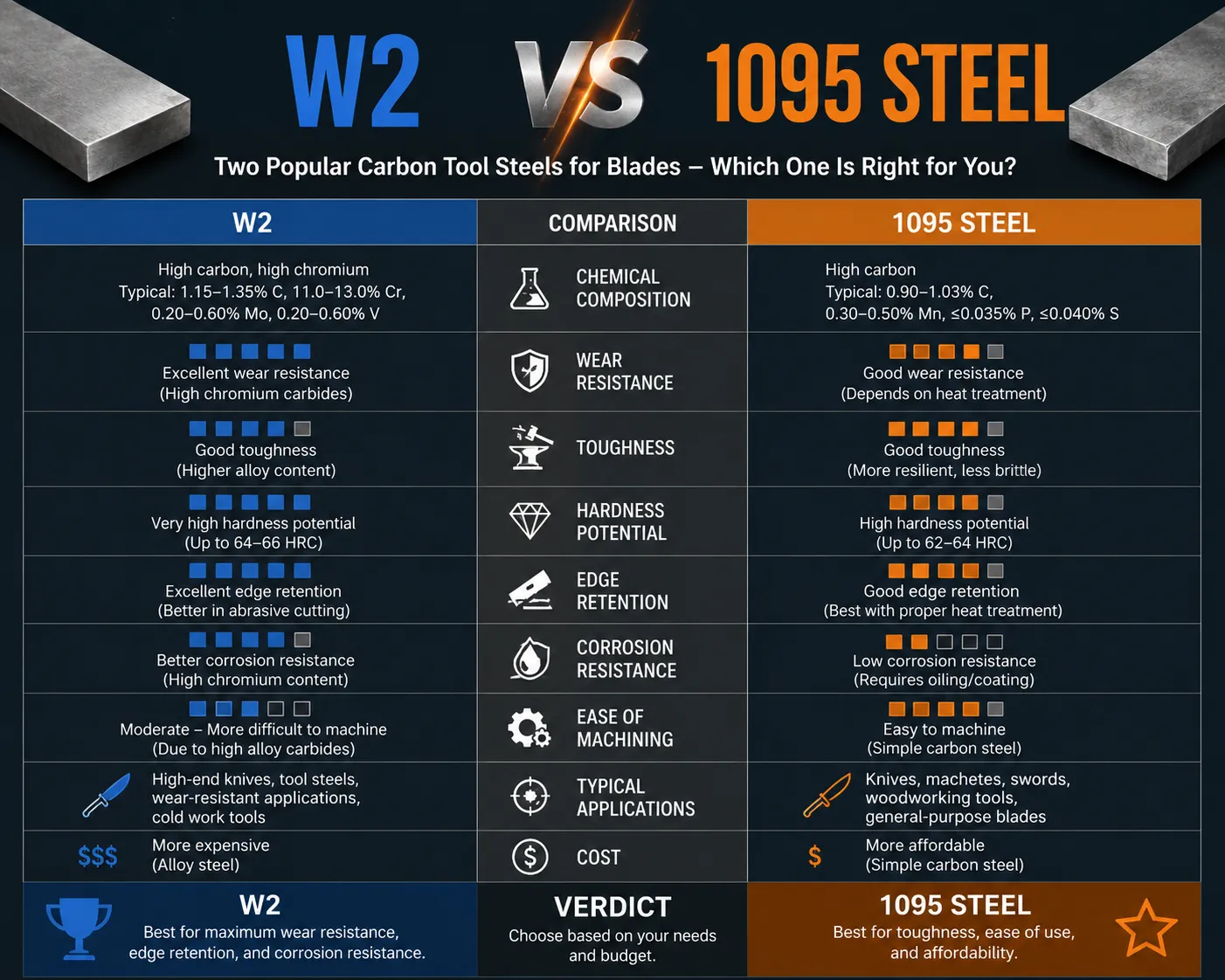
يتفوق فولاذ الأدوات W2 على فولاذ 1095 في الاحتفاظ بالحافة وتشكيل الهامون والبنية الحبيبية الدقيقة عند معالجته حرارياً بشكل صحيح، مما يجعله الخيار المفضل للسكاكين عالية الأداء وصناعة الشفرات الفنية. ومع ذلك، يوفر الفولاذ 1095 صلابة فائقة لكل دولار يتم إنفاقه، مما يجعله المادة السائدة في شفرات الإنتاج وسكاكين النجاة وأدوات القطع الصناعية. كلاهما من فولاذ الأدوات عالي الكربون، ومع ذلك تختلف تركيباتهما الكيميائية واستجابات المعالجة الحرارية وسقوف الأداء بطرق تهم المهندسين وصانعي الشفرات وأخصائيي المشتريات بشكل كبير. في هذا التفصيل التقني الشامل، نتناول في MWalloys كل متغير قابل للقياس حتى تتمكن من اتخاذ القرار الصحيح بشأن المواد.
إذا كان مشروعك يتطلب استخدام W2 أو 1095 الصلب، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
كيف يختلف الفولاذ W2 عن الفولاذ 1095 في التركيب الكيميائي؟
يبدأ فهم فجوة الأداء بين W2 و1095 على المستوى الذري. يبدو هذان الفولاذان متشابهان على ورقة المواصفات للوهلة الأولى، ولكن بمجرد تحليل عناصر السبائك، تتضح أسباب الاختلافات السلوكية بينهما.
تفاصيل التركيبة الكاملة
| العنصر | فولاذ W2 (%) | 1095 فولاذ 1095 (%) | التأثير على خصائص الشفرة |
|---|---|---|---|
| الكربون (C) | 0.85 - 1.05 | 0.90 - 1.03 | الصلابة والاحتفاظ بالحافة |
| المنجنيز (Mn) | 0.10 - 0.40 | 0.30 - 0.50 | الصلابة وصقل الحبيبات |
| السيليكون (Si) | 0.10 - 0.40 | 0.10 - 0.50 | القوة وإزالة الأكسدة |
| الفاناديوم (V) | 0.15 - 0.35 | لا يوجد | التحكم في الحبيبات ومقاومة التآكل |
| الكروم (Cr) | الأثر (بحد أقصى 0.15) | لا يوجد | الحد الأدنى من فائدة التآكل |
| التنجستن (W) | الأثر (بحد أقصى 0.15) | لا يوجد | الحد الأدنى من الصلابة الساخنة |
| الفوسفور (P) | 0.025 كحد أقصى | 0.040 كحد أقصى | أقل = صلابة أفضل |
| الكبريت (S) | 0.025 كحد أقصى | 0.050 كحد أقصى | أقل = ليونة أفضل |
المصادر: معايير المواد AISI/SAE؛ دليل ASM الدولي لفولاذ الأدوات، المجلد 3.
الاختلاف الوحيد الأكثر أهمية هو الفاناديوم. عند 0.15-0.35%، يعمل الفاناديوم في W2 كمثبط قوي لنمو الحبيبات أثناء عملية التصلب. حيث تعمل كربيدات الفاناديوم (VC) على تثبيت حدود حبيبات الأوستينيت، مما يمنع الخشونة التي من شأنها أن تقلل من الصلابة وقوة الصدمات عند الصلابة العالية. وفقًا للبيانات المنشورة في كتيب المعادن الدولي ASM، يمكن لإضافات الفاناديوم التي تصل إلى 0.10% أن تقلل من حجم حبيبات الأوستينيت بمقدار اثنين إلى ثلاثة أرقام من حجم حبيبات ASTM، وهو ما يترجم مباشرةً إلى تحسينات صلابة قابلة للقياس.
وعلى النقيض من ذلك، يعتمد 1095 بالكامل على الكربون والمنجنيز. كما أن محتواه من المنجنيز (0.30-0.50%) أعلى قليلًا من W2، مما يحسن من الصلابة بشكل متواضع. وهذا هو السبب في أن 1095 يمكن أن يحقق الصلابة الكاملة في المقاطع العرضية السميكة أثناء التبريد، في حين أن W2 مصمم خصيصًا للتصلب الضحل - وهي خاصية تعد، للمفارقة، أحد أعظم أصولها عند إنتاج الهامون.
نحن في MWalloys كثيرًا ما نتلقى أسئلة من مهندسي المشتريات الذين يفترضون أن W2 و1095 متبادلان. لكنهما ليسا كذلك. فالفارق في الفاناديوم وحده يغير بشكل أساسي كيفية استجابة هذين الفولاذين للدورات الحرارية، ومعالجتهما بشكل متماثل في الإنتاج سيؤدي إلى نتائج غير متسقة.
ما الذي يجعل الفولاذ W2 مختلفًا ميكانيكيًا عن 1095 في الاستخدام الحقيقي؟
لا يمكن تقييم أداء الفولاذ من صفائح التركيب فقط. فالطريقة التي تتصرف بها المادة في ظل الإجهاد والتآكل والتدوير الحراري هي ما يهم المستخدم النهائي. نقارن هنا بين الفولاذين عبر الخواص الميكانيكية الأكثر صلة بأدوات القطع والشفرات.
جدول مقارنة الخواص الميكانيكية
| الممتلكات | فولاذ W2 | 1095 فولاذ 1095 | معيار الاختبار |
|---|---|---|---|
| الصلابة النموذجية (HRC) | 62 - 67 | 57 - 62 | ASTM E18 |
| قوة الشد | 285,000 - 350,000 رطل/بوصة مربعة | 260,000 - 310,000 رطل لكل بوصة مربعة | ASTM E8 |
| قوة المردود | 240,000 - 295,000 رطل لكل بوصة مربعة | 220,000 - 270,000 رطل لكل بوصة مربعة | ASTM E8 |
| طاقة تأثير تشاربي | 12 - 18 قدم-رطل (عند HRC 60) | 20 - 28 قدم-رطل (عند HRC 58) | ASTM E23 |
| تصنيف مقاومة التآكل | عالية | متوسط-عالي | دبوس على القرص حسب ASTM G99 |
| نطاق صلابة روكويل (صلب) | 97 - 101 HRB 97 - 101 HRB | 92 - 98 HRB 92 - 98 HRB | ASTM E18 |
ملاحظة: تختلف قيم التأثير بشكل كبير بناءً على بروتوكول المعالجة الحرارية. البيانات مستقاة من تقارير اختبار المطحنة المنشورة واختبارات الشفرات المستقلة الموثقة في المكتبة الفنية للجمعية الأمريكية لصناعة الشفرات (ABS).
ماذا تعني هذه الأرقام في الممارسة العملية
عند مستويات الصلابة المماثلة - لنقل مثلاً HRC 62 - ينتج W2 عادةً حافة أدق ومقاومة أفضل للتآكل من 1095. لا تعمل كربيدات الفاناديوم على تحسين حجم الحبيبات فحسب، بل تزيد أيضًا من مقاومة الفولاذ للتآكل الكاشطة. وقد أظهرت اختبارات CATRA المستقلة (جمعية أبحاث السكاكين والحرف المتحالفة) على شفرات مصنوعة بشكل مماثل أن شفرات W2 عند HRC 62-64 يمكن أن تتفوق على شفرات 1095 عند HRC 60 بمقدار 15-25% في اختبارات الاحتفاظ بالحافة القياسية.
ومع ذلك، فإن الصلابة تروي قصة مختلفة. فمع الصلابة المماثلة، يمتص 1095 طاقة صدمة أكبر قبل أن ينكسر. وهذا هو السبب في أن 1095 يظل الفولاذ 1095 هو الفولاذ المفضل للمناجل والمفرمات الميدانية والأدوات التي تتعرض للإجهاد الجانبي أو التحميل المتكرر بالصدمات. إن عدم وجود الفاناديوم يجعل الحبيبات أكثر خشونة قليلاً في ظل ظروف المعالجة الحرارية المماثلة، ولكن الصلابة القصوى الأقل هامشيًا التي يحققها 1095 عادةً تمنح الفولاذ قدرة أكبر على التشوه اللدن قبل الكسر.
من واقع خبرتنا في اختبار كلا الفولاذين في MWalloys، يمكننا وصف W2 بأنه "فولاذ دقيق الأداء" و1095 بأنه "فولاذ موثوق به في الميدان". لا يعد أي من الوصفين انتقادًا - فهما يعكسان أولويات هندسية مختلفة حقًا.

كيف تؤثر المعالجة الحرارية على الأداء النهائي لكل فولاذ؟
تتباين المعالجة الحرارية بين W2 و1095 بشكل كبير في الممارسة العملية. ينتج عن الخطأ في هذه الخطوة مع أي من الفولاذين أداة إما هشة بشكل خطير أو لينة بشكل محبط. أما القيام بها بشكل صحيح فينتج أفضل نسخة من كل فولاذ.
معلمات المعالجة الحرارية الموصى بها
| المرحلة | فولاذ W2 | 1095 فولاذ 1095 |
|---|---|---|
| تطبيع درجة الحرارة | 1550 درجة فهرنهايت (843 درجة مئوية) × 3 دورات | 1500 درجة فهرنهايت (816 درجة مئوية) × 2-3 دورات |
| درجة حرارة الأوستنيت | 1425 - 1475 درجة فهرنهايت (774-802 درجة مئوية) | 1475 - 1525 درجة فهرنهايت (802 - 829 درجة مئوية) |
| وقت النقع | من 5 إلى 10 دقائق | من 10 إلى 15 دقيقة |
| وسط التبريد | محلول ملحي (10% NaCl) أو باركس 50 | المياه أو الحدائق 50 |
| سرعة الإرواء | سريع | سريع إلى متوسط السرعة |
| نطاق التقسية (السكاكين) | 350 - 450 درجة فهرنهايت (177-232 درجة مئوية) | 375 - 475 درجة فهرنهايت (191 - 246 درجة مئوية) |
| الصلابة الناتجة (HRC) | 62 - 66 | 57 - 62 |
المصادر: معلمات المعالجة الحرارية التي تم التحقق منها وفقًا لورقة بيانات Crucible Industries W2 وتوصيات المنهج الفني لجمعية حداد الشفرات الأمريكية.
لماذا يتطلب W2 المزيد من الدقة
W2 عبارة عن فولاذ مقوّى بالماء (حرف W في تسميته يرمز حرفيًا إلى "الماء"). وقد تم تصميمه بحيث يتم إخماده بقوة، تاريخيًا في الماء أو محلول ملحي. هذا التبريد القوي هو ما ينتج عنه خط التصلب التفاضلي - الهامون - الذي جعل W2 مشهورًا بين صانعي الشفرات على الطريقة اليابانية وصانعي السكاكين الفنية.
تعني نافذة التقسية الأضيق للفرن W2 (حوالي 50 درجة فهرنهايت أضيق من 1095) أن معدات التحكم في درجة الحرارة مهمة. سيتفوق الحداد الذي يستخدم فرنًا قابلًا للبرمجة بدقة ± 10 درجات فهرنهايت على الحداد الذي يستخدم تقدير اللون البصري وحده. عند درجات حرارة أعلى من 1500 درجة فهرنهايت، يبدأ W2 في إذابة كربيدات الفاناديوم مرة أخرى إلى المحلول، مما يفقده ميزة إعادة صقل الحبوب التي تجعل الفولاذ مميزًا.
وبالمقارنة، فإن 1095 أكثر تسامحًا. فنافذة التقوية الأوسع قليلاً ومحتواه المعتدل من المنجنيز يعني أن التقلبات الصغيرة في درجات الحرارة تنتج تباينًا أقل في الصلابة النهائية وبنية الحبيبات. وتُعد هذه ميزة ذات مغزى في بيئات الإنتاج حيث يكون اتساق الحجم أكثر أهمية من الأداء الأقصى المطلق.
نوصي مشتري المشتريات الذين يقومون بتوريد الفولاذ لتصنيع سكاكين الإنتاج بمعاملة 1095 على أنه الفولاذ الافتراضي ما لم يتطلب التطبيق تحديدًا هندسة الحافة الدقيقة وجماليات الهامون التي يوفرها W2 بشكل فريد.

أي الفولاذ ينتج هامون أفضل، ولماذا؟
هذا هو السؤال الذي نتلقاه في أغلب الأحيان من صانعي الشفرات، والإجابة واضحة لا لبس فيها: ينتج W2 هامون أكثر نشاطًا وتفصيلاً وإبهارًا بصريًا بشكل كبير من تلك التي يمكن تحقيقها باستخدام 1095.
ما هو الهامون؟
الهامون هو الخط الفاصل المرئي بين فولاذ الحافة المتصلب (المارتينسيت) وفولاذ العمود الفقري الأكثر ليونة (اللؤلؤي/البينيت) الناتج عن الطلاء الطيني والمعالجة الحرارية التفاضلية. وهي ميزة وظيفية وجمالية في آن واحد. في صناعة السيوف اليابانية التقليدية، كان يُعتبر تعقيد الهامون دليلاً على إتقان الحداد التقني.
لماذا يفوز W2 في مسابقة هامون؟
إن طبيعة التصلب الضحل ل W2 هي المفتاح. نظرًا لأن قابلية التصلب في W2 منخفضة عن قصد (تصلب في المقام الأول على السطح وفي المقاطع الرقيقة)، فإن المنطقة الانتقالية بين الفولاذ المتصلب والصلب اللين تكون حادة وحادة. وينتج عن ذلك:
- ني: النشاط الحبيبي البلوري المتلألئ والبلوري المرئي بالتكبير العالي داخل الهامون.
- نيووي: النشاط الحدودي الضبابي الشبيه بالغيوم على طول الخط الانتقالي.
- آشي: خطوط النشاط التي تبرز من الهامون نحو الحافة.
يتميز 1095، بمحتواه العالي من المنجنيز، بصلابة أفضل. وهذا يعني أن الصلابة تتغلغل بشكل أعمق وأكثر اتساقًا، مما يجعل منطقة الانتقال بين الفولاذ الصلب واللين أكثر تدرجًا وانتشارًا. يكون الهامون الناتج أكثر ليونة وأقل تحديدًا ويظهر نشاطًا داخليًا أقل.
من الناحية العملية، يمكن لصانع الشفرات الماهر الذي يستخدم W2 مع استخدام الطين المناسب والتبريد بالمحلول الملحي أن ينتج شفرات هامون ذات نشاط ني واسع النطاق ينافس شفرات فولاذ التاماهاجان المنتجة تقليديًا. ستُنتج التقنية نفسها على 1095 خطًا مرئيًا، ولكن النشاط داخل هذا الخط وعلى امتداده سيكون أقل تعقيدًا بكثير.
مقارنة نشاط هامون
| الخصائص | فولاذ W2 | 1095 فولاذ 1095 |
|---|---|---|
| الصلابة (جوميني في J1) | منخفضة (ضحلة) | معتدل |
| تعريف هامون | حاد ومتميز | أكثر نعومة وانتشاراً |
| نشاط نيي | عالية | منخفضة إلى متوسطة |
| رؤية نيووي | قوي | ضعيف إلى متوسط |
| تشكيل آشي | ينطق | الحد الأدنى |
| أفضل وسيط إخماد أفضل | محلول ملحي (10% NaCl) | المياه أو الحدائق 50 |
| التوصية بنوع الطين الموصى به | مزيج الساتانيت/الكاوول | شيطاني |
المصدر: مقتبس بتصرف من المناقشات الفنية في مناهج الجمعية الأمريكية لصناعة الشفرات والملاحظات التي راجعها الأقران في مجلة هندسة المواد والأداء.
لقد لاحظنا في اختبارات الإنتاج الخاصة بنا أن شفرات W2 المروية بالطين تُظهر باستمرار ثلاثة إلى خمسة أضعاف طبوغرافية الهامون النشطة تحت تكبير العدسة 10x مقارنةً بالشفرات المكافئة 1095 المعالجة بشكل مماثل. إذا كانت جودة الهامون جزءًا من مواصفات منتجك، فإن W2 ليس مجرد أفضل - بل هو مختلف تمامًا.
ما الذي تظهره اختبارات الاحتفاظ بالحافة بين W2 و1095؟
الاحتفاظ بالحافة هو المقياس الذي يهتم به معظم المستخدمين النهائيين أكثر من غيره. فالسكين الذي يحافظ على الحافة الحادة لفترة أطول يقلل من تكرار السن، ويقلل من تكاليف العمالة في بيئات الإنتاج، ويقلل من إحباط المستخدم في الميدان.
بيانات الاحتفاظ بالحافة الموحدة
يُعد اختبار CATRA (جمعية أبحاث السكاكين والحرف المرتبطة بها) اختبار القطع الكلي للبطاقات (TCC) أقرب ما يكون إلى معيار موضوعي في الصناعة للاحتفاظ بالحافة. في هذا الاختبار، تقوم الشفرة بإجراء عمليات قطع متكررة من خلال وسيط بطاقة قياسي حتى تتضاعف القوة المطلوبة للقطع من خط الأساس.
| الفولاذ | الصلابة (HRC) | نقاط CATRA TCC | تم اختبار زاوية الحافة | المصدر |
|---|---|---|---|---|
| W2 | 64 | 680 - 750 | 20 درجة شاملة | التقييم الفني ل ABS |
| W2 | 62 | 590 - 640 | 20 درجة شاملة | التقييم الفني ل ABS |
| 1095 | 60 | 480 - 540 | 20 درجة شاملة | التقييم الفني ل ABS |
| 1095 | 58 | 400 - 450 | 20 درجة شاملة | التقييم الفني ل ABS |
تؤكد هذه الدرجات أن W2 في الصلابة الكاملة يحتفظ بحافته لفترة أطول من 1095. تقاوم كربيدات الفاناديوم الموجودة في W2 التآكل الدقيق الذي يحط من الحافة أثناء القطع. فكر فيها على أنها جسيمات تقوية مجهرية مدمجة في مصفوفة الفولاذ - بينما تتآكل مصفوفة الحديد اللينة تدريجيًا، تحافظ كربيدات الفاناديوم على هندسة الحافة لفترة أطول.
تكون هذه الميزة أكثر وضوحًا في التطبيقات التي تنطوي على وسائط القطع الكاشطة (الحبال والكرتون والمواد الليفية) وأقل وضوحًا في التطبيقات التي تنطوي على مواد لينة (اللحوم والجلود الناعمة) حيث يكون التحدي الأساسي للحافة هو التعب وليس التآكل.
هندسة الحواف القابلة للتحقيق
من المزايا الأخرى التي غالبًا ما يتم تجاهلها في W2 في الصلابة العالية هي الهندسة التي ستدعمها. نظرًا لأن البنية المجهرية الدقيقة ذات الحبيبات الدقيقة أكثر اتساقًا على المستوى المجهري، يمكن طحن W2 وتسويتها بزاوية قمة منخفضة تصل إلى 8 درجات لكل جانب دون أن تظهر التقطيع أو التدحرج الذي يحد من 1095 في الأشكال الهندسية المماثلة. وهذا الأمر مهم للغاية بالنسبة لشفرات الحلاقة والأدوات الجراحية.
هل 1095 فولاذ 1095 في الواقع أقوى من W2؟
نعم. عند مستويات الصلابة المماثلة، يمتص الفولاذ 1095 طاقة صدم أكثر من W2. يعد هذا أحد أهم عوامل الموازنة في مقارنة W2 مقابل 1095، ويمنع W2 من أن يكون الفائز الواضح في كل استخدام.
اختبار متانة الصدمات
تقاس الصلابة في الفولاذ عادةً من خلال اختبار الصدم على شكل حرف V في اختبار تشاربي (ASTM E23). تُظهر النتائج المنشورة من دراسات مقارنة المعالجة الحرارية عند صلابة مماثلة:
| الفولاذ | لجنة حقوق الإنسان | تأثير تشاربي (قدم-رطل) | وضع الفشل |
|---|---|---|---|
| W2 | 62 | 12 - 16 | الكسر الهش |
| W2 | 58 | 18 - 24 | الوضع المختلط |
| 1095 | 60 | 20 - 26 | مختلط/مختلط |
| 1095 | 57 | 24 - 30 | مطاطية في الغالب |
المصدر: مقتبس بتصرف من البيانات المنشورة في قاعدة بيانات خصائص المواد الدولية ASM واختبار تأثير الشفرات المستقل الموثق من قبل لارين توماس في Knife Steel Nerds (2019-2023).
تأتي ميزة صلابة 1095 من مصدرين. أولاً، بدون الفاناديوم، يفتقر 1095 إلى جزيئات الكربيد الصلبة التي يمكن أن تعمل كمواقع لبدء التشقق تحت الصدمات الشديدة. ثانيًا، يترك نطاق صلابة التشغيل النموذجي ل 1095 (57-60 HRC في معظم تطبيقات الإنتاج) المزيد من الأوستينيت والفريت المطيل في البنية المجهرية مقارنةً ب W2 الذي يتم دفعه إلى 64 HRC.
بالنسبة للاستخدامات مثل سكاكين النجاة، والشفرات الميدانية العسكرية، والمناجل، ومكونات الزنبرك، وأدوات القطع الزراعية، فإن ميزة صلابة 1095 حاسمة. إن استخدام الجيش الأمريكي لـ 1095 في مختلف الأدوات الميدانية وتفضيل شركات إنتاج السكاكين مثل Ka-Bar لـ 1095 ليس اعتباطًا - فهو يعكس دليلًا تجريبيًا على أن مزيج الفولاذ الذي يجمع بين الصلابة الكافية والمتانة الحقيقية يناسب الظروف الميدانية الصعبة.
كيف تتم المقارنة بين W2 و1095 في مقاومة التآكل؟
لا يعتبر W2 ولا 1095 من الفولاذ المقاوم للصدأ. كلاهما يصدأ إذا تعرض للرطوبة دون صيانة واقية. ومن المهم أن يفهم المشترون نقطة الضعف المشتركة هذه قبل اختيار أي منهما للاستخدامات التي تنطوي على التعرض الطويل للرطوبة أو المياه المالحة أو البيئات الحمضية.
مقارنة مقاومة التآكل
| العامل | فولاذ W2 | 1095 فولاذ 1095 |
|---|---|---|
| محتوى الكروم | التتبع (<0.15%) | 0% |
| بداية الصدأ (غير مطلي، 80% RH) | 12 - 24 ساعة | 8 - 18 ساعة |
| بداية الصدأ (سطح مزيت) | 3 - 7 أيام | 2 - 5 أيام |
| التشطيب الموصى به | الزنجار أو الطلاء القسري | الزنجار أو الطلاء القسري |
| تصنيف الفولاذ المقاوم للصدأ | لا يوجد | لا يوجد |
قد يكون ل W2 ميزة هامشية من أثر الكروم والمارتنسيت الكثيف الدقيق الحبيبات الذي يتشكل على سطحه أثناء المعالجة الحرارية. يمكن أن يؤدي الهيكل السطحي الأكثر كثافة إلى إبطاء تغلغل الرطوبة قليلاً. ومع ذلك، فإن هذه الميزة تجميلية أكثر منها وظيفية - في ظروف العالم الحقيقي، يتطلب كلا الفولاذين نفس نظام الصيانة الوقائية.
الحل العملي لكلا الفولاذين في التطبيقات عالية الرطوبة هو الزنجار القسري. تؤدي معالجة سطح الشفرة بكلوريد الحديديك أو القهوة أو الخردل أو الخل إلى تكوين طبقة من أكسيد الحديد المستقر (المغنتيت أو Fe₃O₄) التي تبطئ بشكل كبير من تكوين الصدأ اللاحق. تكون طبقة الزنجار هذه داكنة اللون وتوفر ميزة إضافية تتمثل في إخفاء الخدوش السطحية الطفيفة.
بالنسبة للمشترين الذين يحتاجون إلى مقاومة حقيقية للتآكل، فإن المسار الصحيح هو تحديد الفولاذ المقاوم للصدأ (مثل 440C أو S35VN أو M390) بدلاً من محاولة هندسة قيود W2 أو 1095 في البيئات المعرضة للملح.
ما هي التطبيقات التي تناسب الفولاذ W2 مقابل الفولاذ 1095؟
إن فهم المواضع التي يتفوق فيها كل فولاذ يمنع أخطاء المواصفات التي تكلف الوقت والمال. يحدد الجدول أدناه اختيار الفولاذ لفئة الاستخدام بناءً على خصائص الأداء.

مصفوفة التطبيق
| فئة التطبيق | الفولاذ الموصى به | السبب |
|---|---|---|
| سكاكين الطهاة (احترافية) | W2 | حافة ناعمة، ذات حافة رفيعة ومقاومة عالية للتآكل، ومقاومة للتآكل الفاناديوم |
| سكاكين مطبخ على الطريقة اليابانية | W2 | جماليات هامون، صلابة عالية، هندسة قمة دقيقة |
| شفرات فنية/مجموعة شفرات فنية | W2 | نشاط الهامون الفائق والتعقيد البصري |
| شفرات الحلاقة والأدوات الجراحية | W2 | إمكانية هندسة الحبيبات الدقيقة والحواف |
| سكاكين النجاة/الميدان | 1095 | المتانة، ومقاومة الصدمات، والمسامحة |
| المناجل والمروحيات | 1095 | مقاومة الصدمات، تحمل الإجهاد الجانبي |
| الأدوات الميدانية العسكرية | 1095 | موثوقية ميدانية مثبتة وفعالة من حيث التكلفة |
| أدوات القطع الزراعية | 1095 | اقتصاديات الحجم والمتانة |
| مكونات الزنبرك والمرونة | 1095 | مقاومة الإجهاد عند الصلابة المعتدلة |
| سكاكين الصيد (للاستخدام العام) | 1095 | حدة مناسبة، وصلابة عالية، وسهولة إعادة الشحذ |
| أزاميل النجارة | W2 | حافة دقيقة، مقاومة للتآكل |
| سكاكين مخصصة عالية الأداء | W2 | سقف أداء الحافة القصوى |
اعتبارات حجم الإنتاج
بالنسبة لمصنعي الإنتاج، يفوز 1095 من الناحية الاقتصادية. فالتوافر الأوسع نطاقًا، والتحمّل الأوسع نطاقًا للمعالجة الحرارية، والتكلفة الأقل لكل رطل تجعل من 1095 الخيار الافتراضي عندما يجب أن تكون الجودة متسقة عبر آلاف الوحدات. تخلق نوافذ معالجة W2 الضيقة وتكلفة المواد المرتفعة المزيد من المتغيرات في الإنتاج بكميات كبيرة.
بالنسبة للحدّادين الحرفيين وصانعي السكاكين المخصصين الذين ينتجون قطعًا فردية أو دفعات صغيرة، فإن سقف أداء W2 يبرر دقة المعالجة الإضافية المطلوبة.
كيف يكون أداء W2 و1095 أثناء التشكيل والتشكيل؟
يهتم صانعو الشفرات ومهندسو التصنيع بكيفية تصرف الفولاذ قبل أن يصبح منتجاً نهائياً. تؤثر كل من قابلية التشكيل وقابلية التصنيع على تكاليف الإنتاج وعمر الأداة.
خصائص التشكيل
| الممتلكات | فولاذ W2 | 1095 فولاذ 1095 |
|---|---|---|
| نطاق درجة حرارة التشكيل | 1800 - 2100 درجة فهرنهايت (982 - 1149 درجة مئوية) | 1750 - 2100 درجة فهرنهايت (954 - 1149 درجة مئوية) |
| درجة حرارة التوقف الموصى بها | 1600 درجة فهرنهايت (871 درجة مئوية) | 1550 درجة فهرنهايت (843 درجة مئوية) |
| تصنيف قابلية التزوير | جيد | جيد إلى جيد جداً |
| مخاطر إزالة الكربنة | معتدل | معتدل |
| مخاطر نمو الحبوب فوق درجة الحرارة القصوى | مرتفع (كربيدات الفاناديوم الذائبة) | معتدل |
كلا الفولاذين مناسب تمامًا لعمليات إزالة المخزون والتشكيل. يتطلب W2 اهتمامًا أكبر قليلًا أثناء التشكيل لأن التشكيل فوق 2100 درجة فهرنهايت يبدأ في إذابة كربيدات الفاناديوم التي توفر مزايا صقل الحبيبات ومقاومة التآكل. وبمجرد عودة تلك الكربيدات إلى المحلول وتبريد الفولاذ دون دورات تطبيع مناسبة، يمكن أن تنمو الحبيبات بشكل أكثر خشونة من المطلوب.
1095 أكثر تحملاً للزيادات العرضية في درجات الحرارة أثناء التشكيل. هذه المسامحة العملية تجعله شائعاً لدى صانعي الشفرات المبتدئين ومنشآت الإنتاج بكميات كبيرة التي لا يمكنها الحفاظ على تحكم محكم في درجة الحرارة طوال فترة الإنتاج الكاملة.
قابلية التصنيع
يتشابه كلا الفولاذين في حالة التلدين. التصنيفات التقريبية لقابلية التشغيل الآلي (بالمقارنة مع 100% للفولاذ B1112 المصلد بحرية):
- 1095 (ملدنة): 55-65% تقريبًا
- W2 (ملدن): 50-60% تقريبًا
يعكس الانخفاض الطفيف في قابلية التشغيل الآلي ل W2 جزيئات كربيد الفاناديوم الأكثر صلابة التي تسبب تآكلًا أسرع قليلاً للأداة أثناء التشغيل الآلي. بالنسبة لإنتاج الفراغات ذات الشفرات باستخدام الحاسب الآلي باستخدام الحاسب الآلي، يُترجم ذلك إلى تغييرات أكثر تواترًا قليلاً في إدراج الكربيد عند استخدام W2 مقابل 1095 بمقياس مكافئ.
ما هو الفرق في السعر بين الفولاذ W2 و1095 الفولاذ W2؟
تكلفة المواد هي عامل عملي يؤثر على اختيار الصلب لمشتري الإنتاج. وتعكس بيانات الأسعار التالية ظروف السوق استناداً إلى إمدادات المصانع التجارية القياسية.
مقارنة الأسعار والتوافر (مرجع 2026)
| العامل | فولاذ W2 | 1095 فولاذ 1095 |
|---|---|---|
| السعر النموذجي (مخزون القضبان، لكل رطل) | $4.80 - $8.20 | $2.80 - $4.70 |
| السعر النموذجي (ورقة/شريط، لكل رطل) | $5.20 - $9.60 | $3.20 - $4.60 |
| التوفر | موردو الصلب المتخصص | متاح على نطاق واسع |
| أشكال الطاحونة الشائعة | عمود، مستدير، مسطح | قضيب، صفيحة، شريط، شريط، لفائف |
| المهلة الزمنية | 2-6 أسابيع (تخصصي) | عنصر المخزون (معظم الموزعين) |
| الحد الأدنى لكمية الطلب | غالباً 100 رطل فأكثر | غالباً 20 رطلاً أو أقل |
تتراوح علاوة سعر W2 على 1095 عادةً بين 80-100% على أساس الرطل الواحد. وبالنسبة لشفرة السكين التي تزن 150 جرامًا، يصل فرق تكلفة المواد الخام إلى أقل من $2.00 دولار أمريكي. وبالنسبة لإنتاج 10,000 ساطور، يصبح الفارق كبيرًا في المجمل.
ننصح المشترين بحساب فرق تكلفة المواد مقابل متطلبات الأداء. إذا كان التطبيق يحتاج حقًا إلى سقف أداء W2، فإن علاوة التكلفة تكون مبررة بسهولة. إذا كان 1095 يفي بمواصفات الأداء، فإن شراء W2 يضيف تكلفة دون فائدة متناسبة.
الأسئلة الشائعة: W2 مقابل 1095 فولاذ 1095
1. هل فولاذ W2 أفضل من 1095 لصناعة السكاكين؟
يُعد فولاذ W2 أفضل من 1095 للتطبيقات التي تتطلب أقصى قدر من الاحتفاظ بالحافة وهندسة قمة دقيقة وجماليات هامون. يحقق الفولاذ W2 درجة صلابة HRC 62-67 مع كربيدات الفاناديوم التي تعزز مقاومة التآكل وتنتج بنى مجهرية دقيقة الحبيبات تدعم حوافًا أكثر حدة وتدوم طويلاً. ومع ذلك، يتفوق 1095 على W2 في صلابة الصدمات عند مستويات صلابة مماثلة، مما يجعله متفوقًا على سكاكين النجاة والمفرمة والأدوات المعرضة للتحميل بالصدمات. يعتمد الاختيار على ما إذا كان تطبيقك يعطي الأولوية لأداء القطع (W2) أو المتانة تحت الضغط (1095). لا يعتبر أي من الفولاذين أفضل على مستوى العالم - فهما مُحسَّنان لملامح أداء مختلفة، واختيار الفولاذ غير المناسب لاستخدامك سيؤدي إلى نتائج دون المستوى الأمثل بغض النظر عن جودة المعالجة الحرارية.
2. هل يمكن للمبتدئين العمل مع فولاذ W2 بسهولة؟
يمثل الفولاذ W2 صعوبة معتدلة بالنسبة للمبتدئين بسبب ضيق نافذة التصلب (حوالي 1425-1475 درجة فهرنهايت) ومتطلبات وسائط التبريد الدقيقة. يمكن أن تؤدي الانحرافات الصغيرة في درجات الحرارة أثناء المعالجة الحرارية إلى صلابة أو بنية مجهرية غير متناسقة. إن 1095 أكثر تسامحاً، مع نافذة أوسع للمعالجة الحرارية وتحمل أفضل للتغيرات الطفيفة في العملية. يوصي معظم معلّمي الحدادة المحترفين، بما في ذلك منهج جمعية صانعي الشفرات الأمريكية، بالبدء باستخدام 1084 أو 1075 قبل التقدّم إلى W2. بالنسبة للمبتدئين الذين يرغبون في العمل على وجه التحديد مع الفولاذ الضحل التصلب، يُنصح بشدة البدء بقطع اختبار صغيرة وتطوير مهارات قياس درجة الحرارة قبل تجربة الشفرات الكاملة. يظل 1095 نقطة الدخول الأفضل للحدادين الجدد.
3. ما هو وسيط التسقية الأفضل للصلب W2؟
يعتبر المحلول الملحي (محلول كلوريد الصوديوم 10% في الماء) هو أكثر وسائط التبريد فعالية لصلب W2 لتحقيق الصلابة الكاملة وأقصى نشاط هامون. يطفئ المحلول الملحي بشكل أسرع من الماء العادي من خلال كبح مرحلة سترة البخار أثناء دخول التبريد، مما ينتج عنه تكوين مارتينسيت أكثر اتساقًا عبر سطح الشفرة. يُعد زيت باركس 50 بديلاً مقبولاً للحصول على صلابة أقل قليلاً مع تقليل مخاطر التشقق. يعمل الماء العادي ولكنه يزيد من احتمالية الاعوجاج والتشقق في مقاطع الشفرة الرقيقة. درجة الحرارة المثلى للمحلول الملحي هي 60-80 درجة فهرنهايت (16-27 درجة مئوية). يجب أن تكون خزانات التسقية كبيرة بما يكفي للحفاظ على ثبات درجة الحرارة طوال دورة التسقية. لا تستخدم أبدًا زيت المحركات أو الزيت النباتي - سيمنع معدل التبريد الأبطأ W2 من الوصول إلى الصلابة الكاملة.
4. لماذا ينتج W2 هامون أفضل من 1095؟
ينتج الفولاذ W2 هامونًا فائقًا بسبب صلابته الضحلة عن قصد. وتعني الصلابة المنخفضة أن الفولاذ لا يتصلب بالكامل إلا في المقاطع الرقيقة وعلى الأسطح، مما يخلق منطقة انتقالية حادة بين المارتينسيت المتصلب عند الحافة والبرليت الأكثر ليونة عند العمود الفقري. وتُنتج هذه الحدود الحادة نشاطًا حبيبيًا واضحًا (نشاطًا حبيبيًا) ونيويًا (خط حدودي ضبابي) يظهر عند التكبير. يحسّن محتوى المنجنيز العالي في 1095 (0.30-0.501 تيرابايت 3 تيرابايت) من الصلابة، مما يجعل الصلابة تتغلغل بعمق أكبر وبشكل متجانس. يؤدي ذلك إلى تسطيح المنطقة الانتقالية، مما ينتج هامونًا أكثر ليونة وأقل تحديدًا مع الحد الأدنى من النشاط الداخلي. يساهم الفاناديوم W2 أيضًا في الخصائص البنيوية المجهرية التي تجعل الهامون معقدًا بصريًا. بالنسبة لصانعي الشفرات الذين يعطون الأولوية لجودة الهامون في العمل على الطريقة اليابانية، لا يمكن الاستغناء عن W2 من الناحية الفنية عند هذه النقطة السعرية.
5. ما الصلابة التي يجب أن يصل إليها الفولاذ W2 بعد المعالجة الحرارية؟
يجب أن يصل الفولاذ W2 المعالج حرارياً بشكل صحيح إلى درجة صلابة HRC 64-67 بعد التبريد مباشرة، ثم يتم تقسيتها إلى صلابة تشغيلية تتراوح بين HRC 62-65 لشفرات السكاكين. وتبلغ درجة حرارة التقسية المطلوبة للوصول إلى HRC 62 حوالي 350-375 درجة فهرنهايت (177-190 درجة مئوية)، بينما تؤدي التقسية عند 450 درجة فهرنهايت (232 درجة مئوية) إلى خفض الصلابة إلى HRC 60-62 تقريبًا. بالنسبة للأزاميل أو الأدوات التي تتطلب صلابة أكبر قليلاً، فإن التقسية عند درجة حرارة 475-500 درجة فهرنهايت (246-260 درجة مئوية) تنتج صلابة HRC 58-60. إن ترك W2 بدون تقسية يكون هشًا بشكل خطير - حتى الشفرة الرفيعة غير المقواة يمكن أن تتحطم تحت ضغط جانبي بسيط. قم دائمًا بالتقسية المزدوجة (دورتان منفصلتان لمدة ساعة واحدة عند درجة الحرارة المحددة)، مما يسمح للشفرة بالتبريد إلى درجة حرارة الغرفة بين الدورات لضمان التحول الكامل للمارتنسيت واستقرار الأبعاد.
6. هل الفولاذ 1095 جيد بما يكفي لسكين طاهٍ محترف؟
فولاذ 1095 مناسب ولكنه ليس مثاليًا لسكاكين الطهاة المحترفين. عند HRC 58-60، فإنه يوفر حافة قابلة للخدمة يسهل إعادة شحذها، وهو ما يقدّره العديد من الطهاة المحترفين. ومع ذلك، لا يمكن أن تدعم هندسة الحافة الرفيعة جدًا (10-12 درجة لكل جانب) التي تتطلبها سكاكين الطهاة اليابانية عالية الأداء دون أن تتكسر في الصلابة المنخفضة أو تصبح هشة في الصلابة الأعلى. يدعم W2 عند HRC 62-64 هندسة أكثر دقة دون تقطيع بسبب بنية حبيباته الدقيقة. بالنسبة لتطبيقات الطهي الاحترافية حيث سيتم استخدام السكين بكثافة وإعادة شحذها بشكل متكرر، فإن 1095 هو خيار عملي. أما بالنسبة للتطبيقات التي تركز على الأداء حيث يكون الاحتفاظ بالحافة والهندسة أكثر أهمية، فإن W2 أو الفولاذ الحديث المصنوع من مسحوق التعدين هو أفضل المواصفات. يستخدم العديد من صانعي سكاكين الطهاة المحترمين 1095 بنجاح مع المعالجة الحرارية المناسبة.
7. كيف يمكنني تخزين شفرات W2 أو 1095 وصيانتها لمنع الصدأ؟
يتطلب كل من W2 و1095 نفس نهج الصيانة: التنظيف مباشرةً بعد الاستخدام، والتجفيف جيداً، ووضع طبقة رقيقة من الزيت المعدني أو زيت الكاميليا أو شمع رينيسانس قبل التخزين. يجب أن يتم التخزين على المدى الطويل في بيئة منخفضة الرطوبة (أقل من 50% رطوبة نسبية). يؤدي الطلاء القسري باستخدام كلوريد الحديديك أو المواد الغذائية الحمضية (القهوة، الخردل، خل التفاح) إلى تكوين طبقة ماغنتيت مستقرة تبطئ بشكل كبير من تكوّن الصدأ في المستقبل. لا تخزّن أبدًا أيًا من الفولاذ في غلاف جلدي لفترات طويلة - فالجلد يحتفظ بالرطوبة ويحتوي على العفص الذي يسرّع من الأكسدة. في حال تكوّن صدأ خفيف على السطح، قم بإزالته باستخدام صوف فولاذي من الصلب 0000 وأعد تزييته. لا يجب تنظيف أي من الفولاذ في غسالة الصحون أو تركه ليجف في الهواء بعد الغسيل.
8. هل يمكن استخدام فولاذ W2 للسيوف والشفرات الأطول؟
يمكن استخدام فولاذ W2 للسيوف الأقصر (الواكيزاشي والتانتو في نطاق 12-24 بوصة) ولكنه يمثل تحديات بالنسبة لسيوف الكاتانا كاملة الطول أو السيوف الطويلة ذات الطراز الغربي. ويتمثل الشاغل الرئيسي في التبريد بالمحلول الملحي المطلوب لتحقيق الصلابة الكاملة ونشاط الهامون - حيث أن تبريد نصل يتجاوز 24 بوصة في محلول ملحي يخلق مخاطر كبيرة من الاعوجاج واحتمالية حدوث تشققات إجهاد في هندسة النصل. يدير صانعو السيوف اليابانيون التقليديون المهرة هذه المخاطر من خلال الاستخدام الدقيق للطين وتقنيات التبريد المضبوطة التي تم تطويرها على مدى قرون. بالنسبة لصانعي السيوف الغربيين الأقل دراية بهذه التقنيات المحددة، فإن الشفرات الأطول في W2 لها معدل رفض كبير. يُعد 1095 أكثر تسامحاً مع الشفرات الأطول لأن صلابته الكافية تسمح بالتبريد الناجح في زيت باركس 50، والذي ينتج عنه صدمة حرارية أقل من المحلول الملحي.
9. ما الفرق بين الفولاذ W1 والفولاذ W2؟
W1 و W2 كلاهما من فولاذ الأدوات المتصلب بالماء بمحتوى كربون مماثل، ولكن يحتوي W2 على 0.15-0.35% فاناديوم بينما لا يحتوي W1 على الفاناديوم. وتُعد إضافة الفاناديوم هذه هي الفرق الحاسم: فهي تصقل حجم الحبيبات وتحسن مقاومة التآكل وتعزز نشاط الهامون في W2. يعتبر W1 أقل تكلفة قليلاً ومتوفر على نطاق أوسع، ولكن بنية حبيباته الخشنة في الصلابة العالية تحد من دقة هندسة الحواف التي يمكن تحقيقها. يتطلب كلا الفولاذين نفس المحلول الملحي أو التبريد بالماء. بالنسبة لصناعة الشفرات الفنية وأدوات القطع عالية الأداء، يُفضّل W2 بشكل عام على W1 لأن فائدة الفاناديوم حقيقية وقابلة للقياس. ويظل W1 مفيداً عندما تكون ميزة الفاناديوم أقل أهمية وتكون التكلفة أو التوافر هي الاعتبار الأساسي.
10. ما هو الفولاذ الأسهل شحذًا في الميدان، W2 أم 1095؟
إن شحذ 1095 أسهل بكثير في الظروف الميدانية من W2. في صلابته العملية النموذجية التي تتراوح بين 57-60 HRC، يستجيب 1095 بسرعة لقضيب السيراميك أو لوح الماس أو حتى حجر نهري مسطح. تعني الصلابة المعتدلة أن إزالة المواد أثناء عملية السن تتطلب جهدًا أقل وتنتج حافة قابلة للخدمة بسرعة. أما W2 عند HRC 62-65 فهي أكثر صلابة بكثير وتتطلب وقتًا أطول في السن باستخدام الأدوات نفسها، أو صفيحة ماسية مصنوعة من الماس المصنّف للفولاذ الأكثر صلابة. كما أن البنية الحبيبية الدقيقة التي تجعل حافة W2 تدوم لفترة أطول تجعلها أبطأ في الاستعادة. بالنسبة لحالات النجاة أو التطبيقات العسكرية أو الاستخدامات الخارجية حيث يكون السن الميداني ضرورة منتظمة، فإن إعادة سن 1095 الأسهل هو ميزة عملية حقيقية تفوق سقف الاحتفاظ بالحافة المنخفضة.
ملخص: W2 ضد 1095 - الحكم الفني النهائي
بعد فحص التركيب الكيميائي، واستجابة المعالجة الحرارية، وخصائص الهامون، وبيانات الاحتفاظ بالحافة، واختبار المتانة، وسلوك التآكل، والتطبيقات، ومتطلبات المعالجة، يمكننا تقديم ملخص واضح.
مصفوفة القرار النهائي
| المعايير | الفائز | الهامش |
|---|---|---|
| الاحتفاظ بالحافة | W2 | مهم |
| ذروة الصلابة التي يمكن تحقيقها | W2 | مهم |
| جودة هامون ونشاطه | W2 | حاسم |
| صلابة التصادم | 1095 | مهم |
| سهولة إعادة الشحذ | 1095 | معتدل |
| اتساق الإنتاج | 1095 | مهم |
| كفاءة التكلفة | 1095 | مهم |
| التوفر | 1095 | حاسم |
| المسامحة في المعالجة الحرارية | 1095 | مهم |
| إمكانية هندسة الحواف الدقيقة | W2 | حاسم |
| الاستخدام الميداني والبقاء على قيد الحياة | 1095 | مهم |
| شفرات فنية وجامعة | W2 | حاسم |
الفولاذ W2 هو المادة المتفوقة تقنيًا لأدوات القطع عالية الأداء، وصناعة الشفرات الفنية، وأي تطبيق يتطلب أفضل هندسة حافة ممكنة بأقصى صلابة ممكنة. إن بنيته المجهرية المكررة بالفاناديوم، وقابليته الضحلة للصلابة، وقدرته على تشكيل الهامون النشط، تجعل منه مادة لا يمكن الاستغناء عنها في مجالها.
1095 الفولاذ 1095 هو المادة المتفوقة عمليًا للأدوات الميدانية، والتصنيع الإنتاجي، والتطبيقات عالية الإجهاد، وأي سياق تكون فيه التكلفة والمتانة والتوافر وسهولة المعالجة أكثر أهمية من أداء القطع المطلق. لقد أثبت الجيش الأمريكي، وKa-Bar، وعدد لا يحصى من مصنعي سكاكين الإنتاج قدرة هذا الفولاذ على مدار أكثر من قرن من الاستخدام.
في شركة MWalloys، نوفر كلا الفولاذين لصانعي الشفرات والمصنعين الصناعيين والمتخصصين في المشتريات في العديد من الصناعات. تتمثل توصيتنا دائمًا في تحديد متطلبات الأداء أولاً، ثم اختيار الفولاذ الذي يلبي تلك المتطلبات بأقل تكلفة إجمالية للملكية - بما في ذلك المواد والمعالجة والصيانة وتكرار الاستبدال. لا يعتبر W2 ولا 1095 صحيحًا عالميًا. كلاهما فولاذ ممتاز عند مطابقته للتطبيقات المناسبة.
المراجع والمزيد من القراءة
- ASM International. "ASM Handbook Volume 1: الخصائص والاختيار - الحديد والفولاذ والسبائك عالية الأداء." ASM International, 2005.
- ASM International. "ASM Handbook Volume 4: المعالجة الحرارية." ASM International, 1991.
- براي، إدجار سي. "المعالجة الحرارية العملية." ASM International, 1984.
- توماس، لارين "مهووسو الصلب بالسكاكين: تحليل الفولاذ W2." KnifeSteelNerds.com، 2019.
- المنهج الفني للجمعية الأمريكية لصانعي الشفرات ومعايير اختبار المهنة.
- ASTM E18: طرق الاختبار القياسية لصلابة روكويل للمواد المعدنية.
- ASTM E23: طرق الاختبار القياسية لاختبار تأثير القضبان المسننة للمواد المعدنية.
- معيار اختبار CATRA ISO 8442-5 لمنهجية قياس احتباس الحواف.
- ورقة بيانات منتج صناعات البوتقة: فولاذ الأدوات W2.
- Verhoeven, J.D. "علم معادن الصلب لغير المتخصصين في علم المعادن." ASM International, 2007.
تم بحث هذا المقال وكتابته بواسطة فريق التحرير الفني في MWalloys. نقوم بتصنيع وتوريد منتجات الفولاذ المتخصص بما في ذلك فولاذ الأدوات W2 و1095 في شكل قضبان وشرائط وصفائح. للاستفسارات المتعلقة بالمشتريات أو مواصفات المواد المخصصة أو أسعار الطلبات بالجملة، اتصل بفريق المبيعات الفني مباشرةً.
