Inconel 690 round bar is a high-chromium nickel alloy product supplied under UNS N06690, manufactured to meet ASTM B166 specifications, and recognized as the industry standard material for nuclear steam generator tubing support structures, chemical processing components, and high-temperature applications requiring superior resistance to stress corrosion cracking and oxidizing acid environments. With approximately 58–60% nickel and 27–31% chromium — the highest chromium content of any major commercial nickel alloy — Inconel 690 round bar delivers corrosion performance that clearly outperforms Inconel 600, Incoloy 800, and standard austenitic stainless steels in nitric acid, caustic, and sulfidation environments.
If your project requires the use of Inconel 690 Round Bar, you can contact us for a free quote.
At MWalloys, we stock and supply Inconel 690 round bar in diameters ranging from 6mm to 300mm in both hot-rolled and cold-drawn conditions, with full ASTM B166 compliance, traceable mill test reports, and optional third-party inspection. This article is written for engineers specifying material for nuclear, chemical, and petrochemical projects, as well as procurement professionals who need precise technical data, size availability, and supplier qualification information before raising a purchase order.

What is Inconel 690 and Why is the Round Bar Form So Widely Specified?
Inconel 690 is a nickel-chromium alloy developed specifically to address stress corrosion cracking (SCC) problems that were observed in Inconel 600 during extended nuclear power plant service. The original development work was carried out in the 1970s and 1980s as nuclear operators worldwide identified intergranular stress corrosion cracking (IGSCC) as a leading cause of steam generator tube failures in pressurized water reactors (PWRs).
The fundamental solution was straightforward in concept but required precise metallurgical control in practice: increase the chromium content significantly. While Inconel 600 contains 14–17% chromium, Inconel 690 contains 27–31% chromium — nearly double. This change substantially suppresses IGSCC in both primary water environments (PWR primary coolant) and secondary side environments containing sulfur compounds, chlorides, and caustic agents.
The round bar and rod form of Inconel 690 is specified for:
- Machined components such as fasteners, bolts, studs, and nuts in nuclear reactor systems.
- Flanges, valve bodies, and fittings in chemical processing plants handling nitric acid.
- Shafts and mechanical components in high-temperature corrosive service.
- Electrode stock for specialized welding applications.
- Feed stock for forged components in aerospace and defense systems.
We regularly field inquiries from plant engineers who initially specified Inconel 600 bar and then switched to Inconel 690 after experiencing SCC failures. The transition is well-supported by performance data from nuclear operators in France, the United States, South Korea, and Japan, where Inconel 690 has effectively become the default material for PWR steam generator internal components.

What Does ASTM B166 Cover for Inconel 690 Round Bar?
ASTM B166 is the primary governing specification for nickel-chromium-iron alloy round bar, rod, and wire in wrought form. It covers multiple alloy grades, and Inconel 690 (UNS N06690) is one of the key alloys included in its scope.
ASTM B166 Scope and Key Requirements
ASTM B166 establishes requirements for:
- Chemical composition limits.
- Mechanical property minimums (tensile strength, yield strength, elongation).
- Hardness limits (where applicable)
- Dimensional tolerances for diameter, straightness, and length.
- Heat treatment condition (annealed is the standard delivery condition).
- Surface finish requirements.
- Marking, packaging, and certification documentation.
The standard applies to bar and rod in diameters from 1.6mm (1/16 inch) up to and including large-diameter forgeable billet, though most commercial stock falls in the range of 6mm to 250mm.
ASTM B166 Dimensional Tolerances for Round Bar
| Diameter Range | Diameter Tolerance (±) | Straightness (max per 300mm) |
|---|---|---|
| 6mm to 12mm | ±0.08mm | 1.5mm |
| 12mm to 25mm | ±0.10mm | 1.5mm |
| 25mm to 50mm | ±0.20mm | 2.0mm |
| 50mm to 75mm | ±0.30mm | 2.0mm |
| 75mm to 100mm | ±0.40mm | 3.0mm |
| 100mm to 150mm | ±0.50mm | 4.0mm |
| 150mm to 250mm | ±0.80mm | 5.0mm |
Cold-drawn bar typically achieves tighter tolerances than the ASTM B166 minimums, which is why we often recommend cold-drawn material when close machining tolerances are required downstream.
Related Standards and Equivalent Specifications
| Standard Body | Specification | Notes |
|---|---|---|
| ASTM | B166 | Primary wrought bar and rod standard |
| ASTM | B168 | Sheet, strip, and plate equivalent |
| ASTM | B167 | Seamless tube equivalent |
| AMS | 5662 | Bar and rod, aerospace applications |
| ASME | SB-166 | Boiler and pressure vessel code equivalent |
| EN / DIN | 2.4642 | European material number |
| ISO | NiCr29Fe | ISO compositional designation |
| NACE | MR0175 / ISO 15156 | Sour service qualification |
The ASME SB-166 designation is identical in technical content to ASTM B166 but is specifically referenced within ASME Boiler and Pressure Vessel Code (BPVC) calculations and material documentation for pressure-containing components. When our clients are building ASME-code vessels or nuclear components, we supply material dual-certified to both ASTM B166 and ASME SB-166.
What is the Chemical Composition of Inconel 690 Round Bar?
Understanding the elemental makeup of Inconel 690 explains both its exceptional performance and the precise manufacturing controls required to produce it consistently.
Inconel 690 Chemical Composition Per ASTM B166 / UNS N06690
| Element | Minimum (%) | Maximum (%) | Typical (%) |
|---|---|---|---|
| Nickel (Ni) | 58.0 | Balance | ~60 |
| Chromium (Cr) | 27.0 | 31.0 | 29.0 |
| Iron (Fe) | 7.0 | 11.0 | 9.0 |
| Carbon (C) | — | 0.05 | 0.025 |
| Manganese (Mn) | — | 0.50 | 0.25 |
| Silicon (Si) | — | 0.50 | 0.20 |
| Sulfur (S) | — | 0.015 | 0.001 |
| Copper (Cu) | — | 0.50 | 0.10 |
| Titanium (Ti) | — | 0.50 | 0.30 |
Role of Each Key Alloying Element
Nickel (58–60%): Provides the austenitic matrix, excellent resistance to reducing environments, and the baseline toughness and ductility that makes the alloy so workable. The high nickel content is also responsible for the alloy's resistance to caustic stress corrosion cracking, a failure mode that has caused significant problems in lower-nickel stainless steels used in chemical plant service.
Chromium (27–31%): This is the defining feature of Inconel 690 relative to comparable nickel alloys. The elevated chromium creates a highly stable and self-healing passive oxide film (primarily Cr₂O₃) that provides outstanding resistance to nitric acid, oxidizing acids, and high-temperature oxidation. The chromium level also directly suppresses IGSCC by reducing the driving force for chromium depletion at grain boundaries — the root cause of sensitization.
Iron (7–11%): Iron acts as a cost-balancing element and contributes to solid-solution strengthening. The iron range in Inconel 690 is carefully controlled to avoid destabilizing the austenite matrix or promoting excessive delta ferrite, which could affect toughness and corrosion performance.
Carbon (max 0.05%): The low carbon limit is critically important for nuclear applications. Carbon can precipitate as chromium carbides at grain boundaries during welding or slow cooling, depleting the chromium-rich zones near grain boundaries and creating paths for intergranular corrosion. The strict 0.05% maximum (and in nuclear-grade material, often 0.02% or lower) minimizes this risk substantially.
Titanium (max 0.50%): Titanium acts as a carbide stabilizer, preferentially combining with carbon to form TiC rather than allowing chromium to be consumed in carbide formation. This provides an additional mechanism protecting the chromium-depleted zone concern at grain boundaries.
What Are the Mechanical Properties of Inconel 690 Round Bar?
Mechanical property data for Inconel 690 round bar is specified in ASTM B166 and must be met by all compliant material supplied to this standard. Properties vary between the annealed condition (standard delivery) and cold-worked conditions.
Minimum Mechanical Properties Per ASTM B166 (Annealed Condition)
| Property | Metric Value | Imperial Value |
|---|---|---|
| Ultimate Tensile Strength (UTS) | ≥ 586 MPa | ≥ 85 ksi |
| 0.2% Yield Strength | ≥ 241 MPa | ≥ 35 ksi |
| Elongation (2 inch gauge) | ≥ 30% | ≥ 30% |
| Hardness (Brinell) | ≤ 219 HB | ≤ 219 HB |
Typical (Not Minimum) Mechanical Properties — Annealed Bar
| Property | Metric | Imperial |
|---|---|---|
| Ultimate Tensile Strength | 690–760 MPa | 100–110 ksi |
| 0.2% Yield Strength | 275–345 MPa | 40–50 ksi |
| Elongation | 35–45% | 35–45% |
| Reduction of Area | 50–60% | 50–60% |
| Hardness (HRB) | 85–95 HRB | — |
Elevated Temperature Mechanical Properties
| Temperature (°C) | UTS (MPa) | YS (MPa) | Elongation (%) |
|---|---|---|---|
| 25 | 725 | 310 | 40 |
| 200 | 680 | 270 | 38 |
| 300 | 650 | 250 | 37 |
| 400 | 620 | 240 | 37 |
| 500 | 590 | 230 | 36 |
| 600 | 560 | 225 | 36 |
| 700 | 495 | 215 | 38 |
| 800 | 370 | 195 | 42 |
| 900 | 185 | 140 | 48 |
The retention of useful tensile strength up to 700°C makes Inconel 690 suitable for elevated-temperature structural applications, though it is not a precipitation-hardenable alloy and therefore cannot achieve the very high strengths of Inconel 718 or Waspaloy.
Physical Properties of Inconel 690
| Physical Property | Value |
|---|---|
| Density | 8.19 g/cm³ (0.296 lb/in³) |
| Melting Range | 1345–1375°C (2453–2507°F) |
| Specific Heat (at 21°C) | 444 J/kg·°C (0.106 BTU/lb·°F) |
| Thermal Conductivity (at 100°C) | 13.3 W/m·K |
| Coefficient of Thermal Expansion (21–100°C) | 13.3 μm/m·°C |
| Electrical Resistivity | 1.14 μΩ·m |
| Magnetic Permeability | < 1.01 (non-magnetic) |
| Young's Modulus | 211 GPa (30,600 ksi) |
The slightly higher density compared to austenitic stainless steels reflects the high nickel content. The non-magnetic characteristic is important for nuclear reactor applications where magnetic components can interfere with control rod movement and instrumentation systems.
What Sizes and Dimensions Are Available for Inconel 690 Round Bar?
One of the most common questions from procurement teams is what stock dimensions are available and what lead times apply for non-standard sizes. Below is a comprehensive breakdown of standard and special availability.
Standard Stock Sizes at MWalloys
| Diameter (mm) | Diameter (inch) | Condition | Length (standard) |
|---|---|---|---|
| 6.35 | 1/4" | Annealed/Cold Drawn | 3m / 6m |
| 9.53 | 3/8" | Annealed/Cold Drawn | 3m / 6m |
| 12.70 | 1/2" | Annealed/Cold Drawn | 3m / 6m |
| 15.88 | 5/8" | Annealed | 3m / 6m |
| 19.05 | 3/4" | Annealed/Cold Drawn | 3m / 6m |
| 25.40 | 1" | Annealed/Cold Drawn | 3m / 6m |
| 31.75 | 1.25" | Annealed | 3m / 6m |
| 38.10 | 1.5" | Annealed | 3m / 6m |
| 50.80 | 2" | Annealed | 3m / 6m |
| 63.50 | 2.5" | Annealed | 3m / 6m |
| 76.20 | 3" | Annealed | 3m / 6m |
| 101.60 | 4" | Annealed | 3m |
| 127.00 | 5" | Annealed | 3m |
| 152.40 | 6" | Annealed | As cut |
| 203.20 | 8" | Annealed | As cut |
| 254.00 | 10" | Annealed / Hot Rolled | As cut |
| 304.80 | 12" | Hot Rolled | Custom |
Custom lengths, cut-to-length pieces, and near-net-shape turned blanks are available on request. We maintain inventory in both metric and imperial dimensions to serve customers across North America, Europe, the Middle East, and Asia-Pacific.
Surface Finish Options
| Finish Type | Description | Typical Application |
|---|---|---|
| Hot Rolled (HR) | Mill scale surface, coarser tolerance | General structural, forging stock |
| Annealed and Pickled | Oxide removed by acid, clean silver surface | Chemical plant, pressure vessel fabrication |
| Cold Drawn (CD) | Smooth, bright surface, tight tolerance | Precision machined parts, nuclear components |
| Centerless Ground | Extremely tight diameter tolerance (h6/h7) | Shaft applications, sliding fits |
| Turned and Polished | Ra 1.6 or better surface finish | Valve stems, pump shafts |
How Does Inconel 690 Perform in Corrosive Environments?
The corrosion performance of Inconel 690 round bar material is its primary technical justification in most applications. The 29% chromium content places it in a category that few commercially available alloys can match.
Corrosion Resistance in Key Service Environments
| Environment | Inconel 690 Performance | Compared to Inconel 600 |
|---|---|---|
| Nitric acid (concentrated) | Excellent | Substantially superior |
| Nitric acid (dilute) | Excellent | Superior |
| Caustic solutions (NaOH) | Excellent | Equivalent to superior |
| High-temperature steam | Excellent | Superior (lower SCC rate) |
| Sulfuric acid (dilute) | Good | Comparable |
| Hydrochloric acid | Moderate | Comparable |
| Chloride environments | Good | Comparable |
| PWR primary water | Excellent | Significantly superior |
| PWR secondary water | Excellent | Significantly superior |
| Sulfidation at high temperature | Very Good | Superior |
| Dry oxidizing gases (to 980°C) | Excellent | Superior |
Stress Corrosion Cracking Resistance
The resistance of Inconel 690 to stress corrosion cracking (SCC) in nuclear service environments is the most heavily studied performance characteristic of this alloy. Decades of laboratory testing and field experience from PWR plants worldwide have confirmed several important findings that we share with clients evaluating this material:
Primary Water SCC (PWSCC): In PWR primary coolant (high-purity water at 290–325°C with dissolved hydrogen), Inconel 690 exhibits crack growth rates that are typically two to three orders of magnitude lower than Inconel 600 under equivalent stress levels and microstructural conditions. This is not a marginal improvement — it represents a fundamental change in behavior.
Secondary Side SCC: On the shell side of steam generators, tube support structures and other components made from Inconel 690 bar show essentially no SCC in laboratory tests simulating crevice chemistry with sulfate, chloride, and caustic concentrations that would cause rapid cracking in Inconel 600 or austenitic stainless steel.
Caustic SCC: In hot concentrated sodium hydroxide (NaOH) above 50%, nickel content is the primary protective factor. Inconel 690's 60% nickel provides strong resistance to caustic cracking, significantly better than lower-nickel stainless steels.
High-Temperature Oxidation and Carburization Resistance
Inconel 690 maintains a protective Cr₂O₃ scale up to approximately 980°C in air and oxidizing combustion gases. The high chromium content means the passive layer reforms rapidly after mechanical damage. In carburizing atmospheres — a concern in chemical reactor and heat treatment equipment — the high chromium provides superior resistance to carbon ingress compared to lower-chromium nickel alloys.
Inconel 690 Round Bar vs Other Nickel Alloy Bars: Which Should You Choose?
Making the right alloy selection often comes down to matching specific environmental threats with the correct material. Here is how Inconel 690 compares to the alloys it most frequently competes against in procurement decisions.
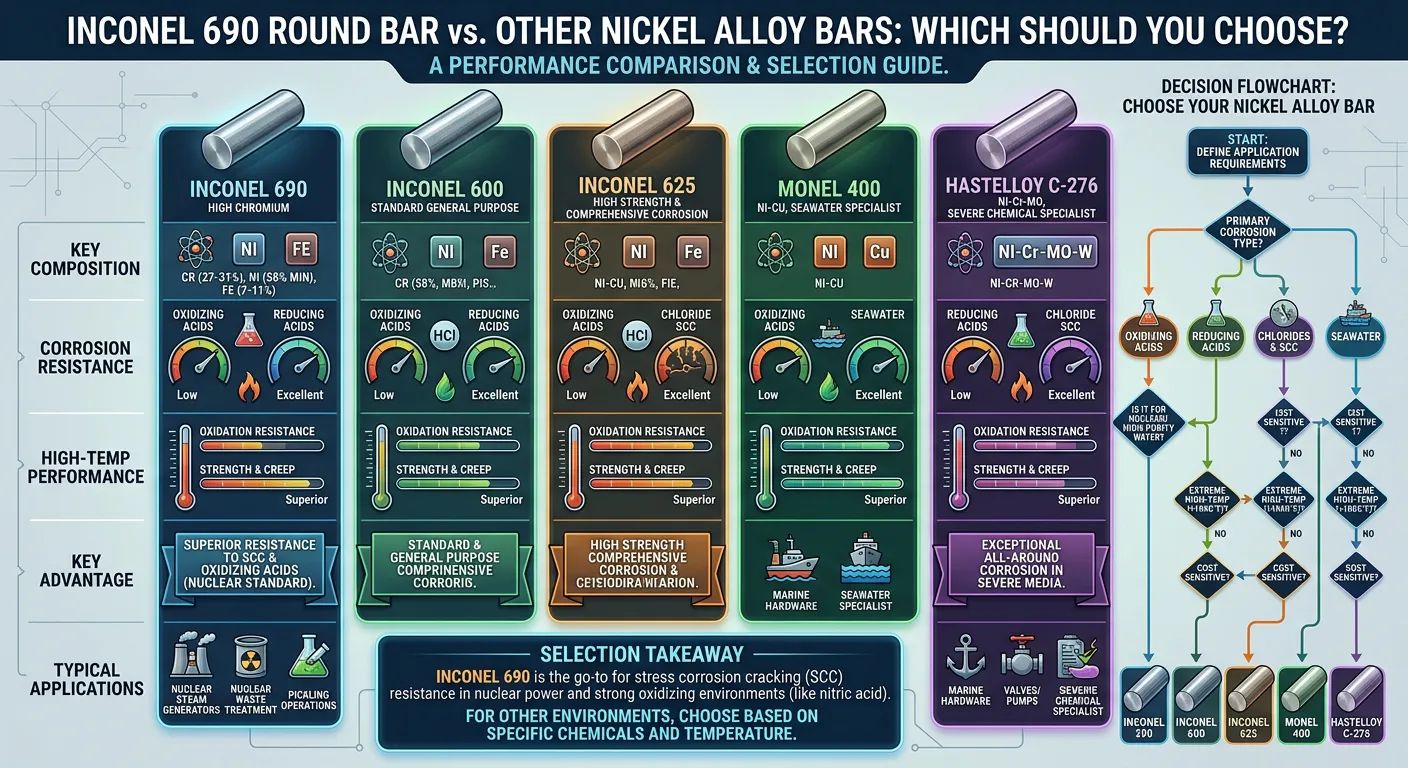
A PERFORMANCE COMPARISON & SELECTION GUIDE.
Inconel 690 vs Inconel 600 Round Bar
| Comparison Factor | Inconel 690 (N06690) | Inconel 600 (N06600) |
|---|---|---|
| Chromium Content | 27–31% | 14–17% |
| IGSCC Resistance (PWR) | Excellent | Poor (historical failure record) |
| Caustic SCC Resistance | Excellent | Moderate |
| Nitric Acid Resistance | Excellent | Good |
| Cost | Higher | Lower |
| Weldability | Good | Excellent |
| Primary Application | Nuclear, high-temperature chemical | General industrial, heat treating |
| Nuclear Suitability | Preferred modern material | Legacy material, being phased out |
The nuclear industry's shift from Inconel 600 to Inconel 690 is one of the best-documented alloy transitions in industrial history. Steam generator replacement programs at plants including Three Mile Island, Surry, and dozens of French PWRs generated substantial operational data confirming that Inconel 690 is categorically more reliable in primary water service.
Inconel 690 vs Incoloy 800H Round Bar
| Comparison Factor | Inconel 690 (N06690) | Incoloy 800H (N08810) |
|---|---|---|
| Nickel Content | ~60% | ~33% |
| Chromium Content | ~29% | ~21% |
| Max Service Temperature | ~980°C | ~1000°C |
| Creep Resistance | Good | Very Good |
| SCC Resistance | Excellent | Good |
| Carburization Resistance | Very Good | Good |
| Cost | Moderate-High | Moderate |
| Typical Use | Nuclear, chemical | High-temp furnace, ethylene cracking |
Incoloy 800H is better suited for long-term creep-limited service above 700°C, while Inconel 690 outperforms it in corrosion-critical environments and applications where SCC resistance is paramount.
Inconel 690 vs 310 Stainless Steel Round Bar
| Comparison Factor | Inconel 690 | 310 Stainless Steel |
|---|---|---|
| Nickel Content | ~60% | ~20% |
| Chromium Content | ~29% | ~25% |
| SCC Resistance | Excellent | Poor |
| Caustic Resistance | Excellent | Moderate |
| High-Temp Oxidation | Excellent | Very Good |
| Cost | Much Higher | Lower |
| Use Case Overlap | High-temp chemical | Furnace equipment, heat exchangers |
For applications where budget constrains material selection, 310 stainless can handle many high-temperature oxidation duties. However, in any environment where SCC, caustic attack, or nitric acid is present, the performance gap strongly favors Inconel 690.

How is Inconel 690 Round Bar Welded and Machined?
Fabricators working with Inconel 690 bar need specific guidance on joining and machining to achieve quality results. This alloy has its own set of processing characteristics that differ from standard stainless steels.
Welding Inconel 690 Bar
Inconel 690 is considered weldable by standard fusion welding processes, though it requires more attention to procedure than common austenitic grades.
Recommended Filler Metals:
| Welding Process | Filler Metal | AWS Classification |
|---|---|---|
| GTAW (TIG) | ERNiCrFe-7 or ERNiCrFe-7A | AWS A5.14 |
| SMAW (Stick) | ENiCrFe-7 | AWS A5.11 |
| GMAW (MIG) | ERNiCrFe-7 | AWS A5.14 |
ERNiCrFe-7 (Filler Metal 52) is specifically designed for Inconel 690 and similar high-chromium nickel alloys. Its composition is closely matched to the base metal, ensuring good corrosion resistance in the weld metal and heat-affected zone.
Critical Welding Precautions:
- The heat-affected zone (HAZ) is sensitive to sensitization if cooling through the 650–950°C temperature range is too slow. Sensitization creates chromium-depleted zones at grain boundaries that can become SCC initiation sites — precisely what the high-chromium design is meant to prevent.
- Keep interpass temperatures below 150°C (300°F).
- Use minimum heat input consistent with achieving full fusion.
- Clean base metal to remove all surface contamination before welding.
- Post-weld solution annealing at 1050–1100°C followed by rapid quench restores full corrosion resistance and is required for nuclear-grade fabrications in most codes.
Machining Inconel 690 Round Bar
Like most nickel superalloys, Inconel 690 presents machining challenges due to its work hardening tendency, high hot strength, and abrasive carbide particles. The following parameters represent starting points that our customers have found effective:
Turning Parameters:
| Operation | Cutting Speed (m/min) | Feed Rate (mm/rev) | Depth of Cut (mm) | Tool Material |
|---|---|---|---|---|
| Rough Turning | 12–20 | 0.15–0.25 | 2–4 | Carbide (TiAlN coated) |
| Finish Turning | 20–35 | 0.05–0.12 | 0.5–1.5 | Carbide (PVD coated) |
| Drilling | 4–8 | 0.05–0.08 | — | Carbide drill |
| Tapping | 3–6 | Per pitch | — | HSS-Co or Carbide |
| Face Milling | 15–25 | 0.10–0.18 | 1.5–3.0 | Carbide insert |
General Machining Rules:
- Always use flood coolant at maximum pressure to manage heat buildup and chip evacuation.
- Never allow the tool to dwell — continuous chip formation prevents work hardening at the cut surface.
- Replace inserts on a scheduled basis rather than running to failure; worn tooling causes subsurface work hardening that complicates subsequent operations.
- Rigid setup is essential — tool deflection causes rubbing, which immediately triggers work hardening.
What Heat Treatments Apply to Inconel 690 Round Bar?
Inconel 690 bar is supplied in the annealed condition as standard, and this heat treatment is defined by ASTM B166 and applicable product specifications.
Standard Annealing Conditions
Full Solution Anneal:
- Temperature: 1040–1100°C (1900–2010°F).
- Atmosphere: Hydrogen, vacuum, or controlled inert atmosphere preferred; air annealing acceptable but requires subsequent pickling.
- Cooling: Rapid quench (water quench or fast air cool) mandatory to prevent sensitization in the 650–950°C range.
- Purpose: Dissolves carbides, eliminates residual stresses from forming or cold work, restores full corrosion resistance.
Thermal Stabilization (specific nuclear applications):
Some nuclear specifications require a thermal stabilization treatment after solution annealing, intended to precipitate fine, uniformly distributed TiC particles rather than allowing carbon to remain in solid solution. The typical stabilization treatment is 700–750°C for 1–10 hours followed by air cooling. This treatment reduces the available carbon that could migrate to grain boundaries during service exposure.
The specific heat treatment condition required for your application — particularly in nuclear service — should be verified against the applicable code requirement (ASME BPVC, RCC-M, or plant-specific specification) rather than assumed from general practice.
Nuclear Industry Applications of Inconel 690 Bar and Rod
The nuclear power industry represents the most technically demanding and thoroughly documented application area for Inconel 690 round bar and rod. We supply nuclear-qualified material regularly and understand the documentation requirements that separate nuclear procurement from standard commercial transactions.
Specific Nuclear Applications
Steam Generator Components:
- Tube support plate fasteners (bolts, studs, nuts machined from round bar).
- Anti-vibration bar clips and retainers.
- Flow distribution baffle fasteners.
- Tube lane blocking device components.
Reactor Pressure Vessel Internals:
- Instrumentation thimble guide bars.
- Core support structure fasteners.
- Control rod drive mechanism components.
- Baffle-to-former bolt replacement programs.
Primary System Components:
- Pressurizer heater sleeves machined from bar stock.
- Nozzle safe-end weld butter layers (bar used as feed for weld overlay deposits)
- Primary coolant pump casing components.
Nuclear Material Qualification Requirements
Supplying Inconel 690 round bar for nuclear service involves documentation and testing beyond standard commercial requirements:
| Requirement | Description |
|---|---|
| Chemical Certification | Full elemental analysis with heat traceability |
| Mechanical Testing | Tensile and hardness, heat and lot basis |
| Charpy Impact Testing | At specified temperature per applicable code |
| Grain Size Measurement | Per ASTM E112, typically ASTM 4–7 |
| IGC Testing | ASTM A262 Practice C (Strauss Test) or equivalent |
| SCC Testing | Per plant-specific or Westinghouse/Framatome requirements |
| NDE | Ultrasonic testing per ASTM E2375 or equivalent |
| Material Origin | Traceability to country of melt (Buy American Act, CFSI compliance) |
| Quality System | Supplier qualified to 10 CFR 50 Appendix B or equivalent |
MWalloys maintains quality documentation systems compatible with nuclear procurement requirements, including N-type certificates of conformance where required by ASME NCA-3800 or equivalent.

How Do You Source and Qualify an Inconel 690 Round Bar Supplier?
Supplier qualification is a critical step for any regulated industry application, and we believe transparency about our own processes helps customers make better decisions.
Key Criteria for Evaluating a Round Bar Supplier
Material Traceability:
Every length of bar must carry heat number identification traceable back to the melt, with a corresponding mill test report that confirms chemical and mechanical compliance. Avoid suppliers who cannot provide original mill documents with clear heat number cross-references.
Certification Scope:
Confirm that the supplier's certifications match the application requirements. A material certified to ASTM B166 only is not automatically qualified for ASME nuclear code applications without additional compliance documentation.
Stock vs Mill Order:
Distributor stock material is appropriate for standard commercial applications with shorter lead times. For nuclear, defense, or aerospace applications where full qualification documentation from the producing mill is required, a direct mill order through a qualified channel partner is often necessary.
Third-Party Inspection:
For critical applications, independent inspection by agencies such as Bureau Veritas, Intertek, or SGS provides an additional verification layer beyond supplier-issued certificates.
Experience and References:
A supplier who has served nuclear utility customers or major chemical plant operators has been through qualification audits and understands the documentation chain. Ask for reference projects.
At MWalloys, we supply Inconel 690 round bar with complete documentation packages including original mill test reports, chemical analysis, mechanical test results, heat treatment records, and NDT records where specified. We also maintain stock of pre-qualified material certified for pressure vessel and nuclear applications.
Frequently Asked Questions About Inconel 690 Round Bar
1: What is the UNS number for Inconel 690, and what does it mean?
The Unified Numbering System (UNS) designation for Inconel 690 is N06690. The "N" prefix indicates a nickel-based alloy. The UNS system is maintained jointly by ASTM International and SAE International and provides a consistent identification system that is used across ASTM, AMS, ASME, and other standards. When ordering material, specifying N06690 alongside the product standard (ASTM B166) eliminates any ambiguity about which alloy is required.
2: What is the difference between Inconel 690 bar and Inconel 690 tube?
Inconel 690 round bar (covered by ASTM B166) is a solid product used for machining, forging, or as structural bar. Inconel 690 tube (covered by ASTM B167 for seamless tube) is a hollow product used primarily in heat exchanger and steam generator tubing applications. The steam generator tubing application is actually the most widely used form of Inconel 690 globally, but the bar form is essential for the fasteners, support components, and machined parts that hold the steam generator assembly together. Both forms share the same UNS N06690 base alloy, but the dimensional standards and testing requirements differ significantly.
3: Can Inconel 690 round bar be used in sour gas service per NACE MR0175?
Yes. Inconel 690 qualifies under NACE MR0175 / ISO 15156 for use in H₂S-containing environments. The high nickel content provides inherent resistance to sulfide stress cracking (SSC) and hydrogen embrittlement. Hardness requirements (maximum 35 HRC for most product forms) must be verified and documented. For sour service applications in oil and gas, we recommend specifying both ASTM B166 and NACE MR0175 compliance on the purchase order.
4: What is the maximum service temperature for Inconel 690 round bar?
For structural applications with significant mechanical loading, the practical maximum service temperature is approximately 700–750°C, where meaningful yield strength is retained. For non-load-bearing components in oxidizing environments, the alloy maintains its protective oxide scale up to approximately 980°C. Extended service in the sensitization range of 650–950°C should be avoided unless the application is specifically designed around a thermally stabilized microstructure.
5: Is Inconel 690 available in cold-drawn condition, and what are the property differences?
Yes. Cold-drawn Inconel 690 round bar is available in smaller diameters (typically up to 75mm) and offers tighter dimensional tolerances, better surface finish, and higher yield strength compared to annealed material. Cold drawing increases yield strength by 15–30% through strain hardening while reducing elongation proportionally. For precision machined parts requiring close fits, cold-drawn bar often reduces downstream machining time. However, if the component will undergo significant machining, the dimensional benefit of cold-drawn bar must be weighed against the additional material cost.
6: How does Inconel 690 compare to Alloy 52 weld wire — are they the same composition?
They are closely related but not identical. Inconel 690 base alloy (N06690) and Alloy 52 / ERNiCrFe-7 filler metal are compositionally similar, both featuring high chromium content (~29%) and the nickel-chromium-iron chemistry. Alloy 52 was specifically developed as a matching filler for Inconel 690 and for weld overlay applications in nuclear power plants. The filler metal has controlled niobium and titanium levels to optimize weld metal microstructure and suppress hot cracking. Using Alloy 52 filler with Inconel 690 base metal maintains compositional consistency through the weld joint, which is important for maintaining corrosion resistance across the weld zone.
7: What minimum order quantity applies when purchasing Inconel 690 round bar?
Minimum order quantities vary by diameter and condition. For stock sizes in our warehouse, MWalloys typically supplies from a single bar or a minimum weight of 10–25 kg per diameter. For non-stock sizes requiring mill production, minimum order quantities are generally set by the producing mill at 500–2000 kg per heat, with lead times of 10–20 weeks depending on diameter and finish. Contact our sales team with specific requirements, and we will identify whether stock or mill-order sourcing is more appropriate for your project timeline.
8: Does Inconel 690 round bar need any special storage or handling precautions?
Nickel alloys including Inconel 690 should be stored separately from carbon steel to prevent surface contamination from iron particles, which can embed in the surface and create rust staining or corrosion initiation sites. Bar should be stored on clean wooden or polymer-coated racks, not directly on steel shelving. For nuclear or high-purity chemical applications, material should be stored in sealed packaging until use and handled with clean gloves to prevent chloride contamination from perspiration. Surface contamination should be removed by dedicated stainless steel wire brushing or cleaning with approved solvents before welding or installation.
9: What are the European equivalent designations for Inconel 690 bar?
In European standards, Inconel 690 is identified as material number 2.4642 under DIN/EN designations. The compositional designation is NiCr29Fe under ISO standards. EN 10095 covers high-temperature nickel alloy strip, sheet, and plate, and the bar equivalent follows similar compositional requirements. When ordering from European mills or specifying for European-based fabrication projects, referencing both UNS N06690 and EN 2.4642 / NiCr29Fe ensures there is no ambiguity about the required alloy.
10: What certifications should I request when purchasing Inconel 690 round bar for a pressure vessel application?
For ASME-code pressure vessel applications, request the following documentation:
- Mill Test Report (MTR) with full chemical composition and mechanical test results per ASME SB-166.
- Heat treatment record confirming annealing temperature and cooling method.
- Statement of compliance with ASME Section II Part B, SB-166.
- Certificate of Conformance signed by an authorized quality representative.
- If specified: NACE MR0175 compliance statement.
- If required: PMI (Positive Material Identification) test results.
- Country of origin declaration (required for ASME NCA-3800 nuclear applications).
All of these documents are available from MWalloys as part of our standard supply package for pressure vessel and nuclear applications.
Pricing Factors and Lead Times for Inconel 690 Round Bar
Inconel 690 round bar sits at a price premium relative to Inconel 600 and Incoloy 825, reflecting its higher chromium content and the more stringent processing controls required to produce it correctly.
Cost Drivers for Inconel 690 Bar
| Factor | Impact on Price |
|---|---|
| Nickel spot price (LME) | High — nickel is ~60% of alloy weight |
| Chromium content premium | Moderate — 29% Cr vs 15% in Inconel 600 |
| Product condition (HR vs CD vs ground) | Cold drawn and ground add 15–35% over HR |
| Certification level (commercial vs nuclear) | Nuclear-qualified adds 20–40% or more |
| Quantity | Mill-direct pricing for large orders |
| Diameter | Larger diameters require more processing steps |
| Lead time requirement | Premium for expedited mill orders |
Indicative Price Range (market-dependent, USD/kg):
- Hot rolled bar, standard commercial: $35–$65/kg
- Cold drawn bar, commercial grade: $45–$80/kg
- Centerless ground bar: $60–$100/kg
- Nuclear-qualified bar with full documentation: $80–$150/kg or more depending on testing scope.
These figures are approximate and subject to significant market movement tied to base metal prices. Request a current quotation from MWalloys with your specific diameter, length, condition, and certification requirements for accurate pricing.
Why MWalloys is a Trusted Inconel 690 Round Bar Supplier
At MWalloys, our position in the specialty alloy supply chain is built on technical knowledge, material traceability, and consistent service across demanding industries. Our team includes metallurgical engineers who can review application requirements and confirm the correct material specification before a purchase order is placed — not after a problem occurs in the field.
We maintain strategic inventory positions in key Inconel 690 bar sizes to support urgent requirements from nuclear maintenance projects, chemical plant turnarounds, and aerospace manufacturing programs. Our quality management system covers the full documentation chain from mill order through customer delivery, with each step recorded and available for audit.
For clients in the nuclear industry, we understand that material qualification is not just a procurement formality — it is a safety-critical function. We take that responsibility seriously in every order we process.
Contact our technical sales team with your diameter range, quantity, required certification level, delivery timeline, and destination port, and we will respond with a complete proposal including material availability, documentation scope, and pricing within 24 business hours.
MWalloys specializes in the supply of high-performance nickel alloys, superalloys, and corrosion-resistant materials to the nuclear, chemical processing, oil and gas, aerospace, and marine industries. All materials are supplied with full traceability and certification documentation. Technical inquiries are welcomed.
Technical Standards Referenced in This Article:
- ASTM B166: Standard Specification for Nickel-Chromium-Iron Alloys Bar, Rod, and Wire.
- ASTM B167: Seamless Nickel-Chromium-Iron Alloy Tube.
- ASTM B168: Sheet, Strip, and Plate.
- ASME SB-166: BPVC equivalent of ASTM B166.
- AMS 5662: Bar and rod, aerospace.
- AWS A5.14: Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods.
- NACE MR0175 / ISO 15156: Petroleum and natural gas industries — sour service.
- ASTM E112: Grain Size Measurement.
- ASTM A262 Practice C: Intergranular Corrosion Testing.
- 10 CFR 50 Appendix B: Nuclear Quality Assurance Criteria.



