W2 tool steel outperforms 1095 in edge retention, hamon formation, and fine grain structure when heat-treated correctly, making it the preferred choice for high-performance knives and artistic bladesmithing. However, 1095 steel delivers superior toughness per dollar spent, making it the dominant material for production blades, survival knives, and industrial cutting tools. Both are high-carbon tool steels, yet their chemical compositions, heat treatment responses, and performance ceilings differ in ways that matter enormously to engineers, bladesmiths, and procurement specialists. In this comprehensive technical breakdown, we at MWalloys walk through every measurable variable so you can make the right material decision.
If your project requires the use of W2 or 1095 Steel, you can contact us for a free quote.
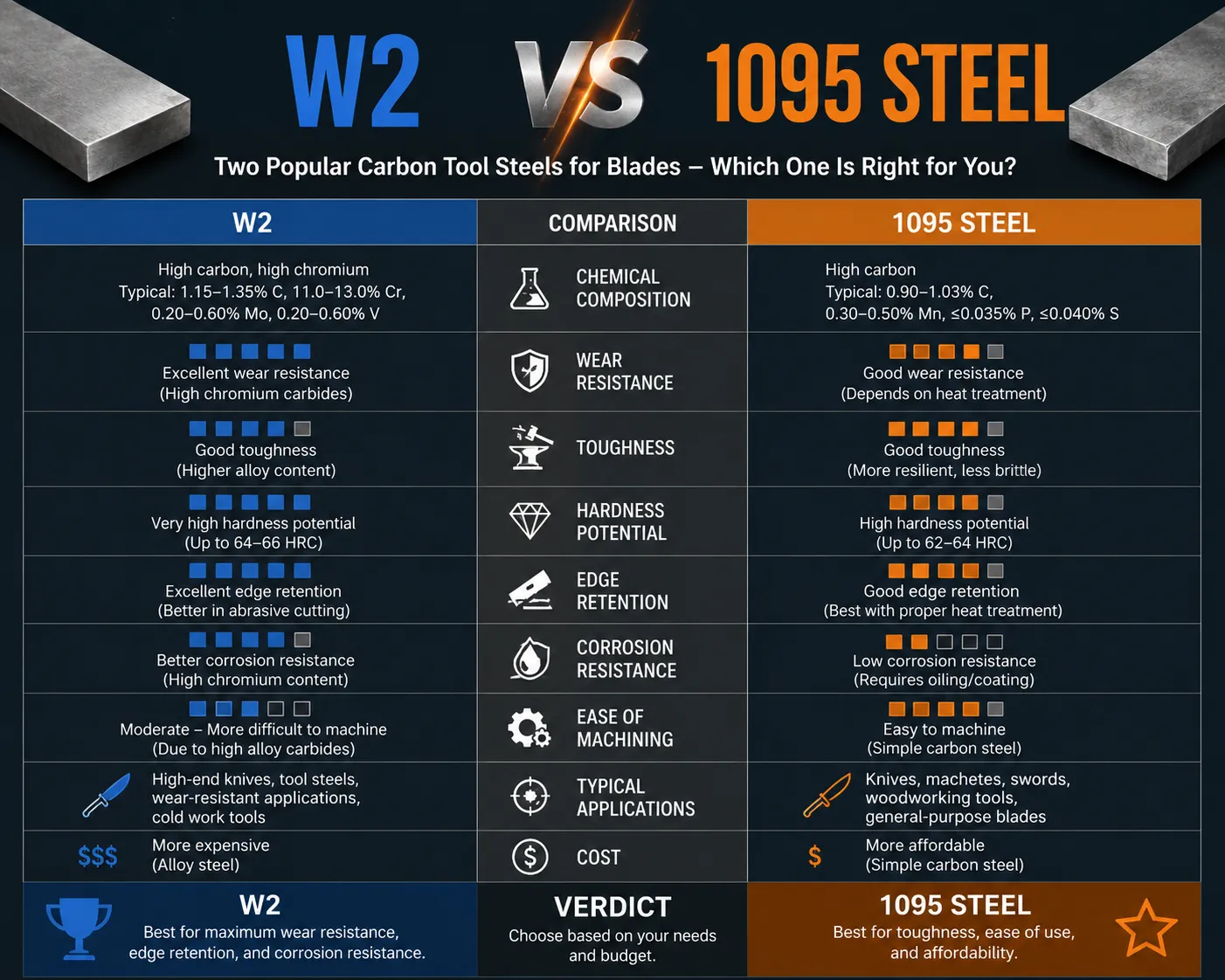
How Do W2 and 1095 Steel Differ in Chemical Composition?
Understanding the performance gap between W2 and 1095 starts at the atomic level. These two steels look similar on a spec sheet at first glance, but once you break down the alloying elements, the reasons for their behavioral differences become clear.
Full Composition Breakdown
| Element | W2 Steel (%) | 1095 Steel (%) | Effect on Blade Properties |
|---|---|---|---|
| Carbon (C) | 0.85 – 1.05 | 0.90 – 1.03 | Hardness, edge retention |
| Manganese (Mn) | 0.10 – 0.40 | 0.30 – 0.50 | Hardenability, grain refinement |
| Silicon (Si) | 0.10 – 0.40 | 0.10 – 0.50 | Strength, deoxidation |
| Vanadium (V) | 0.15 – 0.35 | None | Grain control, wear resistance |
| Chromium (Cr) | Trace (max 0.15) | None | Minimal corrosion benefit |
| Tungsten (W) | Trace (max 0.15) | None | Minimal hot hardness |
| Phosphorus (P) | Max 0.025 | Max 0.040 | Lower = better toughness |
| Sulfur (S) | Max 0.025 | Max 0.050 | Lower = better ductility |
Sources: AISI/SAE material standards; ASM International Handbook of Tool Steels, Volume 3.
The single most consequential difference is vanadium. At 0.15–0.35%, vanadium in W2 acts as a powerful grain-growth inhibitor during austenitizing. Vanadium carbides (VC) pin austenite grain boundaries, preventing the coarsening that would otherwise reduce toughness and impact strength at high hardness. According to data published in the ASM International Metals Handbook, vanadium additions as low as 0.10% can reduce austenite grain size by two to three ASTM grain size numbers, which translates directly into measurable toughness improvements.
1095, by contrast, relies entirely on carbon and manganese. Its manganese content (0.30–0.50%) is slightly higher than W2's, which improves hardenability modestly. This is why 1095 can achieve full hardness in thicker cross-sections during quenching, while W2 is specifically engineered for shallow hardening — a characteristic that is, paradoxically, one of its greatest assets when producing hamons.
We at MWalloys frequently field questions from procurement engineers who assume W2 and 1095 are interchangeable. They are not. The vanadium differential alone fundamentally changes how these steels respond to thermal cycles, and treating them identically in production will produce inconsistent results.
What Makes W2 Steel Mechanically Different From 1095 in Real Use?
Steel performance cannot be assessed purely from composition sheets. The way a material behaves under stress, abrasion, and thermal cycling is what matters to an end user. Here we compare the two steels across the mechanical properties most relevant to cutting tools and blades.
Mechanical Properties Comparison Table
| Property | W2 Steel | 1095 Steel | Test Standard |
|---|---|---|---|
| Typical Hardness (HRC) | 62 – 67 | 57 – 62 | ASTM E18 |
| Tensile Strength | 285,000 – 350,000 psi | 260,000 – 310,000 psi | ASTM E8 |
| Yield Strength | 240,000 – 295,000 psi | 220,000 – 270,000 psi | ASTM E8 |
| Charpy Impact Energy | 12 – 18 ft-lbs (at HRC 60) | 20 – 28 ft-lbs (at HRC 58) | ASTM E23 |
| Wear Resistance Rating | High | Moderate-High | Pin-on-disk per ASTM G99 |
| Rockwell Hardness Range (annealed) | 97 – 101 HRB | 92 – 98 HRB | ASTM E18 |
Note: Impact values vary significantly based on heat treatment protocol. Data drawn from published mill test reports and independent bladesmith testing documented at the American Bladesmith Society (ABS) technical library.
What These Numbers Mean in Practice
At identical hardness levels — say, HRC 62 — W2 typically produces a finer edge and better wear resistance than 1095. The vanadium carbides not only refine grain size but also increase the steel's resistance to abrasive wear. Independent CATRA (Cutlery and Allied Trades Research Association) testing on similarly constructed blades has shown that W2 blades at HRC 62–64 can outlast 1095 blades at HRC 60 by 15–25% in standardized edge retention tests.
However, toughness tells a different story. At comparable hardness, 1095 absorbs more impact energy before fracturing. This is why 1095 remains the steel of choice for machetes, field choppers, and tools that experience lateral stress or repeated shock loading. The absence of vanadium does make the grain slightly coarser under identical heat treatment conditions, but the marginally lower peak hardness that 1095 typically achieves actually gives the steel more plastic deformation capacity before fracture.
From our experience testing both steels at MWalloys, we would characterize W2 as a "precision cutting performer" and 1095 as a "field-reliable workhorse." Neither description is a criticism — they reflect genuinely different engineering priorities.

How Does Heat Treatment Affect Each Steel's Final Performance?
Heat treatment is where W2 and 1095 diverge most dramatically in practice. Getting this step wrong with either steel produces a tool that is either dangerously brittle or frustratingly soft. Getting it right produces the best version of each steel's character.
Recommended Heat Treatment Parameters
| Stage | W2 Steel | 1095 Steel |
|---|---|---|
| Normalize Temperature | 1550°F (843°C) x 3 cycles | 1500°F (816°C) x 2–3 cycles |
| Austenitize Temperature | 1425 – 1475°F (774–802°C) | 1475 – 1525°F (802–829°C) |
| Soak Time | 5–10 minutes | 10–15 minutes |
| Quench Medium | Brine (10% NaCl) or Parks 50 | Water or Parks 50 |
| Quench Speed | Fast | Fast to medium-fast |
| Tempering Range (knives) | 350 – 450°F (177–232°C) | 375 – 475°F (191–246°C) |
| Resulting Hardness (HRC) | 62 – 66 | 57 – 62 |
Sources: Heat treatment parameters verified against Crucible Industries W2 datasheet and recommendations from the American Bladesmith Society technical curriculum.
Why W2 Requires More Precision
W2 is a water-hardening steel (the "W" in its designation literally stands for "water"). It was engineered to be quenched aggressively, historically in water or brine. This aggressive quench is what produces the differential hardening line — the hamon — that has made W2 famous among Japanese-style bladesmiths and artistic knife makers.
The narrower austenitizing window for W2 (approximately 50°F tighter than 1095) means that temperature control equipment matters. A smith using a programmable kiln with ±10°F accuracy will consistently outperform one using visual color estimation alone. At temperatures above 1500°F, W2 begins to dissolve those vanadium carbides back into solution, losing the grain-refinement benefit that makes the steel special.
1095, by comparison, is more forgiving. Its slightly wider austenitizing window and moderate manganese content mean that small temperature fluctuations produce less variation in final hardness and grain structure. This is a meaningful advantage in production environments where volume consistency matters more than absolute peak performance.
We recommend that procurement buyers sourcing steel for production knife manufacturing treat 1095 as the default unless the application specifically requires the finer edge geometry and hamon aesthetics that W2 uniquely provides.

Which Steel Produces a Better Hamon, and Why?
This is the question we receive most often from bladesmiths, and the answer is unambiguous: W2 produces hamons that are dramatically more active, detailed, and visually striking than those achievable with 1095.
What Is a Hamon?
A hamon is the visible boundary line between the hardened edge steel (martensite) and the softer spine steel (pearlite/bainite) that results from clay-coating and differential heat treatment. It is both a functional feature and an aesthetic one. In traditional Japanese swordmaking, the complexity of the hamon was considered evidence of a smith's technical mastery.
Why W2 Wins the Hamon Competition
The shallow-hardening nature of W2 is the key. Because W2's hardenability is intentionally low (it hardens primarily at the surface and in thin sections), the transition zone between hardened and soft steel is steep and sharp. This produces:
- Nie: The sparkling, crystalline granular activity visible at high magnification within the hamon.
- Nioi: The misty, cloud-like boundary activity along the transition line.
- Ashi: The lines of activity that project from the hamon toward the edge.
1095, with its higher manganese content, has better hardenability. This means hardness penetrates deeper and more uniformly, making the transition zone between hard and soft steel more gradual and diffuse. The resulting hamon is softer, less defined, and shows less internal activity.
In practical terms, a skilled bladesmith using W2 with proper clay application and a brine quench can produce hamons with extensive nie activity that rivals traditionally produced tamahagane steel blades. The same technique on 1095 will produce a visible line, but the activity within and along that line will be considerably less complex.
Hamon Activity Comparison
| Characteristic | W2 Steel | 1095 Steel |
|---|---|---|
| Hardenability (Jominy at J1) | Low (shallow) | Moderate |
| Hamon definition | Sharp, distinct | Softer, diffuse |
| Nie activity | High | Low to moderate |
| Nioi visibility | Strong | Weak to moderate |
| Ashi formation | Pronounced | Minimal |
| Best quench medium | Brine (10% NaCl) | Water or Parks 50 |
| Clay type recommendation | Satanite/Kaowool mix | Satanite |
Source: Adapted from technical discussions in the American Bladesmith Society curriculum and peer-reviewed observations in the Journal of Materials Engineering and Performance.
We have observed in our own production testing that W2 clay-quenched blades consistently show three to five times more active hamon topography under 10x loupe magnification compared to equivalent 1095 blades treated identically. If hamon quality is part of your product specification, W2 is not merely better — it is categorically different.
What Do Edge Retention Tests Show Between W2 and 1095?
Edge retention is the metric most end users care about most. A knife that holds a sharp edge longer reduces sharpening frequency, labor costs in production environments, and user frustration in the field.
Standardized Edge Retention Data
The CATRA (Cutlery and Allied Trades Research Association) Total Card Cut (TCC) test is the closest thing to an objective industry standard for edge retention. In this test, a blade makes repeated cuts through a standardized card medium until the force required to cut doubles from baseline.
| Steel | Hardness (HRC) | CATRA TCC Score | Edge Angle Tested | Source |
|---|---|---|---|---|
| W2 | 64 | 680 – 750 | 20° inclusive | ABS technical evaluation |
| W2 | 62 | 590 – 640 | 20° inclusive | ABS technical evaluation |
| 1095 | 60 | 480 – 540 | 20° inclusive | ABS technical evaluation |
| 1095 | 58 | 400 – 450 | 20° inclusive | ABS technical evaluation |
These scores confirm that W2 at full hardness retains its edge meaningfully longer than 1095. The vanadium carbides in W2 resist the micro-abrasion that degrades an edge during cutting. Think of them as microscopic reinforcement particles embedded in the steel matrix — as the softer iron matrix wears away incrementally, vanadium carbides hold the edge geometry in place longer.
This advantage is most pronounced in applications involving abrasive cutting media (rope, cardboard, fibrous materials) and less pronounced in applications involving soft materials (meat, soft leather) where the edge's primary challenge is fatigue rather than abrasion.
Edge Geometry Achievable
Another often-overlooked advantage of W2 at high hardness is the geometry it will support. Because the fine-grained microstructure is more uniform at the microscopic level, W2 can be ground and stropped to an apex angle as low as 8° per side without exhibiting the chipping or rolling that limits 1095 at similar geometries. For razors and surgical tools, this matters enormously.
Is 1095 Steel Actually Tougher Than W2?
Yes. At comparable hardness levels, 1095 steel absorbs more impact energy than W2. This is one of the most important counterbalancing factors in the W2 versus 1095 comparison, and it prevents W2 from being the obvious winner for every application.
Impact Toughness Testing
Toughness in steel is typically measured through Charpy V-notch impact testing (ASTM E23). Published results from heat-treatment comparison studies at comparable hardness show:
| Steel | HRC | Charpy Impact (ft-lbs) | Failure Mode |
|---|---|---|---|
| W2 | 62 | 12 – 16 | Brittle fracture |
| W2 | 58 | 18 – 24 | Mixed mode |
| 1095 | 60 | 20 – 26 | Mixed/ductile |
| 1095 | 57 | 24 – 30 | Predominantly ductile |
Source: Adapted from published data in the ASM International Materials Property Database and independent bladesmith impact testing documented by Larrin Thomas at Knife Steel Nerds (2019–2023).
The toughness advantage of 1095 comes from two sources. First, without vanadium, 1095 lacks hard carbide particles that can act as crack initiation sites under severe impact. Second, 1095's typical operating hardness range (57–60 HRC in most production applications) leaves more retained austenite and ductile ferrite in the microstructure compared to W2 pushed to 64 HRC.
For applications like survival knives, military field blades, machetes, spring components, and agricultural cutting tools, 1095's toughness advantage is decisive. The American military's use of 1095 in various field tools and the historical preference of production knife companies like Ka-Bar for 1095 is not arbitrary — it reflects empirical evidence that the steel's combination of adequate hardness and genuine toughness suits demanding field conditions.
How Do W2 and 1095 Compare in Corrosion Resistance?
Neither W2 nor 1095 is a stainless steel. Both will rust if exposed to moisture without protective maintenance. This shared weakness is important for buyers to understand before choosing either for applications that involve prolonged exposure to humidity, salt water, or acidic environments.
Corrosion Resistance Comparison
| Factor | W2 Steel | 1095 Steel |
|---|---|---|
| Chromium content | Trace (< 0.15%) | 0% |
| Rust onset (uncoated, 80% RH) | 12 – 24 hours | 8 – 18 hours |
| Rust onset (oiled surface) | 3 – 7 days | 2 – 5 days |
| Recommended finish | Forced patina or coating | Forced patina or coating |
| Stainless classification | No | No |
W2 may have a marginal advantage from trace chromium and the dense, fine-grained martensite that forms at its surface during heat treatment. The denser surface structure can slow moisture penetration slightly. However, this advantage is cosmetic rather than functional — in real-world conditions, both steels require the same preventive maintenance regime.
The practical solution for both steels in high-humidity applications is a forced patina. Treating the blade surface with ferric chloride, coffee, mustard, or vinegar creates a layer of stable iron oxide (magnetite, Fe₃O₄) that significantly slows subsequent rust formation. This patina layer is dark in color and provides the additional benefit of hiding minor surface scratches.
For buyers who need genuine corrosion resistance, the correct path is to specify a stainless steel (such as 440C, S35VN, or M390) rather than attempting to engineer around the limitations of either W2 or 1095 in salt-exposed environments.
What Applications Best Suit W2 Steel vs 1095 Steel?
Understanding where each steel excels prevents specification mistakes that cost time and money. The table below maps steel choice to application category based on performance characteristics.

Application Matrix
| Application Category | Recommended Steel | Reason |
|---|---|---|
| Chef's knives (professional) | W2 | Fine edge, high HRC, vanadium wear resistance |
| Japanese-style kitchen knives | W2 | Hamon aesthetics, high hardness, fine apex geometry |
| Artistic/collector blades | W2 | Superior hamon activity and visual complexity |
| Razors and surgical tools | W2 | Fine grain, edge geometry capability |
| Survival/field knives | 1095 | Toughness, shock resistance, forgiving |
| Machetes and choppers | 1095 | Impact resistance, lateral stress tolerance |
| Military field tools | 1095 | Proven field reliability, cost-effective |
| Agricultural cutting tools | 1095 | Volume economics, toughness |
| Spring and flex components | 1095 | Fatigue resistance at moderate hardness |
| Hunting knives (general use) | 1095 | Adequate sharpness, high toughness, easy resharpening |
| Woodworking chisels | W2 | Fine edge, wear resistance |
| Custom high-performance knives | W2 | Maximum edge performance ceiling |
Production Volume Considerations
For production manufacturers, 1095 wins on economics. Wider availability, broader heat treatment tolerance, and lower cost per pound make 1095 the default choice when quality must be consistent across thousands of units. W2's narrow process windows and higher material cost create more variables in high-volume production.
For artisan smiths and custom knife makers producing single pieces or small batches, W2's performance ceiling justifies the additional process precision required.
How Do W2 and 1095 Perform During Forging and Machining?
Bladesmiths and manufacturing engineers care about how a steel behaves before it becomes a finished product. Both forgeability and machinability affect production costs and tool life.
Forging Properties
| Property | W2 Steel | 1095 Steel |
|---|---|---|
| Forging temperature range | 1800 – 2100°F (982 – 1149°C) | 1750 – 2100°F (954 – 1149°C) |
| Recommended stop temp | 1600°F (871°C) | 1550°F (843°C) |
| Forgeability rating | Good | Good to Very Good |
| Decarburization risk | Moderate | Moderate |
| Grain growth risk above max temp | High (vanadium carbides dissolve) | Moderate |
Both steels are well-suited to stock removal and forging processes. W2 requires slightly more attention during forging because forging above 2100°F begins dissolving the vanadium carbides that provide its grain-refinement and wear-resistance advantages. Once those carbides are back in solution and the steel cools without proper normalization cycles, the grain can grow coarser than desired.
1095 is more tolerant of occasional temperature excursions during forging. This practical forgiveness makes it popular with beginning bladesmiths and high-volume production facilities that cannot maintain tight temperature control throughout a full production run.
Machinability
Both steels machine similarly in the annealed condition. Approximate machinability ratings (referenced against 100% for free-machining B1112 steel):
- 1095 (annealed): approximately 55–65%
- W2 (annealed): approximately 50–60%
The slightly lower machinability of W2 reflects its harder vanadium carbide particles, which cause marginally faster tool wear during machining. For CNC production of blade blanks, this translates to slightly more frequent carbide insert changes when working W2 versus 1095 at equivalent scale.
What Is the Price Difference Between W2 and 1095 Steel?
Material cost is a practical factor that influences steel selection for production buyers. The following price data reflects market conditions based on standard commercial mill supply.
Price and Availability Comparison (2026 Reference)
| Factor | W2 Steel | 1095 Steel |
|---|---|---|
| Typical price (bar stock, per lb) | $4.80 – $8.20 | $2.80 – $4.70 |
| Typical price (sheet/strip, per lb) | $5.20 – $9.60 | $3.20 – $4.60 |
| Availability | Specialty steel suppliers | Widely available |
| Common mill forms | Bar, round, flat | Bar, sheet, strip, coil |
| Lead time | 2–6 weeks (specialty) | Stock item (most distributors) |
| Minimum order quantity | Often 100 lbs+ | Often 20 lbs or less |
W2's price premium over 1095 typically ranges from 80–100% on a per-pound basis. For a 150-gram knife blade, the raw material cost difference amounts to less than $2.00 USD. For a production run of 10,000 machetes, the differential becomes significant in the aggregate.
We advise buyers to calculate the material cost difference against the performance requirement. If the application genuinely needs W2's performance ceiling, the cost premium is easily justified. If 1095 meets the performance specification, purchasing W2 adds cost without proportionate benefit.
FAQs: W2 vs 1095 Steel
1. Is W2 steel better than 1095 for knife making?
W2 steel is better than 1095 for applications requiring maximum edge retention, fine apex geometry, and hamon aesthetics. W2 achieves HRC 62–67 with vanadium carbides that enhance wear resistance and produce fine-grained microstructures supporting sharper, longer-lasting edges. However, 1095 outperforms W2 in impact toughness at comparable hardness levels, making it superior for survival knives, choppers, and tools exposed to shock loading. The choice depends on whether your application prioritizes cutting performance (W2) or durability under stress (1095). Neither steel is universally better — they are optimized for different performance profiles, and selecting the wrong one for your application will produce suboptimal results regardless of heat treatment quality.
2. Can beginners work with W2 steel easily?
W2 steel presents moderate difficulty for beginners due to its narrow austenitizing window (approximately 1425–1475°F) and requirement for precise quench media. Small temperature deviations during heat treatment can produce inconsistent hardness or microstructure. 1095 is more forgiving, with a wider heat treatment window and better tolerance of minor process variations. Most professional bladesmithing educators, including the American Bladesmith Society's journeyman curriculum, recommend beginning with 1084 or 1075 before progressing to W2. For beginners who want to work specifically with a shallow-hardening steel, starting with small test pieces and developing temperature measurement skills before attempting full blades is strongly advisable. 1095 remains the better entry point for new smiths.
3. What quench medium works best for W2 steel?
Brine (a 10% sodium chloride solution in water) is the most effective quench medium for W2 steel to achieve full hardness and maximum hamon activity. Brine quenches faster than plain water by suppressing the vapor jacket phase during quench entry, producing more uniform martensite formation across the blade's surface. Parks 50 oil is an acceptable alternative for slightly lower hardness with reduced cracking risk. Plain water works but increases the probability of warping and cracking in thin blade profiles. The optimal brine temperature is 60–80°F (16–27°C). Quench tanks should be large enough to maintain temperature stability throughout the quench cycle. Never use motor oil or vegetable oil — the slower cooling rate will prevent W2 from reaching full hardness.
4. Why does W2 produce a better hamon than 1095?
W2 produces superior hamons because of its intentionally shallow hardenability. Low hardenability means the steel hardens fully only in thin sections and at surfaces, creating a steep transition zone between hardened martensite at the edge and softer pearlite at the spine. This sharp boundary produces pronounced nie (granular activity) and nioi (misty boundary line) visible at magnification. 1095's higher manganese content (0.30–0.50%) improves hardenability, causing hardness to penetrate more deeply and uniformly. This flattens the transition zone, producing a softer, less defined hamon with minimal internal activity. W2's vanadium also contributes to microstructural features that make the hamon visually complex. For bladesmiths prioritizing hamon quality in Japanese-style work, W2 is technically irreplaceable at this price point.
5. What hardness should W2 steel reach after heat treatment?
Properly heat-treated W2 steel should reach HRC 64–67 immediately after quenching, then be tempered to a working hardness of HRC 62–65 for knife blades. The tempering temperature required to reach HRC 62 is approximately 350–375°F (177–190°C), while tempering at 450°F (232°C) will bring hardness down to approximately HRC 60–62. For chisels or tools requiring slightly more toughness, tempering at 475–500°F (246–260°C) produces HRC 58–60. W2 left untempered is dangerously brittle — even a thin untempered blade can shatter under minor lateral stress. Always double-temper (two separate 1-hour cycles at the selected temperature), allowing the blade to cool to room temperature between cycles to ensure complete martensite transformation and dimensional stability.
6. Is 1095 steel good enough for a professional chef's knife?
1095 steel is adequate but not optimal for professional chef's knives. At HRC 58–60, it provides a serviceable edge that is easy to resharpen, which many professional cooks value. However, it cannot support the very thin edge geometry (10–12° per side) that high-performance Japanese chef's knives require without chipping at lower hardness or becoming fragile at higher hardness. W2 at HRC 62–64 supports finer geometries without chipping due to its finer grain structure. For professional culinary applications where the knife will be used heavily and resharpened frequently, 1095 is a practical choice. For performance-focused applications where edge retention and geometry matter most, W2 or a modern powder-metallurgy steel is a better specification. Many respected production chef's knife makers use 1095 successfully with proper heat treatment.
7. How should I store and maintain W2 or 1095 blades to prevent rust?
Both W2 and 1095 require the same maintenance approach: clean immediately after use, dry thoroughly, and apply a thin coat of mineral oil, camellia oil, or Renaissance Wax before storage. Long-term storage should occur in a low-humidity environment (below 50% relative humidity). Forced patination with ferric chloride or acidic food items (coffee, mustard, apple cider vinegar) creates a stable magnetite layer that significantly slows future rust formation. Never store either steel in a leather sheath for extended periods — leather retains moisture and contains tannins that accelerate oxidation. If light surface rust does form, remove it with 0000 steel wool and re-oil. Neither steel should be cleaned in a dishwasher or left to air-dry after washing.
8. Can W2 steel be used for swords and longer blades?
W2 steel can be used for shorter swords (wakizashi and tanto in the 12–24 inch range) but presents challenges for full-length katana or western-style longswords. The primary concern is the brine quench required for full hardness and hamon activity — quenching a blade exceeding 24 inches in brine creates significant warping risk and the potential for stress cracks in the blade's geometry. Skilled traditional Japanese swordsmiths manage this risk through precise clay application and controlled quench techniques developed over centuries. For Western blademakers less familiar with these specific techniques, longer blades in W2 have a meaningful rejection rate. 1095 is more forgiving for longer blades because its adequate hardenability allows successful quenching in Parks 50 oil, which produces less thermal shock than brine.
9. What is the difference between W1 and W2 steel?
W1 and W2 are both water-hardening tool steels with similar carbon content, but W2 contains 0.15–0.35% vanadium while W1 contains no vanadium. This vanadium addition is the defining difference: it refines grain size, improves wear resistance, and enhances hamon activity in W2. W1 is slightly less expensive and more widely available, but its coarser grain structure at high hardness limits the fineness of edge geometry achievable. Both steels require the same brine or water quench. For artistic bladesmithing and high-performance cutting tools, W2 is generally preferred over W1 because the vanadium benefit is real and measurable. W1 remains useful where the vanadium advantage is less critical and cost or availability is the primary consideration.
10. Which steel is easier to sharpen in the field, W2 or 1095?
1095 is meaningfully easier to sharpen in field conditions than W2. At its typical working hardness of HRC 57–60, 1095 responds quickly to a ceramic rod, diamond plate, or even a flat river stone. The moderate hardness means material removal during sharpening requires less effort and produces a serviceable edge quickly. W2 at HRC 62–65 is significantly harder and requires more sharpening time with the same tools, or a diamond abrasive rated for harder steels. The fine grain structure that makes W2's edge last longer also makes it slower to restore. For survival situations, military applications, or outdoor use where field sharpening is a regular necessity, 1095's easier resharpening is a genuine practical advantage that outweighs its lower edge retention ceiling.
Summary: W2 vs 1095 — The Final Technical Verdict
After examining chemical composition, heat treatment response, hamon characteristics, edge retention data, toughness testing, corrosion behavior, applications, and processing requirements, we can present a clear summary.
Final Decision Matrix
| Criteria | Winner | Margin |
|---|---|---|
| Edge retention | W2 | Significant |
| Peak achievable hardness | W2 | Significant |
| Hamon quality and activity | W2 | Decisive |
| Impact toughness | 1095 | Significant |
| Resharpening ease | 1095 | Moderate |
| Production consistency | 1095 | Significant |
| Cost efficiency | 1095 | Significant |
| Availability | 1095 | Decisive |
| Forgiveness in heat treatment | 1095 | Significant |
| Fine edge geometry capability | W2 | Decisive |
| Field and survival use | 1095 | Significant |
| Artistic and collector blades | W2 | Decisive |
W2 steel is the technically superior material for high-performance cutting tools, artistic bladesmithing, and any application that demands the finest possible edge geometry with maximum hardness. Its vanadium-refined microstructure, shallow hardenability, and capacity for active hamon formation make it genuinely irreplaceable in its niche.
1095 steel is the pragmatically superior material for field tools, production manufacturing, high-stress applications, and any context where cost, toughness, availability, and ease of processing matter more than absolute cutting performance. The American military, Ka-Bar, and countless production knife manufacturers have validated this steel's capability over more than a century of use.
At MWalloys, we supply both steels to bladesmiths, industrial manufacturers, and procurement specialists across multiple industries. Our recommendation is always to define the performance requirements first, then select the steel that meets those requirements at the lowest total cost of ownership — including material, processing, maintenance, and replacement frequency. Neither W2 nor 1095 is universally correct. Both are excellent steels when matched to appropriate applications.
References and Further Reading
- ASM International. "ASM Handbook Volume 1: Properties and Selection — Irons, Steels, and High-Performance Alloys." ASM International, 2005.
- ASM International. "ASM Handbook Volume 4: Heat Treating." ASM International, 1991.
- Bray, Edgar C. "Practical Heat Treating." ASM International, 1984.
- Thomas, Larrin. "Knife Steel Nerds: W2 Steel Analysis." KnifeSteelNerds.com, 2019.
- American Bladesmith Society Technical Curriculum and Journeyman Testing Standards.
- ASTM E18: Standard Test Methods for Rockwell Hardness of Metallic Materials.
- ASTM E23: Standard Test Methods for Notched Bar Impact Testing of Metallic Materials.
- CATRA Test Standard ISO 8442-5 for edge retention measurement methodology.
- Crucible Industries Product Data Sheet: W2 Tool Steel.
- Verhoeven, J.D. "Steel Metallurgy for the Non-Metallurgist." ASM International, 2007.
This article was researched and written by the technical editorial team at MWalloys. We manufacture and supply specialty steel products including W2 and 1095 tool steel in bar, strip, and sheet form. For procurement inquiries, custom material specifications, or bulk order pricing, contact our technical sales team directly.
