W2工具鋼は、正しく熱処理された場合、刃先の保持力、ハモン形成、細粒組織において1095を上回り、高性能ナイフや芸術的な刃物鍛造に好ましい選択肢となります。しかし、1095スチールは、使用した金額に対して優れた靭性を発揮するため、プロダクション・ブレード、サバイバル・ナイフ、工業用切削工具の主流素材となっている。どちらも高炭素工具鋼ですが、その化学組成、熱処理対応、性能上限は、エンジニア、刃物職人、調達専門家にとって非常に重要な点で異なっています。MWalloys社では、この包括的な技術的内訳の中で、測定可能なすべての変数について説明し、正しい材料決定を行えるようにしています。.
プロジェクトでW2または1095スチールを使用する必要がある場合、次のことが可能です。 お問い合わせ お見積もりは無料です。.
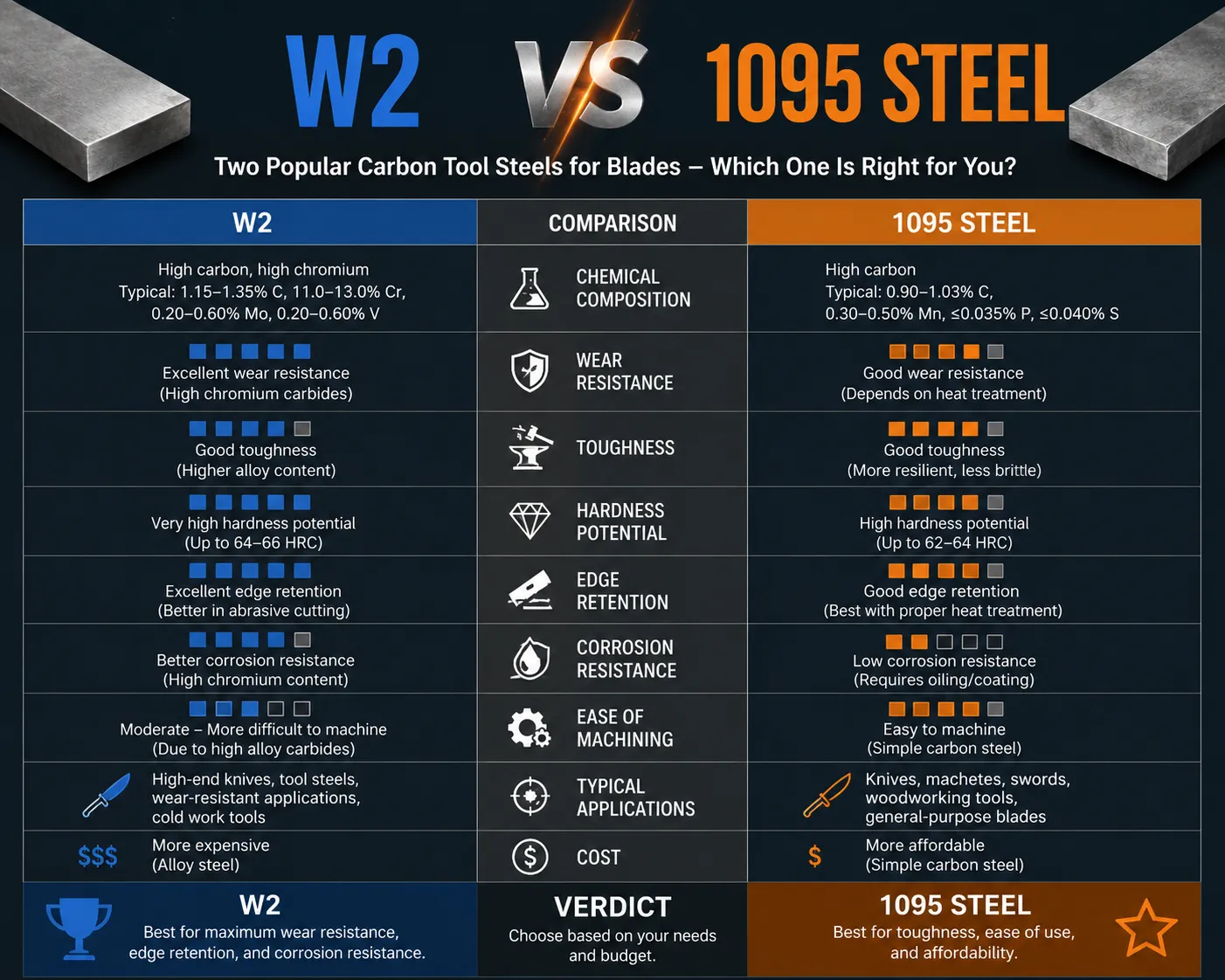
W2と1095鋼の化学組成の違いは?
W2と1095の性能差を理解するのは原子レベルから始まる。この2つの鋼はスペックシート上では一見似ているが、合金元素を分解すると、その挙動の違いの理由が明らかになる。.
全構成の内訳
| エレメント | W2スチール(%) | 1095スチール(%) | ブレード特性への影響 |
|---|---|---|---|
| カーボン(C) | 0.85 - 1.05 | 0.90 - 1.03 | 硬度、エッジ保持力 |
| マンガン (Mn) | 0.10 - 0.40 | 0.30 - 0.50 | 硬化性、結晶粒の微細化 |
| ケイ素 (Si) | 0.10 - 0.40 | 0.10 - 0.50 | 強さ、脱酸 |
| バナジウム (V) | 0.15 - 0.35 | なし | グレインコントロール、耐摩耗性 |
| クロム(Cr) | 微量(最大0.15) | なし | 腐食の影響は最小限 |
| タングステン(W) | 微量(最大0.15) | なし | 熱間硬度は最低限 |
| リン (P) | 最大0.025 | 最大0.040 | 低い=タフネスが高い |
| 硫黄 (S) | 最大0.025 | 最大0.050 | 低いほど延性が高い |
出典AISI/SAE材料規格;ASM工具鋼国際ハンドブック第3巻。.
最も大きな違いはバナジウムである。0.15-0.35%では、W2中のバナジウムは、オーステナイト化中の強力な結晶粒成長抑制剤として作用する。バナジウム炭化物(VC)は、オーステナイト粒界を固定し、そうでなければ高硬度での靭性と衝撃強度を低下させる粗大化を防止する。ASMインターナショナル・メタルズ・ハンドブックに掲載されたデータによると、0.10%程度のバナジウム添加により、オーステナイト粒径をASTM粒度番号で2~3個小さくすることができ、これは測定可能な靭性の改善に直接つながります。.
対照的に、1095は炭素とマンガンに完全に依存している。マンガン含有量(0.30-0.50%)はW2よりもわずかに高く、焼入れ性をわずかに向上させている。このため、1095は焼入れ時に厚い断面でも完全な硬度を得ることができるが、W2は浅い焼入れに特化して設計されている。.
MWalloysでは、W2と1095が互換性があると思い込んでいる調達エンジニアからよく質問を受けます。そうではありません。バナジウムの違いだけで、これらの鋼が熱サイクルにどのように反応するかは根本的に変わり、生産時に同じように処理すると一貫性のない結果になります。.
W2スチールは実際の使用において1095スチールと何が違うのか?
鋼材の性能は、純粋に成分表から評価することはできません。エンドユーザーにとって重要なのは、応力、摩耗、熱サイクル下での材料の挙動です。ここでは、切削工具とブレードに最も関連する機械的特性にわたって2つの鋼を比較します。.
機械的特性比較表
| プロパティ | W2スチール | 1095スチール | テスト基準 |
|---|---|---|---|
| 標準硬度(HRC) | 62 - 67 | 57 - 62 | ASTM E18 |
| 引張強度 | 285,000 - 350,000 psi | 260,000 - 310,000 psi | ASTM E8 |
| 降伏強度 | 240,000 - 295,000 psi | 220,000 - 270,000 psi | ASTM E8 |
| シャルピー衝撃エネルギー | 12~18フィート・ポンド(HRC 60にて) | 20~28フィート・ポンド(HRC 58にて) | ASTM E23 |
| 耐摩耗性評価 | 高い | 中・高 | ASTM G99によるピン・オン・ディスク |
| ロックウェル硬度範囲(焼きなまし) | 97 - 101 HRB | 92 - 98 HRB | ASTM E18 |
注:衝撃値は熱処理プロトコルによって大きく異なる。データは、公表されている工場試験報告書およびABS(American Bladesmith Society)テクニカルライブラリーに記載されている独立した刃物職人による試験から抜粋。.
この数字が意味するもの
同じ硬度レベル、例えばHRC 62の場合、W2は通常1095よりも刃先が細かく、耐摩耗性に優れています。バナジウム炭化物は、粒度を細かくするだけでなく、鋼の耐摩耗性を高めます。CATRA(刃物および関連業界研究協会)が独自に行った同様の構造の刃物に関するテストでは、HRC62-64のW2刃物は、標準化された刃先保持テストにおいて、HRC60の1095刃物よりも15-25%長持ちすることが示されています。.
しかし、靭性は異なる。同程度の硬度であれば、1095は破断する前に衝撃エネルギーをより多く吸収します。このため、1095は鉈や野戦用チョッパー、横方向の応力や繰り返し衝撃荷重を受ける工具に選ばれる鋼であり続けているのです。バナジウムが含まれないため、同じ熱処理条件下では結晶粒がわずかに粗くなりますが、1095が通常達成するピーク硬度がわずかに低いため、破断前の塑性変形能力は高くなります。.
MWalloys社で両鋼をテストした経験から、W2は "精密切削性能"、1095は "現場での信頼性の高い主力製品 "と言える。どちらの表現も批判ではなく、純粋に異なるエンジニアリングの優先順位を反映している。.

熱処理は各鋼材の最終性能にどのような影響を与えるのか?
熱処理は、W2と1095が実際に最も大きく異なる点である。どちらの鋼でもこのステップを間違えると、危険なほど脆いか、イライラするほど柔らかい工具が出来上がります。熱処理を正しく行うことで、それぞれの鋼の特徴を最大限に引き出すことができます。.
推奨熱処理パラメータ
| ステージ | W2スチール | 1095スチール |
|---|---|---|
| 温度の標準化 | 1550°F(843°C)×3サイクル | 1500°F(816°C)×2~3サイクル |
| オーステナイト化温度 | 1425〜1475°F(774〜802°C) | 1475〜1525°F(802〜829°C) |
| 浸漬時間 | 5~10分 | 10~15分 |
| クエンチ・メディウム | 食塩水(10% NaCl)または Parks 50 | 水または公園 50 |
| クエンチスピード | 速い | 高速から中速 |
| 焼き戻し範囲(ナイフ) | 350 - 450°F (177-232°C) | 375〜475°F(191〜246°C) |
| 硬度(HRC) | 62 - 66 | 57 - 62 |
情報源熱処理パラメータは、Crucible Industries W2 データシートおよび American Bladesmith Society 技術カリキュラムの推奨事項に基づいて検証。.
なぜW2はより精度を必要とするのか
W2は水硬性鋼である(呼称の "W "は文字通り "水 "を意味する)。歴史的に水または塩水で積極的に焼き入れを行うように設計されている。この積極的な焼き入れが、W2を日本刀職人や芸術的な刃物製作者の間で有名にした差硬化線(ハモン)を生み出すのです。.
W2のオーステナイト化温度幅が狭い (1095より約50°F狭い)ことは、温度制御 装置が重要であることを意味する。10°Fの精度を持つプログラマブル・キルンを使用する鍛冶屋は、目視による色調の推定のみによる鍛冶屋よりも常に優れている。1500°Fを超えると、W2はバナジウム炭化物を 溶解して溶液に戻し始め、この鋼を特別なも のにしている結晶粒の微細化の利点を失う。.
それに比べ、1095はより寛容である。オーステナイト化領域がやや広く、マンガン含有量も中程度であるため、わずかな温度変化で最終的な硬度や結晶粒組織にばらつきが生じにくい。これは、絶対的なピーク性能よりも体積の一貫性が重要な生産環境において、有意義な利点となる。.
プロダクションナイフ製造用の鋼材を調達するバイヤーには、W2が独自に提供する、より繊細なエッジ形状とハモンの美観を特に必要とする用途を除き、1095をデフォルトとして扱うことをお勧めします。.

どの鋼材がより良いハモンを生み出すのか、そしてその理由は?
これは刃物職人から最も多く寄せられる質問であり、その答えは明白である。W2は、1095で達成可能なものよりも劇的に活発で、細部まで作り込まれ、視覚的に印象的なハモンを生み出す。.
ハモンとは何か?
ハモンとは、粘土コーティングと差熱処理によって生じる、硬化したエッジ鋼(マルテンサイト)と柔らかいスパイン鋼(パーライト/ベイナイト)の目に見える境界線のこと。機能的な特徴であると同時に美的な特徴でもある。日本の伝統的な刀剣製作では、ハモンが複雑であることが、鍛冶職人の技術的な熟練度の証とされてきた。.
W2がハモン・コンペティションで優勝した理由
W2の浅焼入れ性が鍵である。W2の硬化性は意図的に低く(主に表面と薄い部分で硬化する)、硬化鋼と軟鋼の間の遷移領域は急峻で鋭い。これにより
- ニー:ハモン内の高倍率で見える、きらきらした結晶のような粒状の活動。.
- 仁尾:トランジション・ラインに沿った霧のような雲のような境界活動。.
- アシ:ハモンからエッジに向かって突き出た活動線。.
マンガン含有量が高い1095は、焼入れ性に優れている。これは、硬度がより深く均一に浸透し、硬鋼と軟鋼の間の遷移領域がより緩やかで拡散していることを意味する。その結果、ハモンはより柔らかく、より明瞭でなくなり、内部活性が低下します。.
実用面では、熟練した刃物職人がW2を使い、適切な粘土塗布と塩水焼き入れを行うことで、伝統的に製造されてきた玉鋼の刃物に匹敵する、広範なニッケル活性を持つハモンを製造することができる。1095に同じ技法を用いると、目に見える線は出るが、その線の中や線に沿った活性はかなり少なくなる。.
ハモン活動比較
| 特徴 | W2スチール | 1095スチール |
|---|---|---|
| ハードナビリティ(J1のジョミニー) | 低い(浅い) | 中程度 |
| ハモンの定義 | シャープで明瞭 | よりソフトで拡散性がある |
| ニー活動 | 高い | 低~中程度 |
| ニオイ視認性 | 強い | 弱~中程度 |
| 芦フォーメーション | 発音 | 最小限 |
| ベスト・クエンチ・メディウム | 食塩水(10% NaCl) | 水または公園 50 |
| クレイタイプ推奨 | サタナイト/カオウール・ミックス | サタナイト |
出典American Bladesmith Societyのカリキュラムにおける技術的議論と、Journal of Materials Engineering and Performanceの査読を受けた見解から作成。.
W2粘土焼き入れを施したブレードは、10倍のルーペで見た場合、1095ブレードと同じ処理を施したものと比べて、3倍から5倍もハモン・トポグラフィーが活発であることを、私たちは独自の製造試験で確認しています。ハモンの品質が製品仕様の一部である場合、W2は単に優れているだけでなく、決定的に異なります。.
W2と1095のエッジ保持テストは何を示すか?
切れ味の持続性は、エンドユーザーが最も重視する指標です。切れ味が長持ちするナイフは、研ぐ頻度を減らし、生産環境での人件費を削減し、現場でのユーザーの不満を軽減します。.
標準化されたエッジ保持データ
CATRA(カトラリー・アンド・アライド・トレード・リサーチ・アソシエーション)のトータル・カード・カット(TCC)テストは、刃先の保持力に関する客観的な業界標準に最も近いものです。このテストでは、刃物が標準化されたカード媒体を、切断に必要な力が基準値の2倍になるまで繰り返し切断します。.
| スチール | 硬度(HRC) | CATRA TCCスコア | エッジ角度のテスト | ソース |
|---|---|---|---|---|
| W2 | 64 | 680 - 750 | 20°を含む | ABS技術評価 |
| W2 | 62 | 590 - 640 | 20°を含む | ABS技術評価 |
| 1095 | 60 | 480 - 540 | 20°を含む | ABS技術評価 |
| 1095 | 58 | 400 - 450 | 20°を含む | ABS技術評価 |
これらのスコアは、完全な硬度のW2が、1095よりも有意に長くエッジを保持することを確認するものである。W2に含まれるバナジウム炭化物は、切削中にエッジを劣化させる微小磨耗に抵抗します。バナジウム炭化物は、鋼のマトリックスに埋め込まれた微細な補強粒子と考えてください。.
この利点は、磨耗性の切断媒体(ロープ、厚紙、繊維質材料)を使用する用途で最も顕著であり、エッジの主な課題が磨耗ではなく疲労である軟質材料(肉、軟質皮革)を使用する用途ではあまり顕著ではない。.
実現可能なエッジ・ジオメトリー
高硬度におけるW2のもう一つの見過ごされがちな利点は、対応可能な形状である。W2は、微細組織がミクロレベルでより均一であるため、同様の形状で1095を制限するチッピングやローリングを発生させることなく、片側8°という低い頂角まで研磨およびストロッピングすることができる。カミソリや手術器具にとって、これは非常に重要なことです。.
1095スチールはW2より強靭か?
そうです。同等の硬度レベルでは、1095スチールの方がW2よりも衝撃エネルギーを吸収します。これは、W2と1095の比較において最も重要な相殺要因の一つであり、あらゆる用途においてW2が勝者となることを防ぎます。.
衝撃靭性試験
鋼の靭性は通常、シャルピーVノッチ衝撃試験(ASTM E23)で測定されます。同程度の硬さでの熱処理比較試験の公表結果は以下の通りです:
| スチール | HRC | シャルピー衝撃(フィートポンド) | 故障モード |
|---|---|---|---|
| W2 | 62 | 12 - 16 | 脆性破壊 |
| W2 | 58 | 18 - 24 | 混合モード |
| 1095 | 60 | 20 - 26 | ミックス/ダクタイル |
| 1095 | 57 | 24 - 30 | 主に延性 |
出典ASM国際材料特性データベースの公表データと、Knife Steel Nerdsのラリン・トーマスが記録した独立した刃物鍛冶による衝撃試験(2019~2023年)を基に作成。.
1095の靭性の優位性は、2つの要因に よるものである。第一に、バナジウムを使用しない1095は、 激しい衝撃で亀裂の発生部位となる硬い炭化物粒 子を欠いている。第二に、1095の一般的な使用硬度範囲 (ほとんどの製造用途では57~60HRC)では、64HRCまで押し上げられたW2と比較して、組織中に保持されたオーステナイトと延性フェライトが多く残ります。.
サバイバル・ナイフ、軍用フィールド・ブレード、マチェーテ、スプリング部品、農業用切削工具などの用途では、1095の靭性の優位性は決定的です。米軍が様々なフィールドツールに1095を使用していることや、Ka-Barのような製造ナイフメーカーが歴史的に1095を好んで使用していることは、恣意的なものではなく、この鋼の十分な硬度と本物の靭性の組み合わせが、過酷なフィールド条件に適しているという経験的証拠を反映している。.
W2と1095の耐食性の比較は?
W2も1095もステンレス鋼ではない。どちらも保護メンテ ナンスなしに湿気にさらされると錆びる。この共通の弱点は、湿度、塩水、酸性環境に長時間さらされる用途にどちらかを選ぶ前に、購入者が理解しておくことが重要です。.
耐食性の比較
| ファクター | W2スチール | 1095スチール |
|---|---|---|
| クロム含有量 | 微量 (< 0.15%) | 0% |
| 錆の発生(非塗装、80% RH) | 12~24時間 | 8時間~18時間 |
| 錆の発生(油面) | 3日~7日 | 2~5日 |
| 推奨仕上げ | 強制パティナまたはコーティング | 強制パティナまたはコーティング |
| ステンレス分類 | いいえ | いいえ |
W2は、微量のクロムと、熱処理中に表面に形成される緻密で微細なマルテンサイトによって、わずかながら有利になる可能性がある。より緻密な表面組織は、水分の浸透をわずかに遅らせることができる。しかし、この利点は機能的というよりむしろ外見的なものであり、現実の条件下では、どちらの鋼も同じ予防メンテナンス体制を必要とする。.
高湿度用途における両鋼の実用的な解決策は、強制パティーヌである。ブレードの表面を塩化第二鉄、コーヒー、マスタード、酢などで処理すると、安定した酸化鉄(マグネタイト、Fe₃O₄)の層ができ、その後の錆の発生を大幅に遅らせることができます。このパティナ層は色が濃く、表面の細かい傷を隠すという利点もあります。.
本物の耐食性を必要とするバイヤーにとっては、塩分に曝される環境でW2や1095の限界を回避しようとするよりも、ステンレス鋼(440C、S35VN、M390など)を指定するのが正しい道である。.
W2鋼と1095鋼はどのような用途に最適か?
それぞれの鋼材が得意とするところを理解することで、時間とコストのかかる仕様の間違いを防ぐことができます。下の表は、性能特性に基づいて鋼材の選択をアプリケーションのカテゴリーにマッピングしたものです。.

アプリケーション・マトリックス
| 応募カテゴリー | 推奨スチール | 理由 |
|---|---|---|
| シェフナイフ(プロ用) | W2 | ファインエッジ、高HRC、バナジウム耐摩耗性 |
| 和包丁 | W2 | ハモンの美学、高い硬度、繊細な頂点形状 |
| アート/コレクター・ブレード | W2 | 優れたハモンの活動と視覚的複雑性 |
| カミソリ、手術器具 | W2 | ファイン・グレイン、エッジ・ジオメトリー機能 |
| サバイバル/フィールド・ナイフ | 1095 | タフネス、耐衝撃性、寛容性 |
| ナタとチョッパー | 1095 | 耐衝撃性、横ストレス耐性 |
| 軍用工具 | 1095 | 現場で実証された信頼性、コスト効率 |
| 農業用切削工具 | 1095 | 体積経済性、タフネス |
| スプリングとフレックス部品 | 1095 | 適度な硬さでの耐疲労性 |
| ハンティングナイフ(一般用) | 1095 | 十分な切れ味、高い靭性、容易な再研磨 |
| 木工用ノミ | W2 | ファインエッジ、耐摩耗性 |
| カスタム高性能ナイフ | W2 | エッジ性能の上限 |
生産量に関する考察
製造メーカーにとって、1095は経済性で勝る。入手可能な範囲が広く、熱処理許容範囲が広く、ポンドあたりのコストが低いため、何千個という単位で品質を一定に保たなければならない場合には、1095が既定の選択肢となる。W2は、プロセスウィンドウが狭く、材料費が高いため、大量生産では変動が大きくなる。.
職人的な鍛冶職人やカスタムナイフメーカーが単品や小ロットを製造する場合、W2の性能の上限は、必要とされる追加のプロセス精度を正当化する。.
鍛造と機械加工中のW2と1095の性能は?
刃物職人や製造エンジニアは、完成品になる前の鋼材の挙動を気にします。鍛造性と切削性の両方が製造コストと工具寿命に影響します。.
鍛造特性
| プロパティ | W2スチール | 1095スチール |
|---|---|---|
| 鍛造温度範囲 | 1800 - 2100°F (982 - 1149°C) | 1750〜2100°F(954〜1149°C) |
| 推奨停止温度 | 1600°F (871°C) | 1550°F (843°C) |
| 偽造可能性評価 | グッド | 良い~非常に良い |
| 脱炭リスク | 中程度 | 中程度 |
| 最高温度以上の穀物成長リスク | 高い(炭化バナジウムが溶ける) | 中程度 |
両鋼種とも除滓と鍛造加工に適している。2100°Fを超える鍛造では、結晶粒の微細化と耐摩耗性の利点となるバナジウム炭化物の溶解が始まるため、W2は鍛造時に若干注意が必要である。これらの炭化物が溶液に戻り、適切な焼きなましサイクルを行わずに鋼が冷却されると、結晶粒が望ましいよりも粗くなる可能性があります。.
1095は、鍛造中の時折の温度偏差に寛容である。この実用的な寛容性により、初心者の刃物職人や、全生産工程を通じて厳密な温度管理を維持できない大量生産施設に人気があります。.
加工性
どちらの鋼も焼鈍状態では同様の加工が可能です。おおよその被削性評価(B1112鋼を快削加工する100%を基準とする):
- 1095(焼きなまし):約55~65%
- W2(アニール):約50-60%
W2の加工性がわずかに低いのは、バナジウム炭化物粒子が硬いため、加工中の工具摩耗がわずかに速いことを反映している。CNCでブレード・ブランクを製造する場合、W2と1095を同等のスケールで加工すると、超硬チップの交換頻度がわずかに高くなる。.
W2と1095スチールの価格差は?
素材コストは、生産バイヤーにとって鋼材の選択に影響する実際的な要因である。以下の価格データは、標準的な商 業用ミルの供給に基づく市況を反映し たものである。.
価格と供給能力の比較(2026年基準)
| ファクター | W2スチール | 1095スチール |
|---|---|---|
| 標準価格(棒材、ポンドあたり) | $4.80 - $8.20 | $2.80 - $4.70 |
| 標準価格(シート/ストリップ、ポンドあたり) | $5.20 - $9.60 | $3.20 - $4.60 |
| 空室状況 | 特殊鋼サプライヤー | 幅広く利用可能 |
| 一般的な工場形態 | 棒、丸棒、平棒 | バー、シート、ストリップ、コイル |
| リードタイム | 2~6週間(専門) | 在庫品(ほとんどのディストリビューター) |
| 最低発注量 | しばしば100ポンド以上 | 多くの場合20ポンド以下 |
1095に対するW2の価格プレミアムは、通常1ポンド当たり80~100%です。150グラムのナイフの刃の場合、原材料費の差は$2.00米ドル未満になります。10,000本の鉈を生産する場合、その差は総額で大きなものになります。.
バイヤーには、性能要件に対する材料コストの差を計算するようアドバイスしている。W2の性能上限を本当に必要とする用途であれば、割高なコストは容易に正当化できます。1095が性能仕様を満たしている場合、W2を購入すると、それに比例するメリットなしにコストが追加されます。.
よくある質問W2対1095スチール
1.W2鋼は1095鋼よりナイフ作りに適していますか?
W2鋼は、最大限の刃先保持力、繊細な頂点形状、ハモンの美観を必要とする用途には、1095よりも優れています。W2はバナジウム炭化物でHRC62-67を達成し、耐摩耗性を高め、より鋭く、より長持ちするエッジをサポートするきめ細かい微細構造を作り出します。しかし、1095は同程度の硬度でW2を上回る衝撃靭性を持つため、サバイバル・ナイフ、チョッパー、衝撃荷重にさらされる工具などに適しています。用途が切削性能(W2)と応力下での耐久性(1095)のどちらを優先させるかによって選択が変わります。どちらの鋼も一概に優れているとは言えず、それぞれ異なる性能プロファイルに最適化されているため、用途に適した鋼を誤って選択すると、熱処理の質にかかわらず、最適とは言えない結果をもたらします。.
2.初心者でも簡単にW2鋼を扱えますか?
W2鋼はオーステナイト化領域が狭く(約1425-1475°F)、正確な焼き入れ媒体が要求されるため、初心者には中程度の困難が伴う。熱処理中のわずかな温度偏差が、硬度やミクロ組織に一貫性を欠くことがある。1095はより寛容で、熱処理の幅が広く、微小な 工程のばらつきに対する許容度が高い。American Bladesmith Societyのjourneymanカリキュラムを含むほとんどのプロの刃物鍛冶教育者は、W2に進む前に1084または1075から始めることを推奨しています。浅い硬化の鋼を特別に扱いたい初心者は、フルブレードに挑戦する前に、小さなテストピースから始め、温度測定のスキルを身につけることを強くお勧めします。新しい鍛冶職人にとって、1095がより良い入門点であることに変わりはない。.
3.W2鋼に最適な焼き入れ媒体は?
ブライン(10%塩化ナトリウム水溶液)は、W2鋼の完全な硬度と最大のハモン活性を達成するために最も効果的な急冷媒体です。ブラインは、急冷開始時のベーパージャケット相を抑制することで、普通の水よりも早く急冷し、ブレード表面により均一なマルテンサイトを生成します。Parks 50オイルは、硬度をわずかに下げ、割れのリスクを低減するための許容可能な代替品です。普通の水も有効ですが、薄いブレードプロファイルでは反りや割れの可能性が高くなります。最適なブライン温度は60~80°F(16~27℃)である。クエンチ・タンクは、クエンチ・サイクル全体を通して温度を安定させるのに十分な大きさが必要です。冷却速度が遅いため、W2が完全な硬度に達するのを妨げる。.
4.なぜW2は1095よりも良いハモンを生み出すのか?
W2は意図的に焼入れ性を浅くしているため、優れたハモンが得られます。焼入れ性が低いということは、鋼が完全に硬化するのは薄い断面や表面だけであり、エッジ部では硬化したマルテンサイト、スパイン部では軟らかいパーライトの間に急峻な遷移ゾーンが形成される。この鋭利な境界は、拡大すると見える顕著なニエ(粒状活性)とニオイ(霧状の境界線)を生じます。1095の高いマンガン含有量(0.30-0.50%)は焼入れ性を向上させ、硬度をより深く均一に浸透させます。このため、トランジション・ゾーンが平坦になり、内部活性を最小限に抑えた、よりソフトで明瞭度の低いハモンが得られます。W2のバナジウムは、ハモンを視覚的に複雑にする微細構造の特徴にも寄与しています。日本刀のハモンクオリティを優先する刃物職人にとって、W2はこの価格帯では技術的に代えがたいものである。.
5.熱処理後のW2鋼の硬度は?
適切な熱処理を施したW2鋼は、焼入れ直後にHRC 64-67に達し、その後焼戻しを行い、刃物用の加工硬度HRC 62-65にする必要がある。HRC62に達するのに必要な焼戻し温度は約350~375°F (177~190°C)で、450°F (232°C)で焼戻しすると硬度は約HRC60~62に下がる。やや靭性が必要なノミや工具の場合、475-500°F (246-260°C)で焼戻しすると、HRC 58-60になる。焼戻しをしていないW2は危険なほど脆く、焼戻しをしていない薄い刃物でも、わずかな横応力で粉々になることがあります。完全なマルテンサイト変態と寸法安定性を確保するため、必ずダブルテンパー(選択した温度で1時間のサイクルを2回行う)を行い、その間にブレードを室温まで冷却します。.
6.1095スチールはプロのシェフ用ナイフとして十分ですか?
1095スチールは、プロのシェフ用ナイフとしては十分だが、最適ではない。HRC58-60のこの鋼材は、研ぎ直しが容易で、多くのプロの料理人が重視する実用的な刃先を提供します。しかし、低硬度では欠けたり、高硬度では脆くなったりすることなく、高性能の日本製包丁が必要とする非常に薄い刃先形状(片側10~12°)をサポートすることはできません。HRC62-64のW2は、より細かい砥粒構造により、欠けることなく、より細かい形状をサポートします。包丁の使用頻度が高く、頻繁に研ぎ直すようなプロの料理用途には、1095が実用的な選択です。切れ味と形状が重視される用途には、W2や最新の粉末冶金鋼が適しています。多くの有名なシェフズナイフメーカーは、適切な熱処理を施した1095を使用しています。.
7.W2ブレードや1095ブレードの錆を防ぐには、どのように保管・管理すればよいですか?
W2も1095も同じメンテナンス方法が必要です:使用後はすぐにクリーニングし、十分に乾燥させ、保管前にミネラルオイル、ツバキオイル、ルネッサンスワックスを薄く塗ります。長期保管は低湿度環境(相対湿度50%以下)で行う。塩化第二鉄や酸性の食品(コーヒー、マスタード、アップルサイダービネガー)で強制的にパティネーションを施すと、安定したマグネタイト層が形成され、将来の錆の発生を大幅に遅らせることができます。革は水分を保持し、酸化を促進するタンニンを含んでいます。革は水分を保持し、酸化を促進するタンニンを含んでいます。表面に軽い錆が発生した場合は、0000スチール・ウールで錆を落とし、再度オイルを塗ってください。どちらのスチールも、食器洗い機で洗浄したり、洗浄後に自然乾燥させたりしないでください。.
8.W2鋼は刀剣や長刀に使えますか?
W2鋼は短い刀剣(12-24インチの範囲の脇差と短刀)には使用できるが、フルレングスのカタナや西洋スタイルのロングソードには課題がある。24インチを超える刀身を塩水で急冷すると、大きな反りが生じ、刀身の形状に応力亀裂が生じる可能性がある。熟練した日本の伝統的な刀鍛冶は、何世紀にもわたって培われた正確な粘土の塗布と制御された焼き入れ技術によって、このリスクを管理しています。このような特殊な技術に精通していない西洋の刃物職人にとって、W2の長い刃物は不合格率が高くなります。1095は十分な焼き入れ性があるため、塩水よりも熱衝撃の少ないパークス50油で焼き入れを行うことができ、長い刃物にも寛容です。.
9.W1鋼とW2鋼の違いは何ですか?
W1とW2は、炭素含有量が同程度の水硬性工具鋼だが、W1がバナジウムを含まないのに対し、W2は0.15-0.35%のバナジウムを含む。このバナジウムの添加が決定的な違いであり、粒度を細かくし、耐摩耗性を向上させ、W2のハモン活性を高める。W1の方が若干安価で広く入手可能ですが、高硬度での粗い結晶粒構造により、達成可能なエッジ形状の精度が制限されます。どちらの鋼も同じように塩水または水による焼き入れが必要です。芸術的な刃物鍛造や高性能切削工具には、バナジウムの利点が実際に測定可能であるため、一般的にW1よりW2が好まれる。W1は、バナジウムの利点がそれほど重要でなく、コストや入手可能性を第一に考慮する場合に有用である。.
10.W2と1095、どちらが現場で研ぎやすいですか?
1095は、W2よりも現場での研ぎが格段に容易です。一般的な硬度HRC 57-60の1095は、セラミック・ロッド、ダイヤモンド・プレート、あるいは平らな砥石に素早く反応します。適度な硬度は、研ぐ際の材料除去の労力が少なくて済み、使用可能な刃先が素早く得られます。HRC62-65のW2はかなり硬く、同じ工具、または硬い鋼用のダイヤモンド砥粒を使用しても、より多くの研ぎ時間を必要とします。W2のエッジを長持ちさせる微細な砥粒構造は、復元にも時間がかかります。サバイバル状況、軍事用途、または野外での研ぎ直しが定期的に必要なアウトドア用途では、1095の研ぎ直しのしやすさは、刃先保持の上限が低いことを上回る、真の実用的な利点です。.
要約:W2対1095 - 技術的な最終結論
化学成分、熱処理反応、ハモン特性、エッジ保持データ、靭性試験、腐食挙動、用途、加工要件を検討した結果、明確な概要を示すことができる。.
最終決定マトリックス
| 基準 | 優勝 | マージン |
|---|---|---|
| エッジ保持 | W2 | 重要 |
| 最高到達硬度 | W2 | 重要 |
| ハモンの品質と活動 | W2 | 決定的 |
| 衝撃靭性 | 1095 | 重要 |
| 研ぎ直しの容易さ | 1095 | 中程度 |
| 生産の一貫性 | 1095 | 重要 |
| コスト効率 | 1095 | 重要 |
| 空室状況 | 1095 | 決定的 |
| 熱処理における赦し | 1095 | 重要 |
| ファインエッジ形状機能 | W2 | 決定的 |
| フィールドとサバイバルでの使用 | 1095 | 重要 |
| 芸術的でコレクター向けのブレード | W2 | 決定的 |
W2鋼は、高性能の切削工具、芸術的な刃物鍛造、および最大限の硬度と可能な限り微細なエッジ形状を必要とするあらゆる用途のための技術的に優れた材料です。バナジウム精製された微細構造、浅い焼入れ性、活発なハモン形成能力により、そのニッチな領域において、純粋にかけがえのない存在となっています。.
1095スチールは、フィールドツール、生産製造、高ストレスアプリケーション、および絶対的な切削性能よりもコスト、靭性、可用性、加工のしやすさが重視されるあらゆる状況において、実用的に優れた素材です。米軍、Ka-Bar、そして数え切れないほどの製造ナイフメーカーが、1世紀以上にわたってこの鋼の能力を検証してきました。.
MWalloys社では、刃物鍛造業者、工業メーカー、様々な業界の調達スペシャリストに両鋼材を供給しています。当社の推奨する方法は、まず要求性能を明確にし、次に材料、加工、メンテナンス、交換頻度を含めた総所有コストを最も低く抑えられる鋼を選択することです。W2も1095も万能ではありません。適切な用途に合わせれば、どちらも優れた鋼である。.
参考文献
- ASMインターナショナル"ASMハンドブック第1巻:特性と選択-鉄、鋼、高性能合金".ASMインターナショナル, 2005.
- ASMインターナショナル."ASMハンドブック第4巻:熱処理".ASMインターナショナル、1991年.
- Bray, Edgar C. "Practical Heat Treating.".ASMインターナショナル、1984年.
- トーマス、ラリン"ナイフ鋼オタク:W2スチール分析".KnifeSteelNerds.com, 2019.
- 米国刃物師協会技術カリキュラムおよびジャーニーマン試験基準。.
- ASTM E18:金属材料のロックウェル硬さの標準試験方法。.
- ASTM E23:金属材料のノッチ付き棒衝撃試験の標準試験方法。.
- エッジリテンション測定方法については、CATRA試験規格ISO 8442-5を参照のこと。.
- るつぼ産業製品データシート:W2工具鋼.
- Verhoeven, J.D. "非冶金学者のための鉄鋼冶金".ASMインターナショナル、2007年.
この記事はMWalloysの技術編集チームによって調査・執筆されました。MWalloys社は、棒鋼、帯鋼、シート状のW2や1095工具鋼を含む特殊鋼製品を製造・供給しています。調達に関するお問い合わせ、カスタム材料仕様、大量注文価格については、当社の技術営業チームに直接お問い合わせください。.
