W2-Werkzeugstahl übertrifft 1095 in Bezug auf Schnitthaltigkeit, Hamonbildung und feines Korngefüge, wenn er korrekt wärmebehandelt wird, was ihn zur bevorzugten Wahl für Hochleistungsmesser und künstlerische Klingenschmiede macht. Der Stahl 1095 bietet jedoch eine höhere Zähigkeit pro ausgegebenem Dollar und ist daher das vorherrschende Material für Produktionsklingen, Überlebensmesser und industrielle Schneidwerkzeuge. Beide sind kohlenstoffreiche Werkzeugstähle, doch ihre chemische Zusammensetzung, Wärmebehandlung und Leistungsgrenzen unterscheiden sich in einer Weise, die für Ingenieure, Klingenschmiede und Beschaffungsspezialisten von großer Bedeutung ist. In dieser umfassenden technischen Aufschlüsselung gehen wir von MWalloys jede messbare Variable durch, damit Sie die richtige Materialentscheidung treffen können.
Wenn Ihr Projekt die Verwendung von W2 oder 1095 Steel erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
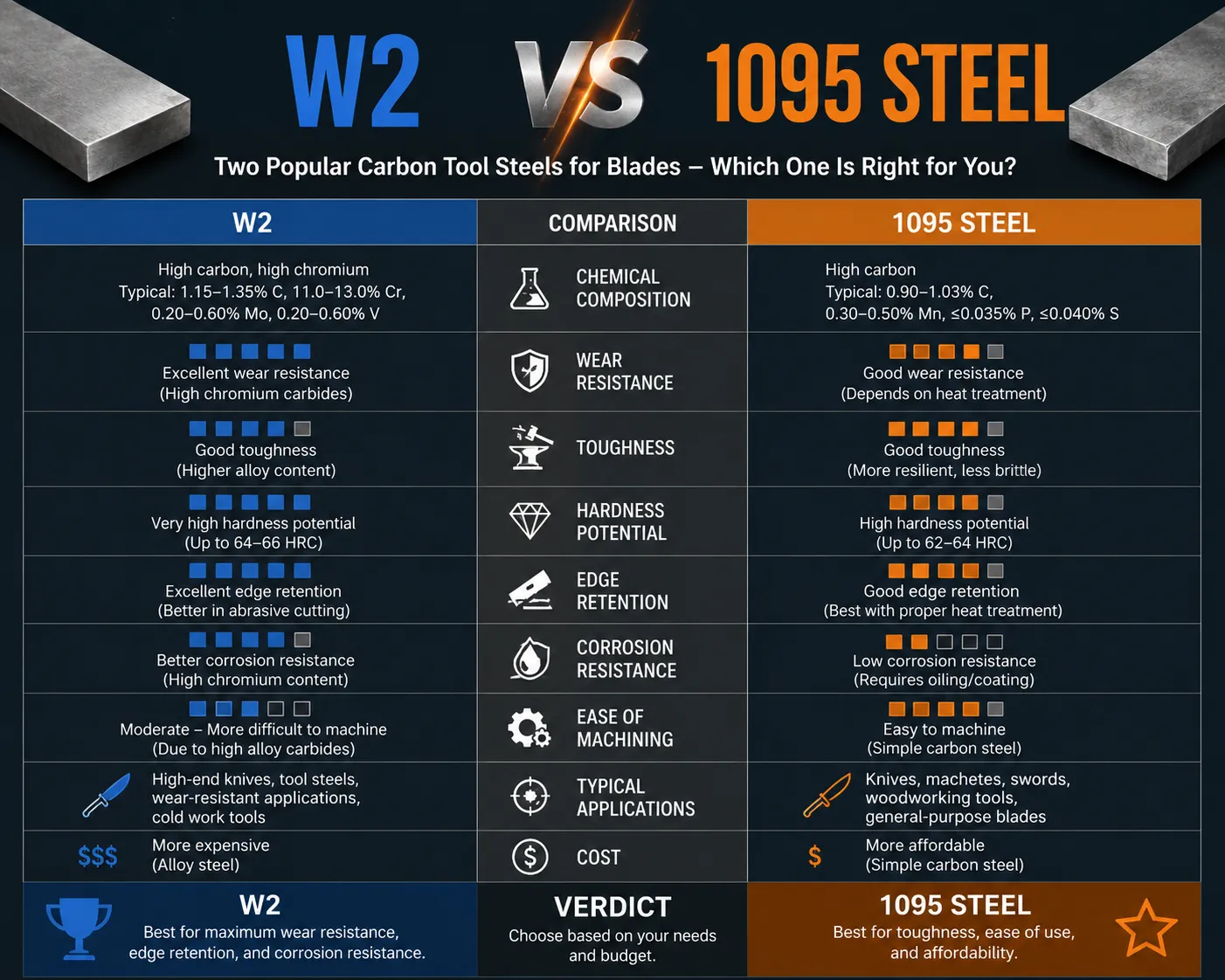
Wie unterscheiden sich W2 und 1095 Stahl in ihrer chemischen Zusammensetzung?
Das Verständnis für den Leistungsunterschied zwischen W2 und 1095 beginnt auf atomarer Ebene. Diese beiden Stähle sehen auf dem Datenblatt auf den ersten Blick ähnlich aus, aber sobald man die Legierungselemente aufschlüsselt, werden die Gründe für ihre Unterschiede im Verhalten deutlich.
Vollständige Aufschlüsselung der Zusammensetzung
| Element | W2 Stahl (%) | 1095 Stahl (%) | Auswirkung auf die Blatteigenschaften |
|---|---|---|---|
| Kohlenstoff (C) | 0.85 - 1.05 | 0.90 - 1.03 | Härte, Kantenfestigkeit |
| Mangan (Mn) | 0.10 - 0.40 | 0.30 - 0.50 | Härtbarkeit, Kornfeinung |
| Silizium (Si) | 0.10 - 0.40 | 0.10 - 0.50 | Stärke, Desoxidation |
| Vanadium (V) | 0.15 - 0.35 | Keine | Kornkontrolle, Verschleißfestigkeit |
| Chrom (Cr) | Spur (max. 0,15) | Keine | Minimaler Korrosionsschutz |
| Wolfram (W) | Spur (max. 0,15) | Keine | Minimale Warmhärte |
| Phosphor (P) | Maximal 0,025 | Maximal 0,040 | Niedriger = bessere Zähigkeit |
| Schwefel (S) | Maximal 0,025 | Maximal 0,050 | Niedriger = bessere Duktilität |
Quellen: AISI/SAE Werkstoffnormen; ASM International Handbook of Tool Steels, Band 3.
Der bedeutendste Unterschied ist Vanadium. Bei 0,15-0,35% wirkt Vanadium in W2 während der Austenitisierung als starker Kornwachstumshemmer. Vanadiumkarbide (VC) begrenzen die Austenitkorngrenzen und verhindern die Vergröberung, die andernfalls die Zähigkeit und Kerbschlagzähigkeit bei hoher Härte verringern würde. Nach den im ASM International Metals Handbook veröffentlichten Daten kann ein Vanadiumzusatz von nur 0,10% die Austenitkorngröße um zwei bis drei ASTM-Korngrößenzahlen verringern, was sich direkt in messbaren Verbesserungen der Zähigkeit niederschlägt.
1095 hingegen basiert vollständig auf Kohlenstoff und Mangan. Sein Mangangehalt (0,30-0,50%) ist etwas höher als der von W2, was die Härtbarkeit geringfügig verbessert. Aus diesem Grund kann 1095 beim Abschrecken die volle Härte in dickeren Querschnitten erreichen, während W2 speziell für eine flache Härtung ausgelegt ist - eine Eigenschaft, die paradoxerweise einer seiner größten Vorteile bei der Herstellung von Schinken ist.
Wir bei MWalloys erhalten häufig Fragen von Beschaffungsingenieuren, die annehmen, dass W2 und 1095 austauschbar sind. Das sind sie aber nicht. Allein der Vanadiumunterschied ändert grundlegend, wie diese Stähle auf thermische Zyklen reagieren, und eine identische Behandlung in der Produktion führt zu uneinheitlichen Ergebnissen.
Was unterscheidet W2 Steel mechanisch von 1095 in der Praxis?
Die Leistungsfähigkeit von Stahl lässt sich nicht allein anhand der Zusammensetzung von Blechen beurteilen. Für den Endverbraucher ist entscheidend, wie sich ein Werkstoff bei Belastung, Abrieb und Temperaturwechsel verhält. Hier vergleichen wir die beiden Stähle hinsichtlich der mechanischen Eigenschaften, die für Schneidwerkzeuge und Klingen am wichtigsten sind.
Vergleichstabelle der mechanischen Eigenschaften
| Eigentum | W2 Stahl | 1095 Stahl | Test Standard |
|---|---|---|---|
| Typische Härte (HRC) | 62 - 67 | 57 - 62 | ASTM E18 |
| Zugfestigkeit | 285.000 - 350.000 psi | 260.000 - 310.000 psi | ASTM E8 |
| Streckgrenze | 240.000 - 295.000 psi | 220.000 - 270.000 psi | ASTM E8 |
| Charpy-Schlagenergie | 12 - 18 ft-lbs (bei HRC 60) | 20 - 28 ft-lbs (bei HRC 58) | ASTM E23 |
| Bewertung der Verschleißfestigkeit | Hoch | Mäßig-hoch | Stift-auf-Scheibe nach ASTM G99 |
| Rockwell-Härtebereich (geglüht) | 97 - 101 HRB | 92 - 98 HRB | ASTM E18 |
Hinweis: Die Schlagwerte variieren je nach Wärmebehandlungsprotokoll erheblich. Die Daten stammen aus veröffentlichten Prüfberichten der Werke und unabhängigen Klingenschmiedetests, die in der technischen Bibliothek der American Bladesmith Society (ABS) dokumentiert sind.
Was diese Zahlen in der Praxis bedeuten
Bei identischen Härtegraden - z. B. HRC 62 - erzeugt W2 in der Regel eine feinere Schneide und eine bessere Verschleißfestigkeit als 1095. Die Vanadiumkarbide verfeinern nicht nur die Korngröße, sondern erhöhen auch die Widerstandsfähigkeit des Stahls gegen abrasiven Verschleiß. Unabhängige CATRA-Tests (Cutlery and Allied Trades Research Association) an ähnlich konstruierten Klingen haben gezeigt, dass W2-Klingen mit HRC 62-64 in standardisierten Tests der Kantenfestigkeit um 15-25% besser abschneiden als 1095-Klingen mit HRC 60.
Die Zähigkeit spricht jedoch eine andere Sprache. Bei vergleichbarer Härte absorbiert 1095 mehr Schlagenergie, bevor er bricht. Aus diesem Grund ist 1095 nach wie vor der Stahl der Wahl für Macheten, Feldhäcksler und Werkzeuge, die seitlichen Belastungen oder wiederholten Stoßbelastungen ausgesetzt sind. Das Fehlen von Vanadium macht das Korn unter identischen Wärmebehandlungsbedingungen etwas gröber, aber die geringfügig niedrigere Spitzenhärte, die 1095 typischerweise erreicht, verleiht dem Stahl eine höhere plastische Verformungsfähigkeit vor dem Bruch.
Aufgrund unserer Erfahrungen beim Testen beider Stähle bei MWalloys würden wir den W2 als "Präzisionsschneidmaschine" und den 1095 als "zuverlässiges Arbeitstier" bezeichnen. Keine der beiden Beschreibungen ist eine Kritik - sie spiegeln wirklich unterschiedliche technische Prioritäten wider.

Wie wirkt sich die Wärmebehandlung auf die endgültige Leistung des jeweiligen Stahls aus?
Bei der Wärmebehandlung weichen W2 und 1095 in der Praxis am stärksten voneinander ab. Wird dieser Schritt bei einem der beiden Stähle falsch durchgeführt, ist das Werkzeug entweder gefährlich spröde oder frustrierend weich. Wenn man es richtig macht, erhält man die beste Version des Charakters des jeweiligen Stahls.
Empfohlene Wärmebehandlungsparameter
| Bühne | W2 Stahl | 1095 Stahl |
|---|---|---|
| Temperatur normalisieren | 1550°F (843°C) x 3 Zyklen | 1500°F (816°C) x 2-3 Zyklen |
| Austenitisieren Temperatur | 1425 - 1475°F (774-802°C) | 1475 - 1525°F (802-829°C) |
| Einweichzeit | 5-10 Minuten | 10-15 Minuten |
| Quench Medium | Salzlösung (10% NaCl) oder Parks 50 | Wasser oder Parks 50 |
| Quench-Geschwindigkeit | Schnell | Schnell bis mittelschnell |
| Temperierbereich (Messer) | 350 - 450°F (177-232°C) | 375 - 475°F (191-246°C) |
| Resultierende Härte (HRC) | 62 - 66 | 57 - 62 |
Quellen: Die Wärmebehandlungsparameter wurden anhand des W2-Datenblatts von Crucible Industries und der Empfehlungen des technischen Lehrplans der American Bladesmith Society überprüft.
Warum W2 mehr Präzision erfordert
W2 ist ein wasserhärtender Stahl (das "W" in seiner Bezeichnung steht wörtlich für "Wasser"). Er wurde entwickelt, um aggressiv abgeschreckt zu werden, in der Regel in Wasser oder Salzlake. Durch dieses aggressive Abschrecken entsteht die differenzierte Härtungslinie - der Hamon -, die W2 bei japanischen Klingenschmieden und Kunstmessermachern berühmt gemacht hat.
Das engere Austenitisierungsfenster für W2 (ca. 50°F enger als 1095) bedeutet, dass die Temperaturregelungsausrüstung wichtig ist. Ein Schmied, der einen programmierbaren Ofen mit einer Genauigkeit von ±10°F verwendet, wird durchweg besser abschneiden als ein Schmied, der nur die Farbe visuell einschätzt. Bei Temperaturen über 1500°F beginnt W2, die Vanadiumkarbide wieder in Lösung zu bringen, wodurch der Vorteil der Kornfeinung verloren geht, der diesen Stahl so besonders macht.
1095 ist im Vergleich dazu nachsichtiger. Sein etwas breiteres Austenitisierungsfenster und sein mäßiger Mangangehalt bedeuten, dass kleine Temperaturschwankungen weniger Schwankungen in der Endhärte und im Korngefüge hervorrufen. Dies ist ein bedeutender Vorteil in Produktionsumgebungen, in denen Mengenkonstanz wichtiger ist als absolute Spitzenleistung.
Wir empfehlen Einkäufern, die Stahl für die Herstellung von Produktionsmessern beschaffen, 1095 als Standard zu verwenden, es sei denn, die Anwendung erfordert ausdrücklich die feinere Kantengeometrie und die Hamon-Ästhetik, die W2 bietet.

Welcher Stahl erzeugt ein besseres Hamon und warum?
Diese Frage wird uns von Klingenschmieden am häufigsten gestellt, und die Antwort ist eindeutig: W2 erzeugt Schinken, die wesentlich aktiver, detaillierter und optisch eindrucksvoller sind als die, die mit 1095 erzielt werden können.
Was ist ein Hamon?
Ein Hamon ist die sichtbare Grenzlinie zwischen dem gehärteten Kantenstahl (Martensit) und dem weicheren Rückenstahl (Perlit/Bainit), die durch Tonbeschichtung und unterschiedliche Wärmebehandlung entsteht. Sie ist sowohl ein funktionelles als auch ein ästhetisches Merkmal. In der traditionellen japanischen Schwertschmiedekunst galt die Komplexität des Hamon als Beweis für die technische Meisterschaft des Schmieds.
Warum W2 den Hamon-Wettbewerb gewinnt
Die niedrige Härtung von W2 ist der Schlüssel. Da die Härtbarkeit von W2 absichtlich niedrig ist (er härtet hauptsächlich an der Oberfläche und in dünnen Abschnitten), ist die Übergangszone zwischen gehärtetem und weichem Stahl steil und scharf. Dies erzeugt:
- Nie: Die funkelnde, kristalline, körnige Aktivität, die bei starker Vergrößerung im Hamon sichtbar ist.
- Nioi: Die neblige, wolkenartige Grenzaktivität entlang der Übergangslinie.
- Ashi: Die Aktivitätslinien, die vom Hamon zum Rand hin abstehen.
1095 hat aufgrund seines höheren Mangangehalts eine bessere Härtbarkeit. Das bedeutet, dass die Härte tiefer und gleichmäßiger eindringt und die Übergangszone zwischen hartem und weichem Stahl allmählicher und diffuser wird. Der resultierende Hamon ist weicher, weniger definiert und zeigt weniger innere Aktivität.
In der Praxis kann ein erfahrener Klingenschmied, der W2 mit einem ordnungsgemäßen Tonauftrag und einer Salzlakenabschreckung verwendet, Hamons mit umfangreicher Nie-Aktivität herstellen, die es mit traditionell hergestellten Klingen aus Tamahagane-Stahl aufnehmen können. Die gleiche Technik auf 1095 wird eine sichtbare Linie zu produzieren, aber die Aktivität innerhalb und entlang dieser Linie wird deutlich weniger komplex sein.
Hamon Aktivität Vergleich
| Charakteristisch | W2 Stahl | 1095 Stahl |
|---|---|---|
| Härtbarkeit (Jominy bei J1) | Niedrig (oberflächlich) | Mäßig |
| Hamon-Definition | Scharf, deutlich | Weicher, diffus |
| Nie-Aktivität | Hoch | Gering bis mäßig |
| Nioi-Sichtbarkeit | Stark | Schwach bis mäßig |
| Ashi-Formation | Ausgesprochen | Minimal |
| Bestes Abschreckungsmedium | Salzlösung (10% NaCl) | Wasser oder Parks 50 |
| Lehmtyp-Empfehlung | Satanit/Kaowolle-Mischung | Satanit |
Quelle: Angelehnt an technische Diskussionen im Lehrplan der American Bladesmith Society und an von Fachleuten geprüfte Beobachtungen im Journal of Materials Engineering and Performance.
Bei unseren eigenen Produktionstests haben wir festgestellt, dass W2-tongehärtete Klingen unter 10-facher Lupenvergrößerung durchweg eine drei- bis fünfmal aktivere Hamontopografie aufweisen als gleichwertige, identisch behandelte 1095-Klingen. Wenn die Hamonqualität Teil Ihrer Produktspezifikation ist, ist W2 nicht nur besser - es ist kategorisch anders.
Was zeigen Tests zur Kantenhaltung zwischen W2 und 1095?
Die Schnitthaltigkeit ist die Kennzahl, die den meisten Endverbrauchern am wichtigsten ist. Ein Messer, das länger scharf bleibt, reduziert die Häufigkeit des Schärfens, die Arbeitskosten in der Produktion und die Frustration der Anwender im Einsatz.
Standardisierte Daten zur Kantenerhaltung
Der CATRA (Cutlery and Allied Trades Research Association) Total Card Cut (TCC)-Test kommt einem objektiven Industriestandard für die Schnitthaltigkeit am nächsten. Bei diesem Test schneidet eine Klinge wiederholt durch ein standardisiertes Kartenmedium, bis sich die zum Schneiden erforderliche Kraft gegenüber dem Ausgangswert verdoppelt.
| Stahl | Härte (HRC) | CATRA TCC-Ergebnis | Geprüfter Kantenwinkel | Quelle |
|---|---|---|---|---|
| W2 | 64 | 680 - 750 | 20° einschließlich | Technische Bewertung des ABS |
| W2 | 62 | 590 - 640 | 20° einschließlich | Technische Bewertung des ABS |
| 1095 | 60 | 480 - 540 | 20° einschließlich | Technische Bewertung des ABS |
| 1095 | 58 | 400 - 450 | 20° einschließlich | Technische Bewertung des ABS |
Diese Ergebnisse bestätigen, dass W2 bei voller Härte seine Schärfe deutlich länger beibehält als 1095. Die Vanadiumkarbide in W2 widerstehen dem Mikroabrieb, der eine Schneide beim Schneiden verschlechtert. Man kann sie sich als mikroskopisch kleine Verstärkungspartikel vorstellen, die in die Stahlmatrix eingebettet sind - während die weichere Eisenmatrix allmählich abgenutzt wird, halten die Vanadiumkarbide die Kantengeometrie länger an Ort und Stelle.
Dieser Vorteil ist am stärksten ausgeprägt bei Anwendungen mit abrasiven Schneidmedien (Seil, Pappe, faserige Materialien) und weniger ausgeprägt bei Anwendungen mit weichen Materialien (Fleisch, weiches Leder), bei denen die Ermüdung und nicht der Abrieb die größte Herausforderung für die Schneide darstellt.
Erreichbare Kantengeometrie
Ein weiterer, oft übersehener Vorteil von W2 bei hoher Härte ist die Geometrie, die es unterstützt. Da das feinkörnige Gefüge auf mikroskopischer Ebene gleichmäßiger ist, kann W2 bis zu einem Scheitelwinkel von nur 8° pro Seite geschliffen und gestoßen werden, ohne dass es zu Ausbrüchen oder Walzungen kommt, wie sie bei 1095 bei ähnlichen Geometrien auftreten. Für Rasiermesser und chirurgische Werkzeuge ist dies von enormer Bedeutung.
Ist 1095 Stahl tatsächlich härter als W2?
Ja. Bei vergleichbaren Härtegraden absorbiert 1095 Stahl mehr Schlagenergie als W2. Dies ist einer der wichtigsten ausgleichenden Faktoren im Vergleich zwischen W2 und 1095 und verhindert, dass W2 der eindeutige Gewinner für jede Anwendung ist.
Prüfung der Schlagzähigkeit
Die Zähigkeit von Stahl wird in der Regel durch Kerbschlagbiegeversuche nach Charpy V (ASTM E23) gemessen. Veröffentlichte Ergebnisse von Wärmebehandlungsvergleichsstudien bei vergleichbarer Härte zeigen:
| Stahl | HRC | Charpy-Schlag (ft-lbs) | Fehlermodus |
|---|---|---|---|
| W2 | 62 | 12 - 16 | Sprödbruch |
| W2 | 58 | 18 - 24 | Gemischter Modus |
| 1095 | 60 | 20 - 26 | Gemischt/duktil |
| 1095 | 57 | 24 - 30 | Überwiegend duktil |
Quelle: Angepasst an die in der ASM International Materials Property Database veröffentlichten Daten und an die von Larrin Thomas bei Knife Steel Nerds dokumentierten unabhängigen Klingenschmied-Schlagtests (2019-2023).
Der Zähigkeitsvorteil von 1095 beruht auf zwei Quellen. Erstens fehlen bei 1095 ohne Vanadium harte Karbidpartikel, die bei starken Stößen als Rissauslöser wirken können. Zweitens lässt der typische Betriebshärtebereich von 1095 (57-60 HRC in den meisten Produktionsanwendungen) mehr Restaustenit und duktilen Ferrit im Gefüge zurück als W2, das auf 64 HRC gedrückt wird.
Bei Anwendungen wie Überlebensmessern, militärischen Feldklingen, Macheten, Federkomponenten und landwirtschaftlichen Schneidwerkzeugen ist der Zähigkeitsvorteil von 1095 entscheidend. Die Verwendung von 1095 durch das amerikanische Militär in verschiedenen Feldwerkzeugen und die historische Vorliebe von Messerherstellern wie Ka-Bar für 1095 ist nicht willkürlich - sie spiegelt den empirischen Beweis wider, dass die Kombination aus angemessener Härte und echter Zähigkeit des Stahls für anspruchsvolle Feldbedingungen geeignet ist.
Wie sieht es mit der Korrosionsbeständigkeit von W2 und 1095 aus?
Weder W2 noch 1095 ist ein rostfreier Stahl. Beide rosten, wenn sie ohne Schutzmaßnahmen Feuchtigkeit ausgesetzt werden. Diese gemeinsame Schwäche sollten Käufer kennen, bevor sie sich für einen der beiden Stähle für Anwendungen entscheiden, die längere Zeit Feuchtigkeit, Salzwasser oder säurehaltigen Umgebungen ausgesetzt sind.
Korrosionsbeständigkeit im Vergleich
| Faktor | W2 Stahl | 1095 Stahl |
|---|---|---|
| Chromgehalt | Spur (< 0,15%) | 0% |
| Rostansatz (unbeschichtet, 80% RH) | 12 - 24 Stunden | 8 - 18 Stunden |
| Rostbefall (geölte Oberfläche) | 3 - 7 Tage | 2 - 5 Tage |
| Empfohlene Ausführung | Erzwungene Patina oder Beschichtung | Erzwungene Patina oder Beschichtung |
| Rostfreie Klassifizierung | Nein | Nein |
W2 kann durch Spuren von Chrom und den dichten, feinkörnigen Martensit, der sich bei der Wärmebehandlung an der Oberfläche bildet, einen marginalen Vorteil haben. Die dichtere Oberflächenstruktur kann das Eindringen von Feuchtigkeit etwas verlangsamen. Dieser Vorteil ist jedoch eher kosmetischer als funktioneller Natur - unter realen Bedingungen erfordern beide Stähle das gleiche präventive Wartungsprogramm.
Die praktische Lösung für beide Stähle in Anwendungen mit hoher Luftfeuchtigkeit ist eine Zwangspatina. Durch die Behandlung der Klingenoberfläche mit Eisenchlorid, Kaffee, Senf oder Essig entsteht eine Schicht aus stabilem Eisenoxid (Magnetit, Fe₃O₄), die die nachfolgende Rostbildung deutlich verlangsamt. Diese Patinaschicht hat eine dunkle Farbe und bietet den zusätzlichen Vorteil, dass sie kleine Oberflächenkratzer verdeckt.
Für Käufer, die eine echte Korrosionsbeständigkeit benötigen, besteht der richtige Weg darin, einen rostfreien Stahl (wie 440C, S35VN oder M390) zu spezifizieren, anstatt zu versuchen, die Einschränkungen von W2 oder 1095 in salzhaltigen Umgebungen zu umgehen.
Für welche Anwendungen ist W2-Stahl im Vergleich zu 1095-Stahl am besten geeignet?
Wenn Sie wissen, wo jeder Stahl seine Stärken hat, können Sie Fehler bei der Spezifikation vermeiden, die Zeit und Geld kosten. In der nachstehenden Tabelle wird die Wahl des Stahls anhand der Leistungsmerkmale der jeweiligen Anwendungskategorie zugeordnet.

Anwendungsmatrix
| Kategorie der Anwendung | Empfohlener Stahl | Grund |
|---|---|---|
| Kochmesser (professionell) | W2 | Feine Kante, hoher HRC-Wert, Vanadium-Verschleißfestigkeit |
| Küchenmesser im japanischen Stil | W2 | Hamon-Ästhetik, hohe Härte, feine Apex-Geometrie |
| Künstlerische/Sammlerklingen | W2 | Höhere Hamonaktivität und visuelle Komplexität |
| Rasierklingen und chirurgische Instrumente | W2 | Feinkörnige, kantengeometrische Fähigkeit |
| Überlebens-/Feldmesser | 1095 | Zähigkeit, Stoßfestigkeit, Fehlerverzeihung |
| Macheten und Hackmesser | 1095 | Stoßfestigkeit, seitliche Belastbarkeit |
| Militärische Feldwerkzeuge | 1095 | Bewährte Zuverlässigkeit im Einsatz, kosteneffizient |
| Landwirtschaftliche Schneidwerkzeuge | 1095 | Volumenökonomie, Zähigkeit |
| Feder- und Flexkomponenten | 1095 | Ermüdungsfestigkeit bei mittlerer Härte |
| Jagdmesser (allgemeiner Gebrauch) | 1095 | Angemessene Schärfe, hohe Zähigkeit, leichtes Nachschärfen |
| Meißel für die Holzbearbeitung | W2 | Feine Kante, Verschleißfestigkeit |
| Individuelle Hochleistungsmesser | W2 | Höchstgrenze der Kantenleistung |
Überlegungen zum Produktionsvolumen
Für Produktionshersteller ist 1095 die beste Wahl, wenn es um Wirtschaftlichkeit geht. Die größere Verfügbarkeit, die breitere Wärmebehandlungstoleranz und die niedrigeren Kosten pro Pfund machen 1095 zur Standardwahl, wenn die Qualität über Tausende von Einheiten hinweg konsistent sein muss. Die engen Prozessfenster von W2 und die höheren Materialkosten schaffen mehr Variablen in der Großserienproduktion.
Für Handwerker und Messermacher, die Einzelstücke oder Kleinserien herstellen, rechtfertigt die Höchstleistung von W2 die zusätzlich erforderliche Prozessgenauigkeit.
Wie verhalten sich W2 und 1095 beim Schmieden und Bearbeiten?
Klingenschmiede und Fertigungsingenieure interessieren sich dafür, wie sich ein Stahl verhält, bevor er zu einem fertigen Produkt wird. Sowohl die Schmiedbarkeit als auch die Bearbeitbarkeit wirken sich auf die Produktionskosten und die Lebensdauer der Werkzeuge aus.
Schmiedeeigenschaften
| Eigentum | W2 Stahl | 1095 Stahl |
|---|---|---|
| Temperaturbereich für das Schmieden | 1800 - 2100°F (982 - 1149°C) | 1750 - 2100°F (954 - 1149°C) |
| Empfohlene Stopptemperatur | 1600°F (871°C) | 1550°F (843°C) |
| Bewertung der Fälschbarkeit | Gut | Gut bis sehr gut |
| Entkohlungsrisiko | Mäßig | Mäßig |
| Risiko des Kornwachstums oberhalb der Höchsttemperatur | Hoch (Vanadiumkarbide lösen sich auf) | Mäßig |
Beide Stähle eignen sich gut zum Abtragen und Schmieden. W2 erfordert etwas mehr Aufmerksamkeit beim Schmieden, da sich beim Schmieden über 2100°F die Vanadiumkarbide aufzulösen beginnen, die für die Kornfeinung und die Verschleißfestigkeit des Stahls verantwortlich sind. Sobald diese Karbide wieder in Lösung sind und der Stahl ohne angemessene Normalisierungszyklen abkühlt, kann das Korn gröber werden als gewünscht.
1095 ist toleranter gegenüber gelegentlichen Temperaturschwankungen während des Schmiedens. Diese praktische Vergebung macht es beliebt bei Klingenschmieden, die mit dem Schmieden von Klingen beginnen, und bei Großserienbetrieben, die keine strenge Temperaturkontrolle während eines kompletten Produktionslaufs aufrechterhalten können.
Bearbeitbarkeit
Beide Stähle lassen sich im geglühten Zustand ähnlich gut bearbeiten. Ungefähre Zerspanbarkeitswerte (bezogen auf 100% für frei zerspanbaren B1112-Stahl):
- 1095 (geglüht): etwa 55-65%
- W2 (geglüht): etwa 50-60%
Die etwas schlechtere Bearbeitbarkeit von W2 ist auf die härteren Vanadiumkarbidpartikel zurückzuführen, die bei der Bearbeitung einen geringfügig schnelleren Werkzeugverschleiß verursachen. Bei der CNC-Fertigung von Klingenrohlingen bedeutet dies, dass die Hartmetalleinsätze etwas häufiger gewechselt werden müssen, wenn W2 im Vergleich zu 1095 in gleichem Umfang bearbeitet wird.
Was ist der Preisunterschied zwischen W2 und 1095 Stahl?
Die Materialkosten sind ein praktischer Faktor, der die Wahl des Stahls für die Käufer in der Produktion beeinflusst. Die folgenden Preisdaten spiegeln die Marktbedingungen auf der Grundlage des Standardangebots kommerzieller Werke wider.
Vergleich von Preis und Verfügbarkeit (Referenzjahr 2026)
| Faktor | W2 Stahl | 1095 Stahl |
|---|---|---|
| Typischer Preis (Stangenmaterial, pro Pfund) | $4.80 - $8.20 | $2.80 - $4.70 |
| Typischer Preis (Blatt/Streifen, pro lb) | $5.20 - $9.60 | $3.20 - $4.60 |
| Verfügbarkeit | Lieferanten von Spezialstahl | Weithin verfügbar |
| Gemeinsame Mühlenformen | Stange, rund, flach | Stange, Blech, Band, Spule |
| Vorlaufzeit | 2-6 Wochen (Spezialität) | Lagerartikel (bei den meisten Händlern) |
| Mindestbestellmenge | Oft 100 lbs+ | Oft 20 lbs oder weniger |
Der Preisaufschlag von W2 gegenüber 1095 liegt in der Regel zwischen 80-100% pro Pfund. Bei einer 150 Gramm schweren Messerklinge beträgt der Unterschied bei den Rohmaterialkosten weniger als $2,00 USD. Bei einer Produktionsserie von 10.000 Macheten wird der Unterschied in der Summe erheblich.
Wir empfehlen den Käufern, die Differenz zwischen den Materialkosten und den Leistungsanforderungen zu berechnen. Wenn die Anwendung wirklich die Leistungsgrenze von W2 benötigt, ist der Kostenaufschlag leicht zu rechtfertigen. Wenn 1095 die Leistungsanforderungen erfüllt, verursacht der Kauf von W2 zusätzliche Kosten, ohne dass ein entsprechender Nutzen entsteht.
FAQs: W2 vs. 1095 Stahl
1. Ist W2-Stahl besser als 1095 für die Messerherstellung?
Der W2-Stahl ist besser als der 1095-Stahl für Anwendungen, die eine maximale Schnitthaltigkeit, eine feine Apex-Geometrie und Hamon-Ästhetik erfordern. W2 erreicht HRC 62-67 mit Vanadiumkarbiden, die die Verschleißfestigkeit erhöhen und feinkörnige Mikrostrukturen erzeugen, die schärfere, länger haltbare Kanten unterstützen. 1095 übertrifft W2 jedoch in Bezug auf die Schlagzähigkeit bei vergleichbaren Härtegraden, was es für Überlebensmesser, Hackmesser und Werkzeuge, die einer Stoßbelastung ausgesetzt sind, überlegen macht. Die Wahl hängt davon ab, ob bei Ihrer Anwendung die Schneidleistung (W2) oder die Haltbarkeit unter Belastung (1095) im Vordergrund steht. Keiner der beiden Stähle ist universell besser - sie sind für unterschiedliche Leistungsprofile optimiert, und die Wahl des falschen Stahls für Ihre Anwendung wird unabhängig von der Qualität der Wärmebehandlung zu suboptimalen Ergebnissen führen.
2. Können Anfänger problemlos mit W2-Stahl arbeiten?
W2-Stahl stellt aufgrund seines engen Austenitisierungsfensters (ca. 1425-1475°F) und der Notwendigkeit präziser Abschreckmedien für Anfänger eine mittlere Schwierigkeit dar. Kleine Temperaturabweichungen während der Wärmebehandlung können zu uneinheitlicher Härte oder Mikrostruktur führen. 1095 ist nachsichtiger, hat ein breiteres Wärmebehandlungsfenster und toleriert kleinere Prozessabweichungen besser. Die meisten professionellen Klingenschmiedeausbilder, einschließlich des Lehrplans der American Bladesmith Society, empfehlen, mit 1084 oder 1075 zu beginnen, bevor man zu W2 übergeht. Anfängern, die speziell mit einem flach härtenden Stahl arbeiten wollen, wird dringend empfohlen, mit kleinen Teststücken zu beginnen und ihre Fähigkeiten zur Temperaturmessung zu entwickeln, bevor sie sich an ganze Klingen wagen. 1095 ist nach wie vor der bessere Einstieg für neue Schmiede.
3. Welches Abschreckmedium eignet sich am besten für W2-Stahl?
Sole (eine 10% Natriumchloridlösung in Wasser) ist das effektivste Abschreckmedium für W2-Stahl, um die volle Härte und maximale Hamonaktivität zu erreichen. Salzlake schreckt schneller ab als normales Wasser, da sie die Dampfmantelphase während des Abschreckens unterdrückt, was zu einer gleichmäßigeren Martensitbildung auf der gesamten Oberfläche der Klinge führt. Parks 50-Öl ist eine akzeptable Alternative für eine etwas geringere Härte mit geringerem Rissrisiko. Einfaches Wasser funktioniert, erhöht aber die Wahrscheinlichkeit von Verformungen und Rissen in dünnen Schaufelprofilen. Die optimale Soletemperatur liegt bei 16-27°C (60-80°F). Die Abschrecktanks sollten groß genug sein, um die Temperatur während des gesamten Abschreckzyklus stabil zu halten. Verwenden Sie niemals Motoröl oder Pflanzenöl - die langsamere Abkühlungsgeschwindigkeit verhindert, dass W2 seine volle Härte erreicht.
4. Warum erzeugt W2 ein besseres Hamon als 1095?
W2 erzeugt aufgrund seiner absichtlich geringen Härtbarkeit hervorragende Hamons. Geringe Härtbarkeit bedeutet, dass der Stahl nur in dünnen Schnitten und an den Oberflächen vollständig aushärtet, wodurch eine steile Übergangszone zwischen gehärtetem Martensit am Rand und weicherem Perlit am Rücken entsteht. Diese scharfe Grenze erzeugt ausgeprägte Nie (körnige Aktivität) und Nioi (neblige Grenzlinie), die bei Vergrößerung sichtbar sind. Der höhere Mangangehalt von 1095 (0,30-0,50%) verbessert die Härtbarkeit, wodurch die Härte tiefer und gleichmäßiger eindringt. Dadurch wird die Übergangszone abgeflacht, was zu einem weicheren, weniger ausgeprägten Hamon mit minimaler innerer Aktivität führt. Das Vanadium in W2 trägt auch zu mikrostrukturellen Merkmalen bei, die den Hamon optisch komplex machen. Für Klingenschmiede, die bei Arbeiten im japanischen Stil Wert auf die Hamon-Qualität legen, ist W2 zu diesem Preis technisch unersetzlich.
5. Welche Härte sollte W2-Stahl nach der Wärmebehandlung erreichen?
Ordnungsgemäß wärmebehandelter W2-Stahl sollte unmittelbar nach dem Abschrecken eine Härte von HRC 64-67 erreichen und dann auf eine Arbeitshärte von HRC 62-65 für Messerklingen angelassen werden. Die zum Erreichen von HRC 62 erforderliche Anlasstemperatur liegt bei ca. 177-190 °C (350-375 °F), während das Anlassen bei 232 °C (450 °F) die Härte auf ca. HRC 60-62 senkt. Bei Meißeln oder Werkzeugen, die eine etwas höhere Zähigkeit erfordern, führt das Anlassen bei 475-500°F (246-260°C) zu HRC 58-60. Ungehärtetes W2 ist gefährlich spröde - selbst eine dünne, ungehärtete Klinge kann bei geringer seitlicher Belastung zerbrechen. Stets doppelt anlassen (zwei getrennte 1-stündige Zyklen bei der gewählten Temperatur) und die Klinge zwischen den Zyklen auf Raumtemperatur abkühlen lassen, um eine vollständige Martensitumwandlung und Formstabilität zu gewährleisten.
6. Ist 1095 Stahl gut genug für ein professionelles Kochmesser?
1095er Stahl ist ausreichend, aber nicht optimal für professionelle Kochmesser. Mit HRC 58-60 bietet er eine brauchbare Schneide, die sich leicht nachschärfen lässt, was viele Profiköche schätzen. Er kann jedoch nicht die sehr dünne Schneidengeometrie (10-12° pro Seite) unterstützen, die japanische Hochleistungs-Kochmesser benötigen, ohne bei niedrigeren Härten abzusplittern oder bei höheren Härten brüchig zu werden. W2 mit HRC 62-64 unterstützt aufgrund seiner feineren Kornstruktur feinere Geometrien, ohne abzusplittern. Für professionelle kulinarische Anwendungen, bei denen das Messer stark beansprucht und häufig nachgeschliffen wird, ist 1095 eine praktische Wahl. Für leistungsorientierte Anwendungen, bei denen es vor allem auf Schnitthaltigkeit und Geometrie ankommt, ist W2 oder ein moderner pulvermetallurgischer Stahl die bessere Wahl. Viele angesehene Hersteller von Kochmessern verwenden erfolgreich 1095 mit der richtigen Wärmebehandlung.
7. Wie sollte ich W2- oder 1095-Klingen lagern und pflegen, um Rost zu vermeiden?
Sowohl W2 als auch 1095 erfordern die gleiche Pflege: sofort nach Gebrauch reinigen, gründlich trocknen und vor der Lagerung eine dünne Schicht Mineralöl, Kamelienöl oder Renaissance Wax auftragen. Langfristige Lagerung sollte in einer Umgebung mit niedriger Luftfeuchtigkeit erfolgen (unter 50% relativer Luftfeuchtigkeit). Durch zwangsweises Patinieren mit Eisenchlorid oder säurehaltigen Lebensmitteln (Kaffee, Senf, Apfelessig) entsteht eine stabile Magnetitschicht, die die künftige Rostbildung erheblich verlangsamt. Bewahren Sie Stahl niemals über einen längeren Zeitraum in einer Lederscheide auf - Leder speichert Feuchtigkeit und enthält Gerbstoffe, die die Oxidation beschleunigen. Sollte sich doch leichter Oberflächenrost bilden, entfernen Sie ihn mit 0000er Stahlwolle und ölen Sie ihn erneut. Beide Stähle sollten nicht in der Spülmaschine gereinigt werden und nach dem Waschen nicht an der Luft trocknen.
8. Kann W2-Stahl für Schwerter und längere Klingen verwendet werden?
W2-Stahl kann für kürzere Schwerter (Wakizashi und Tanto im Bereich von 12 bis 24 Zoll) verwendet werden, stellt jedoch eine Herausforderung für Katana in voller Länge oder Langschwerter im westlichen Stil dar. Das Hauptproblem ist das für die volle Härte und Hamonaktivität erforderliche Abschrecken in Salzlake - das Abschrecken einer Klinge von mehr als 24 Zoll in Salzlake birgt ein erhebliches Verformungsrisiko und die Gefahr von Spannungsrissen in der Geometrie der Klinge. Erfahrene traditionelle japanische Schwertschmiede beherrschen dieses Risiko durch präzisen Lehmauftrag und kontrollierte Abschrecktechniken, die über Jahrhunderte entwickelt wurden. Für westliche Schwertschmiede, die mit diesen speziellen Techniken weniger vertraut sind, haben längere Klingen in W2 eine erhebliche Ausschussquote. 1095 verzeiht längere Klingen besser, da seine ausreichende Härtbarkeit ein erfolgreiches Abschrecken in Parks 50-Öl ermöglicht, das weniger thermische Schocks erzeugt als Salzlake.
9. Was ist der Unterschied zwischen W1- und W2-Stahl?
W1 und W2 sind beide wasserhärtende Werkzeugstähle mit ähnlichem Kohlenstoffgehalt, aber W2 enthält 0,15-0,35% Vanadium, während W1 kein Vanadium enthält. Dieser Vanadiumzusatz ist der entscheidende Unterschied: Er verfeinert die Korngröße, verbessert die Verschleißfestigkeit und erhöht die Hamonaktivität in W2. W1 ist etwas preiswerter und besser verfügbar, aber sein gröberes Korngefüge bei hoher Härte schränkt die erreichbare Feinkörnigkeit der Kantengeometrie ein. Beide Stähle erfordern die gleiche Salz- oder Wasserabschreckung. Für die künstlerische Klingenschmiedekunst und Hochleistungsschneidwerkzeuge wird W2 im Allgemeinen gegenüber W1 bevorzugt, da der Vanadiumvorteil real und messbar ist. W1 ist nach wie vor nützlich, wenn der Vanadiumvorteil weniger wichtig ist und die Kosten oder die Verfügbarkeit im Vordergrund stehen.
10. Welcher Stahl ist vor Ort leichter zu schärfen, W2 oder 1095?
1095 ist in der Praxis wesentlich einfacher zu schärfen als W2. Mit seiner typischen Arbeitshärte von HRC 57-60 spricht 1095 schnell auf einen Keramikstab, eine Diamantplatte oder sogar einen flachen Flussstein an. Die moderate Härte bedeutet, dass der Materialabtrag beim Schärfen weniger Aufwand erfordert und schnell eine brauchbare Schneide entsteht. W2 mit HRC 62-65 ist deutlich härter und erfordert mehr Zeit zum Schärfen mit denselben Werkzeugen oder einem Diamantschleifmittel, das für härtere Stähle ausgelegt ist. Die feine Kornstruktur, die die Schneide von W2 länger haltbar macht, führt auch dazu, dass sie langsamer wiederhergestellt werden kann. Für Überlebenssituationen, militärische Anwendungen oder den Einsatz im Freien, wo ein regelmäßiges Schärfen vor Ort erforderlich ist, ist das leichtere Nachschärfen von 1095 ein echter praktischer Vorteil, der die niedrigere Schärfgrenze aufwiegt.
Zusammenfassung: W2 vs. 1095 - Das abschließende technische Urteil
Nach Prüfung der chemischen Zusammensetzung, des Wärmebehandlungsverhaltens, der Hamoneigenschaften, der Daten zur Kantenfestigkeit, der Zähigkeitsprüfung, des Korrosionsverhaltens, der Anwendungen und der Verarbeitungsanforderungen können wir eine klare Zusammenfassung präsentieren.
Endgültige Entscheidungsmatrix
| Kriterien | Gewinner | Marge |
|---|---|---|
| Kantenschutz | W2 | Bedeutsam |
| Erreichbare Spitzenhärte | W2 | Bedeutsam |
| Qualität und Aktivität von Hamon | W2 | Entscheidend |
| Schlagzähigkeit | 1095 | Bedeutsam |
| Einfaches Nachschärfen | 1095 | Mäßig |
| Konsistenz der Produktion | 1095 | Bedeutsam |
| Kosteneffizienz | 1095 | Bedeutsam |
| Verfügbarkeit | 1095 | Entscheidend |
| Verzeihen bei der Wärmebehandlung | 1095 | Bedeutsam |
| Feine Kantengeometrie möglich | W2 | Entscheidend |
| Feld- und Überlebenseinsatz | 1095 | Bedeutsam |
| Künstlerische und Sammlerklingen | W2 | Entscheidend |
W2-Stahl ist der technisch überlegene Werkstoff für Hochleistungs-Schneidwerkzeuge, Kunstschmiedearbeiten und alle Anwendungen, die feinste Schneidengeometrie bei höchster Härte erfordern. Sein vanadiumveredeltes Gefüge, die geringe Härtbarkeit und die Fähigkeit zur aktiven Hamonbildung machen ihn in seiner Nische wirklich unersetzlich.
1095 Stahl ist das pragmatisch überlegene Material für den Einsatz im Feld, in der Produktion, für hochbeanspruchte Anwendungen und überall dort, wo Kosten, Zähigkeit, Verfügbarkeit und einfache Verarbeitung wichtiger sind als absolute Schneidleistung. Das amerikanische Militär, Ka-Bar und zahllose Hersteller von Produktionsmessern haben die Leistungsfähigkeit dieses Stahls in mehr als einem Jahrhundert der Verwendung bestätigt.
MWalloys liefert beide Stähle an Klingenschmiede, industrielle Hersteller und Beschaffungsspezialisten in verschiedenen Branchen. Unsere Empfehlung lautet immer, zuerst die Leistungsanforderungen zu definieren und dann den Stahl auszuwählen, der diese Anforderungen zu den niedrigsten Gesamtbetriebskosten erfüllt - einschließlich Material, Verarbeitung, Wartung und Austauschhäufigkeit. Weder W2 noch 1095 sind universell geeignet. Beide sind ausgezeichnete Stähle, wenn sie auf die entsprechenden Anwendungen abgestimmt sind.
Referenzen und weiterführende Literatur
- ASM International. "ASM Handbook Volume 1: Properties and Selection - Irons, Steels, and High-Performance Alloys. ASM International, 2005.
- ASM International. "ASM Handbook Volume 4: Heat Treating. ASM International, 1991.
- Bray, Edgar C. "Practical Heat Treating" (Praktische Wärmebehandlung). ASM International, 1984.
- Thomas, Larrin. "Messerstahl-Nerds: W2 Steel Analysis." KnifeSteelNerds.com, 2019.
- American Bladesmith Society Technischer Lehrplan und Prüfungsstandards für Gesellen.
- ASTM E18: Standardprüfverfahren für die Rockwell-Härte von metallischen Werkstoffen.
- ASTM E23: Standard Test Methods for Notched Bar Impact Testing of Metallic Materials.
- CATRA-Prüfnorm ISO 8442-5 für die Methode zur Messung der Kantenfestigkeit.
- Produktdatenblatt von Crucible Industries: W2 Werkzeugstahl.
- Verhoeven, J.D. "Steel Metallurgy for the Non-Metallurgist". ASM International, 2007.
Dieser Artikel wurde vom technischen Redaktionsteam von MWalloys recherchiert und geschrieben. Wir fertigen und liefern Spezialstahlprodukte wie W2 und 1095 Werkzeugstahl in Stangen-, Band- und Blechform. Für Beschaffungsanfragen, kundenspezifische Materialspezifikationen oder Preise für Großaufträge wenden Sie sich bitte direkt an unser technisches Verkaufsteam.
