Inconel 625 offre una resistenza alla corrosione superiore a quella dell'Inconel 825 in quasi tutti gli ambienti chimici aggressivi, con un numero equivalente di resistenza al pitting (PREN) di 51 contro 32 per la lega 825, che la rende la scelta preferita per l'acqua di mare, gli acidi riducenti e il servizio misto acido altamente ossidante. L'Inconel 825 offre un'adeguata protezione dalla corrosione a un costo del materiale inferiore di circa 40%-60%, il che lo rende la scelta più razionale per ambienti moderatamente corrosivi, come l'acido solforico, l'acido fosforico e l'acqua di mare leggermente contaminata. La scelta tra i due materiali costa agli operatori in media da $180.000 a $340.000 per ogni evento di arresto non programmato negli impianti di lavorazione chimica.
Quali sono le differenze compositive fondamentali tra Inconel 625 e Inconel 825?
Ogni differenza di prestazioni tra queste due leghe è riconducibile alla composizione. Abbiamo esaminato i guasti da corrosione di entrambe le leghe in ambienti petroliferi e del gas, di lavorazione chimica e marini e, praticamente in tutti i casi, la causa principale è stata una mancata corrispondenza tra la capacità compositiva della lega e l'ambiente di servizio effettivo. La comprensione delle basi metallurgiche di ciascuna lega previene questo disallineamento.
Inconel 625: Il sistema di nichel-cromo-molibdeno ad alte prestazioni
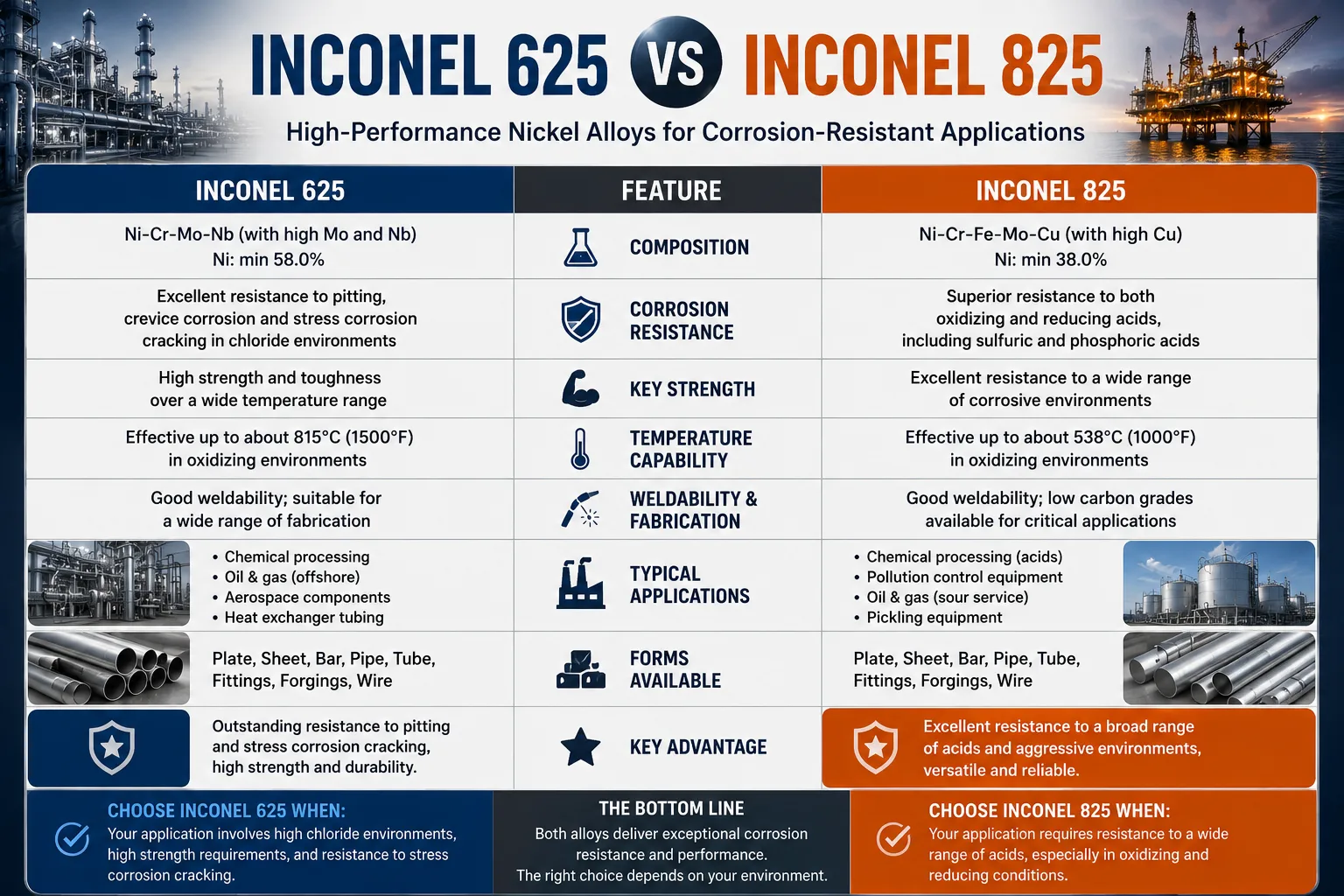
L'Inconel 625 (UNS N06625, ASTM B443/B444/B446, AMS 5666) è stato sviluppato da Special Metals Corporation (oggi parte di PCC) e introdotto negli anni '60. La sua composizione nominale è di circa 58% minimo di nichel, da 20% a 23% di cromo, da 8% a 10% di molibdeno, da 3,15% a 4,15% di niobio più tantalio, con ferro limitato a 5% massimo, cobalto a 1% massimo e carbonio a 0,10% massimo.
La sinergia dei tre elementi di nichel, cromo e molibdeno nell'Inconel 625 crea un film di ossido passivo di eccezionale stabilità e cinetica di ripassivazione. Il cromo fornisce il film passivo primario (Cr2O3), il molibdeno stabilizza questo film in condizioni di riduzione e in presenza di cloruri (funzione critica) e il nichel fornisce la matrice austenitica che resiste agli attacchi ossidanti e riducenti. L'aggiunta di niobio è stata originariamente inserita per prevenire la sensibilizzazione durante la saldatura, funzione che svolge efficacemente legando il carbonio sotto forma di NbC anziché consentire la precipitazione di carburo di cromo ai bordi dei grani.
Il contenuto di molibdeno da 8% a 10% è la caratteristica compositiva più importante che distingue l'Inconel 625 dalla maggior parte delle leghe concorrenti. Il molibdeno migliora notevolmente la resistenza alla corrosione per vaiolatura e interstiziale in ambienti contenenti cloruri, sopprimendo la reazione di dissoluzione anodica nei siti di innesco delle fosse e accelerando la ripassivazione.
Inconel 825: Il sistema ferro-nichel-cromo-molibdeno
L'Inconel 825 (UNS N08825, ASTM B423/B424/B425/B426) è stato sviluppato come lega di nichel economica per gli ambienti in cui gli acciai inossidabili austenitici sono inadeguati ma non è necessaria la piena capacità di leghe come l'Inconel 625. La sua composizione nominale contiene da 38% a 46% di nichel, da 19,5% a 23,5% di cromo, da 2,5% a 3,5% di molibdeno, da 1,5% a 3% di rame, da 0,6% a 1,2% di titanio, con un saldo di ferro (circa 22% di Fe) e un massimo di carbonio di 0,05%.
Vale la pena di notare diverse caratteristiche compositive dell'Inconel 825. In primo luogo, il suo contenuto di nichel (da 38% a 46%) è sostanzialmente inferiore a quello dell'Inconel 625, che ha un tenore di nichel di 58%+: questo è il fattore principale della differenza di costo ed è anche la ragione principale della minore resistenza in ambienti acidi fortemente riducenti, dove il contenuto di nichel è direttamente correlato alla resistenza alla corrosione. In secondo luogo, il contenuto di molibdeno, da 2,5% a 3,5%, è circa un terzo di quello dell'Inconel 625, il che limita notevolmente la resistenza alla corrosione per vaiolatura e interstiziale in ambienti con cloruri. In terzo luogo, l'aggiunta di rame (da 1,5% a 3%) è specificamente mirata alla resistenza agli acidi non ossidanti (in particolare all'acido solforico diluito e all'acido fluoridrico): si tratta di un miglioramento mirato rispetto all'Inconel 625 in ambienti acidi specifici in cui la passivazione del rame è vantaggiosa.
L'aggiunta di titanio (da 0,6% a 1,2%) nell'Inconel 825 ha la stessa funzione del niobio nell'Inconel 625: stabilizza la lega contro la sensibilizzazione durante la saldatura, formando TiC preferibilmente rispetto al carburo di cromo. La specifica di carbonio inferiore (0,05% max contro 0,10% max per IN625) riduce ulteriormente il rischio di sensibilizzazione.
| Elemento compositivo | Inconel 625 (wt%) | Inconel 825 (wt%) | Significato funzionale |
|---|---|---|---|
| Nichel (Ni) | 58% min | 38-46% | Matrice di corrosione; riduce la resistenza agli acidi |
| Cromo (Cr) | 20-23% | 19.5-23.5% | Film passivo; resistenza agli acidi ossidanti |
| Molibdeno (Mo) | 8-10% | 2.5-3.5% | Resistenza alla corrosione da punteruolo/crepa |
| Ferro (Fe) | 5% max | Equilibrio (~22%) | Diluizione costosa; una certa resistenza all'HNO3 |
| Niobio + Tantalio (Nb+Ta) | 3.15-4.15% | Nessuno | Prevenzione della sensibilizzazione da saldatura (IN625) |
| Rame (Cu) | Nessuno specificato | 1.5-3.0% | Resistenza agli acidi non ossidanti (IN825) |
| Titanio (Ti) | 0,4% max | 0.6-1.2% | Stabilizzazione vs. sensibilizzazione (IN825) |
| Carbonio (C) | 0,10% max | 0,05% max | L'abbassamento della C riduce il rischio di sensibilizzazione |
| PREN (calcolato) | ~51 | ~32 | Resistenza alla vaiolatura metrica |
| Designazione UNS | N06625 | N08825 | Identificazione standard |
PREN = %Cr + 3,3×%Mo + 16×%N (formula semplificata senza il termine azoto per queste leghe).
Come si confrontano le resistenze alla corrosione per vaiolatura e alla corrosione interstiziale?
Il pitting e la corrosione interstiziale sono le modalità di guasto da corrosione localizzata più comuni per le leghe di nichel in ambito industriale e rappresentano la principale differenziazione tra Inconel 625 e Inconel 825 in ambienti contenenti cloruri.
Numero equivalente di resistenza al pitting: Cosa significano i numeri
Il numero equivalente di resistenza al pitting (PREN) è un indice derivato dalla composizione che predice la resistenza relativa al pitting in ambienti con cloruri. La formula comunemente applicata alle leghe di nichel è:
PREN = %Cr + 3,3 × %Mo + 30 × %N
Utilizzo di composizioni di punti medi nominali:
- Inconel 625: PREN ≈ 21,5 + (3,3 × 9) = 21,5 + 29,7 = ~51.2
- Inconel 825: PREN ≈ 21,5 + (3,3 × 3) = 21,5 + 9,9 = ~31.4
Questo scarto PREN di circa 20 unità rappresenta un'enorme differenza nella resistenza pratica alla vaiolatura. A titolo di confronto, l'acciaio inox 316L standard ha un PREN di circa 24, l'inox duplex 2205 ha un PREN di circa 35 e il super duplex 2507 ha un PREN di circa 43. Il PREN dell'Inconel 625, pari a 51, lo colloca tra le leghe più resistenti al pitting disponibili in commercio.
Test della temperatura critica di vaiolatura
I test elettrochimici di laboratorio quantificano la resistenza alla vaiolatura attraverso la temperatura critica di vaiolatura (CPT), ovvero la temperatura più bassa alla quale si verifica una crescita stabile della vaiolatura in una soluzione di prova standardizzata di cloruro (in genere ASTM G150 con NaCl 1M):
- Inconel 625 CPT: sopra gli 80°C (il test ASTM G150 spesso non riesce a innescare la vaiolatura anche a 85°C di punto di ebollizione).
- Inconel 825 CPT: circa 40°C - 50°C in 1M NaCl.
Questa lacuna non è accademica. Nei sistemi di produzione petrolifera offshore, dove l'acqua di mare (circa 3,5% NaCl, equivalente a circa 0,6M NaCl) entra in contatto con le tubazioni a temperature che vanno da 5°C (sottomarino) a 80°C (acqua prodotta da formazioni calde), l'Inconel 825 può operare vicino o al di sopra del suo CPT in servizio con acqua prodotta calda, mentre l'Inconel 625 rimane ben al di sotto del suo CPT nelle stesse condizioni.
Corrosione interstiziale: La modalità di guasto dipendente dalla geometria
La corrosione interstiziale - che si verifica sotto le guarnizioni, in corrispondenza delle connessioni filettate e tra le superfici sovrapposte - si innesca generalmente a temperature più basse rispetto al pitting, perché la geometria ristretta crea condizioni localmente acide e povere di ossigeno, più aggressive rispetto alla soluzione in massa. I valori della temperatura critica dei crepacci (CCT) sono in genere inferiori di 15-30°C rispetto alla CPT per una determinata lega.
Per l'Inconel 625, il CCT in acqua di mare è di circa 0°C - 10°C - il che significa che la corrosione per vaiolatura o interstiziale essenzialmente non si verifica alle temperature dell'acqua di mare ambiente nelle tipiche applicazioni marine. Per l'Inconel 825, il CCT in acqua di mare è di circa 15°C - 25°C - il che significa che la corrosione interstiziale può verificarsi alle tipiche temperature di esercizio delle piattaforme offshore, dove l'acqua calda prodotta entra in contatto con l'ambiente esterno dell'acqua di mare (Sedriks, A.J., Corrosione degli acciai inossidabili, Wiley, 1996).
| Parametro di resistenza alla corrosione | Inconel 625 | Inconel 825 | Riferimento |
|---|---|---|---|
| PREN (calcolato) | ~51 | ~32 | Formula di composizione |
| CPT in NaCl 1M (ASTM G150) | >80°C | 40-50°C | Test elettrochimici |
| CCT in acqua di mare | ~0-10°C | ~15-25°C | Dati pubblicati sulla corrosione |
| Potenziale di pitting (vs SCE, 3,5% NaCl, 25°C) | >+400 mV | Da +50 a +150 mV | Scansione potenziodinamica |
| Acqua di mare: Adatto alla temperatura | ~85°C | ~40°C (pulito) | Limite di applicazione pratica |
| ASTM G48 (6% FeCl3, 22°C, 72h) | Nessun attacco | Possibile presenza di piccole macchie | Test di qualificazione standard |
Quale lega si comporta meglio in ambienti con acido solforico, acido cloridrico e acido misto?
Le prestazioni di corrosione acida sono il punto in cui la scelta tra queste due leghe diventa più complessa. Nessuna delle due leghe è universalmente superiore per tutti i tipi e le concentrazioni di acido: la risposta dipende in modo critico dall'identità dell'acido, dalla concentrazione, dalla temperatura e dalla presenza di specie ossidanti.
Acido solforico: Il vantaggio del rame dell'Inconel 825
Nel servizio con acido solforico - l'acido industriale più trattato a livello globale - l'Inconel 825 ha prestazioni sorprendentemente competitive rispetto all'Inconel 625 in specifici intervalli di concentrazione, soprattutto grazie all'aggiunta di rame.
Il rame nelle leghe di nichel migliora la resistenza agli acidi non ossidanti (compreso l'acido solforico al di sotto di circa 70% di concentrazione) promuovendo una pellicola protettiva di solfato di rame a concentrazioni basse o moderate. In acido solforico diluito (da 1% a 40% H2SO4, temperature fino a 80°C), i tassi di corrosione dell'Inconel 825 sono in genere compresi tra 0,05 e 0,25 mm/anno, un valore accettabile per molte applicazioni di lavorazione chimica. L'Inconel 625 mostra tassi di corrosione compresi tra 0,02 e 0,15 mm/anno nelle stesse condizioni: meglio, ma non in modo drammatico.
A concentrazioni di acido solforico più elevate (da 50% a 70% H2SO4) e a temperature elevate (superiori a 80°C), il divario di prestazioni aumenta. Il maggior contenuto di molibdeno e nichel dell'Inconel 625 offre una resistenza superiore quando l'acido diventa più aggressivo, con tassi di corrosione tipicamente da 3 a 5 volte inferiori rispetto all'Inconel 825 in condizioni severe equivalenti (Schweitzer, P.A., Tabelle di resistenza alla corrosione, 5a edizione, Marcel Dekker, 2004).
È importante notare che se l'acido solforico contiene contaminanti ossidanti (ioni ferrici, ioni rameici, ossigeno disciolto), i tassi di corrosione aumentano drasticamente per entrambe le leghe, ma in modo più marcato per l'Inconel 825 a causa del suo minore contenuto di molibdeno.
Acido cloridrico: Dove domina il contenuto di molibdeno
Nel servizio con acido cloridrico, il contenuto di molibdeno è il principale fattore di resistenza alla corrosione, il che significa che l'Inconel 625 ha un vantaggio sostanziale praticamente a tutte le concentrazioni e temperature.
A 5% HCl e 25°C, la velocità di corrosione dell'Inconel 625 è di circa 0,05-0,15 mm/anno. L'Inconel 825 alle stesse condizioni mostra tassi di corrosione da 0,5 a 2,0 mm/anno, in genere da 5 a 10 volte superiori. A temperature elevate (60°C) e a concentrazioni più elevate (10% HCl), il divario di prestazioni si allarga ulteriormente, con l'Inconel 625 che spesso raggiunge tassi inferiori a 0,5 mm/anno, mentre l'Inconel 825 può corrodersi da 5 a 15 mm/anno - tassi che lo rendono praticamente inadatto a questo servizio (Schweitzer, Tabelle di resistenza alla corrosione, 2004).
Le implicazioni pratiche: L'Inconel 625 è il materiale standard per le tubazioni di servizio dell'HCl, gli scambiatori di calore e i rivestimenti dei reattori nell'industria chimica e farmaceutica. L'Inconel 825 non è generalmente specificato per l'esposizione prolungata all'HCl al di sopra di concentrazioni in tracce.
Acido fosforico: Il fattore di contaminazione del fluoro
Entrambe le leghe si comportano adeguatamente in acido fosforico puro in una gamma di concentrazioni. Sia l'Inconel 625 che l'Inconel 825 raggiungono tassi di corrosione inferiori a 0,5 mm/anno nell'acido fosforico puro fino a una concentrazione di 85% a temperature fino a 80°C. Tuttavia, l'acido fosforico commerciale prodotto da rocce fosfatiche contiene invariabilmente una contaminazione da fluoro (da 0,1% a 1% HF), che cambia drasticamente il quadro delle prestazioni.
Gli ioni di fluoruro sono estremamente aggressivi per le leghe di nichel passive, attaccando il film passivo e accelerando la corrosione generale. Nell'acido fosforico contaminato da fluoruri (acido fosforico a umido), l'Inconel 625 supera l'Inconel 825 grazie al suo maggiore contenuto di molibdeno che garantisce una migliore stabilità del film passivo contro l'attacco dei fluoruri. Tassi di corrosione in acido fosforico per via umida a 70°C e concentrazione di P2O5 30%: Inconel 625 circa 0,2 - 0,5 mm/anno, Inconel 825 circa 0,8 - 2,0 mm/anno (Braun, R., Scienza della corrosione, volume 47, Elsevier, 2005).
Acido nitrico: Un'area in cui entrambe le leghe presentano dei limiti
In ambienti fortemente ossidanti, come l'acido nitrico concentrato, nessuna delle due leghe mostra la sua forza primaria. Il contenuto di cromo garantisce la passività nell'acido nitrico, ma l'elevato contenuto di molibdeno nell'Inconel 625 può effettivamente promuovere una leggera dissoluzione transpassiva in condizioni di forte ossidazione al di sopra della concentrazione di 60% HNO3. Per il servizio in acido nitrico puro al di sopra della concentrazione di 30%, nessuna delle due leghe è la scelta preferibile: gli acciai inossidabili austenitici come il 304L o le leghe speciali ad alto tenore di silicio superano in genere le leghe di nichel in questo ambiente specifico.
Per i sistemi acidi misti (HNO3 + HF, come quelli utilizzati nel decapaggio dell'acciaio inossidabile e nella lavorazione del combustibile nucleare), l'Inconel 625 è la scelta consolidata grazie alla sua resistenza alla componente fluorurata.
| Ambiente acido | Tasso di corrosione di Inconel 625 | Tasso di corrosione di Inconel 825 | Lega preferita |
|---|---|---|---|
| H2SO4 diluito (10%, 60°C) | 0,05-0,15 mm/anno | 0,10-0,30 mm/anno | IN625 vantaggio marginale |
| H2SO4 concentrato (50%, 80°C) | 0,1-0,5 mm/anno | 0,5-2,0 mm/anno | IN625 |
| HCl diluito (5%, 25°C) | 0,05-0,15 mm/anno | 0,5-2,0 mm/anno | IN625 fortemente |
| HCl (10%, 60°C) | 0,3-0,8 mm/anno | 5-15 mm/anno | IN625 fortemente |
| H3PO4 puro (50%, 70°C) | 0,1-0,3 mm/anno | 0,2-0,5 mm/anno | Comparabile |
| Processo a umido H3PO4 (contaminato da fluoro) | 0,2-0,5 mm/anno | 0,8-2,0 mm/anno | IN625 |
| HNO3 diluito (<30%, ambiente) | 0,1-0,5 mm/anno | 0,2-0,8 mm/anno | Comparabile |
| HNO3 + HF (acido misto) | Buona resistenza | Scarsa resistenza | IN625 fortemente |
Fonti: Schweitzer, Corrosion Resistance Tables, Marcel Dekker, 2004; Braun, Corrosion Science, 2005; dati sulla corrosione di Special Metals Corporation.
In che modo la resistenza alla corrosione da acqua di mare e cloruri differisce tra le due leghe?
Le applicazioni marine e offshore rappresentano uno dei maggiori ambienti di utilizzo delle leghe di nichel e la differenza di prestazioni tra l'Inconel 625 e l'Inconel 825 in acqua di mare e in mezzi contenenti cloruri è tra le più significative in questo confronto.
Acqua di mare naturale: Condizioni statiche e condizioni di flusso
In acqua di mare naturale statica o in lento movimento, entrambe le leghe formano film passivi, ma la loro stabilità a lungo termine differisce sostanzialmente. L'Inconel 625 mantiene la passività a tempo indeterminato in acqua di mare naturale a temperature fino a circa 85°C, senza significative corrosioni per vaiolatura o interstiziali nella maggior parte delle condizioni di esposizione. I dati sull'esposizione a lungo termine di hardware di piattaforme offshore (riser, ombelicali, connettori) mostrano che i componenti in Inconel 625 rimangono in servizio per 20-30 anni senza una significativa corrosione localizzata.
L'Inconel 825 si comporta in modo accettabile in acqua di mare pulita e a temperatura ambiente (al di sotto dei 25°C - 30°C) per molte applicazioni, in particolare quando si utilizzano giunti privi di fessure. Tuttavia, è stato documentato un attacco di pitting sull'Inconel 825 in acqua di mare stagnante a temperature superiori a 40°C e la corrosione interstiziale sotto le guarnizioni o le connessioni filettate può iniziare a temperature di 15-20°C in acqua di mare (Oldfield, J.W. e Sutton, W.H., Rivista britannica sulla corrosione, volume 13, 1978).
In acqua di mare ad alta velocità (superiore a 3 m/s), entrambe le leghe resistono efficacemente all'erosione-corrosione. La maggiore resistenza dell'Inconel 625 offre un'ulteriore resistenza all'erosione-corrosione a velocità di flusso più elevate.
Acqua prodotta e salamoia contaminata
L'acqua prodotta dai pozzi di petrolio e gas è tipicamente più aggressiva dell'acqua di mare naturale, contenendo concentrazioni di cloruro più elevate (fino a 250.000 ppm), temperature elevate (da 50°C a 150°C), CO2 e H2S disciolti e occasionalmente acidi organici. In questo servizio:
L'Inconel 625 è il materiale standard per i tubi ombelicali sottomarini, le linee di iniezione e i componenti delle linee di flusso in ambienti di produzione ad alta pressione e ad alta temperatura. La sua combinazione di elevato PREN, eccellente resistenza alla criccatura da tensocorrosione da H2S e alta pressione ne fa la lega di riferimento in NACE MR0175/ISO 15156 per il servizio aggressivo in ambiente acido.
L'Inconel 825 è adatto al servizio di acque prodotte moderatamente acide (pressione parziale dell'H2S inferiore a 0,05 MPa, temperature inferiori a 60°C) ed è ampiamente utilizzato nei componenti delle teste di pozzo, nei ganci per le tubazioni di produzione e nelle apparecchiature downhole dove le condizioni ambientali sono meno severe rispetto alle applicazioni offshore profonde. È anche elencato in NACE MR0175/ISO 15156 per il servizio sour entro i limiti ambientali qualificati.
Acqua salmastra e sistemi di raffreddamento
Nei sistemi di raffreddamento industriali che utilizzano acqua salmastra o acqua dolce parzialmente trattata con un contenuto di cloruri compreso tra 500 e 5.000 ppm, l'Inconel 825 fornisce spesso un'adeguata protezione dalla corrosione a un costo notevolmente inferiore rispetto all'Inconel 625. I tubi degli scambiatori di calore negli impianti di produzione di energia e di lavorazione chimica utilizzano spesso tubi in Inconel 825 (ASTM B163) quando si tratta di raffreddamento con acqua di mare a temperature inferiori a 40°C.
Si tratta di uno spazio applicativo legittimo per l'Inconel 825, in cui specificare l'Inconel 625 comporterebbe un aumento del costo del materiale senza un beneficio commisurato alle prestazioni. La condizione fondamentale è che le temperature rimangano al di sotto dei 40°C e che le concentrazioni di cloruro rimangano al di sotto di circa 5.000 ppm senza ulteriori specie aggressive per il pitting come H2S o ioni metallici ossidanti.
Quali sono le differenze di proprietà meccaniche e come influiscono sulla progettazione dei componenti?
La resistenza alla corrosione spesso domina la discussione sulla selezione, ma le proprietà meccaniche determinano se un componente può essere fabbricato secondo la geometria richiesta e se sopravviverà ai carichi meccanici e ambientali combinati del servizio.
Proprietà meccaniche a temperatura ambiente
L'Inconel 625 è significativamente più resistente dell'Inconel 825 a temperatura ambiente, grazie al rafforzamento in soluzione solida da parte del molibdeno e del niobio e alla capacità di indurimento da lavoro fornita dal maggiore contenuto di lega:
| Proprietà meccanica | Inconel 625 (ricotto) | Inconel 825 (ricotto) | Standard di prova |
|---|---|---|---|
| Resistenza alla trazione finale | 830-1.000 MPa (min 827 MPa) | 690-760 MPa (min 586 MPa) | ASTM B443/B423 |
| 0,2% Resistenza allo snervamento | 414-690 MPa (min 414 MPa) | 310-380 MPa (min. 241 MPa) | ASTM B443/B423 |
| Allungamento a rottura | 30-45% | 30-40% | Temperatura ambiente |
| Durezza (Brinell) | 170-220 HB | 130-180 HB | Tipico ricotto |
| Modulo di elasticità | 205 GPa | 196 GPa | A temperatura ambiente |
| Limite di resistenza alla fatica | ~350-450 MPa | ~280-350 MPa | Fascio rotante, 10^7 cicli |
Fonti: ASTM B443, B423; dati tecnici Special Metals Corporation; dati Haynes International.
Il limite di snervamento sostanzialmente più elevato dell'Inconel 625 (414 MPa minimo contro 241 MPa minimo dell'Inconel 825) ha implicazioni dirette sulla progettazione. Per i recipienti a pressione, le tubazioni e i componenti strutturali che operano sotto pressione interna, la maggiore sollecitazione di progetto ammissibile dell'Inconel 625 consente di ottenere sezioni di parete più sottili per valori di pressione equivalenti, compensando in parte il costo più elevato del materiale a livello di componente finito.
Proprietà meccaniche a temperature elevate
Nessuna delle due leghe è utilizzata principalmente per applicazioni strutturali ad alta temperatura: entrambe sono scelte per la resistenza alla corrosione piuttosto che per la resistenza allo scorrimento. Tuttavia, la temperatura influisce sulle sollecitazioni di progetto ammissibili nei codici dei recipienti a pressione e delle tubazioni:
| Temperatura | IN625 UTS (MPa) | IN625 Snervamento (MPa) | IN825 UTS (MPa) | IN825 Snervamento (MPa) |
|---|---|---|---|---|
| 25°C | 930 | 517 | 690 | 310 |
| 200°C | 800 | 410 | 620 | 275 |
| 400°C | 730 | 380 | 570 | 255 |
| 600°C | 690 | 350 | 520 | 230 |
| 700°C | 600 | 310 | 430 | 195 |
Fonte: Codice ASME per caldaie e recipienti a pressione, Sezione II, Parte D; dati tecnici sui metalli speciali.
Il Codice ASME per caldaie e recipienti a pressione (Sezione VIII, Divisione 1) elenca entrambe le leghe con valori di sollecitazione massima ammissibile definiti in base alla temperatura, consentendo ai progettisti di recipienti a pressione di calcolare lo spessore di parete richiesto per ogni scelta di materiale.
Durezza all'urto e sensibilità all'intaglio
Entrambe le leghe mantengono un'eccellente energia d'impatto Charpy a basse temperature, che riflette la loro struttura cristallina FCC completamente austenitica. I valori d'impatto Charpy pubblicati per l'Inconel 625 superano i 150 J (110 ft-lb) a -196°C (temperatura dell'azoto liquido), rendendolo adatto ad applicazioni in serbatoi criogenici. Analogamente, l'Inconel 825 mantiene un'energia d'impatto superiore a 100 J a -100°C.
Questa tenacità criogenica, in particolare per l'Inconel 625, è utilizzata nei componenti di stoccaggio del GNL e nelle apparecchiature di trattamento chimico criogenico, dove sono richieste contemporaneamente prestazioni meccaniche a bassa temperatura e resistenza alla corrosione.
Come si confrontano i livelli di resistenza alla corrosione da stress?
La cricca da corrosione sotto sforzo (SCC) è una modalità di guasto particolarmente insidiosa perché si verifica in presenza di una sollecitazione di trazione applicata o residua in presenza di un ambiente corrosivo, producendo una frattura fragile senza una corrosione visibile o segni di allarme significativi.
Resistenza al cloruro SCC
La vulnerabilità degli acciai inossidabili austenitici alla SCC da cloruri è ben nota: gli acciai inossidabili di grado 304 e 316 sono suscettibili di SCC da cloruri a temperature superiori a circa 60°C con sollecitazioni di trazione superiori a circa 50% del carico di snervamento. Una delle motivazioni principali che spingono a preferire le leghe di nichel agli acciai inossidabili in molte applicazioni chimiche e marine è la loro superiore resistenza alla SCC da cloruri.
Sia l'Inconel 625 che l'Inconel 825 resistono agli SCC da cloruri in modo significativamente migliore rispetto agli acciai inossidabili austenitici, soprattutto grazie al loro maggiore contenuto di nichel. I dati pubblicati mostrano che un contenuto di nichel superiore a circa 35% fornisce una protezione sostanziale contro la SCC da cloruro (Sedriks, A.J., Corrosione degli acciai inossidabili, Wiley, 1996). Con il nichel da 38% a 46% dell'Inconel 825 e il nichel da 58%+ dell'Inconel 625, entrambe le leghe superano questa soglia.
L'Inconel 625, con il suo maggiore contenuto di nichel e il livello di molibdeno, offre un ulteriore margine di sicurezza in ambienti con cloruri severi. Nei test accelerati di SCC in cloruro di magnesio bollente (un test severo standardizzato secondo ASTM G36), entrambe le leghe non mostrano cricche, un livello di prestazioni che gli acciai inossidabili austenitici standard non possono eguagliare.
Resistenza al solfuro di idrogeno (servizio acido)
Nella produzione di petrolio e gas, gli ambienti contenenti H2S causano cricche da stress da solfuro (SSC) nelle leghe sensibili. La NACE MR0175/ISO 15156 definisce i limiti ambientali per l'uso di leghe in servizio acido.
L'Inconel 625 allo stato ricotto (resistenza allo snervamento inferiore a 827 MPa, facilmente ottenibile) è qualificato secondo la norma NACE MR0175 per l'uso in tutte le pressioni parziali e le temperature dell'H2S con concentrazione di cloruro illimitata. Questa ampia qualifica ne fa la lega preferita per gli ambienti di servizio acidi più esigenti, compresi i sistemi di produzione in acque profonde e i pozzi di gas ad alta concentrazione di H2S.
L'Inconel 825 è anche elencato nella NACE MR0175/ISO 15156 per il servizio sour, ma con condizioni: durezza massima di 35 HRC, ed è qualificato per l'uso a pressioni parziali di H2S fino ai limiti definiti nello standard. In pratica, l'Inconel 825 è ampiamente utilizzato nelle attrezzature per teste di pozzo, nei componenti dell'albero di Natale e negli accessori dei tubi di produzione in ambienti con servizio acido moderato, dove le sue qualifiche sono soddisfatte (NACE MR0175/ISO 15156, Parte 3, Tabella A.2).
Acido Politico SCC
Nella raffinazione del petrolio, l'arresto delle unità di idrotrattamento e desolforazione crea acido politionico (H2SxO6) che può causare SCC nei materiali austenitici sensibilizzati. La stabilizzazione del titanio dell'Inconel 825 impedisce la sensibilizzazione, rendendolo resistente all'SCC da acido politionico. Questa è un'applicazione specifica in cui la composizione stabilizzata dell'Inconel 825 fornisce un vantaggio tecnico diretto e spiega il suo ampio utilizzo nei tubi degli scambiatori di calore delle raffinerie e nei componenti interni dei reattori.
L'Inconel 625, essendo una lega completamente stabilizzata con niobio e a bassissimo contenuto di carbonio, resiste anche all'SCC da acido politionico. Entrambe le leghe sono approvate per questo servizio dalla maggior parte dei principali standard di ingegneria delle raffinerie petrolifere, tra cui NACE SP0170.
Quali industrie e applicazioni utilizzano l'Inconel 625 rispetto all'Inconel 825?
Il mercato di queste leghe è notevole e in crescita. Il mercato globale delle leghe di nichel ha superato $9,5 miliardi di dollari nel 2023, con applicazioni nel settore petrolifero e del gas, nella lavorazione dei prodotti chimici e nelle applicazioni marine che rappresentano collettivamente più di 55% di consumo (MarketsandMarkets Research, 2024). La comprensione dei settori applicativi stabiliti previene gli errori di specificazione.
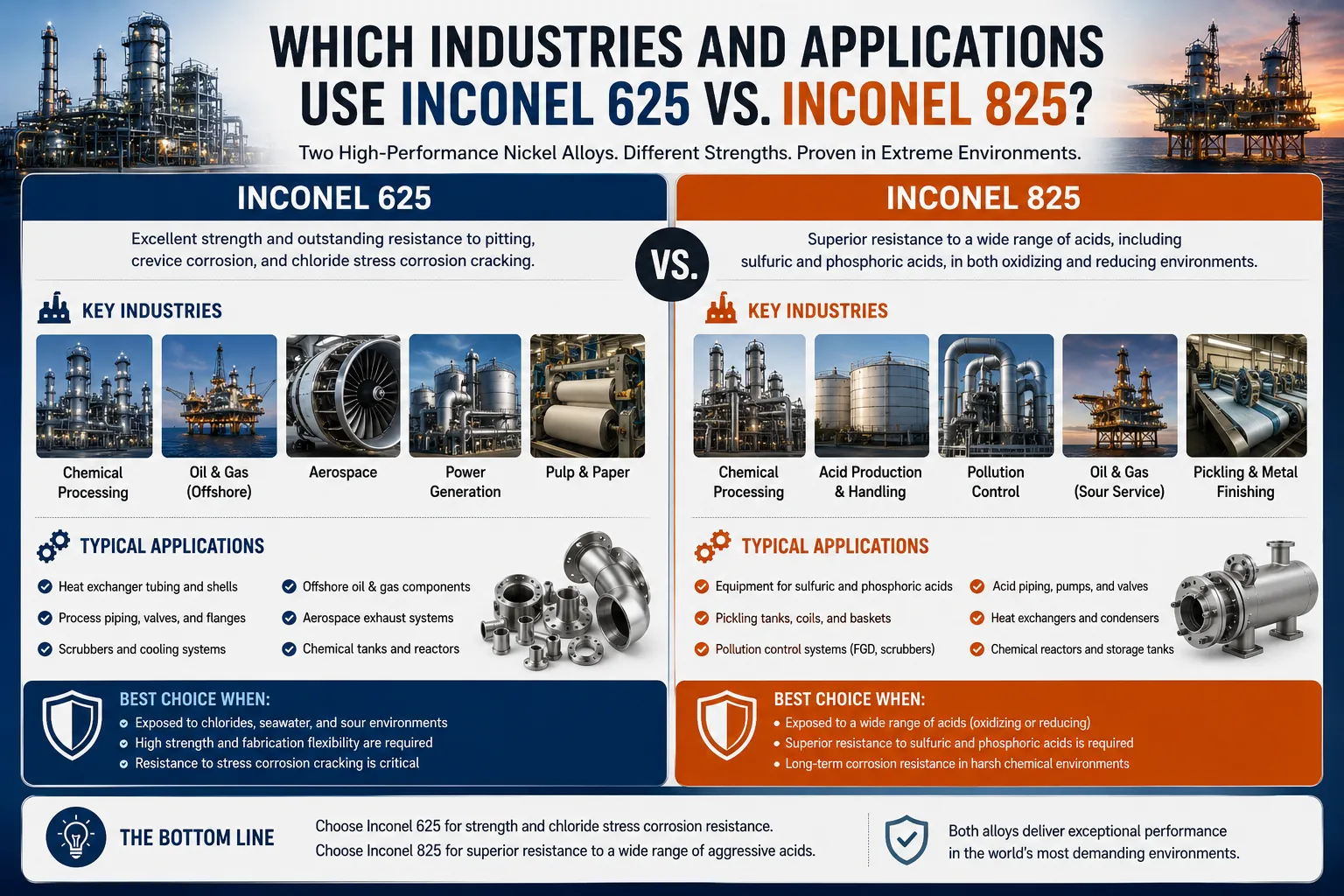
Applicazioni primarie: Inconel 625
Petrolio e gas offshore: Riser flessibili (nastri e fili ASTM B443), tubi ombelicali, connettori sottomarini, tubi rivestiti (ASTM B432), componenti per teste di pozzo in pozzi ad alta pressione e alta temperatura. L'Inconel 625 è il materiale di riferimento per la maggior parte dell'hardware sottomarino in acque profonde, dove temperature superiori a 60°C o pressioni parziali di H2S superiori ai limiti NACE precludono l'Inconel 825.
Apparecchiature per il trattamento chimico: Recipienti per reattori, tubi per scambiatori di calore (ASTM B444), agitatori e tubazioni in servizio HCl, in servizio acido misto (HNO3 + HF) e in qualsiasi processo che coinvolga chimica organica aggressiva contenente cloruri. Gli intermedi farmaceutici spesso coinvolgono HCl e solventi clorurati, dove l'Inconel 625 garantisce prestazioni anticorrosione prive di contaminazione.
Componenti aerospaziali e per turbine a gas: Rivestimenti di combustori, condotti, inversori di spinta e componenti di scarico in cui sono richieste sia la resistenza all'ossidazione ad alta temperatura sia la resistenza alla corrosione a caldo da deposito salino. Il rafforzamento in soluzione solida dell'Inconel 625 senza indurimento per precipitazione lo rende facilmente saldabile in complesse strutture di lamiera.
Applicazioni marine e navali: Alberi delle eliche, tubature per l'acqua di mare, alloggiamenti per sonar e raccordi per scafi sottomarini in pressione. La Marina degli Stati Uniti utilizza ampiamente l'Inconel 625 per i componenti dei sistemi di acqua di mare e per l'hardware dei sensori subacquei.
Energia nucleare: Rivestimento del contenitore del reattore, manicotti dei tubi del generatore di vapore e hardware per il montaggio del combustibile. Il basso contenuto di cobalto dell'Inconel 625 è vantaggioso nelle applicazioni nucleari in cui l'attivazione del cobalto-60 causa problemi di esposizione alle radiazioni.
Viti per estrusione e componenti della canna: Nella lavorazione di polimeri altamente corrosivi - in particolare fluoropolimeri, polimeri clorurati e composti ritardanti di fiamma aggressivi - i rivestimenti o i componenti solidi in Inconel 625 prolungano notevolmente la durata della vite e della canna rispetto agli acciai da utensili standard o alle alternative di lega inferiore.
Applicazioni primarie: Inconel 825
Petrolio e gas (servizio moderato): Tubi di produzione, accessori per casing, componenti per teste di pozzo, linee di flusso e attrezzature downhole in condizioni di servizio moderatamente acide secondo le qualifiche NACE MR0175. I campi di produzione del Mare del Nord, del Golfo del Messico e del Medio Oriente fanno ampio uso di tubi e raccordi in Inconel 825.
Trattamento chimico: Tubazioni per l'acido solforico, scambiatori di calore per l'acido fosforico, apparecchiature di decapaggio per la produzione di acciaio inossidabile e interni di scrubber per la desolforazione dei gas di scarico (FGD). La resistenza dell'Inconel 825 all'acido solforico diluito e il suo costo inferiore rispetto all'Inconel 625 lo rendono il materiale standard in molte di queste applicazioni.
Raffinazione del petrolio: Tubi per scambiatori di calore in unità di idrotrattamento, reattori di desolforazione e condensatori di testa per la distillazione del greggio, dove l'SCC dell'acido politionico e gli ambienti H2S/HCl giustificano le specifiche della lega di nichel rispetto all'acciaio inossidabile standard.
Apparecchiature per il controllo dell'inquinamento: Gli scrubber FGD che trattano gas di scarico contenenti SO2 con condensato di H2SO4 diluito sono uno dei principali impieghi dell'Inconel 825. La buona resistenza della lega all'acido solforico diluito e ai livelli moderati di cloruro a 40°C - 70°C si adatta bene alle condizioni di servizio FGD a costi competitivi.
Generazione di energia: Tubi per generatori di vapore, componenti per riscaldatori di acqua di alimentazione e componenti per sistemi di raffreddamento in centrali nucleari e a combustibili fossili. L'Inconel 825 (ASTM B163) è ampiamente utilizzato per i tubi degli scambiatori di calore in questo settore.
Servizio industriale di viti e cilindri (corrosione moderata): Per le applicazioni di estrusione che coinvolgono composti moderatamente corrosivi (PVC rigido, alcuni sistemi ritardanti di fiamma e resine ingegneristiche con lievi prodotti di degradazione che generano acidi), i rivestimenti di Inconel 825 o le sovrapposizioni di hardfacing forniscono una protezione dalla corrosione adeguata alle condizioni di servizio a un costo inferiore rispetto alle soluzioni a base di Inconel 625.
| Settore di applicazione | Lega preferita | Driver di prestazione chiave | Rifiuto Motivo per Altro |
|---|---|---|---|
| Hardware sottomarino per acque profonde | Inconel 625 | PREN, NACE tutti i livelli di H2S | IN825 pitting sopra CCT in acqua prodotta calda |
| Trattamento chimico dell'HCl | Inconel 625 | Contenuto di molibdeno | IN825 tassi di corrosione inaccettabili in HCl |
| Acido misto (HNO3+HF) | Inconel 625 | Resistenza HF | IN825 insufficiente in ambienti con presenza di fluoro |
| Combustori aerospaziali | Inconel 625 | Ossidazione ad alta temperatura + saldabilità | IN825 insufficiente resistenza alle alte temperature |
| Scrubber FGD (H2SO4) | Inconel 825 | Resistenza all'H2SO4 diluito a basso costo | IN625 non necessario; premio di costo ingiustificato |
| Scambiatori di calore per raffinerie di petrolio | Inconel 825 | Resistenza all'acido politionico SCC, costo | Il premio di costo IN625 non è necessario per questo servizio. |
| Tubi di produzione (moderatamente acidi) | Inconel 825 | Qualificati NACE, convenienti | Le prestazioni dell'IN625 superano i requisiti |
| Scambiatori di calore per acqua di raffreddamento (<40°C) | Inconel 825 | Adeguata resistenza al cloruro, costo | Le prestazioni dell'IN625 superano i requisiti |
| Tubi per generatori di vapore nucleari | Inconel 625 | Corrosione dell'acqua pura, basso contenuto di cobalto | IN825 utilizzato in alcuni vecchi impianti |
| Viti per la lavorazione del fluoropolimero | Inconel 625 | Resistenza agli HF, corrosione combinata | IN825 resistenza alla corrosione insufficiente |
Come si confrontano la saldabilità e la lavorabilità delle due leghe?
Entrambe le leghe sono considerate leghe di nichel saldabili, ma esistono differenze significative nella metallurgia di saldatura, nei requisiti post-saldatura e nella facilità pratica di produrre saldature sane in ambienti di produzione.
Saldabilità dell'Inconel 625: Ampia esperienza industriale
La saldabilità dell'Inconel 625 è una delle sue caratteristiche più apprezzate. La lega non si basa sull'indurimento per precipitazione per la sua resistenza, ma deriva interamente dall'indurimento in soluzione solida e dall'indurimento da lavoro. Ciò significa che non esiste una fase di indurimento per precipitazione che possa precipitare selettivamente in una zona termicamente alterata (ZTA) della saldatura e causare cricche da stress-age o perdita di duttilità.
Il riempimento per saldatura dell'Inconel 625 (ERNiCrMo-3, AWS A5.14) è utilizzato non solo per saldare l'Inconel 625 a se stesso, ma anche come riempimento generico per la saldatura di metalli dissimili che collegano leghe di nichel ad acciai inossidabili e al carbonio. Questa versatilità riflette la composizione equilibrata della lega e le sue affidabili proprietà come saldato. L'apporto è ampiamente utilizzato per rivestimenti, strati di imburratura e sovrapposizioni di saldatura nella fabbricazione di recipienti a pressione.
I processi di saldatura standard applicabili all'Inconel 625 comprendono la saldatura TIG, MIG, SMAW, ad arco plasma, laser e a fascio elettronico. Nella maggior parte delle applicazioni non è necessario alcun trattamento termico post-saldatura: la condizione "as-welded" garantisce la piena resistenza alla corrosione (Lippold, J.C. e Kotecki, D.J.), Metallurgia della saldatura e saldabilità degli acciai inossidabili, Wiley, 2005).
Una considerazione sulla metallurgia di saldatura per l'Inconel 625: durante la saldatura a più passate o il raffreddamento lento nell'intervallo tra 650°C e 900°C, la fase Laves ricca di niobio può formarsi nelle posizioni interdendritiche, riducendo leggermente la duttilità e la tenacità. Questo fenomeno viene gestito riducendo al minimo l'apporto di calore, mantenendo la temperatura di interpass al di sotto dei 175°C ed evitando inutili tempi di permanenza nell'intervallo di temperatura di sensibilizzazione.

Saldabilità dell'Inconel 825: Requisiti di stabilizzazione
L'Inconel 825 è stato progettato come lega stabilizzata e la sua saldabilità riflette questo intento progettuale. Il basso contenuto di carbonio (0,05% max) e la stabilizzazione del titanio prevengono efficacemente la corrosione intergranulare legata alla sensibilizzazione nei giunti saldati, una proprietà critica per molte applicazioni in raffineria e nei processi chimici.
Le cariche di saldatura per l'Inconel 825 sono ERNiCrMo-3 (composizione corrispondente all'Inconel 625) o ERNiCrMo-4 (composizione Hastelloy C-276), entrambe in grado di fornire una resistenza alla corrosione equivalente o superiore rispetto al metallo madre nella zona di saldatura. L'uso di un'attrezzatura di lega superiore compensa gli effetti di diluizione nella zona di fusione della saldatura.
La ricottura post-saldatura a 940°C - 980°C è talvolta raccomandata per le saldature di Inconel 825 in servizio gravemente corrosivo, per garantire la completa stabilizzazione del titanio e la dissoluzione di eventuali regioni sensibilizzate. In pratica, molte applicazioni utilizzano Inconel 825 allo stato saldato, quando la composizione stabilizzata fornisce una garanzia adeguata.

Confronto tra formatura e lavorazione
Entrambe le leghe si induriscono notevolmente durante la formatura a freddo, richiedendo un'adeguata capacità di formatura e attenzione al ritorno elastico. L'Inconel 625 si indurisce più rapidamente dell'Inconel 825 a causa del suo maggiore contenuto di soluti, richiedendo una ricottura più frequente durante le operazioni di riduzione a freddo.
Intervalli di temperatura di formatura a caldo:
- Inconel 625: da 1.000°C a 1.175°C (intervallo ottimale di lavoro a caldo)
- Inconel 825: 980°C a 1.175°C (intervallo simile, leggermente più facile da formare a caldo)
La lavorabilità di entrambe le leghe richiede utensili in metallo duro, basse velocità di taglio, elevati avanzamenti e abbondante refrigerante. Il tasso di incrudimento più elevato dell'Inconel 625 lo rende un po' più difficile da lavorare rispetto all'Inconel 825. Entrambe traggono vantaggio dal cambio frequente di utensili affilati, poiché le superfici indurite dai tagli precedenti riducono drasticamente la durata degli utensili nelle passate successive.
Quali sono i requisiti del trattamento termico e le loro implicazioni per la produzione?
I requisiti del trattamento termico influiscono direttamente sui tempi di produzione, sui costi e sulla microstruttura finale che determina le proprietà in servizio. Entrambe le leghe richiedono la ricottura, ma le specifiche e le conseguenze della deviazione sono diverse.
Inconel 625 Ricottura
L'Inconel 625 viene fornito allo stato ricotto secondo le norme ASTM B443 (lastre) o B446 (barre). Il trattamento di ricottura standard è di 1.093°C (2.000°F) minimo per 1 ora ogni 25 mm di spessore della sezione, seguito da un rapido raffreddamento ad acqua o ad aria per le sezioni sottili.
L'elevata temperatura di ricottura assicura la completa soluzione solida di tutti gli elementi di lega ed elimina qualsiasi indurimento da lavorazione. La dimensione dei grani dopo la ricottura è tipicamente ASTM 4-7. Una ricottura incompleta - in particolare a temperature inferiori a 980°C - può lasciare un lavoro a freddo residuo o una dissoluzione incompleta delle fasi secondarie, riducendo sia la resistenza alla corrosione che la duttilità al di sotto dei minimi di specifica.
Per l'Inconel 625 utilizzato in applicazioni sostitutive dell'UNS S31803 (inossidabile duplex) o come rivestimento resistente alla corrosione, è spesso richiesta la ricottura in soluzione dopo il rivestimento per garantire che lo strato rivestito raggiunga le sue prestazioni di corrosione. La deviazione dai requisiti di ricottura è una delle cause più comunemente identificate di rotture premature per vaiolatura che vediamo nell'analisi post-fallimento di tubazioni e componenti di scambiatori di calore rivestiti.
Ricottura di Inconel 825
L'Inconel 825 viene tipicamente ricotto a 940°C - 980°C (1.725°F - 1.800°F) secondo i requisiti ASTM B423, seguito da un rapido raffreddamento. La temperatura di ricottura più bassa rispetto all'Inconel 625 riflette il livello di lega inferiore dell'Inconel 825 e la necessità di mantenere il titanio in soluzione solida evitando la deplezione del cromo ai bordi del grano.
Un requisito critico specifico per l'Inconel 825: la ricottura deve essere eseguita rapidamente tra i 550°C e i 700°C per evitare la precipitazione del carburo di titanio o del carburo di cromo ai bordi dei grani (sensibilizzazione). Un lento raffreddamento del forno in questo intervallo vanifica lo scopo del trattamento termico di stabilizzazione e può causare una scarsa resistenza alla corrosione intergranulare nel successivo servizio acido.
Si raccomanda vivamente la ricottura successiva alla fabbricazione di saldature di Inconel 825 destinate al servizio con acido solforico o fosforico concentrato, poiché il ciclo termico della saldatura può produrre zone di sensibilizzazione localizzata o di impoverimento del titanio. Il test Huey (65% HNO3, ASTM A262 Practice C) è il test di qualificazione standard per verificare l'adeguata resistenza alla sensibilizzazione.
Come si confrontano i costi, la catena di fornitura e l'economia del ciclo di vita totale?
La scelta dei materiali senza un'onesta analisi dei costi è una progettazione incompleta. L'obiettivo non è ridurre al minimo il prezzo d'acquisto, ma il costo totale di proprietà nell'arco della vita utile del componente.
Prezzi delle materie prime e dei mulini nel 2026
Entrambe le leghe sono prodotte da diversi produttori mondiali, tra cui Special Metals (ATI), VDM Metals, Nippon Yakin Kogyo e Haynes International (per forme selezionate). Questa base di approvvigionamento competitiva modera i prezzi, anche se la volatilità del mercato del nichel influisce in modo significativo su entrambe le leghe.
Prezzo approssimativo del mulino dal 2025 al 2026:
| Forma del prodotto | Prezzo dell'Inconel 625 (USD/kg) | Prezzo dell'Inconel 825 (USD/kg) | Rapporto di prezzo |
|---|---|---|---|
| Bar stock (dimensioni standard) | $55-80 | $30-45 | 1.7-1.9x |
| Foglio/piastra | $60-90 | $32-50 | 1.7-2.0x |
| Tubo senza saldatura (ASTM B444/B423) | $70-120 | $38-60 | 1.8-2.0x |
| Filo per saldatura (ERNiCrMo-3) | $80-110 | N/A (in genere utilizza il riempimento IN625) | Riferimento |
| Forgiati | $90-160 | $50-90 | 1.6-1.9x |
| Lamiera placcata (su acciaio al carbonio) | $100-180/m² | $60-110/m² | 1.6-1.8x |
Il premio di circa 70% - 100% per Inconel 625 rispetto a Inconel 825 è costante in tutte le forme di prodotto e riflette principalmente il maggiore contenuto di nichel e molibdeno. La questione del ciclo di vita è se questo premio genera ritorni attraverso l'estensione della vita utile, la riduzione degli eventi di manutenzione o la riduzione dei rischi.
Costo totale di proprietà: Un esempio strutturato
Si consideri la tubazione dello scambiatore di calore in un impianto di fertilizzazione per acido fosforico che tratta acido fosforico a umido con contaminazione da fluoruro di 0,3% a 70°C:
- Tasso di corrosione del fascio di tubi Inconel 825: circa 1,5 mm/anno (servizio contaminato da fluoro).
- Con uno spessore minimo della parete di 2,0 mm, la durata del tubo prima della perdita è di circa 1,0-1,5 anni.
- Costo di sostituzione del fascio di tubi (materiale + manodopera + tempi di inattività): circa $320.000 per evento.
- Tasso di corrosione del fascio di tubi Inconel 625: circa 0,35 mm/anno (stesso servizio).
- Con uno spessore minimo della parete di 2,0 mm, la durata del tubo prima della perdita è di circa 4-5 anni.
- Costo di sostituzione del fascio tubiero (premio materiale): circa $480.000 iniziale.
In un periodo di 5 anni:
- Inconel 825: circa 3 o 4 eventi di sostituzione × $320.000 = $960.000 - $1.280.000
- Inconel 625: 1 sostituzione o servizio continuo, costo totale circa $480.000 - $560.000
Il risparmio netto derivante dalla scelta dell'Inconel 625 in questo caso specifico: da $480.000 a $720.000 in 5 anni, nonostante il costo iniziale più elevato del materiale. Questo tipo di calcolo è il quadro corretto per le decisioni di selezione delle leghe in ambienti di servizio corrosivi.
Considerazioni sulla catena di fornitura e sui tempi di consegna
Entrambe le leghe mantengono una buona profondità della catena di approvvigionamento attraverso i principali distributori di leghe di nichel in Nord America, Europa e Asia. Gli articoli standard in stock (barre, lamiere, tubi) sono generalmente disponibili in 4-10 settimane. I forgiati personalizzati e i tubi di grande diametro richiedono dalle 16 alle 30 settimane dai principali produttori.
L'Inconel 625 ha un inventario più consistente presso la maggior parte dei distributori, a causa del volume di domanda più elevato determinato dalle applicazioni nel settore petrolifero e del gas. L'Inconel 825 è ugualmente disponibile in forma di tubi (in particolare il tubo senza saldatura ASTM B163 per scambiatori di calore) a causa dell'ampio mercato degli scambiatori di calore. Nessuna delle due leghe presenta rischi significativi per la catena di approvvigionamento in condizioni di mercato normali.
Quali sono gli standard di prova e le certificazioni dei materiali che gli acquirenti dovrebbero richiedere?
L'approvvigionamento senza requisiti di certificazione rigorosi crea rischi di responsabilità e di prestazioni. Entrambe le leghe hanno specifiche ben definite che gli acquirenti devono comprendere e applicare.
Specifiche dei materiali per forma di prodotto
| Forma del prodotto | Specifiche di Inconel 625 | Specifiche di Inconel 825 |
|---|---|---|
| Lastre e piastre | ASTM B443 | ASTM B424 |
| Tubo senza saldatura | ASTM B444 | ASTM B163, B423 |
| Tubo (senza saldatura) | ASTM B444 | ASTM B423 |
| Barra e tondino | ASTM B446 | ASTM B425 |
| Filo | ASTM B446 | ASTM B425 |
| Tubo saldato | ASTM B705 | ASTM B423 (è consentita la saldatura) |
| Forgiati | ASTM B564 | ASTM B564 |
| Filo per saldatura | AWS ERNiCrMo-3 (AMS 5837) | Tipicamente ERNiCrMo-3 |
| Codice dei recipienti a pressione | Sezione II ASME UNS N06625 | Sezione II ASME UNS N08825 |
Documentazione di certificazione richiesta
EN 10204 Tipo 3.1 Certificazione: La documentazione minima accettabile per l'acquisto di qualsiasi lega per il servizio a pressione. Questo rapporto certificato dal produttore fornisce la composizione chimica e i risultati delle prove meccaniche sull'effettivo calore/lotto di materiale fornito, firmato dall'ispettore autorizzato del produttore. Non accettare certificati 3.1 privi di tracciabilità del numero di calore per la specifica spedizione.
Test di corrosione intergranulare: Per l'Inconel 825, la ASTM A262 Practice B (prova di mordenzatura con acido ossalico) e la Practice C (prova Huey in 65% HNO3) dovrebbero essere richieste per i tubi degli scambiatori di calore nei servizi in cui esiste il rischio di sensibilizzazione. Per l'Inconel 625, il metodo A di ASTM G28 (prova con solfato ferrico e acido solforico) è il test di qualificazione per la corrosione intergranulare.
Test a ultrasuoni: I test a ultrasuoni ASTM E213 (tubi) o E114 (piastre) sono richiesti per i componenti contenenti pressione e devono essere specificati negli ordini di acquisto per le applicazioni critiche.
Identificazione positiva del materiale (PMI): Per i sistemi a pressione critica, la PMI mediante fluorescenza a raggi X (XRF) o spettroscopia di emissione ottica dovrebbe verificare l'identità della lega al momento del ricevimento, in particolare quando non è possibile distinguere visivamente tra Inconel 625 e Inconel 825 (entrambi hanno un aspetto simile). La differenza di contenuto di nichel (58%+ contro 38% e 46%) è facilmente rilevabile mediante XRF e distingue definitivamente le due leghe.
In MWalloys, il nostro pacchetto di documentazione standard comprende certificati di fresatura 3.1 con chimica completa, risultati di test meccanici, verifica PMI, rapporti di ispezione dimensionale e dati di qualificazione dei codici NACE o ASME applicabili per tutti i componenti in lega di nichel contenenti pressione.
In che modo gli ingegneri dovrebbero costruire un quadro decisionale sistematico per la selezione delle leghe?
Riunendo i fattori tecnici, economici e normativi trattati in questo articolo, presentiamo un quadro di selezione strutturato applicabile alla maggior parte degli ambienti industriali soggetti a corrosione in cui Inconel 625 e Inconel 825 sono le leghe candidate.
Fase 1: Classificazione dell'ambiente corrosivo
Classificare l'ambiente in base al contenuto di cloruro, al tipo di acido, alla temperatura e al contenuto di H2S utilizzando le tabelle fornite nelle sezioni precedenti. Ambienti con cloruri superiori a 5.000 ppm a temperature superiori a 40°C, o qualsiasi presenza di HCl, o H2S oltre i limiti NACE MR0175 Inconel 825, puntano direttamente all'Inconel 625.
Fase 2: Calcolo del margine di resistenza alla corrosione richiesto
Determinare il tasso di corrosione accettabile (in genere da 0,1 a 0,25 mm/anno per apparecchiature di processo con una vita utile di progetto di oltre 20 anni), quindi confrontarlo con i dati pubblicati sul tasso di corrosione per ciascuna lega nello specifico ambiente di servizio. Se l'Inconel 825 soddisfa i requisiti di corrosione con un margine di sicurezza adeguato, è un candidato legittimo per ulteriori valutazioni.
Fase 3: Applicazione dei requisiti di progettazione meccanica
Calcolare i requisiti di spessore minimo delle pareti secondo il codice ASME o il codice applicabile per i recipienti a pressione, utilizzando le sollecitazioni ammissibili di ciascuna lega alla temperatura di esercizio. Se la maggiore sollecitazione ammissibile dell'Inconel 625 consente una riduzione significativa dello spessore della parete, ricalcolare la differenza di costo effettivo del materiale su base individuale - il premio si riduce.
Fase 4: valutazione dei requisiti di fabbricazione e saldatura
Se il componente richiede una saldatura estesa, valutare i requisiti del trattamento termico post-saldatura per ciascuna lega nel servizio specifico. Se la ricottura post-saldatura non è praticabile (strutture molto grandi, saldatura in campo), la resistenza alla corrosione as-welded dell'Inconel 625 può far pendere l'ago della bilancia dalla parte della resistenza alla corrosione.
Fase 5: Esecuzione del calcolo del costo totale di proprietà
Utilizzando il quadro di riferimento presentato nella sezione sui costi, calcolare il TCO a 5 e 10 anni per ogni lega sulla base di:
- Costo iniziale del materiale e della fabbricazione
- Vita utile prevista (dall'analisi del tasso di corrosione)
- Costo di sostituzione per evento (materiale + manodopera + tempo di inattività)
- Numero previsto di eventi di sostituzione nel corso del periodo di valutazione
La scelta della lega con il TCO più basso è giustificata dal punto di vista economico, supponendo che entrambe le leghe soddisfino i requisiti tecnici.
Matrice di riferimento per la selezione rapida
| Se la vostra applicazione ha... | Scegliere Inconel 625 | Scegliere Inconel 825 |
|---|---|---|
| HCl a qualsiasi concentrazione | Sì | No |
| Temperatura superiore a 60°C + cloruri superiori a 1.000 ppm | Sì | Borderline, valutare |
| H2S oltre i limiti NACE 825 | Sì | No |
| Acido misto con fluoruro | Sì | No |
| Acqua di mare oltre i 40°C sostenuta | Sì | Marginale |
| Scrubber FGD (H2SO4 diluito, <60°C) | Sovraspecificato | Sì |
| Scambiatori di calore per raffinerie di petrolio | In genere non è necessario | Sì |
| Trattamento con H2SO4 diluito (<40% conc., <70°C) | Sovraspecificato | Sì |
| Hardware sottomarino per acque profonde | Sì | Solo in condizioni di lieve entità |
| Coclea industriale/barile in servizio con fluoropolimero | Sì | Insufficiente |
| Vite industriale/barile in PVC dolce | Sovraspecificato | Valutare |
| Servizio di corrosione moderato e con budget limitato | Considerare il valore | Sì |
Domande frequenti: Inconel 625 vs. Inconel 825
1. Qual è la principale differenza tra Inconel 625 e Inconel 825?
La differenza più importante è il contenuto di molibdeno: L'Inconel 625 contiene da 8% a 10% di molibdeno, mentre l'Inconel 825 contiene da 2,5% a 3,5%. Questo divario compositivo si traduce direttamente in una resistenza alla corrosione per vaiolatura molto diversa (PREN di 51 contro 32), resistenza alla corrosione localizzata in ambienti con cloruri e resistenza all'acido cloridrico. L'Inconel 625 contiene anche 58%+ di nichel contro i 38%-46% dell'Inconel 825, che gli conferisce una resistenza superiore agli ambienti acidi riducenti. L'Inconel 825 contiene rame (da 1,5% a 3%) per una maggiore resistenza all'acido solforico e una stabilizzazione del titanio per una migliore prevenzione della sensibilizzazione della saldatura. L'Inconel 625 utilizza il niobio per la stabilizzazione. Il risultato netto: L'Inconel 625 supera l'Inconel 825 in quasi tutti i parametri di corrosione, tranne che per il costo, dove l'Inconel 825 costa da 40% a 60% in meno per chilogrammo. Fonte: Dati tecnici Special Metals Corporation; ASTM B443, B423.
2. L'Inconel 825 può essere utilizzato in acqua di mare?
L'Inconel 825 può essere utilizzato in acqua di mare pulita e a temperatura ambiente (inferiore a 30°C) per molte applicazioni strutturali e di tubazioni, in particolare quando le geometrie soggette a crepe sono ridotte al minimo. La sua temperatura critica di interstizio in acqua di mare è di circa 15-25°C, il che significa che la corrosione interstiziale può iniziare a temperature tipiche dell'offshore. Per i sistemi di acqua di mare che operano a temperature superiori a 40°C, o dove non è possibile evitare i crepacci, o dove l'acqua calda prodotta entra in contatto con i componenti, l'Inconel 625 è la scelta più sicura. Negli scambiatori di calore per l'acqua di raffreddamento che utilizzano acqua di mare ambiente al di sotto dei 25°C, i tubi in Inconel 825 (ASTM B163) sono ampiamente utilizzati con successo e a costi notevolmente inferiori rispetto all'Inconel 625. La decisione deve basarsi sulla temperatura specifica, sul regime di flusso e sulla geometria dell'interstizio dell'applicazione. Fonte: Oldfield e Sutton, British Corrosion Journal, 1978; Sedriks, Corrosion of Stainless Steels, Wiley, 1996.
3. L'Inconel 625 è resistente all'acido fluoridrico?
L'Inconel 625 offre una resistenza accettabile all'acido fluoridrico diluito (al di sotto della concentrazione 5% a temperatura ambiente) ed è significativamente più resistente dell'Inconel 825 in ambienti contenenti HF grazie al suo maggiore contenuto di molibdeno. Nel servizio HF concentrato o a temperature elevate, anche l'Inconel 625 subisce una corrosione misurabile e le leghe speciali di nichel-rame (Monel 400) sono talvolta preferite per il servizio HF concentrato. Il contenuto di rame dell'Inconel 825 fornisce teoricamente alcuni vantaggi di resistenza all'HF, ma il suo basso contenuto di molibdeno lo rende inferiore all'Inconel 625 in ambienti acidi contaminati da fluoruro, come l'acido fosforico a umido. Nel servizio con acidi misti (HNO3 + HF), l'Inconel 625 è la scelta standard consolidata. Verificare sempre con test di corrosione specifici per il sito prima di scegliere una delle due leghe per il servizio con fluoruro concentrato. Fonte: Braun, Corrosion Science, Volume 47, 2005; Schweitzer, Corrosion Resistance Tables, 2004.
4. Quale carica di saldatura si deve usare per l'Inconel 825?
L'apporto di saldatura standard per l'Inconel 825 è ERNiCrMo-3 (AWS A5.14), che è il filo d'apporto della composizione dell'Inconel 625. L'utilizzo di un'attrezzatura di lega superiore a quella del metallo base è una pratica standard nella saldatura delle leghe di nichel, in quanto compensa la diluizione nella zona di fusione e garantisce che il deposito di saldatura abbia una resistenza alla corrosione almeno pari a quella del materiale di partenza. Un'alternativa è l'ERNiCrMo-4 (composizione Hastelloy C-276), che fornisce un tenore di molibdeno ancora più elevato nel deposito di saldatura e viene utilizzato quando è necessaria la massima resistenza alla corrosione interstiziale nel giunto di saldatura. Esiste un riempimento in lega 825 di composizione analoga, ma è meno utilizzato perché i riempimenti di lega più elevata garantiscono una maggiore resistenza alla corrosione della zona di saldatura. La ricottura post-saldatura a 940°C è consigliata per servizi fortemente corrosivi. Fonte: AWS A5.14; Lippold e Kotecki, Welding Metallurgy of Stainless Steels, Wiley, 2005.
5. Quale lega è migliore per il servizio con acido solforico, Inconel 625 o Inconel 825?
Per il servizio di acido solforico diluito (concentrazione inferiore a 40%, inferiore a 70°C), l'Inconel 825 offre una resistenza alla corrosione adeguata e talvolta paragonabile a quella dell'Inconel 625, soprattutto grazie all'aggiunta di rame che favorisce la passivazione in ambienti acidi riducenti. Ciò rende l'Inconel 825 la scelta economicamente vantaggiosa per molti scambiatori di calore per acido solforico, tubazioni e componenti di stoccaggio in cui la temperatura e la concentrazione rimangono entro questi limiti. A concentrazioni più elevate (superiori a 50% H2SO4) o a temperature superiori a 70°C, l'Inconel 625 dimostra tassi di corrosione materialmente inferiori e diventa la lega preferita. Se l'acido solforico contiene contaminanti ossidanti (ioni ferrici, ioni rameici) o contaminazione da cloruri oltre i livelli di traccia, l'Inconel 625 è preferibile a tutte le concentrazioni. Il punto di incrocio dipende dalla combinazione specifica di concentrazione, temperatura e contaminazione; si raccomanda di eseguire test di corrosione specifici per il sito o di fare riferimento a dati dettagliati sull'isocorrosione. Fonte: Schweitzer, Tabelle di resistenza alla corrosione, Marcel Dekker, 2004.
6. Qual è il valore PREN per Inconel 625 e Inconel 825 e perché è importante?
Il PREN (Pitting Resistance Equivalent Number) per l'Inconel 625 è approssimativamente 51, calcolato come %Cr + 3,3 × %Mo, che dà approssimativamente 21,5 + (3,3 × 9) = 51. Per l'Inconel 825, il PREN è approssimativamente 32, da 21,5 + (3,3 × 3) = 31,4. Questa differenza di 19 unità è molto significativa: le leghe con PREN superiore a 40 sono considerate altamente resistenti alla vaiolatura in acqua di mare e nella maggior parte degli ambienti industriali con cloruri, mentre le leghe con PREN inferiore a 35 possono sviluppare vaiolatura in acqua di mare calda o in soluzioni ad alto contenuto di cloruri. Il PREN è un indicatore di composizione, non una garanzia assoluta, ma si correla bene con le temperature critiche di vaiolatura misurate in migliaia di test pubblicati. Per i progettisti, un PREN inferiore a 40 in un ambiente di servizio contenente cloruri giustifica un'ulteriore analisi di ingegneria della corrosione e possibilmente test accelerati sulle cedole prima di impegnarsi in una specifica del materiale. Fonte: Sedriks, Corrosion of Stainless Steels, Wiley, 1996; dati dei test ASTM G150.
7. L'Inconel 625 e l'Inconel 825 sono approvati per il servizio NACE sour?
Entrambe le leghe sono elencate in NACE MR0175/ISO 15156 per l'uso in ambienti petroliferi e di gas acidi (contenenti H2S), ma con limiti di qualificazione diversi. L'Inconel 625 allo stato ricotto è approvato per tutte le pressioni parziali di H2S, per tutte le temperature e per una concentrazione di cloruro illimitata nell'ambito dello standard, il che lo rende una delle leghe più ampiamente qualificate in NACE MR0175. L'Inconel 825 è qualificato entro i limiti definiti nella Parte 3, Tabella A.2 dello standard, compresi i requisiti di durezza massima (35 HRC) e i limiti ambientali specifici. In pratica, l'Inconel 825 è ampiamente utilizzato per il servizio sour moderato (attrezzature per teste di pozzo, accessori di produzione, strumenti di perforazione in pozzi da dolci a moderatamente sour), mentre l'Inconel 625 è specificato per il servizio sour severo, compresi i pozzi in acque profonde ad alta concentrazione di H2S e le perforazioni ad alta temperatura e alta pressione (HPHT). Verificare sempre gli attuali limiti di qualificazione NACE con il team di ingegneri prima di specificare il servizio sour. Fonte: NACE MR0175/ISO 15156, Parte 3, edizione 2015.
8. In che modo la differenza di costo tra Inconel 625 e Inconel 825 influisce sull'economia totale del progetto?
Il premio sul costo della materia prima per l'Inconel 625 è di circa 70% - 100% rispetto all'Inconel 825 per chilogrammo nelle forme di prodotto standard nelle condizioni di mercato del 2025-2026. Su una base di componenti finiti, questo premio si riduce perché le maggiori sollecitazioni ammissibili dell'Inconel 625 (grazie al suo maggiore carico di snervamento) spesso consentono sezioni di parete più sottili, riducendo il volume del materiale. Nelle applicazioni in cui l'Inconel 825 offre un'adeguata resistenza alla corrosione, specificare l'Inconel 625 comporta un costo aggiuntivo senza benefici. Nelle applicazioni in cui l'Inconel 825 si guasta prematuramente, il costo degli eventi di sostituzione (materiale, fabbricazione, tempi di inattività e perdite conseguenti) supera abitualmente il premio cumulativo del materiale dell'Inconel 625 di 3 o 5 volte in un periodo di 5 anni. L'analisi economica corretta è il costo totale di proprietà nell'arco della vita utile del componente, non il prezzo di acquisto iniziale. Le interruzioni non programmate negli impianti di lavorazione chimica hanno una media di $180.000-$340.000 per evento, il che rende le decisioni di selezione dei materiali con implicazioni sulla durata di vita estremamente importanti dal punto di vista finanziario. Fonte: Analisi delle applicazioni MWalloys; dati di benchmarking del settore.
9. Qual è la temperatura massima di esercizio per Inconel 825 e Inconel 625 nel servizio di corrosione?
Entrambe le leghe sono utilizzate principalmente per la resistenza alla corrosione piuttosto che per il servizio strutturale ad alta temperatura. La resistenza alla corrosione dell'Inconel 625 rimane efficace fino a circa 980°C in ambienti ossidanti (in base ai dati sull'ossidazione), anche se la sua applicazione strutturale nel servizio di corrosione è tipicamente limitata a meno di 500°C. Per le applicazioni in recipienti a pressione secondo ASME BPVC, l'Inconel 625 è classificato secondo il codice fino a 650°C con sollecitazioni ammissibili definite. L'Inconel 825 mantiene una resistenza alla corrosione accettabile nella maggior parte degli ambienti chimici fino a circa 450°C, con copertura di codice ASME fino a 450°C. Al di sopra di queste temperature, i meccanismi di ossidazione e di corrosione ad alta temperatura sostituiscono la corrosione acquosa come modalità di degradazione dominante, richiedendo famiglie di leghe diverse. Nelle applicazioni industriali di viti e barili, entrambe le leghe sono utilizzate principalmente al di sotto dei 500°C in ambienti di lavorazione dei polimeri, dove le loro proprietà di resistenza alla corrosione affrontano l'attacco chimico di prodotti aggressivi di degradazione del polimero. Fonte: ASME BPVC Sezione II Parte D; dati tecnici Special Metals Corporation.
10. Come possono i team di approvvigionamento verificare di aver ricevuto la lega corretta tra Inconel 625 e Inconel 825?
L'identificazione positiva del materiale (PMI) mediante analizzatori portatili a fluorescenza a raggi X (XRF) è il metodo standard di verifica sul campo e distingue in modo affidabile l'Inconel 625 dall'Inconel 825 misurando il contenuto di nichel (58%+ contro 38% - 46%) e di molibdeno (8% - 10% contro 2,5% - 3,5%). I risultati XRF sono generalmente disponibili in meno di 30 secondi per ogni misurazione. Entrambe le leghe hanno un aspetto grigio-argento simile e non sono visivamente distinguibili. L'esame della certificazione di laminazione è la verifica documentale: verificare che la composizione chimica sul certificato 3.1 corrisponda alla designazione UNS (N06625 per Inconel 625, N08825 per Inconel 825) e rientri nei limiti di specifica. Per le applicazioni critiche - apparecchiature contenenti pressione, servizi acidi, recipienti criogenici - il test PMI in entrata di tutti i materiali ricevuti dovrebbe essere obbligatorio, indipendentemente dalla documentazione di certificazione. Le scorte di leghe miste sono una fonte documentata di guasti nei sistemi a pressione. Fonte: ASTM E1476 (XRF); standard di certificazione EN 10204; linee guida sulle migliori pratiche PMI del settore.
Sintesi: Principi chiave di selezione per il 2026
La scelta tra Inconel 625 e Inconel 825 non dovrebbe mai ridursi a una semplice domanda "qual è il migliore", perché la risposta dipende sempre dal contesto. Ciò che possiamo affermare in modo definitivo dopo un'ampia analisi dei dati sulla corrosione, dell'esperienza sul campo e dell'ingegneria applicativa è questo:
L'Inconel 625 è tecnicamente superiore in quasi tutti i parametri di resistenza alla corrosione. Il suo PREN di 51, il contenuto di molibdeno da 8% a 10% e il nichel 58%+ offrono una resistenza alla vaiolatura da cloruro, all'HCl, agli acidi misti e ai servizi acidi severi che l'Inconel 825 non può eguagliare. Quando l'ambiente applicativo richiede queste prestazioni, nessuna ottimizzazione dei costi giustifica il declassamento all'Inconel 825.
L'Inconel 825 è economicamente ottimale per un'ampia categoria di applicazioni moderatamente corrosive - acido solforico diluito, scambiatori di calore di raffineria, scrubber FGD, sistemi di acqua di raffreddamento e servizio sour moderato - dove la sua resistenza alla corrosione è adeguata e il suo vantaggio di costo da 40% a 60% genera un valore reale senza compromettere le prestazioni.
MWalloys fornisce entrambe le leghe con una tracciabilità completa del materiale, una verifica PMI e un supporto tecnico applicativo. Le nostre raccomandazioni si basano sempre sull'ambiente di corrosione specifico, sui requisiti meccanici, sui vincoli di fabbricazione e sull'analisi dei costi del ciclo di vita dell'applicazione, non su una preferenza predefinita per una delle due leghe. Una scelta corretta al primo tentativo è sempre la decisione ingegneristica più conveniente che si possa prendere per ottenere apparecchiature resistenti alla corrosione di lunga durata.
Riferimenti:
- Special Metals Corporation. Dati tecnici della lega Inconel 625. 2023.
- Special Metals Corporation. Dati tecnici della lega Incoloy 825. 2023.
- Schweitzer, P.A. Tabelle di resistenza alla corrosione, 5a edizione. Marcel Dekker, 2004.
- Sedriks, A.J. Corrosione degli acciai inossidabili, 2a edizione. Wiley, 1996.
- Braun, R. Scienza della corrosione, Volume 47. Elsevier, 2005.
- Oldfield, J.W. e Sutton, W.H. Rivista britannica sulla corrosione, volume 13. 1978.
- Lippold, J.C. e Kotecki, D.J. Metallurgia della saldatura e saldabilità degli acciai inossidabili. Wiley, 2005.
- NACE MR0175 / ISO 15156. NACE International, edizione 2015.
- Codice ASME per caldaie e recipienti a pressione, Sezione II, Parte D. ASME, 2023.
- Codice ASME per caldaie e recipienti a pressione, Sezione VIII, Divisione 1. ASME, 2023.
- ASTM B443, B444, B446, B423, B424, B425, B163. ASTM International.
- AWS A5.14. American Welding Society.
- ASTM A262, G28, G48, G150, G36. ASTM International.
- Ricerca di MarketsandMarkets. Rapporto sul mercato delle leghe di nichel. 2024.
- Reed, R.C. Le Superleghe: Fondamenti e applicazioni. Cambridge University Press, 2006.
