| تقرير حجم الحبيبات | رقم حجم الحبيبات وفقًا لمعيار ASTM E112، مما يؤكد أنه من فئة ASTM 3 أو أدق | ASTM E112 |
| تقرير فحص الأبعاد | القطر المقاس، الطول، الاستقامة، حالة السطح | AMS 2241 |
| وضع علامات الأرقام بالحرارة | ختم على طرف المقود أو استنسل طلاء لرقم التسخين من أجل التتبع | AMS 5754 |
| شهادة EN 10204 3.1 | وثيقة فحص وفقًا للمعايير الأوروبية مع إشارة إلى المفتش المستقل (عند الطلب) | EN ISO 10204 |
| بيان الامتثال لقواعد الشراء الدفاعية (DFARS) | شهادة الصهر والتصنيع المحلي لبرامج الدفاع الأمريكية | 48 CFR 252.225-7009 |
| إقرار بلد المنشأ | تحديد بلد المنشأ لضمان الامتثال لقوانين الاستيراد | متطلبات العملاء/الجهات التنظيمية |
شروط التوريد العالمية لشركة MWalloys ومعلومات الطلب
تم تصميم شركة MWalloys لتقديم الخدمات للعملاء في جميع الأسواق الصناعية والفضائية الرئيسية على مستوى العالم، مع شروط توريد مصممة لتقليل العقبات التي تواجه عمليات الشراء إلى أدنى حد ممكن وضمان التسليم الموثوق لقضبان Hastelloy X المعتمدة.
شروط الطلب والتوريد
| المصطلح | التفاصيل |
|---|---|
| الحد الأدنى لكمية الطلب | لا يوجد حد أدنى — نقبل الطلبات بدءًا من قطعة واحدة وحتى كميات الإنتاج الكاملة |
| المهلة الزمنية القياسية | 10–25 يومًا للمقاسات المتوفرة في المخزون؛ 25–40 يومًا للأقطار أو الأطوال غير القياسية |
| التسليم السريع / التسليم السريع | 7–12 يومًا لمتطلبات الصيانة في حالات الطوارئ وحالات تعطل الطائرات (يرجى التأكد من توفر المخزون) |
| شروط الدفع (الطلب الأول) | التحويل البرقي (T/T): دفع 30% كعربون عند تأكيد الطلب، ودفع المبلغ المتبقي 70% قبل الشحن |
| شروط الدفع (الحسابات القائمة) | صافي 30 يومًا من تاريخ الفاتورة بعد الموافقة على الائتمان |
| خطاب الاعتماد | مقبول للطلبات التي تزيد قيمتها عن 30,000 دولار أمريكي |
| مدة الرد على عرض الأسعار | في نفس يوم العمل للمقاسات القياسية؛ وخلال 24 ساعة للمواصفات المخصصة |
قدرات الشحن واللوجستيات
| طريقة الشحن | مدة العبور | مناسب لـ |
|---|---|---|
| الشحن الجوي الدولي (السريع) | 1–4 أيام | الإمدادات الطارئة، الكميات الصغيرة، قطع الغيار عالية القيمة |
| الشحن الجوي الدولي (قياسي) | 3–7 أيام | الإمدادات الروتينية، كميات النماذج الأولية |
| الشحن البحري (FCL — حاوية كاملة) | 18–45 يومًا حسب الوجهة | الطلبات ذات الحمولات الكبيرة، وتوريد المواد اللازمة للإنتاج |
| الشحن البحري (LCL — شحنة أقل من حمولة الحاوية) | 22–45 يومًا | كميات متوسطة، توريد غير عاجل |
| النقل البري (أمريكا الشمالية) | 3–8 أيام | التوصيل إلى الولايات المتحدة القارية وكندا والمكسيك |
| النقل البري (أوروبا) | 4–10 أيام | تسليم الطلبات للعملاء الأوروبيين |
| شركات الشحن (DHL، FedEx، UPS) | 2–5 أيام دوليًا | الطرود الصغيرة، والوثائق، والنماذج الأولية |
شروط التسليم المتاحة: EXW، FOB، CIF، CIP، DAP، DDP — تأكيد الترتيب الذي يناسب احتياجات كل عميل في مجال لوجستيات الاستيراد.
المناطق والأسواق التي نخدمها
تزود شركة MWalloys العملاء في أكثر من 65 دولة بقضبان دائرية من مادة AMS 5754 Hastelloy X. وتشمل الأسواق الرئيسية للعملاء ما يلي:
| المنطقة | القطاعات الرئيسية للعملاء |
|---|---|
| أمريكا الشمالية (الولايات المتحدة الأمريكية، كندا) | مصنعو المعدات الأصلية في مجال الفضاء الجوي، صيانة وإصلاح وتجديد التوربينات الغازية، مصنعو المعدات الأصلية للأفران الصناعية، قطاع الدفاع |
| أوروبا (المملكة المتحدة، ألمانيا، فرنسا، إيطاليا، الدول الاسكندنافية) | الشركات المصنعة للمعدات الأصلية في مجال الفضاء الجوي، وتوليد الطاقة، والمعالجة الكيميائية، والبحوث |
| الشرق الأوسط (الإمارات العربية المتحدة، المملكة العربية السعودية، قطر) | معالجة الغاز، وتوليد الطاقة، والنفط والغاز |
| آسيا والمحيط الهادئ (سنغافورة، اليابان، كوريا الجنوبية، أستراليا) | صيانة وإصلاح وتجديد المعدات الفضائية، التصنيع الصناعي، مؤسسات البحث |
| الصين | مكونات الطيران والفضاء، الأفران الصناعية، الطاقة |
| الهند | تصنيع التوربينات الغازية، التدفئة الصناعية، الدفاع |
| أمريكا اللاتينية (البرازيل، المكسيك) | صيانة المركبات الفضائية، ومعالجة النفط والغاز |
الأسئلة الشائعة حول قضبان هاستيلوي X الدائرية
1: ما هي أقصى درجة حرارة للخدمة المستمرة للقضبان الدائرية المصنوعة من معدن هاستيلوي X في التطبيقات الإنشائية؟
تبلغ درجة الحرارة القصوى الموصى بها للتشغيل المستمر للقضبان الدائرية المصنوعة من معدن هاستيلوي X في التطبيقات الهيكلية الحاملة حوالي 1177 درجة مئوية (2150 درجة فهرنهايت) في الأجواء المؤكسدة، مع حد تصميم هيكلي عملي تحكمه خصائص الزحف والانكسار الناتج عن الإجهاد التي تصبح مقيدة فوق حوالي 1093 درجة مئوية (2000 درجة فهرنهايت) للمكونات الخاضعة لحمل مستمر ذي أهمية. عند درجات حرارة تقل عن 982 درجة مئوية (1800 درجة فهرنهايت) تقريبًا، يحافظ هاستيلوي X على مقاومة للانكسار تحت الإجهاد تتيح تصميمات هيكلية عملية في تطبيقات التوربينات الغازية والأفران الصناعية. وفي نطاق درجات الحرارة بين 982 و1177 درجة مئوية، تستمر السبيكة في العمل من الناحية الهيكلية، ولكن يجب تقليل إجهادات التصميم إلى مستويات منخفضة جدًا (أقل من 20 ميجا باسكال لعمر انكسار يبلغ 1000 ساعة عند 1093 درجة مئوية)، مما يحد من استخدام المكون في الأدوار الهيكلية ذات الأحمال الخفيفة مثل الشماعات والموجهات والأقواس منخفضة الإجهاد. بالنسبة للخدمة المتقطعة — الدورات الحرارية بدلاً من الاحتفاظ المستمر — أظهرت مكونات Hastelloy X أداءً مقبولاً حتى درجة حرارة قصوى تبلغ 1200 درجة مئوية في بيئات اختبار التوربينات الغازية. فوق 1177 درجة مئوية، تبدأ الطبقة الواقية من Cr₂O₃ في تكوين CrO₃ المتطاير في الهواء عند سرعات غازية عالية، مما يقلل من الحماية من الأكسدة. في MWalloys، نوفر للعملاء جداول كاملة لانكسار الإجهاد ودعم حسابات التصميم عندما تقترب درجات حرارة التطبيق من هذه الحدود.
2: ما الفرق بين قضبان AMS 5754 Hastelloy X وقضبان ASTM B572؟
يحدد كل من المعيارين AMS 5754 و ASTM B572 قضيب Hastelloy X (UNS N06002) في حالة التلدين بالمحلول مع متطلبات كيميائية مكافئة، لكن AMS 5754 تفرض متطلبات أكثر صرامة بكثير فيما يتعلق بالجودة والاختبار والتوثيق، وهي متطلبات إلزامية لتطبيقات الفضاء والدفاع، بينما توفر ASTM B572 مسارًا لشهادة من الدرجة الصناعية بتكلفة أقل للاستخدامات غير المتعلقة بالفضاء. وتشمل الاختلافات المحددة ما يلي: تتطلب المواصفة AMS 5754 التحقق من حجم الحبيبات وفقًا للمواصفة ASTM E112 (ASTM 3 أو أدق)، في حين أن المواصفة ASTM B572 لا تحدد حدودًا لحجم الحبيبات؛ وتفرض المواصفة AMS 5754 إجراء اختبارات الشد لكل دفعة على حدة، بينما تسمح المواصفة ASTM B572 بإجراء اختبارات أقل تواترًا؛ تتطلب AMS 5754 تفاوتات أبعاد وفقًا لمعيار AMS 2241، بينما تشير B572 إلى المتطلبات العامة لمعيار ASTM B880؛ ويجب أن تتضمن تقارير اختبار المواد وفقًا لمعيار AMS 5754 جميع بيانات الاختبار الموقعة من قبل ممثل جودة معتمد يتوافق مع AS9100 أو نظام إدارة جودة مكافئ. بالنسبة لمكونات الأفران الصناعية ومعدات العمليات الكيميائية والأجهزة غير المستخدمة في الطيران، توفر المواد المعتمدة وفقًا لمعيار ASTM B572 أداءً مماثلاً لسبائك المواد المعتمدة وفقًا لمعيار AMS 5754 بتكلفة اعتماد أقل. بالنسبة لأي تطبيق في مجال الفضاء أو الدفاع أو التطبيقات الحيوية للطيران، فإن AMS 5754 هي المواصفة الصحيحة وغير القابلة للتفاوض. تحتفظ MWalloys بمخزون من كلا مستويي الاعتماد وستتأكد مع العملاء من المواصفة المناسبة قبل معالجة أي طلب.
3: هل يمكن استخدام قضبان هاستيلوي X الدائرية في بيئات أفران الكربنة؟
يوفر هاستيلوي X مقاومة جيدة للتكربن في الأجواء المسببة للتكربن عند درجات حرارة تصل إلى حوالي 1000 درجة مئوية، ولكن بالنسبة لظروف الكربنة الأكثر قسوة — نشاط الكربون العالي، ودرجات حرارة أعلى من 950 درجة مئوية، وأوقات التعرض الطويلة جدًا — توفر السبائك ذات المحتوى الأعلى من النيكل مثل Haynes 214 أو Incoloy 800HT مقاومة فائقة للكربنة. تعود مقاومة هاستيلوي X للتكربن إلى محتواه من الكروم الذي يشكل حاجزًا من Cr₂O₃ يحد من دخول الكربون، إلى جانب الترابط المنخفض نسبيًا للمعدن الأساسي النيكل مع الكربون مقارنةً بالحديد. في الممارسة العملية، تُظهر تركيبات أفران Hastelloy X، والمعلقات، وقضبان الدعم في أفران الكربنة التي تعمل عند 900-950 درجة مئوية دورات حياة مقبولة تقاس بمئات إلى آلاف الساعات قبل أن يصبح عمق تغلغل الكربون ذا أهمية ميكانيكية. بالنسبة لدورات الكربنة الطويلة للغاية (أكثر من 3000 ساعة) عند جهد كربوني مرتفع (Cp أكبر من 1.2%)، يجب على المهندسين تقييم السبائك المُحسّنة خصيصًا لمقاومة الكربنة. يمكن لشركة MWalloys توفير جداول مقارنة لبيانات مقاومة الكربنة عند الطلب والمساعدة في تحديد ما إذا كان Hastelloy X أو بديل يحتوي على نسبة نيكل أعلى هو المواصفة المناسبة لظروف أفران الكربنة المحددة.
4: ما هي الكمية الدنيا للطلب من قضبان هاستيلوي X الدائرية المصنوعة حسب الطلب من شركة MWalloys؟
لا تفرض شركة MWalloys حدًا أدنى لكمية الطلبات الخاصة بالقضبان الدائرية من نوع AMS 5754 Hastelloy X — فنحن نوفر قضبانًا فردية مقطوعة بالطول الذي يحدده العميل وصولاً إلى طلبات الإنتاج بالطن، مع توفير الوثائق الكاملة الخاصة بمعيار AMS 5754 بغض النظر عن حجم الطلب. صُممت هذه السياسة خصيصًا لدعم برامج النماذج الأولية في مجال الطيران، وعمليات الصيانة والإصلاح (MRO) التي تتطلب قضبانًا فردية بديلة، والمؤسسات البحثية التي تعمل على تطوير تصميمات جديدة لمكونات تعمل في درجات حرارة عالية. وعادةً ما يمكن شحن الطلبات المكونة من قضيب واحد بقطر قياسي من المخزون المتوفر في المستودع في غضون 5 إلى 10 أيام عمل. بالنسبة للأقطار غير القياسية أو القضبان الكبيرة جدًا التي لا تتوفر في المخزون الروتيني، تنطبق الكميات الدنيا لطول قضيب كامل واحد (عادةً ما يتراوح بين 1000 و3000 مم حسب القطر) من المصنع. تتلقى طلبات النماذج الأولية لتطوير المكونات الجديدة نفس حزمة وثائق شهادة AMS 5754 مثل إمدادات الإنتاج، مما يتيح للعملاء استخدام مواد النماذج الأولية لكل من تجارب التصنيع واختبارات التأهيل دون الحاجة إلى طلب مواد تأهيل الإنتاج بشكل منفصل. اتصل بـ MWalloys مع متطلباتك المحددة للقطر والطول والكمية للحصول على عرض أسعار في نفس اليوم.
5: كيف يكون أداء مادة هاستيلوي X في أجواء أفران النيترة مقارنةً بالتجهيزات المصنوعة من الفولاذ المقاوم للصدأ؟
يتفوق هاستيلوي X بشكل ملحوظ على أنواع الفولاذ المقاوم للصدأ الأوستنيتي القياسية (304، 316، 310) في بيئات أفران النيتريد، وذلك بفضل محتواه العالي من الكروم (20.5–23%) الذي يشكل حاجزًا مستقرًا من أكسيد/نيتريد الكروم يقاوم دخول النيتروجين، في حين أن التثبيتات المصنوعة من الفولاذ المقاوم للصدأ القياسي تتقصف تدريجيًا بسبب امتصاص النيتروجين، مما يتطلب استبدالها في النهاية بعد 20–50 دورة نترجة. تُعرّض أفران النيترة التي تعمل في جو من الأمونيا عند درجة حرارة تتراوح بين 500 و600 درجة مئوية مواد التثبيت لنشاط نيتروجيني عالٍ؛ مما يؤدي إلى امتصاص تدريجي للنيتروجين وتكوّن نيتريد الحديد في السبائك الحديدية، ويؤدي ذلك بدوره إلى الهشاشة والتشوه وعدم استقرار الأبعاد مع تكرار الدورات. عادةً ما تتحمل التثبيتات المصنوعة من Hastelloy X ما بين 200 و500 دورة نترجة قبل أن تحتاج إلى الاستبدال، مقارنةً بـ20 إلى 80 دورة للتثبيتات المصنوعة من الفولاذ المقاوم للصدأ 310 في الخدمة المماثلة. من الواضح أن الجدوى الاقتصادية لصالح Hastelloy X في عمليات النترجة عالية الدورات على الرغم من ارتفاع تكلفة المواد الأولية. بالنسبة لعمليات النيترة بالغاز (درجة حرارة أقل، 495-525 درجة مئوية) وعمليات النيترة بالبلازما، تقل ميزة عمر التجهيزات المصنوعة من Hastelloy X مقارنة بالفولاذ المقاوم للصدأ إلى حد ما، ولكنها تظل ذات أهمية لعمليات النيترة على نطاق الإنتاج. توفر MWalloys قضبان Hastelloy X خصيصًا لتصنيع تركيبات النيترة ويمكنها تقديم بيانات مقارنة موثقة لعمر التركيبات من تعليقات العملاء.
6: ما هو معدن الحشو الذي ينبغي استخدامه عند لحام مكونات قضبان هاستيلوي X معًا؟
المادة الملحومة القياسية الموصى بها لحام مكونات قضبان هاستيلوي X هي هاستيلوي W (ERNiMo-3، AWS A5.14)، وهو مصمم خصيصًا لحام Hastelloy X ويوفر خصائص ميكانيكية جيدة في درجات الحرارة المرتفعة ومقاومة للأكسدة في رواسب اللحام، على الرغم من أنه قد يُفضل استخدام معدن ملء Hastelloy X المطابق (عند توفره) للتطبيقات التي تتطلب مقاومة تآكل متطابقة للمعدن الأساسي ومعدن اللحام. تم تطوير سلك اللحام من نوع "هاستيلوي W" خصيصًا لتصنيع منتجات «هاستيلوي X»، وهو يعالج التحدي الأهم في مجال اللحام: منع تشقق معدن اللحام الساخن من خلال توفير ليونة كافية أثناء تصلب حوض اللحام مع الحفاظ على الخصائص المفيدة في درجات الحرارة العالية. بالنسبة لتمريرات الجذر GTAW في تصنيع الأنابيب أو الأنابيب Hastelloy X ، فإن سلك Hastelloy W بقطر 1/16 بوصة أو 3/32 بوصة هو الخيار القياسي. بالنسبة لتمريرات الحشو والتغطية SMAW على المقاطع الأثقل ، توفر الأقطاب المطلية بـ ENiMo-3 خصائص معادلة لمعدن اللحام. يُستخدم حشو Inconel 625 (ERNiCrMo-3) أحيانًا كبديل عندما لا يتوفر Hastelloy W، حيث يوفر أداءً مناسبًا في درجات الحرارة المرتفعة على المدى القصير على الرغم من أنه لا يطابق بدقة خصائص المعدن الأساسي Hastelloy X. يجب إجراء جميع عمليات اللحام باستخدام غاز الأرجون أو غاز الأرجون-الهيليوم (تحسن إضافات الهيليوم من تغلغل اللحام)، ويجب أن يكون قطب التنغستن من التنغستن النقي أو التنغستن المضاف إليه الثوريوم — ويفضل استخدام التنغستن المضاف إليه السيريوم أو اللانثانوم في اللحام GTAW لتقليل شوائب التنغستن في اللحام.
7: هل تتطلب قضبان هاستيلوي X المستديرة أي إجراءات خاصة للتخزين أو المناولة قبل المعالجة الآلية؟
يتطلب تخزين قضبان هاستيلوي X المستديرة في مكان داخلي نظيف وجاف، محمي من ملامسة المعادن ذات درجة الانصهار المنخفضة (النحاس والرصاص والزنك والقصدير) والمركبات المحتوية على الهاليدات، دون الحاجة إلى ضوابط خاصة للرطوبة أو درجة الحرارة بخلاف الظروف القياسية للمستودعات الداخلية. على عكس قضبان الفولاذ الكربوني التي تتطلب طلاءً زيتيًا مانعًا للصدأ عند التخزين في الهواء الطلق، فإن محتوى الكروم في هاستيلوي X يشكل طبقة أكسيد سلبية طبيعية تمنع التآكل الجوي دون الحاجة إلى حماية إضافية للسطح. أهم متطلبات التخزين هو الفصل عن المواد المعدنية الأخرى: يؤدي التلامس مع الرفوف الفولاذية المطلية بالزنك (المجلفنة) أو التركيبات أو التجهيزات التي تحتوي على النحاس أو مواد الوسم التي تحتوي على الرصاص إلى تكوين أزواج كهرضغطية يمكن أن تسبب تلطيخ السطح أو، في حالات نادرة تتضمن رطوبة مستمرة، تآكلًا موضعيًا للغاية عند نقاط التلامس. قبل المعالجة، يجب مسح جميع القضبان لتنظيفها من أي غبار أو سوائل قطع ناتجة عن المناولة أو تلوث السطح باستخدام مناديل مبللة بأسيتون نظيف أو مذيب MEK، حيث يمكن أن يتسبب التلوث المتبقي في عيوب سطحية أثناء عمليات المعالجة الأولية. يجب عزل القضبان التي تظهر عليها أي ثقوب سطحية أو تآكل أو تلف ميكانيكي وفحصها قبل الاستخدام، على الرغم من أن هذه الحالة نادرة بشكل أساسي في المواد المعتمدة وفقًا لمعيار AMS 5754 التي يتم تخزينها ومعالجتها بشكل صحيح.
8: ما هي التفاوتات المسمارية التي يمكن تحقيقها عند طحن قضبان "هاستيلوي X" الدائرية بدون مركز إلى أقطار دقيقة؟
يمكن إنتاج قضبان مستديرة من مادة هاستيلوي X (Hastelloy X) مصقولة بدون مركز بتفاوتات في القطر تبلغ ±0.013 مم (±0.0005 بوصة) للأقطار الأقل من 25 مم و±0.025 مم (±0.001 بوصة) للأقطار التي تصل إلى 100 مم، مع قيم خشونة سطح تبلغ Ra 0.4–0.8 ميكرومتر (16–32 ميكرون)، مما يجعل القضبان المصقولة بدقة مناسبة كمواد أولية شبه نهائية لتصنيع المكونات المخرطة ذات التفاوتات الدقيقة. يتطلب الطحن بدون مركز لمادة هاستيلوي X مراقبة دقيقة لاختيار القرص وسرعة التشغيل وتدفق سائل التبريد؛ حيث إن ميل هذه السبيكة إلى التصلب أثناء التشغيل يتطلب أن تزيل كل مرحلة طحن مادة على شكل رقاقة واحدة متصلة بدلاً من الاحتكاك، وذلك لمنع حدوث لطخات وتصلب السطح. توفر عجلات الربط المزججة بأكسيد الألومنيوم أو عجلات CBN أفضل جودة للسطح على Hastelloy X. يجب استخدام سائل التبريد للطحن بمعدلات تدفق عالية لمنع التلف الحراري لسطح قطعة العمل وإزالة برادة الطحن من منطقة التلامس، حيث يمكن أن تعاود برادة Hastelloy X التغلغل في سطح قطعة العمل إذا لم تتم إزالتها على الفور. تقدم MWalloys قضبان مستديرة من Hastelloy X مصقولة بدون مركز كخدمة ذات قيمة مضافة، حيث تنتج مخزونًا مصقولًا بدقة يقلل من وقت المعالجة وتآكل الأدوات في عمليات الخراطة اللاحقة من خلال توفير سطح بداية متسق ونظيف ضمن تفاوتات قطر ضيقة.
9: هل يُسمح باستخدام هاستيلوي X في تطبيقات قواعد ASME الخاصة بأوعية الضغط والأنابيب؟
تم اعتماد مادة هاستيلوي X (UNS N06002) للاستخدام في تطبيقات أوعية الضغط والأنابيب وفقًا لمعايير ASME القسم الثامن القسم 1 و ASME B31.3، مع شكل المنتج القضيبي (ASME SB-572) المدرج في جداول المواد المسموح بها جنبًا إلى جنب مع قيم إجهاد التصميم الصالحة عبر نطاق درجات الحرارة المؤهلة للسبائك. بموجب القسم الثاني الجزء ب من معايير ASME، تم إدراج قضبان هاستيلوي X في الجدول UHA-23 مع قيم الإجهاد المسموح بها لدرجات حرارة تتراوح من درجة حرارة الغرفة وحتى نطاق درجات الحرارة المرتفعة. وتوفر مواصفات ASME SB-572 (التي تعتمدها ASME من ASTM B572) الأساس المادي لحسابات قواعد أوعية الضغط. يجب على المهندسين الذين يصممون أوعية الضغط أو مكونات أنابيب المعالجة من قضبان Hastelloy X استخدام قيم الإجهاد المسموح بها من الإصدار الحالي من القسم الثاني الجزء د من ASME (جداول الإجهاد) بدلاً من الحساب بناءً على خصائص الشد الاسمية، حيث تتضمن القيم المسموح بها في الكود عوامل تتعلق بالسلوك طويل الأمد لا تعكسها قيم الخصائص الاسمية. بالنسبة للتطبيقات الفضائية الخاضعة لسلطة إدارة الطيران الفيدرالية (FAA) أو الوكالة الأوروبية لسلامة الطيران (EASA)، تعتبر شهادة AMS 5754 هي معيار التأهيل ذي الصلة، وهو معيار منفصل عن قواعد ASME ولا يمكن استبداله بها. يمكن لشركة MWalloys توفير قضبان Hastelloy X مع شهادة AMS 5754 أو شهادة ASTM B572 / ASME SB-572 أو كليهما في وثيقة MTR واحدة عندما يكون الامتثال لمعايير الطيران وأوعية الضغط مطلوبًا.
10: كيف ينبغي للمهندسين مراعاة التمدد الحراري في مكونات قضبان هاستيلوي X التي تعمل في درجات حرارة عالية؟
يجب على المهندسين مراعاة التغير الكبير في أبعاد مكونات هاستيلوي X عند درجة حرارة التشغيل، وذلك من خلال تصميم فواصل تمدد حراري كافية، واستخدام ترتيبات تركيب منزلقة أو عائمة، وحساب التمدد التفاضلي عندما تتلامس مكونات هاستيلوي X مع مواد مختلفة — حيث تتمدد السبيكة بمعدل يبلغ حوالي 15.8 ميكرومتر/متر·درجة مئوية بين درجة حرارة الغرفة و870 درجة مئوية، مما يعني أن قضيبًا بطول متر واحد يعمل عند 870 درجة مئوية يزداد طوله بحوالي 13.4 ملم مقارنة بأبعاده عند درجة حرارة الغرفة. معامل التمدد الحراري لمادة هاستيلوي X (13.3 ميكرومتر/م·درجة مئوية عند 21–93 درجة مئوية، ويزداد إلى 15.8 ميكرومتر/م·درجة مئوية عند 21–870 درجة مئوية) أقل قليلاً من الفولاذ المقاوم للصدأ الأوستنيتي (17–18 ميكرومتر/م·درجة مئوية) ولكنه أعلى بكثير من الفولاذ الكربوني (11–12 ميكرومتر/م·درجة مئوية). عندما يتم تثبيت مكونات Hastelloy X بمسامير على هياكل من الفولاذ الكربوني في فرن عالي الحرارة، يؤدي التباين في التمدد الحراري إلى إجهاد كبير عند الوصلة المثبتة بالمسامير — حيث يسعى Hastelloy X إلى التمدد أكثر مما تسمح به قيود هيكل الفولاذ الكربوني. تشمل الحلول ما يلي: استخدام فتحات تثبيت مشقوقة تسمح بالتمدد الحراري الحر في الاتجاه الحراري السائد؛ تحديد مثبتات Hastelloy X لمفاصل Hastelloy X إلى Hastelloy X (تمدد متطابق)؛ دمج الخوار أو حلقات التمدد في مسارات أنابيب Hastelloy X؛ وتصميم أطوال المكونات لضمان ألا يتسبب التمدد الحراري في التلامس أو الالتصاق في الهياكل المجاورة. توفر MWalloys جداول بيانات التمدد الحراري ودعمًا أساسيًا لحساب الإجهاد الحراري للعملاء الذين يطورون تصميمات أفران عالية الحرارة باستخدام قضبان Hastelloy X.
مراجع يمكن التحقق منها
تمت استشارة المصادر التالية عند إعداد هذه المقالة الفنية ويمكن التحقق منها بشكل مستقل من قبل مهندسين ومتخصصين في المشتريات:
- هاينز إنترناشيونال. ورقة بيانات سبيكة هاستيلوي X (H-3009C). هاينز إنترناشيونال، كوكومو، إن إن.
- شركة SAE الدولية. AMS 5754: سبيكة نيكل، مقاومة للتآكل والحرارة، قضبان وأسلاك، 47Ni-22Cr-18Fe-9Mo، مُصلبة بالحرارة. SAE International، وارينديل، بنسلفانيا. المراجعة الحالية.
- شركة SAE الدولية. AMS 5536: سبيكة نيكل، مقاومة للتآكل والحرارة، على شكل صفائح وشرائط وألواح، 47Ni-22Cr-18Fe-9Mo، مُصهّرة بالمحلول. SAE International، وارينديل، بنسلفانيا. المراجعة الحالية.
- ASTM الدولية. ASTM B572: المواصفات القياسية لقضبان السبائك UNS N06002 و UNS N06230 و UNS N12160 و UNS R30556. ASTM International, West Conshohocken, PA.
- شركة SAE الدولية. AMS 5798: سلك لحام من سبيكة النيكل، مقاوم للتآكل والحرارة، 47Ni-22Cr-18Fe-9Mo. SAE International، وارينديل، بنسلفانيا.
- الجمعية الأمريكية للمهندسين الميكانيكيين (ASME). القسم الثاني الجزء ب من معايير ASME: مواصفات المواد غير الحديدية (SB-572 لقضبان هاستيلوي X). جمعية المهندسين الميكانيكيين الأمريكية (ASME)، نيويورك، نيويورك. الطبعة الحالية.
- الجمعية الأمريكية للمهندسين الميكانيكيين (ASME). القسم الثاني الجزء دال من معايير ASME: الخصائص (جداول الحد الأقصى المسموح به للإجهاد لمادة UNS N06002). جمعية المهندسين الميكانيكيين الأمريكية (ASME)، نيويورك، نيويورك. الطبعة الحالية.
- ASTM الدولية. ASTM E112: طرق الاختبار القياسية لتحديد متوسط حجم الحبيبات. ASTM International, West Conshohocken, PA.
- شركة SAE الدولية. AMS 2241: التفاوتات المسموح بها للقضبان والقضبان السلكية المصنوعة من النيكل وسبائك النيكل وسبائك الكوبالت. SAE International، وارينديل، بنسلفانيا.
- دوناشي، م. ج. ودوناشي، س. ج. السبائك الفائقة: دليل تقني، الإصدار 2. ASM International, Materials Park, OH, 2002. isbn: 0-87170-87170-749-749-7
- ريد، ر.س. السبائك الفائقة: الأساسيات والتطبيقات. مطبعة جامعة كامبريدج، كامبريدج، المملكة المتحدة، 2006. isbn: 978-0-521-521-07011-9
- ديفيس، ج. ر. (محرر). المواد المقاومة للحرارة (دليل التخصصات من ASM). ASM International، ماتيريالز بارك، أوهايو، 1997. رقم ISBN: 0-87170-596-6
- الجمعية الأمريكية للحام. AWS A5.14: مواصفات أقطاب وقضبان اللحام العارية المصنوعة من النيكل وسبائك النيكل (ERNiMo-3 — حشو Hastelloy W). AWS، ميامي، فلوريدا. الطبعة الحالية.
- شركة SAE الدولية. AMS 5544: سبائك النيكل، مقاومة للتآكل والحرارة، قضبان، قطع مطروقة، وحلقات، 58Ni-19Cr-13.5Co-4.3Mo-3Ti-1.4Al، معالجة حرارية بالمحلول وتقوية بالترسيب (Waspaloy). شركة SAE الدولية.
- كتيب بيانات التصنيع، الإصدار 3. مركز بيانات القابلية للتشغيل الآلي، سينسيناتي، أوهايو. (معلمات القطع للسبائك الفائقة القائمة على النيكل، بما في ذلك هاستيلوي X)
